Холодная ковка металла: оборудование, инструмент, элементы
Горячая, или традиционная ковка металла известна людям несколько тысячелетий. Стоящая на отшибе кузница, пышущий жаром горн, тяжелый молот, расплющивающий раскаленную докрасна заготовку на массивной наковальне — такой образ кузнеца известен нам из литературы и кино.
Кузнечное делоУчиться тонкостям профессии кузнеца приходится долгие годы, долго надо и нарабатывать опыт. Работа кузнеца тяжелая, вредная и очень трудоемкая. К тому же кузнечный горн — источник повышенной пожарной опасности. Все это отпугивает наших современников, желающих попробовать свои силы в работе с металлом.
Холодная ковка
Но выход есть — это технология холодной ковки, позволяющая придавать заготовкам из прутка или труб необходимую форму и создавать изогнутые и витые детали самых разных очертаний.
Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.
Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
Следующая область применения холодной ковки – детали декора помещений и мебели.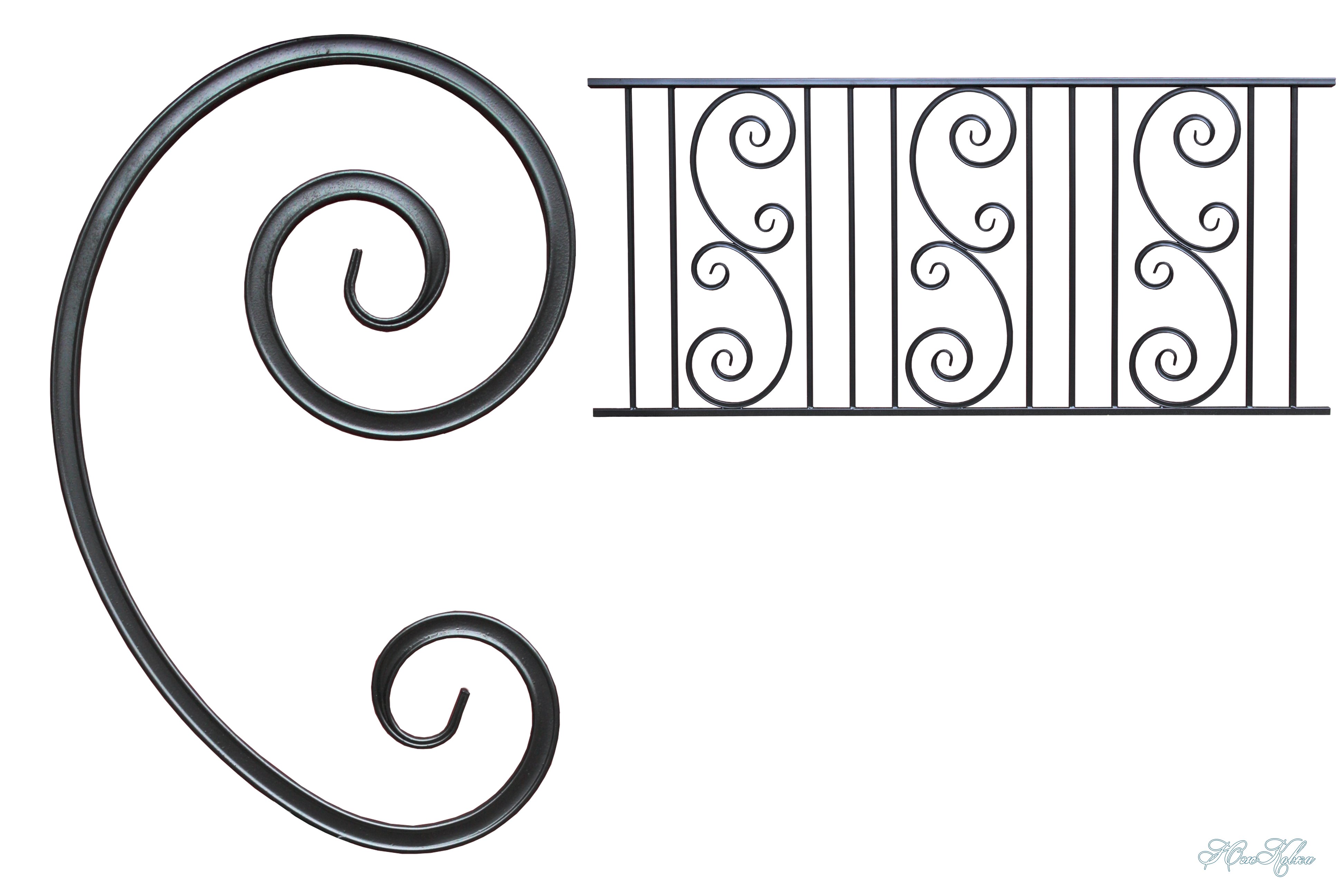 Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Отличия холодной ковки от других способов металлообработки
В промышленности, в художественных и домашних мастерских широко используется много методов обработки металла:
- Литье.
- Горячая ковка.
- Горячая и холодная штамповка.
- Механическая обработка.
Основным отличием холодной ковки металла является использование склонности металлов к холодной пластической деформации, или изменению формы без нарушения целостности. Изменение формы происходит под оказываемым на металл механическим давлением.
Изменение формы происходит под оказываемым на металл механическим давлением.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
- Малая трудоемкость.
- Высокая производительность.
- Низкая энергоемкость.
- Низкие требования к квалификации и легкость освоения навыков работы.
- Высокая повторяемость деталей в серии.
- Возможность различных сочетаний базовых элементов для создания уникальных конструкций, узоров и орнаментов.
Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
- Ограниченный набор операций и базовых элементов.
- Ограниченный выбор исходных материалов: квадратный или сплошной пруток, профильный прокат, металлическая полоса.
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
- Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
Процесс сгибания
- Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
Процесс скручивания
- Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую».
 Выполняется на штамповочных прессах и ручных прокатных станах.
Выполняется на штамповочных прессах и ручных прокатных станах.
 Выполняется на штамповочных прессах и ручных прокатных станах.
Выполняется на штамповочных прессах и ручных прокатных станах.Процесс расплющивания
Станки для холодной ковки
Ручные станки для холодной ковки можно сделать своими руками. Для этого надо иметь хорошо оборудованную мастерскую и средние навыки слесарных и сварочных работ, а также механической обработки металлов. Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Если таких станков в распоряжении домашнего мастера нет, то изготовление самых важных узлов лучше разместить на производстве.
В последнее время ведущие отечественные производители оборудования для ковки металла в домашних условиях предлагают широкие линейки ручных станков по вполне разумным ценам.

Гнутик
Приспособление гнутик предназначено для операции гибки. На массивной станине станка, расположенной вертикально или горизонтально, закреплены два неподвижных упора- с прижимными роликами. Между ними в пазу станины в поперечном направлении перемешается подвижный упор, снабженный накладкой, соответствующей желаемой форме изгиба. Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Если к червячной передаче через редуктор присоединить электродвигатель и оснастить подвижный упор концевыми выключателями, можно получить функциональный аналог промышленного станка. Для этого потребуются навыки конструирования механизмов и электротехнических устройств и строгое соблюдение норм промышленной безопасности.
Улитка
Улитка, или твистер, служит для сгибания конца заготовки в плоскую спираль.
Самая простая конструкция улитки — это приваренный к массивному неподвижному основанию шаблон из толстой металлической полосы, повторяющий с небольшим припуском форму готового завитка. Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Более сложная конструкция улитки оснащается воротом и поворотным шаблоном-лемехом. Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
Волна
Для изготовления волн и зигзагов применяют станок Волна. Его также можно собрать своими руками, придется купить или заказать на производстве только самые высоконагруженные узлы — ролики, которые делают из инструментальной стали.
 ДОПОЛНЕНИЕ 2.как сделать волну» src=»https://www.youtube.com/embed/LjPlxNU3YUg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
ДОПОЛНЕНИЕ 2.как сделать волну» src=»https://www.youtube.com/embed/LjPlxNU3YUg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Наиболее простой способ изготовления волны — это добавить к улитке с воротом и поворотным лемехом специальный ворот для волн.
Центральный и обводной ролики делают сменным, чтобы можно было менять радиус изгиба. В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
Глобус
Глобус служит для формирования из заготовки дуги фиксированного размера с большим радиусом. Такие элементы используют в качестве верхней части арок. В середине массивного основания на оси закрепляется гибочный рычаг с прижимным роликом и шаблон будущей дуги.
Заготовку фиксируют в начале шаблона и, двигая рычаг, прижимают роликом пруток к шаблону, формируя дугу. Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Фонарик
Станок имеет несколько названий — фонарик, корзинка, шишечка. Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Таким способом получают весьма выразительную фактуру поверхности одиночного прутка.
При работе с несколькими прутками их закрепляют в оправке на равном расстоянии друг от друга и от продольной оси. После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
Твистер
Твистер предназначен для навивки объемных спиралей и представляет собой закрепленный на прочном основании отрезок трубы, по диаметру равный требуемой спирали. В нижней части приварено ушко — фиксатор для заготовки.
Ворот для навивки имеет прорезь для заготовки и упор, определяющий вертикальный шаг спирали. Вращая ворот вокруг трубы – оправки, мастер навивает восходящую спираль. Изменяя вылет упора, можно менять шаг спирали.
Холодная художественная ковка изделий из металла своими руками: инструменты и приспособления
Слесарно-монтажный инструмент
Металлические кованые элементы в декоре, да и просто в хозяйстве, очень популярны из-за их красоты и прочности. Несколько выгнутых особым образом прутков легко превращаются оконную решетку или калитку. Причём для этого совершенно не нужна полноценная кузница, достаточно иметь несколько приспособлений.
Несколько выгнутых особым образом прутков легко превращаются оконную решетку или калитку. Причём для этого совершенно не нужна полноценная кузница, достаточно иметь несколько приспособлений.
