Отрезной станок по металлу дисковый серии М315
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| № | Наименование | Параметры |
|---|---|---|
| 1. | Максимальный размер разрезаемого материала: | |
| Трубы, мм | 100 | |
| Уголка, мм | 75х75 | |
| Швеллера, № | №12 | |
| Круга, диаметр мм | 80 | |
| Труба квадратного сечения, мм | 120×70 | |
| 2. | Угол поворота головки, град | от -45 до +45 |
| 3. | Наибольший диаметр пильного диска, мм | 315 |
| 4. | Посадочный диаметр втулки, мм | 32 |
| 5. | Двигатель, В/Гц/кВт | 380/50/1,7 |
| 6. | Частота вращения шпинделя, об/мин | 42 и 84 |
| 7. | Бак для СОЖ, литры | 2,5 |
| 8. | Маятниковый узел, мм | на подшипниках |
| 9. | Габаритные размеры, мм, не более | |
| длина | 1000 | |
| ширина | 700 | |
| высота | 1100 | |
| 10. | Масса, кг | 120 |
Модель M-315 является дисковым отрезным станком маятникового типа, предназначенным для промышленного использования. Станок выполняет пиление металлических заготовок круглой формы, металлических профилей различной площади сечения для серийного производства. Конструкция станка имеет ряд особенностей, выгодно отличающих от однотипного оборудования. Модель оборудована поворотной отрезной головкой, способной поворачиваться влево и вправо на различные углы, в диапазоне 0-45˚. Отшлифованная червячная пара обеспечивает длительность обработки, надежную эксплуатацию станка в серийном производстве. Отрезной станок успешно справляется с пилением круглых заготовок под углом 90˚, максимальный диаметр которых составляет 100 мм, и металлических профилей сечением 120х70 мм.
- станок рассчитан на длительную эксплуатацию;
- механизм поворота отрезной головки влево и вправо на углы до 45˚;
- наличие быстрозажимных тисков;
- опция пильного диска;
- подключение к электросети 380 В;
- 2-е скорости вращения пильного диска;
- наличие концевого упора для выполнения однотипных операций;
- система защиты двигателя от перегрева;
- система подачи СОЖ.
Дисковый отрезной станок по металлу оборудован удобной ручкой управления, позволяющей оператору эффективно руководить производственным процессом. Станок серия 315 имеет быстрозажимные тиски, позволяющие осуществлять серийную обработку заготовок одного типа. Качество обработки, высокая производительность работ обеспечивается наличием упора, с помощью которого регулируется длина заготовок при серийных работах.
Модель дискового отрезного станка серии 315 оборудована экономичным асинхронным электродвигателем, мощность которого составляет 1,7 кВт. Двигатель приводится в действие от сети напряжением 380 В, имеет возможность работать в режиме 2-х скоростей вращения пильного диска. В зависимости от жесткости материала, размера заготовки станок работает на скоростях 42 и 84 об/мин. Станок оборудован кнопкой экстренного выключения.
Отрезной диск в комплектацию не входит.
Jet MCS-275T Дисковый отрезной станок c подставккой и диком.
Описание
Дисковый отрезной станок MCS-275T c подставккой и диком (275х2,5х32 z=180).
MCS-275 представляет собой дисковый отрезной станок, предназначенный для пиления металлических заготовок различного диаметра и профилей различного сечения. Конструкция рассчитана на работу с отрезным диском диаметром 275х32мм. Станок оснащен механизмом поворота отрезной головки влево и вправо на 45 0 , позволяет вести пиление круглых заготовок под прямым углом диаметром до 80 мм, профилей сечением 100х50 мм. Под углом 45 0 допустимый диаметр обрабатываемой заготовки составляет 65 мм, профилей сечением 70х50 мм. Особенность данной модели заключается в наличии двух модификаций, рассчитанных на работу от бытовой сети 220 В, для работы на производстве при подключении к источнику питания 380 В. Модель MCS-275 имеет удобную рукоять на корпусе двигателя для выполнения технологических манипуляций. Рукоять оснащена кнопкой включения, выключения двигателя.
Станок оснащен механизмом поворота отрезной головки влево и вправо на 45 0 , позволяет вести пиление круглых заготовок под прямым углом диаметром до 80 мм, профилей сечением 100х50 мм. Под углом 45 0 допустимый диаметр обрабатываемой заготовки составляет 65 мм, профилей сечением 70х50 мм. Особенность данной модели заключается в наличии двух модификаций, рассчитанных на работу от бытовой сети 220 В, для работы на производстве при подключении к источнику питания 380 В. Модель MCS-275 имеет удобную рукоять на корпусе двигателя для выполнения технологических манипуляций. Рукоять оснащена кнопкой включения, выключения двигателя.
Небольшие габариты станка позволяют его использовать на ограниченном пространстве.
Отрезной станок имеет быстрозажимные тиски, позволяющие выполнять быструю установку однотипных заготовок. Для серийных работ, при частом повторении однотипных операции в конструкции станка предусмотрен концевой упор, регулирующий необходимую длину заготовок. Станок имеет на оснащении мощный электродвигатель — 1 кВт, способный обеспечить скорость вращения пильного диска 42 об/мин. Модификация станка с питанием от сети в 380 В, позволяет выполнять работу в 2-х режимах скорости вращения пильного диска – 42 и 84 об/мин. Управление работой двигателя осуществляется оператором с помощью регулятора скорости вращения. Двигатель оборудован кнопкой аварийной остановки двигателя.
Модель MCS-275 оборудована системой подачи СОЖ капельным способом. Подача жидкости осуществляется непосредственно на отрезной диск. Станок оборудован поддоном для сбора отработанной СОЖ и сбора стружки. В полной комплектации с устойчивой, массивной подставкой станок весит 90 кг. Отрезной диск в комплектацию не входит.
- Механизм поворота отрезной головки на 45 градусов, вправо и влево
- 2-е скорости вращения пильного диска
- Быстрозажимные тиски
- Наличие концевого упора для серийных работ
- Система защиты двигателя станка от перегрева
- Поддон для сбора СОЖ
- Система подачи СОЖ
Характеристики
| Мощность выходная | 1 кВт |
| Мощность потребляемая | 1,7 кВт |
| Частота вращения | 42/84 об/мин |
| Напряжение | 400 В |
| Диск | 275×32 мм |
Комплектация
- Регулируемый концевой упор
- Система подачи СОЖ
- Подставка
- Отрезной диск 275х2,5х32 z=180 (после заточки)
Принадлежности
Отрезной станок по металлу: дисковый
Пример самодельного станка для точных работКогда, по какой-либо причине, вам приходится часто обрабатывать металл у себя дома – приходит понимание, что работать с болгаркой, как минимум, неудобно. Осуществлять резку металла куда проще, если есть отрезной станок по металлу. С его помощью линия отреза станет идеальной, а налаженный процесс пойдет намного быстрее.
Осуществлять резку металла куда проще, если есть отрезной станок по металлу. С его помощью линия отреза станет идеальной, а налаженный процесс пойдет намного быстрее.
Но если задуматься о покупке такого станка, и полистать цены в магазине, то можно обнаружить, что стоят они очень дорого, не каждый человек может себе позволить его. Выход из этого положения – сделать металлорежущий станок своими руками.
Отрезной станок по металлу самодельный
Классификация оборудования
Итак, начнем с общей информации о металлорежущих станках. Конструктивно всех их объединяет наличие электромотора, передачи и отрезного диска. Найти чертеж для изготовления подобного оборудования не проблема. Ознакомившись с тем, как дисковый отрезной станок работает, в процессе его постройки своими руками вносить необходимые вам коррективы не составит труда. Теперь рассмотрим основные принципиальные нюансы:
Чертеж механизма передачи для отрезного станка- В зависимости от масштабов производства выбирается мощность устанавливаемого электромотора. Большинство готового оборудования имеет достаточно высокую мощность, но в бытовых нуждах получается даже избыток.
- Необходимо правильно выбрать и своими руками установить передачу. От нее зависит насколько будет сохраняться и правильно передаваться крутящий момент от мотора к режущему диску.
- Монтаж тисков. Даже для простейшего отрезного станка по металлу желательно включать в комплект тиски – это не только повысит комфортность работы, но и будет правильным с точки зрения техники безопасности.Отрезные круги
- Выбор угла резки. Он может быть от 45° до 90°, но чаще мастера выбирают именно прямой угол.
- Диаметр отрезного диска. От этого параметра зависит, какой толщины кусок металла сможет отрезать дисковый отрезной станок.
- При проектировании нужно учитывать массу и габариты оборудования. Этот параметр зависит от используемых материалов и того, какой компоновки получится станок.
 Также в процессе проектирования уделите внимание виброопорам на ножках.
Также в процессе проектирования уделите внимание виброопорам на ножках. - Выбираем тип подачи – маятниковый, фронтальный или нижний.
 Также в процессе проектирования уделите внимание виброопорам на ножках.
Также в процессе проектирования уделите внимание виброопорам на ножках.Еще отрезное оборудование классифицируются по типу установки пилы:
- Ленточный станок.
- Абразивно-отрезной.
Последний предназначен для резки толстой металлической арматуры, различных прутов, квадратных профилей и труб разного диаметра. Здесь же можно отрезать различные твердые детали и профили под разным углом. Ленточный станок работает на основе замкнутой режущей пилы, поэтому он не дисковый, пила перемещается на шкивах. Сразу стоит сказать, что своими руками проще соорудить именно дисковый вариант.
Самостоятельное изготовление
Для самостоятельной постройки дискового отрезного станка понадобится:
Механическая часть отрезного станка- Стальной уголок.
- Сварочный аппарат.
- Подшипники.
- Цепь.
- Кнопка включения и выключения.
- Вал.
- Швеллер.
- Электрическая дрель.
- Лист стали для рабочей поверхности.
- Электродвигатель.
- Коробка, которая вместит в себя электрическую составляющую.
Собрав все необходимые материалы и инструменты, можно приступать к постройке. В первую очередь необходимо из стального уголка сделать каркас станка. Сначала по чертежу вырезают отдельные элементы, прикидывают как они будут вместе сочетаться, а потом своими руками сваривают в единую конструкцию.
Сверху к раме приваривается направляющий швеллер, который станет основой конструкции для крепления режущего элемента оборудования. С помощью этого швеллера будет осуществляться связь режущего диска с мотором. На следующем этапе к швеллеру крепятся вертикальные стойки, которые закрепляются болтами.
Теперь нужно сварить еще одну раму. Она делается индивидуальной – под конкретный электромотор, который будет использоваться в вашем станке. При выборе электромотора посмотрите в сторону асинхронных двигателей, так как они более надежны и долговечны. Здесь еще один момент: чем больше мощность, тем ровнее будет работать диск.
Здесь еще один момент: чем больше мощность, тем ровнее будет работать диск.
