Трубная резьба. Размеры трубной резьбы
ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВЫХ РЕЗЬБ
(стандарты BSW (Ww), BSF, UNC, UNF)
Вершины и впадины профиля дюймовой резьбы, аналогично метрической , плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1″, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1″ = 25,4 мм — штpих («) условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
NPSM — американский стандарт на резьбу дюймовую трубную цилиндрическую.
NPT — американский стандарт на резьбу дюймовую коническую.
Стандарты:
ASME/ANSI B1.1 – 2003 Unified Inch Screw Threads, UN & UNR Thread Form
ASME/ANSI B1.10M – 2004 Unified Miniature Screw Threads
 15 – 1995 Unified Inch Screw Threads, UNJ Thread Form
15 – 1995 Unified Inch Screw Threads, UNJ Thread FormАМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (D) – наружный диаметр резьбы соответственно болта и гайки;
d p (D p) – средний диаметр резьбы соответственно болта и гайки;
d i (D i) – внутренний диаметр резьбы соответственно болта и гайки;
n – число ниток на дюйм.
Американская резьба с крупным шагом – UNS
Размеры резьбы | D | D p | D i | Размеры резьбы , дюймы (мм) | D | D p | D i | ||
№1 (1,8542) | |||||||||
№2 (2,1844) | 1 | ||||||||
№3 (2,5146) | 1 1/8 (28,58) | ||||||||
№4 (2,8448) | 1 1/4 (31,75) | ||||||||
№5 (3,1750) | 1 3/8 (34,925) | ||||||||
№6 (3,5052) | 1 1/2 (38,10) | ||||||||
№8 (4,1656) | 1 3/4 (44,45) | ||||||||
№10 (4,8260) | |||||||||
№12 (5,4864) | 2 (50,8) | ||||||||
2 1/4 (57,15) | |||||||||
1/4 (6,3500) | 2 1/2 (63,5) | ||||||||
5/16 (7,9375) | 2 3/4 (69,85) | ||||||||
3/8 (9,5250) | |||||||||
7/16 (11,1125) | 3 (76,2) | ||||||||
1/2 (12,700) | 3 1/4 (82,55) | ||||||||
9/16 (14,2875) | 3 1/2 (88,9) | ||||||||
5/8 (15,8750) | 3 3/4 (95,25) | ||||||||
3/4 (19,0500) | 4 (101,6) | ||||||||
7/8 (22,2250) | |||||||||
Американская резьба с мелким шагом – UNF
Размеры резьбы , дюймы (мм) | D | D p | D i | Размеры резьбы , дюймы (мм) | D | D p | D i | ||
№0 (1,524) | 3/8 (9,525) | ||||||||
№1 (1,8542) | 7/16 (11,1125) | ||||||||
№2 (2,1844) | 1/2 (12,700) | ||||||||
№3 (2,5146) | 9/16 (14,2875) | ||||||||
№4 (2,8448) | 5/8 (15,875) | ||||||||
№5 (3,1750) | 3/4 (19,050) | ||||||||
№6 (3,5052) | 7/8 (22,225) | ||||||||
№8 (4,1656) | |||||||||
№10 (4,8260) | 1 (25,4) | ||||||||
№12 (5,4864) | |||||||||
1 1/4 (31,75) | |||||||||
1/4 (6,350) | 1 3/8 (34,925) | ||||||||
5/16 (7,9375) | 1 1/2 (38,10) | ||||||||
Американская резьба с особо мелким шагом – UNEF
Размеры резьбы , дюймы (мм) | D | D p | D i | Размеры резьбы , дюймы (мм) | D | D p | D i | ||
№12 (5,4864) | |||||||||
1 (25,4) | |||||||||
1/4 (6,350) | 1 1/16 (26,987) | ||||||||
5/16 (7,9375) | 1 1/8 (28,58) | ||||||||
3/8 (9,525) | 1 3/16 (30,162) | ||||||||
7/16 (11,1125) | 1 1/4 (31,75) | ||||||||
1/2 (12,700) | 1 5/16 (33,337) | ||||||||
9/16 (14,2875) | 1 3/8 (34,925) | ||||||||
5/8 (15,875) | 1 7/16 (36,512) | ||||||||
11/16 (17,462) | 1 1/2 (38,10) | ||||||||
3/4 (19,050) | 1 9/16 (39,687) | ||||||||
13/16 (20,637) | 1 5/8 (41,27) | ||||||||
7/8 (22,225) | 1 11/16 (42,86) | ||||||||
15/16 (23,812) | |||||||||
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма.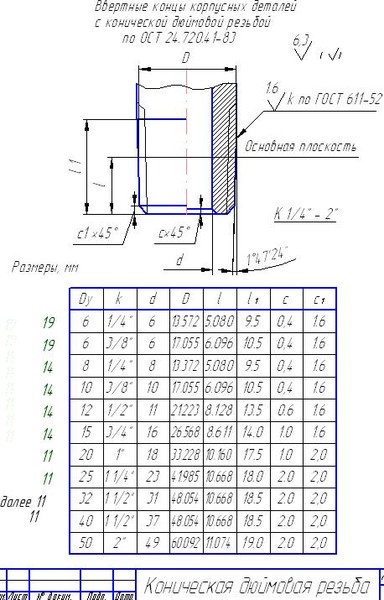 Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
Резьба с плоской впадиной, которая обозначается буквами UN;
— резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы . Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент.
