схема, свойства, принцип работы сталеплавильного оборудования
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта.
В печах второго типа магнитотрон находится снаружи установки.
 В печах второго типа магнитотрон находится снаружи установки.
В печах второго типа магнитотрон находится снаружи установки.Особенности индукционных приборов
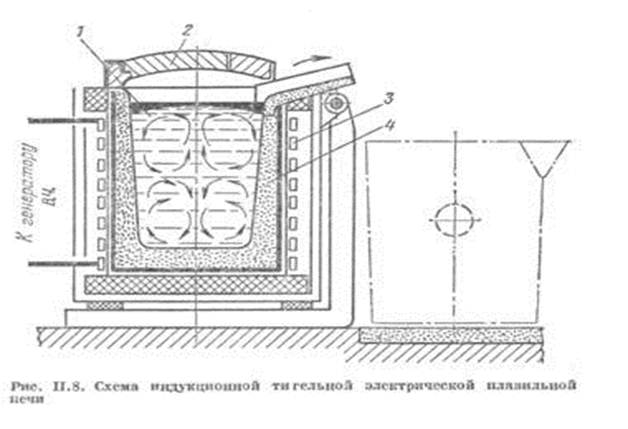
Промышленные и бытовые агрегаты производятся в нескольких видах, каждый из которых обладает индивидуальными характеристиками и свойствами. Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Наиболее распространенной формой устройства является цилиндр, для изготовления которого используется огнестойкий материал. В конструкции отсутствует сердечник, индуктор тигельных ИП состоит из 8−10 витков медной трубки, тигель расположен в его полости. Установка работает от переменной сети. Для безопасности эксплуатации ИП оснащается системой звукового и светового оповещения, термометрами, датчиками давления, электронной панелью управления.
Достоинства тигельной установки
К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
При разогреве материала не требуется большого количества энергии, прерванный процесс плавки металла не влияет на качество конечного продукта. Оборудование просто в управлении и эксплуатации, выравнивание температуры в камере происходит по всему объему. Основным достоинством установки является экологическая безопасность для персонала и окружающей среды, электромагнитные волны не распространяются за пределы корпуса прибора.
Недостатки тигельной ИП
К отрицательным факторам устройства относится недостаточная температура шлака, применяемого при обработке зеркала расплава, невысокая стойкость футеровки при изменении температурного режима.
Несмотря на отрицательные качества, тигельные печи нашли применение в быту, а также разных областях производства и промышленности.
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете.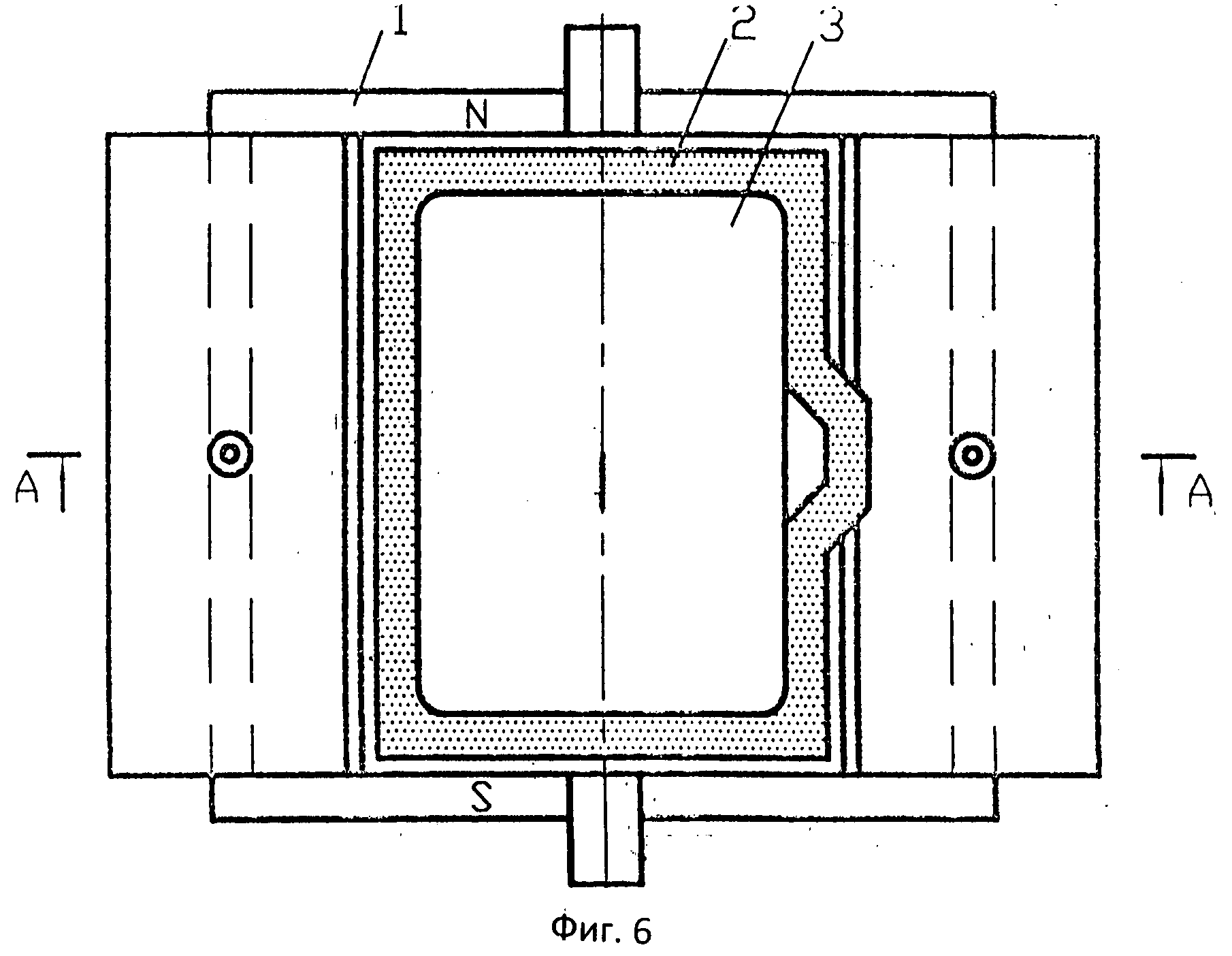 Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.
Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.
От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
Индукционная тигельная печь своими руками:схемы, конструкция
Для организации плавки металла вполне может использоваться индукционная печь. Ее принцип работы был заложен в далеком 19 веке путем открытий в физике. Суть его в том, что вырабатывается тепло от электричества, которое создает переменное магнитное поле. Таким образом, из электромагнитной энергии образуется электрическая, а из нее – тепловая.
Классификация
Если классифицировать индукционные печи по масштабам использования, то можно выделить два типа: промышленные и бытовые. Однако есть и такое условное разделение:
1. Канальные. По конструкции они похожи на трансформаторы. Индуктор в такой конструкции находится вокруг металла. Индукционная печь такого типа при первом запуске заливается расплавленным металлом, может использоваться металлический шаблон. После завершения процесса сырье сливается частично, чтобы оставить часть на следующую плавку.
После завершения процесса сырье сливается частично, чтобы оставить часть на следующую плавку.
Разновидность индукционных печей — канальные
Современные модели тигельных индукционных печей
3. Вакуумные. Эффективное средство для удаления из расплава различных примесей.
Вакуумные. Эффективное средство для удаления из расплава различных примесей.
Это разделение, конечно, относится к промышленным индукционным печам. Что касается бытовых устройств, они делятся на такие типы:
- Для приготовления пищи. Важная характеристика таких плит – экономный расход электроэнергии. К тому же они характеризуются повышенным уровнем безопасности.
- Для отопления. Небольшие отопительные устройства используются в схемах систем автономного отопления.
По организации процесса могут быть разного действия:
- непрерывного;
- полунепрерывного;
- периодического.
Тигельные устройства
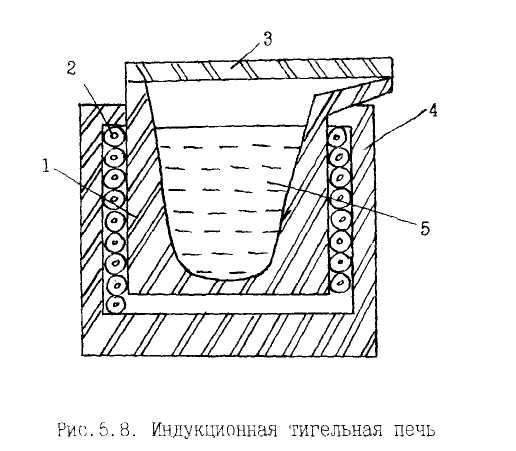
Индукционные печи без сердечника называют тигельными. Основа их схемы – плавильный тигель. Его изготавливают из огнеупорного материала, устанавливают в полость индуктора. В тигель загружается металлический элемент, через который проходит электромагнитная энергия.
Плавильная тигельная индукционная печь промышленного образца- не используются промежуточные нагревательные элементы;
- в тигельной печи может создаваться любая атмосфера: от нейтральной до окислительной;
- высокая эффективность, обеспеченная мощностью;
- слабое загрязнение воздуха;
- удобство и простота обслуживания;
- обеспечивается быстрый переход с одного металла на другой.

Из недостатков можно выделить низкую температуру шлаков.
Работа промышленной тигельной индукционной печи
По конструкции тигля бывают такие схемы тигельных печей:
- с холодильным;
- с графитовым;
- с металлическим;
- с керамическим тиглем.
Отличие самодельного и заводского устройства
Многих интересует, может ли быть изготовлена индукционная печь своими руками. Ведь это достаточно сложное устройство. Однако довольно простой принцип работы позволяет реализовать задачу самостоятельно. Опытные специалисты могут создать прибор своими руками буквально из подручных материалов, руководствуясь простыми схемами.
Преимущества
Рассматривая индукционные печи, нельзя не отметить их достоинства. А они таковы:
- Обеспечивается моментальный нагрев.
- Создается фокусировка энергии.
- Отсутствует угар.
- Можно изменять емкость, частоту в широких пределах.
- Можно использовать не только для прямого обогрева, но и применять в качестве источника для водяного контура.
- Теплоносителем могут быть любые жидкие составы: вода, масло, антифриз и прочие.
- Экономичнее стандартных электрических нагревателей.
- Обладают высокой надежностью.
- Изготовленная индукционная печь своими руками может использоваться в частных целях и для отопления, и для создания ювелирных украшений.
- Для организации домашнего отопления не требуется отдельное помещение, поскольку печь может устанавливаться в любой комнате, работает бесшумно.
- Может использоваться в качестве основного источника тепла или же участвовать в комбинированной схеме с участием других приборов.
- Простота и надежность конструкции гарантируют отсутствие необходимости в сервисном обслуживании.
- Приборы отвечают требованиям пожарной безопасности, не выделяют вредных веществ.

Особенности работы плит
Индукционными могут быть не только печи, но и плиты. Сегодня на рынке бытовой техники широко представлены различные варианты исполнения. И они успешно ломают представление об электрических плитах, как о блинах или спиралях, которые раскаляются докрасна.
Индукционная панель в домеВажная особенность таких плит – необходимость использовать специальную посуду, поскольку традиционные варианты в большинстве случаев не подходят. Нужны изделия из ферримагнитного сплава. Посуда пропускает через себя магнитное поле, которое в результате физических реакций преобразуется в тепловую энергию, используемую для нагрева продуктов, воды и т.
В результате можно выделить несколько существенных плюсов индукционных плит:
- КПД таких устройств высокий – 90%. Это очень хороший показатель, если сравнивать с другими вариантами подогрева пищи. Например, у электрических этот параметр меньше, у газовых – еще меньше.
- Обеспечивается высокая точность контакта с нагреваемой поверхностью. Достаточно закрыть 70% рабочей поверхности, чтобы устройство самостоятельно определило площадь обогрева и начало действовать.
- Приготовление блюд на таких плитах ускоряется. Это положительный момент, однако при первом знакомстве нужно учесть этот факт, чтобы еда не пригорела. Пища, вода будет нагреваться моментально.
- Производители намеренно оснащают подобное оборудование дополнительные функциями, чтобы расширить их применение.
- Если на такую рабочую поверхность попадает еда, воды или еще что-то, что сопровождает приготовление пищи, ничего не пригорает, не появляется запах.
- Плита не нагревается, выглядит привлекательно. Может поставляться как отдельно стоящая конструкция, так и встроенная.
- Не требуется специальных условий ухода. Можно использовать губку и моющее средство.
- Безопасность эксплуатации на высоте, однако панели рекомендуется располагать на столешнице, но не стиральных, посудомоечных, холодильниках и прочих приборах.
Примечание: Однако нужно помнить, что при работе индукционной печи человеку приходится находиться рядом с ней, а значит, на него действуют вихревые токи, что может иметь нежелательные последствия. И, конечно, для работы с техникой потребуется особая посуда, о чем уже было сказано.
Конструкция
Классическая индукционная печь имеет такой состав:
- корпус;
- индуктор;
- генератор;
- камера (если устройство используется для плавления) или нагревательный элемент (если прибор применяется для обогрева).
Питание от генератора запускает токи в индуктор, создающий источник вихревых токов – электромагнитное поле. Оно поглощается металлом, в результате чего он нагревается, расплавляется (в зависимости от необходимости).
Оно поглощается металлом, в результате чего он нагревается, расплавляется (в зависимости от необходимости).
Отопительная система
Организация отопления с помощью индукционного котлаПримечание: Для организации индукционной печи своими руками в схеме часто используются бюджетные варианты сварочных инверторов. И тут нужно учесть энергопотребление такого оборудования, поэтому для подачи напряжения потребуется кабель сечением 4–6 мм
2.
Такие системы управляются автоматически, являются закрытыми. Дополнительно нужен насос, обеспечивающий циркуляцию теплоносителя. Также должен быть предусмотрен манометр и приспособление, которое обеспечит эффективный выход воздуха из системы.
Регламентируются такие расстояния:
- от стен, других предметов – более 30 см;
- от пола, потолка – 1 м.
Генератор
Индукторы в бытовых условиях могут работать от преобразователей разных частот или от генераторов. В промышленных масштабах используются специальные установки. Если индукционная печь создается своими руками, необходимо использовать высокочастотные генераторы. При этом оборудование должно давать достаточно мягкий спектр тока. Рекомендуемая частота – 27,12 МГц.
В промышленных масштабах используются специальные установки. Если индукционная печь создается своими руками, необходимо использовать высокочастотные генераторы. При этом оборудование должно давать достаточно мягкий спектр тока. Рекомендуемая частота – 27,12 МГц.
Индуктор
Можно использовать разные модификации индуктора. Центральный элемент – металлическое или графитовое изделие. Вокруг него наматывается проводник. Нихромовая спираль и графитовые щетки прогреваются до высоких температур.
Схема организации отопления с применением индукционного котлаДля изготовления индуктора лучше всего использовать спираль, внутренний диаметр ее может составлять 80–150 мм. Материалом для создания может служить ПЭВ 0,8. Число витков диаметром 10 мм может составлять 8–10, расстояние между которыми – 5–7 мм.
Охлаждение
Чтобы индукционная печь работала эффективнее, требуется создание охлаждения. Это необходимое условие не только для промышленных, но и бытовых устройств. Если же самодельное устройство создается небольшой мощности, к тому же будет использоваться непродолжительные отрезки времени, тогда вполне можно обойтись в схеме и без охлаждения.
Если же самодельное устройство создается небольшой мощности, к тому же будет использоваться непродолжительные отрезки времени, тогда вполне можно обойтись в схеме и без охлаждения.
Эта функция не может быть реализована домашним мастером, поскольку окалина на меди приводит к прекращению работы печи, а значит, потребуется замена индуктора.
Организация отопления с помощью индукционного котлаВ промышленных условиях используется либо воздушное в комбинации с водяным, либо только водяное охлаждение. Воздушный метод в одиночку не используется, поскольку вентилятор может нарушить процесс, что приведет к понижению коэффициента полезного действия.
Безопасность
Если рядом находится индукционная печь, самая большая опасность – термические ожоги. К тому же нужно учитывать пожарную опасность прибора. Устройства нельзя перемещать во время их работы. И особенно внимательно нужно относиться к условиям безопасности, если индукционная печь используется в жилых домах.
Создание отопительной системы на базе индукционного котлаСледует понимать, что такие приборы обеспечивают нагрев всего окружающего пространства, включая приборы, металлические предметы, ткани людей и т. д. Если у человека есть имплантированные кардиостимуляторы, это нужно учитывать при использовании печи.
д. Если у человека есть имплантированные кардиостимуляторы, это нужно учитывать при использовании печи.
Создаем
Индукционные печи очень часто делают своими руками умельцы, которые занимаются изготовлением изделий из металла. Для этих целей может использоваться питание от трансформатора или электросети. Также подобные устройства могут использоваться для обогрева помещений.
