Сварочный полуавтомат своими руками: схема самодельного аппарата из инвертора или трансформатора
Сварочный автомат – специальный прибор, предназначенный для сварочного соединения металлических изделий. Аппараты изготавливаются с различными параметрами, но независимо от типа, наиболее важный элемент конструкции – инверторный механизм.
Для стабильной работы требуется, чтобы инвертор обладал высоким качеством, требуемой функциональностью, был для пользователя безопасным.
Приборы известных марок отличаются высокой стоимостью, а китайские не вызывают доверия у потребителей. Потому некоторые сварщики предпочитают изготавливать сварочный полуавтомат своими руками по простым схемам и технологии изготовления.
Что потребуется?
В состав аппарата-самоделки включаются:
- механизм, управляющий характеристиками выходящего тока,
- блок питания,
- горелки,
- зажимные приспособления,
- резиновые рукава,
- телега.
Для сборки прибора полуавтоматической сварки своими руками будут нужны:
- устройство для проволоки-присадки,
- гибкий шланг для подачи под требуемым давлением порошка либо газа к зоне сварного соединения,
- катушка,
- электронный узел для управления прибором.
Принцип работы
Процесс производства сварки полуавтоматом состоит в:
- передвижение и регулировка работы горелки,
- контролировании процесса сварки.
Главная функция инверторного полуавтомата – трансформация переменного тока, получаемого от сети, в постоянный. Длина и качество дуги зависит от напряжения, а темп поступления присадки определяется по сварному току.
Принцип действия любого сделанного своими руками полуавтомата такой:
- продувка для устранения засоров, препятствующих стабильной подаче газа,
- включение питающего блока,
- подача присадки,
- функционирование инвертора в заданном темпе,
- укрытие шва и заваривание образованного кратера.


На завершающем этапе при необходимости выполняется ручная зачистка места соединения или наплавки, обеспечивается защита шва и заваривание кратера.
Созданный план
Перед производством сварочного полуавтомата своими руками составляется план действий на каждом этапе работы. Это позволит повысить скорость монтажа и определить требуемые приспособления и изделия.
Сначала надо определиться с принципиальной электрической схемой полуавтомата.
Далее нужно задуматься о том, какое устройство или прибор использовать как корпус для компактной установки электронной начинки и механизмов.
Затем нужно проанализировать габариты требуемых для сборки деталей, обдумать их размещение внутри корпуса. Для примера, если есть время, можно изготовить объемные прототипы деталей и расположить их в подходящем по объему пространстве по принятой схеме сварочного полуавтомата.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.
Демонтаж производится как можно аккуратнее чтобы не повредить нужную обмотку, витки должны ложиться вплотную.
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
Источник питания
В конструкцию полуавтомата обязательно входит питающий блок. Можно поставить выпрямитель, преобразователь либо инвертор.
Так как электрический ток к сварочнику поставляется из сети с тремя фазами, то лучше применить для этого инвертор.
Плата управления
Для корректирования функционирования полуавтомата требуется электронная плата, составленная из таких деталей:
- генератора с преобразователем,
- ведущий блок реле,
- блоки обратной связи, ответственные за приход электротока в самодельный полуавтомат и выходящее напряжение,
- термозащитный узел,
- блок антизалипания.

Выбор корпуса
Коробка для полуавтомата-самоделки должен иметь такой объем, чтобы вместить части, но, легким, поддающимся быстрой очистке. Также не должно возникать затруднений при его открывании и закрывании.
Для изготовления корпуса многими сварщиками считается оптимальным вариантом использование системного блока от старого компьютера. Он компактен, обладает эстетичным внешним видом. Так как системник изготовлен из тонкостенного металла или пластика, в нем можно легко устроить требуемые вырезы. К тому же, присутствует установленный питающий блок напряжением 12 В, соответствующий для питания газового клапана при MIG-сварке. По технологии MMA, напряжения хватит для того, чтобы подавать проволоку в область сварки.
Если найти системник не удалось, для монтажа корпуса подбирается любой пластиковый либо металлический короб соответствующих габаритов.
Совмещение катушек
В корпус сначала укладывается преобразователь, затем совмещаются катушки. Первичная обвивка подключается по параллельной схеме, вторичная –по порядку элементов.
Совмещение по этому принципу позволяет воспринимать ток величиной 60 А с выходным напряжением 40 В.
Важно! Такие параметры трансформаторных катушек подходят для изготовления сваркой в бытовых условиях различных конструкций малого размера.
Система охлаждения
При продолжительной непрерывной эксплуатации полуавтомат подвержен сильному перегреванию, что ведет к неисправностям и необходимости ремонта аппарата. Потому его нужно оснастить охлаждающей системой, состоящей из термодатчика, определяющего порог допустимой для функционирования температуры, и кулеров.
Для создания системы охлаждения можно приобрести оптронную пару, подключающуюся к блоку управления аппаратом. При превышении установленного предела, от датчика на исполнительное реле поступит сигнал, отключающий подачу электроэнергии до охлаждения сварочника.
Самым простым вариантом является использование вентиляторов, которые следует прикрепить с обеих сторон корпуса перед трансформаторным прибором. Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
Закрепляются вентиляторы так, чтобы они крутились не на приток воздуха, а на вытяжку.
В качестве охладительной системы можно задействовать кулеры, демонтированные из непригодного компьютера или иного
Ремонт/доработка устройства скорости подачи электродной проволоки
Сделанный из инвертора полуавтомат чаще всего требует поступления проволоки-присадки размером 0,8, 1,0, 1,2 либо 1,6 мм. Для корректирования темпа ее подачи можно купить заводской механизм, продающийся совместно с горелкой. Но при наличии свободного времени и нужных деталей устройство делается самостоятельно согласно такому описанию.
Для сборки потребуется:
- моторчик от дворников из автомашины,
- пара подшипников,
- цилиндр окружностью 25 мм,
- две текстолитовые пластинки.
Подшипники ставятся на пластины, прислоняются к размещенному на валу моторчика цилиндрическому стержню. Прижатие производится посредством пружинки. Поступление проволоки происходит по расположенным между роликом и подшипниками направляющими.
Весь механизм монтируется на текстолитовой пластинке толщиной 8-10 мм.
Важно! Проволока при этом должна поступать из разъема, скрепляющего устройство и сварной рукав. Там же размещается и катушка с требуемой маркой расходника и подходящим диаметром.
Для регулировки поступления присадки применяется механизм, смонтированный на базе тиристорной схемы без конденсатора. Диодный мост можно подобрать любой конфигурации, выдающий ток свыше 10 А.
Дроссель
Для самостоятельной намотки дросселя нужно подобрать какой-либо трансформатор с подходящими размерами. Для таких целей можно использовать старый преобразователь от лампового телевизора, мощностью более 250 Вт.
На замкнутом сердечнике овальной формы, состоящем из двух половин, имеется две катушки. Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
Преобразователь следует разобрать, катушки демонтировать и удалить с них имеющийся провод. Для облегчения процесса намотки можно использовать плоскую медную шинку.
Важно! Для каждой из катушек требуется навивка витков в два слоя, всего на одном элементе должно быть 15-20 витков.
Затем сердечник вновь монтируется, катушки возвращаются на свои точки и соединяются последовательно. Между частями сердечника устанавливается прокладка из текстолита толщиной 1,5 мм.
Горелка
Горелка требуется для подачи дугового напряжения, газа либо присадочной проволоки в область сваривания. Устройство замыкает цепь, управляет подачей проволоки или газа.
Для ускорения процесса сборки рекомендуется приобрести уже готовый пистолет, продающийся совместно с рабочими рукавами.
Баллон
Для поступления в область сварочной дуги защитной среды газа следует подобрать баллон стандартной конфигурации.
При применении углекислоты подойдет и баллон от огнетушителя, предварительно установленный на подставку
Режимы сварки с применением углекислого газа представлены в таблице.
Тележка
Как и сварочный ПА своими руками, так и телегу можно смонтировать из уже готовых частей или с нуля из имеющихся материалов. Можно собрать тележку, состоящую из одного или нескольких уровней по одному из доступных чертежей.
На верхней приставке удобной хранить инструмент и материалы, требующиеся для работы. Колеса тележки во избежание застревания в мягком грунте и облегчения передвижения должны иметь диаметр не менее 50 мм.
Переделка
Перед тем как сделать полуавтомат из инвертора, прибор, например, серии Циклон, нужно подвергнуть переустройству его токовый преобразователь.
На катушки преобразователя накручивается медная полоска, укрытая термобумагой. Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Простой толстый кабель применять не рекомендуется, потому как под нагрузкой он будет греться. С температурным воздействием охладители могут не совладать, из-за чего перегревается и отключается весь аппарат.
Вторичная обвивка создается из трех слоев, они хорошо изолируется фторопластовой лентой. Окончания одной обвивки спаиваются для улучшения проводимости.
Осциллограммы напряжения, прямого и обратного тока представлены на рисунке.
Любой из аппаратов не серийного изготовления восприимчив к влиянию грязи и пыли. Потому эти приборы необходимо чистить не реже одного раза в квартал. Периодичность чисток принимается в соответствии с интенсивностью работ. В противном случае не избежать частых ремонтов.
Основное преимущество полуавтоматов – компактные размеры и небольшой вес. Не менее важным считается и возможность работы как на постоянном, так и на переменном токе. Аппараты могут применяться для сваривания цветных металлов и чугуна.
К недостаткам приборов можно отнести использование в ограниченном температурном диапазоне – при показаниях термометра выше -15°С. Из-за этого полуавтоматы не годятся для северных районов и не могут полноценно работать в зимний период. Инверторные полуавтоматы применяются преимущественно в теплое время либо в отапливаемых помещениях.
Игорь Корнеев, сварщик, стаж работы 20 лет: «Сварочники-самоделки применяются для сооружения малых конструкций для бытовых целей. Для профессионального применения и серийного производства их использование не рационально».
Загрузка…Самодельные сварочные аппараты, полуавтоматы, схемы
Самодельные сварочные аппараты, полуавтоматы, схемы
На нашем сайте Вы найдете много схем сварочных аппаратов, полуавтоматов, инверторной сварки. А также много полезных советов по изготовлению самодельных сварочных аппаратов, полуавтоматов и инверторов в домашних условиях.
Если у вас есть интересная схема сварочного аппарата, то вы можете связаться с нами, и мы обязательно опубликуем вашу схему или статью на нашем сайте.
Наш сайт будет постоянно развиваться и расти. Если вы не нашли нужной информации на нашем сайте сейчас, то она скоро появится обязательно. Не забывайте про наш сайт, заходите почаще.
Форма для связи с администрацией сайта
Что такое сварочный полуавтомат? Так что же такое сварка? Сварочный аппарат что такое? Разновидности сварок. Для чего нужна сварка, полуавтоматическая сварка в среде углекислого газа, что такое трансформатор, инверторный источник сварочного тока? Об этом мы постараемся объяснить в своем небольшом обзоре.
Сварочный полуавтомат
- вид сварки, с помощью которого, можно сварить между собой металлы толщиной от 0.1 мм до 20 мм.. в зависимости от силы тока. Принцип сварки основан на непрерывной подачи проволоки в зону плавления с одновременной подачей инертного газа, в качестве которого наиболее часто используют углекислый газ, реже аргон и аргоно — углекислотная смесь.
В результате сварки, шов получается качественный без шлака, этому способствует защитные свойства газов, которые защищают место сварки от попадания кислорода и окисления металла во время плавления. Полуавтоматическая сварка используется во многих отраслях народного хозяйства, но основную нишу данный вид сварки занял в автомобильной промышленности. Сварочный полуавтомат часто называют Кемрри от названия фирмы Kemppi.
Сварка
- это получение неразъемного соединения в результате теплового воздействия электрической дуги на метал.
Сварочный трансформатор
- это устройство с помощью которого питается сварочная дуга, состоит из понижающего напряжение контура и сглаживающего дросселя. Недостаток такого источника — большой вес всего изделия.
Сварочный инвертор
- это устройство понижения электрического напряжения, используемое для питания электрической дуги. В отличии от сварочного трансформатора, состоит из мощных полупроводниковых элементов. К плюсам данного вида источника сварочного тока относится небольшой вес. К недостаткам — большая цена на силовые полупроводниковые элементы, используемые в цепях инвертора.
 К недостаткам — большая цена на силовые полупроводниковые элементы, используемые в цепях инвертора.
К недостаткам — большая цена на силовые полупроводниковые элементы, используемые в цепях инвертора.Сварочный аппарат
- это устройство, с помощью которого производятся сварочные работы.
Правила использования материалов сайта
Каталог статей — ПромСнабСервис
Cодержание статьи
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:
$IMAGE2$Что потребуется для сварочного полуавтомата?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцып работа инвентатора
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Пример реализации самодельного устройства:
$IMAGE6$Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:
Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:
Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.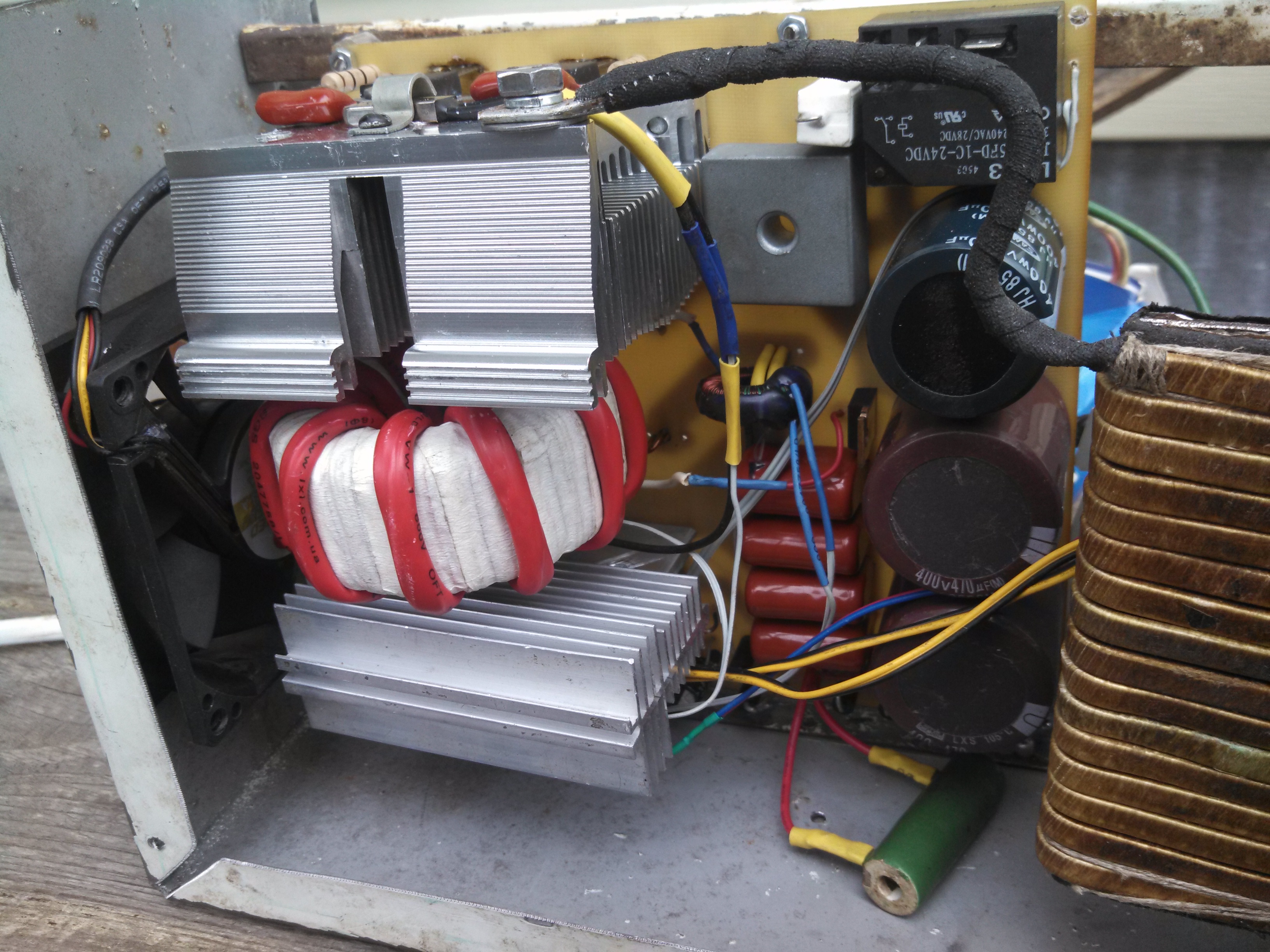
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения. Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства. Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.
$IMAGE9$Охлаждение, которое будет использоваться в самодельном устройстве, можно вынуть из устаревшей компьютерной техники. Для того, чтобы сделать не только удаление теплого воздуха, но и подачу свежего кислорода – в корпусе механизма высверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см. Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:
Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
$IMAGE11$Режимы сваривания в углекислом газе:
От обычного устройства полуавтомат отличается механизмом подачи проволоки.
 Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:
Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
Выемка для сварочного аппарата. Как сделать полуавтоматический инвертор своими руками. Самый простой сварочный аппарат: инструкция
Сварочный полуавтомат может быть самодельным, изготовленным от инвертора. Сразу скажем, что сделать сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тот, кто задумал сделать из инвертора полуавтоматический станок своими руками, должен изучить принцип его работы, посмотреть при необходимости видео или фото на эту тему, подготовить необходимые узлы и оборудование.