Например: 1/4 – 20UNS – 2A или 0,250 – 20UNC – 2A
БРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ
(BSW (Ww) и BSF)
| Обозн. резьбы | BSP размер in | шаг резьбы | наибольший диаметр | наименьший диаметр | A/F мм | длина мм | трубы | диаметр отверстия под резьбу (для сверла) мм | ||||||||
| in (TPI) | мм | мм | in | мм | in | DN мм | OD мм | OD in | толщина мм | BSP. PL PL(Rp) | BSP.F (G) | |||||
| -1 | 1 / 16 | 28 | 0,907 | 7,723 | 0,304 | 6,561 | 0,2583 | 4±0,9 | 6,60 | 6,80 | ||||||
| -2 | 1 / 8 | 28 | 0,907 | 9,728 | 0,383 | 8,565 | 0,3372 | 15 | 4±0,9 | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | |
| -4 | 1 / 4 | 19 | 1,337 | 13,157 | 0,518 | 11,445 | 0,4506 | 19 | 6±1,3 | 8 | 13,5 | 0,53 | 2,3 | 11,50 | 11,80 | |
| -6 | 3 / 8 | 19 | 1,337 | 16,662 | 0,656 | 14,950 | 0,5886 | 22/23 | 6,4±1,3 | 10 | 17,2 | 0,68 | 2,3 | 15,00 | 15,25 | |
| -8 | 1 / 2 | 14 | 1,814 | 20,955 | 0,825 | 18,633 | 0,7336 | 27 | 8,2±1,8 | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19,00 | |
| -10 | 5 / 8 | 14 | 1,814 | 22,911 | 0,902 | 20,589 | 0,8106 | 16 | 2,6 | — | 21,00 | |||||
| -12 | 3 / 4 | 14 | 1,814 | 26,441 | 1,041 | 24,120 | 0,9496 | 32 | 9,5±1,8 | 20 | 26,9 | 1,06 | 2,6 | 24,25 | 24,50 | |
| -16 | 1 | 11 | 2,309 | 33,249 | 1,309 | 30,292 | 1,1926 | 43 | 10,4±2,3 | 25 | 33,7 | 1,33 | 3,2 | 30,40 | 30,75 | |
| -20 | 1 1 / 4 | 11 | 2,309 | 41,910 | 1,650 | 38,953 | 1,5336 | 53 | 12,7±2,3 | 32 | 42,4 | 1,67 | 3,2 | 39,00 | 39,50 | |
| -24 | 1 1 / 2 | 11 | 2,309 | 47,803 | 1,882 | 44,846 | 1,7656 | 57 | 12,7±2,3 | 40 | 48,3 | 1,90 | 3,2 | 45,00 | 45,00 | |
| -32 | 2 | 11 | 2,309 | 59,614 | 2,347 | 56,657 | 2,2306 | 70 | 15,9±2,3 | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | |
| -40 | 2 1 / 2 | 11 | 2,309 | 75,184 | 2,960 | 72,227 | 2,8436 | 17,5±3,5 | 65 | 76,1 | 3,00 | 3,6 | ||||
| -48 | 3 | 11 | 2,309 | 87,884 | 3,460 | 84,927 | 3,3436 | 20,6±3,5 | 80 | 88,9 | 3,50 | 4 | ||||
| -64 | 4 | 11 | 2,309 | 113,030 | 4,450 | 110,073 | 4,3336 | 25,5±3,5 | 100 | 114,3 | 4,50 | 4,5 | ||||
| -80 | 5 | 11 | 2,309 | 138,430 | 5,450 | 135,472 | 5,3335 | 28,6±3,5 | 125 | 139,7 | 5,50 | 5 | ||||
| -96 | 6 | 11 | 2,309 | 163,830 | 6,450 | 160,872 | 6,3335 | 28,6±3,5 | 150 | 165,1 | 6,50 | 5 | ||||
Похожие документы:
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры
Резьба для объективов. Размеры
ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба трубная цилиндрическая
ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 — Резьба трапецеидальная. Профили
ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — Резьба. Термины и определения
ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная многозаходная
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба метрическая коническая
ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Такие параметры, как качество трубной резьбы, ее соответствие оси трубы играют ключевую роль в установке водопроводных и отопительных систем. В некоторых случаях применяется нарезание плашкой своими руками. Нужно сказать, что данная работа трудна, неэффективна и отбирает много времени. Лучше производить нарезание резцом посредством токарного станка.
Общая информация о резьбе
Трубная резьба – это выступы и впадины с одинаковым сечением, равномерно размещенные на поверхности цилиндрической или конической формы (к примеру, гайки, винты, болты). Располагаются они по винтовой линии с одинаковым шагом.
Располагаются они по винтовой линии с одинаковым шагом.
В быту обычно используются детали с цилиндрической резьбой. Однако есть и иные ее виды. Есть два определяющих параметра метрической резьбы: шаг и диаметр. Дюймовая резьба носит такое название, так как ее определяющими характеристиками является диаметр, выражающийся в дюймах или долях дюйма. Также важным параметром в этом случае считается число витков, расположенных на длине дюйма. Размер в дюймах обозначает просвет в элементе, наружный же диаметр детали имеет большие размеры.
Таблица резьбы трубы по ГОСТу
Важно: Один дюйм равняется 2,54 см. Есть также еще одна единица измерения – трубной дюйм. Равен он 33, 249 мм. Что собой представляет данная дюймовая единица измерения? Вывели ее так: к величине в дюймах добавили величину, характеризующую толщину обеих стенок трубы.
Существует два вида труб, параметром для классификации которых служит трубной дюйм:
- Изделие с наружным диаметром 33, 249 мм;
- Изделие с наружным диаметром 21,25 мм.


Дюймовая резьба – это совокупность параметров, необходимых для соединения труб, фитингов и иных деталей. От метрической, помимо всего прочего, она отличается такими особенностями, как:
- Заостренные гребни-впадины;
- Закругленные вершины возвышенностей.
Размеры
В бытовых условиях чаще всего можно встретить трубы со следующими параметрами и размерами, определяемыми ГОСТ:
- Резьба 14 ниток на 1 дюйм. При этом шаг равняется 1,814 мм. Диаметр может составлять ½ или ¾;
- 11 ниток на 1 дюйм. При этом шаг равняется 2,309 мм. Диаметр может составлять 1, 1 ¼, 1 1/2, 2.
Дюймовая резьба выполняется только на трубопроводах, размеры которых не превышают 6″. Если параметры трубы больше, монтируется в систему она посредством сварочных работ. Ее обозначения по ГОСТ: G (значение прохода элементов, обозначенное в дюймах), А, В (степень точности диаметров).
Для выбора труб с дюймовой нарезкой требуется знание множества параметров. Для этой цели существует ряд таблиц, в которых указаны все важные значения. Существуют таблицы, из которых можно узнать шаги и их соотношение с нитками на один дюйм. Так вы сможете быстро и просто ознакомиться со всей необходимой информацией. Все нужные таблицы вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.
Для этой цели существует ряд таблиц, в которых указаны все важные значения. Существуют таблицы, из которых можно узнать шаги и их соотношение с нитками на один дюйм. Так вы сможете быстро и просто ознакомиться со всей необходимой информацией. Все нужные таблицы вы найдете на нашем сайте. Они помогут в работе с трубами не только любителям, но и профессионалам.