Установка оборудования на раму
Рама из профильных трубТеперь нужно своими руками подключить рабочий вал к электромотору. Как это будет сделано – не принципиально, если есть инструкция на чертеже, то следуйте ей. Если установка будет выполнена правильно, то оборудование обязано работать правильно и надежно.
Еще один момент: если какую-либо деталь вы самостоятельно изготовить не можете, то обратитесь за помощью к токарю. Он сможет вам изготовить правильный шкив под ремень или фланцы для закрепления.
Двигатель на раме лучше всего закрепить с помощью обычных болтов с гайками, рядом на раму прикрепите пульт управления и коробку с электросхемой и выключателем.
Швеллер, на котором закрепляется режущий элемент, обязательно должен быть подпружинен, чтобы, как только вы его отпускали, он возвращался в исходное положение. Пружину удобнее всего закрепить с помощью хомута и болтов.
Особенное внимание уделите электрической составляющей. Обязательно должна присутствовать кнопка экстренной остановки станка и цепь для пуска. При этом электродвигатель должен подключаться к электричеству не напрямую, а через коробку и автомат. Включение и запуск электромотора обеспечит трехполюсный пусковой автомат, через него же запитывается и кнопка отключения.
При окончательном монтаже своими руками не забудьте еще и о защитном кожухе, который прикроет ваши глаза от летящих искр.
Изготовление станка на основе обычной болгарки
Построить отрезной станок своими руками можно еще и из обычной болгарки. К примеру, у вас есть хорошая надежная болгарка фирмы Макита, и вам еще полноценный станок не нужен, так как пользоваться им вы будете время от времени. В этом случае вам так же, как и в предыдущем варианте, нужно своими руками сварить раму и станину, из трубы или швеллера сделать подвижную часть для установки болгарки.
Отрезной станок из болгаркиДалее, вам придется под свою конкретную болгарку разработать крепление. Подвижная часть выполняется также подпружиненной, тут технология похожа.
Подвижная часть выполняется также подпружиненной, тут технология похожа.
При изготовлении такого станка не забывайте еще и о том, что у болгарки существует такое понятие как обратный удар. Такое происходит, когда абразивный диск заклинивает в заготовке, и болгарка отстреливает назад. При этом осколки диска разлетаются во все стороны – это может серьезно травмировать человека, который работает. Поэтому при построении оборудования уделите внимание защитному кожуху, если его нет на болгарке.
Разборной станок из болгарки
Стационарная рама-стол для крепления болгаркиТеперь рассмотрим еще один способ сделать своими руками отрезной станок по металлу из болгарки. Выгода такой конструкции в том, что станок получиться разборным и переносным. Инструмент здесь понадобится тот же, что и для выполнения полноценного станка, о котором мы говорили выше.
Чертеж будет зависеть от модели конкретной болгарки.
Первое, что нужно знать о таком станке – он выполняется на основе двух рам, расположенных на одной оси. Здесь нижняя рама выполняется в виде подвижной струбцины и уголка, а крепление для болгарки делается перемещающимся по вертикальной линии.
Пружина присутствует и здесь – она нужна для возврата механизма подачи на исходную позицию. С помощью сварочного аппарата можно закрепить линейку со специальным ограничителем.
Запускается подобный станок с пусковой педали, которая включается в сеть с помощью низковольтного реле. Собрав все детали, вместе работоспособность конструкции проверяется на холостом ходу. Если все нормально работает, никакие механизмы не трутся друг о друга, то такой станок достаточно долго вам прослужит.
Учитывая то, что на болгарку можно установить различные диски, не забывайте и об особенностях материалов, которые вы планируете резать. И, главное, никогда не забывайте о технике безопасности при работе с металлорежущим оборудованием.
Видео: Самодельный отрезной станок с болгарки
 youtube.com/embed/umA_JVEtQZE» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/umA_JVEtQZE» frameborder=»0″ allowfullscreen=»»/>
Evolution s355cps дисковый отрезной станок по металлу
Evolution S355CPS промышленный дисковый отрезной станок по металлу.
Этот станок выпущен взамен EVOLUTION EVO355 Raptor, который снят с производства.
Он идеально подходит для резки стальных пластин, коробчатого профиля, уголка, труб и балок. В отличие от альтернативных методов, при резке твердосплавным диском, мгновенно образуется ровный и чистый, не требующий дополнительной обработки край. При этом не появляются искры, тепло и заусенцы. Быстроустанавливаемые тиски с углом поворота до 45 градусов. Мощный двигатель с прочным редуктором – высокая производительность и долгий срок службы. Извлекаемый лоток для стружки. Станок поставляется совместно с 355 мм диском по низкоуглеродистой стали (66 зубьев, отверстие 25,4 мм).
Основные преимущества:
- Эффективность – при резке низкоуглеродистой стали, диск сразу же оставляет ровный, не требующий дополнительной обработки край. При этом не образуются искры, тепло и заусенцы. Идеально для работы на площадке.
- Идеально подходит для резки стального листа, коробчатого профиля, чугунных труб, материалов строительных лесов, облицовки и кровли.
- Мощный двигатель 2200 Вт с возможностью поворота на угол от 0 до 45 градусов и максимальная режущая способность 180 мм
- Размеры пильного диска: 355 мм (диаметр), 25 мм (отверстие), 1,7 мм (толщина), 66 (зубья)
- 3 года гарантии
|
Технические характеристики: |
|
|
Мощность (230-240 В -50 Гц) |
2200 Вт |
|
Мощность (110 В-50/60 Гц) |
1800 Гц |
|
Скорость: |
1450 об/мин |
|
Масса нетто: |
28 кг |
|
Возможности резки: |
Макс. |
Макс. глубина: |
|
Квадрат под 90° |
120 мм |
120 мм |
|
Квадрат под 45° |
80 мм |
80 мм |
|
Прямоугольник под 90° |
95 мм |
180 мм |
|
Прямоугольник под 45° |
78 мм |
110 мм |
|
Труба круглая под 90° |
130 мм |
130 мм |
|
Труба круглая под 45° |
105 мм |
105 мм |
|
Дерево под 90˚ (номинальный размер) |
89 мм |
184 мм |
|
Дерево под 45˚ (номинальный размер) |
64 мм |
89 мм |
|
Стальной лист – Max толщина |
12 мм |
|
|
Минимальная длина отрезанной заготовки |
8 мм |
 ширина:
ширина:Пила дисковая монтажная, отрезной станок
Стоит сказать, что, практически, все виды металлообработки нуждаются в резке самого материала, чтобы работа с ним была наиболее простой и качественной. Обратите внимание, что отрезной станок своими руками можно сделать, только вот есть существенный риск перевести материалы и не добиться необходимого результата. Зачем рисковать зря, если вы можете купить отрезной станок в интернет-магазине VDR! Только мы можем порадовать вас не только широким ассортиментом моделей и производителей, но и услуг, что мы предоставляем. Если же у вас возникли какие-либо вопросы по комплектации или принадлежности отрезного станка, то наши консультанты дадут вам наиболее расширенные ответы. Действительно, выгодной и удобно!
Обратите внимание, что отрезной станок своими руками можно сделать, только вот есть существенный риск перевести материалы и не добиться необходимого результата. Зачем рисковать зря, если вы можете купить отрезной станок в интернет-магазине VDR! Только мы можем порадовать вас не только широким ассортиментом моделей и производителей, но и услуг, что мы предоставляем. Если же у вас возникли какие-либо вопросы по комплектации или принадлежности отрезного станка, то наши консультанты дадут вам наиболее расширенные ответы. Действительно, выгодной и удобно!
Основные виды отрезных станков по металлу
Обратите внимание, что отрезной станок является высокотехнологическим электрическим инструментом, что применяется именно в поперечном раскрое различного рода проката, а также изделий из самых различных материалов или даже сплавов. Основной спектр работ приходится на обработку заготовок из:
- Различных уголков
- Полос
- Круглых труб и профильного сечения
- Прутов
- Швеллеров
- Двутавра
- Различного металлопроката
Отрезной станок, в основном, применяется на среднем, а также крупном производстве, для монтажных и даже строительных работ. Обратите внимание, что станок такого типа максимально универсальный и подходит для обработки и керамики, и пластика, и дерева.
Если же разделять отрезные станки по типу, то профессионалы выделяют:
- Ленточнопильные станки, где режущим инструментом является пила, что представлена в виде зубчатой ленты. Изготавливается она из наиболее качественной быстрорежущей стали. Благодаря ленточнопильному станку есть возможность получить наиболее точный рез, а также минимизировать потерю материала. Такой инструмент часто используется на различных крупносерийных производствах, а также предприятиях.
- Ножовочные станки используют уникальное ножовочное полотно, что закреплено в пильной раме. Отличают, как ручные, так и электромеханические модели. Отличаются они совсем небольшими размерами и весом, что дает возможность применять их для заготовительных целей, а также в мелких цехах.
- Дисковый отрезной станок отличается наибольшей популярностью в использовании. Металлообрабатывающее производства, а также промышленность не обходится без данного инструмента. Отрезные станки по металлу используют именно дисковую пилу. Из особенностей данного инструмента можно выделить и простое управление, и автоматизированную работу. Станок отрезной по металлу дискового типа собирается на отдельной платформе. Данное оборудование имеет специальные тиски с надежным упором. Для наиболее эффективного распила используется либо отрезной диск из твердосплавной или же быстрорежущей стали, либо же отрезной круг из абразива.
 Отличаются они совсем небольшими размерами и весом, что дает возможность применять их для заготовительных целей, а также в мелких цехах.
Отличаются они совсем небольшими размерами и весом, что дает возможность применять их для заготовительных целей, а также в мелких цехах.Подробнее про дисковый отрезной станок
Стоит сказать, что его популярность не проста. Его повышенные характеристики эргономичности и практичности в работе привлекают специалистов, а также профессионалов.
Отрезные станки дискового типа различаются и по числу наличия режущих кромок:
- Одноголовочные станки оснащаются только одним диском. Именно поэтому признаны они малопроизводительными. А все из-за того, что нужно проводить сразу несколько обработок.
- Двухголовочные станки. Как вы уже, наверное, догадались в них присутствует сразу несколько дисковых пил, где одна четко зафиксирована, а другая имеет возможность двигаться. Это дает возможность использовать инструмент максимально продуктивно даже в промышленных масштабах.
Отрезные дисковые пилы
Применяются они для раскроя самых различных профилей не только из чугуна и стали, но и из цветных металлов. Делается для того, чтобы получить мерные детали. Дисковые пилы по металлу подходят для круглого, прямоугольного, квадратного и даже швеллерного прокатов в мелком производстве. Стоит отметить, что для обработки различного металла используются специально предназначенные пилы, которые имеют свои показатели скорости вращения.![]() Мощность привода и высокая скорость самого отрезного диска способствует достаточной скорости отрезания материала и медленному износу самого диска.
