Резьбы — Сверла — Энциклопедия по машиностроению XXL
По технологическим возможностям станки с ЧПУ (так же как и универсальные станки) делят на следующие группы станки токарной г р у п п ы, на которых обрабатывают наружную и внутреннюю поверхности заготовок типа тел вращения с прямолинейными и криволинейными контурами, со сложными внутренними полостями, нарезают наружную и внутреннюю резьбы станки сверл и ль но- расточной группы сверлят и растачивают заготовки самого различного класса точности. Возможна комплексная сверлильно-расточная обработка [c.203]При нарезании резьбы диаметр сверла д-с — номинальный диаметр резьбы Кс — коэффициент (табл. 24) — шаг резьбы. Для конической резьбы по ГОСТам 6111—52 и 6211—52 = ii — [c.562]
При нарезании резьбы материал детали несколько выдавливается метчиком, и внутренний диаметр резьбы оказывается больше диаметра исходного отверстия.
РЕЗЬБЫ МЕТРИЧЕСКИЕ — СВЕРЛА [c.800]
Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла i Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла [c.404]
Перед механической обработкой размеры одной заготовки из партии проверяются на разметочной плите. Механическая обработка начинается с зачистки напильником на слесарном верстаке базовой поверхности торца со стороны большего отверстия (рис. 14.13, а). Затем фланец обрабатывают на токарном станке со специальным приспособлением нормальными резцами с пластинами из сплава ВК6. Сначала со стороны меньшего диаметра (рис. 14.13, б) подрезают торец фланца, растачивают отверстия, делают фаску и протачивают канавки, затем растачивают внутренний диаметр (рис.
Резьба Диаметр сверла Резьба Диаметр [c.330]
Обозначение резьбы Диаметр сверла, мм Обозначение резьбы Диаметр сверла, мм [c.258]
В том случае, когда отверстие в деталях сверлят под резьбу, диаметр сверла рекомендуется принимать по табл. 151 (см. приложение). Если отверстия в деталях под болты, винты или шпильки сверлят на проход, то диаметр сверла принимают по табл. 152 (см. приложение). [c.284]
При нарезании внутренней резьбы отверстия под резьбу следует сверлить согласно данным табл. 41. [c.181]
Глухие отверстия под резьбу нужно сверлить несколько глубже, чем задано длиной резьбы. В этом случае необходимо учитывать величину сбега резьбы метчика (фиг.
По направлению канавок следует различать метчики с прямыми и винтовыми канавками, причем направление винтовых канавок может быть слева направо (метчик с правой резьбой) и справа налево (метчик с левой резьбой). Следует помнить, что для точной работы метчиков необходимо правильно выбрать диаметр сверла, образующего отверстие под резьбу. Диаметр сверла для одной и той же резьбы выбирается различным в зависимости от материала, в котором нарезается отверстие. Для вязких материалов (алюминий, латунь) требуются сверла больших диаметров, чем для твердых материалов. Вот почему сверла под резьбу выбирают диаметром несколько большим внутреннего диаметра гайки.
Рекомендуемая схема распределения требует относить указанные выше процентные соотношения не к высоте резьбы, а ко всей площади нарезаемого профиля.
Большое значение имеет правильный выбор диаметра отверстия под резьбу. Диаметр сверла для отверстия под нарезание резьб выбирают по специальным таблицам (см. табл. 5.5). [c.210]
Глухие отверстия под резьбу нужно сверлить несколько глубже, на величину АЬ = (5- 6) Р, чем задана длина резьбы в отверстии. [c.210]
Номинальный диаметр резьбы Шаг резьбы Диаметр сверла [c.22]
Во избежание поломки метчика глухое отверстие под резьбу следует сверлить на 3—4 глубже, чем общая длина резьбы. [c.180]
Кроме сварки, применяют также нарезку резьбы большего диаметра.
Для дюймовых и трубных резьб диаметр сверл можно выбрать из табл. 97 и 98. [c.275]
В процессе нарезания резьбы в отверстии материал детали несколько выдавливается метчиком (под воздействием усилия подачи и вращения метчика) и размер отверстия уменьшается, поэтому особое значение имеет величина диаметра отверстия. Во избежание защемления метчика и получения некачественной резьбы отверстие под резьбу следует сверлить несколько больше ее внутреннего диаметра.
Номи- Диаметр стержня под резьбу Диаметр сверла [c.168]
Номи- Число Диаметр стержня под резьбу Диаметр сверла для отверстия [c.169]
Резьбовое отверстие (отверстие для свечи зажигания в головке цилиндров и др.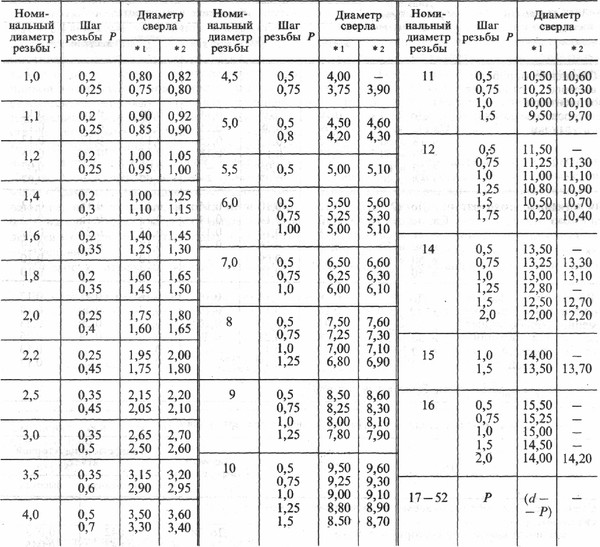 ), если его стенки имеют достаточную толщину, восстанавливают постановкой ввертыша. Для этого отверстие с изношенной резьбой рассверливают сверлом диаметром на 5—6 мм больше наружного диаметра резьбы.
[c.257]
), если его стенки имеют достаточную толщину, восстанавливают постановкой ввертыша. Для этого отверстие с изношенной резьбой рассверливают сверлом диаметром на 5—6 мм больше наружного диаметра резьбы.
[c.257]
Подбор сверл для сверления отверстий под резьбу. Диаметр сверла под нарезание метрической и трубной резьб определяют по справочным таблицам. Когда нельзя воспользоваться таблицами, диаметр отверстия под метрическую резьбу приближенно вычисляют по формуле
Внутренний диаметр d — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или вершины внутренней резьбы. Для внутренних резьб (гаек) внутренний диаметр является расчетным размером отверстий под резьбы (размер сверл). [c.158]
При сверлении отверстий малых диаметров (до 10 мм), особенно под резьбу, диаметр сверла следует брать на 0,1 мм полнее диаметра отверстия, указанного в чертеже, так как после сверления диаметр отверстия в изделии уменьшается.