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века. Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм. Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр — диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг — расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков — угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
 Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H 1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d 2 = D 2 | внут-ренний d 1 = D 1 | ||||||
| 1/16″ 1/8″ | — | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ 3/8″ | — | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″ | 5/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″ | 1 1/8″ 1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″ 3 1/2″ | 2 1/4″ 3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97. 372 372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″ | 4 1/2″ 5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. | ||||||||||
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине 25,4 мм | H | H 1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d 2 = D 2 | d 1 = D 1 | l 1 | l 2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 | ||||||||
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы — взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками.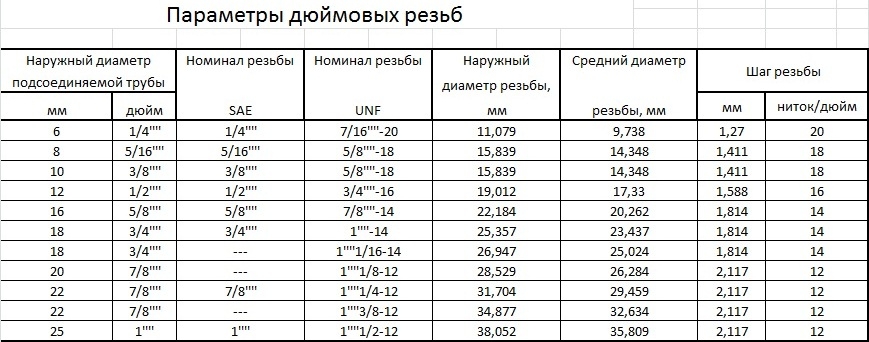 Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент — материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной).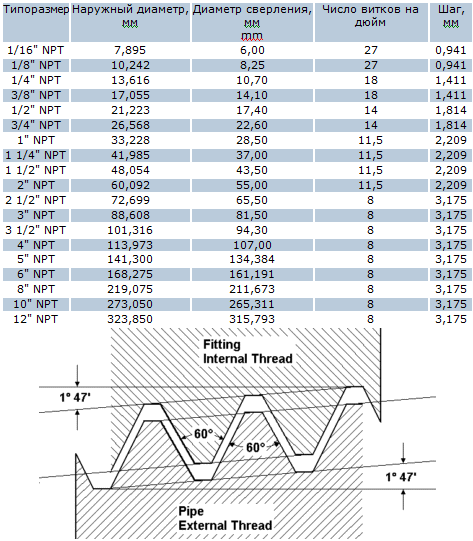 Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
В настоящей статье я хочу не только привести сухие факты, о размерах дюймовой трубной резьбы с ссылками на стандарты и ГОСТы, но довести до читателя интерсный факт об особенностях обозначения последней.
Так, кто уже сталкивался с трубными резьбами не раз удивлялся несоответсвию наружного диаметра резьбы и ее обозначению. К примеру резьба 1/2 дюйма имеет наружный диаметр 20,95 мм, хотя по логике с метрическими резьбами должна быть 12,7 мм. Все дело в том, что в дюймовой резьбе фактически указывают проходное отверстие трубы, а не наружный диаметр резьбы. При этом, добавляя к размеру отверстия стенки трубы мы и получаем завышенный наружный диаметр к которому привыкли в обозначениях метрических резьб. Условно так называемый трубный дюйм составляет 33,249 мм, то есть 25,4 + 3,92+ 3,92 (где 25,4 проход, 3,92 — стенки трубы). Стенки трубы принимаются исходя из рабочего давления для резьбы. В зависимости от диаметра трубы также соответственно увеличиваются, так как труба с большим диаметром должна иметь более толстые стенки, чем труба с меньшим диматером на одно и то же рабочее давление.
При этом, добавляя к размеру отверстия стенки трубы мы и получаем завышенный наружный диаметр к которому привыкли в обозначениях метрических резьб. Условно так называемый трубный дюйм составляет 33,249 мм, то есть 25,4 + 3,92+ 3,92 (где 25,4 проход, 3,92 — стенки трубы). Стенки трубы принимаются исходя из рабочего давления для резьбы. В зависимости от диаметра трубы также соответственно увеличиваются, так как труба с большим диаметром должна иметь более толстые стенки, чем труба с меньшим диматером на одно и то же рабочее давление.
Трубные резьбы делятся на следующие:
Резьба трубная цилиндрическая
Это дюймовая резьба основанная на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSP (British standard pipe thread), имеет четыре значения шагов 28,19,14,11 ниток на дюйм. Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Стандарты:
ГОСТ 6357-81 — Основные нормы взаимозаменяемости.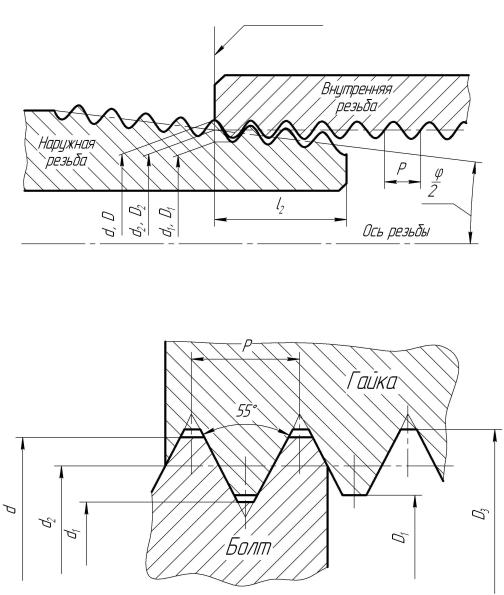
Резьба трубная цилиндрическая. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″, класс точности А — обозначается как G1 1/4-A. Еще раз намопним, что следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером и больше соответственно на толщину стенок трубы.
Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы, мм
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d 2 =D 2 | d 1 =D 1 | |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8″ | 22,911 | 21,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛» | 37,897 | 36,418 | 34,939 | ||
| 1¼» | 41,910 | 40,431 | 38,952 | ||
| 1⅜» | 44,323 | 42,844 | 41,365 | ||
| 1½» | 47,803 | 46,324 | 44,845 | ||
| 1¾» | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼» | 65,710 | 64,231 | 62,762 | ||
| 2½» | 75,184 | 73,705 | 72,226 | ||
| 2¾» | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼» | 93,980 | 92,501 | 91,022 | ||
| 3½» | 100,330 | 98,851 | 97,372 | ||
| 3¾» | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½» | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½» | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 | ||
Казалось бы что в трубах сложного? Соединяй и крути. .. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет)
.. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет)
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Трубная цилиндрическая резьба. ГОСТ 6357 — 81
Направление: Левая
Класс точности: Класс А (повышенный), Класс В (нормальный)
Почему в дюймах?