Как переделать инвертор в полуавтомат
Для работы вам понадобится:
С Сварочный аппарат гема
Особое внимание уделено доработке питателя, подающего проволоку в зону сварки, движущуюся по гибкому шлангу. Чтобы получить качественный ровный сварной шов, скорость подачи проволоки по гибкому шлангу и скорость его плавления должны быть одинаковыми.
При сварке полуавтоматом используются проволоки разного диаметра и из разных материалов, поэтому должна быть возможность контролировать скорость ее подачи.Это касается кормушки.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; один; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на бухты, которые представляют собой насадки, которые крепятся простыми застежками. Проволока в процессе сварки подается автоматически, что значительно сокращает время технологической операции и повышает эффективность.
Основным элементом электронной схемы блока управления является микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока.От этого элемента зависят текущие параметры и возможность их регулирования.
Переделываем инверторный трансформатор
Сварочный полуавтоматсвоими руками можно сделать, переделав инверторный трансформатор. Чтобы привести характеристики инверторного трансформатора в соответствие с необходимыми, его оборачивают медной полосой, обматывают термобумагой. Обычная толстая проволока для этих целей не используется, потому что она будет очень горячей.
Вторичная обмотка тоже переделана .Для этого вам необходимо:
- Намотайте обмотку из трех слоев олова, каждый из которых изолирован фторопластовой лентой.
- Концы обмоток спаяны друг с другом для увеличения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения устройства.
Настройка
При изготовлении полуавтомата из инвертора необходимо предварительно запитать оборудование.Чтобы устройство не перегревалось, разместите его входные и выходные выпрямители, а также выключатели питания на радиаторах.
Следуя описанным выше процедурам, подключите блок питания к блоку управления и подключите его к сети. Когда загорится индикатор питания, подключите осциллограф к выходам инвертора. С помощью осциллографа найдите электрические импульсы с частотой 40-50 кГц. Между формированием импульсов должно быть 1,5 мкс, и это регулируется изменением величины напряжения, подаваемого на вход.
Осциллограмма сварочного тока и напряжения: при обратной полярности — слева, при прямой полярности — справа
Убедитесь, что отраженные на экране осциллографа импульсы имеют прямоугольную форму, а их фронт не превышает 500 нс. Если параметры подлежат проверке, такие как должны быть, подключите инвертор к сети.
Ток на выходе должен быть не менее 120 А. Если это значение меньше, вероятно, напряжение оборудования не превышает 100 В.В этом случае оборудование проверяется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте устройство под нагрузкой: подключите к сварочным проволокам реостат с сопротивлением не менее 0,5 Ом. Он должен выдерживать ток 60 А. Сила тока, подаваемого на сварочную горелку, контролируется амперметром. Если оно не соответствует требуемому значению, значение сопротивления подбирается опытным путем.
Использование
После запуска прибора индикатор инвертора должен высветить значение тока — 120 А. Если значение другое, что-то сделано неправильно. На индикаторе может отображаться восемь штук. Чаще всего это происходит из-за недостаточного напряжения в сварочных проволоках. Лучше сразу определить причину этой неисправности и устранить ее. Если все верно, индикатор правильно покажет силу тока, регулируемую специальными кнопками.Интервал регулировки тока, обеспечиваемый инверторами, находится в пределах 20-160 А.
Контроль производительности
Чтобы полуавтомат прослужил долго, рекомендуется постоянно следить за температурным режимом инвертора. Для одновременного управления Нажимаем две кнопки, после чего на индикаторе отображается температура самого горячего из радиаторов инвертора. Нормальная рабочая температура — не более 75 ° C.
Если есть что-то еще, помимо информации, отображаемой на индикаторе, инвертор издаст прерывистый звук, о чем следует немедленно предупредить. В то же время (или когда датчик температуры закрыт) электронная схема автоматически снизит рабочий ток до 20А, и звуковой сигнал будет идти до тех пор, пока оборудование не вернется в нормальное состояние. Код ошибки (Err), отображаемый на индикаторе инвертора, также может указывать на неисправность.
При сварке используется полуавтомат
Полуавтомат рекомендуется использовать, когда необходимы точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с устройством помогут квалифицированные специалисты или обучающие видеоролики.
У хорошего хозяина обязательно должен быть сварочный полуавтомат, особенно для автовладельцев и частной собственности. С ним всегда можно самому проделать небольшую работу. Если вам нужно подварить детали машин, сделать теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве.Здесь возникает дилемма: купить или изготовить самому. Если есть инвертор, проще сделать самому. Обойдется это намного дешевле, чем покупать в торговой сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимых инструментов и желание.
Создание полуавтомата из инвертора своими руками
Конструкция
Переделать инвертор в сварочный полуавтомат несложно для сварки тонкой стали (низколегированной и коррозионно-стойкой) и алюминиевых сплавов. .Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы изготовления. Инвертор — это устройство, используемое для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сварки полуавтомата в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается на дугу. В ту же зону поступает защитный газ. Чаще всего — углекислый. Это гарантирует получение качественного шва, не уступающего по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитными газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон с диоксидом углерода;
- горелка для пистолета:
- катушка с проволокой.
Сварочная станция
Принцип работы
При подключении аппарата к почте. AC преобразует переменный ток в постоянный.Для этого нужен специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки необходимо, чтобы будущий аппарат имел в определенном балансе такие параметры, как напряжение, ток и скорость подачи сварочной проволоки. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяет жестко заданное напряжение. Скорость подачи проволоки контролирует сварочный ток. Об этом нужно помнить, чтобы добиться наилучших результатов сварки от аппарата.
Проще всего воспользоваться концепцией Саныча, который давно сделал такой полуавтомат из инвертора и успешно его использует. Его можно найти в Интернете. Многие домашние мастера не только изготовили по этой схеме свой сварочный полуавтомат, но и усовершенствовали его. Здесь первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовались 4 сердечника от ТС-720.Первичная обмотка намотана медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки использована шина 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по двухполупериодной схеме. Для выключателя выбрал галетник парный. На радиатор устанавливаются диоды, чтобы в процессе работы они не перегревались. Конденсатор помещен в прибор емкостью 30000 мкФ. Дроссель фильтра выполнен на сердечнике ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД.Установлен силовой трансформатор ТС-40, перемотанный на 15В. Роликовый тяговый механизм в этой машине имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Этого достаточно для обеспечения оптимальной подачи сварочной проволоки.
Так как он был усовершенствован другими мастерами, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качества полуавтоматической работы при малых габаритах лучше всего использовать тороидальные трансформаторы.У них самый высокий КПД.
Трансформатор для работы инвертора готовится следующим образом: он должен быть намотан медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работа по настройке инвертора начинается с обесточивания источника питания. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который при работе наиболее нагревается, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления. При включении в электронное письмо. сети должен загореться индикатор.С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
Их частота должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время регулируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишняя проверка устройства под нагрузкой. Для этого в сварочную проволоку вставляют нагрузочный резистор 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от свариваемого металла.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов необходимо усилить, добавив ребра жесткости. На нем смонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1.0; 1,2 и 1,6 мм. Скорость подачи должна регулироваться. Механизм подачи вместе со сварочной горелкой можно приобрести в торговой сети.При желании и наличии необходимых деталей это вполне возможно сделать своими руками. Сообразительные новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходящая по специальным направляющим между подшипниками и роликом, протягивается.
Все компоненты механизма устанавливаются на пластину толщиной не менее 8-10 мм, изготовленную из печатной платы, при этом провод должен выходить в месте соединения разъема со сварочной гильзой.Здесь же устанавливается катушка с нужным диаметром и маркировкой провода.
Узел тягового механизма
Самодельную горелку можно сделать своими руками, используя рисунок ниже, где ее составные части показаны визуально в разобранном виде. Его назначение — замкнуть цепь, обеспечить подачу защитного газа и сварочной проволоки.
Самодельное горелочное устройство
Однако желающие быстро изготовить полуавтомат могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволокой.
Баллон
Для подачи защитного газа в зону горения сварочной дуги лучше всего приобрести баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него рожок. Необходимо помнить, что для установки редуктора требуется специальный переходник, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками.Видео
О разводке, сборке, проверке самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Агрегат, предназначенный для сварки изделий, считается сварочным полуавтоматом.Такие устройства могут быть разных типов и форм. Но самое главное — это инверторный механизм. Необходимо, чтобы она была качественной, многофункциональной и безопасной для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая собственные устройства. Схема изготовления самодельных инверторов довольно проста. Важно учесть, для каких целей будет изготавливаться устройство.
- Сварка порошковой проволокой;
- Сварка на различных газах;
- Сварка под толстым слоем флюса;
Иногда для качественного результата и гладкой сварки необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Цельный корпус;
- Двухкомпонентный;
- Толкающий;
- вытягивание;
- Стационарный;
- Мобильный, в комплекте с тележкой;
- Portable;
- Предназначен для начинающих сварщиков;
- Предназначен для полупрофессиональных сварщиков;
- Предназначен для профессиональных мастеров;
Что требуется?
Самодельное устройство, схема которого очень проста, включает в себя несколько основных элементов:
- Механизм, основная функция которого — регулирование сварочного тока;
- Блок питания;
- Горелки специальные;
- Хомуты удобные;
- Рукава;
- Грузовик;
Схема сварки полуавтоматом в защитном газе:
Также мастеру понадобится:
- Механизм, обеспечивающий подачу проволоки;
- Гибкий шланг, по которому проволока или порошок под давлением поступают к сварному шву;
- Катушка с проволокой;
- Устройство специального контроля;
Принцип работы
В принцип действия инвертора входят:
- Регулировка и движение горелки;
- Контроль и мониторинг сварочного процесса;
При подключении агрегата к электрической сети происходит преобразование переменного тока в постоянный.Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественной сварки необходимо, чтобы будущий агрегат имел такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение в одинаковом равновесии. Для этих характеристик вам понадобится источник питания дуги, который имеет значение тока-напряжения. Длина дуги должна определяться указанным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Электрическая схема устройства предполагает то, что вид сварки сильно влияет на прогрессивные характеристики аппарата в целом.Полуавтомат своими руками — подробное видео
Создан план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо предусмотреть систему предварительной продувки. Она почувствует последующий поток газа;
- Затем нужно запустить источник питания дуги;
- Подача проволоки;
- Только после того, как все действия будут завершены, инвертор начнет движение с заданной скоростью.
- На завершающем этапе следует защитить шов и сварку кратера;
Плата управления
Для создания инвертора требуется специальная плата управления. На этом устройстве должны быть установлены узлы устройства:
- задающий генератор, в состав которого входит трансформатор гальванической развязки;
- Узел, которым управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и ток питания;
- Блок тепловой защиты;
- Блок «антистик»;
Выбор кузова
Перед сборкой блока необходимо подобрать корпус.Вы можете выбрать коробку или коробку подходящих размеров. Рекомендуется выбирать пластик или тонкий листовой материал. В корпусе смонтированы трансформаторы, которые подключены к вторичной и первичной обмоткам.
Комбинация катушек
Первичные обмотки параллельны. Вторичные барабаны подключены последовательно. По такой схеме устройство способно принимать ток до 60 А. При этом выходное напряжение будет 40 В. Эти характеристики идеально подходят для сварки небольших конструкций в домашних условиях.
Система охлаждения
При длительной работе самодельный инвертор может сильно перегреться. Поэтому для этого устройства требуется особая система охлаждения. Самый простой способ создать охлаждение — установить вентиляторы. Эти устройства необходимо прикрепить к бокам корпуса. Вентиляторы необходимо устанавливать напротив трансформаторного устройства. Пристроены механизмы, чтобы они могли работать на капоте.
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. Благодаря высокой распространенности и невысокой стоимости инверторы ММА есть в арсенале многих мастеров.А вот со сваркой МИГ другое дело — эти аппараты дороже. Но выход есть — можно сделать полуавтоматический инвертор своими руками. Если вникнуть в этот вопрос, это будет не так уж и сложно.
Между сваркой MMA и MIG есть кардинальные различия. Для работы полуавтомата потребуется углекислый газ (или смесь углекислого газа и аргона) и электродная проволока, которая через специальный шланг подается к месту сварки. Те. Принцип сварки полуавтоматом сложнее, но он универсален и его использование оправдано.Что понадобится для работы полуавтомата:
- механизм подачи проволоки; Горелка
- ;
- шланг для подачи проволоки и газа в ТЭН;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, нужен инструмент, время и желание.
Обучение
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работы. Есть два варианта выполнения сварки MIG с инвертора:
- Полностью изготовить сварочный полуавтомат своими руками.
- Только переделать инвертор — механизм подачи к покупке готов.
В первом случае стоимость запчастей на питатель будет около 1000 рублей без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с механизмом подачи и катушкой проволоки.
Для начала нужно определиться с корпусом для второй части полуавтомата.Желательно, чтобы было светло и вместительно. Механизм подачи необходимо содержать в чистоте, иначе проволока будет дергаться, кроме того, необходимо периодически менять катушки и регулировать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант — использовать старый системный блок:
- аккуратный внешний вид — особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат, а полуавтомат из инвертора ММА выглядит неплохо;
- легко закрывается;
- тонкий корпус — легко делать необходимые разрезы;
- газовый клапан и привод подачи проволоки работают от 12 вольт.Поэтому подойдет блок питания от компьютера, и он уже встроен в корпус.
Теперь нужно прикинуть размер и расположение будущих деталей в корпусе. Вы можете вырезать из картона примерные макеты и проверить их взаимное расположение. После этого можно приступать к работе.
Оптимальным вариантом электродной проволоки является катушка массой 5 кг. Его внешний диаметр составляет 200 мм, внутренний — 50 мм. В качестве оси вращения можно использовать канализационную трубу ПВХ. Его внешний диаметр составляет 50 мм.
Горелка
Самодельный полуавтомат необходимо оборудовать конфоркой. Это можно сделать и самостоятельно, но лучше купить готовый комплект, в который входят:
- Горелка с набором наконечников разного диаметра.
- Подающий шланг.
- Евро вилка.
Обычный фонарик можно приобрести за 2-3 тыс. Руб. Тем более что устройство самодельное, поэтому за дорогими брендами гоняться не стоит.
На что обращать внимание при выборе комплекта:
- какой сварочный ток идет горелка;
- Длина и жесткость шланга являются основной задачей шланга, чтобы обеспечить беспрепятственную подачу проволоки к горелке.Если он мягкий, любой изгиб замедлит движение; Пружины
- возле разъема и горелки — они не дают шлангу порваться.
Питатель
Электродная проволока должна подаваться непрерывно и равномерно — тогда сварка будет качественной. Скорость подачи должна регулироваться. Есть три варианта изготовления устройства:
- Купить механизм в сборе. Дорого, но быстро.
- Купить только кормовые катушки.
- Сделай сам.
Если выбран третий вариант, вам потребуется:
- два подшипника, направляющий ролик, натяжная пружина;
- мотор для подачи проволоки — подходящий мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник зажимной — он должен быть регулируемым, второй служит опорой для ролика. Принцип изготовления:
- в пластине выполнены отверстия под вал двигателя и для крепления подшипников;
- мотор закреплен за пластиной;
- на вал надевается направляющий ролик; Подшипники
- закреплены сверху и снизу;
Подшипники лучше всего ставить на металлические планки — один край крепится к основной пластине болтом, а к другому соединяется пружина с регулировочным болтом.
Механизм размещен в корпусе так, чтобы ролики совпадали с разъемом для горелки, то есть так, чтобы провод не порвался. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Выполнение электротехнической части
Для этого вам понадобится:
- два автомобильных реле; Диод
- ;
- регулятор шитья для двигателя; Конденсатор
- с транзистором;
- Электромагнитный клапан холостого хода — для подачи газа на горелку.Подойдет любая модель ваз, например, от восьмерки;
- провода
Схема управления проводом и подачей газа достаточно проста и реализована следующим образом:
- при нажатии кнопки на горелке срабатывают реле №1 и реле №2; Реле
- №1 включает в себя клапан подачи газа;
- реле №2 спарено с конденсатором и включает провод с задержкой; Протягивание провода
- производится дополнительной кнопкой для обхода реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана к нему подключен диод.
- Необходимо предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евроразъемом можно установить быстросъемный разъем и подключить его к горелке.
Полуавтомат имеет следующую последовательность работы:
- Включает подачу газа.
- С небольшой задержкой активируется подача проволоки.
Такая последовательность нужна, чтобы провод сразу попал в защитную среду.Если без промедления сделать полуавтомат — проволока прилипнет. Для его реализации вам понадобится конденсатор и транзистор, через который подключается реле управления двигателем. Принцип работы:
- на конденсатор подано напряжение;
- заряжает; На транзистор подается ток
- ;
- реле включено.
Емкость конденсатора нужно выбирать так, чтобы задержка составляла примерно 0,5 секунды — этого достаточно для заполнения сварочной ванны.
После сборки механизм необходимо протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы сделать полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить инвертор MMA к собранному корпусу — заработает. Но при этом качество сварки будет далеко не заводским полуавтоматом. Все дело в ВАХ — ВАХ.Инвертор дуги дает падающую характеристику — выходное напряжение плавает. А для корректной работы полуавтомата требуется жесткая характеристика — устройство поддерживает постоянное напряжение на выходе.