Создание индукционного котла своими руками
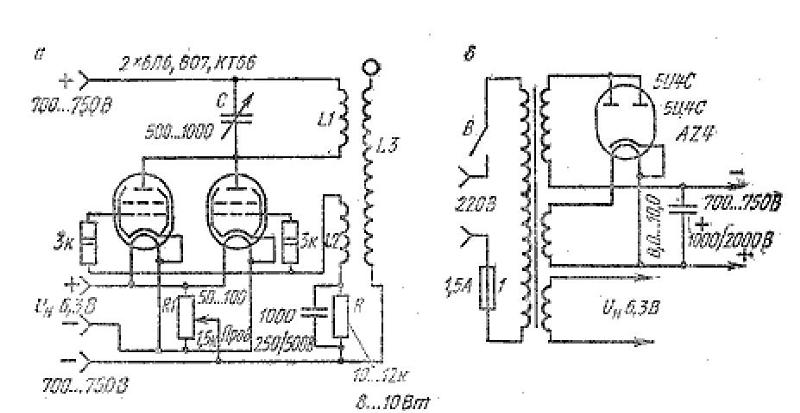
Для сборки печи своими руками можно использовать высокочастотный генератор. Частота его колебаний, как упоминалось, может составлять 27,12 МГц. Схема включает в себя 4 тетрады, а также лампу, необходимую для сигнализации о возможности старта функционирования.
Ручка конденсатора в таком устройстве находится снаружи. Перед сборкой подобной печи нужно учесть факторы, влияющие на скорость плавки:
- мощность генератора;
- частота;
- вихревые потери;
- скорость теплопередачи.
Необходимо применять ламы высокой мощности – до 4 штук. Для питания используется сеть 220 В с выпрямителем. Если индукционные печи используются для обогрева, тогда применяется нихромовая спираль, для плавки – графитовые щетки.
Нужно помнить, что при первом пуске не стоит сразу подавать максимальное напряжение, это следует делать постепенно, добавляя по 12 В. При этом нужно смотреть за транзисторами, которые могут быть только теплыми, но ни в коем случае не горячими.
Итоги
Как видим, индукционные печи представляют собой полезное устройство, которое нашло широкое применение в быту и промышленности. В первом случае распространение этих приборов во многом обеспечено возможностью их создания своими руками. Это позволяет владельцу сэкономить и получить эффективное устройство, которое можно использовать или для плавки металла, или для отопления помещений.
Индукционная печь из сварочного инвертора своими руками
Идея изготовления приборов отопления из готовых элементов и блоков промышленного производства далеко не нова и имеет довольно большое число поклонников. Одним из таких экспериментов, дающий возможность своими руками изготовить индукционную печь из сварочного инвертора можно назвать эталонным по качеству и результативности успеха. При помощи простых устройств в домашних условиях используя сварочный аппарат как источник питания можно собрать не только индукционную печь, но и котел отопления.
Принцип работы индукционного нагрева и устройство индукционных печей
Индукционная печь из сварочного аппарата по своему устройству очень схожа с бытовыми индукционными печами, да и принципы, на которых основывается работа этих устройств, во многом схожи. В основе работы устройства положен принцип электромагнитной индукции. В силовое поле, образуемое вокруг проводника, по которому течет электрический ток, помещается металлический сердечник. В результате действий электрического тока образуется электромагнитное поле, которое воздействует на кристаллическую решетку сердечника. Под действием поля возникают вихревые токи, которые и создают нагрев сердечника до температуры плавления.
В результате действий электрического тока образуется электромагнитное поле, которое воздействует на кристаллическую решетку сердечника. Под действием поля возникают вихревые токи, которые и создают нагрев сердечника до температуры плавления.
Преимущества такой индукционной печи заключается:
- в скоротечном равномерном нагреве металла помещенного в спираль катушки;
- в специфической направленности нагрева – греется только металл, помещенный в установку, а не все оборудование;
- при плавке получается однородный металл без вкрапления примесей и добавок;
- нагрев происходит настолько быстро, что специальные добавки не успевают испаряться. К слову это очень важно при работе с ценными металлами, например, при плавке золота или золотосодержащих сплавов.
Однако, конструкция не может обойтись без источника питания, способного выдавать ток нужных параметров и к тому же снабженного устройствами защиты от перегрева и короткого замыкания. Так что для изготовления печи используется сварочный аппарат как источник питания и изготовленный своими руками индуктор из медной трубки.
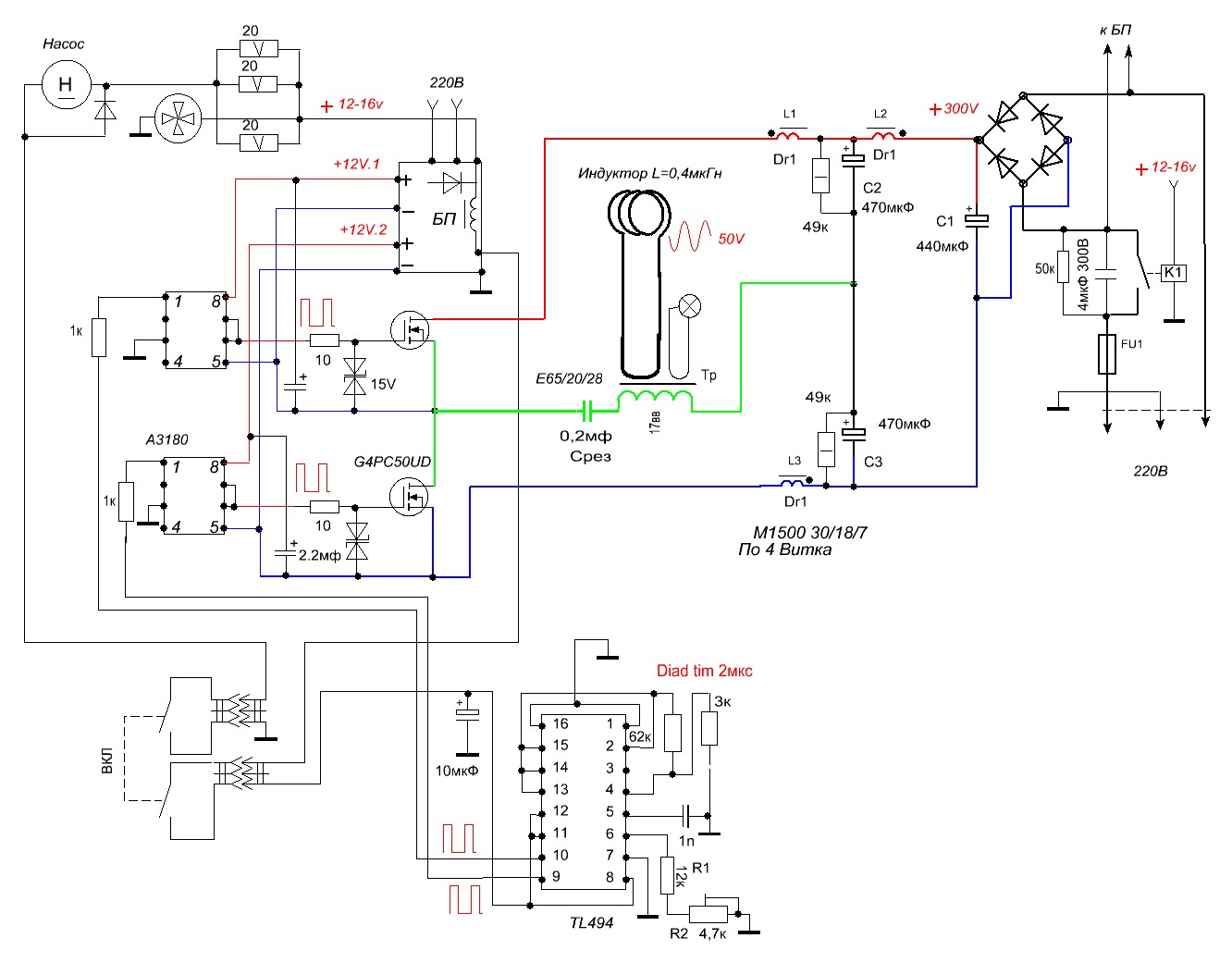
Индукционная печь на транзисторах – схема изготовления и подключения
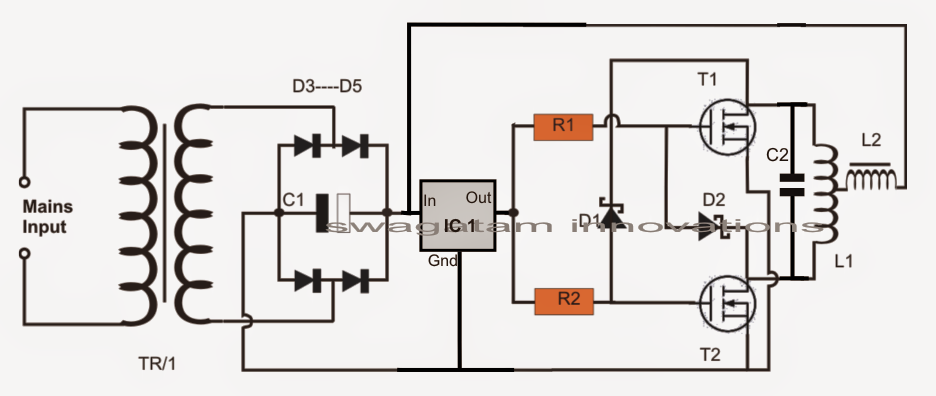
На сегодняшний день существует несколько популярных схем изготовления индукционной печи на полевых транзисторах. Эти схемы во многом схожи со схемами бытовых сварочных инверторов, в них также используются полевые транзисторы и пленочные конденсаторы, а в качестве системы охлаждения медные или латунные радиаторы или кулер для обдува воздухом. Так что для тех кто не ищет легких путей и готов поработать паяльником схема сборки источника питания для индуктора выглядит следующим образом:
- в схеме участвуют два полевых транзистора IRFZ44V;
- два диода UF4007 или UF4001;
- резистор 470 Ом, 1 вт;
- конденсаторы разной мощности – 1 мкФ – 3 шт, 220 нФ – 4 шт, 470 нФ – 1 шт, 330 нФ – 1 шт;
- эмалевый медный провод 1,2 мм – для обмотки ферритовых колец и такие же провода диаметром 2 мм.
- В качестве дроссельных колец можно использовать ферритовые кольца от старых приемников или блоков питания компьютеров.
- В качестве радиаторов используются латунные или медные пластины большой площади и большим количеством оребрения;
- В качестве прокладочных шайб используются резиновые кольца и шайбы из тонкого текстолита или гетинакса.

Первым этапом работы выступает изготовление дросселя – на кольцо из феррита наматывается проволока диаметром 1,2 мм. Оптимальным считается намотка 7-15 витков проволоки с одинаковым расстоянием между витками.
Следующим шагом выступает сборка батареи конденсаторов – при параллельном соединении батарея должна иметь мощность 4,7 мкФ.
Сам индуктор изготавливается из медной проводи диаметром 2 мм и имеет 7-8 полных витков с концами, имеющими длину ½ витка обмотки.
После соединения всех элементов в качестве источника питания используется аккумулятор напряжением 12 вольт и емкостью 7,2а/ч. При включении схемы емкости аккумулятора должно хватить на 30-40 минут работы и при этом он будет выдавать ток силой примерно 10А.
Такое устройство можно собрать самостоятельно, правда при этом, нет гарантии, что оно выдержит непрерывный режим работы, поскольку оно лишено устройства автоматического отключения при перегреве. Именно поэтому индукционная печь из сварочного инвертора намного практичнее и проще, как в изготовлении, так и в обслуживании.
Именно поэтому индукционная печь из сварочного инвертора намного практичнее и проще, как в изготовлении, так и в обслуживании.
Индукционная печь из сварочного инвертора – приспособление для плавки металла и для нагрева теплоносителя в системе отопления
Идея использования такой индукционной установки в качестве плавильной печи металла во многом позволяет применить ее и в качестве котла отопления для небольшого помещения.
Преимуществом такого применения является:
- В отличие от плавки металла при наличии постоянно циркулирующего теплоносителя система не подвергается перегреву;
- Постоянная вибрация в электромагнитном поле не позволяет оседать на стенках нагревательной камеры отложениям, сужающим просвет;
- Принципиально схема без резьбовых соединений с прокладками и муфтами исключает возможность протечек;
- Установка практически бесшумна в отличие от других типов отопительных котлов;
- Сама установка без традиционных ТЭН-ов, имеет больший ресурс работы и высокую надежность;
- Нет выбросов продуктов сгорания, риск отравления продуктами горения топлива сведен к нулю.

Практическая составляющая процесса создания оборудования для обогрева помещения при помощи индукционной печи из инверторного сварочного аппарата состоит из следующих шагов.
- Для изготовления корпуса подбирается пластиковая труба с толстыми стенками и предназначенную, для использования в трубопроводах с высокой температурой и под высоким давлением;
- Для того чтобы металлический наполнитель постоянно находится в полости нагревателя изготавливаются две крышки с сеткой, чтобы через нее не вываливался наполнитель.
- В качестве наполнителя подбирается стальная проволока диаметром 5-8 мм, и режется кусочками длиной 50-70 мм.
- Отрезками проволоки заполняется корпус трубы и подсоединяется к системе.
Принцип работы этого устройства состоит в следующем:
- Индуктор из медной проволоки диаметром 2-3 мм с 90 – 110 витками устанавливается снаружи корпуса из пластиковой трубы;
- Корпус заполняется теплоносителем;
- При включении инвертора ток поступает на индуктор;
- В спирали индуктора образуются вихревые потоки, которые начинают воздействовать на кристаллическую решетку металла внутри корпуса;
- Отрезки металлической проволоки начинают нагреваться и нагревать теплоноситель;
- Поток теплоносителя после нагревания начинает движение, нагретый теплоноситель замещается холодным.
Такая принципиальная схема системы отопления на индукционном нагревательном элементе в практическом исполнении имеет один существенный недостаток – теплоноситель должен постоянно проталкиваться напором. Для этого в систему должен быть обязательно включен циркуляционный насос. Кроме того, рекомендуется установить и дополнительно датчик температуры это позволит контролировать теплоноситель и защитить котел от перегрева.
Индукционная печь для плавления: изготовление своими руками
В этой статье предлагаю вам ознакомится с индукционными печами, которые применяют в промышленности для плавки металлов, с их видами и конструкциями.
Если необходимо расплавить цветной или драгоценный металл, то для этого лучше применить индукционную печь, она имеет очень много преимуществ по сравнению с другими видами устройств. А также вы сможете узнать как сделать индукционную печь своими руками и их каких материалов.
Содержание статьи
Индукционная печь и сфера её применения
Индукционные печи применяются для выплавки металлов и отличаются тем, что нагрев в них происходит посредством электрического тока. Возбуждение тока происходит в индукторе, а точнее в непеременном поле.
Для нагрева и плавки железной руды и металлов сталелитейная промышленность применяет различные типы печей для переработки металла.
По виду применяемого топлива индукционные печи бывают – пламенные, к ним относятся мартеновские, доменные, шахтные, газовые тигельные, и печи для плавки металла с электрическим нагревом.
Электропечи имеют классификацию, которая зависит от метода конвертации электрической энергии в тепловую.
Одним из таких методов является плавка металлов в среде индуктивного магнитного поля.
К основным характеристикам индукционных печей относятся:
- название металла, подлежащего плавлению;
- емкость в тоннах;
- мощность в киловаттах;
- напряжение и частота питающей сети, номинальное значение тока и число фаз.

Преимущества индукционных печей
Высокая чистота получаемого расплава.
В других типах металлоплавильных термопечей обычно имеется прямой контакт теплоносителя с материалом, и, как следствие, — загрязнение последнего.
В индукционных печах нагрев производится поглощением внутренней структурой проводящих материалов электромагнитного поля индуктора. Поэтому такие печи идеальны для ювелирных производств.
- Для термических печей главной проблемой является уменьшение содержания в расплавах черных металлов фосфора и серы, ухудшающих их качество.
- Высокий кпд индукционно плавильных устройств, доходящий до 98%.
- Большая скорость плавки благодаря нагреву образца изнутри и, как следствие высокая производительность ИПП, особенно для маленьких рабочих объемов до 200 кг.
- Разогревание муфельной электропечи с загрузкой 5 кг происходит в течение нескольких часов, индукционной печи — не более часа.
- Аппараты с загрузкой до 200 кг просты в размещении, монтаже и эксплуатации.

Разновидности индукционных печей
В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
Тигельные.
Один из самых распространенных в металлургии видов.
В конструкции таких агрегатов отсутствует сердечник.
Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
Достоинства тигельных плавильных печей:
- Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
- Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объёму ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
- Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
- Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
- Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создаёт условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
- Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;
Канальные.
По конструкции напоминают трансформатор.
Вакуумные.
Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
 Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.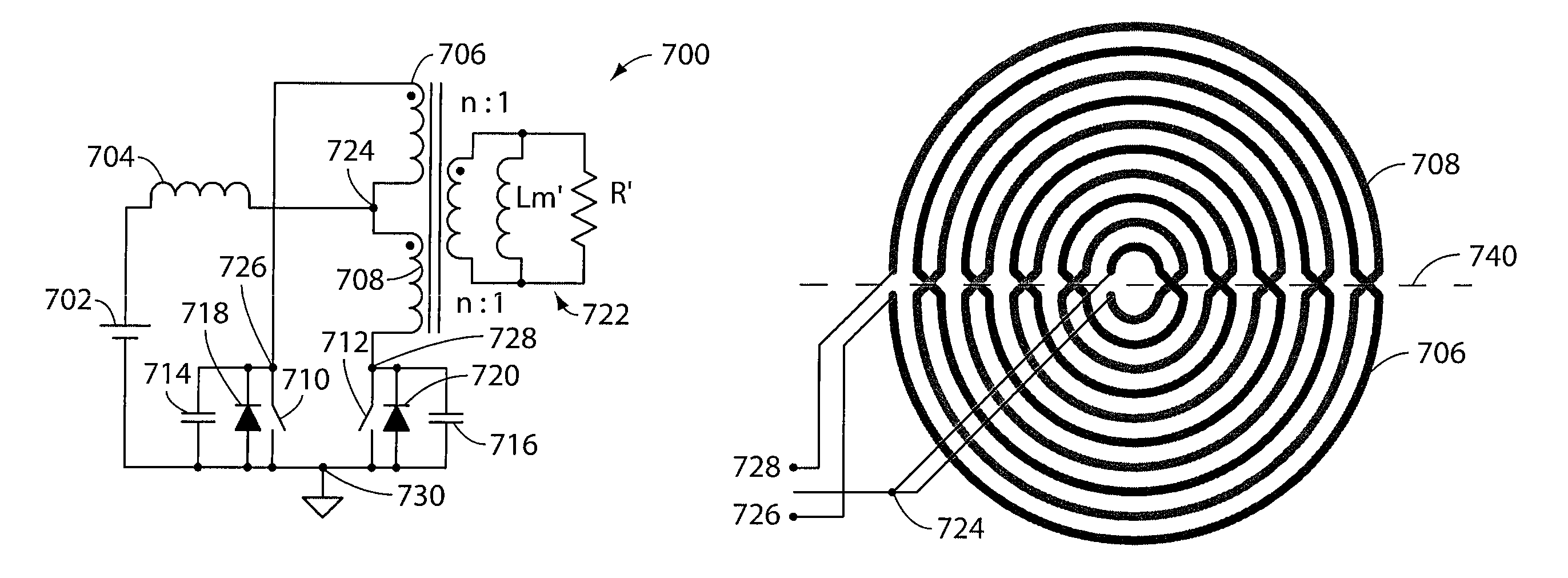 Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;Конструкция индукционного нагревателя представляет собой многовитковую катушку цилиндрической формы, которая называется индуктором, через него пропускается электрическое напряжение переменного тока, вследствие чего возникают магнитные поля, возбуждающие вихревые токи.
Во внутреннее пространство индуктора помещается сосуд, или емкость, в которой находится металл или руда. Под воздействием магнитного поля и вихревых токов в металле повышается сопротивление, что по всем законам физики вызывает его нагрев и за счет этого происходит процесс плавки.
Мощность индукционных плавильных печей зависит от величины подаваемого напряжения и частоты электрического тока. Эта зависимость применяется в типах индукционных печей – нагревательные установки для термической обработки и плавильные печи.
Печи промышленного назначения делятся на несколько типов.
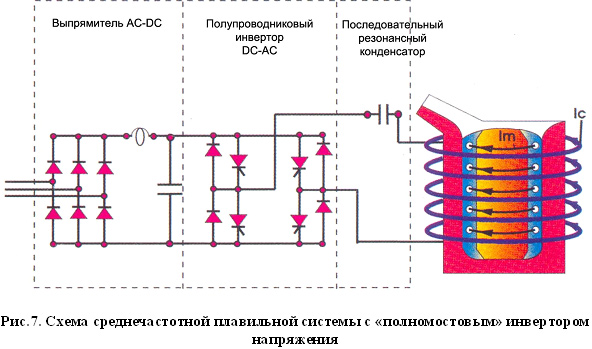
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов.
Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
Особенности применения индукционных печей
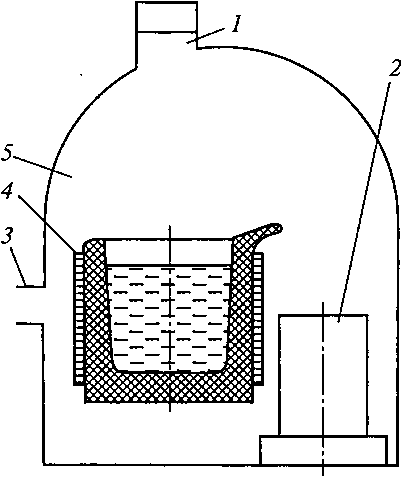
Индукционная печь — часть индукционной установки, включающая в себя индуктор, каркас, камеру для нагрева или плавки, вакуумную систему, механизмы наклона печи или перемещения нагреваемых изделий в пространстве и др.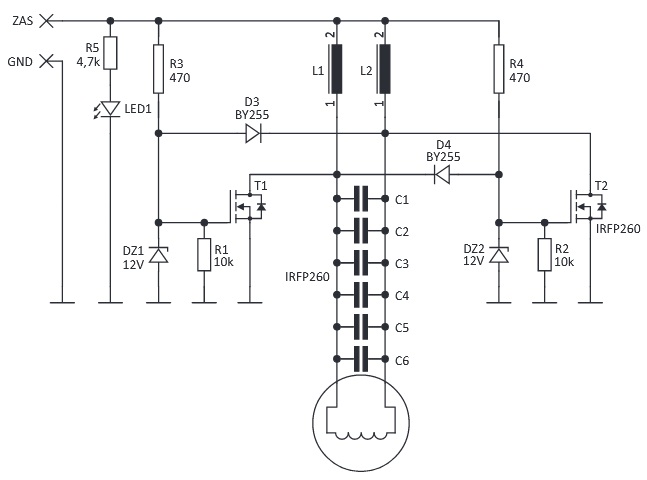
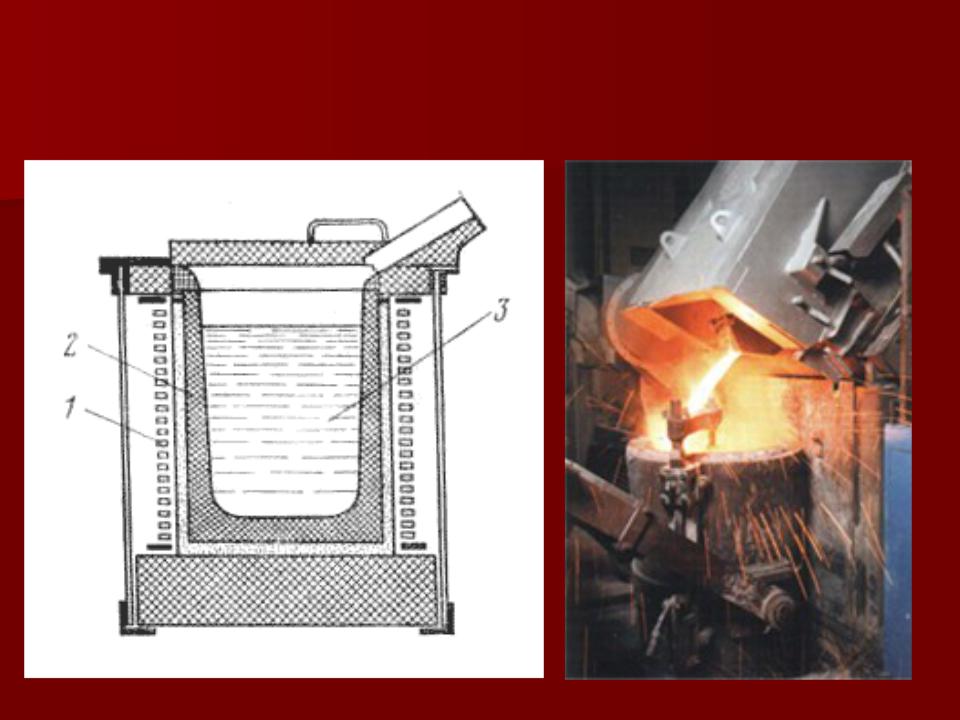
Индукционная тигельная печь (индукционная печь без сердечника), представляет собой плавильный тигель цилиндрической формы, выполненный из огнеупорного материала и помещённый в полость индуктора, подключенного к источнику переменного тока.
Футеровка индукционной плавильной печи должна обладать следующими свойствами:
- высокой огнеупорностью и шлакоустойчивостью;
- высокой термостойкостью;
- высокой механической прочностью;
- минимальной толщиной.
Конструктивная схема индукционных печей имеет свои особенности, которых нет в других конструкциях печей.
Передача электрической энергии к нагреваемому объекту происходит без контакта с электроустановкой.
Выделение тепла происходит непосредственно в месте нагрева, что позволяет максимально использовать энергию образующегося тепла.
Высокая скорость нагрева объекта, помещенного в индуктор.
Индукционные печи для плавки металлов значительно меньше потребляют электроэнергию.
Так как этот метод нагрева происходит непосредственно в среде металла, это позволяет получать их сплавы различных марок и свойств фактически не имеющих примесей и получать отливки равномерные по химическому составу.
В индукционных печах можно плавить различные типы металлов, это стали различных марок, высококачественный чугун, цветные металлы.
Особенность конструкции нагревателей, это малая масса футеровки индукционной печи по сравнению с массой металла, в связи, с чем снижается тепловая энергия печи, позволяет производить плавку периодически, что исключается в печах других конструкций.
К недостаткам индукционных печей можно отнести следующие факторы:
- дорогое и сложное в изготовление электрическое оборудование;
- наличие «холодных» шлаков, которые затрудняют процесс рафинации металла, этот метод термообработки используется при изготовлении высококачественных сталей;
- от резкого перепада температур, низкая долговечность футеровки.
Применение индукционных нагревательных печей позволяет автоматизировать процессы плавки, получать высоко легирующие металлы, обеспечивать хорошие условия труда для обслуживающего персонала. К тому же максимально снижается загрязнение окружающей среды.
К тому же максимально снижается загрязнение окружающей среды.
В индукционных печах выплавляют сталь и сплавы из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления.
После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, защиты его от насыщения газами.
При плавке в кислых печах, после расплавления и удаления плавильного шлака, наводят шлак из боя стекла (SiO2). Для окончательного раскисления перед выпуском металла в ковш вводят ферросилиций, ферромарганец и алюминий.
В основных печах раскисление проводят смесью из порошкообразной извести, кокса, ферросилиция, ферромарганца и алюминия.
В таких печах выплавляют высококачественные легированные стали с высоким содержанием марганца, титана, никеля, алюминия, а в печах с кислой футеровкой – конструкционные, легированные другими элементами стали.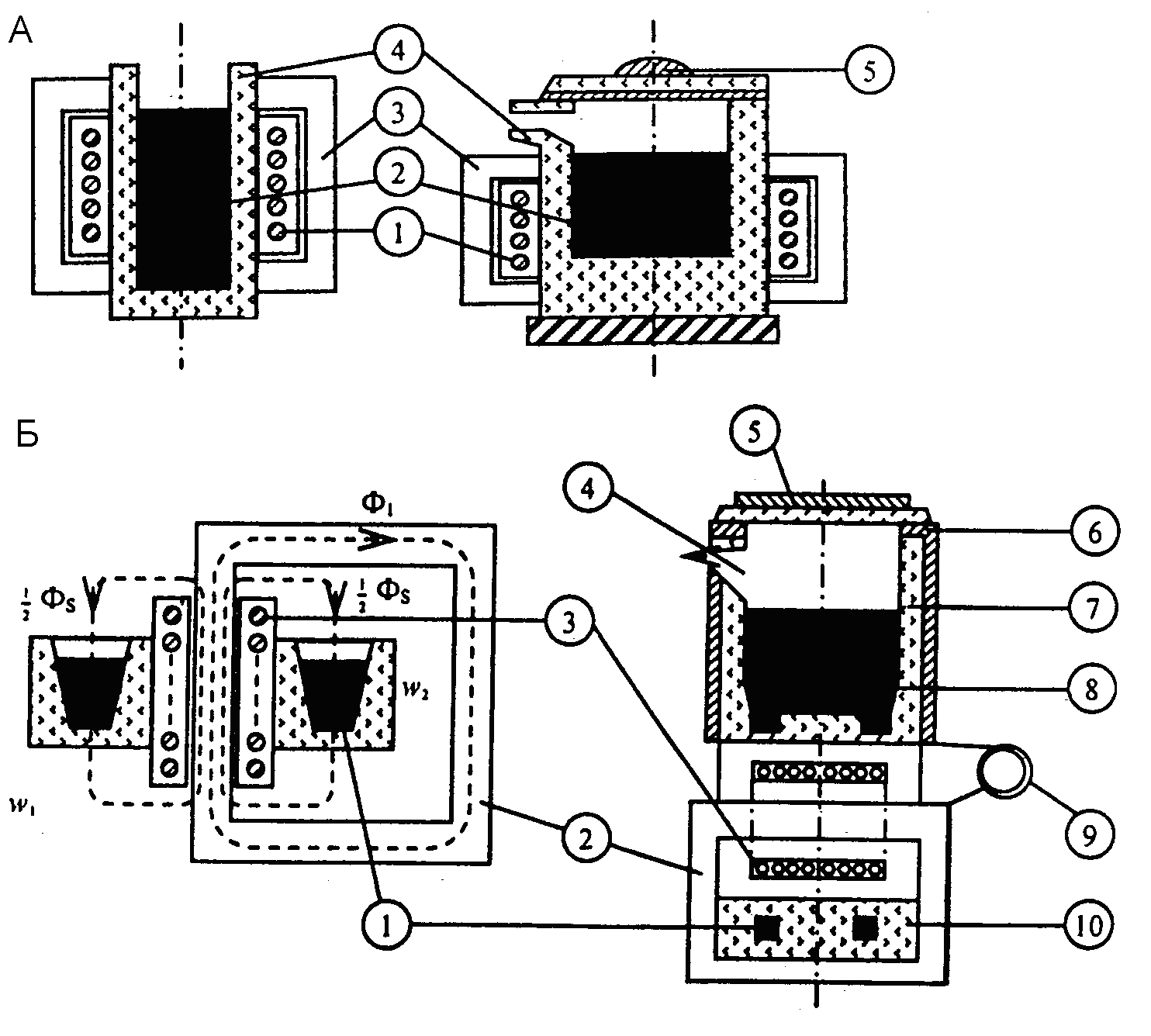
В печах можно получать стали с незначительным содержанием углерода и безуглеродистые сплавы, так как нет науглероживающей среды.
При вакуумной индукционной плавке индуктор, тигель, дозатор шихты и изложницы, помещают в вакуумные камеры. Получают сплавы высокого качества с малым содержанием газов, неметаллических включений и сплавы, легированные любыми элементами.
Преимущества перед другими видами плавильных печей
Индукционные печи – не единственное изобретение, используемое для плавления металлов.
Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.
Индукционные печи используют при плавке металлов принципиально иной метод нагрева. Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Работа индукционных печей построена на принципе выделения тепла металлом при прохождении через него электрического тока. Таким образом, нагрев происходит не за счет тепловых волн, достигающих металла, а за счет превращения металлической массы в самостоятельный источник выделения тепла.
Для создания электромагнитного поля в печи используется индуктор. В связи с этим применяемый принцип плавки обозначается как индукционный нагрев. Индуктор входит в конструкцию плавильного агрегата.
Обязательное условие эффективной работы печи – продуманная система охлаждения. К печи необходимо одновременно подвести и электроснабжение для нагрева металлов, и воду для охлаждения самого индуктора.
При использовании индукционных печей значительно повышается удобство и качество плавки металлов. Под воздействием электромагнитного потока в расплавленной массе металла усиливается циркуляция.
Это способствует повышению однородности полученного в результате плавки металла.
Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности.
Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов.
Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
В настоящий момент в промышленности чаще используются индукционные печи высокой частоты.
Однако, среднечастотные печи также имеют свои преимущества. Они позволяют снизить расходы электроэнергии почти в два раза.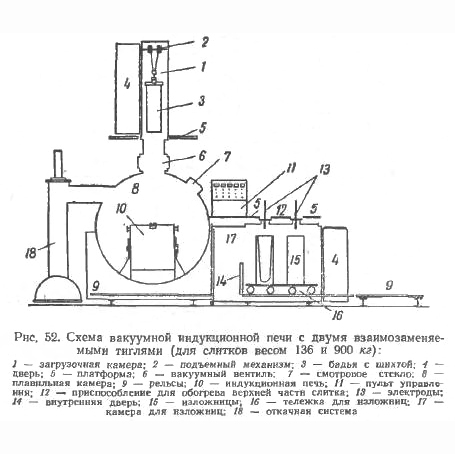
Индукционные печи среднего нагрева отличаются сжатым временным циклом плавки (от 40 до 45 минут). Это достигается за счет того, что значительно повышен предел допустимой мощности в таких печах.