Дюймовый размер пришел к нам от западных коллег, поскольку требования действующего на постсоветском пространстве ГОСТ а сформулированы на базе резьбы BSW (British Standard Whitworth или резьба Витворта). Джозеф Витворт (1803 — 1887) инженер-конструктор и изобретатель в далеком 1841 году продемонстрировал одноименный винтовой профиль для разъемных соединений и позиционировал его как универсальный, надежный и удобный стандарт.

Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше ). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.
Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
Условное обозначение в международном стандарте
Международная: G
Япония: PF
Великобритания: BSPP
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2 — резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2″». Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ — В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40 .
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
Таблица размеров трубной цилиндрической резьбы
| Размер резьбы | Шаг резьбы, мм | Число ниток на дюйм | Диаметры резьбы | |||
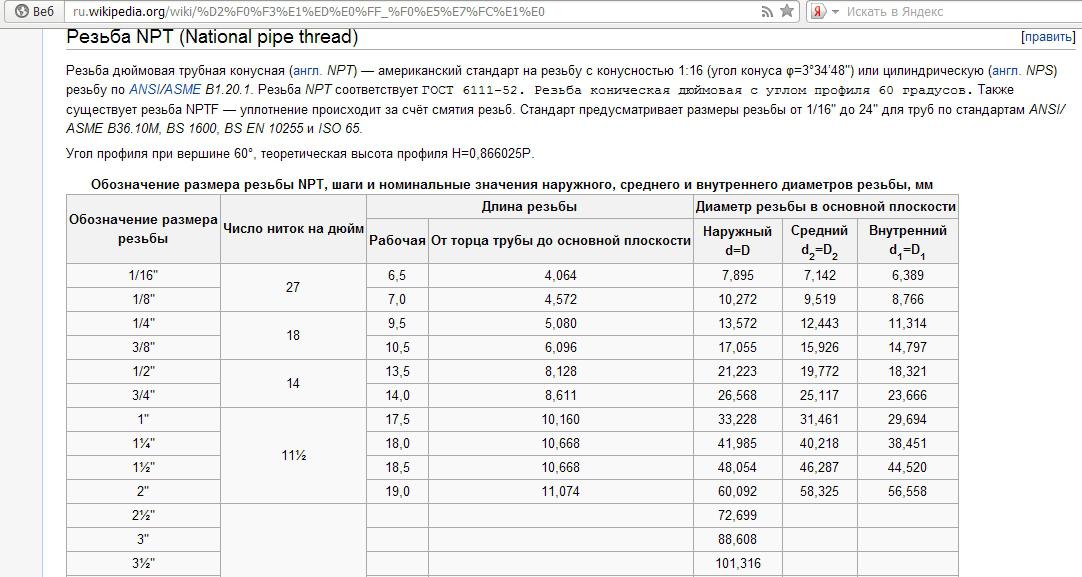
Как определить шаг дюймовой резьбы
Привожу для вас картинку из англоязычного интернета, которая наглядно демонстрирует методику. Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
На картинке с примером (см. выше ) threads — с английского это буквально «нитки резьбы». В данном случае их 18 шт. на один дюйм.
Ещё проще, если в вашем ящике с инструментом завалялся резьбомер для дюймовой резьбы. Измерения проводить очень удобно, но необходимо помнить, что дюмовые резьбы могут отличаться по углу вершины 55° и 60°.
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профи-лю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Метрическая коническая резьба.
 ГОСТ 25229 — 82
ГОСТ 25229 — 82Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше ).
Условное обозначение
За буквами МК идет указание диаметра в основной плоскости и шаг резьбы в мм: МК 30х2
Таблица размеров метрической конической резьбы
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | — | 8,000 | 7,350 | 6,917 | ||||
| 10 | — | 10,000 | 9,350 | 8,917 | ||||
| 12 | — | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| — | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | — | 16,000 | 15,026 | 14,376 | ||||
| — | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | — | 20,000 | 19,026 | 18,376 | ||||
| — | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | — | 24,000 | 23,026 | 22,376 | ||||
| — | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | — | 30,000 | 28,701 | 27,835 | ||||
| — | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | — | 36,000 | 34,701 | 33,835 | ||||
Характеристика цилиндрической трубной/дюймовой резьбы относительно метрической
Основные характеристики «дюймовой» и «трубной» цилиндрических резьб по отношению к «метрической» резьбе для основных размеров.
Номинальный диаметр резьбы в дм | Дюймовая резьба | Трубная резьба | ||||
наружный диаметр, в мм | число ниток на 1″ | наружный диаметр, в мм | число ниток на 1″ | |||
Резьба стальная. ГОСТ. Труба с резьбой.
Резьба стальная изготавливается из труб ГОСТ 3262-75. Их разрезают на необходимые размеры в зависимости от диаметра трубы (смотри таблицу 1.) и нарезается трубная наружная дюймовая резьба (не больше 5,6 витков). Примечание: резьба нарезается только с одной стороны детали, другая её сторона приваривается к трубе.
Эксплуатируются резьбы в системах водопровода, газопровода, системах отопления, то есть в системах неагрессивных сред (вода, газ, пар), при температуре до +175 ˚С и номинальном давлении 1.6 МПа. Резьбы необходимы для крепления различных деталей и оборудования (муфты, краны, вентили, манометры).
С размерами и весом стальной резьбы вы можете ознакомится в таблице ниже. Таблица составлена для резьбы стальной соответствующих ГОСТ 6357-81.
Материал для изготовление использую черные сорта стали для труб и деталей водо- и газопроводных конструкций по ГОСТ 1050-88. С целью повышения антикоррозийных свойств, резьбы стальные обрабатывают цинковым покрытием.
Читайте также:
Вес сгона стального. Сгон стальной ГОСТ 8969-75.;
Резьба стальная. ГОСТ. Труба с резьбой.;
Контргайка стальная. ГОСТ 8968-75. Технические характеристики контргайки стальной.;
Муфты стальные соединительные. ГОСТ. Таблица.
Примечание: В таблице 1 указан вес стальной резьбы без антикоррозийного покрытия так, как разница в весе незначительна и ей можно пренебречь.