1
Ковка без нагрева – достоинства и недостатки
Способов обработки металла существует довольно много, но большинство их требует применения технологий промышленного масштаба, в том числе прокат, штамповка, отливка, фрезеровальные и токарные работы. Вручную сталь можно формировать только ковкой, путем нагревания и обработки специальными инструментами. Как правило, для этого необходимо наносить сильные удары, но также используются техники вытягивания и скручивания. Горячая художественная ковка хороша тем, что при повышении температуры металл становится пластичным, и его критическая решетка деформируется, но не разрушается. Однако такая технология требует от мастера наличия ряда навыков и довольно большого опыта.
Гораздо проще получить нужную форму без нагрева, сгибанием или кручением. Но если при горячей ковке мы сможем в той или иной степени изменить форму даже крупной заготовки, если удастся её прогреть, то холодная обработка накладывает ограничения. Во-первых, используется металлопрокат, который достаточно легко поддастся приложенным усилиям. Обычно сгибанию до нужной формы подвергают прутки квадратного и круглого сечения до 15 миллиметров. При этом зачастую требуются специальные рычаги для увеличения мускульной силы. Во-вторых, сталь должна быть достаточно мягкой и пластичной, лучше всего годится для этой цели низкоуглеродистая не каленая. Определить подходящую можно, сравнивая появление искр при точении с таблицей.
Достоинство холодной ковки в том, что основные шаблоны для изгибания металла можно сделать в кратчайшие сроки, имея лишь сварочный аппарат и некоторое количество тех же прутков и металлических полос.
Правда, так мы сможем изготовить лишь простейшие упоры для получения гнутых декоративных элементов, закрученных из прутка по спирали. Для более сложных изделий нужны приспособления из нескольких взаимно подвижных узлов, которые также можно сделать своими руками. О них мы поговорим далее. К недостаткам можно отнести то, что при холодном сгибании металла нарушается его кристаллическая решётка, то есть в этом месте материал становится более ломким. Несколько изгибов на одном участке почти наверняка приведут к появлению микротрещин, поэтому испорченную заготовку, как правило, не переделывают.
Для более сложных изделий нужны приспособления из нескольких взаимно подвижных узлов, которые также можно сделать своими руками. О них мы поговорим далее. К недостаткам можно отнести то, что при холодном сгибании металла нарушается его кристаллическая решётка, то есть в этом месте материал становится более ломким. Несколько изгибов на одном участке почти наверняка приведут к появлению микротрещин, поэтому испорченную заготовку, как правило, не переделывают.
2
Просто гнём металл – гнутик в помощь
В принципе, чтобы получить из прутка дугу с определённым радиусом, можно задействовать обычный трубогиб. Но иногда нужно получить угол около 90 градусов или даже острый. В этом случае понадобится специальное оборудование – гнутик. Как правило, данный станок, состоящий из двух неподвижных роликов и движущейся между ними планки с клином, ориентирован горизонтально. Центральный узел перемещается поступательно на закреплённом под основанием винте, при помощи воротка. Именно такое приспособление самостоятельно сделать достаточно сложно. Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
Зато его можно заменить всего лишь двумя упорами. К примеру, двумя очень толстыми болтами, вкрученными в металлическую столешницу или толстую доску верстака. Вставляем пруток между ними, на один стержень делаем упор, через второй гнём, правда, исключительно «на глазок».
Более доступный для самостоятельного изготовления вариант станка – вертикальный. Узкая прямоугольная рама устанавливается на прочную массивную подставку, в ней жестко закрепляются два направляющих стержня с надетой на них станиной, в центре которой просверлено отверстие с резьбой. Такое же располагается соосно в верхней планке рамы. Далее через раму и станину вкручивается длинный вал с резьбой, на верхнем конце которого жёстко закреплён ворот.
К станине сбоку приваривается или прикручивается болтами, что гораздо удобнее, стальной клин. На боковых стойках рамы закрепляются на одном уровне по горизонтали два валика. Теперь, вращая винт, вы сможете опустить или поднять станину с клином, который будет увеличивать или ослаблять давление на уложенный между ним и валиками пруток. Съемный клин для гнутика, с несколькими дополнительными насадками разной формы, позволит вам менять угол сгиба металлической заготовки.
Съемный клин для гнутика, с несколькими дополнительными насадками разной формы, позволит вам менять угол сгиба металлической заготовки.
3
Делаем спирали – подготовка шаблона и освоение техники
Очень много элементов в холодной ковке основано на завитках. Так называется пруток, изогнутый по архимедовой спирали. Однако при этом готовые декоративные формы могут быть разными: улитки, волюты, червонки. Первые представляют собой подобие запятой, с одной стороны стержень свит в спираль, с другой – остаётся прямым. Второй тип имеет оба конца, закрученные в завитки в одну сторону. Третий же больше похож на латинскую букву S, то есть в спирали концы прутка загибают в разные стороны. Все эти готовые кованые изделия затем располагают в общем рисунке узора оконной решётки или металлической ограды, калитки или створки ворот.
Чтобы получить нужный завиток, делаем шаблон. Он может быть жестко закрепленным на основании, или же сложным, собранным из нескольких отдельных деталей. Первый вариант изготавливается достаточно просто. Для основания потребуется круглый или квадратный лист, размер которого зависит от величины шаблона (для начала лучше ограничиться маленьким). Далее берём несколько отрезков стержня с круглым сечением длиной до 3 сантиметров. Рисуем архимедову спираль и с внутренней её стороны отмечаем точки, где будут приварены вертикально обрезки прутка, которые сразу жёстко фиксируем несколькими прихваточными точками дуговой сварки.
Первый вариант изготавливается достаточно просто. Для основания потребуется круглый или квадратный лист, размер которого зависит от величины шаблона (для начала лучше ограничиться маленьким). Далее берём несколько отрезков стержня с круглым сечением длиной до 3 сантиметров. Рисуем архимедову спираль и с внутренней её стороны отмечаем точки, где будут приварены вертикально обрезки прутка, которые сразу жёстко фиксируем несколькими прихваточными точками дуговой сварки.
Затем от центрального стержня начинаем приваривать к обрезкам прутка полосу толстого, не менее 3 миллиметров, металла, постепенно изгибая её по нарисованной линии. Где необходимо, слегка постукиваем молотком, но в основном придётся применять мускульную силу. Работу несколько облегчит прижимной рычаг с двумя боковыми перпендикулярными упорами, имеющий форму буквы F. Причём на второй от конца перекладине желательно сразу насадить и приварить большой подшипник, что значительно облегчит сгибание прутка. Когда стальная полоса займет свое место, приварите с внешней её стороны у центра спирали, с небольшим отступом, ещё один вертикальный стержень, желательно вставив его в заранее подготовленное отверстие. Именно между ним и шаблоном будет зажиматься пруток в начале гибки.
Именно между ним и шаблоном будет зажиматься пруток в начале гибки.
Сборный вариант делается похожим образом, только обрезки толстого стержня берутся длинные и не привариваются. По заранее сделанной линии высверливаются отверстия, в них вставляются обточенные точно под диаметр перфорации фрагменты прутка, приблизительно до середины, можно даже больше. То есть их толщина должна быть чуть больше диаметра сверла. К ним приваривается полоса металла, согнутая по той же линии, после чего нарезается на сегменты. Теперь, установив первый из них, с центром спирали, и поставив в соответствующее отверстие упор, вы сможете начать гибку, постепенно добавляя следующие сегменты до получения нужного количества витков. Удобство данного типа в том, что пруток закладывается в шаблон сразу горизонтально. В то время как с монолитным вариантом его приходится вставлять, задирая удерживаемый в руках конец, и постепенно опуская, по мере закручивания.
4
Завивка стержня винтом – сооружаем простейший твистер
По сути, это самый простой станок из всех, какие можно изготовить для холодной ковки. Установить его можно даже на столярный верстак, хотя лучше, если это будут специальные козлы. Вся конструкция будет базироваться на основании из швеллера или квадратного профиля. С одной стороны жёстко закрепляем основной блок из вращающейся в вертикальной станине трубы, внутри которой располагается патрон или боковой винтовой зажим. На другом конце трубы привариваем перпендикулярно 3–4 рукоятки ворота. Далее из двух обрезков швеллера или уголков и металлической пластины делаем подвижную рамку на основании, так, чтобы она не качалась, плотно охватывая продольную базу станка. На ней закрепляем вторую станину с патроном или винтовой зажим, на этот раз не вращающийся.
Установить его можно даже на столярный верстак, хотя лучше, если это будут специальные козлы. Вся конструкция будет базироваться на основании из швеллера или квадратного профиля. С одной стороны жёстко закрепляем основной блок из вращающейся в вертикальной станине трубы, внутри которой располагается патрон или боковой винтовой зажим. На другом конце трубы привариваем перпендикулярно 3–4 рукоятки ворота. Далее из двух обрезков швеллера или уголков и металлической пластины делаем подвижную рамку на основании, так, чтобы она не качалась, плотно охватывая продольную базу станка. На ней закрепляем вторую станину с патроном или винтовой зажим, на этот раз не вращающийся.
Теперь остаётся только закрепить пруток с обоих концов в патроне ворота и сдвинутой на необходимое расстояние зажимной станине, скользящей по основанию. Начинаем вращать трубу с закреплённым ближайшим к вам концом прутка, второй конец жёстко удерживается зажимом. В итоге на полуфабрикате металлопроката образуется виток, потом рядом с ним второй. Доведя их количество до нужного, вы увидите, что пруток стал короче, а скользящая станина заметно придвинулась. Следует соблюдать одно правило – обороты должны быть всегда полными. То есть последний не следует завершать на первой или второй трети, докрутите ворот до конца. Для этого верхнюю плоскость прутка лучше промаркировать, и отметка всегда должна быть сверху.
