Зачистка сварных швов шлифмашинкой | Самоучитель сметчика
Сообщение об ошибке
×Deprecated function: Array and string offset access syntax with curly braces is deprecated in include_once() (line 20 of /var/www/cl263669/data/www/abk-63.ru/includes/file.phar.inc).Просим разъяснить, входит ли зачистка сварных швов шлифмашинкой, для проведения визуально- измерительного контроля, в состав расценки ГЭСН 09-03-030-01?
Согласно ЕНиР Сборник 22 «Сварочные работы» для ручной дуговой сварки предусмотрен следующий состав работ: 1. Включение и выключение сварочных машин и агрегатов. 2. Установка силы сварочно¬го тока. 3. Очистка кромок перед сваркой от ржавчины и грязи стальной щеткой.
Из состава работ следует, что зачистка сварных швов шлифовальной машинкой со снятием или без снятия выпуклостей сварного шва не предусмотрена.
В составе норм 09-03-030-1 «Монтаж площадок с настилом и ограждением из листовой, рифленой, просечной и круглой стали» Сборника ГЭСН-2001-09 «Строительные металлические конструкции» учтена машина шлифовальная электрическая в количестве 0,20 маш.-ч и шлифкруги с расходом 0,07 шт. на 1 т конструкций. Учет ресурсов в незначительном количестве говорит о том, что они предназначены только для очистка кромок перед сваркой от ржавчины и очистки сварного шва от шлака. Затраты на 100% визуальный и измерительный контроль сварных швов специалистами- дефектоскопистами нормами Сборника ГЭСН-2001-09 не предусмотрены. Более подробно об этом написано на стр. 21-22 журнала «Консультации и разъяснения по вопросам ценообразования и сметного нормирования в строительстве» № 1 за 2012 год.
Затраты на 100% визуальный и измерительный контроль сварных швов специалистами- дефектоскопистами нормами Сборника ГЭСН-2001-09 не предусмотрены. Более подробно об этом написано на стр. 21-22 журнала «Консультации и разъяснения по вопросам ценообразования и сметного нормирования в строительстве» № 1 за 2012 год.
3.4. Сварка — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
3.4. Сварка
3.4.1. Сварка расчетных металлоконструкций, элементов кранов и контроль качества сварных соединений должны выполняться в соответствии с требованиями настоящих Правил, государственных стандартов и других нормативных документов.
3.4.2. К сварке и прихватке элементов расчетных металлоконструкций, приварке площадок, перил и лестниц на кране должны допускаться сварщики, выдержавшие испытания в установленном порядке.
3.4.3. Сварочные работы должны выполняться по технологическим документам, разработанным предприятием-изготовителем или специализированной организацией в соответствии с государственными стандартами и нормативными документами, разработанными головной организацией, с учетом конструкции свариваемых изделий.
3.4.4. Сварочные материалы, применяемые .для сварки металлоконструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, относительное удлинение, угол загиба, ударная вязкость) не ниже нижнего предельного показателя перечисленных свойств металла основных элементов металлоконструкции, установленного для данной марки стали государственным стандартом или техническими условиями.
В случае применения в одном соединении сталей разных марок механические свойства наплавленного металла должны соответствовать свойствам стали с большим пределом прочности. Марки присадочных материалов, флюсов и защитных газов должны быть указаны в технических условиях на изготовление, ремонт, монтаж или реконструкцию кранов.
3.4.5. Для изготовления элементов металлоконструкции из листов, профильного проката, труб и т.п. допускается применение всех способов резки, обеспечивающих качественное получение форм и размеров этих элементов в соответствии с рабочими чертежами. Резка материалов и полуфабрикатов из стали должна производиться по технологии, исключающей возможность образования трещин или ухудшения качества металла на кромках и в зоне термического влияния.
3.4.6. При сборке элементов металлоконструкции под сварку должна быть обеспечена точность соединений в пределах размеров и допусков, установленных чертежами и технологическими процессами.
3.4.7. Сварка должна производиться в помещениях, исключающих влияние неблагоприятных атмосферных условий на качество сварных соединений. Выполнение сварочных работ на открытом воздухе допускается по специальной технологии при условии защиты мест сварки от атмосферных осадков и ветра.
3.4.8. Возможность и порядок производства сварочных работ при температуре ниже 0°С устанавливаются нормативными документами.
3.4.9. Допускается изготовление сварных элементов с применением в одном и том же узле различных методов сварки, что должно быть оговорено в технических условиях.
3.4.10. Прихватки, выполненные в процессе сборки металлоконструкции, могут не удаляться, если при сварке они будут полностью переплавлены.
Перед сваркой прихватки должны быть очищены от шлака.
3.4.11. Расчетные сварные соединения должны иметь клеймо или другое обозначение, позволяющее установить фамилию сварщика, производившего сварку. Метод маркировки, применяемый для сварных соединений, не должен ухудшать качество изделий. Маркировка должна выполняться методами, обеспечивающими ее сохранность в процессе эксплуатации крана. Место и метод маркировки должны быть
указаны на чертежах.
3.4.12. Необходимость термической обработки сварных соединений должна устанавливаться техническими условиями на изготовление, реконструкцию, ремонт и монтаж крана.
ЕНиР 22 1 на сварочные работы. Конструкции зданий и сооружений
В этом материале мы собрали для вас основные положения из ЕНиР 22 1 на сварочные работы. ЕНиР — это документ, в котором прописаны единые нормы и расценки. Эта статья посвящена выпуску 1, в котором описаны нормы сварки конструкций зданий и сооружений методом дуговой сварки.
ЕНиР — это документ, в котором прописаны единые нормы и расценки. Эта статья посвящена выпуску 1, в котором описаны нормы сварки конструкций зданий и сооружений методом дуговой сварки.
Данный нормативный документ разработан и утвержден в 1986 году. Дополнения и изменения внесены в 1990 году. С тех пор никаких изменений не вносилось. Документ разработан под контролем центрального нормативно-исследовательского бюро (ЦНИБ) и нормативно-исследовательской станции № 11 при тресте «Центроспецстрой» Министерства монтажных и специальных строительных работ СССР.
Содержание статьи
Вводная часть
Начнем с вводной части. ЕНиР Е22-1 говорит о том, что в нем прописаны нормы на ручную, автоматическую, механизированную дуговую сварку, а также механизированную и ручную газовую резку. Данные нормы действительны при создании или ремонте металлических конструкций зданий и сооружений. В нормах прописаны не только рекомендации по выполнению сварочных работ, но и расценки на выполнение сварки и/или дополнительных мероприятий, в том числе подготовительных.
Также нормы указывают на то, что работы должны соответствовать СНиП III-18-75 (в частности, должны соблюдаться все технические условия и требования СНиП). Дополнительно должны соблюдаться все требования по технике безопасности. Все работники, задействованные в процессе, должны четко знать и применять на практике правила безопасности. Только при соблюдении выше указанных норм работа будет считаться выполненной.
Данный ЕНиР предназначен для работы с углеродистой, низколегированной и конструкционной стали. Возможна работа с любыми стальными конструкциями, изготовленными из выше указанных типов сталей. Сказанное выше не относится к главе 2 и главе 4, которые вы можете прочесть ниже.
ЕНиР рекомендует выполнять сварку деталей, предварительно скрепив их между собой с помощью болтов или прихваток. Требование не обязательно и может быть изменено. Выполнение прихватки не входит в общую стоимость работ и для ее выполнения не учитывается потраченное время. Так что изготовление прихваток нормируется отдельно. Проварка сделанных ранее прихваток не оплачивается.
Проварка сделанных ранее прихваток не оплачивается.
Читайте также: Технология и особенности сварки сталей
Также в нормах указано, что рабочие должны самостоятельно переносить все сварочное и дополнительное оборудование на расстояние не более 100 метров. В таком случае перенос дополнительно не оплачивается. Работники должны переносить также кабели, шланги, баллоны с газом и так далее. Если комплект оборудования весит менее 50 килограмм, то работник перевозит его вручную на тележке, а если больше 50 килограмм, то с помощью специального крана.
Если необходимо обслужить газогенератор (например, заправить его), то эта работа поручается машинисту. То же самое при обслуживании сварочных аппаратов, имеющих двигатель внутреннего сгорания. Если данная работа поручена сварщику, то она должна дополнительно оплачиваться.
Также доплата гарантируется сварщикам, работающим в неудобном физическом положении. Чем труднодоступнее место сварки, тем оплата больше. Меньше всего оплачивается работа на приставной лестнице, на траншее, на строительных лесах, при работе лежа. Больше всего оплачивается работа, выполненная с применением страховочных тросов.
Меньше всего оплачивается работа на приставной лестнице, на траншее, на строительных лесах, при работе лежа. Больше всего оплачивается работа, выполненная с применением страховочных тросов.
Среди рекомендуемых швов есть нахлесточные, стыковые, угловые и тавровые. Их можно выполнять в нижнем, потолочном, вертикальном и горизонтальном положении. Для некоторых типов дуговой сварки есть конкретные рекомендации по типу шва и положению сварки.
Все нормы имеют рекомендательный характер. Возможна их корректировка исходя из условий работы, сложности сварки и опыта сварщика. Тем не менее, лучше соблюдать большую часть норм, чтобы не совершить ошибок, увеличивающих объемы бракованных изделий. Также соблюдение норм гарантировано избавит сварщика от проблем с проверяющей комиссией. Проверяющая комиссия может проверить профессиональные навыки любого сварщика, если усомнится в них.
Глава первая. Ручная дуговая сварка металлоконструкций
Первая глава состоит из технической части и описания параметров соединений. Мы расскажем только техническую часть. Данная информация применима только к сварным швам, сделанным по ГОСТу №5264-80.
Мы расскажем только техническую часть. Данная информация применима только к сварным швам, сделанным по ГОСТу №5264-80.
Для ручной дуговой сварки установлена следующая последовательность работ:
- Включение и настройка сварочного аппарата.
- Установка режима сварки.
- Подготовка комплектующих к работе.
- Разделка и зачистка кромок (стыков). Комплексная подготовка металла, очистка от грязи и коррозии. Работа выполняется щеткой с металлическими щетинами.
- Непосредственная сварка.
- Очистка сварочного соединения от шлаковой корки.
- Визуальный контроль качества шва и измерение его размеров.
ЕНиР Е22-1 рекомендует использовать следующие марки электродов:
- ОЗС-4
- ОЗС-21
- ВСФ-75У
- ОЗС-18
- УОНИ-13/85
- ОЗС-17Н
- АНО-11
- ВСФ-65У
- АНП-2
- НИАТ-3М
- АНО-14.