Рис.1.Основные обозначения резьбы стальной.
Таблица 1.
Размеры и вес резьбы стальной по ГОСТ 6357-81.
| Ду, мм | G,дюйм | Толщина стенки, мм | Длина, мм | Вес,кг | |
| L | l | ||||
| 15 | 1/2″-B | 2,5 | 35 | 9 | 0,04 |
| 2,8 | 0,04 | ||||
| 3,2 | 0,05 | ||||
| 20 | 3/4″-B | 2,5 | 40 | 10,5 | 0,06 |
| 2,8 | 0,07 | ||||
| 3,2 | 0,07 | ||||
| 25 | 1″-B | 2,8 | 40 | 11 | 0,08 |
| 3,2 | 0,09 | ||||
| 4 | 0,12 | ||||
| 32 | 1 1/4″-B | 2,8 | 50 | 13 | 0,14 |
| 3,2 | 0,15 | ||||
| 4 | 0,19 | ||||
| 40 | 1 1/2″-B | 3 | 50 | 15 | 0,17 |
| 3,5 | 0,19 | ||||
| 4 | 0,22 | ||||
| 50 | 2″-B | 3 | 50 | 17 | 0,21 |
| 3,5 | 0,24 | ||||
| 4,5 | 0,31 | ||||
| 65 | 2 1/2″-B | 3,2 | 70 | 20 | 0,40 |
| 4 | 0,49 | ||||
| 4,5 | 0,55 | ||||
| 80 | 3″-B | 3,5 | 70 | 20 | 0,51 |
| 4 | 0,58 | ||||
| 4,5 | 0,65 | ||||
| 100 | 4″-B | 4 | 70 | 20 | 0,75 |
| 4,5 | 0,84 | ||||
| 5 | 0,93 | ||||
Ду – условный проход детали, мм;
L – длина детали, мм;
l – длина резьбы детали, мм;
G – обозначение резьбы, дюйм.
Уважаемые партнеры!
ООО ТД «ИТО-Туламаш» возобновило свою работу!
В тоже время, информируем Вас о том, что имеется ряд случаев установления контакта с нашими клиентами группой лиц с целью сбыта инструмента торговой марки ТМ, юридически принадлежащего ООО ТД «ИТО-Туламаш», от имени сторонних организаций.
Просим Вас проявить осмотрительность при поступлении такого рода информации, так как товарные активы в данном случае будут использоваться на незаконных основаниях, сделки будут признаны незаконными.
Размер | Параметры внутренней резьбы | Параметры наружной резьбы | ||||||||
D | D2 | D1 | d | d2 | d1 | |||||
min | min | max | min | max | max | min | max | min | max | |
G 1/16″A | 7,723 | 7,142 | 7,249 | 6,561 | 6,843 | 7,723 | 7,509 | 7,142 | 7,035 | 6,561 |
G 1/16″B | 7,723 | 7,142 | 7,356 | 6,561 | 6,843 | 7,723 | 7,509 | 7,142 | 6,928 | 6,561 |
G 1/8″A | 9,728 | 9,147 | 9,254 | 8,566 | 8,848 | 9,728 | 9,514 | 9,147 | 9,040 | 8,566 |
G 1/8″B | 9,728 | 9,147 | 9,361 | 8,566 | 8,848 | 9,728 | 9,514 | 9,147 | 8,933 | 8,566 |
G 1/4″A | 13,157 | 12,301 | 12,426 | 11,445 | 11,890 | 13,157 | 12,907 | 12,301 | 12,176 | 11,445 |
G 1/4″B | 13,157 | 12,301 | 12,551 | 11,445 | 11,890 | 13,157 | 12,907 | 12,301 | 12,051 | 11,445 |
G 3/8″A | 16,662 | 15,806 | 15,931 | 14,950 | 15,395 | 16,662 | 16,412 | 15,806 | 15,681 | 14,950 |
G 3/8″B | 16,662 | 15,806 | 16,056 | 14,950 | 15,395 | 16,662 | 16,412 | 15,806 | 15,556 | 14,950 |
G 1/2″A | 20,955 | 19,793 | 19,935 | 18,631 | 19,172 | 20,955 | 20,671 | 19,793 | 19,651 | 18,631 |
G 1/2″B | 20,955 | 19,793 | 20,077 | 18,631 | 19,172 | 20,955 | 20,671 | 19,793 | 19,509 | 18,631 |
G 5/8″A | 22,911 | 21,749 | 21,891 | 20,587 | 21,128 | 22,911 | 22,627 | 21,749 | 21,607 | 20,587 |
G 5/8″B | 22,911 | 21,749 | 22,033 | 20,587 | 21,128 | 22,911 | 22,627 | 21,749 | 21,465 | 20,587 |
G 3/4″A | 26,441 | 25,279 | 25,421 | 24,117 | 24,658 | 26,441 | 26,157 | 25,279 | 25,137 | 24,117 |
G 3/4″B | 26,441 | 25,279 | 25,563 | 24,117 | 24,658 | 26,441 | 26,157 | 25,279 | 24,995 | 24,117 |
G 7/8″A | 30,201 | 29,039 | 29,181 | 27,877 | 28,418 | 30,201 | 29,917 | 29,039 | 28,897 | 27,877 |
G 7/8″B | 30,201 | 29,039 | 29,323 | 27,877 | 28,418 | 30,201 | 29,917 | 29,039 | 28,755 | 27,877 |
G 1″A | 33,249 | 31,770 | 31,950 | 30,291 | 30,931 | 33,249 | 32,889 | 31,770 | 31,590 | 30,291 |
G 1″B | 33,249 | 31,770 | 32,130 | 30,291 | 30,931 | 33,249 | 32,889 | 31,770 | 31,410 | 30,291 |
G 1 1/8″A | 37,891 | 36,418 | 36,598 | 34,939 | 35,579 | 37,891 | 37,531 | 36,418 | 36,238 | 34,939 |
G 1 1/8″B | 37,891 | 36,418 | 36,778 | 34,939 | 35,579 | 37,891 | 37,531 | 36,418 | 36,058 | 34,939 |
G 1 1/4″A | 41,910 | 40,431 | 40,611 | 38,952 | 39,592 | 41,910 | 41,550 | 40,431 | 40,251 | 38,952 |
G 1 1/4″B | 41,910 | 40,431 | 40,791 | 38,952 | 39,592 | 41,910 | 41,550 | 40,431 | 40,071 | 38,952 |
G 1 3/8″A | 44,323 | 42,844 | 43,024 | 41,365 | 42,005 | 44,323 | 43,963 | 42,844 | 42,664 | 41,365 |
G 1 3/8″B | 44,323 | 42,844 | 43,204 | 41,365 | 42,005 | 44,323 | 43,963 | 42,844 | 42,484 | 41,365 |
