Составные части подшипников | Компания «МИАЛИН»
Подшипником принято называть техническое устройство, которое является частью опор вращающихся валов или осей. Такая деталь способна воспринимать осевые или радиальные нагрузки, а также передавать их на корпус, раму или другие элементы конструкции.
Основные задачи подшипников:
- удержание вала в пространстве;
- качание или линейное перемещение с низкими энергопотерями;
- вращение.
Следует понимать, что от качества используемых подшипников, того, насколько они надежные, напрямую зависит КПД, долговечность и работоспособность станка и состояние машины в целом.
При проведении работ могут применяться подшипники качения и скольжения.
Они имеют различные конструктивные особенности.
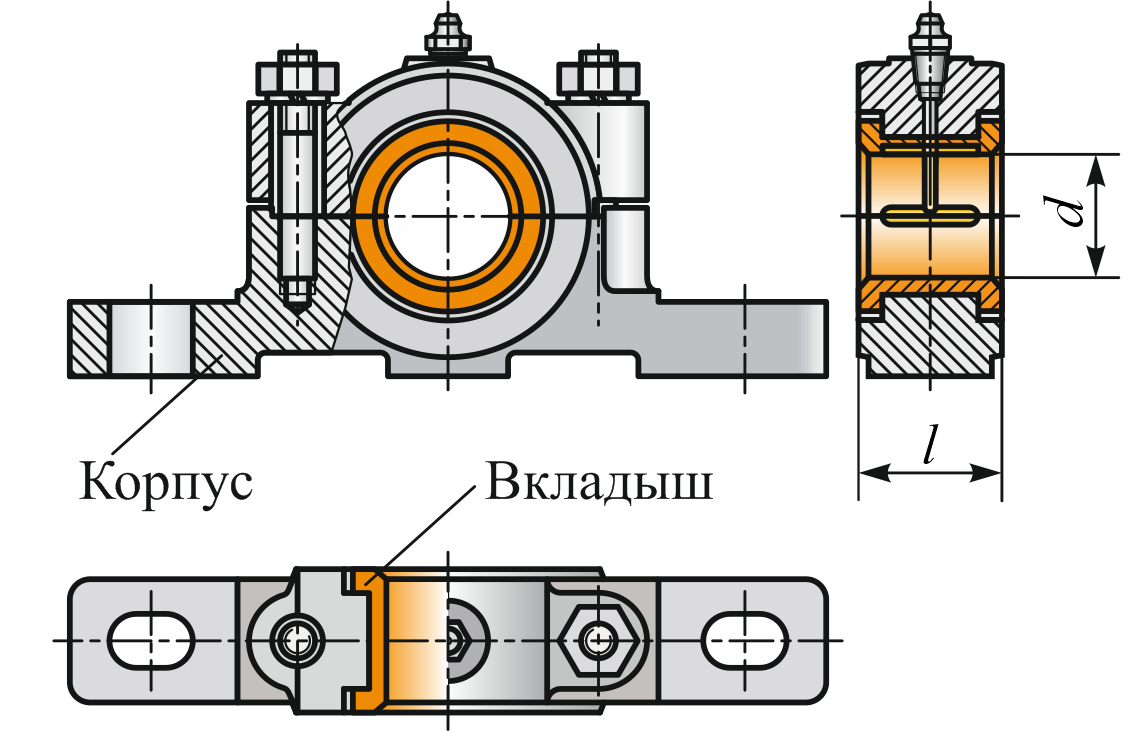
- Подшипники скольжения имеют корпус с цилиндрическим отверстием. В него вставлен специальный вкладыш или втулка, изготовленная из антифрикционного материала, а также смазывающий состав.

- Подшипники второго типа работают преимущественно при трении качения. В их конструкции предусмотрено наличие сепаратора, который отделяет тела качения друг от друга, а также двух колец. На подшипниках имеются специальные желоба, по ним в процессе функционирования катятся тела качения.