Это не четкое предписание, а лишь рекомендация. Сварщик имеет право использовать любые другие марки, в том числе зарубежные. Если вы применяете в своей работе другие марки электродов, то умножайте нормы и расценки на коэффициенты, представленные в таблице ниже.
Если вы применяете в своей работе другие марки электродов, то умножайте нормы и расценки на коэффициенты, представленные в таблице ниже.
Также нормы рекомендуют подбирать электроды исходя из толщины металла и формы кромок. Все эти параметры должны соответствовать выбранному диаметру электрода. Также диаметр электрода может быть прописан в документах на изделие. Например, в техпаспорте или технологической карте.
Если планируется подварка прикорневой части шва, то необходимо дополнительно изучить ЕНиР Е22-1 9. Дело в том, что по умолчанию подварка не требуется. Но если мастер примет решение о необходимости подварки корня, то он должен ознакомиться с выше указанным параграфом.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Глава вторая. Автоматическая и механизированная сварка под флюсом
Согласно ЕНиР Е22-1 автоматическая и механизированная дуговая сварка под флюсом должны выполняться в нижнем положении (если работа проводится в условиях завода или цеха).
Последовательность работ для автоматической или механизированной сварки под флюсом следующая:
- Включение полуавтомата.
- Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
- Засыпка порошкообразного флюса.
- Установка бобины с присадочной проволокой в подающий механизм и установка проволоки в мундштук.
- Выбор режима сварки, настройка полуавтомата.
- Непосредственно сварка.
- Извлечение проволоки из мундштука и бобины из подающего механизма.
- Удаление шлаковой корки с поверхности сварного соединения.
- Визуальный контроль и измерение размеров шва.
Данный ЕНиР рекомендует использовать в работе присадочную проволоку диаметром не более 5 миллиметров при автоматической сварке и не более 2 миллиметров при механизированной сварке. Если вы планируете подварить корень соединения, то необходимо нормы времени и расценки умножать на 0,5.
Тарифы на работы нужно рассчитывать в соответствии с таблицами, которые вы можете видеть ниже.
Глава третья. Механизированная сварка порошковой проволокой
Последовательность работ для механизированной сварки с применением порошковой проволоки следующая:
- Включение полуавтомата.
- Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
- Настройка режима сварки, настройка силы тока.
- Установка бобины с проволокой на вертушку полуавтомата, затем установка проволоки в электродержак. Смена мундштука во время работы при необходимости.
- Непосредственно сварка.
- Извлечение проволоки из мундштука и бобины из подающего механизма.
- Удаление шлаковой корки с поверхности сварного соединения.
- Визуальный контроль и измерение размеров шва.
ЕНиР рекомендует также варить в нижнем пространственном положении. Допустимы отклонения от норм при работе на улице или в труднодоступных местах. Также рекомендуется использовать порошковую проволоку диаметром не более 3 миллиметров.
Допустимы отклонения от норм при работе на улице или в труднодоступных местах. Также рекомендуется использовать порошковую проволоку диаметром не более 3 миллиметров.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Глава четвертая. Механизированная сварка в углекислом газе
Последовательность работ для механизированной сварки с применением углекислого газа следующая:
- Включение полуавтомата.
- Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
- Настройка режима сварки, настройка силы тока.
- Установка бобины с проволокой на вертушку полуавтомата, затем установка проволоки в электродержак. Смена мундштука во время работы при необходимости.
- Установка газового баллона, продувка шлангов.
- Непосредственно сварка.
- Извлечение проволоки из мундштука и бобины из подающего механизма.

- Удаление шлаковой корки с поверхности сварного соединения.
- Визуальный контроль и измерение размеров шва.

Здесь все так же, как и в случае со сваркой под флюсом или с порошковой проволокой: предпочтительна сварка в нижнем пространственном положении. Рекомендуется использовать присадочную проволоку диаметром не более 2 миллиметров.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Глава пятая. Газовая резка
Ручную газовую резку выполнять в следующей последовательности:
- Проверка газовых баллонов, их установка и продувка шлангом.
- Регулировка резака, тестовая резка.
- Непосредственно резка стали.
- Прекращение подачи газа, отключение шлангов.
Механизированную газовую резку выполнять в следующей последовательности:
- Проверка газовых баллонов, их установка и продувка шлангом.
- Непосредственно резка с перемещением полуавтомата на место работы.
- Регулировка режимов полуавтомата.
- Прекращение подачи газа, отключение шлангов.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Вместо заключения
Сварка металлоконструкций с применением технологии дуговой сварки — кропотливый и сложный процесс, требующий не только знаний, но и опыта. В этой статье мы не перечисляли ни нормы времени на формирование шва, ни расценки. Также мы не освещали отельные типы работ, например, сварка трубопроводов, поскольку эта информация просто не поместится в рамках одной статьи.
Мы рассказали вам про самые основные положения дуговой сварки, которые пригодятся в работе. Рекомендуем ознакомиться с полной версией документа, его можно легко найти в интернете. Поделитесь своим опытом дуговой сварки на производстве или в домашних условиях. Ваш опыт важен для начинающих сварщиков. Желаем удачи в работе!
Енир монолитные работы
5 декабря 1986 года в СССР государственным строительным комитетом Советского союза социалистических республик были разработаны енир монолитные работы и норм, согласно которым их нужно выполнять. Спустя 3 года к этому документу были внесены некоторые изменения, которые касались многих пунктов по поводу енир монолитных работ.
Спустя 3 года к этому документу были внесены некоторые изменения, которые касались многих пунктов по поводу енир монолитных работ.
Этими нормами предусмотрены в первую очередь монтаж бетонных и железобетонных разных конструкций.
Главными же пунктами этого документа являются следующие:
1. Предусмотрено выполнения всех видов таких работ с допустимыми нормами отклонения, а также соблюдая технику безопасности при строительстве. Каждый рабочий строитель должен знать и четко выполнять все эти требования и нормы, а также соблюдать полностью нормы по техники безопасности.
2. Нормами этого нормативного документа предусматривается выполнения разных видов работ на высоте, которая не превышает 15 метров.
Если работы проводятся на высоте больше чем  Например, если высота до 20 метров, то нужно умножить на коэффициент 1, 1, а если высота становит от 20 до 30 метров, то на коэффициент – 1, 2.
Например, если высота до 20 метров, то нужно умножить на коэффициент 1, 1, а если высота становит от 20 до 30 метров, то на коэффициент – 1, 2.
3. Нужно подать сигнал машинисту, если монтаж тех или иных конструкций делается вне поле зрения этого машиниста при невозможности связаться с машинистом.
Делать это предупреждение нужен специальный рабочий, который для этого выделяется компанией ведущей работы.
4. Работы по прихватке должны выполнять строго электросварщики или же монтажники конструкций, которые обладают вторым разрядом электросварщика.
5. Тарификация как основных, так и дополнительных енир монолитных работ производится согласно соответствующим выпускам и разделам ЕТКС.
Енир сварочные работы
Енир сварочные работы разработали 6 декабря 1986 года специальным профильным комитетом.
Этот выпуск содержит нормы работ, которые касаются дуговой сварки при монтаже и изготовлении разных зданий и сооружений для промышленности.
Главными нормами этого документа являются следующие:
1 Качество всех проделанных работ должно четко соответствовать всем требованиям и техническим условиям нормативного акта, «Техника безопасности при строительстве».
2. Предусматриваются резка и сварка конструкций из металла из низколегированных или из углеродистых конструкций непосредственно на месте их монтажа. При выполнении таких работ обязательно нужно применять соответствующий коэффициент который равен 0,9.
3. Нормами документа указывается сварка металлических конструкций с помощью болтов или прихватки.
4. Обслуживания сварщиком газового генератора или же агрегата для сварки нормами не учтены и как правило делаться это должно только машинистом и с его согласия.
5. Если работы происходят в небольших помещениях, где действительно неудобно работать, то в таком случае можно применять соответствующие коэффициенты.
Применять такие коэффициенты можно при работе с лотками, в траншеях, в лесу, при работе в разнообразных неудобных позах и положениях.
6. При сваривании соединений между стыками нужно соблюдать не превышения значений, которые нормируются этим документом.
7. Расценки этого документа просчитаны только для обычных работ в обычных условиях, но не касаются тех сварочных работ, которые выполняются при вредных условиях.
8. Тарификация всех видов работ произведена строго с нормативным документом, «Сварочные работы».
Нормы времени и расценки на 10 м шва
| Положение | Разряд | Показатели | Толщина свариваемой стали, мм, до | |||
| шва | работ | 2 | 3 | 4 | ||
| Нижнее | 34 5 6 | Н.вр.Расц. Расц. Расц. Расц. | 2,71-89 2-13 2-46 2-86 | 32-10 2-37 2-73 3-18 | 3,22-24 2-53 2-91 3-39 | 12 3 4 5 |
| Вертикальное | 34 5 6 | Н.вр.Расц. Расц. Расц. Расц. | 3,62-52 2-84 3-28 3-82 | 42-80 3-16 3-64 4-24 | 4,33-01 3-40 3-91 4-56 | 67 8 9 10 |
| Потолочное и горизонтальное | 34 6 | Н.вр.Расц. Расц. Расц. Расц. | 4,22-94 3-32 3-82 4-45 | 4,63-22 3-63 4-19 4-88 | 53-50 3-95 4-55 5-30 | 1112 13 14 15 |
| а | б | в | № | |||
Енир земляные работы
Нормативный документ, «Енир земляные работы» был создан в 1986 году и действует и до нынешнего времени.
Документ состоит из нескольких разделов и вводной части, главными пунктами вводной части можно назвать такие:
1. Расчистка мест и отсыпки грунта, где будут происходить работы, а также избавления от деревьев, кустов и других растений этим документом не регламентируется.
2. Все грунты в зависимости от их структуры и сложности работы с ними поделены на две группы – ручные земляные работы и земляные механизированные работы.
3. Предусматриваются грунты так называемой повышенной влажности, которые обрели такой статус под воздействием проточных, грунтовых или дождевых вод.
4. Грунты, которые имеют в своем составе лед и изменившие в последствии свою структуру относят к категории мерзлых грунтов.
5. Работы, которые касаются отлива воды должны оплачиваться повременно.
6. Нормами совершенно не учтены какие-либо паузы в работу вызваны движением разного вида транспорта.