Диаметр резьбы Диаметр сверла п мм Диаметр резьбы Диаметр сверла ч м н Диаметр резьбы Диаметр сверла в ММ [c.42]
Шаг резьбы Диаметр сверла Шаг резьбы Диаметр сверла Шаг реЗьбы Диаметр сверла [c.287]
Наружный диаметр метчика d, мм Шаг резьбы S, мм Внутренний диаметр резьбы по гост 9150—59 1, мм Верхнее отклонение внутреннего диаметра гайки по ГОСТ 9253—59 + е, мм Диаметр отверстия под резьбу мм Сверла близких диаметров по гост 885—60 D. мм [c.325]
Подрезать торец на длину 12 мм до бурта, обточить наружный диаметр до 11,9 мм под резьбу, проточить канавку 2 мм на глубину 1 мм, обточить фаску. Нарезать резьбу М12. Сверлить отверстие 0 6 мм до совпадения
Обозначение резьбы Диаметр сверла в мм1 Обозначение Диаметр сверла в мм [c.110]
Обозначение резьбы Диаметр сверла в мм Обозначение резьбы Диаметр сверла под резьбу в мм
[c.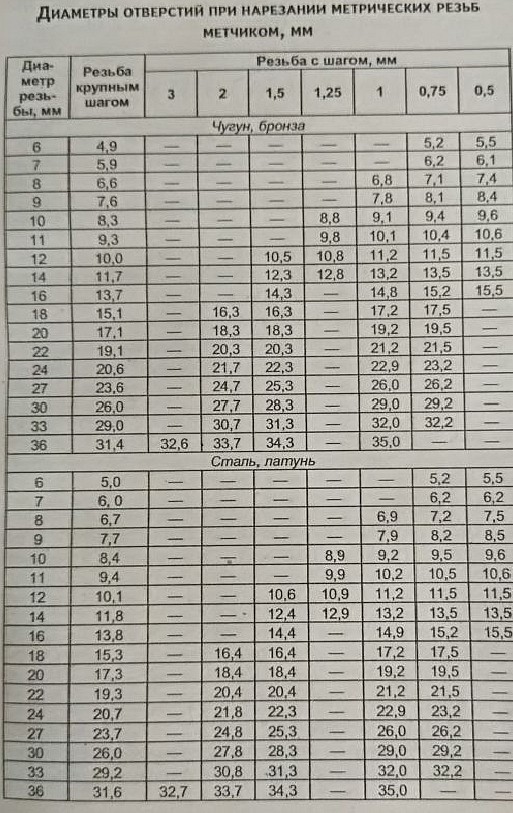 111]
111]
Для устранения срыва резьбы необходимо сверлить правильный диаметр отверстия, применять метчик с острыми режущими лезвиями, чаще вынимать метчик и очищать его канавки от спрессованной стружки.
| Рис. 89. Многоинструментная наладка на револьверный станок для обработки сту-ненчатого валика из штамповой заготовки I — снять и закрепить заготовку (на рис. не показано) II — обточить четыре ступени предварительно и центровать 111 — обточить цапфу, подрезать торец и проточить канавку для выхода резьбы IV — сверлить отверстие V — обточить хвостовик окончательно, подрезать торец и галтель VI — обточить уступ и образовать галтель |
 В процессе нарезания резьбы происходит не только снятие стружки, но частично и смятие металла. У твердых и хрупких материалов диаметр отверстия при нарезании резьбы изменяется меньше, чем у мягких и вязких материалов. Чтобы метчик не заклинился и не сломался, просверливают отверстие несколько большего диаметра, чем внутренний диаметр резьбы. Диаметр сверла для отверстия под метрическую резьбу в зависимости от материала и шага резьбы подбирают по табл. 1.
[c.40]
В процессе нарезания резьбы происходит не только снятие стружки, но частично и смятие металла. У твердых и хрупких материалов диаметр отверстия при нарезании резьбы изменяется меньше, чем у мягких и вязких материалов. Чтобы метчик не заклинился и не сломался, просверливают отверстие несколько большего диаметра, чем внутренний диаметр резьбы. Диаметр сверла для отверстия под метрическую резьбу в зависимости от материала и шага резьбы подбирают по табл. 1.
[c.40]Болты в стыках должны быть плотно затянуты гайками на пружинных шайбах. Разрезные пружинные шайбы упруго воспринимают действующие на болты силы и препятствуют саморазболчиванию. Несмотря на это, гайки на болтах в процессе эксплуатации ослабляются и по внешнему виду это не всегда можно обнаружить. При ослабленных гайках стык работает недостаточно стабильно, поэтому необходимо все гайки на стыковых болтах систематически проверять и подтягивать. Кроме того, весной производится сплошная смазка и закрепление болтов. Закрепляются и смазываются стыковые болты вторично при летних предупредительных работах или осенью. Стыковые болты следует вставлять в хорошо совмещенные отверстия накладок и рельсов, сохраняя резьбу. Не разрешается устанавливать болты молотком, когда эти отверстия не совмещены, так как это приводит к искривлению болтов и разрушению резьбы. Запрещается сверлить болтовые отверстия в рельсах через накладку. Завинчивание гаек вручную производится ключами длиной до 1 м. При завинчивании гаек механическими ключами усилие при затягивании гаек должно соответствовать крутящемуся моменту для рельсов Р65 560— 600 Н[c.200]
Закрепляются и смазываются стыковые болты вторично при летних предупредительных работах или осенью. Стыковые болты следует вставлять в хорошо совмещенные отверстия накладок и рельсов, сохраняя резьбу. Не разрешается устанавливать болты молотком, когда эти отверстия не совмещены, так как это приводит к искривлению болтов и разрушению резьбы. Запрещается сверлить болтовые отверстия в рельсах через накладку. Завинчивание гаек вручную производится ключами длиной до 1 м. При завинчивании гаек механическими ключами усилие при затягивании гаек должно соответствовать крутящемуся моменту для рельсов Р65 560— 600 Н[c.200]
ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры
Текст ГОСТ 21350-75 Отверстия под нарезание трубной конической резьбы. Диаметры
государственный стандарт
СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350—75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.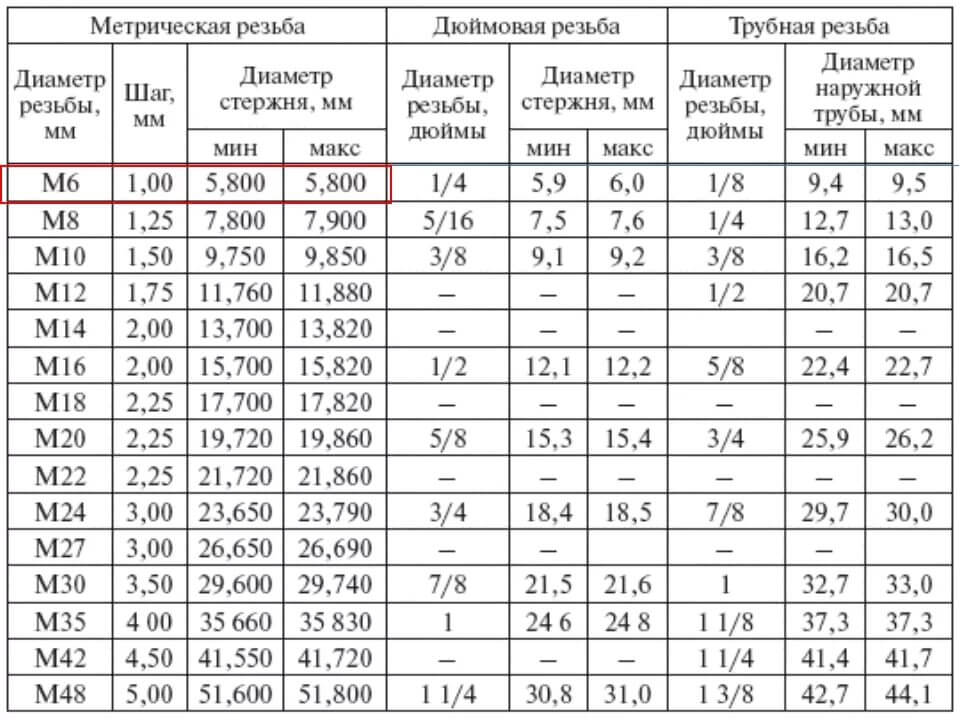 о. директора Герасимов Н. Н.