Доведя их количество до нужного, вы увидите, что пруток стал короче, а скользящая станина заметно придвинулась. Следует соблюдать одно правило – обороты должны быть всегда полными. То есть последний не следует завершать на первой или второй трети, докрутите ворот до конца. Для этого верхнюю плоскость прутка лучше промаркировать, и отметка всегда должна быть сверху.
5
Торсион или корзинка – делаем сложный декоративный элемент
Станок для изготовления такой детали создать несколько труднее, чем твистер, но вполне по силам даже начинающему. За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
В центре должно располагаться сквозное гнездо для трубы, по которой станина должна скользить. Узел с воротом выглядит иначе, пластина с 4 отверстиями (тоже с винтами) высверливается посередине, после чего насаживается и наваривается на трубу, которая должна вращаться в гнезде станины при помощи 3–4 рукояток.
Устройство может работать и иначе – ворот свободно движется вдоль трубы, а основная станина удерживает прутки. Результат будет тот же. Устанавливаем отверстия, расположенные квадратами так, чтобы они были сосны друг другу. Продеваем сквозь дальнюю пластину прутки и зажимаем их. Затем то же самое делаем в станине ворота, который после фиксации заготовок начинаем медленно вращать. Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
Из полученных заготовок собирается и сваривается корзинка.
6
Волны – изгибаем пруток по синусоиде
В данном элементе нет ничего сложного. Всё, что потребуется, это два металлических шкива, с двумя отверстиями под болтовой крепёж и одним центральным для рычага. Также подготовим основание из толстого стального листа с перфорацией, сделанной через равные промежутки на одной линии. Расстояние между высверленными сквозными гнёздами должно быть чуть больше диаметра шкивов, так, чтобы уложенные и закреплённые рядом, они имели между собой зазор для свободного прохода прутка.
На стальном листе можно сделать много отверстий с шагом, которому будет кратно расстояние между крепежами. Также потребуется рычаг с двумя боковыми перекладинами круглого сечения, крайняя из которых будет вставляться в центральное гнездо. Вторая должна прижимать к шкиву изгибаемый пруток, поэтому должна быть удалена от крайней на соответствующее расстояние.
Устанавливаем шкивы на основание, жёстко закрепив болтами. Просовываем между ними пруток, теперь один из них будет служить упором, а второй – шаблоном для загибания. Именно в него и вставляем рычаг, которым проводим дугу, формируя нужный диаметр первой волны. Разворачиваем пруток так, чтобы полученная волна охватила упорный шкив. Обводим второй изгиб, снова разворачиваем заготовку. И так, пока стержень не будет полностью превращён в синусоиду или не будет сделан отрезок нужной длины, который отпиливаем, и используем в узоре.
Таким же образом можно делать и кольца, если взять шкивы потолще, в виде невысоких цилиндров, а также завитки, называемые червонками, S-образные. Чтобы перекладина рычага лучше скользила вокруг шкива, лучше дополнить её подшипником или роликом, учитывая необходимый промежуток для прутка.
история, виды, приемы и технологии
plazmen.ru » Информация » Что такое холодная ковка
Холодная ковка представляет собой метод металлообработки, позволяющий получать недорогие декоративные элементы. Из них собирают ограждения, калитки, детали садовой мебели и пр. Такие изделия сильно напоминают кованые, за что метод и получил свое название.
Из них собирают ограждения, калитки, детали садовой мебели и пр. Такие изделия сильно напоминают кованые, за что метод и получил свое название.
Оборудование для холодной ковки.
История возникновения
Данный способ металлообработки стали практиковать задолго до горячей ковки. Наиболее старые изделия, обнаруженные в Египте и Междуречье, датируются IV-V тысячелетиями до н.э.
В древности способ буквально представлял собой ковку. Руде или мягкому золоту придавали нужную форму ударами каменного молотка. В современной технологии применяют другие материалы и методы.
Зачем используют холодную ковку и какие изделия производят
Данный способ позволяет изготовить без предварительного нагрева разные металлические элементы декоративного назначения. Это завитки, спирали, пики, кольца, скрученные прутья и др. С помощью электросварки их объединяют в изделия, сочетающие в себе практическую функцию и художественную ценность:
- Решетки, ограды. Воспроизводя готический стиль, верхнюю часть забора украшают пиками. Благодаря этому ограждение становится труднопреодолимым.
- Фонари.
- Перила для крыльца и мостика через водоем.
- Навесы, козырьки.
- Садовую мебель: скамейки, столы. Предметы с завитыми спинками и подлокотниками служат украшением участка.
- Балконные ограждения.
- Беседки.
- Мангалы.
- Элементы интерьера в доме: каминные решетки, вешалки, карнизы и пр.
 Воспроизводя готический стиль, верхнюю часть забора украшают пиками. Благодаря этому ограждение становится труднопреодолимым.
Воспроизводя готический стиль, верхнюю часть забора украшают пиками. Благодаря этому ограждение становится труднопреодолимым.Из составных элементов собирают абстрактные узоры либо изображения листьев, гроздей винограда и т.д.
Кованная беседка с мангалом.
Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы. Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.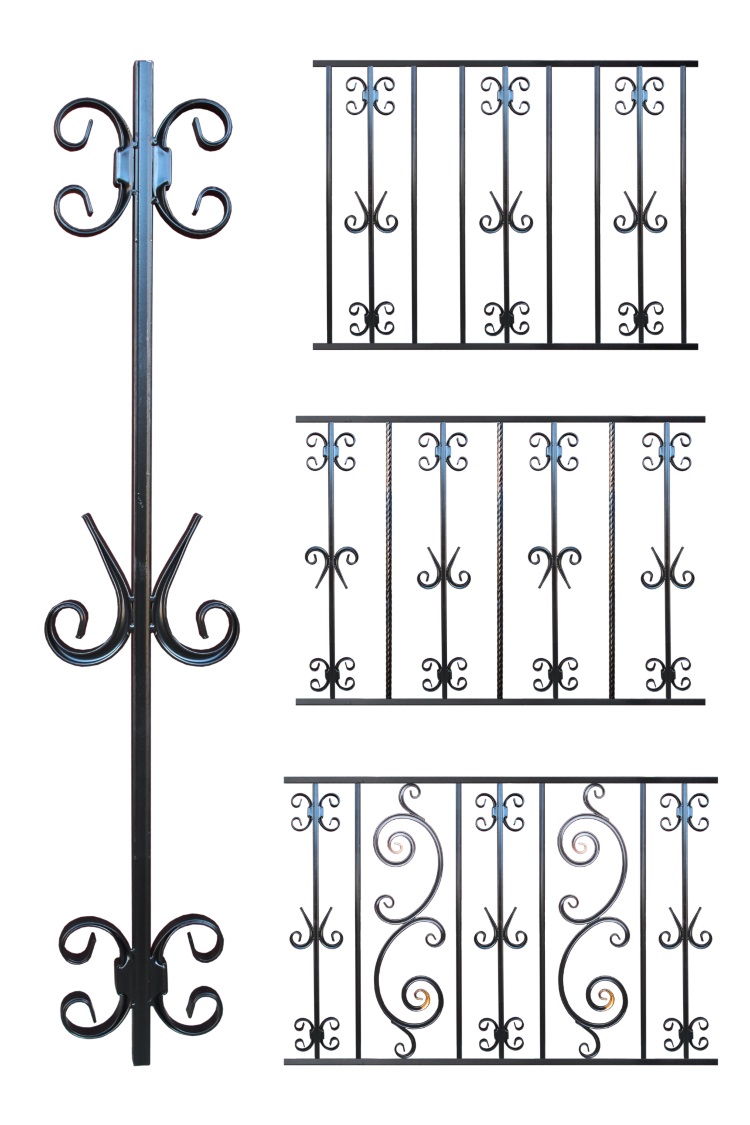
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.
Стальные листы используют в качестве заготовок для ковки.
Приемы и технология холодной ковки
Изменение формы заготовок производят следующими методами:
- гибкой;
- кручением;
- протяжкой;
- чеканкой.
Отличительной чертой холодной деформации металла является простота технологического процесса. Так, гибку осуществляют в следующей последовательности:
- Устанавливают оправку нужного размера.
- Жестко фиксируют один конец заготовки.
- Сгибают ее, охватывая оправку. В результате получают вензель или завиток нужных размера, формы и направления.

Кручению подвергают прут квадратного сечения. Для выполнения операции нужны только тиски и ворот с длинным рычагом. При ручном исполнении операция потребует больших усилий. В результате получают прут, равномерно закрученный вокруг собственной оси. Можно установить в тиски 2 изделия и обвить их одно вокруг другого. Так делают, например, крайние опоры балконных ограждений.
Операция протяжки состоит в перемещении заготовки между роликами, вследствие чего происходит ее сдавливание. В большинстве случаев данным методом концам прутьев придают заостренную форму.
Чеканку по индивидуальному заказу выполняют вручную с помощью молотка. В серийном производстве используют штамп. Механизм выдавливает рисунок подвижной частью — пуансоном.
Кручение — один из способов ковки.
Отличия холодной ковки от других способов металлообработки
Помимо данного метода, для производства металлических изделий применяют:
- Литье. Сплав нагревают до жидкого состояния и заливают в формы.
- Механическую обработку (с помощью режущего инструмента). Заготовку обтачивают, сверлят, строгают и т.д.
- Горячую ковку и штамповку. Заготовка подвергается ударному воздействию в нагретом состоянии.

Таким образом, отличия холодной обработки от альтернативных способов состоят в следующем:
- Заготовку предварительно не нагревают.
- Ее целостность и структура не нарушаются. Требуемая форма достигается путем холодной обработки под действием внешней силы.
Преимущества и недостатки
К достоинствам технологии относят:
- Низкую стоимость. Она объясняется малыми затратами энергии и труда.
- Отсутствие требований в части квалификации исполнителя. Если горячая ковка доступна только профессиональному кузнецу с развитыми навыками и при наличии мощной печи, то холодной может заниматься любой желающий, притом в домашних условиях.