7. Предусматривается качество выполненных работ в соответствии с требованием документа, «Земляные сооружения».
| Средняя | Разработка грунта | Рыхление | |||||||||
| Наименование и | плот- | экскаваторами | грунта | ||||||||
| характеристика грунтов | ность в естест- венном зале- гании, кг/м | одно- ковшо- выми | тран- шей- ными цеп- ными | тран- шей- ными ротор- ными | скре- пе- рами | буль- дозе- рами | грей- де- рами | грейде- рами- элева- торами | бури- льно- крано- выми маши- нами | бульдо- зерами- рыхли- телями | |
1. Алевролиты: Алевролиты: | |||||||||||
| слабые | 1500 | IV | — | — | — | — | — | — | — | IV | |
| крепкие | 2200 | V | — | — | — | — | — | — | — | VI | |
| 2. Аргиллиты плитчатые | 2000 | V | — | — | — | — | — | — | — | VI | |
3. Гравийно-галечные грунты (кроме моренных) с размером частиц, мм: Гравийно-галечные грунты (кроме моренных) с размером частиц, мм: | |||||||||||
| до 80 | 1750 | I | — | II | II | II | III | — | — | — | |
| св.80 | 1950 | II | — | III | — | III | — | — | — | — | |
| св.80 с содержанием валунов до 10% | 1950 | III | — | IV | — | III | — | — | — | IV | |
св. 80 с содержанием валунов до 30% 80 с содержанием валунов до 30% | 2000 | IV | — | — | — | IV | — | — | — | — | |
| св.80 с содержанием валунов до 70% | 2300 | V | — | — | — | IV | — | — | — | — | |
| св.80 с содержанием валунов св. 70% | 2600 | VI | — | — | — | IV | — | — | — | — | |
| 4. Гипс | 2200 | V | — | — | — | — | — | — | — | VI | |
5. Глина: Глина: | |||||||||||
| жирная мягкая и мягкая без примесей | 1800 | II | II | II | II | II | II | II | I | — | |
| то же, с примесью щебня, гравия, гальки или строительного мусора до 10% по объему | 1750 | II | II | II | II | III | III | — | I | — | |
жирная мягкая с примесью щебня, гравия, гальки или строительного мусора св. 10% по объему 10% по объему | 1900 | III | — | III | II | II | — | — | — | — | |
| карбонная мягкая | 1950 | III | — | III | II | III | III | III | II | — | |
| тяжелая ломовая сланцевая, твердая карбонная | 1950- 2150 | IV | — | IV | — | III | — | — | II | — | |
6. Грунт растительного слоя: Грунт растительного слоя: | |||||||||||
| без корней и примесей | 1200 | I | I | I | I | I | ЕНиР. Сборник Е2-1. Земляные работы. Выпуск 1. Механизированные и ручные земляные работы I | I | I | — | |
| с корнями кустарника и деревьев | 1200 | I | II | II | I | II | — | — | I | — | |
| с примесью щебня, гравия или строительного мусора | 1400 | I | II | II | I | II | — | — | — | — | |
7. Грунты ледникового происхождения (моренные): Грунты ледникового происхождения (моренные): | |||||||||||
А также вы можете посмотреть видео Енир калькуляция
Енир полы керамическая плитка — По полу
Проведение ремонта собственного жилья – дело серьезное. Если вы этот процесс проводите своими руками, то основное направление вашей деятельности – это приобрести качественные, но недорогие материалы, привезти их в свою квартиру и занести. Это основные расходы, которые придется оплатить из собственного кошелька. Все остальное ложится на ваши плечи. Единственные расходы – это затраченное на проведение ремонта время. В том случае, если ремонтные работы запланировано передать ремонтным компаниям или бригадам, то здесь весь процесс придется оплатить. И тут часто возникает вопрос, почему у разных подрядчиков свои расценки. Все дело в том, что рыночные отношения подразумевают свободу в оказании услуг с применением свободных цен. Но выбрать нужно ту компанию, которая использует в ценообразовании единые нормы и расценки (ЕНиР) на отделочные работы.
И тут часто возникает вопрос, почему у разных подрядчиков свои расценки. Все дело в том, что рыночные отношения подразумевают свободу в оказании услуг с применением свободных цен. Но выбрать нужно ту компанию, которая использует в ценообразовании единые нормы и расценки (ЕНиР) на отделочные работы.
Вы можете скачать ЕНиР по ссылке: ЕНиР на отделочные работы
Это расценки, разработанные государственными органами, которые являются основой ценообразования на рынке строительно-ремонтных услуг. То есть это отправная точка, которая берется за основу предлагаемых расценок. И если компания, которая предложила вам сделать в квартире ремонт (отделочные работы), основывается на ЕНиР, то будьте уверены, она вам предлагает самые низкие цены.
Что входит в отделочные работы?
Разделение данной категории производится по уровню использования отделочных материалов чисто в конструктивном направлении, то есть от потолка к полу. Но самая первая часть – это демонтаж, который определен одной расценкой, рассчитанной на один квадратный метр поверхности. В ЕНир этот показатель один для всех. Отдельной статьей проходят демонтаж дверей, окон и коммуникационных сетей.
В ЕНир этот показатель один для всех. Отдельной статьей проходят демонтаж дверей, окон и коммуникационных сетей.
Остальные расценки касаются только отделки. Но и здесь в одном виде работ могут быть разные расценки. К примеру, работы, связанные с выравниванием потолка с помощью шпаклевочных растворов, будут стоить больше, чем та же операция со стеновыми поверхностями. Все дело в удобстве проведения операций. То же самое касается стен и потолка относительно наклейки обоев или их покраски. А вот отделочные работы, связанные с использованием гипсокартонных листов, пластиковых или декоративных панелей оценивается практически одинаково. Не сильно в ЕНиР отличаются цены и на укладку керамической плитки на стены и пол.
Стоимость проведения покрасочных работ будут зависеть от того, во сколько слоев поверхность будет окрашена. Но в ЕНиР есть разделение, где учитывается покраска каждого слоя или комплекс услуг, учитывающий многослойную покраску в целом. В этом случае придется подсчитать, что выгодно брать за основу ценообразования.
Монтаж сантехнического оборудования, коммуникационных систем, окон и дверей не входят отделочные работы и оцениваются по другим статьям ЕНиР.
Многие обыватели, меняя мебель в своей квартире на новую, предпочитают отдавать услуги по транспортировке и установке мебели компаниям, которые данную мебель производят или продают. Часто эти услуги платные. Необходимо отметить, что в разных компаниях стоимость данных услуг разная, и здесь нормы никакие не действуют.
Не стоит призывать подрядчика к закону, таких норм и правил просто нет. Каждый считает исходя из своих затрат. Кстати, большие компании часто предлагают эту услугу бесплатно.
Итоги
Итак, существующие нормы и цены (ЕНиР) на проводимые отделочные работы не являются стандартом для всех без исключения подрядчиков. Это, скорее всего, норма, которая определяет минимальную планку — ниже нее, как правило, они не опускаются. Но в любом случае, проводя ремонтные работы, старайтесь подбирать подрядчиков, которые предлагают свои услуги по ЕНиР.
ЕНиР
ЕДИНЫЕ НОРМЫ И РАСЦЕНКИ НА СТРОИТЕЛЬНЫЕ, МОНТАЖНЫЕ И РЕМОНТНО-СТРОИТЕЛЬНЫЕ РАБОТЫ Сборник Е19 УСТРОЙСТВО ПОЛОВ
РАЗРАБОТАНЫ Нормативно-исследовательской станцией Главсевзапстроя Министерства строительства в северных и западных районах СССР с использованием нормативных материалов других министерств и ведомств под методическим руководством и при участии Центрального бюро нормативов по труду в строительстве (ЦБНТС) при Всесоюзном научно-исследовательском и проектном институте труда в строительстве Госстроя СССР. УТВЕРЖДЕНЫ постановлением Государственного строительного комитета СССР, Государственного комитета СССР по труду и социальным вопросам и Секретариата Всесоюзного Центрального Совета Профессиональных Союзов от 5 декабря 1986 года № 43/512/29-50 для обязательного применения на строительных, монтажных и ремонтно-строительных работах Технология производства работ, предусмотренная в Сборнике, согласована с Центральным научно-исследовательским институтом организации, механизации и технической помощи строительству Госстроя СССР (ЦНИИ ОМТП).
ВВОДНАЯ ЧАСТЬ
ВВОДНАЯ ЧАСТЬ
1. Нормами времени и расценками настоящего Сборника учтены работы по устройству полов в жилых, производственных, общественных зданиях.
2. Нормами и расценками Сборника учтены и отдельно не оплачиваются вспомогательные и подготовительные работы: разметка, очистка основания полов от мусора и пыли, а также подготовительно-заключительные операции, приведенные в общей части ЕНиР. Варка битумных мастик и асфальтобетона нормами данного Сборника не учтена, эти работы нормируются и оплачиваются дополнительно по сборнику Е11 «Изоляционные работы».
3. При обмере работ по устройству полов площадь, занимаемая плинтусами и галтелями, не исключается.
4. При устройстве полов с уклоном, заданным по проекту, Н. вр. и Расц. умножать на 1,1 (ВЧ-1).
5. При устройстве полов с криволинейными очертаниями в плане радиусом до 2 м Н. вр. и Расц. умножать на 1,2 (ВЧ-2).
6. Нормами, за исключением особо оговоренных случаев, предусмотрено перемещение материалов на расстояние до 20 м. Подноску материалов и изделий рабочими, выполняющими основную работу, на расстояния большие, чем это предусмотрено нормами, следует нормировать и оплачивать дополнительно по сборнику Е1 «Внутрипостроечные транспортные работы».
Подноску материалов и изделий рабочими, выполняющими основную работу, на расстояния большие, чем это предусмотрено нормами, следует нормировать и оплачивать дополнительно по сборнику Е1 «Внутрипостроечные транспортные работы».
7. Нормами предусмотрено выполнение работ по устройству полов в соответствии с действующими техническими условиями, СНиП III-В. 14-72. Рабочие должны знать и выполнять все требования, предусмотренные настоящим Сборником, вытекающие из указанных глав СНиП и обеспечивающие требуемое качество работ.
8. Тарификация работ в Сборнике произведена в соответствии с ЕТКС работ и профессий рабочих, вып. 3, разд. «Строительные, монтажные и ремонтно-строительные работы», утвержденным 17 июля 1985 г. Расценки в Сборнике подсчитаны по часовым тарифным ставкам, установленным для рабочих, занятых в строительстве, без учета повышения тарифных ставок на тяжелые работы и работы с вредными условиями труда.
9. Нормами предусмотрено выполнение работ с соблюдением правил техники безопасности в соответствии со СНиП III-4-80 «Техника безопасности в строительстве». Рабочие должны знать и соблюдать указанные в СНиП правила техники безопасности при выполнении работ.
Рабочие должны знать и соблюдать указанные в СНиП правила техники безопасности при выполнении работ.