о. директора Герасимов Н. Н.
Руководитель темы и исполнитель Зарослова М. П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
УДК 62—472.D0U4:62f.Se2.&82.22—434.5(083.74) Группа Г13
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
Диаметры
ГОСТ
21350-75
Holes for threading pipe taper screw thread. Diameters
Взамен MH 5389—64
Постановлением Государственного комитета стандартов Совета Министров СССР от 13 декабря 1975 т. Nf 3877 срок действия установлен
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы ло ГОСТ 6211—69 в изделиях из сталей по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 5058—75 и ГОСТ 5632—72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859—66.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт.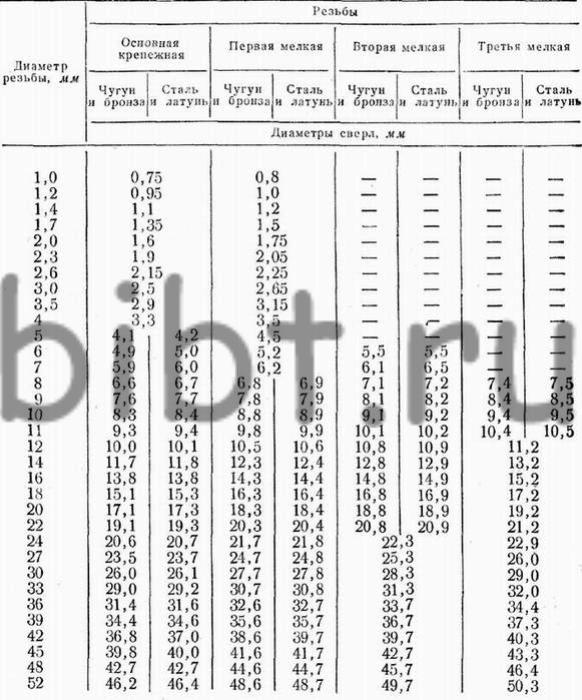 1 и в табл. 1.
1 и в табл. 1.
с 01.01.77 до 01.01.87
[0споВиая плоскость
Черт. 1
Издание официальное ★
Перепечатка воспрещена
© Издательство стандартов, 1976
Таблица I
Размеры в мм
Номинальный размер ре шбы в дюймах | Число ниток на 1* | Шаг Р | Диаметр отверстия | Глубина сверлениш 1 | |||
dо | |||||||
Номин | Пред откл | Номин | Пред откл | ||||
1/8 | 28 | 0,907 | 8,10 | 4-0 20 | 8,57 | +0,10 | 15 |
1/4 | 19 | 1,337 | 10,80 | +0,24 | 11,45 | 20 | |
3/8 | 14,30 | 14,95 | 24 | ||||
1/2 | 14 | 1,814 | 17 90 | 18,63 | 29 | ||
3/4 | 23 25 | +0,28 | 24,12 | 31 | |||
1 | 11 | 2,309 | 29,35 | 30,29 | 37 | ||
I 1/4 | 37,80 | +0,34 | 38,95 | 40 | |||
1 1/2 | 43,70 | 44,85 | 42 | ||||
2 | 55,25 | +0,40 | 56,66 | 44 |
Примечание Для резьб с номинальным размером свыше 2″ номинальные диаметры отверстий do и их предельные отклонения должны быть, равны установленным ГОСТ 6211—69 для внутреннего диаметра резьбы
3 Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт 2 и в табл 2
Основная плоскость
4 Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных
5 Диаметры сверл для отверстий под нарезание оезьбы указаны в рекомендуемом приложении
Таблица 2*
Размеры в мм
Номинальный размер резьбы в дюймах | Число ниток на 1″ | Шаг Р | Диаметр отверстия | Глубина сверления | |
Номин | Пред, откл | ||||
*/« | 28 | 0,907 | 8,25 | +0,20 | 15 |
Ч* | 19 | 1,337 | 11,05 | +0,24 | 20 |
3/к | 14,50 | 24 | |||
Ча | 14 | 1,814 | 18,10 | +0,28 | 29 |
зи | 23,60 | 31 | |||
1 | 11 | 2,309 | 29,65 | 37 | |
1 Ч* | 38,30 | +0,34 | 40 | ||
1 V» | 44,20 | 42 | |||
2 | 56,00 | +0,40 | 44 |
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной конической резьбы
Размеры в мм
Номинальный размер резьбы в дюймах | Число | Шаг | Диаметр сверла для отверстия | |
ниток на 1″ | Р | с развертыванием на конус | без развертывания на конус | |
V* | 28 | 0,907 | 8,1 | 8,3 |
ч* | 19 | 1,337 | 10,8 | ил |
3/в | 14,25 | 14,5 | ||
а/з | 14 1 | 1,814 | — | — |
эи | 23,25 | — | ||
1 | — | — | ||
1 >/« | 11 | 2,309 | — | 38,25 |
1 */г | — | — | ||
2 | — | 56,00 |
Сдано
Редактор Я. Б. Заря Технический редактор Л. Б. Семенову-Корректор Af. Я. Гринвальд
набор 24.12.75 Подп. в печ. 11.02.76 0,5 п. л. Тир. 12000 Цена 3 кон.
Ордена «Знак Почета» Издательство стандартов. Москва, Д-22, Новоиресненский пер., Э Калужская типография стандартов, ул. Московская, 256, Зак. 16
Сверление и нарезание резьбы внутренней резьбы
Ход урока
1.Организационный момент
2.Приветствие
3. Тема урока: сверление и нарезание резьбы внутренней резьбы
4. Цель урока: изучить сверление и нарезание резьбы внутренней резьбы
5. Опрос домашнего занятия.