При использовании печей этого типа расширяются и возможности усовершенствовать технологию плавки металлов. Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного).
Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.
Индукционные печи средней частоты создают дополнительные преимущества для использования этого метода плавки.
В настоящее время на российских предприятиях используется порядка 23 % индукционных печей. Еще 76 % приходится на газовые вагранки.
Широкомасштабное внедрение на производствах оборудования для индукционной плавки позволит значительно повысить эффективность всего процесса и его производительность, отразится на качестве получаемого металла.
Индукционная печь своими руками
В повседневную жизнь печи, работающие по принципу электромагнитной индукции, пришли из промышленности.
В металлургической отрасли они применяются для плавки цветных и черных металлов.
Конечно, для того, чтобы индукционные отопительные приборы стали пригодны для использования в бытовых условиях, их конструкция претерпела ряд кардинальных изменений. Неизменным остался только принцип преобразования энергии.
Рассмотрим, как можно сделать простейшую индукционную печь своими руками.
При изготовлении необходимо помнить о некоторых важных моментах, влияющих на скорость правления металла.
Это:
- мощность;
- частота;
- вихревые потери;
- интенсивность теплопередачи;
- потери на гистерезисе.
Конструкция индуктора очень проста.
Центром его является электропроводящая заготовка, как правило, графитовая или металлическая.
Вокруг заготовки наматывается провод. Питание осуществляется от мощного генератора, способного запускать токи разной частоты.
В результате вокруг индуктора образуется электромагнитное поле. Оно, в свою очередь, создает вихревые токи в заготовке. Под воздействием токов графит и металл сильно разогреваются и их тепло передается окружающему воздуху помещения.
Оно, в свою очередь, создает вихревые токи в заготовке. Под воздействием токов графит и металл сильно разогреваются и их тепло передается окружающему воздуху помещения.
Во время работы индукционного нагревателя создается высокая температура. Именно этим и объясняется применение подобных печей в промышленности.
Получаемых температур достаточно для плавки и поверхностной закалки металлов, термической обработки металлических заготовок.
В быту индукторы стали применяться относительно недавно.
Необходимо правильно подобрать все необходимые детали схемы для получения достаточных условий для плавки в мастерской.Если агрегат собирают своими руками, частота генератора должна составлять 27,12 МГц.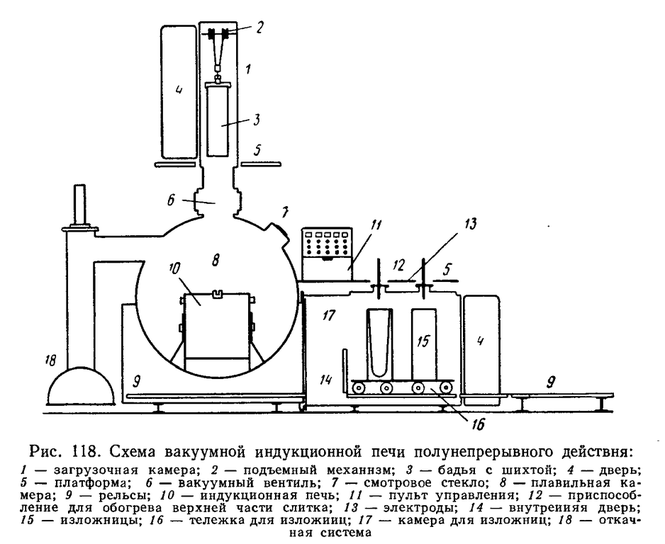 Катушку следует делать из провода или тонкой медной трубки, при этом не должно быть больше 10 витков.
Катушку следует делать из провода или тонкой медной трубки, при этом не должно быть больше 10 витков.
Мощность электронных ламп должна быть большая.
Схема предусматривает установку неоновой лампы, которая будет использоваться в качестве индикатора готовности устройства. В схеме также предусмотрено применение дросселей и керамических конденсаторов.
К домашней розетке подключение осуществляется через выпрямитель.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой.
У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Самодельные индукционные печи чаще всего применяются для обогрева помещений.
Небольшие тигельные конструкции хорошо подходят для плавки и обработки металлов в небольших объемах, например, при самостоятельном изготовлении ювелирных украшений или бижутерии.
Индукционная плита – идеальное решение для дачного домика. Даже в городской квартире самоделки нашли свое применение. Их можно применять в качестве дополнительного нагревателя, на случай сбоев в центральной системе отопления.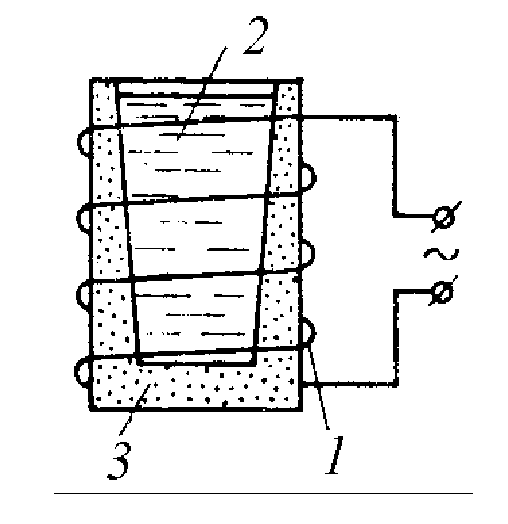
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе.
Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора.В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант.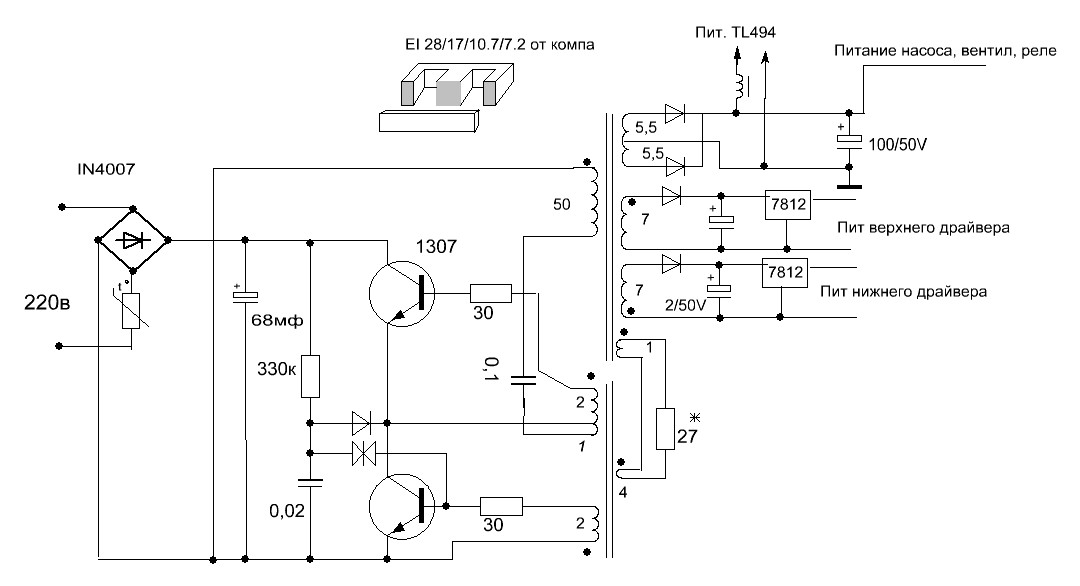 Усилия придётся затратить лишь на сооружения индуктора.
Усилия придётся затратить лишь на сооружения индуктора.
Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора.
Закрепляется индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
Индукционная печь, созданная на основе инвертора, не обладает какими-либо установками, которые позволяли бы людям устанавливать нужную температуру воды. Поэтому можно говорить о том, что данное оборудование не является совершенно безопасным для постоянного использования.
Поэтому лучше всего во время процесса формирования индукционной печи предусматривать установку автоматики и устройства контроля. В этом случае можно не только повысить безопасность устройства, но и упростить его использование, а ремонт будет требоваться очень редко.

Может быть установлен терморегулятор, оснащенный датчиком температуры.
Можно смонтировать реле, которое обеспечивает размыкание цепи в том случае, если температура теплоносителя достигает определенного уровня.
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
Перед тем как приступить к конструированию даже самого простого устройства, его следует разработать, спроектировать и составить схему. Если нет никакого опыта в изготовлении электроприборов, лучше всего приобрести такой агрегат заводского изготовления.
Индукционная печь для плавки металла своими руками
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
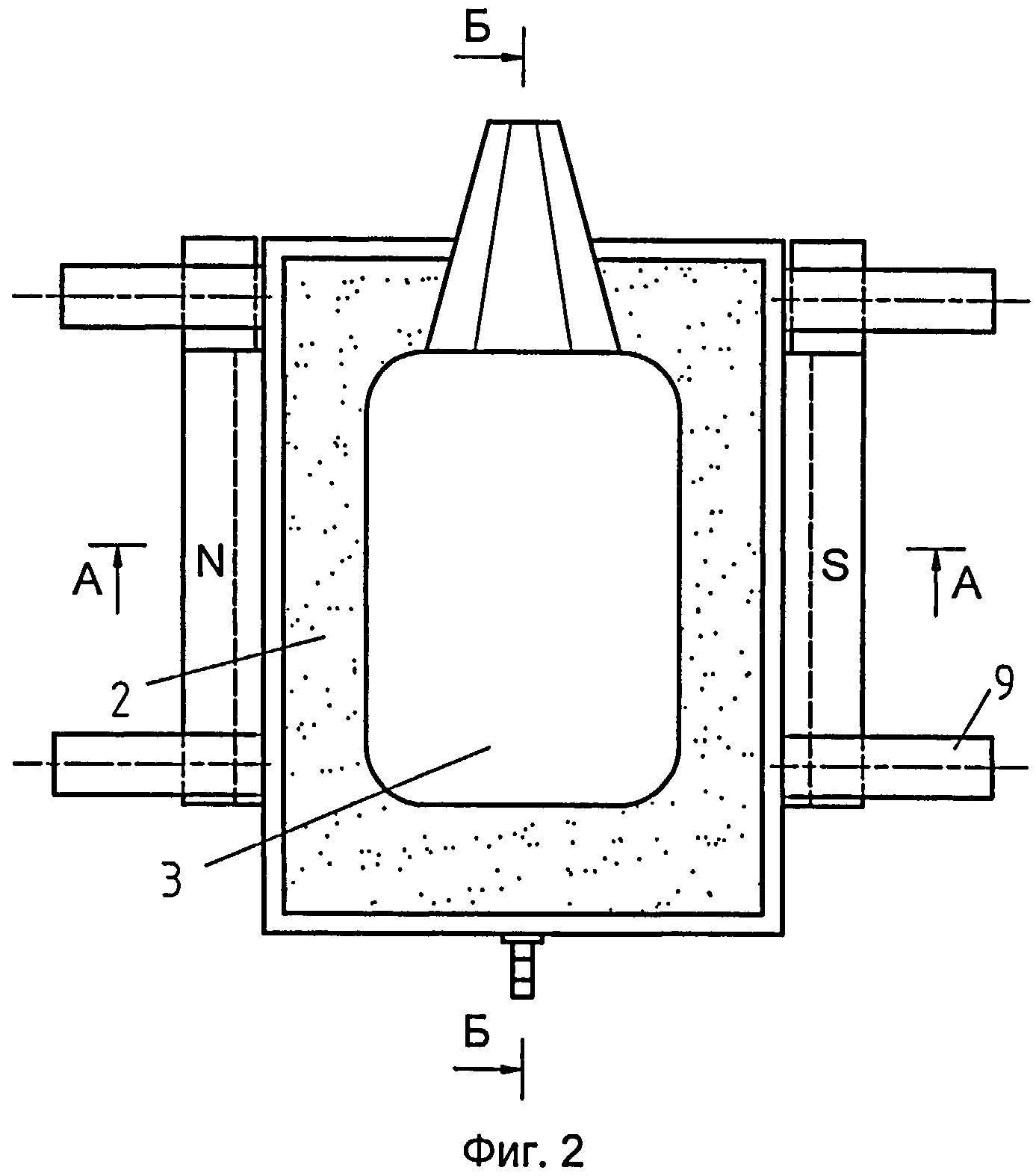
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта. В печах второго типа магнитотрон находится снаружи установки.
Особенности индукционных приборов
Промышленные и бытовые агрегаты производятся в нескольких видах, каждый из которых обладает индивидуальными характеристиками и свойствами.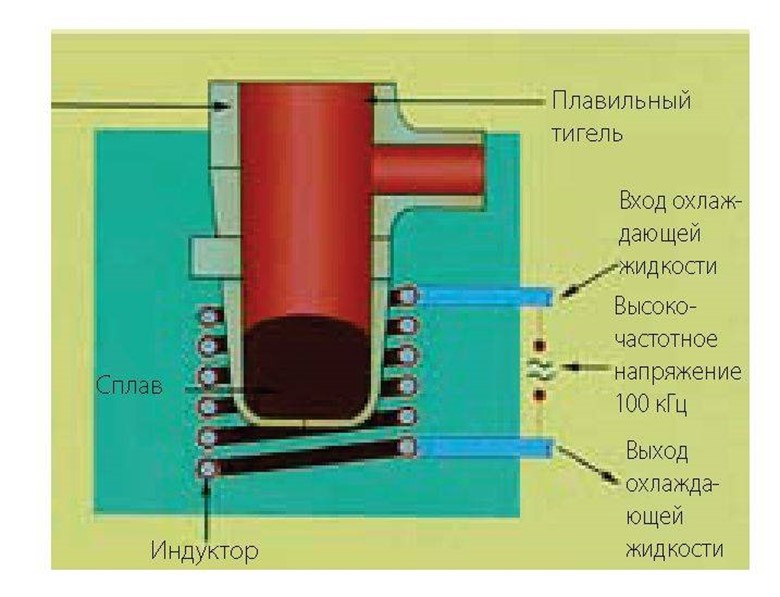 Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Наиболее распространенной формой устройства является цилиндр, для изготовления которого используется огнестойкий материал. В конструкции отсутствует сердечник, индуктор тигельных ИП состоит из 8−10 витков медной трубки, тигель расположен в его полости. Установка работает от переменной сети. Для безопасности эксплуатации ИП оснащается системой звукового и светового оповещения, термометрами, датчиками давления, электронной панелью управления.
Достоинства тигельной установки
К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
При разогреве материала не требуется большого количества энергии, прерванный процесс плавки металла не влияет на качество конечного продукта. Оборудование просто в управлении и эксплуатации, выравнивание температуры в камере происходит по всему объему. Основным достоинством установки является экологическая безопасность для персонала и окружающей среды, электромагнитные волны не распространяются за пределы корпуса прибора.
Недостатки тигельной ИП
К отрицательным факторам устройства относится недостаточная температура шлака, применяемого при обработке зеркала расплава, невысокая стойкость футеровки при изменении температурного режима.
Несмотря на отрицательные качества, тигельные печи нашли применение в быту, а также разных областях производства и промышленности.
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете. Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.
Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.