Глава 1. ПОЛЫ ДОЩАТЫЕ, ПАРКЕТНЫЕ И ИЗ ДРЕВЕСНЫХ ПЛИТ
Техническая часть
1. Нормами и расценками настоящей главы, за исключением особо оговоренных случаев, учтено выполнение работ из готовых предварительно обработанных и в необходимых случаях антисептированных материалов, деталей и изделий.
2. Копание ям для установки деревянных элементов (стульев, столбов, стоек и т. п.) нормируется по Сборнику Е2 «Земляные работы», вып. 1 «Механизированные и ручные земляные работы».
3. При применении норм § Е19-6 и § Е19-7 число планок, приходящихся на 1 м паркетного пола, следует принимать по нижеследующей таблице.
4. Нормами предусмотрено выполнение работ по укладке лаг, устройству дощатых полов из сосны, ели и пихты. При выполнении работ с применением дуба, бука, ясеня и граба Н. вр. и Расц. § Е19-1, § Е19-2, § Е19-3 умножать на 1,2 (ТЧ-1), лиственницы и березы — на 1,1 (ТЧ-2).
5. Нормами и расценками настоящей главы предусмотрено устройство полов в помещениях площадью свыше 10 м, при устройстве полов в помещениях площадью до 10 м Н. вр. и Расц. соответствующих параграфов умножать на 1,2 (ТЧ-3).
§ Е19-1. Укладка лаг
Состав работы
1. Изготовление и антисептирование подкладок из брусков или досок и прокладок из изоляционных материалов. 2. Нарезка лаг из брусков или из досок по размерам. 3. Наращивание лаг (в необходимых случаях) с изготовлением сопряжения в полдерева. 4. Укладка прокладок и подкладок. 5. Укладка лаг по отметке с выверкой по уровню. 6. Временное крепление лаг досками. 7. Разметка и выделка сопряжений лаг с опорами (добавляется при укладке лаг из досок).
Состав звена Плотник 4 разр. — 1 » 2 » — 1
Нормы времени и расценки на 1 м пола
§ Е19-2. Устройство дощатых настилов
Состав работы
1. Укладка настила из досок по готовым опорам. 2. Прибивка досок гвоздями.
2. Прибивка досок гвоздями.
Нормы времени и расценки на 100 м пола
Примечания: 1. При устройстве настила с применением старых досок (с их сортировкой) Н. вр. и Расц. для площади настила, выполненного из старых досок, умножать на 1,4 (ПР-1). Объем работ по настилу, выполненному из старых досок, оформляется актом, утвержденным производителем работ.
2. При применении досок шириной св. 120 мм добавлять на раскалывание досок Н. вр. 3,5 чел.-ч, Расц. 2-25 (ПР-2).
§ Е19-3. Устройство чистых дощатых полов по уложенным лагам
Состав работ
При настилке полов в четверть или в шпунт
1. Раскладка и пригонка досок к месту по уложенным лагам. 2. Приторцовка досок в стыках. 3. Сплачивание и прибивка всех досок гвоздями с втапливанием шляпок гвоздей.
При перепиливании досок
1. Разметка, маркировка и перепиливание досок по размерам помещения.
При острожке провесов
1. Дополнительное втапливание шляпок гвоздей. 2. Устранение провесов острожкой. 3. Отметание стружек.
Дополнительное втапливание шляпок гвоздей. 2. Устранение провесов острожкой. 3. Отметание стружек.
Нормы времени и расценки на 100 м пола
Примечания: 1. Н. вр. и Расц. строк № 1 и 2 предусмотрено устройство полов из досок шириной до 100 мм. При ширине досок св. 100 мм Н. вр. и Расц. умножать на 0,75 (ПР-1).
2. Н. вр. и Расц. строк № 1 и 2 предусмотрено устройство полов из досок толщиной 29 мм. При устройстве полов из досок толщиной 37 мм Н. вр. и Расц. умножать на 1,1 (ПР-2).
3. При настилке полов с прибивкой только пятой доски Н. вр. и Расц. строки № 1 умножать на 0,7 (ПР-3).
§ Е19-4. Устройство чистых полов из готовых деревянных щитов по уложенным лагам
Состав работы
1. Раскладка щитов. 2. Перепиливание щитов при необходимости. 3. Настилка щитовых полов вчетверть или в шпунт из готовых щитов. 4. Пригонка и приторцовка щитов по месту. 5. Прибивка щитов гвоздями с втапливанием шляпок гвоздей.
Состав звена Плотник 4 разр. — 1 » 2 » — 1
Нормы времени и расценки на 1 м пола
§ Е19-5. Сплошная острожка чистых дощатых полов строгальной машиной
Состав работы
1. Дополнительное втапливание при необходимости шляпок гвоздей. 2. Смачивание поверхности полов водой. 3. Острожка строгальной машиной производительностью до 40 м/ч поверхности полов. 4. Острожка полов у стен вручную.
Норма времени и расценка на 100 м пола
§ Е19-6. Подготовка паркетных планок
Паркетчик 2 разр.
Нормы времени и расценки на 100 м пола
Примечание. При сортировке планок без увязки в пачки Н. вр. и Расц. умножать на 0,8 (ПР-1).
§ Е19-7. Устройство паркетных полов из отдельных планок и паркетных досок
ПРИ НАСТИЛКЕ ИЗ ОТДЕЛЬНЫХ ПЛАНОК
Состав работы
1. Грунтование основания. 2. Нанесение и разравнивание мастики по огрунтованной поверхности. 3. Настилка пола из отдельных планок. 4. Пригонка и прирезка планок в местах примыканий.
3. Настилка пола из отдельных планок. 4. Пригонка и прирезка планок в местах примыканий.
Состав звена Паркетчик 4 разр. — 1 » 3 » — 1
Таблица 1
Нормы времени и расценки на 1 м пола
Примечания: 1. При устройстве полов с фризом с линейками и жилками (рис. 1б, г, д) добавлять на каждый продольный элемент линейки и жилки на 1 м пола Н. вр. 0,03 чел.-ч, Расц. 0-02,2 (ПР-1).
2. Н. вр. и Расц. предусмотрена настилка полов как на горячей, так и на холодной мастиках.
3. Установку плинтусов нормировать по § Е19-46.
Чертеж
а — без окантовки; б — с окантовкой в одну жилку; в — с линейкой из одного продольного ряда планок; г — с линейкой из одного продольного ряда планок и жилок; д — с жилками по линейке с отобранными четвертями
1 — планка фризовая; 2 — линейка; 3 — жилка из дуба; 4 — рядовой настил.
ПРИ НАСТИЛКЕ ПОЛОВ С УСТУПАМИ
Состав работы
1. Проверка основания. 2. Настилка строительной бумаги на основание. 3. Укладка паркетной планки на гвоздях на проступях и подступенках с отделкой примыканий у стен, прирезкой планки по размерам. 4. Прибивка дубовой рейки по краю проступи.
Проверка основания. 2. Настилка строительной бумаги на основание. 3. Укладка паркетной планки на гвоздях на проступях и подступенках с отделкой примыканий у стен, прирезкой планки по размерам. 4. Прибивка дубовой рейки по краю проступи.
Таблица 2
Норма времени и расценка на 1 м пола
ПРИ НАСТИЛКЕ ИЗ ПАРКЕТНЫХ ДОСОК
Состав работ
При настилке по лагам
1. Выравнивание песчаного основания при необходимости. 2. Нарезка изоляционных прокладок. 3. Разметка и нарезка лаг. 4. Укладка лаг на прокладки с выверкой. 5. Настилка паркетных досок по уложенным лагам с прибивкой гвоздями. 6. Заделка порогов и мест примыканий к стенам при необходимости.
При настилке на мастике
1. Грунтование основания. 2. Разбивка осей помещения. 3. Укладка паркетных досок насухо с последующим снятием. 4. Нанесение и разравнивание мастики. 5. Настилка паркетных досок с подгонкой стыков. 6. Заделка порогов и мест примыканий к стенам при необходимости.
Состав звена Паркетчик 4 разр. — 1 » 3 » — 1
Таблица 3
Нормы времени и расценки на 1 м пола (без фриза)
Примечание. Н. вр. и Расц. предусмотрена площадь паркетной доски до 0,5 м.
§ Е19-8. Устройство паркетных полов из щитов
ПРИ УСТРОЙСТВЕ ОБРЕШЕТКИ ПОД ЩИТОВОЙ ПАРКЕТ
Состав работы
1. Заготовка подкладок. 2. Укладка обрешетки по готовому основанию с пригонкой и креплением всех элементов. 3. Выверка обрешетки.
Таблица 1
Норма времени и расценка на 1 м пола
ПРИ НАСТИЛКЕ ПОЛОВ ИЗ ЩИТОВ ПО ОБРЕШЕТКЕ ИЛИ ЛАГАМ
Состав работы
1. Подбор щитов при необходимости. 2. Настилка паркетных полов и добора. 3. Пригонка и заделка стыковых соединений. 4. Крепление щитов гвоздями. 5. Устранение провесов острожкой.
Состав звена Паркетчик 5 разр. — 1 » 3 » — 1
Таблица 2
Нормы времени и расценки на 1 м пола
Примечания: 1. При настилке фриза принимать на 1 м пола Н. вр. 1,4 чел.-ч, Расц. 1-13.
При настилке фриза принимать на 1 м пола Н. вр. 1,4 чел.-ч, Расц. 1-13.
2. На разметку и перепиливание щитов добора дисковой пилой принимать на 1 м перепила Н. вр. 0,1 чел.-ч паркетчика 4 разр., Расц. 0-07,9.
ПРИ НАСТИЛКЕ ПОЛОВ ИЗ ПАРКЕТНЫХ ЩИТОВ НА МАСТИКЕ
Состав работы
1. Раскладка готовых щитов насухо с последующим снятием. 2. Грунтование основания. 3. Нанесение и разравнивание мастики. 4. Настилка щитов паркета. 5. Пригонка и прирезка щитов в местах примыканий.
Таблица 3
Нормы времени и расценки на 1 м пола
§ Е19-9. Отделка поверхности паркетных полов
Нормы времени и расценки на 100 м пола
Примечание. Производственная необходимость выполнения работ вручную и их объем оформляются актом, утверждаемым производителем работ.
§ Е19-10. Устройство полов из древесных плит
Состав работ
При настилке древесноволокнистых плит
1. Увлажнение плит водой. 2. Раскладка, разметка и обрезка плит. 3. Грунтование основания. 4. Нанесение и разравнивание битумной мастики. 5. Наклеивание плит. 6. Очистка швов после наклеивания.