Следовательно, чтобы использовать ваш инвертор в качестве источника тока, вам необходимо изменить его IVC (вольт-амперная характеристика). Для этого вам понадобится:
- тумблер, провода;
- переменный резистор и две постоянные;
Получить жесткую характеристику инвертора довольно просто.Для этого перед шунтом поставьте делитель напряжения, регулирующий сварочный ток. Для делителя используются постоянные резисторы. Теперь вы можете получить требуемые милливольты, которые будут пропорциональны выходному напряжению, а не силе тока. В такой схеме есть один минус — слишком жёсткая дуга. Чтобы его смягчить, можно использовать переменный резистор, который подключается к делителю и выводу шунта.
Преимущество такого подхода в том, что появляется регулировка жесткости дуги — такая настройка есть только в профессиональных полуавтоматах.А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка инвертора ММА в полуавтомат задача хоть и не простая, но вполне выполнимая. На выходе оказывается, что по характеристикам устройство не уступает заводскому. Но это намного дешевле. Стоимость такой переделки — 4-5 тысяч рублей.
Инверторышироко используются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков.Умение «держать дугу».
Кроме того, сопротивление дуги непостоянно, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на второй план, если вы работаете на сварочном полуавтомате.
Особенности конструкции и принцип работы полуавтомата
Отличительной особенностью данного сварочного аппарата является то, что вместо сменных электродов в зону сварки непрерывно подводится проволока.
Обеспечивает постоянный контакт и имеет меньшее сопротивление по сравнению с дуговой сваркой.
Благодаря этому в месте контакта с заготовкой мгновенно образуется зона расплавленного металла. Жидкая масса склеивает поверхность, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, в том числе цветные и нержавеющая сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно. Аппарат очень прост в эксплуатации даже начинающему сварщику.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, снабженную соплом для создания газовой среды.
Работают с обычной медной проволокой в среде защитного инертного газа (обычно двуокиси углерода). Для этого цилиндр с коробкой передач подсоединяется к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтомат может быть приготовлен в самозащитной среде, которая создается с помощью специального напыления на сварочную проволоку.В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата сделали его настолько популярным среди сварщиков-любителей.
Во многих наборах реализована функция «два в одном», а в общем случае — полуавтоматическая. От инвертора сделана дополнительная ветвь — клемма для подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат намного дороже простого инвертора.При схожих характеристиках стоимость отличается в 3-4 раза.
Как сделать полуавтомат из сварочного инвертора. Собираем сварочный аппарат постоянного тока своими руками. Вам нужно будет работать
Полуавтомат из инвертора своими руками можно изготовить без особых сложностей при наличии соответствующих технических знаний. Чтобы сделать полуавтомат своими руками, потребуется подготовить определенный перечень механизмов, приспособлений, инструментов и материалов, входящих в состав агрегата.
Полуавтомат от инвертора включает инвертор и сварочную горелку.
Подготовка к изготовлению и особенности конструкции
Домашними мастерами разработаны различные схемы построения полуавтоматов из инвертора.
Самая распространенная схема устройства подразумевает необходимый перечень инструментов и материалов:
- сварочный инвертор, способный выдавать рабочий ток около 150 А;
- — подающий механизм для подачи электродной проволоки в зону сварки; Горелка
- ;
- гибкий шланг;
- бобина рабочая с электродной проволокой, имеющей изменения в устройстве;
- блок управления устройством.
Инвертор должен быть около 150 А.
Особое внимание следует уделить механизму подачи. С помощью этого конструктивного элемента электродная проволока по гибкому шлангу подводится к горелке. Идеальная скорость подачи проволоки соответствует скорости ее плавления. Скорость подачи проволоки, обеспечиваемая механизмом подачи, оказывает значительное влияние на процесс и качество сварки с использованием полуавтоматического сварочного аппарата.
При проектировании полуавтомата должна быть предусмотрена возможность изменения скорости подачи электродной проволоки в зону сварки.Возможность изменять скорость подачи электродного материала позволяет работать с расходными материалами различного диаметра и из разных материалов. Чаще всего при работе сварочных полуавтоматов используется проволока размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволока наматывается на специальные катушки, установленные в сварочном аппарате.
Если подача проволоки осуществляется полностью в автоматическом режиме, это значительно сокращает время, необходимое для работ по сварке заготовок.
Полуавтоматический блок управления снабжен каналом регулирования и стабилизации рабочего тока. Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. Напряжение на конденсаторе во многом зависит от параметра широтно-импульсного тока. Напряжение на последнем напрямую влияет на силу рабочего сварочного тока.
Выбор трансформатора для инвертора и сборка блока
Перед самостоятельным проектированием полуавтомата необходимо определить тип и мощность сварочного трансформатора, который планируется установить в полуавтомат.Следует помнить, что при использовании для сварочного процесса минимального размера 0,8 мм рабочий сварочный ток должен составлять 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обратить внимание на то, что трансформатор на тороидальном сердечнике имеет меньший вес по сравнению с другими типами устройств.
При изготовлении трансформатора нужно учитывать несколько тонкостей. Трансформатор необходимо обернуть медной полосой с размерами (40 мм — ширина и 30 мм — толщина).Перед использованием медной полосы ее сначала оборачивают термобумагой. Нельзя использовать для намотки обычный медный провод, так как он очень горячий.
Вторичная обмотка трансформатора изготовлена из трех слоев олова. Слои олова изолированы друг от друга с помощью фторопластовой ленты. На выходе концы спаяны между собой для увеличения проводимости. В случае установки трансформатора устанавливается вентилятор для обдува, чтобы усилить охлаждение компонентов системы во время работы устройства.
Ток в приборе можно регулировать двумя способами: по первичной и вторичной обмоткам. Настройка по первому способу требует использования тиристорной схемы управления. Этот способ регулирования имеет определенные недостатки, которые устраняются включением реле и некоторых переключающих элементов.
При регулировании тока на вторичной обмотке возникают сильные пульсации, для уменьшения которых используется тиристорная схема. Использование схем переключения приводит к увеличению веса конструкции и стоимости монтажа.По этой причине использование контроля тока на первичной обмотке считается более приемлемым.
Для сглаживания пульсаций во вторичную обмотку встроены сглаживающий индуктор и конденсатор емкостью около 50 000 мкФ. Такая конфигурация устройства позволяет сгладить пульсации напряжения при выборе любой схемы управления током.
В качестве редуктора подачи проволоки можно использовать редуктор от дворника ВАЗ.
Полуавтоматическая настройка инвертора
При сборке инвертора-полуавтомата своими руками требуется, чтобы силовые переключатели, входные и выходные выпрямители обеспечивали хорошее охлаждение с помощью радиаторов.Также в корпусе требуется термодатчик. После установки силовой части устройства ее подключают к блоку управления устройством.
Готовое устройство можно подключить к сети. После того, как индикатор загорится, к прибору подключается осциллограф и проверяется правильность его работы. Биполярные импульсы должны иметь частоту 40-50 Гц, а время между ними регулируется изменением входного напряжения. Нормальный интервал времени между импульсами должен быть 1.5 мкс.
Импульсы, регистрируемые осциллографом, должны иметь прямоугольный фронт длительностью не более 500 нс.
После проверки инвертор подключается к бытовой электросети. При подключении прибора индикатор должен показывать 120 А. Если этот показатель не достигается, нужно проверить правильность сборки прибора.
По окончании тестирования устройства на холостом ходу устройство тестируется под нагрузкой. Для этого необходимо включить нагрузку в виде 0.5 реостат реостат в цепи сварочной проволоки, способный выдерживать ток более 60 А. На этой нагрузке ток контролируется с помощью вольтметра.
После сборки агрегата проверяется его работоспособность. Для этого нажмите кнопку «Пуск». Сразу после этого начинает течь углекислый газ, через несколько секунд включается ток, начинается опиловка электродной проволоки. При выключении устройства сначала прекращается подача рабочего тока и электродной проволоки и только через несколько секунд отключается электромагнитный клапан, который подает углекислый газ в зону сварки.В качестве клапана для обеспечения подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
Правила использования сварочного инвертора и применения аппарата
После запуска инвертора с помощью контроллера устанавливается ток, необходимый для работы. При правильной настройке мощности электрический ток составляет 120 А. С помощью блока управления при необходимости можно изменять ток в диапазоне от 20 до 160 А. При использовании блока следует контролировать температуру его нагрева.Температура нагрева не должна превышать 75ºС. Для ее контроля в приборе должен быть установлен датчик температуры. Если температура поднимется выше установленного максимума, прибор следует выключить и дать ему время остыть. Для улучшения охлаждения в агрегате предусмотрена установка нескольких вентиляторов.
Сварочный полуавтомат, изготовленный на основе инвертора, предназначен для проведения процедуры точной сварки изделий из различных марок стали. Кроме того, аппарат используется для сварки тонких металлических деталей.Использование полуавтомата распространено при кузовных ремонтных работах.
После полуавтоматической сварки с помощью инвертора для дома, этот аппарат становится незаменимым устройством, используемым в домашнем хозяйстве для выполнения большого количества различных сварочных работ.
У хорошего хозяина должен быть сварочный полуавтомат, особенно это касается автовладельцев и владельцев частной собственности. С ним вы всегда можете выполнять мелкую работу самостоятельно. Если вам нужно сварить деталь машины, сделать теплицу или создать какую-то металлическую конструкцию, то такой прибор станет незаменимым помощником в личном хозяйстве.Здесь возникает дилемма: купить или сделать самому. Если есть инвертор, проще сделать его самому. Это будет стоить намного дешевле, чем покупать в торговой сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимых инструментов и желание.
Изготовление полуавтомата из инвертора своими руками
Конструкция
Преобразовать инвертор в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионно-стойкой) и алюминиевых сплавов несложно.Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы изготовления. Инвертор — это устройство, используемое для понижения напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса полуавтоматической сварки в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В ту же зону подается защитный газ. Чаще всего — углекислый газ. Это обеспечивает качественный сварной шов, не уступающий по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитным газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон с диоксидом углерода;
- горелка пистолета:
- катушка с проводом.
Аппарат сварочной станции
Принцип работы
При подключении аппарата к электронной почте. Сеть преобразует переменный ток в постоянный.Для этого нужен специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки необходимо, чтобы будущий прибор имел такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки в определенном равновесии. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки регулирует сварочный ток. Об этом нужно помнить, чтобы добиться наилучших результатов сварки от аппарата.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно его использует. Его можно найти в Интернете. Многие домашние мастера не только своими руками изготовили сварочный полуавтомат по этой схеме, но и усовершенствовали его. Здесь первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720.Первичная обмотка была намотана медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки я использовал шину 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по полуволновой схеме. Для переключателя выбрано парное печенье. Я установил диоды на радиатор, чтобы они не перегревались при работе. Конденсатор помещен в устройство емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД.В силовом трансформаторе установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема контроллера работает от напряжения 6В. Этого достаточно, чтобы обеспечить оптимальную подачу сварочной проволоки
По мере того, как другие мастера ее совершенствовали, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при малых габаритах лучше всего использовать трансформаторы тороидального типа.У них самый высокий КПД.
Трансформатор для инвертора готовится следующим образом: он должен быть обернут медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силового агрегата. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где находится радиатор, который при работе наиболее нагревается, необходимо предусмотреть датчик температуры (его показания при работе не должны превышать 75 0 С). После этих изменений силовой агрегат подключается к блоку управления. При включении эл. Индикатор сети должен загореться.С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
Их частота следования должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время регулируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишним будет проверить устройство под нагрузкой. Это достигается за счет включения в сварочную проволоку реостата нагрузки 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который нужно сваривать.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов необходимо усилить, добавив ребра жесткости. На нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусмотрена возможность подачи сварочной проволоки Ø 0.8; 1.0; 1,2 и 1,6 мм. Его скорость подачи должна быть регулируемой. Механизм подачи вместе со сварочной горелкой можно приобрести в торговой сети. При желании и наличии необходимых деталей вполне возможно сделать это своими руками. Новаторы Savage используют для этого электродвигатель из автомобильных дворников, 2 подшипника, 2 пластины и ролик диаметром 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины.Проволока, проходя по специальным направляющим между подшипниками и роликом, растягивается.
Все компоненты механизма устанавливаются на пластину из текстолита толщиной не менее 8-10 мм, при этом провод должен выходить в том месте, где соединитель соединяется со сварочной гильзой. Здесь же устанавливается катушка с нужным диаметром и маркой проволоки.
Механизм сборки
Самодельную горелку можно сделать своими руками, используя рисунок ниже, где ее составные части показаны визуально в разобранном виде.Его назначение — замкнуть цепь, подать защитный газ и сварочную проволоку.
Самодельное горелочное устройство
Однако желающие сделать полуавтомат быстрее могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволокой.
Баллон
Для подачи защитного газа в зону горения сварочной дуги лучше всего приобрести баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него мундштук.Необходимо помнить, что для этого требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О разводке, сборке, тестировании самодельного полуавтомата вы можете узнать из этого видео.
Сварочный инверторный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Комментарии:
Любой инструментальный магазин на данный момент может предложить достаточно большой ассортимент различных сварочных аппаратов разной ценовой категории. Большая часть сварочных агрегатов, до 70%, занята сварочными инверторами, а остальные «сварщики» — аппаратами трансформаторного типа. Не все люди могут приобрести промышленный продукт для электросварки, а некоторые хотят сделать это сами.
Домашний сварочный аппарат не сможет выполнять сложные задачи, но мощности для небольших работ хватит.
Что такое электросварка
Соединение металлических изделий между собой путем нагрева металла электрической дугой и дальнейшего его сплавления в цельный шов называется электросваркой. Основным оборудованием в таком сварочном процессе является аппарат для сварки, а электрод служит основным инструментом для соединения металлических предметов. Сварочный аппарат служит источником переменного или постоянного тока, который с помощью электрода зажигает дугу, плавящую металл.Качество сварного соединения при сварке постоянным током намного выше, чем такое же соединение, выполненное «сменой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют качественно сваривать металлы практически впервые. Вот почему для большинства различных сварочных работ они используют сварочные аппараты, которые используют в своей работе постоянный ток.
Вернуться к содержанию
Самый простой сварочный аппарат: инструкция
Для небольших домашних сварочных работ можно собрать самодельный компактный аппарат с небольшой мощностью.Это, конечно, не инвертор, но вещь правильная. При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
Самым простым аппаратом для сварки является сварочный трансформатор с двумя обмотками: сетевой и рабочей. Напряжение сети рассчитывается на сетевое напряжение, обычно 220-240 вольт, а рабочее — на пониженное напряжение от 70 до 45 вольт, а ток обычно меняется за счет изменения количества витков рабочей обмотки, ее краны.В качестве железа для трансформаторов можно использовать старые асинхронные двигатели или промышленные понижающие трехфазные трансформаторы типа ТОЗ и др.
Первичная обмотка должна быть рассчитана на ток 25 ампер, вторичная или рабочая обмотка — на 160 А. Это отражается в поперечном сечении используемых проводов. Для примерной оценки токовой нагрузки на 1 кв. Мм допустим 10 А, для алюминия — 4 А. Определяем площадь поперечного сечения окна трансформаторного железа в квадратных метрах.см, то находим количество витков обмоток, если нужное количество на один вольт определяется как 48, деленное на площадь поперечного сечения железного окна трансформатора. Рассчитать устройство — полдела, главное собрать.
Изделие, созданное расчетным путем, является простейшим сварочным аппаратом переменного тока, конструкция которого зависит от используемых материалов.
Вернуться к содержанию
Сварочный аппарат постоянного тока своими руками
Чтобы сварочные аппараты переменного тока стали «сварщиками» постоянного тока, необходимо ограничить скорость изменения тока индуктором и выпрямить переменный ток с помощью диодов или выпрямительного моста.
Диоды должны соответствовать выходному току 200 А и иметь достаточно хорошее охлаждение, чтобы первая сварка не отключила их. В полной мере это касается дроссельной заслонки. Использование этих устройств в сочетании со сварочным аппаратом переменного тока превращает его в аппарат постоянного тока. Становится возможной сварка электродами постоянного тока, и ассортимент свариваемых металлов расширяется. Сварка производится из нержавеющей стали и чугуна. Сварочный аппарат умеет готовить как инвертор, хотя здесь сварщику нужен довольно большой опыт.
Если вы решили собрать сварочный полуавтомат своими руками из инвертора, схема и подробная инструкция станут незаменимыми спутниками на пути к достижению поставленной цели. Проще всего приобрести заводские полуавтоматы типа Cedar 160, Kaiser Mig 300 с нужным Амперами. Но многие стремятся сделать все своими руками. Это не так просто, но если вы хотите добиться положительного результата, вы сможете.
Mig, Mage, MMA сварка требует использования соответствующих устройств.Mig Mag — это полуавтоматическая сварка, которая выполняется в среде инертного газа аргона. Иногда для сварки Миг Маг используют углекислый газ. Сваркой MMA называют ручную дуговую обработку электродами, на которые нанесено специальное покрытие. Если вы работаете с нержавеющей сталью, то сварка стержневыми электродами выполняется только при постоянном токе.
Раз уж мы говорим о том, как собрать полноценный полуавтомат на базе инвертора своими руками, то вас интересует не ММА, а сварка Mig Mage.