От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями.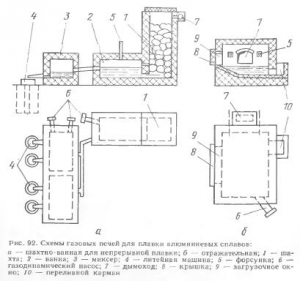 Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Вакуумная плавильная установка
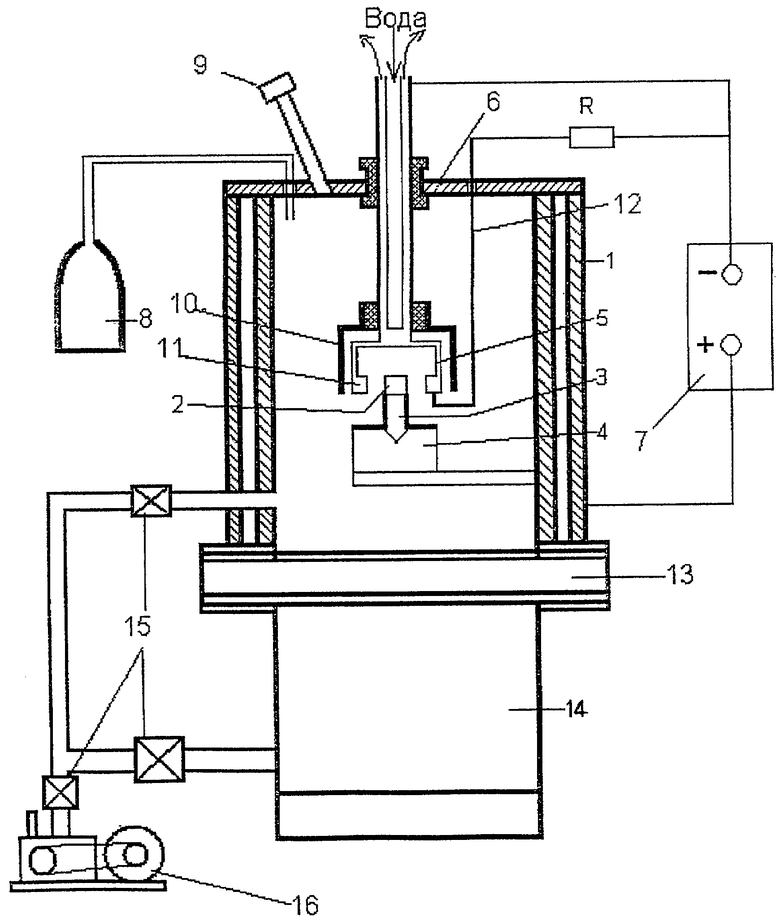
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
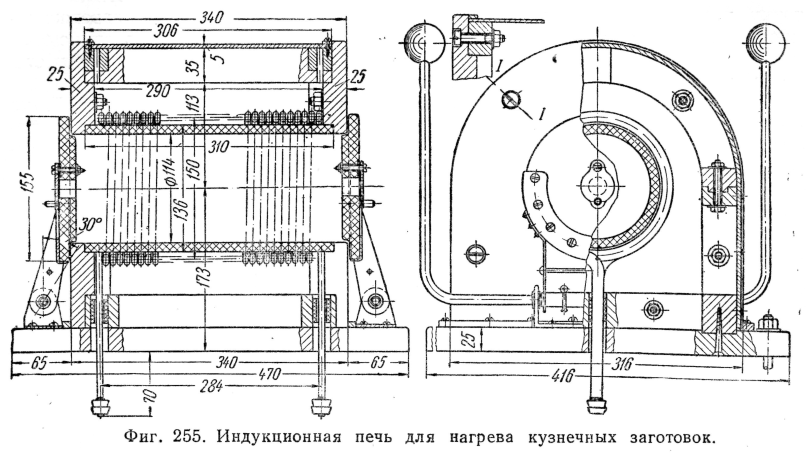
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Чертежи
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.

Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
 Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
Нюансы
- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменникаиспользуется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.



Блиц-советы
- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричествомследует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве экспериментаможно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
 Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
 За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.
Устройство индукционной плавильной печи
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла.
 За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
Установки на транзисторах получили довольно большое распространение, так как их можно изготовить своими руками при минимальных временных и денежных затратах.
Изготовление своими руками
При желании рассматриваемое устройство можно собрать в домашних условиях. Простая схема состоит из нижеприведенных элементов:
- полевые транзисторы;
- резисторы на 470 Ом;
- два диода;
- конденсаторы пленочного типа;
- обмоточный провод из меди;
- два кольца от дросселя, которые снимаются с компьютерного блока питания.
Приведенный выше список элементов определяет то, что создать индукционную печь можно при минимальных затратах.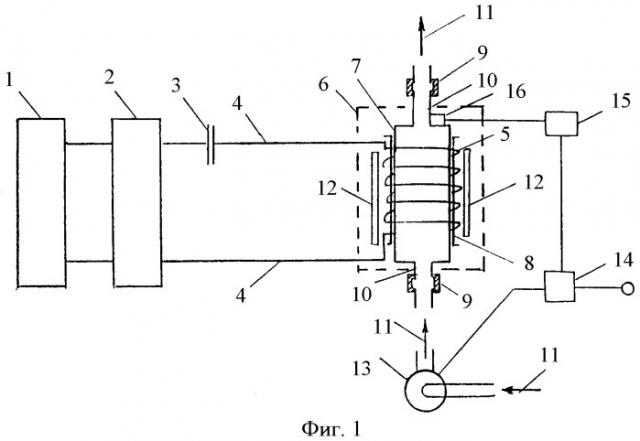 Процесс сборки устройства можно охарактеризовать следующим образом:
Процесс сборки устройства можно охарактеризовать следующим образом:
- Для начала проводится установка полевых транзисторов на радиаторы. Стоит учитывать, что подобная печь при работе сильно греется. Поэтому следует использовать радиаторы большого размера. Есть возможность провести установку транзисторов и на один радиатор, но придется выполнить их изоляцию.
- Далее потребуются два дросселя, которые также изготавливаются своими руками. Для этого проводится наматывание медной проволоки на кольца блока питания персонального компьютера. Почему именно эти кольца? Причина довольно проста – при их изготовлении применяется ферромагнитное железо. Следует намотать около 10 витков, а также выдерживать одинаковое расстояние между ними.
- Важным элементом конструкции можно назвать конденсаторную батарею. При соединении отдельных конденсаторов можно получить батарею емкостью 4,7 мкФ. Соединение отдельных элементов проводится параллельно.
- Для образования магнитного поля нужно создать обмотку, которая изготавливается из медной проволоки толщиной 2 миллиметра. Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.
- В рассматриваемом случае источником питания может стать обычный аккумулятор на 12 В. Ток, который подается на катушку, имеет силу около 10А. Емкости подобного источника тока хватает примерно на 40 минут, после чего приходится проводить зарядку устройства.
 Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.
Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.Самодельная индукционная печь
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе..jpg.4e6d072ee7529120f265555d05e84230.jpg) Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Индукционная плавильная печь своими руками схема изготовления
Индукционная плавильная печь используется для плавления металлов и сплавов уже в течении последних многих лет. Устройство стало широко распространено в металлургической и машиностроительной областях, а еще в ювелирном деле. При вашем желании обычную версию данного оборудования можно сделать собственными руками. Рассмотрим рабочий принцип и характерности использования индукционной печи детальнее.
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в иное требуется подогреть его до достаточно большой температуры. При этом у каждого металла и сплава собственная температура плавления, которая зависит от химического состава и прочих факторов. Индукционная плавильная печь проводит нагрев материала внутри при разработке вихревых токов, которые проходят через кристаллическую решётку. Рассматриваемый процесс связан с событием резонанса, который оказывается основой увеличения силы вихревых токов.
Рабочий принцип устройства имеет следующие характерности:
- Пространство, которое образуется в середине катушки, служит для расположения заготовки. Применять такой способ нагрева в условиях в промышленности можно лишь при условии создания большого устройства, в которое можно будет поместить шихту разных размеров.
- Устанавливаемая катушка может иметь самую разнообразную форму, например, восьмерки, но самое большое распространение обрела спираль. Необходимо учесть, что форма катушки подбирается в зависимости от свойств заготовки, подвергаемой нагреву.
 Необходимо учесть, что форма катушки подбирается в зависимости от свойств заготовки, подвергаемой нагреву.
Необходимо учесть, что форма катушки подбирается в зависимости от свойств заготовки, подвергаемой нагреву.Для того чтобы создать переменое магнитное поле устройство подсоединяется к бытовой сети электрического снабжения. Для увеличения качества получаемого сплава с высокой текучестью используются высокочастотные резервные электростанции.
Устройство и использование индукционной печи
При вашем желании можно сделать индукционную печь для плавки металла из материалов которые всегда под рукой. Традиционная конструкция имеет три блока:
- Генератор, который создаёт ток высокой частоты переменного типа. Собственно он создаёт переменный ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. Благодаря этому происходит переход металла или сплавов из твёрдого состояния в жидкое.
- Индуктор в ответе за создание магнитного поля, которое и нагревает металл.
- Тигель предназначается для плавки материала. Он помещается в индуктор, а обмотка подсоединяется к источникам тока.
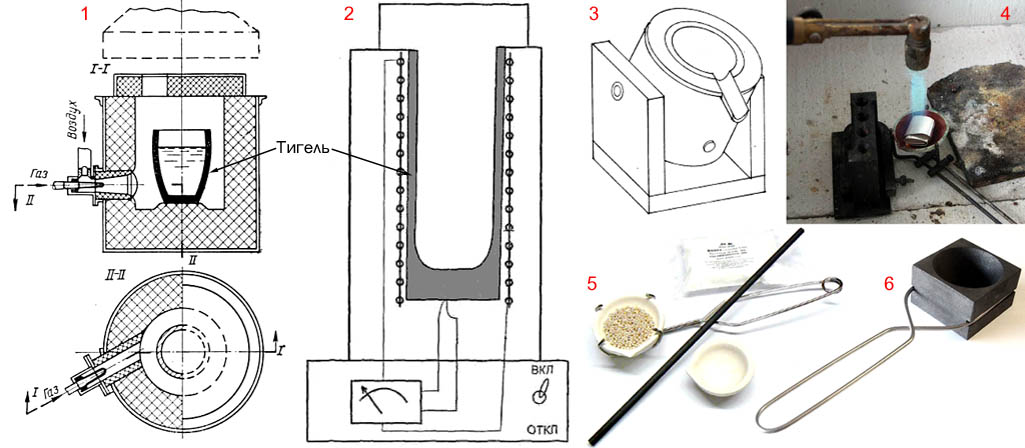
Процесс изменения электротока в магнитное поле на сегодняшний день используется в разных промышленных отраслях.
Устройство индукционной плавильной печи
К главным положительным качествам индуктора можно отнести приведенные ниже моменты:
- Современное устройство способно направлять магнитное поле, благодаря чему увеличивается КПД. Иначе говоря проходит нагрев шихты, а не устройства.
- За счёт одинакового распространения магнитного поля заготовка нагревается одинаково. При этом с момента включения устройства до плавки шихты уходит мало времени.
- Однородность получаемого сплава, а еще его большое качество.
- При нагревании и плавлении металла не появляются испарения.
- Сама установка безвредна в использовании, не оказывается основой образования ядовитых веществ.
Есть просто очень большое число самых разнообразных вариантов выполнения самодельных индукционных печей, каждая имеет собственные конкретные характерности.
Виды индукционных печей
Анализируя классификацию устройств, напомним, что нагрев заготовок как правило проходит как в середине, так и с наружной стороны катушки. Собственно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет маленькие каналы, которые размещены вокруг индуктора. Для генерации переменного магнитного поля в середине размещен сердечник.
- Тигельная. Данная конструкция отличается наличием специализированной емкости, которую называют тигель. Делается она из тугоплавкого металла с высоким температурным показателем плавления.
Важно, что канальные электромеханические печи обладают большими габаритными размерами и предназначены для промышленного плавления металла. За счёт непрерывного процесса плавки можно получать значительный объем металла который расплавлен. Канальные электромеханические печи используются для плавки алюминия и чугуна, а еще иных цветных сплавов.
Тигельные электромеханические печи отличаются сравнительно небольшими размерами. Во многих случаях подобного рода устройство используется в ювелирном деле, а еще при плавке металла дома.
Во многих случаях подобного рода устройство используется в ювелирном деле, а еще при плавке металла дома.
Установки на транзисторах получили довольно обширное распространение, так как их можно сделать собственными руками при самых небольших не постоянных и затратах финансового плана.
Изготовление собственными руками
При вашем желании рассматриваемое устройство можно собрать дома. Обычная схема состоит из приведенных ниже компонентов:
- полевые транзисторы;
- резисторы на 470 Ом;
- два диода;
- конденсаторы пленочного типа;
- обмоточный кабель из меди;
- два кольца от дросселя, которые убираются с компьютерного трансформатора.
Вышеприведенный перечень компонентов определяет то, что создать индукционную печь можно при минимум затратах. Сборочный процесс устройства можно обозначить так:
- Для начала проходит установка полевых транзисторов на отопительные приборы. Необходимо учесть, что такая печь во время работы сильно греется. Поэтому необходимо применять отопительные приборы больших размеров. Имеется возможность выполнить установку транзисторов и на один отопительный прибор, но нужно будет сделать их изоляцию.
- Дальше понадобятся два дросселя, которые также делаются собственными руками. Для этого проходит наматывание проволоки из меди на кольца трансформатора личного компьютера. Почему собственно эти кольца? Причина неимоверно проста – во время их изготовления применяется ферромагнитное железо. Следует намотать около 10 витков, а еще держать одинаковое расстояние между ними.
- Центральным элементом конструкции можно назвать конденсаторную батарею. При соединении некоторых конденсаторов можно получить батарею емкостью 4,7 мкФ. Соединение индивидуальных элементов проходит параллельно.
- Для образования магнитного поля необходимо создать обмотку, которая делается из проволоки из меди толщиной 2 миллиметра. Достаточно создать около 7-8 витков. Образующееся внутренне пространство должно быть таким, чтобы уместились заготовка, которая будет плавиться. Обмотка обязана иметь два длинных конца, которые будут подключаться к источнику тока.
- В рассматриваемом случае источником питания может стать обыкновенный аккумулятор на 12 В. Ток, который подается на катушку, имеет силу около 10А. Емкости аналогичного источника тока хватает приблизительно на 40 минут, после этого необходимо проводить зарядку устройства.
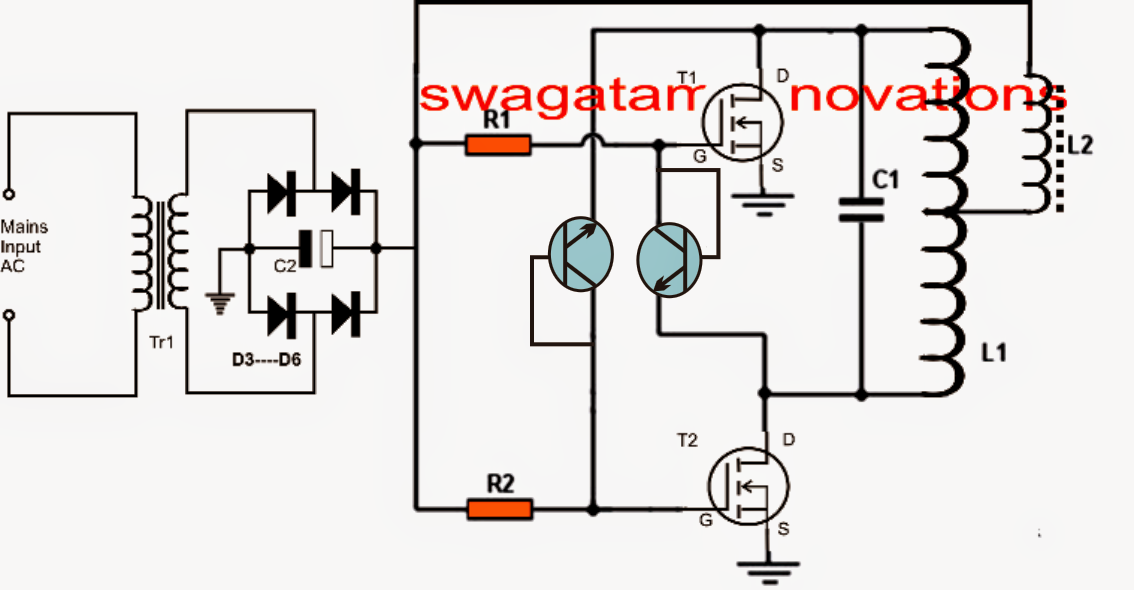 Поэтому необходимо применять отопительные приборы больших размеров. Имеется возможность выполнить установку транзисторов и на один отопительный прибор, но нужно будет сделать их изоляцию.
Поэтому необходимо применять отопительные приборы больших размеров. Имеется возможность выполнить установку транзисторов и на один отопительный прибор, но нужно будет сделать их изоляцию. Обмотка обязана иметь два длинных конца, которые будут подключаться к источнику тока.
Обмотка обязана иметь два длинных конца, которые будут подключаться к источнику тока.Рукодельная индукционная печь
Создавая печь собственными руками можно провести регулировку мощности, для чего меняется кол-во витков. Необходимо учесть, что при повышении мощности прибора требуется более емкая батарея, так как увеличивается критерий потребления энергии. Для того чтобы уменьшить температуру важных элементов конструкции ставится вентилятор. При долгой эксплуатации печи ее важные элементы могут значительно разогреваться, что необходимо учесть.
Еще огромную популярность получили электромеханические печи на лампах. Конструкцию такого типа можно сделать своими руками. Сборочный процесс имеет следующие характерности:
- Медная трубка используется для изготовления индуктора, для чего ее сгибают по спирали. Концы тоже должны быть большими, что необходимо для подсоединения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Делается он из термоустойчивого материала, который может отображать тепло.
- Проходит соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Делается подключение неоновой лампы-индикатора. Она включается в схему для определения того, что устройство готово к работе.
- В систему подсоединяют подстроечный конденсатор переменной емкости.
Принципиальным моментом считается то, как можно провести охлаждение системы. Во время работы фактически всех индукционных печей основные конструкционные элементы могут разогреваться до большой температуры. Оборудование для промышленности имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения собственными руками потребуется достаточно много средств.