Увлажнение плит водой. 2. Раскладка, разметка и обрезка плит. 3. Грунтование основания. 4. Нанесение и разравнивание битумной мастики. 5. Наклеивание плит. 6. Очистка швов после наклеивания.
Добавлять при настилке в два слоя:
7. Раскладка, разметка, обрезка плит второго слоя. 8. Подогрев мастики при необходимости. 9. Нанесение и разравнивание битумной мастики на плиты первого слоя. 10. Наклеивание второго слоя плит. 11. Раскладка гнета по стыкам плит второго слоя.
При настилке древесностружечных плит по лагам
1. Разметка и обрезка плит дисковой пилой. 2. Настилка плит с подгонкой и прирезкой по месту. 3. Прибивка плит гвоздями к лагам с втапливанием шляпок гвоздей. 4. Устранение провесов острожкой ручным рубанком.
Состав звена Плотник 4 разр. — 1 » 2 » — 1
Нормы времени и расценки на 100 м пола
Глава 2. ПОЛЫ ИЗ ЛИНОЛЕУМА, РЕЛИНА И СИНТЕТИЧЕСКИХ СМОЛ
Техническая часть
1. Нормами настоящей главы предусмотрено наклеивание линолеума, релина и синтетических плиток на готовых быстротвердеющих мастиках, на основе водостойких вяжущих, наносимых на основание в холодном или подогретом состоянии.
Нормами настоящей главы предусмотрено наклеивание линолеума, релина и синтетических плиток на готовых быстротвердеющих мастиках, на основе водостойких вяжущих, наносимых на основание в холодном или подогретом состоянии.
2. Нормами и расценками настоящей главы предусмотрено устройство покрытий полов в помещениях площадью св. 10 м. При устройстве полов в помещениях площадью до 10 м Н. вр. и Расц. умножать на 1,2 (ТЧ-1).
§ Е19-11. Покрытие полов линолеумом на мастике
Состав работы
1. Грунтование основания. 2. Распаковка и раскатывание рулонов с разметкой и нарезкой линолеума на полотнища. 3. Прирезка полотнищ к выступающим частям помещения. 4. Снятие полотнищ и нанесение мастики на основание. 5. Укладка и приклеивание линолеума с укатыванием. 6. Зачистка, прирезка и приклеивание полотнищ в стыках.
Состав звена Облицовщик синтетическими материалами 4 разр. — 1 » » » 3 » — 1
Нормы времени и расценки на 1 м пола
§ Е19-12.
 Покрытие полов релином
Покрытие полов релиномСостав работы
1. Грунтование основания. 2. Раскатывание рулонов с разметкой и нарезкой релина на полотнища. 3. Прирезка полотнищ к выступающим частям помещения. 4. Нанесение мастики на основание и на полотнища. 5. Приклеивание релина с укатыванием. 6. Прирезка и приклеивание полотнищ в стыках.
Норма времени и расценка на 1 м пола
§ Е19-13. Покрытие полов линолеумом насухо
ПРИ УКЛАДКЕ КОВРОВ ЛИНОЛЕУМА, СВАРЕННЫХ РАЗМЕРОМ НА КОМНАТУ
Состав работы
1. Выемка сердечника из свернутого в рулон ковра и раскатывание ковра с прирезкой к выступающим частям стен и перегородок. 2. Установка плинтусов с креплением их к стенам или перегородкам.
Таблица 1
Норма времени и расценка на 1 м пола
ПРИ УКЛАДКЕ ЛИНОЛЕУМА СО СВАРКОЙ СТЫКОВ
Таблица 2
Таблица 3
Нормы времени и расценки на измерители, указанные в таблице
Примечание. При укладке линолеума со сваркой стыков крепление его производится при помощи плинтусов. Установку плинтусов или галтелей нормировать по § Е19-46 и § Е19-47.
При укладке линолеума со сваркой стыков крепление его производится при помощи плинтусов. Установку плинтусов или галтелей нормировать по § Е19-46 и § Е19-47.
§ Е19-14. Заготовка ковров линолеума по размеру помещений
Чемодан для проведения обучения сварке на месте
Два завода по производству металлоконструкций на Среднем Западе, DeWys Mfg. Из Мичигана и Schuette Metals из Висконсина, рассказывают, как инвестиции в программы обучения сварке помогли им найти, нанять и подготовить сварщиков к долгосрочному успеху.
Залогом успеха любой сварочной операции является обученный и подготовленный персонал. Это простая концепция, но ее не так просто реализовать в производственных цехах сварки.Найти и удержать сварщиков — сложная задача в таких быстро меняющихся условиях большого объема работ. Другое дело — поддерживать их заинтересованность и мотивацию.
Другое дело — поддерживать их заинтересованность и мотивацию.
Два производственных цеха на Среднем Западе столкнулись с обеими проблемами. Ни один из них не был удовлетворен тем, что, по их мнению, было неустойчивой схемой поиска и потери сварщиков. Чтобы решить эту проблему, оба магазина вложили средства в собственные программы обучения и внедрили их, чтобы помочь развить сварщиков или талантливых сварщиков и подготовить их к успеху.
Очевидным преимуществом для мастерских является их способность обучать, корректировать и повышать квалификацию своих сварщиков.А сварщикам это дает возможность адаптироваться к окружающей среде, своим задачам, производственным потокам и корпоративной культуре. Это также знак того, что работодатель готов сделать все возможное, чтобы помочь сварщикам добиться успеха.
Обратной стороной является то, что внутренние программы обучения требуют вложения времени, денег и ресурсов без надежной гарантии того, что этот человек окажется успешным.
Эти компании пришли к выводу, что преимущества перевешивают риски. Выполнение обязанностей по обучению сварщиков не только повысило качество их сварщиков, но и в некотором смысле укрепило доброжелательность среди сотрудников и стало ценным компонентом общей культуры.
Если вы не можете их найти, тренируйте сами
Десять лет назад DeWys Mfg. Inc., цех по производству листового металла в Марне, штат Мичиган, обладатель награды Industry Award 2014, не мог найти хороших сварщиков. Как поставщик готовых металлических компонентов для различных отраслей промышленности, включая производство мебели, крепежа, медицинского оборудования и энергетики, компания постоянно работает. Таким образом, ему постоянно требуются полностью работающие сварщики, которых у него не было.
«Мы изо всех сил пытались найти людей», — сказала Лаура Прейсс, декан Университета ДеВиса. «Некоторые люди, которых мы обнаружили, были очень заинтересованы в том, чтобы заняться производством, и у них была мотивация и стремление сделать это, но на самом деле у них не было набора навыков, чтобы сразу приступить к работе».
Schuette Metals, Ротшильд, Висконсин, столкнулась с той же проблемой, что и DeWys, в том, что ей было трудно найти сварщиков. Компании, производящей компоненты, используемые в архитектурной, сельскохозяйственной, строительной и оборонной отраслях, нужны сварщики, которые могут производить качественные детали быстро и эффективно.
Компания не только испытывала трудности с поиском квалифицированных сварщиков, но и нанимала изо всех сил, чтобы не отставать от быстро меняющейся производственной сварочной среды, сказал Тони Шмидт, директор по обучению и безопасности. Это привело к вращающейся двери, откуда сварщики уходили так же быстро, как и входили.
Поиск и удержание сварщиков — сложная задача для крупных и быстро развивающихся сварочных сред. Другое дело — поддерживать их заинтересованность и мотивацию.Именно здесь программа внутреннего обучения сварке может помочь сварщикам адаптироваться и познакомиться с темпами, потоком и культурой своего работодателя.
«Мы помещали их в высокопроизводительную среду с такими же высокими требованиями к воспроизводимым деталям, и это просто не сработало. В итоге мы отпустили многих хороших сварщиков и поняли, что это произошло потому, что не дали им инструментов, необходимых для успешной работы с нами », — объяснил Шмидт.
ДеВис пришел к выводу, что постоянно отказываться от мотивированных и целеустремленных людей просто потому, что им не хватало сварочных навыков, не является рациональной практикой.Почему бы не обучить их вместо того, чтобы обходить их стороной?
«Мы решили заняться чем-то другим, и мы почувствовали, что у нас есть внутренние возможности для этого. В то время у нас в штате был инструктор, который мог бы обучать новых сварщиков и помогать им в том, что нам нужно », — сказал Прейсс.
Это привело к созданию Университета ДеВиса, 12-недельной программы обучения, чтобы помочь заполнить пробелы для новых или опытных сварщиков и привести их к работе, на которую они были наняты.
Сегодня потенциальные сотрудники должны пройти двухэтапное собеседование для проверки способностей, отношения, мотивации и имеющихся навыков. После того, как кого-то наняли, инструктор по сварке Сара Гарднер, имеющая диплом инженера-сварщика, в течение шести недель проводит как аудиторные, так и практические занятия. Вначале программа сильно зависит от книжной работы, но есть и здоровое сочетание практической работы.
«Мы накапливаем их навыки на рабочем месте и даем им базовые знания, которые они будут использовать в своей работе каждый день.А затем мы отправляем их в цех, где они занимаются работой с деталями, оборудованием и знакомятся с различными компонентами и продуктами, над которыми мы здесь работаем », — сказал Гарднер.
Гарднер, по словам Прейсс, не только способствует внедрению необходимых навыков, но и помогает знакомить новых сотрудников с корпоративной культурой.
«Она не только тренер, но и наставник. Она поможет им освоиться в компании — где припарковаться, где туалеты. И она научит их тому, почему они делают то, что они делают.Это отличное дополнение к учебной программе, — сказал Прейс.
И она научит их тому, почему они делают то, что они делают.Это отличное дополнение к учебной программе, — сказал Прейс.
После шести недель аудиторных занятий и практического обучения новые сварщики распределяются по назначенным производственным бригадам, где за ними будут наблюдать еще шесть недель.
В Schuette руководство обратилось к Шмидту, тогдашнему менеджеру по качеству, с просьбой возглавить внутреннюю программу обучения сварке, которая поможет начинающим сварщикам добиться успеха, как только они попадут в цех.
«Мой профессиональный опыт дал мне много информации об ошибках, которые были сделаны, и почти каждый раз я говорил, что это было результатом недостатка обучения», — сказал Шмидт.
Schuette открыл Сварочную академию восемь лет назад, чтобы помочь начинающим сварщикам освоить сварочные процессы и адаптироваться, чтобы облегчить их переход в цех. Программа, проводимая Шмидтом, обязательна для всех начинающих сварщиков, независимо от уровня опыта. Он оценивает каждого сварщика и решает, сколько времени ему нужно провести в академии. Некоторым нужно больше, чем другим.
Он оценивает каждого сварщика и решает, сколько времени ему нужно провести в академии. Некоторым нужно больше, чем другим.