Мощность привода и высокая скорость самого отрезного диска способствует достаточной скорости отрезания материала и медленному износу самого диска.
Купить отрезные станки и оформить доставку по Украине: Киев, Харьков, Днепр, Одесса, Запорожье, Львов и другие города Украины
Дисковый отрезной станок по металлу
Содержание статьи:
Формирование заготовок с определенными размерами является ключевым процессом металлообработки. Для этих целей применяется отрезной станок по металлу, который может иметь различную конструкцию и технологические параметры.
Принцип работы и виды отрезных станков
Мобильный отрезной станок
Отрезное дисковое оборудование предназначено для выполнения резов заготовок или деталей. Конструктивно подобный станок по металлу состоит из блока с электродвигателем, вала, на котором установлен рабочий диск и системой управления. Это общий принцип конструирования оборудования этого типа.
Область назначения отрезного станка – формирование отрезков труб, уголков, швеллеров и других типов мерных металлических изделий. На станине (основании) оборудования установлен электродвигатель, который соединен с валом привода диска с помощью системы передач. Для бытовых и компактных моделей свойственно монтировать систему фиксации диска непосредственно на вал двигателя. В производственных комплексах с большой производительностью делают коробки передач.
Процесс отрезания осуществляется за счет опускания пильного диска к поверхности обрабатываемого материала. Это приводит к формированию реза.
В зависимости от конструктивных особенностей различают следующие типы дисковых отрезных станков для обработки металлических заготовок:
- количество отрезных головок может варьироваться от одной до двух;
- по типу подач заготовок станки могут быть с фронтальной, нижней или маятниковой системой обработки деталей;
- степень регулирования угла наклона пилы. С помощью этой функции можно выполнять рез под различным углом. Это является обязательным условием для машиностроения, изготовления частей несущих конструкций;
- метод управления – ручной или автоматический. В первом случае оператор станка с помощью рукоятки опускает блок распиловки к заготовке. Работа автоматических комплексов происходит с минимальным участием рабочего. Ему необходимо лишь правильно установить заготовку и запустить программу обработки.
 Это является обязательным условием для машиностроения, изготовления частей несущих конструкций;
Это является обязательным условием для машиностроения, изготовления частей несущих конструкций;Для корректной работы станка необходимо правильно подобрать отрезной (абразивный) диск. Это зависит от параметров заготовки (материал изготовления, конфигурация и форма реза), а также от характеристик станка. Их анализ является важнейшим пунктом для выбора оптимальной модели.
Техника безопасности работы на отрезных станках подразумевает не только использование средств индивидуальной защиты, но и предохранительных экранов. Область распила должна быть ограничена прозрачным экраном.
Обзор технических параметров
Напольная модель с блоком абразивной обработки
На первом этапе анализа необходимо узнать размеры обрабатываемых заготовок, а также характеристики материала изготовления. Эти параметры повлияют на размер пильного иска, а также конфигурацию рабочего стола пильного станка по металлу.
Затем определяется тип станка – напольный или настольный. Первый используют для обработки массивных изделий. В оборудовании этого типа установлен электродвигатель повышенной мощности, позволяющий делать резы на металлических заготовках с большой толщиной стенок. Настольные модели обладают большей мобильностью, что дает возможность использовать их в «полевых» условиях – на строительных площадках, для ремонта металлоконструкций и т.д.
Перечень основных технических характеристик отрезных дисковых станков по металлу:
- номинальная мощность силовой установки;
- тип передачи вращающего момента – ременная или зубчатая;
- число оборотов и возможность их регулирования;
- наружный и посадочный диаметры отрезного диска;
- максимально допустимые размеры сечения заготовок различных конфигураций – труб, уголков, пластин, кругов и т. д.;
- возможность поворота отрезного блока относительно заготовки;
- габариты и вес конструкции.
 д.;
д.;Для больших установок с высоким показателем производительности немаловажным параметром является тип блока ЧПУ. К его характеристикам можно отнести степень автоматизации выполнения работы, сложность составления программы, а также точность ее работы.
Для фиксации заготовки на рабочем столе чаще всего используют встроенные тиски. Их характеристики влияют на максимально допустимые габариты обрабатываемой металлической детали.
Правила работы на отрезном оборудовании
Пример самодельной конструкции
После приобретения модели отрезного станка для обработки металла необходимо выполнить его монтаж. При этом соблюдаются требования к рабочему помещению – достаточно хорошая освещенность, наличие вытяжной вентиляции, отсутствие горючих материалов рядом с оборудованием.
Основание для установки должно быть прочным, не подвергаться изменению формы при воздействии веса станка и колебаний, возникающих в процессе эксплуатации. Для подключения оборудования необходимо придерживаться рекомендаций производителя – максимальная нагрузка на электросеть, наличие заземляющего контура и УЗО.
Во время работы следует соблюдать такие правила:
- надежная фиксация заготовки на рабочем столе;
- установка пильного диска выполняется при выключенном станке. Это же относится к изменению скоростей, если в конструкции присутствует ременная передача;
- для мобильных моделей необходимо проверить возможность работать вне помещений. Для этого в конструкции должна быть система защиты от влаги;
- применение дисков, параметры которых подходят для отрезания конкретной заготовки.
Во многих моделях предусмотрен механизм настройки ограничителя глубины реза. Его наладка выполняется до активации станка. Для оборудования с ручным управлением регулировка степени давления диска на заготовку выполняется оператором. Нажим должен быть незначительный, чтобы избежать поломки диска.
Нажим должен быть незначительный, чтобы избежать поломки диска.
После окончательного отрезания заготовки диск остается в нижнем положении. Его поднимание осуществляется только при остановке приводного вала.
Рекомендации по выбору дисковых (абразивных) кругов
Виды отрезных дисков
Не менее важным этапом является подбор диска, с помощью которого будет осуществлена резка. Одним из определяющих параметров является материал изготовления. В зависимости от этого различают такие типы дисков:
- абразивные. Изготавливаются из стекловолоконной сетки, которая проходит процесс обработки массой карбида кремния, электрокорунда или корунда. Это наиболее распространенные модели для резки черных металлов;
- алмазные. В качестве основы используется стальной круг, на торец которого наносится абразивная масса, содержащая алмазную крошку. С их помощью можно выполнять рез заготовок из твердых сортов стали.
На поверхности дисков производитель указывает всю необходимую информацию — материал обработки, тип корунда, максимальная скорость вращения. Это поможет подобрать наиболее подходящую модель диска.
Для примера можно ознакомиться с работой полуавтоматического станка:
Дисковый отрезной станок по металлу своими руками
Станки и инструменты /20-июл,2013,12;32 / 65672Целью нашей работы будет изготовление отрезного станка своими руками. Нет нужды описывать, насколько полезным и необходимым является такое оборудование в работе любого умельца, да и просто в хозяйстве.
Изготовление дискового отрезного станка по металлу начнем из каркаса-рамы, её габаритные размеры 700*1000*900 мм.
Материалом для рамы отлично послужит уголок 25*25 мм, нарезаем болгаркой заготовки и свариваем. К верхней плоскости рамы на расстоянии 70 мм от края привариваем швеллер №10, к которому, в свою очередь, с помощью болтов крепятся две вертикальные стойки из квадрата 40*40 мм.
Стойки соединены валом Ø12 мм с одетой втулкой (во избежание торцевых движений диска соединение вал-втулка выполняется со скользящей посадкой с минимальным зазором). К этой втулке и приваривается коромысло из того же швеллера №10 размером 800 мм, причем таким образом, чтобы плечи соотносились как 1:3.
На меньшей части коромысла крепится электродвигатель, на большей – рабочий вал, передача движения будет осуществляться с помощью ременной передачи.
Теперь об электродвигателе для отрезного станка. Предпочтение следует отдать асинхронным двигателям, как более надежным и долговечным. Практика показывает, что для нормальной работы с отрезным диском Ø 400 мм идеально подходит « трёх тысячник» мощностью 2,2 кВт, питаемый от трёхфазной сети. Сгодится и полутора тысячник, но передаточное число ременной передачи необходимо выбрать так, чтобы на валу было около 6000об/мин. В случае питания от однофазной сети, мощность двигателя следует увеличить на 30% и применить рабочий и пусковой конденсаторы.
Рабочий вал с опорами, фланцами под диск и шкивом под ремень типа «А» заказываем токарю, причём выступ фланца должен быть Ø32 мм. В этом случае на станок можно будет устанавливать как отрезной диск, так и пильной диск по дереву. И двигатель, и вал крепятся к валу с помощью болтов и гаек М10.
Ход коромысла ограничивается цепью, а со стороны двигателя для облегчения возврата устанавливаются пружины (например, от спортивного эспандера). Крепления цепей и пружин – с помощью болтов.
Стол для отрезного станка изготавливают из строганой доски 40-50 мм, и для выравнивания мелких неровностей покрывают фанерой или USB.
И еще важный момент. При установке вала следует установить пильной диск и тщательнейшим образом проверить перпендикулярность плоскостей диска и стола. При необходимости положение вала нужно выровнять, применив подкладки по опоры подшипников вала.
При необходимости положение вала нужно выровнять, применив подкладки по опоры подшипников вала.
И наконец, последнее. НЕ ЗАБУДЬТЕ предусмотреть защиту диска.
Диск отрезного станка по металлу работает на больших оборотах, возможен вылет абразивных и металлических частиц, а в случае применения пильного диска с твёрдосплавными напайками, вылет последних. Защита диска обязательна!
Отрезной станок по металлу своими руками пошаговые фото
Готовый отрезной станок по металлу своими руками
Лучшие отрезные пилы 2021 года | Chop Saw Reviews
Сталь твердая, и ее нелегко распилить. И мы испробовали практически любой инструмент, который только можно себе представить, включая циркулярные пилы, зубила для холодного охлаждения, ленточные пилы, ножовки, резаки, лобзики и промышленный станок, называемый холодной пилой. Но этот тест укрепил в нашем сознании, что абразивные пилы — лучший инструмент для этой работы. Эти искрометные монстры созданы, чтобы быстро разрезать трубы, уголки, трубки и плоскую заготовку. Они не делают резку стали так же легко, как резку дерева, но они делают это намного проще, чем это было бы в противном случае.Кроме того, нам нравятся искры, дым и кольцо свежеобрезанной стали, падающее на цех. Взгляните ниже на некоторые советы по покупке и вещи, которые нужно знать, если вы на рынке, а затем продолжайте прокручивать наши оценки пяти лучших.
Основы абразивной отрезной пилы Отрезная пила — это довольно простой станок, предназначенный для профессиональных сварщиков и любителей, которым требуется быстро и точно резать сталь. Он состоит из большого двигателя, который передает свой крутящий момент через набор шестерен на абразивный круг или диск.Головка машины (состоящая из узла мотор-редуктор, ручки и колеса) поворачивается вниз в разрез. Металл удерживается на месте с помощью тисков, встроенных в основание пилы.