- Высокие эстетические достоинства. Ворота, решетки и прочие изделия смотрятся дорого, благородно и привлекательно; издали они походят на кованые.
- Высокую скорость изготовления. Набор элементов для ворот можно выполнить за полдня. Для их изготовления ручной горячей ковкой потребуется неделя.
- Возможность создавать оригинальные изделия, по-разному комбинируя типовые элементы.

Недостатки:
- Ограниченный набор исходных материалов и конечных форм. По этой причине изготовленные данным методом предметы не могут сравниться в художественной ценности с полученными традиционной горячей ковкой.
- Потребность в специальном оборудовании.
Специальное оборудование — один из недостатков холодной ковки.
Инструменты и материалы для холодной ковки
Мастер должен располагать следующим:
- Специальными станками.
- Сварочным аппаратом. Применяется для сборки декоративных элементов в единую композицию.
- Болгаркой с диском «по металлу». Ею прокат нарезают на заготовки.
- Струбцинами или другими приспособлениями для неподвижной фиксации элементов перед сварочными работами.
- Щеткой с металлическим ворсом.
- Молотком.
- Кистью для нанесения эмали. Низкоуглеродистая сталь нуждается в защите от коррозии.
- Рулеткой.
.jpg)
Используют материалы:
- Стальной прокат: прут, полосу, лист.
- Плавящиеся электроды с покрытием. Конструкция не относится к ответственным, поэтому подойдут рутиловые расходники типа МР-3.
- Эмаль для наружных работ.
Оборудование для холодной ковки
Элементы изготавливают на нескольких станках. Название каждого устройства соответствует выполняемой с его помощью операции.
Улитка
Данное оборудование предназначено для завивки заготовки в плоскую спираль. В самом простом исполнении представляет собой массивный стол с закрепленным на нем шаблоном из толстой стальной полосы.
Зафиксировав конец заготовки в центре, ее деформируют гибочным рычагом.
В усложненном варианте шаблон выполнен из нескольких шарнирно скрепленных звеньев и установлен на вращающемся столе. Прижим заготовки осуществляет ролик. По мере вращения вала шаблон постепенно разгибается.
Прижим заготовки осуществляет ролик. По мере вращения вала шаблон постепенно разгибается.
Кузнечный станок Улитка.
Гнутик
Данный станок изгибает прокат под нужным углом. Он состоит из следующих компонентов:
- Станины.
- Неподвижных упоров с прижимными роликами для фиксации заготовки.
- Направляющих.
- Перемещающегося по ним подвижного упора.
- Винтового механизма.
На подвижном упоре крепят накладку с профилем, соответствующим требуемой форме изгиба. Необходимое усилие создается винтовым механизмом.
Поворачивая стол с закрепленной на нем заготовкой, можно получать любые плоские и пространственные фигуры.
Кузнечный станок Гнутик.
Волна
Конечное изделие представляет собой скругленный зигзаг. Главными элементами станка являются центральный и обводной ролики, последний установлен на водиле. Также можно дооснастить «улитку» либо использовать «гнутик», вооружив подвижный упор накладкой соответствующего профиля.
Ручной станок для ковки Волна.
Фонарик
Станок скручивает сразу несколько стержней, установленных по кругу. В результате получается пространственная конструкция цилиндрической формы со спиральными стенками. На станине закреплены упор с фиксатором и подвижный ворот.
Кузнечный станок для ковки Фонарик.
Глобус
С помощью данного станка изготавливают арочные перекрытия и другие изделия в виде дуги с большим радиусом. Заготовку обжимают по шаблону гибочным рычагом с подвижным роликом.
Данный станок применяют для серийного производства. В единичном количестве дуги можно изготовить на «гнутике».
Твистер
Устройство закручивает заготовку вокруг продольной оси. Для этого один ее конец жестко фиксируют, а второй вращают подвижным воротом. Этот узел может перемещаться вдоль заготовки, что позволяет регулировать шаг спирали.
Станок Твистер.
Где можно купить
Приобрести приспособления для холодной формовки можно в интернет-магазинах, например «Все инструменты». Качественные ручные станки предлагает компания «Невское оборудование».
Качественные ручные станки предлагает компания «Невское оборудование».
Крупный производитель профессиональных инструментов — ООО «Технодор». Оно реализует продукцию через собственный интернет-магазин.
Также в сети продают готовые декоративные элементы, выполненные методами холодной деформации.
Самодельное оборудование для холодной ковки
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
 Допускается применение изделия со стенкой в 2 мм.
Допускается применение изделия со стенкой в 2 мм.Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.
Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
Изготовление станка
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.

Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
Создание узоров для изделий своими руками
Для выбора оптимального варианта компоновки декоративных элементов рекомендуется просмотреть фото в интернете. Взяв за основу понравившийся узор, его дополняют и видоизменяют в соответствии с собственными идеями.
Взяв за основу понравившийся узор, его дополняют и видоизменяют в соответствии с собственными идеями.
Будущее изделие рекомендуется вычертить на ровной поверхности мелом в масштабе 1:1. Может выясниться, что на бумаге или экране компьютера узор смотрится привлекательно, а в реальном размере — нет. Для облегчения процесса переноса на плоскость можно изготовить бумажные модели завитушек и других элементов.
Стили и элементы
Узоры делятся на виды:
- геометрические;
- растительные;
- животные.
В первой группе различают несколько стилей:
- Романский. Отличается строгостью линий и большим количеством однотипных элементов. При компоновке орнамента соблюдают симметрию.
- Готический. Содержит в большом количестве элементы, направленные вверх: стрельчатые арки, пики, острые шипы и т.д. Спирали и завитки делают раздвоенными, напоминающими стебель растения. Прямые линии прутьев дополняют фонариками.
- Барокко. Характеризуется пышными ажурными орнаментами. Геометрические узоры дополняют растительными элементами — листьями и цветами.
- Ренессанс. В этом стиле преобладают округлые, плавные линии. Встречается относительно редко.
- Ампир. Данный стиль, наоборот, предполагает наличие большого количества длинных гладких прутьев. Даже завитки выполняют вытянутыми со спиралями на концах.
 Геометрические узоры дополняют растительными элементами — листьями и цветами.
Геометрические узоры дополняют растительными элементами — листьями и цветами.Методами холодной формовки чаще всего изготавливают следующие детали:
- Завитки. Применяются чаще всего. Имеют различную форму, например, бывают S- и С-образными. Второй вариант называют волютой.
- Спирали. Бывают плоскими и пространственными, одинарными и двойными.
- Крутени. Прут или полоса, скрученные вокруг собственной продольной оси.
- Пики. Заостренный элемент на конце прута.
- Чеканку. Изготовленная из тонкого металла имитация листа, лепестка, цветка или животного.
- Кольца.
Формирование орнамента
Элементы складывают на ровной поверхности в узор и соединяют одним из следующих способов:
- Сваркой.
- Художественными хомутами (заклепками).

Второй вариант применяют в местах, где сварной шов невозможно сделать незаметным. Заклепки делают фигурными, так что они гармонично дополняют узор.
Сварные швы после удаления шлака выравнивают болгаркой, вооруженной шлифовальным диском. Им же обрабатывают весь орнамент перед покраской.
Лучше делать самому или покупать готовую аппаратуру
Для выполнения разовых работ целесообразно изготовить станки своими руками. Они обойдутся в несколько раз дешевле покупных.
Для серийного производства следует обзавестись профессиональным оборудованием, изготовленным в заводских условиях. Затраты на него будут оправданы высоким качеством и большим ресурсом.
Ковка. Словарь терминов
Словарь терминов — что нужно знать о ковке заказчику.
Общение с любым специалистом значительно расширяет не только кругозор, но зачастую словарный запас заказчика. Обратившись в мастерскую за коваными элементами для собственного загородного дома, вы точно встретитесь с некоторыми новыми для вас понятиями. Чтобы не ставить мастеров в тупик формулировкой своих вопросов и легко понимать, о чем они говорят вам, мы составили небольшой словарь основных «кузнечных» терминов.
Братья Иоганн и Георг Шмидбергер в своей кузнице в Мольне, Австрия. © Lisi Niesner/ReutersОбщие понятия
Металлы и сплавы, использующиеся в художественной ковке — железо, сталь, медь, бронза, латунь, жесть, алюминий.
Ковкость — свойство металлов, позволяющее им поддаваться воздействию ковки и прочим видам обработки металлов. Основные показатели ковкости — сопротивление деформации и пластичность.
Коррозийная стойкость — способность металла сопротивляться воздействию агрессивной среды.
Жесткость кованых конструкций — свойство кованых частей металлических конструкций не менять геометрические размеры под внешним воздействием.
Элементы: кованые и литые
Часто для уменьшения стоимости изделия предлагается «собрать» конструкцию из готовых элементов. Или в описании проекта, выполненного по вашей картинке, упоминаются названия, незнакомые вам на слух. Чаще всего это классические элементы декора кованых изделий.
Это может кого-то расстроить, но кованые элементы делают обычно в Китае. Оптовые поставщики привозят для кузнецов под заказ партии элементов на выбор по обширным каталогам.
- Акантовый лист
- классический декоративный элемент, изображающий лист южного растения.
-
Балясины - фигурные столбики, сверху соединяющиеся перилами. В кузнечном деле используются при изготовлении ограждений лестниц, балконов, террас.
-
Вазон - украшение, стилизованное под вазу или корзину.
-
Волюта - элемент в форме завитка. Шире — в архитектуре спиралевидный мотив, часто с глазком внутри.
-
Вензель - начальные буквы имен собственных, связанные между собой в ажурный рисунок.
-
Гирлянда - мотив из сплетения цветов, листьев и фруктов, иногда перевитых лентой.
-
Картуш - элемент в виде свитка или щита с закрученными краями.
-
Кронштейн (кованый) - художественно-оформленная деталь или конструкция, которая прикреплена к стене и служит опорой чему-либо.