Для сборки самодельного устройства, достойного аналога Кедра 160, Кайзер Миг 300, своими руками потребуется схема, видео-инструкция и необходимые конструктивные элементы полуавтомата. К ним относятся:
- Инвертор. Определите его сварочные способности, выбрав подаваемый ток. Обычно мастера собирают устройства, которые могут выдавать 150, 170 или 190 ампер. Чем больше ампер, тем выше возможности вашего сварочного аппарата;
- Механизм подачи.О нем поговорим отдельно;
- Горелка;
- Шланг для подачи электродов;
- Катушка со специальной проволокой. Данная приставка легко прикрепляется к конструкции любым удобным для вас способом;
- Блок управления сварочного аппарата.
Теперь о механизме подачи полуавтомата и некоторых важных моментах.
- Он отвечает за подачу электродов с гибким шлангом к месту сварки.
- Оптимальная скорость подачи электродной проволоки соответствует скорости ее плавления при сварке своими руками.
- Качество шва своими руками зависит от скорости подачи проволоки.
- Рекомендуется сделать полуавтомат с возможностью регулировки скорости. Это позволит адаптировать полуавтомат к различным типам используемых электродов.
- Самые популярные электродные проволоки имеют диаметр от 0,8 до 1,6 мм. Он должен быть намотан на катушку и заряжен инвертором.
- Если вы обеспечиваете полностью автоматизированную подачу, вам не нужно делать это самостоятельно, что значительно сокращает время, затрачиваемое на сварочные работы.
- Блок управления снабжен регулировочным каналом, отвечающим за стабилизацию тока.
- Поведение Ампера, то есть полуавтоматический ток, регулируется специальным микроконтроллером. Свою работу он выполняет в широтно-импульсном режиме. Напряжение, генерируемое в конденсаторе, напрямую зависит от его заполнения. Это влияет на параметры сварочного тока.
Полуавтоматическая подготовка трансформатора
Чтобы полуавтомат, сделанный своими руками, работал не хуже, чем сварочный аппарат типа Кедр 160, Кайзер Миг 300, нужно разбираться в особенностях подготовки трансформатора.
- Оберните медной полоской. Его ширина должна быть 4 см, а толщина — 30;
- Перед этим полоску оборачивают термобумагой. Подходящий материал, используемый в кассовых аппаратах. Купить такую бумагу несложно;
- В данном случае схема не позволяет использовать обычную толстую проводку, иначе она начнет перегреваться;
- Вторичная обмотка должна быть сделана из трех слоев олова одновременно;
- Тефлоновая лента используется для изоляции каждого слоя олова друг от друга;
- На выходе своими руками потребуется припаять концы контактов от вторичной обмотки.Это необходимо для того, чтобы увеличить токопроводимость;
- Обязательно установите вентилятор в корпус инвертора. Он послужит продувочным механизмом, уменьшающим перегрев оборудования.
Настройка инвертора
Проблем с эксплуатацией Cedar 160, Kaiser Mig 300 не возникает. Cedar 160 и Kaiser Mig 300 — заводское оборудование с прекрасными техническими характеристиками. Эти полуавтоматы работают отлично, позволяют получить необходимое количество ампер — 160, 170, 190 ампер и т. Д.Все зависит от того, как вы настроили устройство.
Но если вы решили переделать инвертор и сделать из него полуавтомат, то идею покупки Кедра 160, Кайзер Миг 300 стоит отбросить.
После завершения работы с трансформатором следует перейти к инвертору. Если произвести правильные настройки самого инвертора, переделка принесет желаемый результат. А потому самодельный полуавтомат будет работать не хуже готового аппарата Кедр 160, Кайзер Миг 300.
- Обязательно учитывайте наличие высокоэффективных радиаторов, используемых для выпрямителей (входных и выходных) и переключателей питания. Без них устройство не сможет нормально работать.
- Внутри корпуса радиатора, который больше всего нагревается, следует установить термодатчик, срабатывающий в случае перегрева.
- Подключите блок питания к блоку управления и включите его в рабочую сеть.
- Когда индикатор загорится, подключите осциллограф к проводам.
- Найдите биполярные импульсы. Их частота колеблется от 40 до 50 кГц.
- Время между импульсами регулируется изменением входного напряжения. Индикатор времени должен соответствовать 1,5 мкс.
- Убедитесь, что инвертор генерирует прямоугольные импульсы на осциллографе. Фронт не должен превышать 500 нс.
- Когда устройство прошло проверку, подключите его к источнику питания.
- Встроенный в полуавтомат индикатор должен выдавать 120 ампер.Параметры могут доходить до 170, 190 ампер. Но если прибор не показывает это значение, придется отправиться на поиски причин низкого напряжения в проводах.
- Обычно такая ситуация возникает при напряжении менее 100 В.
- Сейчас мы испытываем сварочный полуавтомат, запускаем аппарат переменными токами. В этом случае постоянно следите за напряжением на конденсаторе.
- Завершаем тест проверкой температурных индикаторов.
- Проверить, как ведет себя устройство в нагруженном состоянии.Аналогичные начальные испытания следует провести с Cedar 160 и Kaiser Mig 300. Хотя Cedar 160 и Kaiser Mig 300 являются заводскими полуавтоматами от проверенных производителей, никогда не будет лишним проверить их пригодность.
- Чтобы протестировать самодельный инвертор или Cedar 160 с Kaiser Mig 300, вам необходимо подключить к сварочной проволоке реостат с нагрузкой 0,5 Ом. Убедитесь, что этот элемент выдерживает нагрузки более 60 ампер. Вольтметр контролирует текущие параметры.
- Если проверка полуавтомата показала, что установленное значение тока и контролируемое значение различаются, необходимо будет изменить сопротивление. Делайте это до тех пор, пока не добьетесь положительного результата.
Собрать устройство, которое будет полноценным аналогом Cedar 160 и Kaiser Mig 300, не так просто, но возможно. Вы сами определяете, будет ли полуавтомат выдавать 120 Ампер или все 190 Ампер. Облегчение выбора заводской модели.Но цена у них соответствующая. Цена того же полуавтомата Кедр 160 Миг — от 27 тысяч рублей. Но решение принимать вы.
Купил себе сварочный инвертор GYS IMS 1300
Классная штука.
Легкий, маленький, хоть носи с собой.
Готовит с электродом 2 мм — как угодно.
Но машина у них не получается.
металл в машине тонкий — дыры горят.
Искали электроды 1,6 мм, но не в Чернигове, может быть в Киеве, но еще не звонили (велел найти)
Пострадали дома, а в Ладе не смогли сварить металл.
Поехал к другу, у него есть полуавтомат, с СО2 какой.
Приготовила — очень понравилось.
Тонкий металл тоже легко приготовить, достаточно аккуратно налить.
Нашел провод, который готовится без газа — ПОРОШКОВЫЙ ПРОВОД, кажется, так называется.
Принес, попробовал приготовить, без газа — ВАРЕНЬ.
Мне сразу пришло в голову — а если бы я сделал такую установку дома?
Купил мотор на рынке у дворников.
Заказал на заводе нарезку зуба шестерни, закалку — готово.
Собрана установка, подающая проволоку.
Нос купил настоящий, как на полуавтомат.
Я подключил механизм подачи проволоки к инвертору и начал тестировать.
ИТОГО:
Иногда удается поймать постоянную дугу, где-то при 20 А или 30 А.
Но тонкий металл горит, а на толстых каплях «CPET9»; но качество сварки ужасное.
Можно было приваривать металл к металлу. но Ужасно некрасиво, Электрод был бы точнее.
Дальше нюансы: проволока подается нормально.
1. Первый вариант был — подача была быстрая, выставил 60-70 А — успел подать и гореть, и дуга была постоянная, но режет металл, ток слишком большой.
2. Второй вариант — скорость снижена в 2 раза — скорость подачи оптимальная, это 15-20 Ампер.
— Пробовал сваривать тонкий металл (от Жигулей) до 3 мм — еле сваривается. Выглядит ужасно. Куча капель, мусор, но держится крепко)))
==================================== =================================
сейчас вопросы к экспертам:
1.Если я что-то сделал ЗЕМЛЯ — не ругайте, я просто не знал.
2. Должен ли такой монстр работать.
3. может что-то в фидере не так?
4. Можно ли сварку данного типа такой проволокой (порошковой проволокой 0,9 мм) не варить?
5. Иногда не получается создать дугу, в чем причина. (питание включено, но провод уперся и не горит, нужно бить как электродом)
ASN — 422458106 (для тех, кому интересно разговаривать с такими «уникальными 9quot;)))
Это проще — купить готово.
Полуавтомат варка от источника, предназначенного для сварки штучным электродом (режим MMA, внешняя вольт-амперная статическая характеристика — ВАХ — круто падающая — 15-20В / 100А, или «байонет 9» — источник тока), в принципе , возможно. Но для этого требуется механизм подачи со скоростью подачи, зависящей от напряжения дуги. Кстати, самозащитный провод — это хорошо, но дорого, поэтому защитный газ (хотя бы углекислый газ, ни в коем случае не пищевой!) Не помешает!
У меня вопрос.
Чисто по идее, он должен варить от инвертора, трансформатора и т.д.
Вопрос:
Как производится контакт провода?
Мой провод контактирует только с МЕДНОЙ трубкой на выходе. То есть я подключаю питание от сварки к медной трубке, по которой выходит проволока.
А как надо?
Можно ли сделать контакт еще и на обслуживающих роликах?
Или вообще должен быть контакт по всей длине, даже в пружине, по которой идет провод?
Дело в том, что иногда проволока упирается в металл и ползет, не горя, упирается и ползет, а дуги нет.
Вот что мне подозрительно.
Может это из-за того, что у меня контакт только на выходе?
может контакт с пищей должен быть 100%, если можно, по всей длине продвижения проволоки?
Хороший хозяин должен иметь полуавтоматический сварочный аппарат, особенно для автовладельцев и владельцев частной собственности. С ним вы всегда можете выполнять мелкую работу самостоятельно. Если вам нужно сварить деталь машины, сделать теплицу или создать какую-то металлическую конструкцию, то такой прибор станет незаменимым помощником в личном хозяйстве.Здесь возникает дилемма: купить или сделать самому. Если есть инвертор, проще сделать его самому. Это будет стоить намного дешевле, чем покупать в торговой сети. Правда, вам потребуются хотя бы базовые знания основ электроники, наличие необходимых инструментов и желание.
Изготовление полуавтомата из инвертора своими руками
Переделать инвертор несложно в сварочный полуавтомат для сварки тонкой стали (низколегированной и устойчивой к коррозии) и алюминиевых сплавов.Нужно только хорошо разбираться в тонкостях предстоящей работы и вникать в нюансы изготовления. Инвертор — это устройство, используемое для понижения напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса полуавтоматической сварки в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В ту же зону подается защитный газ. Чаще всего — углекислый газ. Это обеспечивает качественный сварной шов, не уступающий по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитным газ.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон с диоксидом углерода;
- горелка пистолета: Катушка
- с проводом.
Аппарат сварочной станции
Принцип работы
При подключении аппарата к электронной почте.Сеть преобразует переменный ток в постоянный. Для этого нужен специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественной сварки необходимо, чтобы будущий прибор имел такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки в определенном равновесии. Этому способствует использование источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки регулирует сварочный ток.Об этом нужно помнить, чтобы добиться наилучших результатов сварки от аппарата.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно его использует. Его можно найти в Интернете. Многие домашние мастера не только своими руками изготовили сварочный полуавтомат по этой схеме, но и усовершенствовали его. Здесь первоисточник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720.Первичная обмотка была намотана медным проводом Ø 1,2 мм (количество витков 180 + 25 + 25 + 25 + 25), для вторичной обмотки я использовал шину 8 мм 2 (количество витков 35 + 35). Выпрямитель собран по полуволновой схеме. Для переключателя выбрано парное печенье. Я установил диоды на радиатор, чтобы они не перегревались при работе. Конденсатор помещен в устройство емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД.В силовом трансформаторе установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Он имеет направляющий паз глубиной 1 мм и шириной 0,5 мм. Схема контроллера работает от напряжения 6В. Этого достаточно, чтобы обеспечить оптимальную подачу сварочной проволоки
По мере того, как другие мастера ее совершенствовали, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу, и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при малых габаритах лучше всего использовать трансформаторы тороидального типа.У них самый высокий КПД.
Трансформатор для инвертора готовится следующим образом: он должен быть обернут медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка состоит из 3-х слоев олова, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силового агрегата. Выпрямители (входные и выходные) и выключатели питания должны иметь радиаторы для охлаждения. Там, где находится радиатор, который при работе наиболее нагревается, необходимо предусмотреть датчик температуры (его показания при работе не должны превышать 75 0 С). После этих изменений силовой агрегат подключается к блоку управления. При включении эл. Индикатор сети должен загореться.С помощью осциллографа нужно проверить импульсы. Они должны быть прямоугольными.
Их частота следования должна быть в диапазоне 40 ÷ 50 кГц, и они должны иметь временной интервал 1,5 мкс (время регулируется изменением входного напряжения). Индикатор должен показывать не менее 120 А. Не лишним будет проверить устройство под нагрузкой. Это достигается за счет включения в сварочную проволоку реостата нагрузки 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется вольтметром.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который нужно сваривать.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов необходимо усилить, добавив ребра жесткости. На нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусмотрена возможность подачи сварочной проволоки Ø 0.8; 1.0; 1,2 и 1,6 мм. Его скорость подачи должна быть регулируемой. Механизм подачи вместе со сварочной горелкой можно приобрести в торговой сети. При желании и наличии необходимых деталей вполне возможно сделать это своими руками. Новаторы Savage используют для этого электродвигатель из автомобильных дворников, 2 подшипника, 2 пластины и ролик диаметром 25 мм. Ролик установлен на валу двигателя. Подшипники крепятся к пластинам. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины.Проволока, проходя по специальным направляющим между подшипниками и роликом, растягивается.
Все компоненты механизма устанавливаются на пластину из текстолита толщиной не менее 8-10 мм, при этом провод должен выходить в том месте, где соединитель соединяется со сварочной гильзой. Здесь же устанавливается катушка с нужным диаметром и маркой проволоки.
Механизм сборки
Самодельную горелку можно сделать своими руками, используя рисунок ниже, где ее составные части показаны визуально в разобранном виде.Его назначение — замкнуть цепь, подать защитный газ и сварочную проволоку.
Самодельное горелочное устройство
Однако желающие сделать полуавтомат быстрее могут купить в торговой сети готовый пистолет вместе с рукавами для подачи защитного газа и сварочной проволокой.
Для подачи защитного газа в зону горения сварочной дуги лучше всего приобрести баллон стандартного типа. Если вы используете углекислый газ в качестве защитного газа, вы можете использовать баллон огнетушителя, сняв с него мундштук.Необходимо помнить, что для этого требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Полуавтомат своими руками. Видео
О разводке, сборке, тестировании самодельного полуавтомата вы можете узнать из этого видео.
Сварочный инверторный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Полуавтоматическим сварочным аппаратом считается установка, предназначенная для сварки изделий. Такие устройства могут быть разных типов и форм. Но самое главное — это инверторный механизм. Необходимо, чтобы она была качественной, многофункциональной и безопасной для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов довольно проста. Важно учесть, для каких целей будет изготавливаться устройство.
Имеются инверторы для:
- Сварка порошковой проволокой;
- Сварка на различных газах;
- Сварка под толстым слоем флюса;
Иногда для качественного результата и получения гладкого шва необходимо взаимодействие двух устройств.
Инверторные устройства также делятся на:
- Однокорпусные;
- Двойной корпус;
- Толкающий;
- вытягивание;
- Стационарный;
- Передвижной, в комплекте с тележкой;
- Образный;
- Предназначен для начинающих сварщиков;
- Предназначен для полупрофессиональных сварщиков;
- Предназначен для профессиональных мастеров;
Что требуется?
Самодельное устройство, схема которого очень проста, включает в себя несколько основных элементов:
- Механизм с основной функцией, отвечающий за регулирование сварочного тока;
- Электроснабжение от сети;
- Горелки специальные;
- Хомуты удобные;
- Рукава;
- Грузовик;
Схема сварки полуавтоматом в среде защитного газа:
Также мастеру потребуются:
- Механизм, обеспечивающий подачу проволоки;
- Гибкий шланг, по которому проволока или порошок под давлением поступают к сварному шву;
- Бобина с проволокой;
- Устройство специального контроля;
Принцип работы
Принцип работы инвертора включает:
- Регулировка и перемещение горелки;
- Контроль и мониторинг сварочного процесса;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный.Для этой процедуры вам понадобится электронный модуль, специальные выпрямители и высокочастотный трансформатор. Для качественной сварки необходимо, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение, находились в одинаковом равновесии. Для этих характеристик вам потребуется источник питания дуги, имеющий вольт-амперную индикацию. Длина дуги должна определяться указанным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
В электрической схеме устройства предусмотрено, что вид сварки сильно влияет на прогрессивные характеристики аппарата в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо предусмотреть предварительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем нужно запустить источник питания дуги;
- Подача проволоки;
- Только после выполнения всех шагов инвертор будет двигаться с заданной скоростью.
- На завершающем этапе должна быть обеспечена защита швов и сварка кратера;
Пример реализации самодельного устройства:
Самодельное устройство должно работать по принципу преобразования токов высокой частоты. В этом случае преобразование ЭДС исключено. Благодаря этому устройство можно значительно уменьшить в размерах и весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ о самодельном полуавтомате
Подготовка трансформатора
Стоит обратить внимание на механизм подачи. С помощью этого устройства следует подавать электродную проволоку. В связи с тем, что этот механизм чаще всего выходит из строя, следует произвести качественные расчеты. Важно учитывать, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. Это вызывает серьезные повреждения продукта. Но если ток очень слабый, то полноценный агрегат сделать не получится.Полученный сварной шов будет ненадежным. Поэтому на данном этапе подготовки необходимо правильно провести все расчеты.