6.Реформация
Нарезание внутренней резьбы. Подготовка отверстий под резьбу заключается в соответствующем выборе диаметра сверла, которым будет просверливаться отверстие под нарезание резьбы. Отверстие, в котором нарезают резьбу метчиком, должно быть чистым, т. е. просверлено, обработано зенкером или же проточено. При нарезании резьбы материал частично выдавливается, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Металлы твердые и хрупкие дают меньшие изменения величины отверстие при нарезании резьбы, чем металлы мягкие и вязкие. Если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то материал, выдавливаемый при нарезании, будет давить на зубья метчика, отчего они нагреваются и к ним прилипают частицы металла. Резьба может получиться с рваными нитками, а в некоторых случаях возможна поломка метчика. При сверлении слишком большого диаметра резьба получится неполной. Для определения диаметра сверла под метрическую резьбу следует руководствоваться
На сверлильных станках можно выполнять следующие работы:
сверление сквозных и глухих отверстий;
рассверливание отверстий на больший диаметр;
зенкерование, выполняемое для получения отверстия более высокого квалитета и меньшего параметра шероховатости поверхности;
растачивание предварительно просверленных отверстий на большой диаметр с помощью расточных пластин, закрепленных на специальных оправках;
зенкование выполняемое для образования в основании просверленного отверстия гнезд с плоским дном под головки винтов и болтов; развертывание конических и цилиндрических отверстий, обеспечивающее высокую точность и меньшую шероховатость обрабатываемой поверхности; раскатывание поверхностей специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстия, а также шероховатости в переделах 0,63-0,080 мкм; нарезание внутренней резьбы метчиками;
подрезание торцов наружных и внутрених приливов с целью получения ровной поверхности, перпендикулярной оси отверстия; вырезание отверстий больших диаметров в листовом материале с помощью специальной оправки с закрепленным режущим інструментом;
протачивание внутренних канавок различной формы специальными оправками с закрепленным режущим инструментом.Граничные размеры отверстий и резьбы:
отверстие мин. 1,0 мм
мах. 25 мм
резьба мин. 1,6
мах. 8.
Размер отверстия под резьбу
Предпочтительные измерения
Метрическая
дюймов
Выберите M1.0x0.2M1.1×0.2M1.2×0.2M1.4×0.2M1.6×0.2M1.8×0.2M2x0.25M2.2×0.25M2.5×0.35M3x0.35M3.5×0.35M4x0.5M4.5×0.5M5x0.5M6x0. 75M7x0.75M8x0.75M8x1M9x0.75M9x1M10x0.75M10x1M10x1.25M11x0.75M11x1M12x1M12x1.25M12x1.5M5M22x2M24x1M24x1.5M24x2M25x1M25x1.5M25x2M27x1M27x1.5M27x2M28x1M28x1.5M28x2M30x1M30x1.5M30x2M30x3M32x1.5M32x2M33x1.5M33x2M33x3M35x1.5M35x2M36x1.5M36x2M36x3M39x1.5M39x2M39x3M40x1.5M40x2M40x3M42x1.5M42x2M42x3M42x4M45x1.5M45x2M45x3M45x4M48x1.5M48x2M48x3M48x4M50x1.5M50x2M52x1.5M52x2M52x3M52x4M55x1.5M55x2M55x3M55x4M56x1.5M56x2M56x3M56x4M58x1.5M58x2M58x3M58x4M60x1.5M60x2M60x3M60x4M62x1.5M62x2M62x3M62x4M64x1.5M64x2M64x3M64x4M65x1.5M65x2M65x3M65x4M68x1.5M68x2M68x3M68x4SelectM 1M 1,2 млн 1,4 млн 1,6 млн 1,8 млн 2 млн 2,5 млн 3 млн 3.5M 4M 4,5M 5M 6M 7M 8M 10M 12M 14M 16M 18M 20M 22M 24M 27M 30M 33M 36M 39M 42M 45M 48M 52M 56M 60M 64M 68 Выберите # 1-64 UNC # 2-56 UNC # 3-48 UNC # 4-40 UNC # 5-40 UNC # 6-32 UNC # 8-32 UNC # 10-24 UNC # 12-24 UNC1 / 4-20 UNC5 / 16-18 UNC3 / 8-16 UNC7 / 16-14 UNC1 / 2-13 UNC9 / 16-12 UNC5 / 8-11 UNC3 / 4-10 UNC7 / 8-9 UNC1-8 UNC1 1 / 8-7 UNC1 1 / 4-7 UNC1 3 / 8-6 UNC1 1 / 2-6 UNC1 3 / 4- 5 UNC2-4 1/2 UNC2 1 / 4-4 1/2 UNC2 1 / 2-4 UNC2 3 / 4-4 UNC3-4 UNC3 1 / 4-4 UNC3 1 / 2-4 UNC3 3 / 4-4 UNC4 -4 UNC Выберите # 0-80 UNF # 1-72 UNF # 2-64 UNF # 3-56 UNF # 4-48 UNF # 5-44 UNF # 6-40 UNF # 8-36 UNF # 10-32 UNF # 12 -28 UNF1 / 4-28 UNF5 / 16-24 UNF3 / 8-24 UNF7 / 16-20 UNF1 / 2-20 UNF9 / 16-18 UNF5 / 8-18 UNF3 / 4-16 UNF7 / 8-14 UNF1-12 UNF1 1 / 8-12 UNF1 1 / 4-12 UNF1 3 / 8-12 UNF1 1 / 2-12 UNF Выберите # 12-32 UNEF1 / 4-32 UNEF5 / 16-32 UNEF3 / 8-32 UNEF7 / 16-28 UNEF1 / 2-28 UNEF9 / 16-24 UNEF5 / 8-24 UNEF11 / 16-24 UNEF3 / 4-20 UNEF13 / 16-20 UNEF7 / 8-20 UNEF15 / 16-20 UNEF1-20 UNEF1 1 / 16-18 UNEF1 1 / 8-18 UNEF1 1 / 4-18 UNEF1 5 / 16-18 UNEF1 3 / 8-18 UNEF1 7 / 16-18 UNEF1 1 / 2-18 UNEF1 9 / 16-18 UNEF1 5 / 8-18 UNEF1 11/16 -18 UNEFВыбрать 1/16 BSW3 / 32 BSW1 / 8 BSW5 / 32 BSW3 / 16 BSW7 / 32 BSW1 / 4 BSW5 / 16 BSW3 / 8 BSW7 / 16 BSW1 / 2 BSW5 / 8 BSW3 / 4 BSW7 / 8 BSW1 BSW1-1 / 8 BSW1- 1/4 BSW1-3 / 8 BSW1-1 / 2 BSW1-5 / 8 BSW1-3 / 4 BSW1-7 / 8 BSW2 BSW2-1 / 4 BSW2-1 / 2 BSW2-3 / 4 BSW3 BSW3-1 / 4 BSW3-1 / 2 BSW3-3 / 4 BSW4 BSW4-1 / 4 BSW4-1 / 2 BSW4-3 / 4 BSW5 BSW5-1 / 4 BSW5-1 / 2 BSW5-3 / 4 BSW6 BSWSelect3 / 16 BSF7 / 32 BSF1 / 4 BSF9 / 32 BSF5 / 16 BSF3 / 8 BSF7 / 16 BSF1 / 2 BSF9 / 16 BSF5 / 8 BSF11 / 16 BSF3 / 4 BSF13 / 16 BSF7 / 8 BSF1 BSF1-1 / 8 BSF1-1 / 4 BSF1-3 / 8 BSF1-1 / 2 BSF1-5 / 8 BSF1-3 / 4 BSF2 BSF2-1 / 4 BSF2-1 / 2 BSF2-3 / 4 BSF3 BSF3-1 / 4 BSF3-1 / 2 BSF3-3 / 4 BSF4 BSF4 -1/4 BSF
Полный поток% 505560657075808500
Данные для расчета| Метрическая грубая | |
Номинальный диаметр | мм в |
Шаг резьбы P | мм в |
Резьбы на дюйм |
D = мм в
Таблица метрических сверлТаблица сверл для метчиков в соответствии со стандартом ISO 2306 для метрических единиц ISO потоки.Размеры указаны в миллиметрах.