Дома ставится система охлаждения воздуха. Для этого ставятся вентиляторы. Необходимо размещать их таким образом, чтобы гарантировать беспрерывный поток холодного воздуха к важным элементам конструкции печи.
Для этого ставятся вентиляторы. Необходимо размещать их таким образом, чтобы гарантировать беспрерывный поток холодного воздуха к важным элементам конструкции печи.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Индукционная печь для плавки металла своими руками
Такое практичное оборудование как индукционная печь, используется не только в промышленности, опытные мастера устанавливают приспособление в бытовых помещениях. Сделать подобную конструкцию можно собственными руками, именно поэтому агрегат пользуется большой популярностью.
Прежде чем приступать к реализации задуманного, стоит подробно разобраться в принципе работы, конструктивных особенностях и комплектации. Я затрону несколько типов аппаратов, на лампах, транзисторах, сварочном инверторе, подробно распишу схему охлаждения и приведу несколько полезных советов от экспертов в этом вопросе.
СодержаниеПоказать
Что такое индукционный нагрев и его преимущества
Метод бесконтактного разогрева металла с помощью тока, проходящего через электропроводящие материалы, называют индукционным нагревом.
В процессе используются высокие частоты и большие величины, но чтобы разобраться со всеми мелкими подробностями, необходимо рассматривать функциональность оборудования последовательно. Из преимуществ нужно выделить следующее:
- Качество конечного продукта.
- Возможность контроля за счет автоматизации.
- Процесс энергетически эффективен.
- КПД индукционного аппарата остается на высоком уровне.
Такой способ плавления стал известен человечеству еще 200 лет назад, дойдя до нашего времени, он усовершенствовался и был тщательно продуман экспертами. Поэтому закупая оборудование, или самостоятельно собирая печь, можно смело рассчитывать на хорошие показатели производительности.
Принцип работы индукционной печи
Нагревание происходит благодаря свойствам вихревых токов, материалы для плавления помещают в специально отведенное место. Создать ток, возможно с помощью индуктора, который достаточно просто устроен. В него входит катушка индуктивности, на которой расположено несколько витков провода, поперечное сечение которого должно в обязательном порядке быть большим.
Подключается агрегат к сети с переменным током, он создает магнитное поле со сменной частотой, благодаря этому фактору, внутреннее пространство индуктора пронизывается. Как только материал попадает в отведенное для процесса место, происходит нагревание тела с дальнейшим расплавлением, за процесс отвечают вихревые токи.
Жидкость, которая находится в системе охлаждения, способна закипать от повышения температур. Индукционные плавильные печи делятся на типы:
- С наличием магнитопровода.
- Без магнитопровода.
В первом варианте исполнения индуктор помещен в металл, благодаря чему создается особый эффект, плотность магнитного поля максимально повышается. Нагреть материал получится намного быстрей и качественней. Во втором типе конструкции индуктор располагают снаружи, что лишает возможности воспользоваться дополнительным эффектом.
Виды печей и их устройство
Каждый вариант исполнения имеет свои отличительные свойства, с особенностями работы также следует ознакомиться подробно. Есть виды аппаратов, предназначенных для производства, плавка больших объемов металла, побудила экспертов, внеси некоторые изменения в строение конструкции.
Есть виды аппаратов, предназначенных для производства, плавка больших объемов металла, побудила экспертов, внеси некоторые изменения в строение конструкции.
Бытовые агрегаты также обладают отличительными признаками, которые необходимо рассматривать. Я затрону самые распространенные и востребованные образцы, чтобы тщательно разобрать их принцип работы и устройство.
Индукционная печь для плавки алюминия на транзисторах
Полевые транзисторы в таком типе приспособления располагают на радиаторы, этот элемент должен быть соответствующих размеров, ведь в процессе работы схема способна нагреваться до больших температур. На некоторых образцах можно заметить, что транзисторы изолированы от металла, для этого зачастую используют прокладки из пластика или резины в виде шайб.
В состав мини индукционного изделия входит два дросселя, выглядят они достаточно просто, провод намотан на круглые детали из ферромагнитного железа порошкового типа, эти составляющие можно найти в корпусе старого системного блока.
А также в комплектацию входит обмотка индуктора, эта деталь цилиндрической формы, именно в ее внутреннем пространстве происходит нагрев металла. Корпус изготавливают из термостойких материалов, чтобы избежать возгорания и продлить срок службы приспособлению.
Устройство для плавки металла на сварочном инверторе
Безопасность такого приспособления находится на высоком уровне, а конструкция достаточно простая, обусловлено это защитами от перегрузок, которые встроены внутри сварочного инвертора. Из основного элемента выходит индуктор, его зачастую создают из тонкостенной медной трубки, диаметр которой составляет 8-10 мм.
Расстояние между витками выдерживается в 5-8 мм, их количество редко превышает 12 штук, эти показатели напрямую зависят от характеристик оборудования и размеров.
Конструируя агрегат своими руками из сварочного инвертора, необходимо предусмотреть общее сопротивление, при перегрузке могут возникать отключения, это обусловлено работой защитных приспособлений. При установке используют корпус из текстолита или графита, можно расположить индуктор на термостойкую поверхность.
Но не стоит забывать, что любые предметы, находящиеся в непосредственной близости, могут замыкать вихревые токи, а это приведет к снижению эффективности агрегата для дома. Корпус заземляют, чтобы обеспечить максимальную безопасность работ, а розетка и кабель рассчитываются с учетом потребляемой энергии.
Индукционная печь на лампах
Электронные составляющие делают этот вид прибора более мощным, плавка металла проходит намного быстрее и эффективнее. Для генерации тока высоких частот зачастую используют 4 лучевые лампы, соединяются такие элементы параллельно. Индуктор создается из медной трубки, ее диаметр не должен быть меньше 10 мм, чтобы регулировать мощность в комплектацию входит подстроечный конденсатор.
Каскады ламп собирают по определенной схеме, во внимание берут конденсаторы и дросселя. За сигнал о готовности схемы отвечает неоновая лампа, она расположена на корпусе оборудования, без такого индикатора работать с агрегатом будет неудобно.
Как организована схема охлаждения
Установки больших размеров оснащают принудительными системами для нормализации температурного режима, такие варианты исполнения достаточно часто встречаются на производствах. Для заправки используется вода или антифриз, в зависимости от интенсивности рабочего процесса.
Существуют агрегаты, которые снабжают воздушным охлаждением, но в такой ситуации вентилятор удаляют на достаточное расстояние, только при организации такого условия получится реализовать задуманное. Если неправильно продумать этот момент, то обмотка и составляющие вспомогательного приспособления вызовут замыкание вихревых токов, а эффективность оборудования упадет.
Индукционная печь своими руками
Благодаря пошаговому руководству можно самостоятельно создать достаточно хорошие и продуктивные агрегаты разных размеров. Для работы с мелкими и крупными деталями потребуется предварительно продумать все нюансы, касающиеся будущего корпуса установки и важных составляющих.
Простая схема индукции
Подготовительные моменты также требуют особого внимания, прежде чем приступать к сборке, стоит закупить все составляющие в специализированных магазинах. Если точно придерживаться алгоритма действий, то печь для плавки металла, получится сконструировать своими руками за короткий промежуток времени.
Конструкция из транзисторов
Из инструмента понадобится паяльник и плоскогубцы, место для работы также нужно подготовить заранее, удобство и скорость создания агрегата напрямую зависит от этого фактора. Питание аппарата предполагает подключение к сети в 220 В, не будет лишним использовать выпрямители. Закупить нужно такие составляющие как:
- Диоды, в количестве 2 шт.(UF4007).
- Конденсаторы.
- Два полевых транзистора.
- Резистор(470 Ом).
- Дроссельные кольца(2 штуки).
- Провод с сечением в 2 мм.
Без специальной схемы не обойтись, на ней наглядно можно увидеть все интересующие нюансы, бумаги лучше держать перед собой и в случае необходимости сразу заглянуть туда.
Транзисторы необходимо расположить на радиаторы, параметры которого должны соответствовать возможным повышениям температур, ведь в момент работы агрегата схема будет греться. После чего переходят к изготовлению дросселя, для этого на кольца наматывают медную проволоку, не стоит делать больше 15 витков.
Конденсаторы следует объединить, чтобы получилась батарея, благодаря параллельному соединению элементов можно достичь показателей в 4,7 мкФ.
Индикатор также обматывается проволокой диаметром 2 мм, 8 витков будет достаточно, концы необходимо оставить длинные, благодаря этому дальнейшее подключение не вызовет проблем.
Нельзя забывать о том, что диаметр внутренней обмотки должен совпасть с размерами тигля, который используется для печи. При необходимости изготавливается корпус устройства, материал нужно подбирать с хорошими показателями термоустойчивости.
С графитовыми щетками
Подобная конструкция отлично подойдет для выплавки сплавов из любого металла, прежде чем приступать к работе потребуется приобрести следующий список составляющих:
- Щетки.
- Гранит порошкового типа.
- Трансформатор.
- Шамотрые кирпичи.
- Проволоку из стали.
- Алюминий тонкого образца.
За основу стоит взять бокс, он конструируется из кирпича, который следует положить на плитку огнеупорного типа. Поверх кладут асбестокартонный лист, чтобы придать элементу нужную форму, стоит только смочить поверхность водой. Размеры конструкции напрямую зависят от мощности, которую будет выдавать трансформатор. Если деталь берется из сварочного аппарата старого образца, то ее следует предварительно перемотать.
Чтобы не допустить перегрева, потребуется обмотать корпус тонким алюминием, который возьмет лишнюю температуру на себя. Глиняная подложка достаточно практична, ее укладывают, чтобы расплавленный металл не растекался по поверхности. На последнем этапе устанавливают графитовые щетки, этот элемент при необходимости можно заменить новым.
Печь на лампах
Я всегда советую перед началом конструирования любого устройства сделать подробную разработку будущей модели, составить схему и спроектировать работу. Без минимального опыта в физике и электричестве лучше не браться за изготовление, а изначально найти хорошую и полезную информацию как сделать индукционную печь.
Аппарат предполагает осторожность, ведь такой вид агрегата очень мощный. Лучевые составляющие в количестве 4 штук способны генерировать ток высоких частот, их соединяют параллельно.
Медную проволоку необходимо согнуть так, чтобы получилась спираль, витки не стоит делать слишком близко, 5 мм считается минимальным показателем. Диаметр готового элемента варьируется от 8 до 16 см. Индуктор следует подбирать так, чтобы тигель достаточно легко помещался.
Схема печи на лампах
Созданную схему обрамляют корпусом из графита или текстолита, материал в обязательном порядке не должен проводить ток. Для удобства большинство экземпляров оснащают лампой-индикатором, а благодаря подстроечному конденсатору получится регулировать мощность.
Как безопасно эксплуатировать
Ожог от конструкции и расплавленного металла получить достаточно легко, поэтому работать с самодельной установкой необходимо аккуратно. Схема лампового образца предполагает использование большого напряжения, без хорошего корпуса, при любом прикосновении можно получить удар током.
На одежде не должно быть металлических вставок, ведь электромагнитное поле будет воздействовать на них. Качественная индукционная печь, сконструированная своими руками, может достаточно эффективно нагревать элементы, это будет удобно при лужении или формовке. Эксперты не рекомендуют работать с оборудованием людям, у которых вживлены кардиостимуляторы.
Индукционная печь — 2D-символы
Индукционная печь — это электрическая печь, в которой тепло передается за счет индукционного нагрева металла. [1] [2] [3] Производительность индукционных печей составляет от менее одного килограмма до ста тонн, и они используются для плавки чугуна и стали, меди, алюминия и драгоценных металлов.
Преимущество индукционной печи — это чистый, энергоэффективный и хорошо контролируемый процесс плавления по сравнению с большинством других способов плавки металлов.
Большинство современных литейных заводов используют этот тип печи, и теперь все больше чугунолитейных заводов заменяют вагранки индукционными печами для плавления чугуна, поскольку первые выделяют много пыли и других загрязняющих веществ. [4]
Поскольку дуга или горение не используются, температура материала не выше, чем требуется для его плавления; это может предотвратить потерю ценных легирующих элементов. [5]
Одним из основных недостатков использования индукционных печей в литейном производстве является недостаточная мощность рафинирования; шихтовые материалы должны быть очищены от продуктов окисления и иметь известный состав, а некоторые легирующие элементы могут быть потеряны из-за окисления (и должны быть повторно добавлены в расплав).
Типы
В случае без сердечника металл [6] помещается в тигель, окруженный катушкой соленоида переменного тока с водяным охлаждением. Индукционная печь канального типа имеет петлю из расплавленного металла, которая образует одновитковую вторичную обмотку через железный сердечник. [7] [8]
Эксплуатация
Индукционная печь состоит из непроводящего тигля, содержащего шихту расплавляемого металла, окруженного катушкой из медной проволоки.По проводу протекает мощный переменный ток. Катушка создает быстро меняющееся магнитное поле, пронизывающее металл. Магнитное поле индуцирует вихревые токи, круговые электрические токи внутри металла за счет электромагнитной индукции. [9] Вихревые токи, протекающие через электрическое сопротивление массивного металла, нагревают его за счет джоулева нагрева. В ферромагнитных материалах, таких как железо, материал также может нагреваться за счет магнитного гистерезиса, изменения направления молекулярных магнитных диполей в металле.После плавления вихревые токи вызывают интенсивное перемешивание расплава, обеспечивая хорошее перемешивание.
Преимущество индукционного нагрева заключается в том, что тепло генерируется внутри самой загрузки печи, а не передается от горящего топлива или другого внешнего источника тепла, что может быть важно в приложениях, где существует проблема загрязнения.
Диапазон рабочих частот от частоты сети (50 или 60 Гц) до 400 кГц или выше, обычно в зависимости от плавящегося материала, мощности (объема) печи и требуемой скорости плавления.Как правило, чем меньше объем расплавов, тем выше частота использования печи; это связано с глубиной скин-слоя, которая является мерой расстояния, на которое переменный ток может проникнуть под поверхность проводника. При той же проводимости более высокие частоты имеют небольшую толщину скин-слоя, т.е. меньшее проникновение в расплав. Более низкие частоты могут вызвать перемешивание или турбулентность металла.
Предварительно нагретый чугун весом в одну тонну может расплавить холодную шихту до готовности к выпуску в течение часа.Электропитание варьируется от 10 кВт до 42 МВт с размером расплава от 20 кг до 65 тонн металла соответственно. [10]
Работающая индукционная печь обычно издает гудение или вой (из-за флуктуирующих магнитных сил и магнитострикции), шаг которого может использоваться операторами, чтобы определить, правильно ли работает печь или на каком уровне мощности. [ необходима ссылка ]
См. Также
Плавление кремния | Индуктотерм Корп.
- Тяжелый стальной кожух печи обеспечивает максимальную жесткость и прочность, длительный срок службы футеровки, низкий уровень шума печи и минимальные выбросы ЭМП.
- Индукционная катушка разделена на две или три секции для создания «бегущей» электромагнитной волны, которая вызывает интенсивное перемешивание ванны расплава.
- Электромагнитные шунты покрывают более 50% окружности катушки, перенаправляя электромагнитное поле в расплав.
- Графитовая футеровка приемника пропускает ток и нагревает металл до того, как расплавленный кремний станет проводящим.
- Дополнительный вакуумный колпачок создает контролируемую среду для продувки газом для удаления бора и фосфора из расплавленного кремния.
- Литейный носик разливает силикон в формы или котлы, чтобы он затвердел перед дальнейшей очисткой.
Однонаправленное перемешивание
Производители слитков полагаются на системы Inductotherm в отношении гибкости плавления и однородности продукта. Для производителей слитков правильное количество индукционного перемешивания является ключевым фактором в производстве слитков, которые являются металлургически однородными от начала до конца каждой партии. Наши системы индукционной плавки предназначены для обеспечения наилучшего уровня перемешивания для каждого приложения клиента.
Системы вакуума и контролируемой атмосферы
Некоторые процессы требуют очистки кремния до высокой степени чистоты. Это может быть достигнуто в больших количествах с помощью вакуумных систем и систем с контролируемой атмосферой Inductotherm, специально разработанных для удовлетворения требований каждого технологического процесса наших клиентов.
Индукционные системы плавления, разработанные для контролируемой атмосферы
Наши печи с вакуумным колпаком идеально подходят для удаления бора и фосфора из объемного кремния путем продувки газом или вакуумного испарения.
Inductotherm Melt Преимущества:
Индукционные системы плавления, разработанные для вакуумной атмосферы
Наши системы вакуумной индукционной плавки (VIM) являются ведущими системами вакуумной индукционной плавки, используемыми сегодня в производстве. Системы VIM используют индукционную печь, расположенную в камере с вакуумом / инертной атмосферой, для загрузки, плавления, рафинирования и литья кремниевого материала; это позволяет постоянно регулировать химический состав, пока не будет достигнута точная чистота. Примеси удаляются путем химической реакции, диссоциации, флотации и улетучивания.