Источник питания
Ремонт или изготовление конструкции включает источник питания. Таким устройством может быть выпрямитель, инвертор или трансформатор. Именно эта деталь влияет на объем и стоимость сварщика. Инверторные блоки питания считаются самыми профессиональными и качественными устройствами.
Схема питания:
Плата управления
Для создания инвертора необходима специальная плата управления.На этом устройстве должны быть установлены блоки устройства:
- задающий генератор, включая трансформатор гальванической развязки;
- Узел, которым управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и ток питания;
- Блок тепловой защиты;
- Блок «Антистик»;
Плата блока управления:
Выбор корпуса
Перед сборкой блока необходимо выбрать корпус.Вы можете выбрать коробку или коробку подходящих размеров. Рекомендуется выбирать пластик или тонкий листовой материал. В корпусе смонтированы трансформаторы, к которым подключены вторичная и первичная катушки.
Выравнивание катушек
Первичные обмотки соединены параллельно. Вторичные шпульки подключаются последовательно. По аналогичной схеме устройство способно принимать токи до 60 А. При этом выходное напряжение будет 40 В. Эти характеристики идеально подходят для сварки небольших конструкций в домашних условиях.
Система охлаждения
При продолжительной работе самодельный инвертор может сильно нагреваться. Поэтому для такого устройства требуется особая система охлаждения. Самый простой способ создать охлаждение — установить вентиляторы. Эти устройства необходимо прикрепить по бокам кейса. Вентиляторы необходимо устанавливать напротив трансформаторного устройства. Механизмы прикреплены так, чтобы они могли работать на вытяжке.
Охлаждение, которое будет использоваться в самодельном устройстве, может быть удалено из устаревшей компьютерной техники.Чтобы производить не только отвод теплого воздуха, но и подачу свежего кислорода, в корпусе механизма просверливается 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт / доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при неосторожном уходе устройства могут выйти из строя. Устройствам может потребоваться ремонт. В большинстве случаев основная причина — выход из строя регулятора. При первых проблемах поломка сказывается на дальнейшей работе устройства.Поэтому, чтобы избежать ремонта в будущем, следует как можно больше времени уделять качественной сборке устройства.
На схеме показан прижимной ролик. Оснащен специальной системой контроля уровня зажима проволоки. Также в аппарате есть ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Допускается использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, контролирующий подачу газа.
Регулятор считается основным элементом.Он фиксируется небольшими болтами. Поэтому крепление крайне ненадежное. Устройство может деформироваться, что может привести к неисправности. Именно по этой причине устройство часто выходит из строя и требует дополнительного ремонта.
Дроссель своими руками
Для изготовления дросселя понадобится трансформатор, эмалевый провод диаметром более 1,5 мм. Между слоями наматывается утеплитель. При помощи алюминиевой шины размером не менее 2,5х4,5 мм наматывают 24 витка.Остальные концы покрышки остаются на высоте 30 см. Ядро прокладывается кусками печатной платы с зазором не менее 1 мм. Также разрешено заводить дроссель на утюг от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно производить минимум 24 В при токе 6 А.
Сварочная горелка
Это устройство предназначено для подачи электродной проволоки, углекислого газа и напряжения дуги в желаемую зону сварки.Назначение устройства — замкнуть цепь, обеспечивающую подачу сварочной проволоки в защитный газ.
Цилиндр рекомендуется покупать стандартного типа. При использовании углекислого газа разрешается использование баллона огнетушителя. Раньше с устройства снимали динамик. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов вам понадобится тележка.
Тележка может быть изготовлена самостоятельно. Также допускается использование сборных конструкций. Возможно изготовление одноуровневых, двухуровневых и трехуровневых изделий. Для удобства инструменты и материалы, которые понадобятся для работы, хранятся на верхнем уровне. Для удобного передвижения в тележку входят колеса диаметром не менее 5 см.
Самодельная тележка в нескольких вариантах:
Режимы сварки в углекислом газе:
Полуавтомат отличается от обычного устройства механизмом подачи проволоки.Поэтому такой агрегат считается самым сложным устройством. Ремонт понадобится в случае выхода из строя механизма подачи.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора — необходимо подвергнуть аппарат некоторым манипуляциям. Устройство завернуто в медную полоску с намоткой из термобумаги. Важно отметить, что обычная толстая проволока не подойдет.Будет очень жарко. Система охлаждения может не справиться с установленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из карнизов из слоев олова. Каждый слой следует тщательно утеплить. Для этого используется фторопластовая лента. Концы обмотки необходимо спаять. Эта процедура улучшает проводимость токов.
Форма волны сварочного напряжения и тока при обратной и прямой полярности:
Любой самодельный прибор плохо воспринимает присутствие грязи и пыли.Поэтому такие устройства следует чистить не реже одного раза в 4-6 месяцев. Интенсивность очистки должна зависеть от количества нанесений. В противном случае прибор придется ремонтировать ежегодно.
Примерные режимы сварки стыковых швов полуавтоматом:
Основным преимуществом таких аппаратов является малый вес. Также возможно использование как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. К недостаткам можно отнести небольшой температурный диапазон.Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15 ° С. Поэтому для холодных регионов и на зимний период времени такие устройства не подойдут. В основном такие инверторы используются летом на улице или в помещении. Самодельные конструкции отлично подходят для сварки небольших конструкций в домашних условиях. Для профессиональной сварки и для широкого производства рекомендуется покупать готовые инверторы.
Инверторы широко используются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков.Умение «держать дугу».
Кроме того, сопротивление дуги переменное, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на второй план, если вы работаете на сварочном полуавтомате.
Конструктивные особенности и принцип работы полуавтомата
Отличительной особенностью данного сварочного аппарата является то, что вместо сменных электродов используется проволока, непрерывно подаваемая в зону сварки.
Обеспечивает постоянный контакт и имеет меньшее сопротивление по сравнению с дуговой сваркой.
За счет этого мгновенно образуется зона расплавленного металла в месте контакта с заготовкой. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко кипятятся любые металлы, в том числе цветные и нержавеющая сталь. Освоить технику сварки можно самостоятельно, записываться на курсы не нужно.Аппаратом очень легко пользоваться даже начинающему сварщику.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, снабженную соплом для создания газовой среды.
Работают с обычной медной проволокой в защитном инертном газе (обычно двуокиси углерода). Для этого цилиндр с редуктором подключается к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтомат можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочную проволоку. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата сделали его столь популярным среди сварщиков-любителей.
Многие комплекты имеют функцию «два в одном» — сварочный инвертор и полуавтомат в общем корпусе. От инвертора был сделан дополнительный отвод — клемма для подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит значительно дороже простого инвертора. При схожих характеристиках стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — расскажем в следующей статье.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — заводской сварочный инвертор с токовыми выходными параметрами не менее 150А.Некоторые «кулибины» рекомендуют вносить изменения в модуль управления инвертором, так как номинально вольт-амперная характеристика падает, а для полуавтомата нужна другая ВАХ.
Для этого необходимо разобраться в схеме устройства. При неправильном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы — это отдельный вопрос. Сначала рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат нам потребуются следующие элементы:
- механизм подачи проволоки
- Основной инструмент — горелка (пистолет)
- Шланг износостойкий (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи инертного газа в зону сварки
- Катушка (бухта) со сварочной проволокой
- блок управления для вашего полуавтомата.
Лучшим решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерная коробка от системного блока компьютера. Кроме того, источник питания используется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Там должно быть достаточно места для стандартного БП и шлангового соединителя.
Роликовый механизм подачи разработан на базе существующего двигателя. Хороший донор — моторчик дворников со штатной коробкой передач.
Под него проектируем каркас механизма.Макет нарисован на картоне для примерки в реальном времени.
Соединитель и шланг с фонариком можно сделать своими руками, но для безопасности лучше приобрести готовый комплект. Механизм подачи проволоки собран с предполагаемым размещением разъема.
Все компоненты должны быть размещены равномерно напротив друг друга для равномерной подачи проволоки. Поэтому ролики тщательно центрируются относительно входного фитинга соединителя. В качестве направляющих механизма подачи мы используем обычные шариковые подшипники.
Осуществляем предварительную сборку механизма подачи в металле. Производим точную регулировку и регулировку взаимного положения.
Важно! В случае перекоса проволока заклинит. Это сильно отвлекает при сварке, и можно «испортить» шов.
Поскольку сварочная проволока будет под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Можно использовать текстолит, прочный пластик или просто лист фанеры толщиной не менее 6 мм.Закрепляем конструкцию на кузове, проверяем отсутствие взаимного контакта металлических деталей.
Первичная направляющая сделана из обычного болта, в котором просверливается продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается армированный пружиной фторопластовый батист.
Стержни прижимных роликов также должны быть натянуты пружиной. Натяжение регулируется болтом.
Изготавливаем консоль для подвешивания шпульки на проволоке из пластиковой трубы (водоотвод) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) Электрическая изоляция от металлического корпуса.
Примеряем катушку, продеваем проволоку в механизм подачи. На этом этапе окончательно корректируем зазоры, взаимное расположение элементов, свободное движение проволоки.
После точной настройки необходимо убедиться, что гайки заблокированы.Способов много — краска, контргайки, металлический герметик.
Схема управления полуавтоматической механикой
Скорость двигателя регулируется ШИМ-контроллером. При сварке важно точно установить интенсивность подачи проволоки в зону сварки. В противном случае нельзя обеспечить равномерного плавления металла шва.
Переменный резистор контроллера установлен на передней панели инвертора. Следующая важная часть схемы — это клапан инертного газа и реле управления пусковым реле двигателя. Контактные группы должны запускаться нажатием кнопки на горелке.
Причем подавать газ нужно на две-три секунды раньше, чем проволока попадет в зону сварки.
В противном случае зажигание дуги произойдет в атмосфере, и проволока будет просто гореть, а не плавиться.
Для этого собирается простое реле задержки на транзисторе 815 и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подходит для обычного автомобильного.У нас 12 вольт (компьютерный блок питания), поэтому подбирать комплектующие удобно.
Фактически клапан устанавливается на свободное место в корпусе. Подойдет любое запирающее устройство от автомобиля. В нашем случае воздушный клапан от ГАЗ 24.
Окончательная сборка
Собираем все органы управления на передней панели, собираем корпус.
ШИМ-регулятор скорости подачи может быть оснащен цифровым индикатором. Установив скорость, вы можете откалибровать показания или просто запомнить числа для определенных условий работы.В любом случае это добавит комфорта в использовании.
Полуавтомат сварочный инвертор готов. Однако падающая вольт-амперная характеристика делает работу неудобной. Нет такой хваленой плавности сварки, характерной для полуавтомата.
Задача — сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано много схем. Посмотрите на конструктивное решение — подбор элементов для различных схем инвертора происходит индивидуально.
Еще одна проблема — это работа датчика температуры защиты от перегрева на инверторе. Это решается установкой пары оптронов. Датчик температуры теперь используется как контроллер для модифицированной схемы.
Итого:
Полуавтоматический сварочный инвертор обойдется вам в сумму в три раза меньше заводской копии. Главное, изучить схему работы штатного сварщика и не бояться делать работу самостоятельно.
Как переделать сварочный полуавтомат из инвертора своими руками — видеоинструкция
Представляю вам финальный вариант вашего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора MMA (сварка штучными электродами ).
В настоящее время очень распространены инверторные сварочные аппараты MMA (для сварки штучными электродами), они выдают постоянный ток, легкие и имеют хороший КПД по сравнению с трансформаторами, а также имеют вполне доступную цену. Есть еще инверторные полуавтоматы MIG / MAG, у них те же преимущества, кроме одной цены, исходя из этого, я подумал, как сделать полуавтомат из обычного инверторного сварочного аппарата.
Начало проекта строительства сварочного полуавтомата, а точнее приставки к инвертору, чтобы инвертор можно было использовать в полуавтоматическом режиме.
В нашем случае хороший сварочный инвертор BRIMA ARC-250
Задача — сделать возможным использование инвертора MMA в полуавтоматическом режиме из подручных материалов с минимальным бюджетом.
1) Для начала, не изобретая велосипед, приобрели гильзу с евразъёмом: горелка EURO MB15AK Jingweitip 180A 3A 3M CYCLONE.
Горелка EURO MB15AK Jingweitip 180A 3м CYCLON
2) Одним из основных элементов УМ является ленточный накопитель, за основу мы взяли мотор от дворников из ведра, так же нам понадобились подшипник ступицы и евроразъем для соединения рукава.
после сборки ленточного накопителя случайно наткнулся на алиэкспресс уже готовый и не очень дорогой.
3) Что касается футляра для нашей приставки к инвертору, то мы взяли корпус от старинного компа и благополучно все в него запихнули.
PA схема приставки
Вот и все, приставка для инвертора готова!)))
Дальше начинается самое интересное. Как известно, вольт-амперные характеристики (ВАХ) машин MMA и PA (MIG / MAG) различаются; для аппаратов для ручной сварки MMA CVC имеет падающую форму i.е. Устройство поддерживает постоянный ток. а для устройств PA (MIG / MAG) ВАХ имеет жесткий вид, т. е. устройство поддерживает постоянное напряжение. Сколько я не искал, где в интернете нет информации, как переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобраться в этом вопросе оказалось не так уж и сложно …
ВАХ на инверторе
теперь наш инвертор имеет возможность переключаться из режима сварки штучными электродами в режим PA.
Результат был примерно такой:
Так как я сварщик Короче прошу строго не судить о шве и качестве сварки, но тем не менее аппарат со своей задачей справляется и готовит хоть тонко (фальц) даже толстый металл.
Так же можете посмотреть видео:
ИТОГО: Собрали приставку и инвертор MMA, для работы в режиме PA.
ПРИМЕРНЫЙ ВОПРОС ВОПРОС:
Горелка — 2500руб
Евро разъем — 1000руб
ШИМ контроллер — 500 рублей
Подшипники — 100руб
Электро разъем — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО около.4500 руб.
7 месяцев Метки: полуавтомат инверторный
Принципиальная схема, ИБП 500 Вт — 2001 Toyota Highlander Блок предохранителей
Принципиальная схема ИБП 500 Вт
Принципиальная схема Ups 500w представляет собой визуальное представление компонентов и кабелей, связанных с электрическим подключением. Эта графическая диаграмма показывает нам физическое соединение, которое намного легче понять в электрической цепи или системе.На электрической схеме могут быть обозначены все соединения с указанием их взаимного расположения. Использование этого может быть положительно признано в производственном проекте или при решении электрических проблем. Это может предотвратить большой ущерб, который даже подорвет электрические схемы. широко используются в производстве схем или других проектах электронных устройств. Компоновка облегчает общение между инженерами-электриками, проектирующими и реализующими электрические схемы. Фотографии также пригодятся при ремонте.Он показывает, была ли установка должным образом спроектирована и реализована, подтверждая регуляторы безопасности.
Принципиальная схема ИБП 500w показывает схему потока с его впечатлением, а не с подлинным представлением. Они предоставляют только общую информацию и не могут использоваться для ремонта или проверки цепи. Функции различного оборудования, используемого в схеме, представлены с помощью принципиальной схемы, символы которой обычно включают вертикальные и горизонтальные линии.Однако известно, что эти линии показывают поток системы, а не ее провода. представляет собой оригинальную и физическую схему электрических соединений. Схема разводки на картинке с разными символами показывает точное расположение оборудования во всей цепи. Это гораздо более полезно в качестве справочного руководства, если кто-то хочет узнать об электрической системе дома. Его компоненты показаны на картинке, чтобы их можно было легко идентифицировать.
Принципиальная схема ИБП 500w используют стандартные символы для подключения устройств, обычно отличные от тех, которые используются на принципиальных схемах.Электрические символы показывают не только место установки, но и тип устанавливаемого устройства. Например, поверхностный потолочный светильник обозначен одним символом, утопленный потолочный светильник — другим символом, а поверхностный люминесцентный свет — другим символом. Каждый тип переключателя имеет свой символ, как и различные розетки. Есть символы, которые показывают расположение детекторов дыма, звонка дверного звонка и термостата. В крупных проектах символы могут быть пронумерованы, например, для обозначения панели управления и схемы, к которой подключается устройство, а также для обозначения того, какой из нескольких типов приспособлений должен быть установлен в этом месте.
7 простых инверторных схем, которые вы можете построить дома
Эти 7 инверторных схем могут выглядеть простыми с их конструкцией, но способны обеспечить достаточно высокую выходную мощность и КПД около 75%. Узнайте, как собрать этот дешевый мини-инвертор и запитать небольшие приборы на 220 или 120 В, такие как сверлильные станки, светодиодные лампы, лампы CFL, фен, мобильные зарядные устройства и т. Д., От аккумулятора 12 В 7 Ач.
Что такое простой инвертор
Инвертор, который использует минимальное количество компонентов для преобразования 12 В постоянного тока в 230 В переменного тока, называется простым инвертором.Свинцово-кислотная батарея на 12 В является наиболее стандартной формой батареи, которая используется для работы таких инверторов.
Начнем с самого простого из списка, в котором используется пара транзисторов 2N3055 и несколько резисторов.