-
Медальон - овальная или круглая оправа для какого-либо изображения, а также сам рисунок, рельефный орнамент, заключенный в такую рамку.
-
Навершение - декоративное завершение верхней части столба, стойки (шары, пики, шишки и др.).
-
Оконечник - классический элемент художественной ковки, завершающая часть кованого изделия, характеризующаяся оттянутостью окончания (часто — нежный завиток с уменьшающейся толщиной).
-
Пальметта - мотив в виде стилизованного многолопастного пальмового листа.
-
Розетка - мотив, имеющий вид круглого стилизованного изображения цветка с одинаковыми лепестками.
-
Соломонова спираль (корзинка, шишка) - декоративный элемент, сформированный из тонких прутьев, спирально закрученных и образующих пустотелый ажурный «кокон».
-
Цветы - Один из популярнейших мотивов в художественной ковке. Чаще всего изготавливаются по частям, после чего собираются в художественный узор с помощью сварки, клепки или пайки.



Не лишним будет знать, что
- Раппорт
- это повторяющийся элемент орнамента.
- Модуль
- художественно-декоративный элемент (или фрагмент), принятый за основу построения одного и того же повторяющегося рисунка.
- Звено (секция)
- часть металлического забора или ограды, ограниченная двумя столбами или стойками.
Отделка кованых изделий
- Воронение
- термическая обработка металлического изделия с предварительным нанесением на его поверхность специальных химических веществ: кислот и масел. В результате металл покрывается сине-черной окисной пленкой.
- Вытравка
- получение рисунка, узора или надписи на металлическом предмете с помощью едких химических веществ.
- Инкрустация
- украшение металлических кованых изделий другими цветными металлами или драгоценными камнями.
- Насечка
- декоративная обработка металла, заключающаяся в нанесении «прочерков» на поверхность. Используется для выполнения тонкого фигурного рисунка, например, изображения прожилок на листьях растений.
- Патина
- оксидно-карбонатная пленка, которая имеет цветовой оттенок (серебро, бронза, зелень). Патина образуется под воздействием окружающей среды, в то же время предохраняя металл от разрушений. Она имеет декоративную ценность особенно при производстве кованых предметов «под старину».
- Рифление
- один из способов декоративной отделки кованых изделий при помощи кузнечных инструментов (грубое гравирование).
- Скань
- декоративная отделка металлических изделий узорами из скрученной проволоки.

Соединение
Элементы:
- Хомут
- элемент, соединяющий несколько прутков или других кованых элементов. Сегодня используется лишь в ручной горячей ковке.
- Биндра
- проволока, с помощью которой временно (до сварки или пайки) соединяют элементы кованого изделия.
- Заклепка
- железный стержень, имеющий цилиндрическую форму с головкой на одном конце; применяется для соединения кованых элементов и деталей.
Методы:
- Клепка
- один из старейших способов соединения кованых металлов, когда отдельные детали соединяются при помощи заклепок.
- Пайка
- процесс введения между металлическими деталями припоя (расплавленного материала), который имеет температуру плавления ниже, чем сплавляемые детали, в результате чего формируется прочное соединение.
- Сварка
- способ соединения металлических изделий путем их совместного деформирования после нагрева мест сварки. Раньше для этого использовался горн, сегодня чаще применяют газовую и электрическую сварку.

Обработка кованого изделия
- Закалка
- быстрое охлаждение стали, нагретой до очень высокой температуры; придает изделию твердость и прочие необходимые качества.
- Зачистка
- механическое удаление с кованого изделия окалины, наплывов сварных швов, сварочных брызг и других дефектов металла.
- Матировка пескоструйным способом
- обработка поверхности струей песка, подаваемого под давлением, что позволяет выровнять поверхность и сделать ее более шероховатой (для улучшения адгезии лакокрасочных материалов).
- Антикоррозийная обработка
- покрытие металлических поверхностей тонким слоем другого металла, сплава или неметаллических материалов, образующих антикоррозийное покрытие для защиты от коррозии.
- Грунтовка
- нанесение на кованое изделие предварительного покрытия для улучшения адгезии (прилипания) основного защитного или декоративного покрытия.
- Покраска
- нанесение защитного или декоративного (зачастую эти функции совмещены) покрытия на изделие.
- Гальваническое покрытие
- металлическая пленка, наносимая на поверхность металлических изделий методом гальваники для придания им твердости, износостойкости, антикоррозийных, антифрикционных, декоративных свойств (цинкование, анодирование, хромирование, никелирование, оксидирование). Широкого применения метод не получил в силу своей дороговизны.
Прокатный материал
То, из чего кузнец будет изготавливать изделие.
- Пруток
- металлический полуфабрикат, заготовка для производства деталей с помощью пластической деформации или обработки резанием. В зависимости от назначения прутки обладают сечением круглой, прямоугольной, шестиугольной, реже трапециевидной, овальной или сегментной формы.
- Квадрат — прут квадратного сечения диаметром от 8 до 25 мм.
- Кругляк — прут круглого сечения.
- Болванка
- кругляк диаметром 50 мм, используется для точеных деталей.
- Полоса
- прут прямоугольного сечения, половинный по отношению к квадрату.
- Профиль
- мерный отрезок изделия, полученный прокаткой, прессованием, формовкой (гибкой) между валками. Сечение профиля — разрез по линии, перпендикулярной длинной стороне отрезка; различается по ширине.
- Поковка
- промежуточная заготовка или изделие, полученное ковкой или объемной штамповкой. В зависимости от своих характеристик поковки подразделяются по сечению — квадратные, прямоугольные, многоугольные и круглые, а также по методу изготовления — штампованные и кованые.
Технологии
- Ковка
- один из основных видов обработки металла давлением с применением нагрева. По технологии различают горячую (обработка раскаленного металла), холодную (деформация заготовок холодного металла), смешанную (использование кованых, готовых литых и сварных элементов).
- Ковка в штампах
- способ обработки железа, при котором необходимую форму получают вдавливанием подготовленных материалов в специальную металлическую форму.
- Литье
- процесс получения фасонных отливок путем заполнения расплавленным металлом приготовленных форм. Литые элементы (шары, пики и т.п.) часто применяются параллельно с кузнечными элементами и являются неотъемлемыми частями ограждений, ворот, перил.
- Штамповка
- вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа.
- Штамп
- заготовка для производства стандартных повторяющихся элементов, требующихся в большом количестве (например, однотипных завитков для ограды).
- Торсирование (скручивание)
- способ обработки металлических стержней для придачи декоративного вида. Стержни толщиной не более двух сантиметров, предварительно отожженные и охлажденные на воздухе, с помощью простых технологий поддаются скручиванию в холодном состоянии.
Приемы обработки металла
- Вальцовка
- превращение проволоки в узкую полоску путем прокатывания в специальных вальцах, один из классических приемов художественной ковки.
- Волочение
- обработка металлов давлением, при которой заготовки круглого или фасонного профиля протягиваются через отверстие, сечение которого меньше сечения заготовки.
- Выбивка
- выгибание детали на форме с помощью ударов молотком с предварительным нагревом.
- Выкраивание (вырезка)
- изготовление из листового металла с помощью режущих инструментов деталей заданной формы посредством резки.
- Вырубка
- высекание c помощью острого инструмента (зубило, кузнечный топор и т.п.) деталей определенной формы или части заготовки.
- Гибка
- изменение формы и геометрии металла, производится без предварительного нагрева. Под воздействием силы заготовка изгибается и деформируется, наружные слои её растягиваются, внутренние — сжимаются
- Прокатка
- обработка металлов и металлических сплавов давлением, состоящая в обжатии их между вращающимися валками прокатных станов.
- Рубка
- процесс обработки металла с помощью специального кузнечного топора, зубила или подсечки. Один из технических приёмов художественной ковки, результатом которого является отсечение части металла по наружному контуру заготовки.
- Рихтовка
- выравнивание (выправление) проката, проволоки, протяженных поковок, штамповок, отливок, механически обработанных деталей для устранения искривлений и прочих дефектов.
- Чеканка
- художественная обработка металла, изготовление рисунка, надписи, изображения, заключающееся в выбивании на пластине определенного рельефа.
Домашняя холодная ковка. Элементы художественной ковки
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид – это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Холодная ковка своими руками
Всем здравствуйте !
Что такое холодная ковка ?
Холодная ковка – это изготовление изделий, в процессе которого металл не поддают термическому нагреву. Нужная нам форма получается в результате исключительно механической обработки, то есть металл гнется под действием силы. В данной статье автор опишет способ, как при помощи холодной ковки изготовить оконную решетку, которая в последующем будет установлена в металлическую дверь. Для большего понимания автор прилагает подробный фото отчет .
Нам понадобятся следующие материалы:
— квадратная труба 20×10 мм;
— круг стальной горячего катания диаметром 10 мм;
— квадрат стальной горячего катания Д10 мм;
— декоративные изделия из металла;
— болты 8 мм с полукруглой головкой — гайки М8;
— шлифовальные диски по металлу;
— автомобильный грунт;
— черная краска;
— золотистая краска;
— растворитель 646.
Инструмент
— болгарка;
— сварочный аппарат;
— дрель;
— рулетка;
— линейка;
— мел.
Приступим !
Изначально автор сделал вот такую дверь, для которой и будет изготавливаться специальная защитная решетка.
Первым делом был изготовлен специальный эскиз, который в последующем нужно распечатать, размеры взяты 1:10 .
Далее была взята квадратная труба, из которой сделана рама, к ней в последующем будут привариваться элементы ковки.
Раму нужно сваривать с небольшим отступом (10 мм) по всему контуру оконного проема.
Далее на куске жестяного листа автор нарисовал будущий узор, который будет украшать, и защищать дверное окошко.