G 1 1/2″A | 47,803 | 46,324 | 46,504 | 44,845 | 45,485 | 47,803 | 47,443 | 46,324 | 46,144 | 44,845 |
G 1 1/2″B | 47,803 | 46,324 | 46,684 | 44,845 | 45,485 | 47,803 | 47,443 | 46,324 | 45,964 | 44,845 |
G 1 3/4″A | 53,746 | 52,267 | 52,447 | 50,788 | 51,428 | 53,746 | 53,386 | 52,267 | 52,087 | 50,788 |
G 1 3/4″B | 53,746 | 52,267 | 52,627 | 50,788 | 51,428 | 53,746 | 53,386 | 52,267 | 51,907 | 50,788 |
G 2″A | 59,614 | 58,135 | 58,315 | 56,656 | 57,296 | 59,614 | 59,254 | 58,135 | 57,955 | 56,656 |
G 2″B | 59,614 | 58,135 | 58,495 | 56,656 | 57,296 | 59,614 | 59,254 | 58,135 | 57,775 | 56,656 |
G 2 1/4″A | 65,710 | 64,231 | 64,448 | 62,762 | 63,402 | 65,710 | 65,276 | 64,231 | 64,014 | 62,762 |
G 2 1/4″B | 65,710 | 64,231 | 64,665 | 62,762 | 63,402 | 65,710 | 65,276 | 64,231 | 63,797 | 62,762 |
G 2 1/2″A | 75,184 | 73,705 | 73,922 | 72,226 | 72,866 | 75,184 | 74,750 | 73,705 | 73,488 | 72,226 |
G 2 1/2″B | 75,184 | 73,705 | 74,139 | 72,226 | 72,866 | 75,184 | 74,750 | 73,705 | 73,271 | 72,226 |
G 2 3/4″A | 81,534 | 80,055 | 80,272 | 78,576 | 79,216 | 81,534 | 81,100 | 80,055 | 79,838 | 78,576 |
G 2 3/4″B | 81,534 | 80,055 | 80,489 | 78,576 | 79,216 | 81,534 | 81,100 | 80,055 | 79,621 | 78,576 |
G 3″A | 87,884 | 86,405 | 86,622 | 84,926 | 85,566 | 87,884 | 87,450 | 86,405 | 86,188 | 84,926 |
G 3″B | 87,884 | 86,405 | 86,839 | 84,926 | 85,566 | 87,884 | 87,450 | 86,405 | 85,971 | 84,926 |
G 3 1/4″A | 93,980 | 92,501 | 92,718 | 91,022 | 91,662 | 93,980 | 93,546 | 92,501 | 92,284 | 91,022 |
G 3 1/4″B | 93,980 | 92,501 | 92,935 | 91,022 | 91,662 | 93,980 | 93,546 | 92,501 | 92,067 | 91,022 |
G 3 1/2″A | 100,330 | 98,851 | 99,068 | 97,372 | 98,012 | 100,330 | 99,896 | 98,851 | 98,634 | 97,372 |
G 3 1/2″B | 100,330 | 98,851 | 99,285 | 97,372 | 98,012 | 100,330 | 99,896 | 98,851 | 98,417 | 97,372 |
G 3 3/4″A | 106,680 | 105,201 | 105,418 | 103,722 | 104,362 | 106,680 | 106,246 | 105,201 | 104,984 | 103,722 |
G 3 3/4″B | 106,680 | 105,201 | 105,635 | 103,722 | 104,362 | 106,680 | 106,246 | 105,201 | 104,767 | 103,722 |
G 4″A | 113,030 | 111,551 | 111,768 | 110,072 | 110,712 | 113,030 | 112,596 | 111,551 | 111,334 | 110,072 |
G 4″B | 113,030 | 111,551 | 111,985 | 110,072 | 110,712 | 113,030 | 112,596 | 111,551 | 111,117 | 110,072 |
G 4 1/2″A | 125,730 | 124,251 | 124,468 | 122,772 | 123,412 | 125,730 | 125,296 | 124,251 | 124,034 | 122,772 |
G 4 1/2″B | 125,730 | 124,251 | 124,685 | 122,772 | 123,412 | 125,730 | 125,296 | 124,251 | 123,817 | 122,772 |
G 5″A | 138,430 | 136,951 | 137,168 | 135,472 | 136,112 | 138,430 | 137,996 | 136,951 | 136,734 | 135,472 |
G 5″B | 138,430 | 136,951 | 137,385 | 135,472 | 136,112 | 138,430 | 137,996 | 136,951 | 136,517 | 135,472 |
G 5 1/2″A | 151,130 | 148,651 | 148,868 | 148,172 | 148,812 | 151,130 | 150,696 | 148,651 | 148,434 | 148,172 |
G 5 1/2″B | 151,130 | 148,651 | 149,085 | 148,172 | 148,812 | 151,130 | 150,696 | 148,651 | 148,217 | 148,172 |
G 6″A | 163,830 | 162,351 | 162,568 | 160,872 | 161,512 | 163,830 | 163,396 | 162,351 | 162,134 | 160,872 |
G 6″B | 163,830 | 162,351 | 162,785 | 160,872 | 161,512 | 163,830 | 163,396 | 162,351 | 161,917 | 160,872 |
Москва, 16-ая Парковая, д. 30, стр. 1
| ООО ТД «ИТО-ТУЛАМАШ», 2009-2021 г. | |
Трубная дюймовая резьба – изюминки и метод нарезки
Стальные водопроводные трубы возможно соединять не только посредством сварки, часто для этого применяют резьбу. Ее уровень качества и соотношение с осью изделия принципиально важно при монтаже систем. Применение плашек и метчиков наряду с этим не всегда бывает эргономичным, исходя из этого значительно чаще ее нарезают резцом, установленным на токарном станке.
Неспециализированные сведения
В большинстве случаев она представляет собой винтовую канавку, имеющую постоянный ход и сечение. Наносят ее на поверхность деталей цилиндрической либо легко конической формы, к примеру, это смогут быть винты, болты, и на поверхности сопрягаемых с ними деталей — гаек (см.кроме этого статью «Труба для теплого пола: как выбрать оптимальную разновидность и верно ее уложить»).