Диск довольно тонкий и аналогичен шлифовальному кругу в том смысле, что он медленно изнашивается по мере прорезания стали. Вот почему эти пилы выбрасывают такие огромные шлейфы искр. Кстати, когда вы настраиваете пилу и делаете первые пробные пропилы, обратите внимание на этот образец искры. Все эти пилы оснащены регулируемым искроотражателем, который предотвращает разлет искр повсюду.Дефлектор направляет искры вниз, позади машины. Если вы обнаружите, что много искр отскакивает к вам, отрегулируйте дефлектор так, чтобы искры стреляли там, где вы хотите.
Консультации по покупке
Все пилы здесь обладают достаточной мощностью для выполнения работы; Вы можете с уверенностью купить любой из них. Так что наш совет по покупке этих пил является общим. Если у вас ограниченный бюджет, лучшим выбором будет приведенный ниже Ridgid. Затем убедитесь, что вам нравится макет.Если вы опытный плотник и у вас есть торцовочная пила, вы почти наверняка привыкли к поперечной ручке, такой как та, что есть на Dewalt. Мы находим такую конфигурацию ручки более удобной, чем прямая ручка старой школы на некоторых из этих пил. Кроме того, если пила останется в фиксированном положении в магазине, портативность не будет большой проблемой. С другой стороны, если пила часто ездит и снимается с верстака, вам нужно будет посмотреть, легко ли ее перемещать, включая ее вес и есть ли у нее верхняя ручка, что вы можете увидеть на Metabo и Босх.Наконец, обратите особое внимание на емкость тисков, если вы собираетесь разрезать широкий плоский приклад или сделать глубокие надрезы. У большинства пил более чем достаточно мощности, чтобы работать со штоком менее десяти дюймов — только Metabo может работать с шире.
Как мы тестировали Нашим первым шагом было установить промышленный абразивный круг Norton Gemini Rapid Cut на каждую пилу. Это хороший и качественный диск, который дает нам надежный контроль, позволяющий объективно судить о других компонентах и качестве пил. Затем мы сделали пробный разрез стальной трубы со стенкой 1/8 дюйма и, при необходимости, отрегулировали искрогаситель. После этого мы сделали еще один разрез трубы и засекли время. Наконец, мы проделали еще больше труб, сложили стальные шпильки и арматуру.
Затем мы сделали пробный разрез стальной трубы со стенкой 1/8 дюйма и, при необходимости, отрегулировали искрогаситель. После этого мы сделали еще один разрез трубы и засекли время. Наконец, мы проделали еще больше труб, сложили стальные шпильки и арматуру.
Попутно мы оценили другие аспекты этих пил, например, насколько хорошо работают их тиски, какую вибрацию они производят, и общее качество станка, часто называемое подгонкой и чистовой обработкой.
Все пилы неплохо режут металл, но мы заметили некоторое разнообразие в простоте использования.Вот наши выводы.
Лучший результат
DeWalt D28715 Емкость тисков: 9 3⁄8 дюйма.
Время резки трубы: 11,14 сек.
У DeWalt есть много достоинств, например, то, что, несмотря на то, что он не был самым быстрым резаком в тесте, он был самым плавным. Мы погрузились в сталь и неумолимо продвигались сквозь нее, пока обрезок не отпал. Нам также понравилась замена лезвия без инструментов, единственная пила из пяти с такой функцией.Мы также предпочли возвратное действие вертикальной пружины за пильной головкой. Это обеспечивает более плавный возврат, не столько ощущение рывков, сколько горизонтальная пружина на других пилах.
Лучший нож для резки под углом
Риджид R41422 Вместимость тисков: 9 3⁄4 дюйма
Pip Время электронной резки: 10,62 сек
Регулировка угла наклона без инструментов и легко читаемый калибр угла наклона может показаться не таким уж большим делом.Но если вы много режете под углом, внезапно это становится решающим фактором. R41422 отличается наличием манометра с рычажным замком. Нам также понравился его продуманный искробезопасный отражатель. Это простой желоб, удерживаемый одним винтом с крестообразным шлицем. Затяните винт ровно настолько, чтобы желоб остался на месте; после этого просто поверните желоб правильной формы на нужный угол, чтобы искры не попадали в заднюю часть машины там, где они должны быть.
Самая быстрая пила
Милуоки 6177-20 Усилие тисков: 9 3⁄8 дюйма
Время резки трубы: 9,8 сек
Мы не уверены, что позволило Milwaukee быть стабильно быстрее других пил. Дело не в его двигателе на 15 ампер — другие пилы так оснащены. Наша теория заключается в том, что его конструкция прочная, в комплекте с двигателем на шарикоподшипниках старой школы, который работает очень плавно. По отсутствию вибрации он был примерно так же хорош, как DeWalt. Мы предпочли поперечную рукоятку DeWalt прямой консольной рукоятке Milwaukee, дизайну которой уже несколько десятилетий. Мы считаем, что поперечная ручка (в настоящее время стандартная для торцовочных пил по дереву) более удобна.Понимая, что другие люди могут быть не такими склонными, мы не можем считать это против этой машины. Это прочный и быстрый резак по металлу.
Хорошая переносимость
Bosch 3814 Вместимость тисков: 8 3⁄4 дюйма
Труба — время резки: 13 секунд
Эта пила Bosch имеет долгую и успешную репутацию; компания предлагает это как минимум десять лет. Мы думаем, что его медленная, но неуклонная резка отражает институциональный взгляд на то, чтобы уменьшить нагрузку на пилу и пользователя, чтобы повысить их долговечность.У Bosch также есть крышка колеса, которая снимается легче, чем другие пилы, и обеспечивает лучший доступ к болту шпинделя в центре колеса. Когда вы снимаете крышку с Bosch и некоторых других, вы задаетесь вопросом, как производитель может упустить из виду что-то столь простое. Хотя мы заявили о своей неприязни к конструкции с прямой консольной ручкой, мы ценим просторную верхнюю ручку для переноски, которая делает Bosch самой портативной пилой в этом тесте.
Большие тиски
Метабо HPT CC14SFS Усилие тисков: 11 7⁄8 дюйма.
Время резки трубы: 10 сек
Metabo HPT CC14SFS — это быстродействующий резак с самыми большими тисками в тестах. Эти тиски также приносят дополнительные баллы за функцию быстрой фиксации и быстрого разъединения, что позволяет вам поднимать челюсть быстрее, чем необходимость проворачивать ее во всем диапазоне хода. Среди пил с прямой рукоятью, участвовавших в этом тесте, Metabo имел самый удобный дизайн и лучшую геометрию для облегчения движения вверх и вниз. Неотъемлемой частью этой ручки является ручка для переноски, чем-то напоминающая Bosch.
Эти тиски также приносят дополнительные баллы за функцию быстрой фиксации и быстрого разъединения, что позволяет вам поднимать челюсть быстрее, чем необходимость проворачивать ее во всем диапазоне хода. Среди пил с прямой рукоятью, участвовавших в этом тесте, Metabo имел самый удобный дизайн и лучшую геометрию для облегчения движения вверх и вниз. Неотъемлемой частью этой ручки является ручка для переноски, чем-то напоминающая Bosch.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Сохранение хорошего качества резки при использовании абразивной пилы
Изменение качества реза — обычная проблема, даже если абразивная пила оптимизирована для желаемого типа реза.Изменения могут не появиться при резке материала малого диаметра, но вставьте кусок большего размера из того же материала, и вскоре вы увидите следы ожога и рваные края.
Колесо затупляется? Короткий ответ — категоричное «нет».
Абразивные круги самозатачивающиеся. В отличие от пильных полотен по металлу, абразивный круг режет абразивным способом. Когда колесо вращается, абразив высвобождается, обнажая свежий и острый песок. Поэтому диаметр колеса уменьшается.
Для получения желаемого реза состав круга должен соответствовать обрабатываемому материалу, и колесо должно вращаться с оптимальной скоростью.Кроме того, скорость подачи должна быть оптимальной, а мощность в лошадиных силах должна соответствовать размеру разрезаемого материала. Измените любое из этих условий, и качество резки может измениться.
Какая марка колеса?
Когда качество резки ухудшилось, в первую очередь нужно посмотреть на абразивный круг. Распространенной ошибкой является использование неправильного круга для типа разрезаемого материала.
Вы можете выбрать один из нескольких основных типов колес, но они не могут и не должны быть заменены.Колеса производятся в диапазоне от A, который является самым мягким, до Z, который является самым твердым. Абразивные материалы имеют размер зерна от 8 (самое крупное) до 600 (сверхтонкое).
Наиболее распространенными абразивными материалами являются оксид алюминия для резки низкоуглеродистой стали; карбид кремния для стекла, керамики и подобных материалов; и диоксид циркония (алмаз) для легированных сталей. Для резки жаропрочных сплавов, таких как INCONEL ® , дуплексных сталей и Hastelloy ® , требуются диски с запатентованной рецептурой для конкретного применения.Производители кругов разработали определенные типы абразивных материалов с зернистостью и связующим, специально предназначенными для резки определенных типов материалов и размеров заготовки.
Также часто неправильно понимают твердость колеса. Хотя логично предположить, что вам нужно твердое колесо, чтобы прорезать твердую заготовку, на самом деле все наоборот. Чем тверже материал, тем мягче колесо, и наоборот. Для более твердых материалов требуется более мягкий абразивный круг, который быстрее ломается. Более мягкие материалы легче резать, поэтому более твердый круг может выполнять работу с меньшим износом и более длительным сроком службы.
Еще одна область, на которую следует обратить внимание, особенно при резке суперсплавов, — это колесная формула. Вы могли резать, например, INCONEL 188 без проблем, но попытка резать INCONEL 718 внезапно приводит к некачественной резке. Здесь производитель или дистрибьютор пил может помочь вам подобрать колесо, подходящее для разрезаемого материала.
Понимаете ли вы движения колес?
Понимание скорости вращения колеса абсолютно необходимо для качественной резки. Абразивные круги имеют два основных движения: осевое и линейное.Осевое движение — это скорость вращения шпинделя, измеряемая в оборотах в минуту (об / мин). Он остается неизменным независимо от диаметра колеса. Линейное движение — это скорость, с которой движется край колеса. Это выражается в единицах поверхности в футах в минуту (SFPM).
Он остается неизменным независимо от диаметра колеса. Линейное движение — это скорость, с которой движется край колеса. Это выражается в единицах поверхности в футах в минуту (SFPM).
Рисунок 1
Эти диски разного размера показывают, что они оба могут иметь одинаковое осевое движение, но при этом очень разное линейное движение.
Чтобы визуализировать это, представьте себе два диска.Один составляет половину диаметра другого.