Затем автор сделал специальное приспособление, при помощи которого и будет происходить сгибание метала, оно очень простое, для этого нужно взять два кусочка круглой арматуры диаметром 16 мм, и приварить их на свободную поверхность, расстояние между прутьями делаем 10 мм, так чтобы прут, который мы будем гнуть, свободно ложился между ними. Далее выгибаем форму лозы.
Когда все элементы готовы, привариваем их к раме, для того, чтобы швов не было видно, варим все с внутренней стороны рамы, далее шлифуем балгаркой.
Для того, чтобы придать изделию эффект ковки, автор взял готовые декоративные элементы, отрезав болгаркой лепестки и приварил их на концах лозы
Далее были приварены остальные элементы
Делаем обрамление для рамы. Для этого нужно взят квадратную трубу, один из концов приварить, а с другого конца нужно приварить кусок круглого прута, затем начинаем вращать, труба постепенно будет скручиваться.
Для того, чтобы закрепить раму с элементами лозы, нужно просверлить 4 отверстия по углам, сверлом диаметром 8 мм , затем в готовые отверстия нужно поместить болты с круглой головкой.
После того как рама зафиксирована, рисуем узор в верхней и нижней части.
Скрученные квадратные трубы нужно немного укоротить, затем к ним привариваются декоративные элементы, согласно примеру на фото.
Далее места швов шлифуем болгаркой.
Так как верхняя часть должна быть немного меньше, загибаем прут при помощи трубы, используем эффект рычага.
Готовые части соединяем при помощи сварки, далее шлифуем.
Аналогично делаем с нижней частью.
Мебельные болты привариваем с обратной стороны конструкции.
Далее в нескольких местах сверлим отверстия, вставляем болт соответствующего размера и срезаем болгаркой лишнюю часть, а затем привариваем , таким образом создаем эффект ковки.
Оконная решетка готова, осталось произвести покраску. Для этого сначала обезжириваем поверхность при помощи растворителя, далее наносим грунтовку, после чего окрашиваем краской.
Осталось закрепить решетку к двери . Крепим кованую решетку гайками с обратной стороны.
Края лозы, и шляпки болтов окрашиваем золотой краской.
Вот так выглядит все в законченном варианте.
Всем спасибо за внимание!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
5.2.4 Процесс холодной штамповки
Холодная штамповка — один из наиболее широко используемых процессов бесструнной штамповки, часто не требующий никакой механической обработки, кроме сверления. Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не дает окалины.Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия, прицепы для грузовиков, органы управления подвесными двигателями, кривошипы педалей велосипедов, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий обработки, кроме сверления. Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней.Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не дает окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки. Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия, прицепы для грузовиков, органы управления подвесными двигателями, кривошипы педалей велосипедов, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения.Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки. Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в разделе 5.2.4.2.
Вернуться к содержанию
Холодная штамповка — один из наиболее широко используемых процессов бесстружечной штамповки, часто не требующий никакой обработки, кроме сверления.Общепринятое определение — это формовка или ковка объемного материала при комнатной температуре без нагрева начальной заготовки или промежуточных ступеней. Термин «без нагрева» не включает отжиг в процессе, который можно проводить на промежуточных стадиях, чтобы уменьшить эффекты деформационного упрочнения. Этот процесс обеспечивает большую точность размеров, чем горячее формование, и не дает окалины. Однако характеристики пластической текучести заготовки не так хороши, поэтому требуется более высокое давление ковки.Размер компонента обычно ограничен 50 фунтами или меньше. Большинство холодных поковок весят менее 10 фунтов.
Холодная ковка используется в самых разных отраслях промышленности, включая крепежные изделия, автомобилестроение, крепежные изделия, прицепы для грузовиков, органы управления подвесными двигателями, кривошипы педалей велосипедов, шарниры равных угловых скоростей, крестовины карданных шарниров и оборудование для снарядов военного назначения. Формы обычно ограничивались осесимметричными и осесимметричными осями, включая длинные валы и стойки.Возможности формы расширяются за счет развития технологий. Некоторые из наиболее распространенных форм и комбинаций форм показаны ниже в разделе 5.2.4.2.
Вернуться к содержанию
Влияние моделирования на конструкции холодной штамповки | 2017-08-03
Прогностическая ценность моделирования процессов и продуктов с помощью моделирования методом конечных элементов помогла при холодной штамповке крепежных изделий. В этом случае пуансон, используемый в поковке колесных болтов, был пересмотрен и переработан, чтобы исключить «заедание» пуансона в полой части поковки.
Мощность моделирования методом конечных элементов в нашей отрасли возросла за последнее десятилетие из-за их высокой прогнозирующей способности во всех прикладных дисциплинах, особенно в операциях обработки металлов давлением. Моделирование процесса обработки металлов давлением используется для разработки уникальных методов обработки за счет исключения большого количества лабораторных испытаний, требуемых в таких исследованиях, но они также широко используются для прогнозирующего обнаружения возможных отказов материала, обнаружения силы ковки, правильной конструкции штампа и оптимизации топологии в индустрия.
Моделирование влияет на затраты, но также облегчает работу людей на производстве. Например, увеличение срока службы штампов с помощью результатов численного моделирования в офисе приводит к снижению количества операций по замене штампов, выполняемых рабочими.
По сравнению с горячей штамповкой поток материала при холодной штамповке менее подвижен. Следовательно, проектирование штампов требует большого опыта и способности прогнозировать возможные проблемы с помощью моделирования методом конечных элементов на этапе проектирования.В этой статье показано, что, несмотря на все усилия, непредсказуемые сбои процесса могут произойти, даже если полное проектирование процесса сопровождалось моделированием методом конечных элементов. Однако поразительно то, что причины этих сбоев снова были устранены с помощью моделирования, которое показывает влияние инженерного программного обеспечения на кузнечную промышленность.
Неожиданная проблема при ковке колесных болтов
Процесс холодной штамповки важен при производстве болтов из-за сильной пластической деформации, передаваемой на заготовку прессами, что значительно укрепляет материал без потери материала в виде стружки.Однако материал заготовки имеет комнатную температуру, и кованый материал может находиться на критической линии своей прочности на излом во время деформации. Хотя во всех учебниках упоминаются проблемы такого рода ковки материалов, отказы также можно рассматривать как часть всей системы штампов. Пример этого — тема данной статьи.
Во время производства колесных болтов M12x1,5×12 на четвертом этапе ковки был обнаружен отказ пуансона, что заставило нас увеличить количество штампов, необходимых для изготовления указанного крепежа.Шестигранная форма головки болта подготавливается на третьем этапе, а окончательный размер шестигранника и полого участка головки формируется одновременно на четвертом этапе ковки (рис. 1). Здесь было видно, что пуансон застрял в сформированной полой секции, вероятно, во время вытягивания пуансона в последовательности ковки, и он сломался (Рисунок 2).
Система ковочных штампов состоит из неподвижных и подвижных штампов. Система подвижной матрицы включает в себя пружину матрицы, которая обеспечивает деформацию головки болта с шестигранной головкой и перемещение пуансона через полуболт.В конце деформации шестиугольная матрица и пуансон одновременно перемещаются в противоположных направлениях для выдергивания. Здесь очень важно понимать поток материала во время процесса. Многие программные пакеты для моделирования штамповки металлов включают штамповочные пружины в свои библиотеки, но точное моделирование движения пружины невозможно. Однако сложные движения штампа можно легче смоделировать, задав конкретные движения штампа как функцию времени.
Конечно-элементное моделирование: быстрое открытие
Было подготовлено конечно-элементное моделирование этого четырехэтапного процесса ковки.Сначала операции штамповки и вытягивания на четвертом этапе ковки моделировались без пуансона, чтобы определить величину уменьшения диаметра отверстия (рис. 3).
Шестигранная матрица состоит из деформирующей и релаксационной частей. В то время как деформирующая часть ковает материал, стенка матрицы была наклонена для уменьшения трения между текущим материалом и матрицей в релаксационной части. Это позволило материалу течь легче. Было видно, что деформирующая часть при вытягивании толкала материал, что привело к уменьшению диаметра отверстия под болт на поковке колесного болта.В результате диаметр отверстия, указанный в пределах от 11,01 до 11,05 мм, был уменьшен до примерно 10,62 мм. Это привело к значительному увеличению контактного давления между пуансоном и материалом.
После критической точки пуансон перестает двигаться в полости из-за повышенного давления и ломается в результате высокого напряжения растяжения. Чтобы устранить это, геометрия пуансона была изменена из-за заданного уменьшения диаметра отверстия, как показано на Рисунке 4. Таким образом, было предсказано, что контактное давление между материалом и пуансоном было уменьшено.
Подтвердите решение
Моделирование методом конечных элементов дает конструкторам кузнечных изделий возможность проверить свои решения без проведения каких-либо испытаний методом проб и ошибок в цехе. Чтобы доказать предлагаемое решение, новый штамп может быть разработан в программном обеспечении САПР и легко адаптирован к моделированию. Как упоминалось ранее, геометрия пуансона была изменена из-за проведенного нами моделирования ковки.
Лучший способ сделать правильный вывод — повторить моделирование с пересмотренными конструкциями и сравнить важные механические переменные (такие как силы ковки и создаваемые напряжения) с предыдущими результатами.Эта методика была применена, и силы ковки текущей и измененной конструкции были сравнены, как показано на рисунках 5a и 5b. Можно предположить, что силы ковки в направлении осей x и y ответственны за заклинивание пуансона в отверстии полуболта. Как видно на рисунках 5a и 5b, хотя ревизия не изменила историю силы во время формования болта, действующие на пуансон силы были уменьшены во время вытягивания. Это показывает, что обновленный пуансон не будет испытывать высоких нагрузок на вырыв, что приводит к пластической деформации и разрушению.
Благодаря усовершенствованному программному обеспечению для моделирования можно легко провести анализ напряжений на заданном компоненте системы штампа. Как мы знаем, проведение моделирования формовки с использованием упругих штампов требует больших вычислительных мощностей и длительного времени процессора. Однако в промышленности время — критическая переменная, и ее нельзя тратить зря.