| Таблица метрических отверстий для метчиков — крупная резьба | |||||||
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M1,6 x 0,35 | 1,6 | 0,35 | 1,301 | 1,321 | — | 1.221 | 1,25 |
| М2 х 0,4 | 2 | 0,4 | 1,657 | 1,679 | — | 1,567 | 1,60 |
| M2.5 х 0,45 | 2,5 | 0,45 | 2,113 | 2,138 | — | 2,013 | 2,05 |
| M3 x 0,5 | 3 | 0.5 | 2,571 | 2,599 | 2,639 | 2.459 | 2,50 |
| M3,5 * x 0,6 | 3,5 | 0,6 | 2,975 | 3.010 | 3,050 | 2,850 | 2,90 |
| M4 x 0,7 | 4 | 0,7 | 3,382 | 3,422 | 3,466 | 3.242 | 3,30 |
| M5 x 0,8 | 5 | 0,8 | 4,294 | 4,334 | 4,384 | 4,134 | 4.20 |
| M6 x 1 | 6 | 1 | 5.107 | 5,153 | 5,217 | 4,917 | 5,00 |
| M8 x 1,25 | 8 | 1,25 | 6,859 | 6,912 | 6.982 | 6,647 | 6,80 |
| M10 x 1,5 | 10 | 1,5 | 8,612 | 8,676 | 8,751 | 8,376 | 8.50 |
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M12 x 1,75 | 12 | 1,75 | 10,371 | 10,441 | 10.531 | 10.106 | 10.20 |
| M14 * х 2 | 14 | 2 | 12,135 | 12.210 | 12,310 | 11,835 | 12.00 |
| M16 x 2 | 16 | 2 | 14.135 | 14.210 | 14,310 | 13,835 | 14.00 |
| M18 * х 2.5 | 18 | 2,5 | 15,649 | 15,744 | 15.854 | 15,294 | 15,50 |
| M20 x 2,5 | 20 | 2.5 | 17.649 | 17,744 | 17,854 | 17,294 | 17,50 |
| M22 * x 2,5 | 22 | 2,5 | 19.649 | 19.744 | 19,854 | 19,294 | 19,50 |
| M24 x 3 | 24 | 3 | 21,152 | 21,252 | 21,382 | 20.752 | 21.00 |
| M27 * 3 | 27 | 3 | 24,152 | 24,252 | 24,382 | 23,752 | 24.00 |
| M30 х 3.5 | 30 | 3,5 | 26,661 | 26,771 | 26.921 | 26.211 | 26,50 |
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M33 * x 3,5 | 33 | 3.5 | 29,661 | 29,771 | 29,921 | 29.211 | 29,50 |
| M36 x 4 | 36 | 4 | 32,145 | 32.270 | 32,420 | 31,670 | 32,00 |
| M39 * х 4 | 39 | 4 | 35,145 | 35.270 | 35,420 | 34.670 | 35,00 |
| M42 x 4,5 | 42 | 4,5 | 37,659 | 37,799 | 37,979 | 37,129 | 37,50 |
| M45 * х 4.5 | 45 | 4,5 | 40,659 | 40,799 | 40.979 | 40,129 | 40,50 |
| M48 x 5 | 48 | 5 | 43.147 | 43,297 | 43 487 | 42,587 | 43,00 |
| M52 * х 5 | 52 | 5 | 47,147 | 47,297 | 47.487 | 46,587 | 47,00 |
| M56 x 5.5 | 56 | 5,5 | 50,646 | 50,796 | 50,996 | 50.046 | 50.50 |
Примечание: * Нестандартная резьба в соответствии со стандартом.
| Таблица метрических отверстий для метчиков — мелкая резьба | |||||||
| Резьба с мелким шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M8 x 1 | 8 | 1 | 7.107 | 7,153 | 7,217 | 6,917 | 7,00 |
| M10 x 1 | 10 | 1 | 9.107 | 9,153 | 9.217 | 8,917 | 9.00 |
| M10 * x 1,25 | 10 | 1,25 | 8,859 | 8,912 | 8,982 | 8,647 | 8.80 |
| M12 * x 1,25 | 12 | 1,25 | 10,859 | 10,912 | 10,982 | 10,647 | 10,80 |
| M12 x 1.5 | 12 | 1,5 | 10,612 | 10,676 | 10,751 | 10,376 | 10,50 |
| M14 * x 1,5 | 14 | 1.5 | 12,612 | 12,676 | 12,751 | 12,376 | 12,50 |
| M16 x 1,5 | 16 | 1,5 | 14,612 | 14.676 | 14,751 | 14 376 | 14,50 |
| M18 * x 1,5 | 18 | 1,5 | 16,612 | 16,676 | 16,751 | 16.376 | 16,50 |
| M20 x 1,5 | 20 | 1,5 | 18,612 | 18,676 | 18,751 | 18,376 | 18,50 |
| M20 * 2 | 20 | 2 | 18.135 | 18.210 | 18,310 | 17,835 | 18.00 |
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M22 * x 1,5 | 22 | 1.5 | 20,612 | 20,676 | 20,751 | 20,376 | 20,50 |
| M24 x 2 | 24 | 2 | 22,135 | 22.210 | 22,310 | 21,835 | 22.00 |
| M27 * х 2 | 27 | 2 | 25,135 | 25,210 | 25,310 | 24.835 | 25,00 |
| M30 x 2 | 30 | 2 | 28,135 | 28,210 | 28,310 | 27,835 | 28,00 |
| M33 * х 2 | 33 | 2 | 31.135 | 31,210 | 31,310 | 30,835 | 31,00 |
| M36 x 3 | 36 | 3 | 33,152 | 33,252 | 33.382 | 32,752 | 33,00 |
| M39 * 3 | 39 | 3 | 36,152 | 36,252 | 36,382 | 36,752 | 36.00 |
| M42 x 3 | 42 | 3 | 39,152 | 39,252 | 39,382 | 38,752 | 39,00 |
| M45 * 3 | 45 | 3 | 42.152 | 42,252 | 42,382 | 41,752 | 42,00 |
| M48 x 3 | 48 | 3 | 45,152 | 45,252 | 45.382 | 44,752 | 45,00 |
| M52 * х 4 | 52 | 4 | 48,145 | 48,270 | 48,420 | 47.670 | 48.00 |
Примечание: * Нежелательные резьбы согласно стандарту.