Установите диски вертикально и отметьте точку, в которой диски касаются поверхности (см. Рисунок 1 ). Затем катайте каждый диск, пока он не сделает один полный оборот. Обратите внимание, что оба диска вращаются с одинаковой частотой вращения, но скорости кромки (SFPM) дисков различаются. Меньший диск проходит половину расстояния диска большего диаметра.
Применяя этот подход к абразивному кругу, вы понимаете, что SFPM для нового круга постепенно уменьшается по мере уменьшения диаметра круга.При снижении скорости колесо может эффективно «увязнуть», образуя опалубку и рваные края. Этот эффект может быть не очевиден при резке мягкой заготовки малого диаметра, но он слишком часто проявляется при резке заготовки большего диаметра и более твердых сплавов.
Можете ли вы определить правильную скорость?
Практическое правило для скорости сухой резки находится в диапазоне 12000 SFPM и в диапазоне 8000 SFPM для влажной резки.
Если качество пропила важно, сухая распиловка должна использоваться только для мягкой заготовки очень малого диаметра, потому что без СОЖ теплообразование способствует подгоранию и шероховатости кромок.Более низкая скорость мокрой резки позволяет охлаждающей жидкости вымывать песчинки и действовать как теплоноситель, предотвращая пригорание.
Предполагая, что пила была сконструирована и оптимизирована для обрабатываемого материала, а также для типа и диаметра круга, вам необходимо установить взаимосвязь между частотой вращения пилы и диаметром колеса в различных точках износа. Например, абразивная пила для влажной резки с 14-дюймовым кругом должна иметь скорость шпинделя около 2200 об / мин для производства около 8000 SFPM. (Эти цифры не обязательно должны быть точными.Считайте их руководством.)
Например, абразивная пила для влажной резки с 14-дюймовым кругом должна иметь скорость шпинделя около 2200 об / мин для производства около 8000 SFPM. (Эти цифры не обязательно должны быть точными.Считайте их руководством.)
Чтобы помочь вам рассчитать SFPM и RPM, используйте эти упрощенные формулы, чтобы упростить вычисления:
0,262 x D x об / мин = SFPM
SFPM / 0,262 x D =
об / минВ данном случае 14-дюйм. колесо, вращающееся со скоростью 2200 об / мин, будет иметь краевую скорость 8 070 SFPM (0,262 x 14 x 2200 = 8 070). Но посмотрите, что происходит, когда колесо изнашивается:
Рисунок 2
На левой части показан разрез, на котором было отрегулировано число оборотов в минуту для компенсации износа колеса.Часть справа показывает пропил, на котором скорость подачи была отрегулирована до тех пор, пока рез не начал подгорать.
0,262 x 13 дюймов x 2200 = 7 493
0,262 x 12 дюймов x 2200 = 6917
0,262 x 10 дюймов x 2200 = 5,764
0,262 x 8 дюймов x 2200 = 4611
Насколько критично это сокращение SFPM? Все зависит от материала, который вы режете, его размера и формы. Низкоуглеродистая сталь и мягкие сплавы диаметром менее 1 дюйма не должны быть проблемой.Если ваш инвентарь представляет собой тонкостенные трубы или конструкционный материал, вы можете произвести качественную резку в материалах немного большего диаметра. В качестве альтернативы, если вы режете твердые суперсплавы большего диаметра, например, диаметром от 2 до 3 дюймов, вы можете начать видеть признаки перегрева при 4 600-5 700 SFPM.
Пилы доступны с приводом с регулируемой скоростью, который позволяет регулировать число оборотов в минуту для компенсации износа колеса, но в большинстве случаев такой тип привода не требуется. Только когда диаметр приклада приближается к 20-30 процентам диаметра колеса, привод с регулируемой скоростью имеет значение.
Что делать, если скорость шпинделя фиксированная?
Регулировка скорости подачи вниз может компенсировать более медленный SFPM. Это позволяет кругу продолжать ломаться, обеспечивая абразивный износ, необходимый для резки материала. Это особенно важно при резке более твердого сплава большого диаметра.
Даже если вы используете мокрую пилу, вы все равно видите значительное трение по бокам колеса. Снижение скорости подачи снижает это трение.
Поскольку скорость нисходящей подачи зависит от типа материала, размера заготовки и мощности машины, дистрибьюторы пил или производители не могут предоставить точную формулу для регулировки нисходящей подачи.Как правило, по мере уменьшения SFPM уменьшайте скорость подачи вниз, чтобы предотвратить перегрев (см. , рис. 2, ). Если пила имеет ручную подачу вниз, вы должны почувствовать эффект изменения SFPM и соответствующим образом компенсировать.
На рис. 3 показано, что происходит, если при абразивной резке не принимать во внимание число оборотов и скорость подачи.
Рисунки 3 и 4
(справа) Это происходит, когда вы не выполняете регулировку числа оборотов и подачи при абразивном резании.
(слева) Эта резка была сделана на машине с мощностью, достаточной для работы, и без необходимости регулировать число оборотов или скорость подачи.
Достаточно ли у машины мощности?
Если вы можете производить высококачественную резку на небольшом материале, но имеете проблемы с качеством при большом количестве материала, вашей машине может не хватить мощности для поддержания оптимального режущего действия колеса. Даже если пила оснащена приводом с регулируемой скоростью, для резки более крупной заготовки из более легкого сплава может потребоваться больше мощности, чем для резки более мягкой заготовки аналогичного размера.
Как правило, при абразивной резке твердых материалов большого диаметра требуется больше мощности (л. с.) (см. Рисунок 4 ). Например, если у вас есть 20-дюйм. колеса и режут относительно мягкие, приклада небольшого диаметра, мотора на 20 л.с. достаточно. Для резки более крупного куска суперсплава (с помощью подходящего колеса) может потребоваться двигатель мощностью 40 или даже 50 л.с.
с.) (см. Рисунок 4 ). Например, если у вас есть 20-дюйм. колеса и режут относительно мягкие, приклада небольшого диаметра, мотора на 20 л.с. достаточно. Для резки более крупного куска суперсплава (с помощью подходящего колеса) может потребоваться двигатель мощностью 40 или даже 50 л.с.
Чтобы обеспечить повторяемость качественных резов независимо от диаметра круга, вы можете создать свою собственную базу данных, используя отходы материалов различного размера и состава.Обратите внимание на количество оборотов в минуту, необходимое для различных точек и типов запасов. Если вы разрезаете связки и возникают проблемы, возможно, вам придется уменьшить размер связки, поскольку колесо изнашивается.
Следование этим рекомендациям поможет вам понять, как достичь желаемого качества при резке материала. Опять же, это руководящие принципы , а не правила.
Учитывая все разнообразие машин, разный состав колес, ассортимент материалов и опыт оператора, вам следует проконсультироваться с вашим дистрибьютором или производителем пилы.
Руководство по отрезным дискам | Абразивы Weiler
При изготовлении и производстве металлов различные инструменты используют отрезные круги для вырезания материала из заготовки.
Что такое отрезной круг? Отрезные круги или отрезные круги отличаются от шлифовальных кругов своим назначением и конструкцией. Если шлифовальные круги используют абразив для шлифования больших кусков материала с заготовки под небольшим углом, отрезные круги обычно делают узкие и точные пропилы под углом 90 градусов.Следовательно, отрезные круги часто тоньше, чем шлифовальные круги — хотя они не обладают поперечной прочностью, необходимой для бокового шлифования, их минимальная толщина делает их лучше для чистых и точных резов.
Weiler Abrasives предлагает несколько отрезных кругов для различных областей применения. Мы предлагаем все: от отрезных кругов диаметром 1 мм до колес увеличенного диаметра для больших резов. В этом руководстве по отрезным кругам рассматриваются различия между различными типами отрезных кругов и объясняется, как выбрать правильный круг для конкретного применения.
В этом руководстве по отрезным кругам рассматриваются различия между различными типами отрезных кругов и объясняется, как выбрать правильный круг для конкретного применения.
ВИДЫ РЕЖУЩИХ КОЛЕС
Отрезные круги бывают нескольких типов. Некоторые общие типы — это тип 1, тип 27, тип 41 и тип 42, где различные числа обозначают разные формы и свойства колес.
РЕЖУЩИЙ КОЛЕСО, ТИП 1 (ТИП 41)
Отрезной круг типа 1, также известный как отрезной круг типа 41, является полностью плоским. Обычно считается, что это самый эффективный тип круга для универсальной резки. Поскольку у него отсутствует углубленный центр, он обеспечивает большую поверхность резания и сводит к минимуму столкновение с заготовкой.
Плоский профиль помогает делать глубокие надрезы под углом 90 градусов в заготовке. Он обеспечивает максимальную глубину реза под углом 90 градусов за счет небольшой видимости для оператора. Хотя их прямой профиль и то, как они установлены близко к ограждению, могут уменьшить обзор для оператора, отрезные круги типа 1 исключительно полезны в шлифовальных машинах, штамповочных шлифовальных машинах, высокоскоростных пилах, стационарных пилах и отрезных пилах.
ОТРЕЗНОЕ КОЛЕСО ТИПА 27 (ОТРЕЗНОЕ КОЛЕСО ТИПА 42)
Вместо того, чтобы быть полностью плоским, отрезной круг типа 27, также известный как отрезной круг типа 42, имеет вогнутый центр.Вогнутый центр обеспечивает дополнительный зазор, когда оператор работает под ограниченным углом, хотя это дает ограниченную режущую способность колеса при работе с углами, профилями или выступами. Углубленная форма позволяет приподнятой ступице, а также надежно удерживать колесо на месте.
Профиль отрезного круга с вдавленным центром дает оператору лучший обзор разреза и дает возможность выполнять резку заподлицо, поскольку приподнятая ступица означает, что стопорная гайка может быть утоплена.Режущие круги Тип 27 предназначены для угловых шлифовальных машин.
МАТЕРИАЛЫ ДЛЯ РЕЖУЩЕГО КОЛЕСА
Режущие круги обычно содержат несколько различных материалов — в первую очередь зерна, которые выполняют резку, связки, удерживающие зерна на месте, и стекловолокно, которое усиливает колеса.
ЗЕРНО
Зерна абразива отрезного круга — это частицы, которые выполняют резку.
Зерно бывает нескольких видов.Общие типы зерен для отрезных кругов включают керамический оксид алюминия, оксид циркония, оксид алюминия и карбид кремния.
- Керамический оксид алюминия: Керамический оксид алюминия исключительно хорошо работает со сталью, нержавеющей сталью и другими труднообрабатываемыми металлами, включая инконель, высоконикелевый сплав, титан и армированную сталь. При правильном использовании и обслуживании он обеспечивает превосходный срок службы и резку, а также имеет тенденцию резать холоднее, чем другие зерна, поэтому снижает обесцвечивание под воздействием тепла.