1) Схема простого инвертора на транзисторах с перекрестной связью
В статье рассматриваются детали конструкции мини-инвертора. Прочтите, чтобы узнать о процедуре построения базового инвертора, который может обеспечить достаточно хорошую выходную мощность, но при этом очень доступный и элегантный.
В Интернете и электронных журналах может быть огромное количество схем инвертора. Но эти схемы часто представляют собой очень сложные и высокотехнологичные инверторы.
Таким образом, у нас не остается выбора, кроме как задаваться вопросом, как построить силовые инверторы, которые могут быть не только простыми в сборке, но также дешевыми и высокоэффективными в работе.
Принципиальная схема инвертора от 12 В до 230 В
На этом поиск такой схемы заканчивается. Описанная здесь схема инвертора, пожалуй, самая маленькая по количеству компонентов, но при этом достаточно мощная, чтобы удовлетворить большинство ваших требований.
Порядок сборки
Для начала убедитесь, что для двух транзисторов 2N3055 установлены подходящие радиаторы. Его можно изготовить следующим образом:
- Вырежьте два листа алюминия по 6/4 дюйма каждый.
- Согните один конец листа, как показано на схеме. Просверлите отверстия подходящего размера на изгибах, чтобы его можно было надежно прижать к металлическому шкафу.
- Если вам сложно изготовить этот радиатор, вы можете просто приобрести его в местном электронном магазине, показанном ниже:
- Также просверлите отверстия для установки силовых транзисторов.Отверстия диаметром 3мм, типоразмер ТО-3.
- Плотно закрепите транзисторы на радиаторах с помощью гаек и болтов.
- Подключите резисторы перекрестной связью непосредственно к выводам транзисторов в соответствии с принципиальной схемой.
- Теперь присоедините радиатор, транзистор и резистор в сборе ко вторичной обмотке трансформатора.
- Закрепите всю схему вместе с трансформатором внутри прочного, хорошо вентилируемого металлического корпуса.
- Смонтируйте выходные и входные гнезда, держатель предохранителя и т. Д. Снаружи шкафа и подключите их соответствующим образом к схемному узлу.
После завершения вышеуказанной установки радиатора вам просто нужно соединить несколько резисторов высокой мощности и 2N3055 (на радиаторе) с выбранным трансформатором, как показано на следующей схеме.
Полная схема подключения
После того, как вышеуказанная проводка будет завершена, пора подключить ее к батарее 12 В 7 Ач с лампой на 60 Вт, прикрепленной к вторичной обмотке трансформатора.При включении в результате груз будет мгновенно освещен с поразительной яркостью.
Здесь ключевым элементом является трансформатор, убедитесь, что трансформатор действительно рассчитан на 5 ампер, иначе вы можете обнаружить, что выходная мощность намного меньше ожидаемой.
Я могу сказать это по своему опыту, я построил это устройство дважды, один раз, когда я учился в колледже, и второй раз недавно, в 2015 году. Хотя я был более опытным во время недавнего предприятия, я не мог получить потрясающую мощность, которая Приобрел от своего предыдущего агрегата.Причина была проста: предыдущий трансформатор представлял собой надежный, изготовленный на заказ трансформатор 9-0-9В на 5 ампер, по сравнению с новым, в котором я, вероятно, использовал ложно рассчитанный 5 ампер, что на самом деле было всего 3 ампер на его выходе.
Перечень деталей
Для конструкции вам потребуются всего несколько следующих компонентов:
- R1, R2 = 100 Ом. / 10 Вт намотка провода
- R3, R4 = 15 Ом / 10 Вт намотка провода
- T1, Т2 = 2Н3055 СИЛОВЫЕ ТРАНЗИСТОРЫ (МОТОРОЛА).
- ТРАНСФОРМАТОР = 9-0-9 Вольт /8 Ампер или 5 ампер.
- АВТОМОБИЛЬНЫЙ АККУМУЛЯТОР = 12 В / 10 Ач
- АЛЮМИНИЕВЫЙ РАДИАТОР = ОТРЕЗАТЬ ПО ТРЕБУЕМОМУ РАЗМЕРУ
- ВЕНТИЛИРУЕМЫЙ МЕТАЛЛИЧЕСКИЙ ШКАФ = СООТВЕТСТВУЕТ РАЗМЕРАМ ВСЕГО УЗЛА
Видео-тестовая проба
Как это проверить?
- Тестирование этого мини-инвертора выполняется следующим методом:
- Для тестирования подключите лампу накаливания мощностью 60 Вт к выходному разъему инвертора.
- Затем подключите полностью заряженный автомобильный аккумулятор на 12 В к его клеммам питания.
- Лампа мощностью 60 Вт должна сразу же ярко загореться, указывая на то, что инвертор работает нормально.
- На этом конструирование и тестирование схемы инвертора завершается.
- Я надеюсь, что из приведенных выше обсуждений вы, должно быть, четко поняли, как построить инвертор, который не только прост в сборке, но и очень доступен для каждого из вас.
- Его можно использовать для питания небольших электроприборов, таких как паяльник, лампы КЛЛ, небольшие портативные вентиляторы и т. Д.Выходная мощность составляет около 70 Вт и зависит от нагрузки.
- КПД этого инвертора составляет около 75%. Устройство может быть подключено к аккумуляторной батарее вашего автомобиля, когда вы находитесь на улице, так что проблема с переносом дополнительной батареи исключена.
Работа схемы
Работа этой схемы мини-инвертора довольно уникальна и отличается от обычных инверторов, которые включают дискретный каскад генератора для питания транзисторов.
Однако здесь две секции или два плеча схемы работают в регенеративном режиме.Это очень просто и может быть понято по следующим пунктам:
Две половины схемы, независимо от того, насколько они совпадают, всегда будут иметь небольшой дисбаланс в параметрах, окружающих их, таких как резисторы, Hfe, витки обмотки трансформатора и т. Д.
Из-за этого обе половины не могут проводить вместе одновременно.
Предположим, что верхние полупроводниковые полупроводники проводят первыми, очевидно, что они будут получать свое напряжение смещения через нижнюю половину обмотки трансформатора через R2.
Однако в тот момент, когда они насыщаются и проводят полную проводку, все напряжение батареи передается через их коллекторы на землю.
Отсасывает любое напряжение через R2 к их базе, и они немедленно прекращают проводить.
Это дает возможность нижним транзисторам проводить, и цикл повторяется.
Таким образом, вся цепь начинает колебаться.
Базовые эмиттерные резисторы используются для определения определенного порога разрыва их проводимости, они помогают установить базовый опорный уровень смещения.
Вышеупомянутая схема была вдохновлена следующим дизайном Motorola:
ОБНОВЛЕНИЕ: Вы также можете попробовать это: Схема мини-инвертора 50 Вт
Форма выходного сигнала лучше, чем прямоугольная (разумно подходит для всех электронных устройств ))
Дизайн печатной платы для описанной выше простой схемы инвертора 2N3055 (схема со стороны дорожки)
2) Использование IC 4047
Как показано выше, простой, но полезный небольшой инвертор может быть построен с использованием всего лишь одной микросхемы IC 4047.IC 4047 — это универсальный генератор с одиночной ИС, который обеспечивает точные периоды включения / выключения на своих выходных контактах №10 и №11. Частоту здесь можно определить, точно рассчитав резистор R1 и конденсатор C1. Эти компоненты определяют частоту колебаний на выходе ИС, которая, в свою очередь, устанавливает выходную частоту 220 В переменного тока этой схемы инвертора. Он может быть установлен на 50 Гц или 60 Гц в зависимости от индивидуальных предпочтений.
Аккумулятор, МОП-транзистор и трансформатор можно модифицировать или модернизировать в соответствии с требуемой выходной мощностью инвертора.
Для расчета значений RC и выходной частоты, пожалуйста, обратитесь к таблице данных IC
Результаты тестирования видео
3) Использование IC 4049
Информация о контактах IC 4049В этой простой схеме инвертора мы используйте одну микросхему IC 4049, которая включает в себя 6 вентилей НЕ или 6 инверторов внутри. На диаграмме выше N1 —- N6 обозначают 6 вентилей, которые сконфигурированы как каскады генератора и буфера. Вентили НЕ N1 и N2 в основном используются для каскада генератора, C и R могут быть выбраны и зафиксированы для определения частоты 50 Гц или 60 Гц в соответствии со спецификациями страны
Остальные вентили N3 — N6 настраиваются и конфигурируются как буферы и инверторы, так что конечный результат приводит к генерации чередующихся импульсов переключения для силовых транзисторов.Конфигурация также гарантирует, что никакие вентили не останутся неиспользованными и простаивающими, что в противном случае может потребовать, чтобы их входы были терминированы отдельно по линии питания.
Трансформатор и аккумулятор можно выбрать в соответствии с требованиями к мощности или характеристиками мощности нагрузки.
На выходе будет чисто прямоугольная волна.
Формула для расчета частоты имеет следующий вид:
f = 1 /1.2RC,
где R будет в Омах, а F в Фарадах
4) Использование IC 4093
Информация о выводе IC 4093Совершенно аналогично По сравнению с предыдущим инвертором логического элемента НЕ, простой инвертор на основе логического элемента И-НЕ, показанный выше, может быть построен с использованием одной микросхемы 4093.Створки с N1 по N4 обозначают 4 затвора внутри IC 4093.
N1 подключен как схема генератора для генерации требуемых импульсов 50 или 60 Гц. Они соответствующим образом инвертируются и буферизируются с использованием оставшихся вентилей N2, N3, N4, чтобы, наконец, передать переменную частоту переключения между базами силовых BJT, которые, в свою очередь, переключают силовой трансформатор с поставленной скоростью для выработки необходимых 220 В или 120 В. Переменный ток на выходе.
Хотя здесь подойдет любая ИС логического элемента NAND, рекомендуется использовать IC 4093, поскольку в ней есть функция триггера Шмидта, которая обеспечивает небольшую задержку переключения и помогает создать своего рода мертвое время на коммутационных выходах, обеспечивая устройства никогда не включаются вместе даже на долю секунды.
5) Другой простой инвертор с затвором NAND с использованием полевых МОП-транзисторов
В следующих параграфах объясняется еще одна простая, но мощная схема инвертора, которая может быть создана любым энтузиастом электроники и использоваться для питания большинства бытовых электроприборов (резистивных нагрузок и нагрузок SMPS) .
Использование пары МОП-транзисторов влияет на мощный отклик схемы, состоящей из очень небольшого количества компонентов, однако конфигурация прямоугольной волны действительно ограничивает использование устройства довольно большим количеством полезных приложений.
Введение
Расчет параметров полевого МОП-транзистора может показаться сложным, однако, следуя стандартному дизайну, реализовать эти замечательные устройства в действии определенно легко.
Когда мы говорим о схемах инвертора, включающих выходы мощности, полевые МОП-транзисторы обязательно становятся частью конструкции, а также основным компонентом конфигурации, особенно на выходных концах схемы.
Инверторные схемы являются фаворитами этих устройств, поэтому мы будем обсуждать одну из таких конструкций, включающую полевые МОП-транзисторы для питания выходного каскада схемы.
Обращаясь к диаграмме, мы видим очень простую конструкцию инвертора, включающую каскад прямоугольного генератора, буферный каскад и выходной каскад мощности.
Использование одной ИС для генерации требуемых прямоугольных волн и для буферизации импульсов, в частности, упрощает разработку конструкции, особенно для начинающих энтузиастов электроники.
Использование IC 4093 вентилей И-НЕ для схемы генератора
IC 4093 — это ИС триггера Шмидта с четырьмя вентилями И-НЕ, одиночная И-НЕ подключена как нестабильный мультивибратор для генерации базовых прямоугольных импульсов.Величину резистора или конденсатора можно отрегулировать для получения импульсов частотой 50 или 60 Гц. Для приложений 220 В необходимо выбрать вариант 50 Гц, а для версий на 120 В. — 60 Гц.
Выход из вышеупомянутого каскада генератора связан с парой дополнительных логических элементов И-НЕ, используемых в качестве буферов, выходы которых в конечном итоге завершаются затвором соответствующих полевых МОП-транзисторов.
Два логических элемента И-НЕ соединены последовательно, так что два полевых МОП-транзистора получают поочередно противоположные логические уровни от каскада генератора и попеременно переключают полевые МОП-транзисторы для создания желаемой индукции во входной обмотке трансформатора.
Коммутация Mosfet
Вышеупомянутое переключение полевых МОП-транзисторов заполняет весь ток батареи внутри соответствующих обмоток трансформатора, вызывая мгновенное повышение мощности на противоположной обмотке трансформатора, где в конечном итоге выводится выход на нагрузку.
МОП-транзисторы способны выдерживать ток более 25 ампер, а их диапазон довольно велик, поэтому они подходят для управления трансформаторами с различными характеристиками мощности.
Это просто вопрос модификации трансформатора и батареи для создания инверторов разных диапазонов с разной выходной мощностью.
Список деталей для объясненной выше принципиальной схемы инвертора на 150 Вт:
- R1 = 220K pot, необходимо установить для получения желаемой выходной частоты.
- R2, R3, R4, R5 = 1K,
- T1, T2 = IRF540
- N1 — N4 = IC 4093
- C1 = 0,01 мкФ,
- C3 = 0,1 мкФ
TR1 = входная обмотка 0-12 В , ток = 15 А, выходное напряжение в соответствии с требуемыми спецификациями
Формула для расчета частоты будет идентична описанной выше для IC 4049.
f = 1 / 1.2RC. где R = R1 установленное значение, а C = C1
6) Использование IC 4060
Если у вас есть одна микросхема 4060 в вашем электронном мусорном ящике, а также трансформатор и несколько силовых транзисторов, вы, вероятно, готовы к созданию ваша простая схема инвертора мощности, использующая эти компоненты. Базовая конструкция предлагаемой схемы инвертора на основе IC 4060 может быть представлена на диаграмме выше. Концепция в основном та же, мы используем IC 4060 в качестве генератора и настраиваем его выход для создания попеременных импульсов включения / выключения через транзисторный каскад инвертора BC547.
Так же, как IC 4047, IC 4060 требует внешних RC-компонентов для настройки своей выходной частоты, однако выход IC 4060 ограничен 10 отдельными выводами в определенном порядке, при этом выходная частота генерирует частоту со скоростью, вдвое превышающей его предыдущей распиновки.
Несмотря на то, что вы можете найти 10 отдельных выходов с удвоенной частотой по выводам IC, мы выбрали вывод №7, поскольку он обеспечивает самую быструю частоту среди остальных и, следовательно, может выполнить это, используя стандартные компоненты для RC. сеть, которая может быть легко доступна вам независимо от того, в какой части земного шара вы находитесь.
Для расчета значений RC для R2 + P1 и C1 и частоты вы можете использовать формулу, как описано ниже:
Или другой способ — с помощью следующей формулы:
f (osc) = 1 / 2.3 x Rt x Ct
Rt в омах, Ct в фарадах
Более подробную информацию можно получить из этой статьи
Вот еще одна крутая идея инвертора DIY, которая чрезвычайно надежна и использует обычные детали для реализации конструкции инвертора большой мощности, и может быть повышен до любого желаемого уровня мощности.
Давайте узнаем больше об этой простой конструкции
7) Простейший инвертор на 100 Вт для новичков
Схема простого инвертора на 100 Вт, обсуждаемая в этой статье, может считаться наиболее эффективным, надежным, простым в сборке и мощным инвертором дизайн. Он эффективно преобразует любые 12 В в 220 В с использованием минимального количества компонентов.
Введение
Идея была опубликована много лет назад в одном из электронных журналов Elecktor, я представляю ее здесь, чтобы вы все могли создать и использовать эту схему для своих личных приложений.Узнаем больше.
Предлагаемая простая схема инвертора на 100 ватт была опубликована довольно давно в одном из электронных журналов elektor, и, на мой взгляд, эта схема — одна из лучших схем инвертора, которую вы можете получить.
Я считаю его лучшим, потому что конструкция хорошо сбалансирована, хорошо рассчитана, использует обычные детали, и если все будет сделано правильно, то сразу заработает.
Эффективность этой конструкции составляет около 85%, что хорошо, учитывая простой формат и низкую стоимость.
Использование нестабильного транзистора в качестве генератора 50 Гц
В основном вся конструкция построена вокруг каскада нестабильного мультивибратора, состоящего из двух маломощных транзисторов общего назначения BC547 вместе с соответствующими частями, состоящими из двух электролитических конденсаторов и некоторых резисторов.
Этот каскад отвечает за генерацию основных импульсов 50 Гц, необходимых для запуска работы инвертора.
Вышеуказанные сигналы относятся к низким текущим уровням и, следовательно, их необходимо поднять до некоторых более высоких уровней.Это делается с помощью транзисторов драйвера BD680, которые по своей природе являются дарлингтонскими.
Эти транзисторы принимают сигналы малой мощности 50 Гц от транзисторных каскадов BC547 и поднимают их при более высоких уровнях тока, чтобы их можно было подать на выходные транзисторы.
Выходные транзисторы представляют собой пару 2N3055, которые получают усиленный ток в своих базах от вышеупомянутого каскада драйвера.
2N3055 Транзисторы в качестве силового каскада
Транзисторы 2N3055, таким образом, также работают с высоким уровнем насыщения и высоким током, который попеременно накачивается на соответствующие обмотки трансформатора и преобразуется в необходимые 220 В переменного тока на вторичной обмотке трансформатора.