Inductotherm Melt Преимущества:
Электромагнитный холодный тигель (EMCC)Inductotherm производит электромагнитные холодные тигельные печи для рафинирования металлургического кремния и литья слитков мультикристаллического кремния. В нашем инновационном процессе используется сегментированный медный тигель с водяным охлаждением для индукционной плавки без огнеупора. Мы постоянно совершенствуем, развиваем и совершенствуем технологию EMCC, чтобы повысить ее эффективность.
Характеристики наших электромагнитных печей с холодным тиглем:
- Прочный сегментированный медный тигель, изготовленный методом цельной штамповки
- Индукционные блоки питания EMCC с частотной обработкой
- Перемешивание, присущее рафинированию в EMCC, способствует гомогенному перемешиванию в расплаве
- Скорость извлечения, управляемая с помощью компьютера, обеспечивает в пять раз большую скорость роста, чем у традиционной мультикристаллической печи для литья с направленным отверждением
Источники питания и системные компоненты
Использование нашей индукционной технологии в таких приложениях, как реактор с псевдоожиженным слоем и извлечение кристаллов, произвело революцию в фотоэлектрической промышленности, позволяя использовать энергоэффективную и управляемую мощность для создания высококачественных слитков мультикристаллического и монокристаллического кремния.
Многопозиционный переключатель
TM Системы питания для реакторов с псевдоожиженным слоемВ процессе псевдоожиженного слоя гранулы чистого кремния выращиваются из крошечных зародышей чистого кремния в гранулы поликремния в высокотемпературном реакционном сосуде.
Для значительного увеличения производительности этих высокотемпературных реакционных сосудов, также называемых реакторами с псевдоожиженным слоем, компания Inductotherm разработала специальный многозонный змеевик и запатентовал источник питания Multi-Switch TM . Эта система позволяет распределять мощность от одного инвертора по времени и подавать ее на разные зоны катушки, тем самым обеспечивая переменный и регулируемый поток энергии к различным секциям токоприемника.
Комплексные системы плавления кремния
Больше, чем печи
- Системы водяного охлаждения
- Индукционные Источники Питания
- Компьютерные системы управления
- Обнаружение утечки на землю
- Роботизированное шлакование
Свяжитесь с нами сегодня и узнайте больше.
HeatLine: Индукционные нагреватели
Печи и нагревателиHeatLine используются для всего, от крупносерийной ковки до специализированных плавильных операций.Автоматическое переключение рулонов и согласование нагрузки делают HeatLine особенно продуктивным для ковки. Точная разливка, короткое время плавления и простая замена тиглей — отличительные черты печей HeatLine.
Правильное решение для плавки и ковки
- Полный ассортимент: Системы для плавления и ковки. Нагреватели концов прутков, нагреватели заготовок, плавильные печи.
- Области специализации: Плавка кремния, вакуумная плавка, плавление стекла, нанесение графитовых покрытий и прокатка пружинной проволоки.
- Надежность: Каждый преобразователь HeatLine предлагает автоматическое согласование нагрузки, единую плату управления на базе микропроцессора и встроенные конденсаторы.
- Производительность: Системы HeatLine оснащены источниками индукции с последовательной и параллельной компенсацией для широкого спектра применений.
- Снижение затрат: Преобразователи EFD Induction, лежащие в основе систем HeatLine, обеспечивают более высокий КПД, чем альтернативные индукционные источники и технологии нагрева.Небольшие размеры, простота эксплуатации и доказанная надежность увеличивают время безотказной работы и производительность.
- Гарантированное качество: Преобразователи, змеевики и управляющее программное обеспечение HeatLine всегда помогают обеспечивать идеальные результаты нагрева. Прямой нагрев деталей и грузов исключает перегрев. Время разгона быстрое. Температурные режимы точны и легко воспроизводятся. В плавильных установках передовое программное обеспечение контролирует уровень энергии. Решения HeatLine
обеспечивают быстрое, точное и воспроизводимое нагревание, а также автоматизацию и контроль процессов. - Улучшенная рабочая среда: Решения HeatLine сводят к минимуму ручные настройки и вмешательство оператора. Повышение температуры окружающей среды незначительное, равно как и уровень пыли и шума. Более чистая и комфортная рабочая среда помогает повысить производительность труда оператора.
Высокочастотный индукционный нагреватель, 80-200 кГц, 30 кВт
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Moose Forge
Индукционная кузница
Эта информация
взята verbatem
из Википедии
(написано на оригинальном английском языке
)
Рабочие частоты варьируются от рабочей частоты (50 или 60 Гц) до 400 кГц или выше, обычно в зависимости от плавящегося материала, мощности (объема) печи и требуемой скорости плавления.Как правило, чем меньше объем расплавов, тем выше частота использования печи; это связано с глубиной скин-слоя, которая является мерой расстояния, на которое переменный ток может проникнуть под поверхность проводника. При той же проводимости более высокие частоты имеют небольшую толщину скин-слоя, т.е. меньшее проникновение в расплав. Более низкие частоты могут вызвать перемешивание или турбулентность металла.
Предварительно нагретый чугун массой 1 тонна может расплавить холодную шихту до готовности к выпуску в течение часа.Электропитание варьируется от 10 кВт до 15 МВт с размером расплава от 20 кг до 30 тонн металла соответственно.
Работающая индукционная печь обычно издает гудение или вой (из-за колебаний магнитных сил и магнитострикции), шаг которого может использоваться операторами, чтобы определить, правильно ли работает печь или на каком уровне мощности.
Индукционная ковка
Индукционная ковка — это использование индукционного нагревателя для предварительного нагрева металлов перед деформацией с помощью пресса или молотка.Обычно металлы нагревают до температуры от 1100 ° C (2010 ° F) до 1200 ° C (2190 ° F), чтобы повысить их пластичность и улучшить текучесть в штампе для ковки. [1]
Процесс
Индукционный нагрев — это бесконтактный процесс, в котором для нагрева детали используется принцип электромагнитной индукции. Помещая проводящий материал в сильное переменное магнитное поле, в материале протекает электрический ток, тем самым вызывая джоулев нагрев. В магнитных материалах дополнительно выделяется тепло ниже точки Кюри из-за гистерезисных потерь.Генерируемый ток протекает преимущественно в поверхностном слое, глубина которого определяется частотой переменного поля и проницаемостью материала [2].
Потребляемая мощность
Источники питания для индукционной ковки различаются по мощности от нескольких киловатт до многих мегаватт и, в зависимости от геометрии компонента, могут изменяться по частоте от 50 Гц до 200 кГц. В большинстве приложений используется диапазон от 1 кГц до 100 кГц. [3]
Для выбора правильной мощности необходимо сначала рассчитать тепловую энергию, необходимую для нагрева материала до требуемой температуры за отведенное время.Это может быть сделано с использованием теплосодержания материала, которое обычно выражается в киловатт-часах на тонну, веса обрабатываемого металла и временного цикла. После того, как это будет установлено, необходимо учесть другие факторы, такие как излучаемые потери в компоненте, потери в катушке и другие системные потери. Традиционно этот процесс включал длительные и сложные вычисления в сочетании с сочетанием практического опыта и эмпирической формулы. Современные методы используют анализ методом конечных элементов [4] и другие методы компьютерного моделирования, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное знание процесса индукционного нагрева.
Выходная частота
Второй важный параметр, который необходимо учитывать, — это выходная частота источника питания. Поскольку тепло в основном генерируется на поверхности компонента, важно выбрать частоту, которая обеспечивает максимальную практическую глубину проникновения в материал без риска потери тока. [5] Следует понимать, что, поскольку нагревается только оболочка, потребуется время, чтобы тепло проникло в центр компонента, и что, если слишком большая мощность приложена слишком быстро, можно расплавить поверхность компонента, оставляя ядро круто.Используя данные теплопроводности материала [6] и требования к однородности (физике), указанные заказчиком в отношении поперечного сечения ∆T, можно рассчитать или создать модель для определения необходимого времени нагрева. Во многих случаях время достижения приемлемого ∆T будет превышать время, которое может быть достигнуто при нагревании компонентов по одному. Для облегчения нагрева нескольких компонентов при одновременной доставке отдельных компонентов оператору в требуемом временном цикле используется ряд решений по перемещению, включая конвейеры, линейные питатели, системы толкания и питатели с шагающими балками.
Преимущества
Управляемость процесса — в отличие от традиционной газовой печи, индукционная система не требует цикла предварительного нагрева или контролируемого отключения. Тепло доступно по запросу. В дополнение к преимуществам быстрой доступности в случае прерывания производства на выходе, питание может быть отключено, что позволяет экономить энергию и сокращать масштабирование компонентов.
- Энергоэффективность — благодаря теплу, выделяемому внутри компонента, передача энергии чрезвычайно эффективна.Индукционный нагреватель нагревает только часть, но не атмосферу вокруг него.
- Быстрое повышение температуры — Высокая удельная мощность гарантирует, что компонент очень быстро нагревается. Снижается окалина, дефекты поверхности и нежелательные воздействия на металлургию поверхности.
- Стабильность процесса — процесс индукционного нагрева обеспечивает чрезвычайно равномерное равномерное нагревание, что повышает точность поковки и может в крайних случаях уменьшить припуски на обработку после поковки и положительно сказаться на сроке службы штампа.
Типы
Подогрев конца стержня
Подогрев конца прутка обычно используется там, где должна быть кована только часть прутка. Типичные области применения нагрева концов прутков:
- Горячая высадка болтов
- Стабилизаторы поперечной устойчивости
- Горный инструмент
В зависимости от требуемой пропускной способности системы манипулирования могут варьироваться от простых двух- или трехпозиционных пневматических толкающих систем до шагающих балок и конвейеров.
Нагрев заготовки
В индукционном нагревателе заготовок нагревается вся заготовка или заготовка.Обычно для коротких заготовок или заготовок используется бункер или чаша, чтобы автоматически подавать заготовки в линию для прижимных роликов, тягачей с цепным приводом или, в некоторых случаях, пневматических толкателей. Затем заготовки проходят через змеевик одна за другой по рельсам с водяным охлаждением или через отверстие змеевика используются керамические вкладыши, которые уменьшают трение и предотвращают износ. Длина бухты зависит от требуемого времени выдержки, времени цикла на компонент и длины заготовки. В больших объемах работы с большим поперечным сечением нет ничего необычного в том, что 4 или 5 катушек последовательно соединяют, чтобы получить 5 м (16 футов) катушки или более.[8]
Типовые детали, обрабатываемые при поточном нагреве заготовок: [9]
- Коленчатые валы малые
- Распредвалы
- Пневматическая и гидравлическая арматура
- Головки молотковые
- Клапаны двигателя
- Одноступенчатый
Для длинных заготовок можно использовать однократный нагрев. В этом процессе используются аналогичные системы для нагрева концов прутков, за исключением того, что вся заготовка превращается в отдельные катушки. Как и в случае нагрева концов стержня, количество витков зависит от требуемого ∆T и тепловых свойств нагреваемого материала.
Типовые детали, обработанные однократным нагревом заготовок: [10]
- Оси легковые
- Распредвалы для судостроения
Индукционная закалка — это форма термической обработки, при которой металлическая деталь нагревается индукционным нагревом, а затем закаляется. Закаленный металл подвергается мартенситному превращению, повышая твердость и хрупкость детали. Индукционная закалка используется для выборочного упрочнения участков детали или сборки, не влияя на свойства детали в целом.[1]
Процесс
Индукционный нагрев — это процесс бесконтактного нагрева, в котором используется принцип электромагнитной индукции для выработки тепла внутри поверхностного слоя детали. Помещая проводящий материал в сильное переменное магнитное поле, можно заставить электрический ток течь в стали, тем самым создавая тепло из-за потерь I2R в материале. В магнитных материалах из-за гистерезисных потерь выделяется дополнительное тепло ниже точки Кюри. Генерируемый ток протекает преимущественно в поверхностном слое, глубина которого определяется частотой переменного поля, поверхностной плотностью мощности, проницаемостью материала, временем нагрева и диаметром стержня или толщиной материала.При закалке этого нагретого слоя в воде, масле или закалке на основе полимера поверхностный слой изменяется с образованием мартенситной структуры, которая тверже основного металла [2].
Определение
Широко используемый процесс поверхностного упрочнения стали. Компоненты нагреваются с помощью переменного магнитного поля до температуры в пределах или выше диапазона превращения с последующей немедленной закалкой. Сердцевина детали не подвергается воздействию обработки, и ее физические свойства аналогичны свойствам прутка, из которого он был изготовлен, в то время как твердость корпуса может находиться в диапазоне 37/58 HRC.Углеродистые и легированные стали с эквивалентным содержанием углерода в диапазоне 0,40 / 0,45% наиболее подходят для этого процесса [1].
Источник высокочастотного электричества используется для пропускания большого переменного тока через катушку. Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Обогреваемая деталь помещается в это интенсивное переменное магнитное поле, где внутри детали генерируются вихревые токи, а сопротивление приводит к джоулева нагреву металла.
Эта операция чаще всего используется для стальных сплавов. Многие механические детали, такие как валы, шестерни и пружины, перед поставкой подвергаются поверхностной обработке, чтобы улучшить их износостойкость. Эффективность этих обработок зависит как от изменения свойств материалов поверхности, так и от введения остаточных напряжений. Среди этих обработок индукционная закалка — одна из наиболее широко используемых для повышения долговечности компонентов. Он определяет в заготовке прочный сердечник с остаточными напряжениями при растяжении и твердый поверхностный слой с напряжением сжатия, которые доказали свою эффективность в увеличении усталостной долговечности и износостойкости компонентов.[3]
Низколегированные среднеуглеродистые стали с индукционной поверхностной закалкой широко используются в автомобилях и машиностроении, требующих высокой износостойкости. Износостойкость деталей с индукционной закалкой зависит от глубины закалки, а также от величины и распределения остаточного напряжения сжатия в поверхностном слое [2].
История
Основа всех систем индукционного нагрева была открыта в 1831 году Майклом Фарадеем. Фарадей доказал, что, наматывая две катушки провода вокруг общего магнитного сердечника, можно создать мгновенную ЭДС во второй обмотке, включая и выключая электрический ток в первой обмотке.Он также заметил, что если ток поддерживается постоянным, во второй обмотке не индуцируется ЭДС и что этот ток течет в противоположных направлениях в зависимости от того, увеличивается или уменьшается ток в цепи [4].
Фарадей пришел к выводу, что электрический ток может создаваться изменяющимся магнитным полем. Поскольку не было физического соединения между первичной и вторичной обмотками, считалось, что ЭДС во вторичной катушке индуцирована, и таким образом родился закон индукции Фарадея.После открытия эти принципы использовались в течение следующего столетия или около того в конструкции динамо (электрических генераторов и электродвигателей, которые являются вариантами одного и того же) и в форме электрических трансформаторов. В этих приложениях любое тепло, выделяемое в электрических или магнитных цепях, считалось нежелательным. Инженеры пошли на многое и использовали многослойные сердечники и другие методы, чтобы минимизировать эффекты. [4]
В начале прошлого века эти принципы были исследованы как средство плавления стали, и был разработан двигатель-генератор, обеспечивающий мощность, необходимую для индукционной печи.После всеобщего принятия методологии плавки стали инженеры начали изучать другие возможности использования этого процесса. Уже было понятно, что глубина проникновения тока в сталь зависит от ее магнитной проницаемости, удельного сопротивления и частоты приложенного поля. Инженеры Midvale Steel и Ohio Crankshaft Company использовали эти знания для разработки первых систем индукционного нагрева с упрочнением поверхности с использованием двигателей-генераторов. [5]
Потребность в быстрых, легко автоматизированных системах привела к значительному прогрессу в понимании и использовании процесса индукционной закалки, и к концу 1950-х годов многие системы, в которых использовались двигатели-генераторы и триодные генераторы с термоэлектронной эмиссией, стали регулярно использоваться во многих отраслях промышленности.В современных установках индукционного нагрева используются новейшие полупроводниковые технологии и цифровые системы управления для развития диапазона мощностей от 1 кВт до многих мегаватт.
Основные методы
Закалка однократным выстрелом
В однокомпонентных системах компонент удерживается статически или вращается в змеевике, и вся обрабатываемая область одновременно нагревается в течение заданного времени, после чего следует либо закалка потоком, либо система закалки каплей. Одиночный выстрел часто используется в тех случаях, когда никакой другой метод не позволяет достичь желаемого результата, например, при упрочнении плоской поверхности молотков, упрочнении кромок инструментов сложной формы или производстве малых зубчатых колес.[6]
В случае упрочнения вала дополнительным преимуществом однократной закалки является время производства по сравнению с методами постепенной поперечной закалки. Кроме того, возможность использования катушек, которые могут создавать продольный ток в компоненте, а не диаметральный поток, может быть преимуществом при определенной сложной геометрии.