Дома мы значительно чаще сталкиваемся с цилиндрической трубной резьбой. У нас вместе с метрической используется кроме этого удачно и дюймовая.
| Метрическая | Ее основными чертями есть ход, означающий расстояние между впадинами либо гребнями, выраженное в мм, и диаметр. |
| Дюймовая |
|
В следствии имеем таковой вид:
- 1″ труба имеет наружный O33,25 мм;
- 1/2″ — 21,25 мм.
Дюймовая цилиндрическая трубная по ГОСТу 6357 отличается от метрической такими нюансами:
- гребни-впадины более острые;
- вершины ниток легко закруглены.
Значительно чаще в быту применяют трубы с этими типами резьб:
- O 1/2″ и 3/4″ имеют 14 ниток на дюйм с шагом трубной резьбы 1,8 мм;
- O 1″, 1 1/4″, 1 1/2″, 2″ — 11 ниток на 1″ с шагом 2,3 мм.
Изготовление
Ниже предлагается инструкция процесса:
- Выясните ход. Для этого воспользуйтесь резьбомером, подойдут кроме этого линейка либо штангенциркуль.
Совет: нужно замерить расстояние между вершинами ниток резьбы, после этого поделить полученный итог на количество ниток. Для дюймовой резьбы необходимо подсчитать нитки, помещающиеся в 1″.
В большинстве случаев вряд ли удается взять правильный диаметр, но итог будет удовлетворительным.
- Нарежьте резьбу, для чего применяют два метода – своими руками, и посредством токарного станка. В первом случае операция сопровождается дополнительными трудностями, что особенно заметно на изделиях, диаметр которых более 1″.
Совет: эксперты советуют для ручного метода применять особый прибор (КЛУПП), складывающегося из корпуса и двух ручек, с размещенными на нем регулируемыми подвижными гребенками. Благодаря ним возможно неспешно углубиться до нужного профиля.
Имеете возможность кроме этого воспользоваться сменными гребенками с неполным либо полным профилем. Цена таких инструментов высокая, исходя из этого купить их может не каждый. Исходя из этого направляться упомянуть про плашку либо лерку, которой кроме этого возможно осуществить нарезку вручную.
На протяжении вращения леркодержателя по часовой стрелке он начинает навинчиваться на резьбу, имеющуюся на втулке. Последнюю предварительно закрепляют тремя болтами.
Данное приспособление имеет неоспоримое преимущество – нет «упора» в трубу на начальной стадии нарезки. Благодаря закрепленной на трубе втулке, удается легко создавать нарезку метрической и трубной резьбы.
Совет: возможно применять резьбовые втулки различных диаметров, что позволяет легко расширить диапазон нарезки.
В случае если нарезка будет производиться леркодержателем без удлинителей или других приспособлений, в большинстве случаев она получается весьма низкого качества. В этом случае возможно добавить вкладыши длиной 100-150 мм, изготовленные на токарном станке.
Способы изготовления дюймовой резьбы
Ручной
В случае если у вас нет рядом токарного станка либо вы не владеете достаточным умением, возможно воспользоваться ручными приспособлениями – метчиком для внутренней резьбы и плашкой для наружной.
- Зафиксируйте трубу в тисках, вставьте метчик в вороток, а плашку – в плашкодержатель.
- В зависимости от того, что вы желаете сделать — вставьте метчик в трубу, а плашку наденьте на нее.
- Вращайте рукояткой воротка либо плашкодержателя, ввинчивайте либо навинчивайте приспособление на изделие.
Совет: в случае если нужно, процесс возможно повторять пара раз, пока не получите требуемый итог по глубине и высоте профиля.
Помните кроме этого, что нарезку в и снаружи направляться проводить последовательно.
Механический
- Зажмите трубу в патроне токарно-винторезного станка.
- В суппорт установите нужный резец.
- Включите станок и сделайте фаску в трубе либо на ней.
- Подведите резец к внутренней либо внешней поверхности изделия и включите «резьбовую» подачу, настроив предварительно скорость движения суппорта.
Вы кроме этого имеете возможность применять метчик и плашку на токарном станке, зафиксировав их в передней либо задней бабке. Эксперты советуют все же использовать резец, поскольку при достаточной квалификации токаря итог будет значительно лучше.
Вывод
Применение резьбы позволяет соединять стальные трубы без применения сварочного аппарата. Именно поэтому удается создавать быстроразъемные соединения, ускоряя работу и прилагая минимальное колличество усилий.
Видео в данной статье окажет помощь отыскать вам дополнительную данные по данной тематике.
AN NPT размеры резьбы
Размеры резьбы AN и NPT — размеры резьбы AN
РазмерыAN варьируются от -2 (два тире) до -32 с неравномерным шагом, при этом каждый шаг соответствует НД (внешнему диаметру) трубки с шагом 1/16 дюйма. Следовательно, размер -8 AN будет равен трубке с внешним диаметром 1/2 дюйма (8 x 1/16 = 1/2). Однако в этой системе не указывается ID (внутренний диаметр) трубки, поскольку толщина стенки трубки может быть разной. Каждый размер AN также использует свой собственный стандартный размер резьбы.
ФитингиAN представляют собой развальцованные фитинги, в которых используются расширяющиеся трубки 37 для образования металлического уплотнения. Они аналогичны другим 37 расширяющимся фитингам, таким как JIC, который является их промышленным вариантом. Теоретически они взаимозаменяемы, хотя обычно это не рекомендуется из-за точных спецификаций. и потребности аэрокосмической промышленности. Различия между ними касаются класса резьбы и формы (насколько плотно подходят резьбы), и используемые металлы.
Обратите внимание, что фитинги и инструменты 37 AN и 45 SAE (обычно встречаются на переходниках для бытовой сантехники) не взаимозаменяемы из-за разных углов развальцовки.Их смешивание может вызвать утечку на факеле.