Дополнения:
Артикул:
- ISO 68-1: 1998 (E) — Резьба ISO общего назначения — Базовый профиль — Часть 1: Метрическая резьба
- ISO 2306: 1972, Сверла для нарезания резьбы самонарезающих винтов
Общая формула (резьба 65% — 75%)
Американская унифицированная форма резьбы
Американская национальная форма резьбы
Метрическая резьба ISO
Нарезание резьбы холодной штамповкой
Банкноты
| ||||||
Без метрической резьбы навинчиваем
по метрической системе Maven
Я лишь случайно познакомился с винтами на протяжении большей части моей карьеры.Там, где я работал, были прозрачные пластиковые органайзеры с крепежными винтами внутри и обозначения этикеток снаружи, например, №4-40, №6-32 и №1 / 4-20. Я плохо понимал, что означает номенклатура. Однажды я решил, что пришло время вылечить свое невежество. Я обнаружил, что исправить этот недостаток знаний будет гораздо сложнее, чем я ожидал.
Я спросил у нескольких людей, что означает обозначение № 4-40, так как я видел большое количество этих крепежных винтов, используемых в проектах. Ответ был почти однозначным и звучал примерно так: «40 означает сорок нитей на дюйм». Затем я спрашивал, что означает цифра №4.Обычно это встречалось пустым взглядом, и начинались спекулятивные предположения.
Наконец я встретил инженера, который знал ответ с головы до ног. Он сказал мне, что ниже 1/4 дюйма число указывается в размере, а выше — в долях дюйма. Я был ошеломлен и не мог найти в этом никакого логического смысла. Когда я поискал словарное определение «калибр», я обнаружил, что оно имеет альтернативное написание «калибр». Определение, которое кажется подходящим для этой ситуации: «Стандартный размер, количество или емкость.«Каков размер манометра ниже 1/4 дюйма? После некоторого исследования я нашел этот ответ:
«В унифицированной резьбе (измеряется в дюймах) диаметры пронумерованы от # 0 до # 10, где 0 наименьший и 10 наибольший. (диаметры № 12 и № 14 также могут быть найдены, но обычно они используются на старом оборудовании и необходимы для ремонта или реставрации. № 14 близок к 1/4 дюйма, но не совсем то же самое). Наибольший диаметр унифицированной резьбы = 0,060 ″ + 0.013 ″ x (пронумерованный диаметр). Итак, № 2 имеет большой диаметр 0,086 дюйма. Нечетные числа существуют, но четные числа используются гораздо чаще ».
WHEW !!! Это как в США обозначают винты ?! Итак, вы берете 60 тысячных дюйма и прибавляете размер датчика, умноженный на 13 тысячных дюйма, чтобы получить размер в дюймах от номера датчика !!!? Это то, что мы интуитивно защищаем как рациональный метод установки винтов в США? Но указанная формула диаметра действительна только для винтов с размерным номером.Более 1/4 дюйма значения даны непосредственно в дюймах, а также в виде дроби, которую можно назвать «прямой». Обычно для выполнения вычислений требуется вычислить десятичное значение из дроби. Ясно, что даже это разделение на 1/4 дюйма является очевидной попыткой ad hoc объединить две отдельные номенклатуры, учитывая, что № 14 близок к 1/4 дюйма.
Мы видим, что # 14 будет 0,242 дюйма, а # 1/4 — 0,250 дюйма. Можно видеть, что разница между диаметрами винтов составляет всего 0,008 дюйма или 0,2 мм (200 мкм).Нетрудно представить себе множество ситуаций, когда подобное подобие размеров приводило к ошибкам. Ответ, предложенный для решения этой проблемы, выглядит так: «Просто прекратите использовать №14».
Недавно я встретил бывшего машиниста, который улыбнулся, когда я сказал ему: «Я использую только метрики в своих проектах». Его лицо указывало на то, что он действительно не видел, чтобы переход на метрическую систему был чем-то иным, кроме легкомысленной, второстепенной проблемы. Я посмотрел на него и задал простой вопрос: «Сверло какого размера вы выберете, чтобы винт № 4-40 проходил через лист материала?» — для обеспечения фрикционной посадки.Внезапно его лицо стало пустым от неуверенности. «Обычно я беру штангенциркуль и измеряю диаметр в дюймах, а затем выбираю сверло». Затем я спросил, какое обозначение сверла он затем использовал, чтобы получить сверло правильного размера на основе своих измерений.
Есть несколько вариантов. Частичный набор сверл не соответствует десятичной величине в дюймах, которую он измерил штангенциркулем. Ему нужно сначала перейти к диаграмме десятичных эквивалентов и выбрать ближайший дробный размер бурового долота.Винт №4 имеет диаметр 0,112 дюйма по формуле. Ближайший фракционный размер составляет 0,125 дюйма, что соответствует сверлу 1/8 дюйма. Это так близко, насколько это возможно! Существуют также сверла с американскими цифрами и буквами, но я достаточно долго мучился, объясняя этот метод Руба-Голдберга, просто пытаясь выяснить, какого размера сверло выбрать для данного винта при использовании британских мер. Я не спрашивал, но полагаю, что бывший машинист доволен измерением всех возможных сверл с помощью штангенциркуля, пока не найдет подходящую.Почему мы довольны тем, что обозначения размеров на винтах и буровых долотах не имеют корреляции? — и отвергаем любые изменения или реформы?
Теперь объясним, как обозначается резьба винтов в метрической системе. Самый близкий размер винта в метрической системе к крепежному винту № 4-40 — M3. Что означает M3? Что ж, M означает метрический, а 3 означает три миллиметра в диаметре. В моем метрическом индексе сверла есть сверло диаметром три миллиметра, которое, если я затем просверлю трехмиллиметровое отверстие, позволит трехмиллиметровому винту M3 просто пройти сквозь пластик, металл или любой другой листовой материал, который я сверляю.Да, я это сделал, это работает. Это так просто! Если вам нужен некоторый зазор, выберите сверло 3,1 мм или 3,2 мм. Оба они стандартных размеров.
Когда Австралия перешла на метрическую систему в конце 1970-х, их производители быстро обнаружили, что они могут избавиться от большого количества винтов и болтов, которые они хранят. Один производитель автомобилей смог сократить свои запасы крепежа на 80%, что позволило сэкономить значительные средства. Представители малого бизнеса в этой стране, использующие общедоступные имперские крепежи, не понимают, что без метрической резьбы их можно завинтить.
Если вам понравилось это эссе и вы хотите поддержать работу The Metric Maven, посетите его страницу на Patreon.
Эссе по теме:
Не увлекайтесь Gage
Отверстие в головке винта
Да! У нас нет метрических сверл.
Размеры сверл для метчика — Curious Inventor
Некоторые пояснения:
Какой метчик мне нужен? Как объясняется в направляющей для винта, грубая резьба встречается гораздо чаще, она прочнее, с меньшей вероятностью заедает при установке (перекрестная резьба) и быстрее устанавливается.Итак, если вы выбираете между крупной и мелкой резьбой для нестандартного отверстия, используйте грубую резьбу, если вы не собираетесь работать с листовым металлом. Если вы пытаетесь проделать отверстие для неизвестного винта, скорее всего, это грубая резьба. Метрическая крупная резьба находится между английской крупной и тонкой резьбой. Метрическая тонкая резьба тоньше английской тонкой резьбы и используется редко.