У метода одиночного выстрела есть недостатки. Конструкция змеевика может быть чрезвычайно сложным и трудоемким процессом. Часто требуется использование феррита или слоистых загрузочных материалов, чтобы влиять на концентрацию магнитного поля в определенных областях, тем самым улучшая получаемый тепловой узор.Другой недостаток заключается в том, что требуется гораздо больше мощности из-за увеличенной площади нагреваемой поверхности по сравнению с подходом с поперечным расположением [7].
Закалка траверсы
В системах поперечной закалки заготовка постепенно пропускается через индукционную катушку и используется последующий закалочный распылитель или кольцо. Упрочнение траверсы широко используется в производстве таких компонентов вала, как полуоси, пальцы ковша экскаватора, компоненты рулевого управления, валы электроинструментов и приводные валы.Компонент подается через индуктор кольцевого типа, который обычно имеет один виток. Ширина поворота определяется скоростью траверсы, доступной мощностью и частотой генератора. Это создает движущуюся полосу тепла, которая при закалке создает твердый поверхностный слой. Закалочное кольцо может быть либо составной частью следующей конструкции, либо их комбинацией в зависимости от требований приложения. Изменяя скорость и мощность, можно создать вал, закаленный по всей длине или только на определенных участках, а также закалку валов со ступеньками по диаметру или шлицами.При закалке круглых валов нормально вращать деталь во время процесса, чтобы гарантировать удаление любых отклонений из-за соосности катушки и детали.
Методы поперечного перемещениятакже используются при производстве кромочных элементов, таких как ножи для бумаги, ножи для кожи, нижние ножи газонокосилок и ножовочные полотна. В этих типах применений обычно используется шпилька или катушка с поперечным потоком, которая находится над краем компонента. Компонент проходит через змеевик и последующую закалку распылением, состоящую из сопел или просверленных блоков.
Многие методы используются для обеспечения поступательного движения через катушку, и используются как вертикальные, так и горизонтальные системы. Обычно в них используются цифровой энкодер и программируемый логический контроллер для позиционного управления, переключения, контроля и настройки. Во всех случаях необходимо тщательно контролировать и согласовывать скорость перемещения, поскольку изменение скорости будет влиять на глубину твердости и достигаемое значение твердости.
Оборудование
Требуемая мощность
Источники питания для индукционной закалки различаются по мощности от нескольких киловатт до сотен киловатт в зависимости от размера нагреваемого компонента и используемого метода производства i.е. однократная закалка, поперечная закалка или закалка под флюсом.
Чтобы выбрать правильный источник питания, сначала необходимо рассчитать площадь поверхности нагреваемого компонента. Как только это будет установлено, можно использовать различные методы для расчета необходимой плотности мощности, времени нагрева и рабочей частоты генератора. Традиционно это делалось с использованием серии графиков, сложных эмпирических расчетов и опыта. Современные методы, как правило, используют анализ методом конечных элементов и автоматизированные производственные технологии, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное знание процесса индукционного нагрева.
Для однократных применений необходимо рассчитать общую обогреваемую площадь. В случае поперечной закалки длина окружности детали умножается на ширину лицевой поверхности бухты. При выборе ширины лицевой поверхности катушки необходимо проявлять осторожность, чтобы было практично построить катушку выбранной ширины и чтобы она работала при мощности, необходимой для применения.
Частота
Системы индукционного нагрева для закалки доступны в различных рабочих частотах, обычно от 1 кГц до 400 кГц.Доступны более высокие и более низкие частоты, но обычно они используются для специализированных приложений. Зависимость между рабочей частотой и глубиной проникновения тока и, следовательно, глубиной твердости обратно пропорциональна. т.е. чем ниже частота, тем глубже корпус.
| Глубина корпуса [мм] | Диаметр стержня [мм] | Частота [кГц] |
|---|---|---|
| от 0,8 до 1,5 | от 5 до 25 | от 200 до 400 |
| 1.5 по 3,0 | от 10 до 50 | от 10 до 100 |
| > 50 | от 3 до 10 | |
| 3,0 — 10,0 | от 20 до 50 | от 3 до 10 |
| от 50 до 100 | от 1 до 3 | |
| > 100 | 1 |
Приведенная выше таблица является чисто иллюстративной, хорошие результаты могут быть получены за пределами этих диапазонов путем балансировки плотности мощности, частоты и других практических соображений, включая стоимость, которая может повлиять на окончательный выбор, время нагрева и ширину катушки.Так же, как плотность мощности и частота, время, в течение которого нагревается материал, будет влиять на глубину, на которую тепло будет течь за счет теплопроводности. Время в катушке может зависеть от скорости перемещения и ширины катушки, однако это также будет влиять на общую потребляемую мощность или пропускную способность оборудования.
Из приведенной выше таблицы видно, что выбор правильного оборудования для любого применения может быть чрезвычайно сложным, поскольку для получения определенного результата можно использовать более одной комбинации мощности, частоты и скорости.Однако на практике многие варианты сразу становятся очевидными, исходя из предыдущего опыта и практичности.
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться». | |
Как специалисты выбирают индукционные печи
Компании, работающие с расплавленным металлом, знают, что они должны выбрать лучшую индукционную печь, соответствующую потребностям своих клиентов.Условия, в которых плавятся металлы, определяют качество их продукции. Поэтому нужно быть осторожным при выборе оборудования. К выбору подходящего отопительного оборудования непросто относиться легкомысленно. Компании могут легко столкнуться с проблемами из-за ошибок, которые они совершили при покупке, поэтому вам следует избегать этого сценария любой ценой.
Когда вы начнете покупать эти предметы, вы заметите, что существует огромное разнообразие оборудования и назначения.Кроме того, эти печи имеют различную тепловую мощность. Лучшим подходом было бы подумать о потребностях вашей компании и придумать функции, которые вы хотели бы получить от печи для плавки металла. Вот несколько советов, как эксперты определяют лучшие варианты.
Знать точки плавления различных металлов
Индукционная печь предназначена для нагрева до определенного предела. Вы должны выяснить, хватит ли тепла, чтобы расплавить все ваши материалы. Вы заметите, что когда дело доходит до металлов, у каждого типа есть своя температура плавления.Например, сталь плавится при температуре 1370 градусов по Цельсию. Это означает, что если вы плавите сталь, вам не нужно искать печь для плавления золота или меди.
Неважно, какие металлы вы хотите плавить, всегда найдется печь, предназначенная для них. Именно по этой причине эксперты предпочитают сосредоточиться на других важных функциях после того, как они будут уверены, что у них будет достаточно тепла для их работы.
Ищите высококачественные печи
Специалисты часто проверяют качество каждой индукционной печи перед ее покупкой.Они хотят убедиться, что материалы, из которых он сделан, подходят для их собственных целей. Некоторые печи сделаны из лучших материалов, но другие могут оказаться не такими, как вы ожидаете. Из-за этого найдите время, чтобы посмотреть, как их заставили узнать, будут ли они полезны для вашей работы.
Качество более важно, когда вы ищете подержанную печь, потому что вы никогда не знаете, в каком состоянии она будет. Как только вы найдете подержанную индукционную печь для продажи, убедитесь, что все части работают оптимально.Вы также можете спросить, были ли они отремонтированы и есть ли у них другие неисправности. Вы не должны соглашаться покупать что-то изношенное только потому, что оно продается по более низкой цене.
Подумайте о плавильной способности и потребностях в энергии
Размер индукционной печи также определит ее пригодность для вашей компании, потому что каждая компания имеет свои уникальные потребности. Вы заметите, что некоторые из этих печей весят всего 60 г (2,5 унции), а другие — всего 25 000 кг (55 000 фунтов.) Ваш выбор должен определяться количеством металлов, которые вы хотите расплавить.
Что касается поставщиков электроэнергии, вы должны знать, сколько энергии необходимо для поддержания работы оборудования индукционного нагрева. Вы заметите, что в то время как для одного оборудования требуется высокое напряжение, для другого требуется лишь умеренный источник питания. Главное — убедиться, что у вас достаточно мощности для работы ваших машин и что вы можете производить достаточно расплавленных металлов для удовлетворения ваших потребностей.
В заключение, поиск индукционной печи требует большой осторожности, потому что оборудование бывает разных форм.Существуют разные размеры и возможности, поэтому вам нужно время, чтобы найти те, которые соответствуют вашим потребностям. Основная цель — найти плавильную печь, отвечающую потребностям вашей компании. Если у вас есть время, вы можете сравнить несколько вариантов от поставщика, чтобы определить лучшее предложение.
Индукционные печи без сердечника и металлическая ванна
Индукционные печи без сердечника обычно используются в литейных цехах для плавки переработанного металлолома с целью получения расплавленного металла для изготовления отливок (рис. 1).
В индукционной печи без сердечника электромагнитное перемешивание ванны расплавленного металла происходит при подаче питания на печь. Движение ванны присутствует во всей ванне, что обеспечивает хорошее перемешивание и равномерное диспергирование сплавов. Индукционная печь обычно проектируется таким образом, чтобы интенсивность перемешивания соответствовала типу плавящегося металла. Факторы, влияющие на перемешивание, включают плотность металла ванны, электропроводность, размер тигля, высоту ванны, номинальную мощность и частоту.В общем, действие перемешивания увеличивается прямо пропорционально приложенной мощности и уменьшается пропорционально квадратному корню из увеличения частоты. Более тяжелые металлы, такие как железо и медь, будут меньше перемешиваться, чем более легкие металлы, такие как алюминий, при той же мощности и частоте.
Типичные схемы перемешивания для однофазной индукционной печи показаны на рисунках 2a и 2b.
Индукционная катушка создает электромагнитное поле, которое создает силу между катушкой и расплавленным металлом.Это отталкивает металл от боковых стенок тигля в верхней части тигля. Образовавшаяся щель называется мениском. Мениск возникает из-за приложенного переменного магнитного поля, создаваемого катушкой индукционной печи, которое индуцирует большой ток в ванне расплавленного металла. Эти две силы отталкиваются друг от друга, в результате чего образуется видимый зазор между стенкой тигля и расплавленным металлом.
Помимо создания тепла из-за эффекта Джоуля (также известного как потери), индуцированное магнитное поле реагирует на приложенное магнитное поле, создавая силу, которая отталкивает расплавленный металл от стенки тигля.Эта сила представлена красными стрелками на рисунке 3.
Электромагнитно индуцированные вихревые токи вызывают завихрение, которое перемещает расплавленный металл по определенной схеме потока, как показано на Рисунке 3.
Скорость металла может достигать 2,5 м / сек.
Для эффективного плавления скрапа, содержащего стружку и мелкие легкие частицы, необходимы более высокие скорости перемешивания, приближающиеся к максимальному пределу, а также большой мениск, чтобы скрап быстро втягивался под поверхность расплавленного металла.Для более тяжелого лома обычно достаточно более низкой скорости. Напротив, некоторые сплавы, такие как сталь, требуют сведения к минимуму перемешивания, чтобы уменьшить атмосферное загрязнение расплава. Современные индукционные печи питаются от преобразователей, которые выполняют функцию преобразования трехфазного переменного тока мощностью 50 или 60 Гц, доступного из коммунальной электросети, в однофазный источник питания соответствующей частоты и уровня напряжения для конкретной печи.
Многофазные индукционные печи без сердечника
Когда требуются более высокие скорости перемешивания, чем те, которые могут быть достигнуты с помощью однофазной печи, индукционная печь может быть сконструирована с многосекционным змеевиком, обычно с двумя или тремя секциями, питаемыми от специального перемешивающего устройства. преобразователь, который выдает несколько сдвинутых по фазе выходных напряжений. Взаимосвязь между действием перемешивания и индуцированным теплом зависит от фазового сдвига напряжения, приложенного между секциями змеевика, с большим нагревом и меньшим перемешиванием при малых фазовых сдвигах и большим перемешиванием и меньшим нагревом при более высоких фазовых сдвигах.Это обеспечивает уникальную гибкость процессов, требующих контролируемого перемешивания и нагрева.
Электрическая блок-схема типичного перемешивающего преобразователя и переключаемого плавильного преобразователя показана на рисунке 4.
Для многофазного перемешивания индукционная печь должна иметь многосекционный змеевик. На каждую фазу приходится одна секция катушки. Например, трехфазный змеевик с перемешиванием будет иметь три секции змеевика с независимым питанием. Питание, подаваемое на катушку, может быть от трансформатора, и в этом случае фазовый сдвиг между приложенными напряжениями будет фиксированным, обычно 60 градусов.Он также может генерироваться преобразователем, который позволяет плавно изменять фазовый сдвиг. Изменяя фазовый сдвиг, можно оптимизировать отношение перемешивающего действия к мощности индуцированного нагрева для конкретного процесса. Путем переключения чередования фаз направление перемешивающего движения может быть вверх или вниз.
В режиме перемешивания сдвинутые по фазе напряжения прикладываются последовательно к каждой секции змеевика, обеспечивая усиленный эффект перемешивания, до пяти раз больший, чем в однофазной печи той же подаваемой мощности.
При плавлении секции змеевика могут питаться от однофазного источника. При подаче однофазного питания печь может передавать больше энергии шихте для эффективного плавления. После того, как ванна расплавится, применяется трехфазное перемешивание для эффективного смешивания легирующих элементов с расплавленной ванной, в то же время снижая поглощаемую мощность. Таким образом, индукционная печь с многофазным перемешиванием может оптимизировать комбинацию плавления и перемешивания до идеального баланса для конкретного процесса.Эта особенность облегчает производство специальных сплавов, таких как композиты с металлической матрицей, содержащих трудно смешиваемые добавки. Пример схемы перемешивания с восходящим потоком многофазной печи показан на рисунке 5. Схема перемешивания с восходящим потоком может создать вогнутый мениск, который в некоторых случаях может улучшить извлечение легкометаллургических модификаторов.
Третий тип перемешивания — это перемешивание с амплитудной модуляцией. Этот метод применим к стандартной однофазной индукционной печи. Однофазная мощность модулируется более низкой частотой, периодически повышая и понижая мощность с контролируемой скоростью.Повышение и понижение мощности вызывает «волновое воздействие» на поверхности ванны. Ванна сжимается к центру под действием магнитной силы змеевика печи, а затем сжимающая сила снимается, позволяя металлу течь обратно к стенке тигля. Волновое воздействие на поверхность ванны может способствовать более быстрому попаданию легкого скрапа, такого как стружка, которая в противном случае всплыла бы на поверхности ванны и окислилась до шлака или шлака. Обычное движение ванны однофазной индукционной печи продолжается ниже поверхности ванны расплава.Этот метод перемешивания может обеспечить некоторое улучшение способности смачивать легкие модификаторы, такие как углерод или кремний, особенно в печах с недостаточной мощностью, которые в противном случае перемешивались бы недостаточно.
Рекомендации по проектированию для обеспечения хорошей производительности перемешивания
Для проектирования печных систем, которые постоянно имеют нужный уровень перемешивания для конкретного применения, была разработана концепция коэффициента перемешивания. Фактор перемешивания 100% представляет собой максимальное практическое количество перемешивания (скорость + мениск), которое может быть безопасно достигнуто без чрезмерного разбрызгивания или выброса ванны расплавленного металла.
Для типичных условий плавления доказано, что следующие руководящие принципы диапазона для коэффициента перемешивания позволяют достичь хороших практических результатов:
Для железа обычно требуется высокий коэффициент перемешивания, чтобы быстро гомогенизировать углерод, кремний и другие модификаторы в расплавленном чугуне во время химических корректировок ближе к концу цикла плавления.
Для латуни, меди и алюминия обычно предпочтительнее умеренный коэффициент перемешивания. Исключение составляют случаи плавления стружки.В таких случаях требуется высокий коэффициент перемешивания, обычно близкий к 100%, для быстрого поглощения стружки в ванне расплавленного металла. Из-за своего небольшого размера стружка не может взаимодействовать с магнитным полем индукционной печи, поэтому она должна плавиться за счет передачи тепла от ванны расплавленного металла, которая нагревается за счет электромагнитной индукции.
Для стали обычно желателен очень низкий коэффициент перемешивания. Низкая активность перемешивания снижает захват газа и шлаковых включений в расплавленной стали.Это очень важно для изготовления стальных отливок хорошего качества в литейных цехах, особенно там, где не будет проводиться дополнительная обработка расплава для удаления газов и шлаковых включений.
На сталелитейных заводах, где рафинирование расплава осуществляется на вторичной операции, такой как AOD или другая стадия обработки, более высокий коэффициент перемешивания может быть допустим в плавильной печи.
Эффективные комбинации размера печи, номинальной мощности и частоты для железа, меди / латуни, алюминия и стали можно рассчитать с помощью уравнений, приведенных в этой статье.Эти рекомендации позволяют указать систему печи, которая обеспечит желаемую производительность перемешивания в большинстве случаев. В каждом случае необходимо проводить подробный анализ, чтобы убедиться в достижении оптимальной производительности.