- Циркониевый оксид алюминия: Циркониевый оксид алюминия обеспечивает превосходную резку стали, конструкционной стали, чугуна и других металлов и идеально подходит для резки рельсов и других тяжелых условий эксплуатации.Он обеспечивает быструю стрижку и долгий срок службы, а также выдерживает экстремальные нагрузки.
- Оксид алюминия: Оксид алюминия — одно из наиболее распространенных абразивных зерен. Он обеспечивает быструю начальную скорость резки и стабильную производительность для стали и других металлов.
- Карбид кремния: Карбид кремния — это чрезвычайно твердое зерно, обеспечивающее очень резкое и быстрое резание. Однако он также является рассыпчатым, что означает, что он не такой жесткий, как другие зерна.
Зернистость также помогает определить его физические и эксплуатационные свойства.Зернистость относится к размеру отдельных абразивных частиц, точно так же, как зерна наждачной бумаги классифицируются по размеру. Размер зерна варьируется от 16 до 60, причем меньшие числа указывают на более крупные и крупные частицы, а более крупные числа указывают на более мелкие и мелкие частицы.
ОБЛИГАЦИЯ
Связка отрезного круга — это вещество, которое удерживает абразивные зерна на месте.
Производители часто ссылаются на марку или твердость колеса. Марка означает не твердость самих абразивных зерен, а твердость связки, удерживающей их на месте.Как правило, в идентичных условиях более твердая связка означает, что отрезной диск будет иметь более длительный срок службы, тогда как более мягкое соединение означает, что отрезной круг будет иметь более короткий срок службы.
Более мягкая связка дает определенные преимущества — она быстрее теряет зерно, обеспечивая более быстрое резание. При более сильном связке связка может удерживать зерна на месте после того, как они изнашиваются. Более мягкая связка освобождает их быстрее, чтобы чаще открывать свежие острые зерна и увеличивать скорость резания круга.
Для некоторых металлов важно не допускать попадания загрязняющих веществ в металл при резке. При резке нержавеющей стали и алюминия всегда следите за тем, чтобы абразивный материал содержал менее 0,1% хлора, железа и серы, что гарантирует отсутствие загрязнений. Продукты, не содержащие загрязняющих веществ, будут иметь идентификационные этикетки.
Одна из связок, обычно используемых с абразивными зернами для отрезных кругов, — это резиноид. Резиноидные связки содержат органические соединения. Они, как правило, имеют лучшую ударопрочность, чем другие типы соединений, и могут выдерживать работу на повышенных окружных скоростях.Они идеально подходят для резки и позволяют выполнять самозаточку за счет обнажения новых зерен. Некоторые специализированные связки связаны смолой поверх смолы. Эти связи обеспечивают дополнительную влаго- и термостойкость, а также более прочную общую связь, позволяющую лучше использовать зерна.
СТЕКЛО
Режущие круги содержат стекловолокно, которое может обеспечивать одинарное, двойное или тройное усиление. Одинарное армирование основано на единственном слое стекловолокна и полезно для обеспечения исключительной скорости резания при одновременном уменьшении заусенцев на заготовке. В двойном и тройном армировании используется несколько слоев стекловолокна, чтобы обеспечить дополнительную поддержку для промышленных приложений с высокой вибрацией и тяжелых условий эксплуатации.
В двойном и тройном армировании используется несколько слоев стекловолокна, чтобы обеспечить дополнительную поддержку для промышленных приложений с высокой вибрацией и тяжелых условий эксплуатации.
В Weiler Abrasives все отрезные круги для угловых и высекальных шлифовальных машин имеют двухслойное усиление. Мы действительно предлагаем несколько колес с одинарным армированием для нашей линии измельчения большого диаметра и несколько колес с тройным усилением для нашей новой линии высокоскоростных газовых и электрических пил.
ВЫБОР РАЗМЕРА РЕЖУЩЕГО КОЛЕСА
При использовании отрезных кругов инструмент, к которому имеет доступ оператор, часто определяет размер круга, и выбор правильного размера для данной области применения также важен.Выбор правильного размера включает в себя расчет правильной скорости вращения в минуту (об / мин) — номинальное число оборотов отрезного круга должно совпадать или превышать номинальное число оборотов шлифовального станка, которое будет его использовать. Помимо проверки номинальных оборотов, важно также убедиться, что колесо подходит к инструменту, не мешая и не снимая ограждение.
ДИАМЕТР РЕЖУЩЕГО КОЛЕСА
Номинальная частота вращения колеса обычно соответствует его диаметру и инструменту, для которого оно предназначено.Обычные диаметры отрезных кругов варьируются от 2 до 4 дюймов для шлифовальных машин, от 4 до 9 дюймов для угловых шлифовальных машин и от 12 до 20 дюймов для отрезных, стационарных или высокоскоростных пил.
ТОЛЩИНА РЕЖУЩЕГО КОЛЕСА
Правильная толщина круга часто зависит от точности и аккуратности, необходимой для резки. Для более точного пропила более тонкий круг может работать с большей точностью и точностью. Они режут быстрее и выделяют меньше тепла. Более тонкие круги также удаляют меньше материала при каждом разрезе, что идеально при ремонте или подгонке деталей.Компромисс заключается в том, что они, как правило, не служат так долго, как более толстые колеса при идентичных условиях. В приложениях, где точность и точность не так важны, а долговечность важны, может подойти более толстое колесо.
В приложениях, где точность и точность не так важны, а долговечность важны, может подойти более толстое колесо.
Weiler Abrasives предлагает два ультратонких высокопроизводительных отрезных круга — Tiger® Zirc Ultracut 1 миллиметр и Tiger Inox Ultracut 1 миллиметр. Оба этих отрезных круга бывают диаметром 4 1/2 или 5 дюймов. 1-миллиметровый станок Tiger Zirc Ultracut обеспечивает сверхбыструю скорость резки и долгий срок службы, и он идеально подходит для резки тонкого листового металла, труб, профилей и стержней с малым поперечным сечением.Tiger Inox Ultracut 1 миллиметр идеально подходит для нержавеющей стали, поскольку не содержит загрязняющих веществ.
Weiler Abrasives также предлагает новую впечатляющую линейку отрезных, стационарных и высокоскоростных пильных дисков. Колеса отрезной пилы имеют толщину 3/32 дюйма, а колеса высокоскоростной пилы и неподвижные колеса пилы имеют толщину 1/8 дюйма. Эти отрезные круги идеально подходят для резки в металлообрабатывающей, строительной и железнодорожной отраслях, а некоторые из специализированных моделей могут обеспечить точную резку рельсов, резку без заусенцев и нарезку шпилек для тяжелых условий эксплуатации.
ПРИМЕНЕНИЕ ДЛЯ РЕЖУЩЕГО КОЛЕСА
До сих пор мы обсуждали, как отрезные круги типов 1, 27, 41 и 42 предлагают отличительные формы для различных областей применения. Мы изучили различные зерна, используемые в отрезных кругах, и то, как они оптимизированы для использования с разными металлами, а также изучили, как диаметр и толщина влияют на скорость вращения и точность круга. Теперь давайте рассмотрим несколько областей применения промышленных и профессиональных отрезных кругов и то, как выбрать правильные диски для этих целей.
1. ОБЩЕЕ ИЗГОТОВЛЕНИЕ
При производстве металлических изделий обычно используются колеса диаметром 0,045 дюйма. При работе с более тонкими материалами оператор может вместо этого выбрать 1-миллиметровый круг для большей точности, меньшего тепловыделения и меньшего количества заусенцев, которые необходимо удалить перед сваркой.![]() Выбор зерна, вероятно, будет зависеть от состава материала заготовки — более качественные зерна для конструкционной стали и труднообрабатываемых металлов, чистые круги для нержавеющей стали.
Выбор зерна, вероятно, будет зависеть от состава материала заготовки — более качественные зерна для конструкционной стали и труднообрабатываемых металлов, чистые круги для нержавеющей стали.
2. ИЗГОТОВЛЕНИЕ ТРУБ
При производстве металлических труб выбор отрезного круга часто зависит от диаметра разрезаемой трубы. Для трубы 3/4 дюйма или меньше обычно будет достаточно диаметра 4 1/2 дюйма. Для трубы до 2 1/2 дюймов эффективен 6-дюймовый отрезной круг, а для трубы до 3 1/2 дюймов обычно наиболее подходит 9-дюймовый отрезной круг. Также рекомендуется выбрать самый тонкий круг из возможных, чтобы свести к минимуму нагревание и трение, и использовать колесо типа 1 для более глубокого резания, если приложение не налагает особых ограничений.Для больших труб, часто встречающихся на трубопроводе, отрезной диск с вдавленным центром обеспечивает дополнительный зазор при работе под ограниченным углом, а толщина круга 0,045 дюйма идеально подходит для резки на производственных площадках или в полосе отчуждения для ремонта в полевых условиях.
3. СУДОСТРОЕНИЕ
Когда оператор работает в ограниченном, труднодоступном пространстве корабля, продление срока службы отрезного круга часто является приоритетом. По этой причине оператор часто хочет выбрать более твердое, потенциально долговечное колесо, такое как Tiger Ceramic.Однако, когда операторы должны использовать пневматические инструменты, шланги которых растянуты на большие расстояния, для доступа к трудным участкам судна, инструменты могут иметь недостаточную мощность. В этом случае идеально подойдут круги с мягкой связкой, поскольку они облегчают поддержание быстрого резания. В судостроении рабочий материал часто влияет на выбор отрезного круга. При работе с алюминием оператор может захотеть выбрать отрезной диск, который не нагружается и не слипается, например, Tiger Aluminium.
4. ПОДГОТОВКА К СВАРКЕ
Подготовка к сварке обычно включает точную резку металла.При базовой обрезке точность не имеет решающего значения, но при сложных работах или ремонтах, которые требуют сохранения первоначальных эстетических качеств материала, точность может сэкономить время и деньги. При сварке часто используется отрезной круг диаметром 0,045 дюйма — толщиной чуть более миллиметра — для обеспечения точных и аккуратных разрезов. Для точной резки тонкого листового металла, профилей и стержней малого диаметра диск UltraCut диаметром 1 миллиметр обеспечит плавную резку и исключительный контроль для чистых и сверхточных разрезов.
При сварке часто используется отрезной круг диаметром 0,045 дюйма — толщиной чуть более миллиметра — для обеспечения точных и аккуратных разрезов. Для точной резки тонкого листового металла, профилей и стержней малого диаметра диск UltraCut диаметром 1 миллиметр обеспечит плавную резку и исключительный контроль для чистых и сверхточных разрезов.
5. ЖЕЛЕЗНЫЕ ДОРОГИ
На современных железных дорогах используются труднообрабатываемые легированные стали, поэтому высокопроизводительный отрезной круг необходим для высокоскоростных газовых пил. Самозатачивающееся зерно из диоксида циркония из оксида алюминия, которое сохраняет высокую режущую способность на протяжении всего срока службы круга, обеспечивает отличные характеристики. Режущие диски Tiger Zirc 14 и 16 дюймов разработаны специально для высокоскоростных газовых пил и представляют собой высокопроизводительные решения, необходимые для повышения производительности и прибыльности.