В программном обеспечении для моделирования пользователям не нужно запускать трехмерное моделирование с использованием упругих штампов для определения распределения напряжений на штампах и пуансонах. Специальные модули нагрузки на штамп позволяют пользователям применять силы ковки, рассчитанные на основе предыдущих моделей, проведенных с жесткими штампами, и прикладывать эти нагрузки к упругим штампам.Таким образом, время процессора значительно сокращается.
С помощью этого модуля были определены максимальные и минимальные распределения главных напряжений на измененном пуансоне и сопоставлены с текущей конструкцией, как показано на рисунках 6a и 6b. Значения напряжений были собраны по траектории на окружности поверхности пуансона. Эти распределения очень важны для определения усталостной долговечности пуансона. Видно, что оба напряжения были значительно уменьшены с разработкой нового пуансона.
Заключение
Важность и эффективность моделирования методом конечных элементов, используемого для холодной штамповки, были проиллюстрированы в этой статье путем представления уникальной проблемы, которая возникла во время ковки колесных болтов. Немного времени, затраченного на подготовку и выполнение моделирования, позволило избавиться от значительных трудозатрат и проектирования, потери времени на неактивных ковочных прессах, потребляемой энергии и затрат на испытания. На основе полученных численных результатов были изготовлены новые пуансоны и проведены испытания ковки, которые показали, что результаты моделирования соответствуют реальному применению.Колесный болт был успешно откован в холодном состоянии за один день численной работы. Кроме того, срок службы пуансона был увеличен в четыре раза по сравнению с предыдущей конструкцией.
Ведущий автор Доктор Дженк Килиджаслан является специалистом по исследованиям и разработкам в Norm Fasteners Co., крупнейшем производителе крепежа в Турции. С ним можно связаться по телефону +90 232 376 76 10 или по адресу [email protected]
Руководство по типам ковки — холодная штамповка и горячая штамповка
Горячая штамповка и холодная штамповка — это два разных процессы обработки металлов давлением, дающие аналогичные результаты.Ковка — это процесс деформации металла до заданной формы с использованием определенных инструментов и оборудования. Деформация выполняется с использованием процессов горячей, холодной или даже горячей ковки. В конечном итоге производитель будет рассматривать ряд критериев, прежде чем выбрать, какой тип ковки лучше всего подходит для конкретного применения. Ковка используется там, где расположение зернистой структуры придает детали направляющие свойства, выравнивая зерно так, чтобы оно выдерживало самое высокое напряжение, с которым может столкнуться деталь.Для сравнения: литье и механическая обработка обычно имеют меньший контроль над структурой зерен.
Ковочные процессы
Ковка определяется как формовка или деформирование металла в твердом состоянии. Большая часть ковки выполняется в процессе осадки, когда молот или плунжер перемещаются горизонтально, чтобы прижаться к концу стержня или стержня, чтобы расшириться и изменить форму конца. Деталь обычно проходит через последовательные станции, прежде чем достигнет своей окончательной формы. Таким образом, высокопрочные болты имеют «холодную головку».Клапаны двигателя также сформированы высаженной поковкой.
При ковке методом капельной ковки деталь забивается в штамп по форме готовых деталей, что очень похоже на кузнечную ковку с открытым штампом, когда металл забивается молотком по наковальне для придания желаемой формы. Различают ковку в открытых и закрытых штампах. При открытой штамповке металл никогда полностью не ограничивается штампом. В закрытой штампе или штампе ковка металла ограничивается между половинами штампа. Повторяющиеся удары молотка по матрице заставляют металл принимать форму матрицы, и в конечном итоге половинки матрицы встречаются.Энергия для молота может подаваться паром или пневматически, механически или гидравлически. При истинной ковке с падением только сила тяжести толкает молот вниз, но многие системы используют усилитель мощности в сочетании с силой тяжести. Молоток наносит серию ударов с относительно высокой скоростью и небольшой силой, чтобы закрыть матрицу.
При ковке на прессе высокое давление заменяется высокой скоростью, и половины штампа закрываются за один ход, обычно обеспечиваемый силовым винтом или гидроцилиндрами. Молотковая ковка часто используется для производства небольших объемов деталей, в то время как ковка на прессе обычно предназначена для больших тиражей и автоматизации.Медленное применение ковки на прессе имеет тенденцию обрабатывать внутреннюю часть детали лучше, чем удар молотком, и часто применяется к большим высококачественным деталям (например, титановым переборкам самолетов). Другие специализированные методы ковки различаются по этим основным темам: обоймы подшипников и большие зубчатые колеса изготавливаются с помощью процесса, называемого, например, ковкой катаного кольца, в результате чего получаются бесшовные круглые детали.
Горячая штамповка
При горячей штамповке кусок металла должен быть значительно нагрет. Средняя температура ковки, необходимая для горячей штамповки различных металлов:
Во время горячей ковки заготовку или блюм нагревают либо индуктивно, либо в кузнечной печи или печи до температуры выше точки рекристаллизации металла.Такой вид экстремального нагрева необходим для предотвращения деформационного упрочнения металла во время деформации. Поскольку металл находится в пластичном состоянии, можно изготавливать довольно сложные формы. Металл остается пластичным и податливым.
Для ковки некоторых металлов, таких как суперсплавы, используется метод горячей ковки, называемый изотермической ковкой. Здесь штамп нагревают примерно до температуры заготовки, чтобы избежать охлаждения поверхности детали во время ковки. Ковка также иногда выполняется в контролируемой атмосфере, чтобы минимизировать образование накипи.
Традиционно производители выбирают горячую штамповку для изготовления деталей, поскольку она позволяет деформировать материал в его пластическом состоянии, при котором с металлом легче работать. Горячая ковка также рекомендуется для деформации металла с высоким коэффициентом деформируемости — мерой того, какой степени деформации металл может подвергнуться без развития дефектов. Другие рекомендации по горячей штамповке включают:
- Производство отдельных деталей
- Точность от низкой до средней
- Низкие напряжения или низкое деформационное упрочнение
- Гомогенизированная зернистая структура
- Повышенная пластичность
- Устранение химических несоответствий и пористости
К числу возможных недостатков горячей штамповки можно отнести:
- Менее точные допуски
- Возможное коробление материала в процессе охлаждения
- Различная зернистая структура металла
- Возможные реакции между окружающей атмосферой и металлом (образование накипи)
Холодная штамповка (или холодная штамповка)
Холодная штамповка деформирует металл, когда он находится ниже точки рекристаллизации.Холодная ковка несколько увеличивает предел прочности на разрыв и существенно снижает пластичность. Холодная ковка обычно происходит при комнатной температуре. Самыми распространенными металлами при холодной ковке обычно являются стандартные стали или углеродистые легированные стали. Холодная штамповка обычно представляет собой процесс с закрытой штамповкой.
Холодная ковка обычно предпочтительна, когда металл уже представляет собой мягкий металл, например алюминий. Этот процесс обычно менее затратен, чем горячая ковка, и конечный продукт требует небольших отделочных работ, если они вообще требуются.Иногда при холодной штамповке металла до желаемой формы его подвергают термообработке для снятия остаточных поверхностных напряжений. Из-за улучшений, которые холодная ковка вносит в прочность металла, иногда могут использоваться материалы меньших сортов для производства обслуживаемых деталей, которые невозможно изготовить из того же материала механической обработкой или горячей штамповкой.
Производители могут предпочесть холодную штамповку горячей штамповке по ряду причин — поскольку холодные штампованные детали требуют очень мало или совсем не требуют отделочной обработки, этот этап процесса изготовления часто является необязательным, что позволяет сэкономить деньги.Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую поверхность. Другие преимущества холодной ковки:
- Проще придать свойства направленности
- Улучшенная воспроизводимость
- Повышенный контроль размеров
- Выдерживает высокие нагрузки и высокие нагрузки на штамп
- Производит детали формы нетто или почти нетто формы
Возможные недостатки:
- Металлические поверхности должны быть чистыми и свободными от окалины до начала ковки
- Металл менее пластичный
- Может возникнуть остаточное напряжение
- Требуется более тяжелое и мощное оборудование
- Требуется более прочный инструмент
Поковка теплая
Теплая ковка происходит при температуре ниже температуры рекристаллизации, но выше комнатной температуры, чтобы преодолеть недостатки и получить преимущества как горячей, так и холодной ковки.Образование окалины представляет меньшую проблему, и допуски могут быть соблюдены ближе, чем при горячей штамповке. Затраты на инструмент меньше, и для производства требуются меньшие усилия по сравнению с холодной штамповкой. Уменьшается деформационное упрочнение и улучшается пластичность по сравнению с холодной обработкой.
Приложения
В автомобильной промышленности ковка используется для изготовления таких компонентов подвески, как натяжные рычаги и шпиндели колес, а также компонентов трансмиссии, таких как шатуны и шестерни трансмиссии.Поковки часто используются для штоков, корпусов и фланцев трубопроводных клапанов, иногда из медного сплава для повышения коррозионной стойкости. Ручные инструменты, такие как гаечные ключи, обычно кованые, как и многие детали для тросов, такие как розетки и талрепы. Поковки широко используются в судостроении, для компонентов авиакосмической отрасли, в сельскохозяйственной технике и внедорожной технике. В компонентах электропередачи, таких как зажимы подвески и крышки опор, используются поковки из медного сплава для повышения устойчивости к погодным условиям.
Ковочные стали, используемые для осей, шатунов, пальцев и т. Д., Обычно содержат 0,30–0,40% углерода для повышения формуемости. Термическая обработка после ковки позволяет деталям развивать лучшие механические свойства, чем у низкоуглеродистой стали. В тяжелых коленчатых валах и высокопрочных зубчатых передачах иногда повышают содержание углерода до 0,50% с добавлением других легирующих элементов для улучшения прокаливаемости.