Список деталей для описанной выше простой схемы инвертора на 100 Вт
- R1, R2 = 27K, 1/4 Вт 5%
- R3, R4, R5, R6 = 330 Ом, 1/4 Вт 5%
- R7 , R8 = 22 ОМ, ТИП НАВИВКИ ПРОВОДА 5 Вт
- C1, C2 = 470nF
- T1, T2 = BC547,
- T3, T4 = BD680, ИЛИ TIP127
- T5, T6 = 2N3055,
- D1, D2 = 1N5402
- ТРАНСФОРМАТОР = 9-0-9 В, 5 ампер
- БАТАРЕЯ = 12 В, 26 Ач,
Радиатор для T3 / T4 и T5 / T6
Технические характеристики:
- Выходная мощность: 100 Вт, если На каждом канале используются одиночные транзисторы 2n3055.
- Частота: 50 Гц, прямоугольная волна,
- Входное напряжение: 12 В при 5 А для 100 Вт,
- Выходное напряжение: 220 В или 120 В (с некоторыми настройками)
Из приведенного выше обсуждения вы можете почувствовать себя полностью осведомленным относительно как построить эти 7 простых инверторных схем, сконфигурировав данную базовую схему генератора с BJT-каскадом и трансформатором, и включив очень обычные детали, которые могут уже существовать у вас или быть доступными при утилизации старой собранной печатной платы.
Как рассчитать резисторы и конденсаторы для частот 50 или 60 Гц
В этой транзисторной схеме инвертора конструкция генератора построена с использованием транзисторной нестабильной схемы.
В основном резисторы и конденсаторы, связанные с базами транзисторов, определяют частоту выхода. Хотя они правильно рассчитаны для получения частоты приблизительно 50 Гц, если вы в дальнейшем заинтересованы в настройке выходной частоты в соответствии с собственными предпочтениями, вы можете легко это сделать, рассчитав их с помощью этого калькулятора транзисторного нестабильного мультивибратора .
Универсальный двухтактный модуль
Если вы заинтересованы в достижении более компактной и эффективной конструкции с помощью простой двухтактной конфигурации с двухпроводным трансформатором, вы можете попробовать следующую пару концепций. IC 4047 вместе с парой полевых МОП-транзисторов с каналом p и n:
Если вы хотите использовать какой-либо другой каскад генератора в соответствии с вашими предпочтениями, в этом случае вы можете применить следующую универсальную конструкцию.
Это позволит вам интегрировать любой желаемый каскад генератора и получить требуемый двухтактный выход 220 В.
Кроме того, он также имеет встроенное зарядное устройство с автоматическим переключением.
Преимущества простого двухтактного инвертора
Основными преимуществами этой универсальной двухтактной конструкции инвертора являются:
- В нем используется 2-проводный трансформатор, что делает конструкцию высокоэффективной с точки зрения размера и выходной мощности.
- Он включает в себя переключение с зарядным устройством, которое заряжает батарею при наличии сети, а во время сбоя сети переключается в инверторный режим, используя ту же батарею для выработки намеченных 220 В от батареи.
- Он использует обычные p-канальные и N-канальные МОП-транзисторы без каких-либо сложных схем.
- Он дешевле в сборке и более эффективен, чем аналог центрального смесителя.
Инвертор SCR
В следующей схеме инвертора используются тиристоры вместо транзисторов, что позволяет получить еще более высокую выходную мощность с простой конфигурацией.
Колебание запускается парой UJT, которые обеспечивают точный контроль частоты, а также облегчают регулировку частоты на двух тиристорах
Трансформатор может быть любым обычным железным сердечником от 9-0-9 В до 220 В или понижающий трансформатор на 120 В, подключаемый в обратном порядке.
Для продвинутых пользователей
Выше было объяснено несколько простых схем инвертора, однако, если вы думаете, что они довольно обычные для вас, вы всегда можете изучить более продвинутые конструкции, представленные на этом веб-сайте. Вот еще несколько ссылок для справки:
Другие проекты инверторов для вас с полной онлайн-справкой!
О Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель.Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть какие-либо вопросы, связанные со схемами, вы можете взаимодействовать с ними через комментарии, я буду очень рад помочь!
BS-20SA-DM Полуавтоматическая двухкоординатная ленточная пила
Мы создали эту полуавтоматическую ленточную пилу с двумя углами наклона с чугунной дугой и стальной рамой , чтобы обеспечить надежное качество на протяжении десятилетий.Гидравлическая система ускорит производство и сэкономит ваши усилия.
- Максимальная нагрузка 13 дюймов, круглый под углом 90 °.
- Подходит для лезвия 1,25 дюйма (входит в комплект). Большой размер позволяет быстрее и точнее резать.
- Ленточная пила с двойным разрезом может перемещаться на 45 ° влево и 60 ° вправо . Просто подтолкните или потяните голову под прямым углом.
- Инверторный привод позволяет бесступенчато регулировать скорость полотна от 69 до 306 футов в минуту .
- Вы можете точно настроить скорость для таких материалов, как низкоуглеродистая сталь, бронза или алюминий.
- Цифровое считывающее устройство (УЦИ) позволяет легко воспроизводить настройки.
- Предлагаются модели на 220 или 440 вольт, трехфазные (440 вольт — по специальному заказу).
- Чугунная дуга противостоит вибрациям и помогает обеспечить высококачественный рез.
- Гидравлические тиски, подача вниз и возврат носовой части делают производственный цикл более эффективным.Положите материал, нажмите кнопку «Пуск», и пила автоматически обработает все остальное.
- Вы можете отрегулировать гидравлическое давление опускания (в зависимости от материала), чтобы сократить время резки и увеличить срок службы лезвия.
- Положение возврата режущей головки может быть изменено на более короткое время цикла между резаниями на более мелких деталях.
- Поставляется с сверхмощными подающими и разгрузочными столами для облегчения работы с материалами.
- Наше запатентованное устройство натяжения полотна позволяет легко установить нужное натяжение.Отрегулируйте, пока черная стрелка не совпадет с зеленым индикатором, заполненным жидкостью.
- Стальная электросварная рама придает машине структурную прочность для сохранения точности.
- Компактная планировка экономит место в вашем магазине.
- Система охлаждающей жидкости высокого давления смывает металлическую стружку и увеличивает срок службы лезвий.
- Обычно мы храним эту горизонтальную ленточную пилу и ее детали на складе для быстрой доставки.
- На эту двухкоординатную ленточную пилу распространяется гарантия на запасные части сроком на 1 год .
- Вы можете рассчитывать на пожизненную техническую поддержку по телефону . Если вам понадобится помощь, поговорите с представителем Baileigh, имеющим практический опыт работы с машиной.
Вопросы? Позвоните нам по телефону 1-920-684-4990 и поговорите со специалистом по Бейли.
Машина для производства 5-слойных гофроящиков
Многокассетный односторонний датчик положительного давления
Устройство для односторонней обработки без пальцев
1.Расчетная скорость: 220 м / мин
2. Эффективная ширина: 1400 мм-2500 мм
3. Гофрированный ролик-405 мм
4. Гофрированный валик вакуумного всасывающего типа без пальцев, верхний и нижний гофрированный валик из легированной стали 48 CrMo, обработанный хартом, твердость выше HV1200 Поверхность хорошо обработана шлифованием и хромированием. №
5. с подогревателем внутренней бумаги и пароваркой для бумаги среднего размера.
6. верхний и нижний гофрированные ролики представляют собой единое целое, вся группа гофрированных роликов может перемещаться и быстро заменяться для быстрой смены типа канавки.
7. Секция клея — это начальная сборка, всю секцию можно перемещать по рельсам, экономя время обслуживания.
8. Регулировка гофрированного ролика, прижимного ролика и клеевого ролика с помощью пневматической системы.
9.Привод двигателя с преобразованием частоты, независимая коробка передач, соединенная с трехосевым инвертором для плавного регулирования скорости для экономии энергии и для подключения одного коммуникационного разъема для управления производством.
10. Смазка с масляной смазкой для снижения шума и поддержания стабильной работы, продлить срок службы снаряжения.
11. Примите моторизованное разделение по ширине клея, чтобы оно соответствовало работе двигателя на холостом ходу и валику нанесения клея, чтобы избежать высыхания клея.
Регулировка зазора между клеевым валиком и дозирующим валиком с помощью электричества или вручную не является обязательной. Цифровое считывание зазора между зазором между валиком и дозирующим валиком опционально.
12. подшипник для гофрированного ролика и прижимного ролика использует высокотемпературную консистентную смазку для обеспечения плавной и долговечной работы.
13. Клейкая деталь может работать независимо или независимо в остановленном состоянии.
Устройство для односторонней обработки без пальцев
1. Расчетная скорость: 150 м / мин. 360C Расчетная скорость: 180 м / мин.
2. Эффективная ширина: 1400-2200 мм
3. Гофрированный ролик: 320 мм / 360 мм
4. Коробка с уменьшенным приводом с масляной смазкой, обеспечивающая снижение шума, сохранение стабильности работы принять отдельную мощность трансмиссии карданного подвеса
5.Ролик для гофрирования, прижимной ролик и клеевой валик с пневматической регулировкой,
6.Cardboard Transmit использует метод вакуумного всасывания с системой контроля ветра, обеспечивающий стабильность профилей канавок нижнего ролика в условиях подъема.
7. подшипник, гофрированный и прижимной ролик используют высокотемпературную консистентную смазку.
8. Приклейте автоклей по кругу.
9.Верхний и нижний валки для гофрирования изготовлены из высококачественной легированной стали 48CrMo после термообработки. Твердость выше HV1200. Поверхность покрыта карбидом вольфрама.
10. Поверхность клеевой части обработана специальной сеткой, покрытой хромом.
11. Мануд клеевого устройства электроизоляции.
12. Клейкая деталь может работать независимо или независимо во время остановки.
Одинарный Facer без пальцев
ГИДРАВЛИЧЕСКАЯ БЕЗВАЛОВАЯ СТЕНДА (ТЯЖЕЛЫЙ ТИП)
1.Конструкция представляет собой двойные вращающиеся валы с четырьмя рычагами; одновременная поддержка двух валков бумажной фабрики на обоих рычагах.
2. Гидравлическое управление роликом бумажной фабрики вверх-вниз, зажимом и центрированием.
3. Натяжение полотна контролируется пневматическим или ручным тормозом: Зубчатые патроны не являются обязательными.
4. Эффективная ширина: 1200-2800 мм; Максимальный диаметр рулона бумаги: 1500 мм
5. Максимальный вес опоры: V5B: 2,5 т, V6B: 3,5 т
6. Основная ось: 242 мм / 270 мм
БЕЗВАЛОВАЯ СТАНКА ПРОКАТКИ
1.Максимальный диаметр рулона бумаги: 1400 мм
2. Максимальный вес опоры: 2т.
3. Конструкция представляет собой двойной вращающийся вал с четырьмя рычагами; поддерживайте два валка бумажной фабрики на обоих рычагах на одной линии.
4. Ручной тормоз с круглой пластиной, натяжение полотна регулируется в любое время.
5. Зажим для рук и вращающаяся структура устанавливают муфту с фиксированным крутящим моментом, безопасность работы.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВАТЕЛЬ
1.Диаметр ролика подогревателя: 600 мм, 900 мм, 1000 мм, 1100 мм.
2.Эффективная ширина: 1400-2500 мм.
3. Регулировка угла нагрева Electromotion. Регулируемый диапазон 360, зона угла увеличения оптонального вала с двумя углами.
4. Поверхность всех роликов хорошо обработана шлифованием и покрыта твердым хромом и прочной.
5. Примите форму выпуклого уплотнения или пластины. Убедитесь, что рулонная бумага нагревается в среднем.
6. Подогреватель типа Simple, Duplex, Triplex или Quadplex в зависимости от требований.
АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ КОРРЕКЦИИ ТЕНСИНА BRIDE
1.Макс. скорость: 250 м / мин
2. гофрированная бумага для определения бесконтактного типа
3. высокоточная коррекция отклонения бумаги (1 мм)
4. без необходимости регулировки, когда ширина бумаги не соответствует
5. управление замкнутым контуром и непрерывная работа
6. полная -амплитудное инфракрасное светодиодное обнаружение длительного срока службы
7. Синхронная коррекция отклонения по центру и стороне.
МАШИНА ДЛЯ ДВОЙНОГО КЛЕЯ
1.Расчетная скорость: 250 м / мин, клеевой валик: 320 мм
2. Каждый из клеевых валиков контролируется отдельным двигателем преобразователя, чтобы гарантировать, что все валики движутся с одинаковой скоростью, а также работают по отдельности.
3. Поскольку каждый рулон контролируется отдельным датчиком, после замены клеевого ролика также убедитесь, что ролики движутся с одинаковой скоростью, путем регулировки датчика.
4. Контроль объема пасты и объема пасты можно разделить вручную и автоматически.
5. Ручное управление: нажмите кнопку, которая управляет, чтобы отрегулировать зазор, чтобы обеспечить нанесение достаточного количества клея.
6. Автоматическое управление: Кодер и ПЛК автоматически управляют в соответствии с изменением скорости.
И с контролем появления поверхности, чтобы гарантировать клей, когда машина работает на высокой или медленной скорости, и качество гофрированной бумаги.
7. Остановка машины, автоматическое поднятие контактной планки, автоматическое вращение клеевого валика.
8. Прижимной ролик и прижимная планка эластичности не являются обязательными.
МАШИНА ДЛЯ ДВОЙНОГО КЛЕЯ
1.Расчетная скорость: 200 м / мин.
2. Специальная линия на поверхности валика для нанесения клея, покрытие твердым хромом, равномерная подача клея, низкая стоимость.
3. аппликатор клея, приводимый в движение двигателем с преобразователем частоты с инвертором. Сохраняйте синхронизацию для валика аппликатора клея
и двойной машины для облицовки пекарей. инвертором и независимой работой.
4. Регулировка электромотора отображает размер калибровки или ручную настройку размера.
5. Прижимной валок перемещается вверх и вниз пневматически. Мини-регулировка зазора электрическая.
6. Самовращающаяся система подачи клея для предотвращения затвердевания клея и контроля количества клея. Сохранение клея
хорошего качества и экономия.
ДВОЙНОЙ ФАСЕР
1. Расчетная скорость: 200–250 м / мин, ширина: 180–250 мм
2. Автоматическое управление ПЛК интерфейса «человек-машина», автоматическое переключение количества нагревательных пластин и размера давления для адаптации к разным типам бумаги пик флейты цел.
3. Нагревательная пластина шлифованная и хромированная, ширина 600 мм, 18-22 штуки выбрано
4. Горячая секция принимает структуру горячего плекта, в зависимости от толщины картона, сегментированная пневматическая регулировка давления
5. Верхняя хлопковая лента с двухцилиндровое устройство натяжения хлопкового ремня s-типа.
Автоматическое или ручное корректирующее устройство не является обязательным.
6. Приводная секция использует коробку передач, полученную от электродвигателя с электромагнитным управлением скоростью или двигателя преобразования частоты.
7. Приводные ролики должны выдерживать абразивную резину, вырезать «v» из зубьев с помощью барабана
и выдавать стабильную бумагу.
ДВОЙНОЙ ФАСЕР
1. Расчетная скорость: 150-180 м / мин, ширина: 1400-2200 мм
2. Качественные нагревательные плиты 8-14 шт. X 600 мм, внутренняя циркуляционная структура, подача воздуха через пересечение.
3. Поверхность пластин хорошо отшлифована и хромирована, что соответствует национальному стандарту
.4. Стандарт сосуда высокого давления.
5. Система давления и система башмаков не являются обязательными, пневматическая регулировка давления.
6. Масляная передача для привода. Электромагнитный двигатель или частотный двигатель не являются обязательными.
7. Тип резинового приводного ролика с вулканизированной поверхностью во избежание отклонений.
БИБЛИОТЕКА С ТОНКИМ НОЖОМ
1.Скорость отжима: 200 м / мин, ширина 250 об / мин: 14000-2500 мм
2. Может быть реализована память порядка 999, безостановочное переключение или ручное переключение.
3.Slirler, обжимной круглый одиночный сервоуправление случайным образом, одиночный быстро, точно.
4. Передние два рово для настройки колеса линии предварительного натяжения, любая комбинация прижимного колеса для снятия линии нулевого давления.
5.Автоматическая синхронизация с гофрированной линией, а также возможность согласования с производственной системой управления.
Высокая совместимость.
6.Высококачественный импортный промышленный компьютер и ПЛК, составляющие систему ЧПУ.
7. Существует три типа оценок: вогнутая-выпуклая (одиночная стенка), cancave-canverx (двойная стенка) и выпуклая-плоская, которые также могут чередоваться с оценкой электрической системы, также могут контролироваться компьютером с точными результатами оценки.
8. Тонкое лезвие из сплава стали вольфрама, острое и долгое время жизни около 8 миллионов метров.
9. Автоматическое шлифование и ручное шлифование с компьютерным управлением также применимы. Альтернативное шлифование лезвия
, разрезая доску, может повысить эффективность.
10. Импортированный ремень Synchromous для транспортировки
с более высокой точностью, более длительным сроком службы и низким уровнем шума.
11.Стандартные отходы, для одного места сбора мусора с синхронной регулировкой ножей.
БИБЛИОТЕКА С ТОНКИМ НОЖОМ
1. Расчетная скорость: 120 м / мин.