50% и 75% размеры сверл для метчика: 100% зацепление наружной и внутренней резьбы означает, что обе резьбы полностью сформированы и полностью зацеплены.50% означает, что задействована только половина высоты резьбы, и это то, что вы получили бы, если бы сошлифовать верхнюю половину полностью сформированной резьбы. Согласно справочнику по оборудованию, испытания показали, что зацепление резьбы более 60% не дает значительного увеличения прочности. Для резьбовых соединений глубиной более 1,5 диаметра обычно достаточно 50%. Большинство сверл для метчиков имеют размер, позволяющий просверлить отверстие немного большего размера, чем можно было бы нарезать 100% резьбу, обычно 75% или 50%. Чаще всего в качестве запаса прочности используются отверстия, которые создают 75% резьбу при нарезании резьбы, и это то, что мы продаем.Обратной стороной сверления отверстия, в которое можно было бы нарезать 100% резьбу, является то, что его гораздо труднее нарезать (более глубокие врезы в металле), и, следовательно, гораздо больше шансов сломать метчик. Мы рекомендуем 75% сверла для нарезания резьбы, если не делается глубоких отверстий в стали.
Отверстия с зазором: Отверстие с зазором достаточно велико, чтобы винт мог пройти сквозь него, не поворачиваясь. Многие таблицы для нарезания резьбы содержат два типа сверл с зазором: плотно и свободно. Мы перечисляем сверла с малым зазором и рекомендуем выбирать любую удобную коронку большего диаметра для больших зазоров — просто убедитесь, что головка винта или шайба больше.Обратите внимание, что если выполняется несколько отверстий, узкие зазоры не оставляют много места для смещенных отверстий.
Крупная резьба — английский
| размер метчика (основной диаметр — резьба / дюйм) | винт основной диам. | сверло для метчика размер для диаметра 75% | сверло для метчика размер для диаметра 50% | сверло с зазором |
|---|---|---|---|---|
| # 0-80 | 0,060 | 3/64 (0,0469) | 55 ( .0520) | 50 (.0520).0700) |
| # 1-64 | 0,073 | 53 (.0595) | 1/16 (.0625) | 46 (.0810) |
| # 2-56 | 0,086 | 50 (0,0700) | 49 (0,0730) | 41 (0,0960) |
| # 3-48 | 0,099 | 47 (0,0785) | 44 (0,0860) | 35 (0,1100) |
| # 4-40 | 0,112 | 43 (.0890) | 41 (.0960) | 30 (.1285) |
| # 5-40 | 0.125 | 38 (.1015) | 7/64 (.1094) | 29 (.1360) |
| # 6-32 | 0,138 | 36 (.1065) | 32 (.1160) | 25 (.1495) |
| # 8-32 | 0,164 | 29 (0,1360) | 27 (0,1440) | 16 (0,1770) |
| № 10-24 | 0,190 | 25 (.1495) | 20 (.1610) | 7 (.2010) |
| # 12-24 | 0,216 | 16 (.1770) | 12 (.1890) | 1 (.2280) |
| 1 / 4-20 | .2500 | 7 (.2010) | 7/32 (.2188) | H (. 2660) |
| 5 / 16-18 | .3125 | F (.2570)J (.2770) | Q (.3320) | |
| 3 / 8-16 | .3750 | 5/16 (.3125) | Q (.3320) | X (.3970) |
| 7 / 16-14 | .4375 | U (.3680) | 25/64 (.3906) | 15/32 (.4687) |
| 1 / 2-13 | .5000 | 27/64 (.4219) | 29/64 (.4531) | 17/32 (.5312 ) |
| 9 / 16-12 | .5625 | 31/64 (.4844) | 33/64 (.5156) | 19/32 (.5938) |
| 5 / 8-11 | .6250 | 17/32 (.5312) | 9/16 (.5625) | 21/32 (.6562) |
| 3 / 4-10 | .7500 | 21/32 ( .6562) | 11/16 (0,6875) | 25/32 (0,7812) |
| 7 / 8-9 | 0,8750 | 49/64 (0,7656) | 51/64 (0,7969 ) | 29/32 (.9062) |
| 1 ″ -8 | 1.000 | 7/8 (0,8750) | 59/64 (0,9219) | 1-1 / 32 (1,0313) |
| 1 1 / 8-7 | 1,1250 | 63/64 (.9844) | 1-1 / 32 (1,0313) | 1-5 / 32 (1,1562) |
Мелкая резьба — Метрическая система
| размер смесителя | диам. мм (дюйм) | сверло для метчика (мм) | сверло для метчика (дюйм) | зазор (мм) | зазор (дюйм) |
|---|---|---|---|---|---|
| M1,6 × 0,35 | 1,6 (0,0630) | 1,25 | # 55 | 1,8 | # 49 |
| M2x0,4 | 2,0 (0,0787) | 1,60 | # 52 | 2,4 | # 41 |
| M2,5 × 0,45 | 2,5 (0,0984) | 2,05 | № 46 | 2.9 | # 32 |
| M3x.05 | 3,0 (0,181) | 2,50 | # 39 | 3,4 | # 29 |
| M3,5 × 0,6 | 3,5 (0,1378) | 2,90 | # 32 | 3,9 | # 23 |
| M4x0,7 | 4,0 (0,1575) | 3,30 | # 30 | 4,5 | # 16 |
| M5x0,8 | 5,0 (.1969) | 4,20 | # 19 | 5.5 | 7/32 |
| M6x1 | 6,0 (0,2362) | 5,0 | # 8 | 6,6 | G |
| M8x1 | 8,0 (0,3150) | 7,0 | J | 9,0 | T |
| M10x1,25 | 10,0 (0,3937) | 8,8 | 11/32 | 12,0 | 31/64 |
| M12x1,25 | 12,0 (0,4724) | 10,8 | 27/64 | 14.0 | 35/64 |
| M14x1,5 | 14,0 (.5512) | 12,5 | 1/2 | 16,0 | 5/8 |
| M16x1,5 | 16,0 (0,6299) | 14,5 | 37/64 | 18,0 | 45/64 |
| M18x1,5 | 18,0 (0,7087) | 16,5 | 21/32 | 20,0 | 51/64 |
| M20x1,5 | 20,0 (0,7874) | 18,5 | 47/64 | 22.0 | 7/8 |