«Некоторые сварщики проведут со мной от четырех до шести недель в Академии сварки, в то время как другие, более опытные, потратят всего неделю на то, чтобы освоить наши процессы и производственный процесс», — сказал Шмидт.
Сварщики Schuette, окончившие программу, затем передаются наставнику в цехе. Наставник — это их помощник по проблемам и вопросам, позволяющий Шмидту заниматься другими аспектами своей работы. У наставников есть контрольный список задач, которые необходимо выполнить новым сварщикам, и после этого наставник передает его своим руководителям. Наставники могут помочь ответить на вопросы или решить проблемы на этом этапе.
Развитие талантов
Метод проб, ошибок и время помогли DeWys University за последние 10 лет превратиться в нечто явно уникальное для компании.Во-первых, по словам Пройсса, для удовлетворения конкретной потребности в отделе нанимают сварщика, будь то производственная сварка вручную или работа в роботизированной сварочной ячейке. В программе одновременно участвуют не более двух сварщиков, что дает Гарднеру широкие возможности для обучения в небольших группах.
В программе одновременно участвуют не более двух сварщиков, что дает Гарднеру широкие возможности для обучения в небольших группах.
Во-вторых, теперь программа стала гораздо более гибкой, чем была вначале, что позволяет больше удовлетворять индивидуальные потребности. Тренеры стараются изучать и понимать разные личности и типы обучения и вносить коррективы в зависимости от индивидуальных потребностей.
«Некоторым нужно больше практических занятий, некоторым нужно больше наглядных материалов, а некоторым нужно сесть и обсудить свои проблемы. Я думаю, что команда в целом меньше сосредоточена на индивидуальном достижении одной цели и больше сосредоточена на том, если они верят, что этот человек будет успешным в долгосрочной перспективе », — сказал Прейсс.
Иногда этот 12-недельный период показывает, что сотруднику, возможно, лучше работать в другом отделе.
«То, что кто-то не добивается успеха в одной конкретной области, не означает, что он плохой член команды.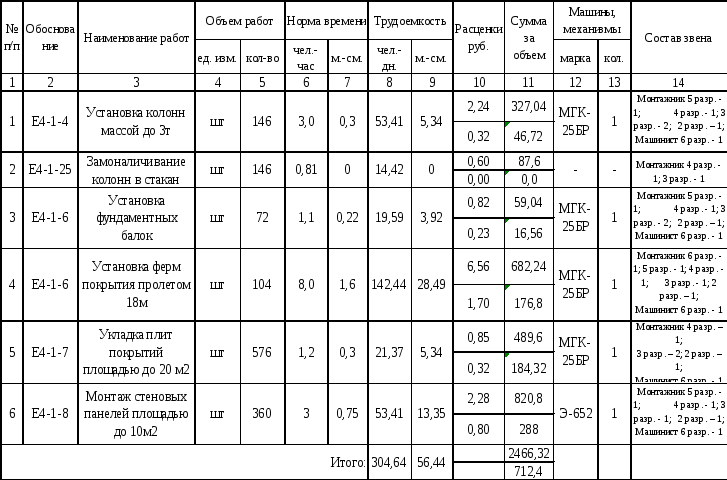 Если они соответствуют нашей культуре, то, возможно, есть другая область, которая им больше подходит. Хорошая вещь в DeWys заключается в том, что у нас есть такое разнообразие квалифицированных торговых позиций внутри нашего предприятия, что, если это кто-то, кто отлично подходит для нашей компании, мы собираемся попытаться работать с ними, чтобы найти подходящую позицию. , — объяснил Прейс.
Если они соответствуют нашей культуре, то, возможно, есть другая область, которая им больше подходит. Хорошая вещь в DeWys заключается в том, что у нас есть такое разнообразие квалифицированных торговых позиций внутри нашего предприятия, что, если это кто-то, кто отлично подходит для нашей компании, мы собираемся попытаться работать с ними, чтобы найти подходящую позицию. , — объяснил Прейс.
Шмидт сказал, что программа Schuette сделала то, что планировала компания, а именно вооружила сварщиков инструментами, необходимыми для достижения успеха в своей работе.
«Это действительно положительный момент для наших новых сотрудников. Независимо от того, мало ли у них опыта или они опытные сварщики, Академия сварки помогла им перейти в цех, а не просто разместить их там и позволить им выйти из строя », — сказал он.
Академия также дала возможность существующим сварщикам решать любые проблемы, с которыми они могут столкнуться. Шмидт получает электронное письмо от начальника с описанием проблемы и выключает время, чтобы поработать над ней один на один со сварщиком.
«Это отличный способ поговорить с человеком, который разочарован и не может понять, что не так. Иногда это так же просто, как угол наклона пистолета; в других случаях они сталкиваются с более серьезной проблемой, связанной с проблемами параметров. Я провожу время, наблюдая за их процессом, пытаюсь определить первопричину, и мы идем дальше. Это просто еще один способ поддержать наших сотрудников и дать им все возможности для достижения успеха », — сказал Шмидт.
Инвестиции в талант — беспроигрышный вариант
Основным препятствием для любого, кто задумывается о внедрении внутрифирменной программы обучения сварке любого рода, являются финансовые вложения, необходимые для того, чтобы сдвинуть ее с мертвой точки и сохранить ее работоспособность.Для Шуэтта и ДеВиса это включало в себя бюджетирование заработной платы персонала, выделение места в магазине для классной комнаты и учебного оборудования, разработку процесса собеседования и создание культуры, в которой существующий персонал принимал на себя роль наставников.
Прейс сказал, что существуют опасения относительно того, может ли такая концепция, как Университет ДеВиса, быть успешной или даже устойчивой, учитывая финансовые вложения, необходимые для ее реализации, как они планировали. Окажется ли в конечном итоге окупаемость инвестиций на начальном этапе? Десять лет спустя, Прейс сказал, что да, оно того стоит.
«Это просто стало частью нас. Наши инструкторы приложили немало усилий, чтобы доказать этот успех и доказать, что то, что они умеют, действительно поддерживает компанию в целом ».
Сейчас, добавил Прейсс, люди ищут возможности трудоустройства в компании специально для того, чтобы пройти обучение в Университете ДеВиса. Успех программы сварки привел к тому, что университет добавил обучение на листогибочный пресс, механическую обработку, резку и сборку. Это открыло двери как для кросс-тренинга, так и для повышения квалификации.
«Люди хотят здесь работать, потому что знают, что получат хорошую подготовку. Они знают, что не будут стагнировать, потому что есть разные уровни подготовки и кросс-тренинга, если они этого захотят ».
Шмидт согласился, сказав, что это риск, на который вы идете, делая такие инвестиции. Но он тоже сказал, что это было Удержание сотрудников значительно улучшилось с момента добавления Академии сварки.
«Все сводится к тому, чтобы убедиться, что сотрудник доволен тем, что он делает, и что у него есть инструменты, необходимые для этого.Я думаю, что люди ценят это, искренне инвестируя в своих сотрудников, чтобы они получили лучшие инструменты с точки зрения знаний », — сказал Шмидт.
Обзор курса по сварке | Универсальный технический институт (UTI)
Курсы по сварке
Введение в сварку, безопасность и карьеру
В этом курсе студенты познакомятся с различными типами используемых методов сварки и оборудования. Студенты узнают о личной защите и безопасности при эксплуатации сварочного оборудования.Студенты также познакомятся с двумя разными
виды термической резки с использованием как плазменного, так и кислородно-топливного оборудования. Также будет рассмотрено множество профессий и должностей, которые может выбрать успешный сварщик, а также способы получения сертификата сварщика в отрасли.
Также будет рассмотрено множество профессий и должностей, которые может выбрать успешный сварщик, а также способы получения сертификата сварщика в отрасли.
Принципы сварки
По принципам сварки студенты познакомятся с различными типами соединений, положениями и символами, используемыми в сварочной технологии. Студенты узнают о свойствах металла, их классификации и о том, как использовать инструменты для подготовки это для сварки.Также будут охвачены осмотр и проверка сварных швов на дефекты в целях сертификации.
Газовая дуговая сварка металла I (GMAW)
В области газовой дуговой сварки металла, также называемой «сваркой MIG», студенты узнают, как настроить и использовать оборудование GMAW и принадлежности, необходимые для сварки. Студенты изучат способы переноса металла и откроют для себя различные газы.
доступны для защиты сварного шва. Затем студенты будут использовать сварочный аппарат MIG для выполнения основных положений нахлеста, тройника, стыка и стыка с подкладкой для получения стальных угловых и канавочных соединений в плоской и горизонтальной плоскостях. Студенты будут
также изучите основы обслуживания сварочного аппарата GMAW, включая подключение газа и замену катушки с проволокой.
Студенты будут
также изучите основы обслуживания сварочного аппарата GMAW, включая подключение газа и замену катушки с проволокой.
Дуговая сварка экранированного металла I (SMAW)
При дуговой сварке экранированным металлом (часто называемой «сваркой штучной сваркой») студенты узнают, как настроить и использовать оборудование SMAW и принадлежности, необходимые для сварки. Студенты изучат способы переноса металла и откроют для себя различные электроды / стержни для выполнения определенных типов сварных швов.Затем студенты будут использовать сварочный аппарат SMAW для выполнения основных положений нахлеста, тройника и стыка с подкладкой для получения стальных угловых и канавочных соединений в плоском и горизонтальном положении. самолеты.
Проектирование и производство
В этом курсе студент научится читать чертежи и интерпретировать коды, стандарты, термины и определения, используемые в документации по сварке. Кроме того, студенты получат навыки прикладной математики, измерения и геометрии, необходимые для
планирование, подготовка и изготовление проектов.Студенты также познакомятся с планированием проектов, контролем качества и использованием программного обеспечения для создания проектов.
Кроме того, студенты получат навыки прикладной математики, измерения и геометрии, необходимые для
планирование, подготовка и изготовление проектов.Студенты также познакомятся с планированием проектов, контролем качества и использованием программного обеспечения для создания проектов.
Газовая дуговая сварка металла II (GMAW)
Курс GMAW-2 основан на знаниях и навыках, которые студент ранее изучил, и в дополнение к плоской и горизонтальной плоскостям будет выполнять вертикальные и потолочные сварные швы для производства внахлестку, тройник. , стык и стык с подкладными соединениями на обоих сталь и алюминий. Кроме того, студенты узнают, как правильно обслуживать сварочный аппарат GMAW, менять хлысты / пистолеты, настраивать другой защитный газ и заменять ролики.