Размеры резьбы AN и NPT — размеры резьбы NPT
Национальная трубная резьба Коническая резьба (NPT) — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах. Коэффициент конусности для всех резьб NPT составляет 1/16 (дюйм на фут), измеренный по изменению диаметра (трубной резьбы) на расстоянии. Конус, разделенный центральной линией, дает угол 1 47 ’24 дюйма или 1,7899 при измерении от центральной оси. Обычно используемые размеры — 1/8, 1/4, 3/8, 1/2, 3/4, 1, 1-1 / 4, 1-1 / 2 и 2 дюйма, которые чаще всего встречаются на трубах и фитингах. .С. поставщики. Для сжатого воздуха иногда используются размеры меньше 1/8. Размеры больше 2 дюймов встречаются редко, потому что другие методы присоединения более практичны в большинстве приложений. Он определен стандартом ANSI / ASME B1.20.1.
Номинальный размер трубы слабо связан с внутренним диаметром трубы Schedule 40. Из-за толщины стенки трубы фактический диаметр резьбы больше, чем NPS, значительно так для малых NPS. Другие спецификации труб имеют другую толщину стенки, но OD (внешний диаметр) и профиль резьбы остается прежним, поэтому внутренний диаметр трубы отличается от номинального диаметра.
Резьбовые трубы могут обеспечить эффективное уплотнение для труб, транспортирующих жидкости, газы, пар и гидравлическую жидкость. Эта резьба теперь используется в материалах, отличных от стали и латуни, включая PTFE, PVC, нейлон, бронзу и чугун.
Конусность резьбы NPT позволяет им образовывать уплотнение при затягивании, поскольку боковые поверхности резьбы прижимаются друг к другу, в отличие от фитингов с параллельной / прямой резьбой или компрессионных фитингов, в которых резьба просто удерживает детали вместе и не предоставляют печать.Однако между вершинами и основанием резьбы остается зазор, что приводит к утечке. вокруг этой спирали. Это означает, что фитинги NPT должны быть герметичными с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае может сделать будущую разборку практически невозможной.)
Ключ для фитингов AN, размеры
Головка гаечного ключа 3 AN (размер шестигранника 1/2 «)Головка гаечного ключа 4 AN (размер шестигранника 9/16 дюйма)
Головка гаечного ключа 6 AN (размер шестигранника 11/16 «)
Головка ключа 8 AN (размер шестигранника 7/8 «)
Головка гаечного ключа 10 AN (размер шестигранника 1 дюйм)
Головка ключа 12 AN (размер шестигранника 1-1 / 4 дюйма)
Головка ключа 16 AN (размер шестигранника 1-1 / 2 дюйма)
Калибр трубной резьбы NPT Идентификатор конической трубной резьбы по национальному стандарту
| Размер | Ассорти |
| Материал | Стали |
| Марка | ОЛЬБАНИ |
| Цвет | Серебро |
| Внешняя отделка | Оцинкованная |
| Тип резьбы | ДНЯО |
- Убедитесь, что это подходит введя номер вашей модели.
- Размер конической трубы национального стандарта (NPT), размеры от 1/8 до 3/4
- Устройство для проверки резьбы из цельной стали на проволочном шнурке
- Безосколочные полипропиленовые разделители с цветовой кодировкой для быстрого распознавания
- Удобный дизайн для удобного хранения и транспортировки
- Предлагает ручки и прорези с постоянными, легко читаемыми отметками размера, которые не отслаиваются
Характеристики этого продукта
| Фирменное наименование | ОЛЬБАНИ |
|---|---|
| Цвет | Серебро |
| Внешний вид | Оцинкованная |
| Форма изделия | Круглый |
| Материал | Стали |
| Измерительная система | Дюйм |
| Номер модели | Калибр трубной резьбы NPT |
| Номер детали | 1050-214 |
| Размер | Ассорти |
| Особенности | Химически стойкий, небьющийся, цветная маркировка, постоянная, легко читаемая маркировка размера, которая не отслаивается |
| Спецификация соответствует | Npt |
| Стиль | Национальная коническая трубная резьба |
| Тип резьбы | Правая рука |
| Тип резьбы | ДНЯО |
| Код UNSPSC | 41110000 |
BSP / BSPT Таблица нитей
BSP / BSPT Таблица нитей | Британские метрикиБРИТАНСКИЙ СТАНДАРТ ТРУБА ПАРАЛЛЕЛЬНАЯ / БРИТАНСКАЯ СТАНДАРТНЫЙ КОНУС ДЛЯ ТРУБ
Резьба 55 градусов
| РАЗМЕР | TPI | ОСНОВНОЙ (ВНЕШНИЙ) | НЕЗАВИСИМЫЙ (ИНТ) | СВЕРЛО |
| 1/8 дюйма | 28 | 9.728 | 8,566 | 8,70 |
| 1/4 « | 19 | 13,157 | 11,445 | 11,60 |
| 3/8 дюйма | 19 | 16,662 | 14,950 | 15,00 |
| 1/2 « | 14 | 20.955 | 18,631 | 19,00 |
| 5/8 « | 14 | 22,911 | 20,587 | 20,75 |
| 3/4 « | 14 | 26,441 | 24,117 | 24,50 |
| 7/8 « | 14 | 30.201 | 27,877 | 28,00 |
| 1 « | 11 | 33,249 | 31,770 | 30,50 |
| 11/8 « | 11 | 37,897 | 34,939 | 35,00 |
| 11/4 « | 11 | 41.910 | 38.952 | 39,50 |
| 13/8 « | 11 | 44,323 | 41,365 | 41,50 |
| 11/2 « | 11 | 47.803 | 44,845 | 45,00 |
| 13/4 « | 11 | 53.746 | 50,788 | 51,00 |
| 2 « | 11 | 59,614 | 56,656 | 57,00 |
| 21/4 « | 11 | 65,710 | 62,752 | 63,00 |
| 21/2 « | 11 | 75.184 | 72,226 | 72,50 |
| 23/4 | 11 | 81,534 | 78,576 | 79,00 |
| 3 « | 11 | 87,884 | 84,926 | 85,50 |
| 31/4 « | 11 | 93.980 | 91,501 | 91,00 |
| 31/2 « | 11 | 100,330 | 97,372 | 97,75 |
| 33/4 « | 11 | 106,680 | 103,722 | 104,00 |
| 4 « | 11 | 113.030 | 110.072 | 110,50 |
| 41/2 « | 11 | 125,730 | 122,772 | 123,00 |
| 5 дюймов | 11 | 138,430 | 135,472 | 136,00 |
| 51/2 « | 11 | 151.130 | 148,172 | 148,50 |
| 6 дюймов | 11 | 163,830 | 160,872 | 161,50 |
ПРИМЕЧАНИЕ: G = BSPP / R = BSPT