6.СТРОИТЕЛЬСТВО
На строительных площадках можно выполнять самые разные операции по резке металла. Операторы часто ищут колесо, которое может все, от резки арматуры до выполнения длинных резов на листовом металле. Во многих случаях диски из оксида алюминия обеспечивают правильное сочетание универсальности, производительности и цены. Линия Tiger AO предлагает отрезные круги как с плоским, так и с вогнутым центром различных размеров для штамповочных и угловых шлифовальных машин. Линия Tiger AO также расширяется до больших размеров от 12 до 16 дюймов для отрезных пил, а также высокоскоростных газовых и электрических пил.
Эти отрезные круги большого диаметра имеют несколько фирменных колес, разработанных для строительной отрасли. Линия отрезных пил включает в себя диск, предназначенный для нарезания шпилек, и опции для резки без заусенцев, состоящие из одного слоя стекловолокна. Предложение высокоскоростной пилы включает колеса с тремя слоями стекловолокна для дополнительной поддержки при резке в тяжелых условиях.
ПАРТНЕР С АБРАЗИВОМ WEILER ДЛЯ КАЧЕСТВЕННЫХ РЕЖУЩИХ ДИСКОВ
Чтобы увидеть преимущества превосходных отрезных кругов в ваших промышленных и профессиональных операциях, сделайте Weiler Abrasives вашим надежным источником решений для подготовки поверхностей.Наши отрезные круги бывают разных типов, зернистости, связки, диаметра, толщины, специальных характеристик и ценовых категорий, поэтому мы можем помочь вам найти круги или небольшие отрезные диски, которые подходят для ваших задач.
Вы получите большую выгоду, чем покупка отрезного круга. Наш ценностный пакет предлагает дополнительные преимущества, такие как обучение технике безопасности для обеспечения безопасного и эффективного использования вашего отрезного круга и прямая поддержка на месте, чтобы ответить на ваши вопросы и помочь вам сделать ваше предприятие более эффективным и продуктивным.
Свяжитесь с нами сегодня, чтобы узнать больше.
| 84.61 | — Станки для строгания, формовки, долбления, протяжки, зубонарезания, зубчатых колес шлифовальные или зуборезные, пильные, отрезные и прочие станки, работающие с удалением металла или металлокерамики, в другом месте не поименованные или не включенные: | ||||||||||||||
| 846120 | — — Формовочные или долбежные станки: | ||||||||||||||
| 8461.20.4000 | — — — С числовым программным управлением | № | |||||||||||||
| 8461.20.8030 | — — — — Подержанные или восстановленные | No. | |||||||||||||
| 8461.20.8070 | — — — — Прочие, стоимостью менее 3025 долларов США за штуку | No. | |||||||||||||
| 8461.20.8090 | — — — — Прочие | № | |||||||||||||
| 8461.30 | — — Протяжные станки: | ||||||||||||||
| № | |||||||||||||||
8461. 30.0040 30.0040 | — — — Другое, стоимостью менее 3025 долларов за штуку | № | |||||||||||||
| — — — Другое: | — — — Другое: | — — — Другое: | |||||||||||||
| 8461.30.0060 | — — — — С числовым программным управлением | № | |||||||||||||
| 8461.30.0080 | — — — — Прочие | № | |||||||||||||
| 8461.40 | зубчатые — зуборезные станки: | ||||||||||||||
| — — — Зуборезные станки: | |||||||||||||||
| 8461.40.1010 | — — — — Подержанные или восстановленные | No. | |||||||||||||
| — — — — Прочее: | |||||||||||||||
| 8461.40.1050 | — — — — — Зубчатые фрезы | № | — — — — Шлифовальные станки | № | |||||||||||
| 8461.40.1090 | — — — — — Прочие | № | |||||||||||||
| — — — Зубошлифовальные или чистовые станки: | |||||||||||||||
| 8461.40.5020 | — — — — Использовано или восстановлено | № | |||||||||||||
| 8461.40.5040 | — — — — Прочие, стоимостью менее 3025 долларов США за штуку | № | |||||||||||||
| № | |||||||||||||||
| 8461.50 | — — Пильные или отрезные станки: | ||||||||||||||
| 8461.50.0010 | — — — Б / у или восстановленный № | ||||||||||||||
| 8461.50.0020 | — — — Другое, стоимостью менее 3025 долларов США за штуку | № | |||||||||||||
| — — — Другое: | |||||||||||||||
| № | |||||||||||||||
| 8461.50.0090 | — — — — Другое | № | |||||||||||||
8461. 90 90 | — — Другое: | — — — С ЧПУ: | |||||||||||||
| — — — — Строгальные станки: | |||||||||||||||
| 8461.90.3020 | — — — — — Использовано или восстановлено | № | |||||||||||||
| 8461.90.3040 | — — — — — Другое | № | |||||||||||||
| — — — Другое: — — — | |||||||||||||||
| 8461.90.3060 | — — — — — Б / у или восстановлен | № | |||||||||||||
| 8461.90.3080 | — — — — — Другое | ||||||||||||||
| — — — Прочее: | |||||||||||||||
| — — — — Строгальные станки: | |||||||||||||||
| 8461.90.6010 | — — — — — Использовано или восстановлено | № | |||||||||||||
| 8461.90.6020 | — — — — — Прочие, стоимостью менее 3025 долларов США за штуку | № | 846342 | 846342 | — — — — — Другое | No. | |||||||||
| — — — — Другое: | |||||||||||||||
| 8461.90.6040 | — — — — — Б / у или восстановлено . | ||||||||||||||
| 8461.90.6050 | — — — — — Другое, стоимостью менее 3025 долларов за штуку | № | |||||||||||||
| 8461.90.6090 | — — — — — Другое | — Другое |
Необходим совет по резке алюминия: металлообработка
Привет,
Я надеюсь, что кто-нибудь в этом субреддите сможет дать совет по резке алюминия. В частности, я купил алюминиевый Z-образный стержень 6061 длиной 6 футов от McMaster-Carr (конкретный URL-адрес продукта — http: // www.mcmaster.com/#7062t17/=sphxxl). У меня не получилось вырезать это так, чтобы линии были полностью квадратными. Я пробовал следующее.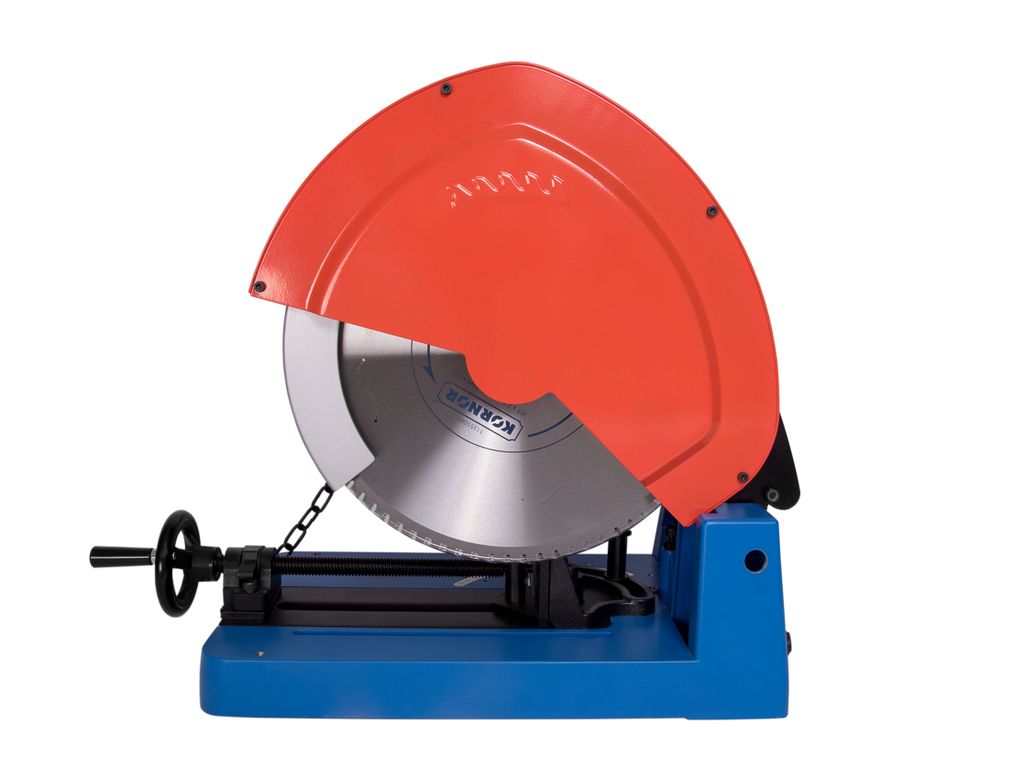 Мы будем очень благодарны за любые советы о том, какой инструмент и отрезной диск лучше всего подходят для квадратного среза алюминия. Я создаю прототип чего-то и хочу сэкономить, делая это сам. Я пробовал покупать инструменты в Harbour Freight Tools, так как они очень дешевы, и я полагаю, что когда у меня будет хороший процесс, я смогу инвестировать в лучшие инструменты.
Мы будем очень благодарны за любые советы о том, какой инструмент и отрезной диск лучше всего подходят для квадратного среза алюминия. Я создаю прототип чего-то и хочу сэкономить, делая это сам. Я пробовал покупать инструменты в Harbour Freight Tools, так как они очень дешевы, и я полагаю, что когда у меня будет хороший процесс, я смогу инвестировать в лучшие инструменты.
а) Ножовка по металлу. Это сработало, но потребовало времени и было не очень корректно.
b) Орбитальная головоломка (http://www.harborfreight.com/power-tools/jig-saws/orbital-jigsaw-69582.html). Это вообще не сработало.
c) Угловая шлифовальная машина 4,5 дюйма (http://www.harborfreight.com/heavy-duty-4-1-2-half-inch-angle-grinder-91223.html). Это легко прорезало алюминий, но диск был слишком маленьким, чтобы сделать один полный разрез, и мне пришлось разрезать обе стороны, чтобы полностью прорезать металл.В результате получился не очень квадратный разрез. Я использовал http://www.harborfreight.com/4-12-in-40-grit-metal-cut-off-wheel-10-pc-61195.html для отрезного круга.
d) Отрезной шлифовальный станок (http://www.harborfreight.com/6-in-cut-off-saw-61204.html). Это не могло прорезать алюминий. Я думаю, это могло быть связано с тем, что частота вращения этого инструмента составляет 5000 об / мин по сравнению с более чем вдвое больше, чем у угловой шлифовальной машины 4,5 дюйма.
e) Угловая шлифовальная машина 7 дюймов. Это сработало лучше всего, но угол все еще не очень квадратный.