Дуговая сварка экранированного металла II (SMAW)
В этом курсе студенты будут применять навыки, полученные при сварке штангой на предыдущих курсах, для выполнения горизонтальных, вертикальных и потолочных сварочных операций на плоском стальном листе с использованием угловых и канавочных соединений. . Дополнительно студенты
научится правильно обслуживать и обслуживать сварочный аппарат SMAW, заменять электрод / держатель стержня и выполнять строжку угольной дугой на стальном листе.
. Дополнительно студенты
научится правильно обслуживать и обслуживать сварочный аппарат SMAW, заменять электрод / держатель стержня и выполнять строжку угольной дугой на стальном листе.
Дуговая сварка порошковой проволокой (FCAW)
Во время этого курса студенты узнают о преимуществах сварки порошковой проволокой как газом, так и без газа, а также о том, где они используются.Студенты узнают, как настраивать, обслуживать и эксплуатировать сварочное оборудование с флюсовой сердцевиной. Студенты будут выполнять все типы соединений и выполнять сварные швы в плоской, горизонтальной, вертикальной и потолочной плоскостях.
Газовая дуговая сварка вольфрамом (GTAW)
Этот курс познакомит студентов с газовой сваркой вольфрамом, ее характеристиками и безопасностью. Используя информацию, полученную на предыдущих курсах, студенты будут развивать навыки, необходимые для выполнения газо-вольфрамовой дуговой сварки на различных поверхностях.
металлов, используя методы как постоянного, так и переменного тока.
Сварка труб
Курс по сварке труб познакомит студентов с различными методами сварки труб с использованием нескольких типов переноса металла. Студенты изучат используемые положения сварки, от горизонтальной прокатки до стационарной или вертикальной, вдоль о том, как использовать правильные инструменты и оборудование для резки и снятия фаски на стыках во время сборки.
Сварочные приложения I (GMAW & FCAW)
Сварочные приложения I предназначены для того, чтобы студенты могли создавать конкретные проекты, используя навыки, которые они приобрели на протяжении всей программы.Студенты будут использовать свои ранее изученные навыки проектирования и планирования проектов вместе с GMAW. и оборудование для перекачки металла FCAW для изготовления конкретных проектов. Во время этого курса студент сможет продемонстрировать свою способность выполнять несколько типов сварных швов во всех положениях.
Welding Applications II (SMAW & GTAW)
Welding Applications II предназначена для того, чтобы студенты могли создавать конкретные проекты, используя навыки, которые они приобрели на протяжении всей программы. Студенты будут использовать полученные ранее навыки создания чертежей и планирования проектов вместе с SMAW.
и оборудование для перекачки металла GTAW для изготовления конкретных проектов. Во время этого курса студент сможет продемонстрировать свою способность выполнять несколько типов сварных швов во всех положениях.
Студенты будут использовать полученные ранее навыки создания чертежей и планирования проектов вместе с SMAW.
и оборудование для перекачки металла GTAW для изготовления конкретных проектов. Во время этого курса студент сможет продемонстрировать свою способность выполнять несколько типов сварных швов во всех положениях.
Dutton Simulation — Учебные курсы по сборке листового металла
FTI’s
Курсы сварки охватывают сопротивление, миг и проекцию
сварочные системы.Включенные темы — это рекомендации по дизайну,
методы устранения неисправностей и обслуживание сварочного оборудования.
Каждому стажеру предоставляется подробное руководство.
это станет ценным справочным инструментом.
Подробная информация о предстоящих мероприятиях
учебные курсы показаны на последнем
Страница новостей; если интересующий вас курс
в нет в списке, пожалуйста, свяжитесь с нами
нас для получения подробной информации о том, как организовать курс, который подходит
твои нужды.
Дизайн Руководство по сварке и сборке
однодневный курс
Изучите основные принципы проектирования сборки.
Акцент будет сделан на понимании различных
виды сборочных операций и как обеспечить конструкцию
указанное возможно.Множество рекомендаций по качественному производству
сборок представлены. Подробнее
подробнее …
Сварка Анализ дефектов
2-дневный курс
Изучите подробную оценку дефектов контактной сварки
и общие проблемы, возникающие при сварке MIG.Студенты
научится устранять неполадки, необходимые для решения
проблемы качества сварки в автомобилестроении
среда. Подробнее
…
Подробнее
…
Сварка Технологии
однодневный курс
Изучите процессы и оборудование, используемое в сопротивлении
(точечная сварка.Вы рассмотрите: базовую сварку сопротивлением,
как выполняются сварные швы, компоненты и механизм сварки
система, пневматические и гидравлические системы, методы испытаний
и графики сварки для различных материалов и покрытий. Подробнее …
Программа обучения сварщиков — Penflex
Программа обучения сварщиков
Наша недельная программа, сертифицированная ASME Section IX для сварщиков со средним опытом, предназначена для улучшения техники. Мы рассмотрим все требования к сварке труб для присоединительных швов, стыковых швов и сварки труб, а затем познакомимся с основами производства шлангов и сборки металлических шлангов. Сварщики будут создавать свои собственные сборки, начиная с Penflex 2 ″ P3 и заканчивая 1/4 ″ P3, одним из самых сложных для сварки частей шланга.
Мы рассмотрим все требования к сварке труб для присоединительных швов, стыковых швов и сварки труб, а затем познакомимся с основами производства шлангов и сборки металлических шлангов. Сварщики будут создавать свои собственные сборки, начиная с Penflex 2 ″ P3 и заканчивая 1/4 ″ P3, одним из самых сложных для сварки частей шланга.
Кроме того, есть возможность подать купоны на испытания сварных швов для спецификаций процедур сварки, раздел IX ASME, аттестации сварщиков и разработок процедур сварки для различных комбинаций сплавов.
В программе:
- Тур по заводу
- Теория сварки, обзор кодов трубопроводов ASME IX, B31.1, B31.3
- Настройка сварочной станции
- Оценка сварочного мастерства сертифицированным преподавателем по сварке Penflex (CWE)
- Инструкция по сварке TIG, процессу, методам и квалификациям
- Обучение и практика с CWE
- Очистка
- Измерение сварного шва
- Подготовка к сборке
- Сборочные испытания
- Визуальный осмотр
- Купонов на качество сварки
- Свидетельство о завершении строительства Penflex
- Сертификаты ASME Раздел IX
Для получения дополнительной информации о программе обучения сварщиков свяжитесь с нами по адресу sales @ penflex. com
com
Что наши партнеры говорят об обучении сварщиков Penflex
«Большое спасибо за то, что уделили время сегодня утром. То, что начиналось как миссия по установлению фактов на самих сварочных машинах, открыло мне глаза на многие другие части процесса, которым я также должен уделить некоторое время внимания. Я никогда не разговаривал с кем-либо, кто так оперативно давал информацию и искренне хотел помочь создать не только превосходный продукт, но и последовательный процесс во всей организации.Я скопировал президента нашей компании, директора по инжинирингу и менеджера бизнес-подразделения. Я уверен, что в ближайшие дни я свяжусь с вами снова, и вполне возможно, что кто-то из других может связаться с вами, чтобы выбрать ваш мозг, чтобы помочь в процессе того, чтобы сделать нас, как компанию, сильнее, будучи более сильными. как вы упомянули. Как я уже сказал каждому из этих мужчин, я повесил трубку с вами, взволнованный процессом, поэтому спасибо, что уделили время, чтобы вдаваться в подробности со мной, и я не мог представить, чему нас можно было бы научить за день, если вы заставил мой мозг так усердно работать всего за 30 минут. ”
”
«Я хочу еще раз поблагодарить вас за вашу поддержку в разработке нашей программы сварки. Ресурсы, которые вы предоставили нам, играют важную роль в том, чтобы помочь нашей компании перейти на следующий уровень с точки зрения поставки сборок высочайшего качества. Я также очень рад, что я более полно понимаю другие продукты, которые у вас есть, и я уверен, что мы будем покупать дополнительные товары в самом ближайшем будущем. Я особенно хочу поблагодарить вашего CWI и вашего главного сварщика.Мне нравятся все сотрудники Penflex, и все они отлично справляются с нашей работой. Ваш CWI очень хорошо осведомлен и сразу же значительно улучшил наш процесс сварки. За полтора дня я узнал от него больше о процессе сварки, чем за все годы работы в этой отрасли. Ваш главный сварщик — действительно талантливый человек, и он действительно нашел время, чтобы поработать с нашим сварщиком, и при этом значительно улучшил свою технику и научил его тому, о чем мы даже не задумывались.Я не могу придумать лучшего времени, проведенного, чем было с ними обоими. Они действительно повлияли на наш бизнес и сделали нас более сильным дистрибьютором металлических шлангов. Мы искренне признательны за вашу поддержку нашего бизнеса ».
Они действительно повлияли на наш бизнес и сделали нас более сильным дистрибьютором металлических шлангов. Мы искренне признательны за вашу поддержку нашего бизнеса ».
«Я очень рад, что мы решили привлечь Penflex для обучения сварщиков. Множество небольших, незамедлительных улучшений и, возможно, что более важно, некоторых долгосрочных изменений, которые улучшат нашу работу. Как и все консультанты, собираются ли они просто рассказать нам то, что мы уже знаем? В случае с Penflex дело обстояло иначе.Я поговорил почти со всеми своими ребятами, и когда они сказали, что ваш CWI сварщик лучше, чем они были, это сразу привлекло их внимание. Мы уже приступили к реализации некоторых предложений, и я полностью рассчитываю, что по мере развития нашего бизнеса по производству металлических шлангов мы продолжим обучение ».
«Я хочу поблагодарить всю команду Penflex. За выдающееся обязательство по тщательному обучению своих клиентов процессу изготовления металлических шлангов. Я также хотел бы выразить особую благодарность CWI Дэйву Грегору. Сначала я боролся. Я чувствовал себя побежденным и готовым сдаться. К счастью для меня, это не так. Он нашел слова, которые успокоили меня и заставили меня почувствовать себя как дома, хотя я был вдали от дома. Это вдохновило меня копнуть глубже, собраться с мыслями и перегруппироваться. Как сварщик с опытом работы более 20 лет. Я чувствовал себя униженным в его присутствии. Он нашел время, чтобы поделиться со мной инструментами и приемами торговли. Из-за него в моем ящике осталось больше инструментов. В результате я стал лучше сварщиком ».
Сначала я боролся. Я чувствовал себя побежденным и готовым сдаться. К счастью для меня, это не так. Он нашел слова, которые успокоили меня и заставили меня почувствовать себя как дома, хотя я был вдали от дома. Это вдохновило меня копнуть глубже, собраться с мыслями и перегруппироваться. Как сварщик с опытом работы более 20 лет. Я чувствовал себя униженным в его присутствии. Он нашел время, чтобы поделиться со мной инструментами и приемами торговли. Из-за него в моем ящике осталось больше инструментов. В результате я стал лучше сварщиком ».