2. Эффективная ширина: 1400-2200 мм
3,4 лезвия 6 подрезчиков, 5 лезвий 8 подрезчиков или шесть ножей десять линий.
4. принимает новизну тонкой кромки высокоскоростной резки бумаги. разрезы ровные и бархатные.
5. Система автоматической шлифовки кромок может быть реализована в процессе производства, непрерывная машинная шлифовка кромок, Пневматическое управление набор шлифовальных кромок
. В зависимости от материала и состояния кромки в любой момент можно установить интервал и время шлифования. .
6. Весь набор принимает горизонтальное электромоторное движение, в действительности соответствует картонной экскурсии.
СПРАВОЧНАЯ ОТРЕЗКА NC
СПИРАЛЬНЫЕ НОЖИ ДЛЯ КУСАЧКИ
1.Расчетная скорость: 200 м / мин-250 м / мин, эффективная ширина: 1400 мм-2500 мм.
2. Длина реза: 500-900 мм, точность резки: 1 мм (работа с постоянной скоростью)
3. Память на 180 заказов, быстрое и точное изменение размера резки, без остановок для
изменения заказа и возможность подключения компьютеров к сети для облегчения управления производством .
4. Вращающееся зубчатое колесо вала фрезы принимает высокочастотную закалку из кованой стали без бокового воздействия, с использованием усовершенствованного бесключевого соединения, высокой точности.
5. Спиральная конструкция ножей с острием из быстрорежущей стали, зубчатым ножом и ножницами.
режет с меньшим усилием сдвига, чтобы продлить срок службы ножей.
6. Подача спереди и сзади принимает солнечное колесо, плавную транспортировку и равномерное давление
, избегайте повреждения картона.
7. Регулируемая высокоточная шестерня без зазора для обеспечения точности обработки и баланса
.
8. Вал ножа изготовлен из качественной кованой стали и стабильно работает после балансировки.
9. Основание стойки и рама машины сделаны из серого чугуна, чтобы машина оставалась прочной и стабильной.
10.Принятие сервосистемы KEB Германии и 10,4-дюймовый цветной сенсорный экран Taiwan Eview.
ПОДАЧА ЛИСТОВ БУМАГИ И КОНВЕЙЕР
1.Эффективная ширина: 1400-2200 мм, расчетная скорость: 100 м / мин-180 м / мин
2. Макс. длина листа: 3000мм-3500мм.
3. Автоматическая складка и сбор картона.
4. С электродвижением передайте по горизонтали с помощью электрической регулировки положения заднего упора.
5. Вертикальный картон встречает широкую конвейерную ленту для передачи.
6. Листы или высота картона будут выдвигаться автоматически или с помощью переключателя при достижении запроса.
АВТОМАТИЧЕСКАЯ МАШИНА УПАКОВКИ
1.Эффективная ширина: 1400 мм-2500 мм, расчетная скорость: 200 м / мин-250 м / мин
2. Максимальная высота штабелирования: 250 мм Макс. длина штабелирования: 3500 мм
3. Автоматическая смена заказа за 5 секунд, автоматический подсчет и автоматическая горизонтальная подача картона.
4.Синхронизация с системой управления производством, автоматическое изменение заказа с высокой скоростью
5. Во время работы с системой управления производством, макулатурный картон менее 700 мм из-за изменения порядка.
6. платформа для штабелирования гусеничного типа, сервоуправление переменного тока, плавное штабелирование и аккуратно
7. Автоматическая боковая подача картона при достижении заданного количества.
8. Картонная заслонка, управляемая сервосистемой переменного тока, автоматическое и быстрое изменение порядка, подходит для укладки картона небольшого размера.
9. Стандартный электротранспортный конвейер и двухсторонний раздаточный стол.
10. Индивидуально герметичный шкаф управления, электрическое оборудование работает в чистой среде.
11.Цветной сенсорный дисплей для удобной работы в полевых условиях.
12.Полностью автоматический контроль работы, повышение эффективности, экономия рабочей силы, снижение трудоемкости
КОРЗИНА ВНИЗ
1.Эффективная рабочая ширина: 1600-2500 мм
Макс. Рабочая скорость: 200 м / мин 250 м / мин
2. макс. длина стали 3000 мм, мин., длина листа 500 мм.
Макс. высота штабелирования 1700 мм.
3. Автоматическая укладка листов и боковая выдача.
4.Структура укладчика прямого или двустороннего типа.
5. Гидравлический сервоклапан управления подъемной палубой, обеспечивает стабильную и быструю укладку.
6. Конвейерная лента синхронизируется со скоростью производственной линии, сохраняет стабильность при штабелировании.
7. система управления PLC для отслеживания скорости производственной линии, лист бумаги для доставки, Управляйте подъемной палубой вверх и вниз, управляйте задним упором, устанавливая обшивку, для достижения автоматического изменения порядка.
8. Принять картон пресса щетки из стекловолокна, и в соответствии с длиной картона отрегулировать давление. Выход из подачи бумажного листа с прессовой щеткой, антиэкскурсией и правильной доставкой направляющего листа бумаги. 9. Независимый драйвер подсекции с помощью двигателя преобразования частоты переменного тока, автоматическое отслеживание производственной скорости производственной линии, обеспечивает стабильную и быструю укладку.
10. Эту машину можно подключить к системе управления производством для изменения заказа и управления заказами.
11.Принять преобразование человека в машину и дисплей с сенсорным экраном, простоту в эксплуатации.
12.Автоматическая установка обшивки по длине листа и автоматическая подача бумаги.
АВТОМАТИЧЕСКИЙ СПЛИСЕР
1. Скорость проектирования: 150 м / мин
2. Подходит для бумаги самого большого диаметра: 1500 мм
3. С автоматическим контролем натяжения Mill Road Stand, высокоскоростной бумагой доступа, высокой вероятностью успеха.
4. Безбумажный хвост, затем бумага, чтобы уменьшить потерю бумаги bsae (основная бумага перекрывается только с лентой шириной 40 мм).
5. Машина для сращивания из автоматической вакуумной адсорбционной загрузки бумаги проста, автоматический контроль натяжения бумаги, получение нулевой ошибки.
6. Все автоматическое управление ПЛК, точное, отказоустойчивое и простое обслуживание.
7. Буферное колесо впервые вытягивает бумагу, автоматическое выравнивание, легко вытягивать бумагу.
АВТОМАТИЧЕСКАЯ МАШИНА ДЛЯ КЛЕЯНИЯ
1.Вся система работает через программу, завершенную управлением ПЛК, точность измерения.
2. Система оснащена датчиками температуры и дисплеем температуры и контролирует температуру геля, чтобы гарантировать, что Молекулы крахмала более растворимы в воде, что позволяет избежать чрезмерного увеличения количества клея, вызванного температурой окружающей среды. изменения.
3. Это устройство имеет автоматические устройства для мойки резервуаров, каждое из которых подает готовый клей, а также автоматическую очистку резервуара.
4. каустическая сода в каустическую соду, хранящуюся в резервуаре для щелока; уровень транзитного уровня щелока в резервуаре контролируется ПЛК, когда он достигает установленного нижнего предела, резервуар для щелока проходит через насос за счет автоматического пополнения.
5. Когда уровень крахмала в баке опускается до датчика уровня, система автоматически добавляет сигнал о материале и добавляет материал с помощью вибрации.
Стратегии смягчения последствий поставок вентиляторов: письмо поставщикам медицинских услуг
Использование вентиляционных разветвителей во время пандемии COVID-19 — Письмо поставщикам медицинских услуг
9 февраля 2021 года FDA выпустило письмо поставщикам медицинских услуг, чтобы проинформировать поставщиков медицинских услуг и медицинские учреждения о последней информации, касающейся соединителей мультиплексных трубок вентилятора, также известных как разделители вентиляторов, в ситуациях, когда нет альтернативы. для инвазивной вентиляции доступны.Подробнее см. Использование разветвителей для искусственной вентиляции легких во время пандемии COVID-19 — письмо поставщикам медицинских услуг.
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA) признает, что потребность в аппаратах ИВЛ, принадлежностях для аппаратов ИВЛ и других респираторных устройствах может превышать объем поставок, доступных для медицинских учреждений во время вспышки коронавирусной болезни 2019 г. (COVID-19).
22 марта 2020 года FDA выпустило немедленно вступившее в силу руководство, в котором излагается политика, направленная на повышение доступности аппаратов ИВЛ и их принадлежностей, а также других респираторных устройств во время пандемии COVID-19.Для получения дополнительной информации см. Политику применения вентиляторов, принадлежностей и других респираторных устройств во время чрезвычайной ситуации в области общественного здравоохранения, связанной с коронавирусом-2019 (COVID-19). Политика способствует постоянной доступности определенных безопасных и эффективных медицинских устройств, при этом сохраняя гибкость в отношении модификаций производителей, вносимых в аппараты ИВЛ, аппараты для обезболивания и других респираторных устройств, а также их аксессуары в ответ на чрезвычайную ситуацию в области общественного здравоохранения, связанную с COVID-19.
В этом письме содержатся рекомендации для медицинских работников и учреждений, основанные на недавно выпущенном руководстве, относительно использования устройств пациентами, у которых развивается респираторный компромисс в результате COVID-19 или других респираторных заболеваний.Рекомендации FDA предназначены для расширения, а не замены конкретных средств контроля и процедур, разработанных организациями здравоохранения и Центрами по контролю и профилактике заболеваний (CDC).
Рекомендации
FDA рекомендует поставщикам медицинских услуг и учреждениям, где это возможно:
- Используйте стандартные / стандартные полнофункциональные аппараты ИВЛ, одобренные FDA, для поддержки пациентов с дыхательной недостаточностью.
- В соответствии с политикой производители могут вносить определенные изменения в одобренные FDA показания, заявления или функциональные возможности этих устройств без предварительного уведомления перед продажей, если изменение не создаст чрезмерного риска в свете чрезвычайной ситуации в области общественного здравоохранения.В таких обстоятельствах FDA рекомендует производителю предоставить четкие инструкции, описывающие одобренные FDA показания и утверждения от тех, которые не одобрены FDA, в дополнение к общему заявлению об изменениях, которые не были одобрены FDA.
- Если количество аппаратов ИВЛ в вашем учреждении на исходе, рассмотрите альтернативные устройства, способные обеспечивать дыхание или поддержку давлением, чтобы удовлетворить потребности пациентов, нуждающихся в такой поддержке с медицинской точки зрения, с медицинской точки зрения. Поставщики медицинских услуг должны использовать свое суждение, основанное на состоянии пациента и обстоятельствах в учреждении, чтобы выбрать лучший вариант. Примеры альтернативного использования респираторных устройств, используемых для решения проблемы нехватки, могут включать следующее, что, по мнению FDA, может помочь повысить доступность:
- Для любого пациента, нуждающегося в искусственной вентиляции легких, в медицинских учреждениях могут использоваться аппараты непрерывной вентиляции, предназначенные для домашнего использования, в зависимости от характеристик аппарата ИВЛ и при условии наличия соответствующего мониторинга (при наличии) состояния пациента.
- Для стабильных пациентов аппараты ИВЛ при транспортировке в неотложной помощи могут использоваться для длительной вентиляции в условиях медицинского учреждения.
- Для любого пациента, нуждающегося в искусственной вентиляции легких, аппараты обезболивающего газа, способные обеспечить контролируемую вентиляцию или вспомогательную вентиляцию, могут быть использованы вне традиционного использования для показаний к анестезии. Из-за значительных различий между аппаратом наркозного газа и традиционными аппаратами ИВЛ для интенсивной терапии рекомендуется использование или наблюдение со стороны врача-нарколога.Обратитесь к веб-сайтам производителей для получения конкретных инструкций по безопасному использованию наркозных газовых аппаратов для этого показания.
- Интерфейсы пациента для неинвазивной вентиляции (NIV) с функцией предписанного дыхания могут использоваться для пациентов, которым требуется такая поддержка вентиляции, включая интерфейсы для пациентов с NIV, маркированные для апноэ во сне.
- Аппараты непрерывного положительного давления в дыхательных путях (CPAP), авто-CPAP и двухуровневого положительного давления в дыхательных путях (BiPAP или BPAP), обычно используемые для лечения апноэ во сне (дома или в учреждении), могут использоваться для поддержки пациентов с дыхательной недостаточностью при условии соответствующий мониторинг (при наличии) и состояние пациента.
- Примите соответствующие меры предосторожности с контролем окружающей среды (например, отрицательное давление) или дополнительной фильтрацией, где это возможно: Вентиляция пациентов с инфекционными заболеваниями с использованием одноступенчатых или неинвазивных устройств без фильтрующего уплотнения из атмосферы может привести к загрязнению воздуха в помещении и увеличению риска коробка передач. Этот риск может быть усилен системами носовых канюль с высоким потоком или аппаратами CPAP.
- Обратитесь к производителю устройства или просмотрите веб-сайт производителя для получения инструкций по обновленной маркировке: При использовании вентилятора, газового аппарата или другого устройства за пределами указанных в маркировке показаний FDA рекомендует связаться с производителем устройства для получения информации о функциях и ограничениях устройства. устройство в аварийной ситуации.
- За актуальной информацией обращайтесь в соответствующие профессиональные сообщества: За недавно выпущенной полезной информацией по этому вопросу. Примеры включают:
- Сохранять использование принадлежностей, используемых с вентиляторами:
- Учитывая потенциал широкого использования аппаратов ИВЛ и наркозного газа в ответ на пандемию COVID-19, а также во избежание истощения запасов дыхательного контура, медицинские учреждения могут рассмотреть возможность продления срока годности и продолжительности использования этих продуктов для лечения отдельные пациенты, в зависимости от наличия ресурсов.
- Рассмотрите возможность увеличения продолжительности использования пассивных увлажнителей (тепло-влагообменников) до одной недели в зависимости от состояния пациента и имеющихся ресурсов.
- Пожалуйста, обратите внимание при использовании аппаратов ИВЛ из других регулирующих юрисдикций: По возможности, медицинские учреждения должны использовать одобренные FDA обычные / стандартные полнофункциональные аппараты ИВЛ для лечения пациентов, у которых развивается дыхательная недостаточность или дыхательная недостаточность. Тем не менее, FDA предпринимает шаги, чтобы помочь сделать доступными устройства поддержки вентиляции легких, которые в настоящее время не продаются на законных основаниях в США.S. для поддержки более широкой доступности устройств для пациентов, нуждающихся в искусственной вентиляции легких, в Соединенных Штатах на время чрезвычайной ситуации в области общественного здравоохранения, как описано в Руководстве по обеспечению соблюдения правил для вентиляторов.
Фон
В настоящее время вспышка респираторного заболевания, вызванного новым коронавирусом. Вирус был назван «SARS-CoV-2», а вызываемое им заболевание — «Коронавирусная болезнь 2019» (COVID-19). 31 января 2020 года Министерство здравоохранения и социальных служб (HHS) опубликовало объявление о чрезвычайной ситуации в области общественного здравоохранения, связанной с COVID-19, и мобилизовало операционные подразделения HHS.Кроме того, 13 марта 2020 года президент объявил чрезвычайное положение в стране в связи с COVID-19.
SARS-CoV-2 продемонстрировал способность к быстрому распространению, что оказывает значительное влияние на системы здравоохранения и вызывает социальные потрясения. Потенциальная угроза общественному здоровью, исходящая от COVID-19, высока как во всем мире, так и для США. Для эффективного реагирования на вспышку COVID-19 решающее значение имеют надлежащее клиническое ведение и инфекционный контроль, а также принятие мер по смягчению последствий.
FDA осведомлено, что пациентам, страдающим респираторными осложнениями в результате COVID-19, может потребоваться искусственная вентиляция легких. Этим пациентам может потребоваться помощь посредством искусственной вентиляции легких посредством контролируемой подачи газов, включая доставку кислорода во время вдоха и / или удаление углекислого газа во время выдоха.
Действия FDA
FDA сотрудничает с производителями аппаратов ИВЛ, принадлежностей для аппаратов ИВЛ и других респираторных устройств, чтобы лучше понять текущие проблемы цепочки поставок, связанные со вспышкой COVID-19, и помочь смягчить любую повсеместную нехватку этих устройств.
FDA также работает со Стратегическим национальным резервом (SNS) над разработкой стратегий использования аппаратов ИВЛ и принадлежностей для них в SNS. Для получения дополнительной информации обратитесь к помощнику секретаря HHS по обеспечению готовности и реагированию (ASPR) и Управлению передовых биомедицинских исследований и разработок (BARDA).
FDA будет продолжать информировать поставщиков медицинских услуг, производителей и общественность в случае появления новой или дополнительной информации.
Сообщение о проблемах в FDA
Если возникнут потенциальные или фактические проблемы с поставками, отправьте информацию в FDA по адресу deviceshortages @ fda.hhs.gov. Любой человек — пользователь, пациент, производитель или организация в цепочке поставок — кто знает о задержке в распределении продукта или ожидает потенциальной или фактической нехватки, может уведомить нас.
FDA рекомендует поставщикам медицинских услуг сообщать о любых нежелательных явлениях или предполагаемых нежелательных явлениях, возникающих при использовании аппаратов ИВЛ.
Своевременное сообщение о нежелательных явлениях может помочь FDA выявить и лучше понять риски, связанные с медицинскими устройствами.
Контактная информация
Если у вас есть вопросы по этому письму, обращайтесь в deviceshortages @ fda.hhs.gov или, по общим вопросам, в Отдел промышленности и обучения потребителей (DICE).
.