Сводка
В этой статье представлено краткое обсуждение горячей и холодной штамповки.Для получения дополнительной информации о других продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Дополнительную информацию о процессах ковки можно найти на сайте Ассоциации кузнечной промышленности.
Прочие изделия из металла
Прочие «виды» статей
Больше от Custom Manufacturing & Изготовления
Чем отличается холодная ковка от горячей?
Горячая штамповка и холодная штамповка — это два разных процесса обработки металлов давлением, дающие схожие результаты.Ковка … ковка Традиционно производители выбирают горячую ковку для изготовления деталей, которые имеют большее значение в технической сфере. узнать больше
Горячая ковка против холодной ковки: Заключение Основное различие между горячей и холодной штамповкой можно резюмировать следующим образом: производственный процесс холодной штамповки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре.узнать больше
Возможные недостатки горячей штамповки: Менее точные допуски. Возможное коробление материала в процессе охлаждения. Различная структура зерна металла. Возможные реакции между окружающей атмосферой и металлом. Холодная ковка. Холодная штамповка деформирует металл, пока он находится ниже точки рекристаллизации. узнать больше
Горячая ковка — это пластическая деформация металла при такой температуре и скорости деформации, при которой рекристаллизация происходит одновременно с деформацией, что позволяет избежать деформационного упрочнения.Для этого на протяжении всего процесса должна поддерживаться высокая температура детали (соответствующая температуре рекристаллизации металла). узнать больше
Горячая штамповка против холодной штамповки: Заключение. Основное различие между горячей и холодной ковкой можно резюмировать следующим образом: производственный процесс холодной ковки увеличивает прочность металла за счет деформационного упрочнения при комнатной температуре.узнать больше
Обычно металлы при ковке предпочтительны для горячей штамповки сложных форм. Эта горячая штамповка представляет собой приложение давления или силы при температуре рекристаллизации или выше. Температура рекристаллизации — это температура (ниже точки плавления материала), при которой материалы легко деформируются при очень низком (достаточно) давлении. узнать больше
Элементы для холодной ковки Classic
«Классика» декоративной ковки станков.
Итак, с чего начать, если вы решили открыть свою кузницу? Конечно, придется выбрать оборудование и другие кузнечные инструменты.
В настоящее время рынок предлагает различное оборудование для декоративной ковки: станки и ручной кузнечный инструмент. Несмотря на доступный выбор торговых наименований и производителей, все это оборудование в конечном итоге предназначено для деформации различных металлов без предварительного нагрева — так называемой «холодной ковки». Хотя в некоторых случаях все же требуется газовая кузница или индукционный нагреватель. Кстати, все эти нагревательные устройства неплохо заменяют традиционный кузнечный очаг.
«Ассортимент изделий из металла, производимых с помощью кузнечного станка или ручного инструмента, меняется нечасто. Поэтому можно построить собственную кузницу, ориентированную на такое понятие, как« классика станочной ковки ». Термин« кованые элементы »могут относиться ко всем типам концевых профилей из металлоконструкций:« плоский забитый конец »,« конец рыбьего хвоста », а также к различным типам головок рельсов:« наконечник рельса с шипом »,« головка рельса с широким основанием ». выполнять охранную функцию, но это эстетически некорректно.
Гораздо интереснее выглядит широкая базовая головка рельса: плоское основание и витиеватая форма. Головки рельсов могут использоваться не только как концевые элементы ограждения ограды, ворот или калитки, но и как часть некоторых декоративных элементов ».
«Кованые» «концы» — элементы, изготовление которых требует больших усилий, поэтому можно либо приобрести металлопрокат с фасонными концами, либо купить
станок для правки концов. Для небольших объемов производства также можно использовать многофункциональный пресс с ручным управлением со специальными оправками.При проектировании
кузнечного цеха следует также учитывать, что изготовление головок рельсов и забитых концов требует предварительного нагрева металла ».
«Вышеупомянутые кованые концы имеют широкое применение. В последнее время кованые концы стали неотъемлемой частью различных свитков. Более того, заколоченный конец может использоваться как декоративный элемент сам по себе, придавая округлую форму (плоский или рыбий хвост) и рельеф (конец рыбьего хвоста) на конец металлического стержня.»
Очень популярны «свитки» различной формы и диаметра. «Свитки» — это не только прекрасная основа для дизайна металлоконструкций, но и экономичность их производства. Имея один станок или ручной инструмент, можно сделать несколько видов свитков. Например:
- «C-scroll» — оба конца полосы изогнуты в одном направлении;
- «S-скролл» — концы полосы загнуты в противоположные стороны, образуя форму, напоминающую букву S;
- «кома» или «улитка», один конец прокручивается, а другой остается прямым или имеет забитый конец, если требуется.
Различные завитки — наиболее часто встречающиеся элементы декоративной ковки станков. Из них делают самые разные выкройки для всех видов изделий, от ворот до плечиков. Комбинируя элементы, можно получить довольно оригинальные узоры.
Еще один «классический» элемент из кованого железа — это различные типы колец. Так же, как свитки, кольца имеют широкое применение. Кольца можно производить как на кузнечных машинах, так и на ручном инструменте.»
«Элемент« витой стержень », который получается путем продольного скручивания квадратного стержня вокруг своей оси, также можно назвать« классическим ». Использование витых стержней в металлургическом производстве добавляет оригинальности и необычности. Внешний вид прямых стержневых решеток плохо сравнивается с витыми прутками.Элементы витых стержней хорошо смотрятся на таких металлоконструкциях, как ворота, калитки, заборы, оконные решетки, перила, но редко используются во внутренних металлоконструкциях. При выборе ковочного оборудования для скручивания металлических элементов необходимо учитывать с учетом параметра металлов, с которыми планируется работать, и планируемого объема производства.Это ключевые факторы, определяющие, что покупать: электрический станок или ручной кузнечный инструмент. Кстати, на том же оборудовании часто можно сделать еще один интересный элемент из кованого железа — «корзину» (иногда ее называют «клеткой»). «Корзины сделаны из квадратных или круглых прутков, от 2 до 6 штук».
Вышеперечисленные элементы из кованого металла не зря называют «классическими» — они являются базовыми элементами для всей декоративной ковки станков, наиболее широко применяемой в схемах дизайна слесарных изделий.Поэтому кузнечное оборудование для изготовления этих «классических» элементов всегда закупается в первую очередь.
Использование метода конечных элементов в процессах холодной штамповки стали — информация о поковках и обрабатываемых компонентах
Спрос на эффективный производственный процесс стремительно растет, и метод конечных элементов считается решением. Например, процесс холодной штамповки является эмпирическим и основан на опыте конструкторов, обеспечивая механическим деталям отличную поверхность и механические свойства.Компьютерное моделирование — это современный способ анализа обработки металлов давлением, и такие численные методы можно использовать как экономичную альтернативу локальному моделированию. Поскольку локальное моделирование может работать с мелкомасштабными ситуациями и эффективно только в определенных условиях, метод конечных элементов (МКЭ) широко используется в поковках из стали из Индии из-за его многочисленных преимуществ при анализе обработки металлов давлением.
Что такое метод конечных элементов?
Процесс холодной штамповки — один из лучших вариантов решения проблемы получения продуктов конечной формы и механических свойств, требующих минимальной обработки.Он требует минимальной механической обработки, небольших затрат времени на производство, а изделия механически намного прочнее, чем детали, изготовленные с помощью других производственных процессов. Процесс осуществляется с помощью температуры рекристаллизации, используемой для изготовления более мелких деталей с различной геометрией. У процесса много преимуществ, как и у продуктов —
- Улучшение механических свойств и повышение прочности
- Повышенный предел текучести и твердость
- Минимальные отходы материала
- Можно производить из более дешевых продуктов
- Энергосбережение по сравнению с горячей или теплой ковкой
- Гладкая поверхность
- Инструменты не подвержены чрезмерной термической усталости
Как метод конечных элементов помогает в анализе обработки металлов давлением?
Анализ обработки металлов давлением требует сочетания определяющего уравнения упругопластичности и условий контакта.Другие требования включают алгоритм радиального сопоставления, который вычисляет напряжение и внутренние переменные, в то время как оператор согласованного касания поддерживает квадратичную скорость сходимости метода Ньютона. Условия контакта присоединяются к контактирующей поверхности методом штрафа. Трение используется в процессе формования и определяет качество внутренней и поверхности изготавливаемой детали.
Анализ методом конечных элементов формованной детали позволяет проверить наличие дефектов, усилие формовки, прогнозы, концентрацию напряжений и структуру потока в штампах.Например, выходные данные деформации показывают области концентрации деформации для обнаружения возможных неисправностей в инструментах или даже проблем формуемости. Конструкция изготовления детали также может быть скорректирована для увеличения срока службы инструмента или условий его формуемости. Аналогичным образом, новые конструкции инструментов также могут быть протестированы перед эксплуатацией с помощью моделирования методом конечных элементов перед экспериментальным тестированием. Такие дефекты могут включать неравномерный поток, проблемы с заполнением штампа, упругую деформацию инструментов и другие внутренние дефекты.Механические части должны быть тщательно защищены от структур деформации, напряжений или деформаций и других дефектов и должны поддерживать надлежащие допуски, которые также можно проверить с помощью анализа методом конечных элементов. Некоторые другие шаги обслуживания включают уменьшение временного шага и увеличение количества узлов в модели анализа.
Кольцевые испытания и осадки
Есть два числовых примера, которые обычно используются в анализе тестирования методом конечных элементов.Кольцевой тест используется для оценки коэффициента трения при операции осадки согласно числовым калибровочным кривым. Раствор для осадки может быть успешно откалиброван методом конечных элементов с помощью элементов Plane42, Visco106 и Contact48.
Таким образом, метод конечных элементов можно использовать в процессе холодной штамповки, чтобы гарантировать превосходные физические свойства и лучшие характеристики.