Я думаю, что лучше всего мне будет отрезная пила, но я осторожно отношусь к покупке еще одного инструмента. Поэтому я хочу максимально увеличить вероятность того, что получу это правильно при следующей покупке. Любая помощь будет принята с благодарностью.
Спасибо, Джон
Китай производитель электроинструментов, ручной инструмент, поставщик шлифовальных кругов
Принадлежности для электроинструментов
Цена FOB:
0 долларов США. 25–1,58
/ Кусок
25–1,58
/ Кусок
Мин. Заказ: 5000 шт.
Связаться сейчасВидео
Цена FOB: 0 долларов США.16 / Кусок
Мин. Заказ: 800 шт.
Связаться сейчасВидео
Цена FOB: 0 долларов США.22-2,71 / Кусок
Мин. Заказ: 1,000 штук
Связаться сейчасВидео
Цена FOB: 0 долларов США.19–1,96 / Кусок
Мин. Заказ: 800 шт.
Связаться сейчасВидео
Цена FOB: 2 доллара США.54-8,75 / Кусок
Мин. Заказ: 100 шт.
Связаться сейчасВидео
Цена FOB: 1 доллар США.28-17.17 / Кусок
Мин. Заказ:
100 шт.
Заказ:
100 шт.
Цена FOB: 0 долларов США.59-2,1 / Кусок
Мин. Заказ: 2000 шт.
Связаться сейчасЦена FOB: 0 долларов США.26-0,9 / Кусок
Мин. Заказ: 200 шт.
Связаться сейчасЦена FOB: 0 долларов США.33-2,4 / Кусок
Мин. Заказ: 100 шт.
Связаться сейчасЭлектроинструменты
Цена FOB: 70–84 долл. США / Кусок
Мин.Заказ: 4 шт
Связаться сейчасGIF
Цена FOB: 74 доллара США.1-81,5 / Кусок
Мин. Заказ:
4 шт
Заказ:
4 шт
GIF
Цена FOB: 78–80 долларов США / Кусок
Мин.Заказ: 2 куска
Связаться сейчасВидео
Цена FOB: 68 долларов США.6-71 / Кусок
Мин. Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 66-66 долларов США.3 / Кусок
Мин. Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 14 долларов США.5-14,6 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасЦена FOB: 27 долларов США.3–28,8 / Кусок
Мин. Заказ: 6 шт.
Связаться сейчасВидео
Цена FOB:
14 долларов США. 2-15,3
/ Кусок
2-15,3
/ Кусок
Мин. Заказ: 6 шт.
Связаться сейчасGIF
Цена FOB: 29 долларов США.4-30.06 / Кусок
Мин. Заказ: 4 шт
Связаться сейчасЦена FOB: 161 доллар США.5-177,5 / Кусок
Мин. Заказ: 1 кусок
Связаться сейчасРучной инструмент
Цена FOB: 1 доллар США.82-2.06 / Кусок
Мин. Заказ: 100 шт.
Связаться сейчасЦена FOB: 1 доллар США.98-7,5 / Кусок
Мин. Заказ: 100 шт.
Связаться сейчасЦена FOB: 0 долларов США.95-11,5 / Кусок
Мин. Заказ:
180 шт.
Заказ:
180 шт.
Видео
Цена FOB: 1–1 доллар США.1 / Кусок
Мин. Заказ: 48 шт.
Связаться сейчасВидео
Цена FOB: 2 доллара США.4-2,7 / Кусок
Мин. Заказ: 24 шт.
Связаться сейчасЦена FOB: 2 доллара США.4-4,4 / Кусок
Мин. Заказ: 120 шт.
Связаться сейчасЦена FOB: 2 доллара США.5-8,5 / Кусок
Мин. Заказ: 200 шт.
Связаться сейчасЦена FOB: 1 доллар США.7-1,8 / Кусок
Мин. Заказ: 50 шт.
Связаться сейчас Цена FOB:
13 долларов США. 2-14,5
/ Кусок
2-14,5
/ Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасНовое поступление
Цена FOB: 16-17 долларов США.6 / Кусок
Мин. Заказ: 10 кусочков
Связаться сейчасВидео
Цена FOB: 60 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасGIF
Цена FOB: 51 доллар США.6 / Кусок
Мин. Заказ: 1 кусок
Связаться сейчасЦена FOB: 380–418 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 350–385 долларов США / Кусок
Мин. Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 0 долларов США.29 / Кусок
Мин. Заказ: 300 шт.
Связаться сейчасЦена FOB: 1 доллар США.5-15 / Кусок
Мин. Заказ: 180 шт.
Связаться сейчасВидео
Цена FOB: 2 доллара США.7 / Кусок
Мин. Заказ: 24 шт.
Связаться сейчасЦена FOB: 2 доллара США.77 / Кусок
Мин. Заказ: 30 шт.
Связаться сейчасЦена FOB: 8 долларов США.95 / Набор
Мин. Заказ: 8 комплектов
Связаться сейчасПрофиль компании
{{util. каждый (imageUrls, function (imageUrl) {}}
{{})}}
{{если (imageUrls.length> 1) {}}
{{}}}
каждый (imageUrls, function (imageUrl) {}}
{{})}}
{{если (imageUrls.length> 1) {}}
{{}}}| Тип бизнеса: | Производитель / Завод и торговая компания | |
| Основные продукты: | Шлифовальный круг , Электроинструменты , Ручные инструменты , Принадлежности для электроинструментов | |
| Количество работников: | 24 | |
| Год основания: | 2016-11-22 | |
| Сертификация системы менеджмента: | ISO 9001 | |
| Среднее время выполнения: | Время выполнения заказа в пик сезона: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
ZHEJIANG SALI ABRASIVE TECHNOLOGY Co. , Ltd (YONGKANG SHI PENGCHENG GRINDING APP. CO. Ltd) является профессиональным производителем абразивных материалов более 30 лет с прочностью шлифовальных и отрезных дисков. Мы осуществляем управление качеством в строгом соответствии с системой качества ISO9001. Продукция получила сертификат МПа, соответствует EN12413 и стандарту безопасности ЕС. В то же время у нас есть самое современное производственное оборудование, мастерская по производству термостатов центрального кондиционера, строгий контроль качества, …
, Ltd (YONGKANG SHI PENGCHENG GRINDING APP. CO. Ltd) является профессиональным производителем абразивных материалов более 30 лет с прочностью шлифовальных и отрезных дисков. Мы осуществляем управление качеством в строгом соответствии с системой качества ISO9001. Продукция получила сертификат МПа, соответствует EN12413 и стандарту безопасности ЕС. В то же время у нас есть самое современное производственное оборудование, мастерская по производству термостатов центрального кондиционера, строгий контроль качества, …
Отрезные диски и руководство по выбору абразивных пил
Изображение предоставлено: CS UNITEC | Lapmaster International | Нортон Абразивы
Отрезные круги и полотна для абразивных пил используются для резки прутков, заготовки, труб и других материалов, изготовленных из металла, бетона или кирпичной кладки.Эти центрально установленные устройства состоят из цельного хвостовика, штифта, вала или оправки, которые приводят в движение установленное колесо или лопасти. Некоторые отрезные круги представляют собой шлифовальные круги, которые состоят из абразивных зерен, связанных вместе матрицей из смол, эпоксидной смолы, резины, металла и стекловолокна. Прямые круги используются для резки пазов и имеют простую плоскую форму без каких-либо углублений, развальцовки или чашечек. Также доступны отрезные круги с углубленным центром, которые защищают монтажное оборудование от механических воздействий.Лезвия для секционирования состоят из очень тонких суперабразивных колес, которые используются для нарезания булей на полупроводниковые пластины, для нарезки обработанных кристаллов пластин на интегральные микросхемы или матрицы, резки оптических компонентов и выполнения других специализированных операций резки. Пилы или отрезные лезвия с прорезями используются для удаления мусора и повышения производительности резки.
Различные виды абразивов
Отрезные круги и пильные полотна используют несколько типов абразивных зерен. Оксид алюминия, наиболее распространенный промышленный минерал, используемый сегодня, используется либо по отдельности, либо с другими материалами для образования керамических зерен. Оксид алюминия также сочетается с наждаком и крокусом для производства абразивов, подходящих для чистовой обработки. Карбин кремния, синтетический абразив, который тверже оксида алюминия, обычно используется с цветными металлами, такими как латунь, алюминий и титан. Зерна оксида алюминия и циркония сплавляют оксид алюминия и оксид циркония и используются для улучшения характеристик шлифования таких материалов, как нержавеющая сталь.Суперабразивы из синтетических алмазов используются для шлифования цветных металлов, керамики, стекла, камня и строительных материалов. Кубический нитрид бора (CBN), другой тип суперабразива, обеспечивает превосходные характеристики шлифования углеродистых и легированных сталей. CBN уступает только алмазу по твердости. Зерно из карбида вольфрама используется в изделиях с металлической связкой для шлифования твердых материалов, таких как композиты, стекловолокно, армированные пластмассы и резина.
Оксид алюминия, наиболее распространенный промышленный минерал, используемый сегодня, используется либо по отдельности, либо с другими материалами для образования керамических зерен. Оксид алюминия также сочетается с наждаком и крокусом для производства абразивов, подходящих для чистовой обработки. Карбин кремния, синтетический абразив, который тверже оксида алюминия, обычно используется с цветными металлами, такими как латунь, алюминий и титан. Зерна оксида алюминия и циркония сплавляют оксид алюминия и оксид циркония и используются для улучшения характеристик шлифования таких материалов, как нержавеющая сталь.Суперабразивы из синтетических алмазов используются для шлифования цветных металлов, керамики, стекла, камня и строительных материалов. Кубический нитрид бора (CBN), другой тип суперабразива, обеспечивает превосходные характеристики шлифования углеродистых и легированных сталей. CBN уступает только алмазу по твердости. Зерно из карбида вольфрама используется в изделиях с металлической связкой для шлифования твердых материалов, таких как композиты, стекловолокно, армированные пластмассы и резина.
Размер зерна и типы связки
Отрезные круги и полотна абразивных пил различаются размером зерна и типом связки.Размер зерна основан на стандартах ANSI (США), FEPA (европейский), JIS (японский) и микронных и описывает как верхний, так и нижний пределы. Типы связующих включают системы связующих на основе смолы, смолы и пластика, а также изделия с резиновыми или эластомерными связками. Также доступны металлические связи между абразивными зернами и между зернами и металлической подложкой. Системы металлической связки используются в основном для продуктов с абразивной дробью или карбида вольфрама. Системы связки из спеченного металла используются, когда требуется более толстый слой суперабразива.Однослойные металлические колеса (MSL) состоят из специального слоя припоя, который образует один слой суперабразива и связки. Системы связки с гальваническим покрытием используются для производства мелкозернистых суперабразивных материалов.