| M22x1,5 | 22,0 (0,8661) | 20,5 | 13/16 | 25,0 | 1 |
| M24x2 | 24,0 (0,9449) | 22,0 | 7/8 | 27,0 | 1-5 / 64 |
| M27x2 | 27,0 (1,0630) | 25,0 | 1 | 30,0 | 1-3 / 16 |
Тонкая резьба — английский
| размер смесителя (диам.- резьбы / дюйм) | винт диам. | сверло для метчика размер для диаметра 75% | сверло для метчика размер для диаметра 50% | сверло с зазором |
|---|---|---|---|---|
| # 1-72 | 0,073 | 53 (0,0595) | 52 (0,0635) ) | 46 (.0810) |
| # 2-64 | 0,086 | 50 (.0700) | 48 (.0760) | 41 (.0960) |
| # 3-56 | 0,099 | 45 (0,0820) | 43 (.0890) | 35 (.1100) |
| # 4-48 | 0,112 | 42 (.0935) | 40 (.0980) | 30 (.1285) |
| # 5-44 | 0,125 | 37 (.1040) | 35 (.1100) | 29 (.1360) |
| # 6-40 | 0,138 | 33 (.1130) | 31 (0,1200) | 25 (.1495) |
| # 8-36 | 0,164 | 29 (.1360) | 26 (.1470) | 16 (.1770) |
| # 10-32 | 0,190 | 21 (.1590) | 18 (.1695) | 7 (.2010) |
| # 12-28 | 0,216 | 14 (. 1820) | 10 (.1935) | 1 (.2280) |
| 1 / 4-28 | .2500 | 3 (.2130) | 1 (.2280) | H (.2660) |
| 5 / 16-24 | .3125 | I (.2720) | 9/32 (.2812) | Q (.3320) |
| 3 / 8-24 | .3750 | Q (.3320) | S (.3480) | X (.3970) |
| 7 / 16-20 | .4375 | 25/64 (.3906) | 13/32 ( .4062) | 15/32 (.4687) |
| 1 / 2-20 | .5000 | 29/64 (.4531) | 15/32 (.4688) | 17/32 (. 5312) |
| 9 / 16-18 | .5625 | 33/64 (.5156) | 17/32 (.5312) | 19/32 (.5938) |
| 5 / 8- 18 | .6250 | 37/64 (.5781) | 19/32 (.5938) | 21/32 (.6562) |
| 3 / 4-16 | .7500 | 11/16 (0,6875) | 45/64 (0,7031) | 25/32 (0,7812) |
| 7 / 8-14 | 0,8750 | 13/16 (0,8125) | 53/64 (0,8281) | 29/32 (.9062) |
| 1 ″ -12 | 1.000 | 15/16 (0,9375) | 61/64 (0,9531) | 1-1 / 32 (1,0313) |
| 1 1 / 8-12 | 1.1250 | 1-3 / 64 (1,0469) | 1-5 / 64 (1,0781) | 1-5 / 32 (1,1562) |
Крупная резьба — метрическая
| размер метчика | основной диам. мм (дюйм) | сверло для метчика (мм) | сверло для метчика (дюйм) | зазор (мм) | зазор (дюйм) |
|---|---|---|---|---|---|
| M8x1,25 | 8,0 (0,3150) | 6,8 | H | 9,0 | T |
| M10x1.5 | 10,0 (0,3937) | 8,5 | R | 12,0 | 31/64 |
| M12x1,75 | 12,0 (0,4724) | 10,2 | 13/32 | 14,0 | 35 / 64 |
| M14x2 | 14,0 (.5512) | 12,0 | 15/32 | 16,0 | 5/8 |
| M16x2 | 16,0 (0,6299) | 14,0 | 35/64 | 18,0 | 45/64 |
| M18x2.5 | 18,0 (0,7087) | 15,5 | 39/64 | 20,0 | 51/64 |
| M20x2,5 | 20,0 (0,7874) | 17,5 | 11/16 | 22,0 | 7/8 |
| M22x2,5 | 22,0 (0,8661) | 19,5 | 49/64 | 25,0 | 1 |
| M24x3 | 24,0 (0,9449) | 21,0 | 53 / 64 | 27,0 | 1-5 / 64 |
| M27x3 | 27.0 (1.0630) | 24.0 | 1 | 15/16 | 1-3 / 16 |
Метрическая таблица для метчиков и сверл
Метрическая карта для метчиков и сверл | DrillsandCutters.com Метрические крупные размеры| Размер метчика | Размер сверла |
| 1 шт.25 | 0,75 |
| 1,1 x 0,25 | 0,85 |
| 1,2 x 0,25 | 0,95 |
| 1,4 x 0,3 | 1,1 |
| 1,6 x 0,35 | 1,25 |
| 1,7 x 0,35 | 1,3 |
| 1,8 x 0,35 | 1,45 |
| 2 x 0,4 | 1,6 |
| 2.2 х .45 | 1,75 |
| 2,5 x 0,45 | 2,05 |
| 3 x 0,5 | 2,5 |
| 3,5 x 0,6 | 2,9 |
| 4 x 0,7 | 3,3 |
| 4,5 x 0,75 | 3,7 |
| 5 x 0,8 | 4,2 |
| 6 x 1 | 5 |
| 7 x 1 | 6 |
| 8 x 1.25 | 6,8 |
| 9 х 1,25 | 7,8 |
| 10 x 1,5 | 8,5 |
| 11 x 1,5 | 9,5 |
| 12 x 1,75 | 10,2 |
| 14 x 2 | 12 |
| 16 x 2 | 14 |
| 18 x 2,5 | 15,5 |
| 20 x 2.5 | 17,5 |
| 22 x 2,5 | 19,5 |
| 24 x 3 | 21 |
| 27 x 3 | 24 |
| 30 x 3,5 | 26,5 |
| 33 x 3,5 | 29,5 |
| 36 х 4 | 32 |
| 39 х 4 | 35 |
| Размер метчика | Размер сверла |
| 4 шт.35 | 3,6 |
| 4 x 0,5 | 3,5 |
| 5 x 0,5 | 4,5 |
| 6 x 0,5 | 5,5 |
| 6 x 0,75 | 5,25 |
| 7 x 0,75 | 6,25 |
| 8 x 0,5 | 7,5 |
| 8 x 0,75 | 7,25 |
| 8 x 1 | 7 |
| 9 х 1 | 8 |
| 10 шт.75 | 9,25 |
| 10 х 1 | 9 |
| 10 x 1,25 | 8,8 |
| 11 х 1 | 10 |
| 12 x 0,75 | 11,25 |
| 12 х 1 | 11 |
| 12 x 1,5 | 10,5 |
| 14 x 1 | 13 |
| 14 x 1.25 | 12,8 |
| 14 x 1,5 | 12,5 |
| 16 x 1 | 15 |
| 16 x 1,5 | 14,5 |
| 18 x 1 | 17 |
| 18 x 2 | 16 |
| 20 х 1 | 19 |
| 20 x 1,5 | 18,5 |
| 20 x 2 | 18 |
| 22 х 1 | 21 |
| 22 x 1.5 | 20,5 |
| 22 х 2 | 20 |
| 24 x 1,5 | 22,5 |
| 24 x 2 | 22 |
| 26 x 1,5 | 24,5 |
| 27 x 1,5 | 25,5 |
| 27 х 2 | 25 |
| 28 x 1,5 | 26,5 |
| 30 x 1.5 | 28,5 |
| 30 х 2 | 28 |
| 33 x 2 | 31 |
| 36 x 3 | 33 |
| 39 x 3 | 36 |
Размеры метрических сверл
Вам нужно знать, что такое метрическая резьба? Кликните сюда.
Найдите правильный размер сверла перед использованием метчика.Подходит для кирпичной кладки, деревянных и металлических балюстрад, решеток и цепных систем