Онлайн-тренинг для техников-сварщиков
Стать техником-сварщиком
Техники-сварщики используют сварочные инструменты для соединения металлов с новыми или отремонтированными компонентами и деталями. Они могут ремонтировать поврежденные металлические машины или помогать инженерам создавать новые конструкции и оборудование. Техники-сварщики работают в самых разных отраслях — от авиакосмической до строительной, нефтепромысловой и многих других. Если вам нравится работать руками, пользоваться машинами и решать проблемы, этот 100% онлайн-курс научит вас начать карьеру в качестве техника-сварщика.
Они могут ремонтировать поврежденные металлические машины или помогать инженерам создавать новые конструкции и оборудование. Техники-сварщики работают в самых разных отраслях — от авиакосмической до строительной, нефтепромысловой и многих других. Если вам нравится работать руками, пользоваться машинами и решать проблемы, этот 100% онлайн-курс научит вас начать карьеру в качестве техника-сварщика.
Перспективы работы сварщиков в Северо-Западном Колорадо
- По данным Бюро статистики труда США (BLS), сварщики в Северо-Западном Колорадо зарабатывают 32 доллара.05 в час или в среднем 66 660 долларов в год. Это выше, чем в среднем по Колорадо, составляющему 49 870 долларов в год.
- Северо-запад Колорадо занимает второе место в США по заработной плате сварщиков за пределами мегаполисов, но нанимает вдвое меньше сварщиков, чем в среднем по США. Сочетание высокой заработной платы и низких ставок найма означает, что работодатели предлагают высокую заработную плату, но изо всех сил пытаются нанять хороших сварщиков. Это свидетельствует о нехватке квалифицированных сварщиков.
 Это свидетельствует о нехватке квалифицированных сварщиков.
Это свидетельствует о нехватке квалифицированных сварщиков.Часто задаваемые вопросы для техников-сварщиков
КАКИЕ НАВЫКИ НУЖНЫ СВАРОЧНИКАМ?
Техники-сварщики используют различные методы сварки, включая процессы дуговой сварки, пайки, плазменной резки и газокислородной резки.Они используют математику для определения допусков, чтения чертежей и настройки физических конструкций на основе инженерных концепций. Они должны быть знакомы со свойствами металлов, включая как черные металлы, такие как сталь и железо, так и цветные металлы, такие как алюминий, медь, свинец, никель, олово, титан и цинк. Специалисты-сварщики работают с мощным оборудованием, поэтому процедуры и правила техники безопасности очень важны. Наконец, техники-сварщики часто работают в группах на громких, иногда опасных работах. Поэтому навыки слушания и сотрудничества имеют решающее значение.
МОГУТ ЛИ СВАРОЧНИКИ РАБОТАТЬ В ГДЕ?
Несмотря на то, что у некоторых государственных и местных органов власти есть требования к лицензиям или сертификации, сварка обычно считается очень мобильной профессией. Отличные сварщики известны как профессиональные специалисты, которые могут найти работу практически где угодно.
Отличные сварщики известны как профессиональные специалисты, которые могут найти работу практически где угодно.
ПОДХОДИТ ЛИ ОНЛАЙН-КУРС ДЛЯ ОБУЧЕНИЯ СВАРКЕ?
Этот курс разработан как пакет ускоренного обучения, который познакомит вас с концепциями и навыками, необходимыми для начала карьеры сварщика.Сюда входят математика, контроль, безопасность, материалы, качество, резка металла, шлифовка, формовка, робототехника, оснастка и сварка.
Задачи курса
- Безопасность, процессы и применение при сварке
- Устранение неполадок
- Методы проверки
- Металлургия
- Такелаж
- Производственные процессы
- Подготовка к карьере техника-сварщика
- Обретите уверенность в своей способности выполнять свою работу
- Получите знания и навыки, необходимые для начала карьеры в ускоренном формате
Предпосылки и требования
Нет предварительных условий для прохождения этого курса.
Учебный план
- Ключевые темы курса:
- Математика
- Инспекция
- Безопасность
- Материалы
- Управление качеством и производством
- Шлифовка и обработка
- Листогибочный пресс
- Робототехника и механические системы
- Такелаж
- Сварка и сборка
Инструкторы
Этот курс для самостоятельного изучения не проводится под руководством инструктора; однако поддержка будет предоставляться по электронной почте, через онлайн-формы и по телефону.
Регистрация и зачисление
Этот курс является открытым. Вы можете зарегистрироваться и начать в любое время.
Для получения дополнительной информации и помощи обращайтесь| Директор по обучению персонала и общественному программированию Саша Нельсон Офис: (970) 824-1118 | Ли Сокол Телефон: (970) 824-1109 |
Курсы по сварке в Делавэре | Отдел образования взрослых
72-часовые семестровые курсы по сварке
* Из-за ограничений COVID 19 мы НЕ будем проводить 72-часовые курсы сварки в 2020-2021 учебном году *
Стоимость обучения 320 $. 00 + 140 долларов США за административный сбор = 460 долларов США за семестр
00 + 140 долларов США за административный сбор = 460 долларов США за семестр
Все 72-часовые семестровые курсы по сварке будут проводиться в Delcastle с 18:30 до 21:30 в комнате A-130. Если зачислится минимум 12 студентов, занятия будут проходить во вторник и четверг. Если зачисленных меньше 12, занятия будут проходить по понедельникам и средам.
Электродуговая сварка:Базовая SMAW (рукоять)
Курс № 305, сентябрь-декабрь
Курс № 315, январь-апрель
Этот 72-часовой курс содержит инструкции по безопасной сборке и эксплуатации оборудования для дуговой сварки защищенных металлов (SMAW).Студент узнает, как правильно настраивать, настраивать и выключать сварочные аппараты. Применения будут включать в себя валики, сварку внахлест и стыковые соединения, а также внутренние и внешние углы как в плоском, так и в горизонтальном положениях.
Advanced SMAW (рукоять)Курс № 306, сентябрь-декабрь
Курс №316, январь-апрель
Этот 72-часовой курс предоставляет инструкции по технике безопасности и процедурам, необходимым для дуговой сварки экранированным металлом (SMAW) как в вертикальном, так и в верхнем положении. Студент научится сваривать открытые соединения V-Grove. Студенты также познакомятся с основами сварки труб.
Студент научится сваривать открытые соединения V-Grove. Студенты также познакомятся с основами сварки труб.
Базовый GMAW / FCAW
Курс № 303, сентябрь-декабрь
Курс № 313, январь-апрель
Этот 72-часовой курс содержит инструкции по безопасной установке, настройке и отключению оборудования для газовой дуговой сварки (GMAW). Студент научится создавать дугу, делать сварные швы и сваривать основные соединения на низкоуглеродистой стали.Также будет представлена сварка с применением дуговой сварки под флюсом (FCAW).
Расширенный GMAW / FCAW
Курс № 304, сентябрь-декабрь
Курс № 314, январь-апрель
Этот 72-часовой курс содержит инструкции по безопасной сборке и эксплуатации оборудования для газовой дуговой сварки (GMAW). Студент научится сваривать угловые и разделочные швы в плоском, горизонтальном, вертикальном и потолочном положениях порошковой проволокой.
Сварка TIG:
Базовая GTAW
Курс № 307, сентябрь-декабрь
Курс № 317, январь-апрель
Этот 72-часовой курс содержит инструкции по безопасной сборке и эксплуатации оборудования для газо-вольфрамовой дуговой сварки (GTAW). Студент изучит настройку оборудования и проектирование соединений, а также научится сваривать плоские и горизонтальные стыковые, угловые, нахлесточные и угловые сварные соединения на стальном листе.
Студент изучит настройку оборудования и проектирование соединений, а также научится сваривать плоские и горизонтальные стыковые, угловые, нахлесточные и угловые сварные соединения на стальном листе.
Advanced GTAW
Курс № 308, сентябрь-декабрь
Курс № 318, январь-апрель
Этот 72-часовой курс содержит инструкции по безопасной сборке и эксплуатации оборудования для газо-вольфрамовой дуговой сварки (GTAW). Студент изучит настройку оборудования и конструкцию соединений, а также научится сваривать нержавеющую сталь, низкоуглеродистую сталь и алюминий во всех положениях с использованием всех конструкций сварных соединений.
Выполняйте надежные и повторяемые сварные швы с помощью нашего тренинга по орбитальной сварке
Обучение местных специалистов по орбитальной сварке
Орбитальная сварка обеспечивает неизменно высокое качество каждого сварного шва. Этот курс обучения дает представление об основах и преимуществах орбитальной сварки. Учащиеся получают знания по настройке и эксплуатации оборудования, чтобы использовать наш прокатный аппарат для орбитальной сварки. Чтобы получить более подробную информацию или запланировать обучение местного орбитального сварщика, свяжитесь с нами по телефону 205-988-4812 или info @ ALFL.Swagelok.com.
Учащиеся получают знания по настройке и эксплуатации оборудования, чтобы использовать наш прокатный аппарат для орбитальной сварки. Чтобы получить более подробную информацию или запланировать обучение местного орбитального сварщика, свяжитесь с нами по телефону 205-988-4812 или info @ ALFL.Swagelok.com.
Загрузите нашу брошюру по орбитальной сварке
Повышение квалификации специалистов по орбитальной сварке
Мы также предлагаем пятидневный курс повышения квалификации для орбитальных сварщиков, который научит вас выполнять качественные, повторяемые сварные швы с помощью самого современного из имеющихся процессов сварки труб.
Если вы разрабатываете критически важную гидравлическую систему, вы, вероятно, ищете сварку для сборки. А с помощью сварочной системы Swagelok M200 легко выполнять точные, стабильные и качественные сварные швы.Но вы можете максимально использовать то, что предлагает современная орбитальная сварка, с нашим пятидневным курсом, который проводится в избранных центрах продаж и обслуживания.
Если вы опытный сварщик или сварщик начального уровня, мы поможем вам:
- Понимание принципов сварки
- Инструкция по настройке и эксплуатации системы орбитальной сварки
- Устранение часто встречающихся проблем при сварке
- Акцент на оперативных вопросах на основе практического опыта
На пятый день вы можете выбрать тест на соответствие требованиям ASME Section IX, если вам необходимо выполнить требования QA / QC.Все наши инструкторы имеют квалификацию Certified Weld Inspector (CWI) и Certified Weld Educator (CWE), а также как минимум пятилетний опыт обучения орбитальной сварке. Зарегистрируйтесь сейчас, отправив заполненную регистрационную форму. Затем мы можем предоставить информацию о ценах и другую информацию.
.