Ввиду конструктивных особенностей каждый из видов имеет свои преимущества. Так, например, характеристики подшипников скольжения обеспечивают возможность их использования при ударных или вибрационных нагрузках. Эти передаточные механизмы оптимальным образом подходят для установки на коленчатые валы. Вместе с тем, подшипники качения имеют меньший момент трения при пуске, а также характеризуются простотой замены и обслуживания.
Загляните в каталог SKF-подшипников на mialin.ru, если вы хотите купить запчасти отличного качества!
Статьи
Материалы подшипников
Материалы
Подшипники качения применяют в разнообразных условиях: при отрицательных и положительных температурах; в нейтральных и агрессивных средах (морская вода, кислоты).
Подавляющее большинство колец и тел качения подшипников, предназначенных для работы в неагрессивных средах при температуре менее +120°С (иногда более высоких), изготавливают из высокоуглеродных хромистых сталей, химический состав которых приведен в табл.1. Наиболее распространенной из них является сталь ШХ15. Из этой стали изготавливают шарики всех размеров, кольца толщиной менее 10 мм и ролики диаметром до 22 мм. Ее аналогами являются: 100Cr6 — в Германии, 3

В процессе выплавки в сталь со шлаками и из футеровки попадают неметаллические включения. Вблизи крупных включений, особенно глобулярных оксидов, а также нитридов, в процессе работы подшипников зарождаются усталостные микротрещины, которые, сливаясь, проводят к выкрашиванию частиц металла. При различной степени металлургической загрязненности стали в допустимых стандартом пределах средняя долговечность партии подшипников может колебаться ориентировочно до 5 раз.
Для подшипников к которым предъявляются повышенные требования по долговечности и надежности, применяют стали подвергнутые специальным переплавам, уменьшающим содержание неметаллических включений (ШХ15-Ш), а также двойной переплав: электрошлаковый и вакуумно-дуговой (ШХ15-ШД).
Табл.1. Химический состав хромистых подшипниковых сталей типа ШХ (ГОСТ 801), %
| Марка | C | Si | Mn | Cr | S | P | Ni | Cu | Ni+Cu |
| Не более | |||||||||
| ШХ15 | 0,95÷1,05 | 0,17÷0,37 | 0,20÷0,40 | 1,30÷1,65 | 0,02 | 0,027 | 0,30 | 0,25 | 0,50 |
| ШХ15СГ | 0,95÷1,05 | 0,40÷0,65 | 0,90÷1,20 | 1,30÷1,65 | 0,02 | 0,027 | 0,30 | 0,25 | 0,50 |
| ШХ20СГ | 0,90÷1,00 | 0,55÷0,85 | 1,40÷1,70 | 1,40÷1,70 | 0,02 | 0,027 | 0,30 | 0,25 | 0,50 |
| ШХ4 | 0,95÷1,05 | 0,15÷0,30 | 0,15÷0,30 | 0,35÷0,50 | 0,02 | 0,027 | 0,30 | 0,25 | 0,50 |
Кроме сталей типа ШХ для колец и тел качения используют также цементуемые стали, которые после химико-термической обработки имеют твердый поверхностный слой (59 .
| Марка | C | Si | Mn | Cr | Ni | Mo |
| 15Г1 | 0.12÷0.19 | 0.17÷0.37 | 0.70÷1.00 | — | — | — |
| 18ХГТ | 0. | 0.17÷0.37 | 0.90÷1.20 | 0.90÷1.20 | — | — |
| 20Х2Н4А | 0.16÷1.22 | 0.17÷0.37 | 0.30÷0.60 | 1.25÷1.65 | 3.25÷3.65 | — |
Табл.3. Твердость колец и роликов HRCэ , из сталей наиболее часто применяемых марок (ГОСТ 520), работающих при температуре до 100°С
| Марка | Кольца с толщиной стенки до 35 мм и ролики диаметром до 55 мм. | Кольца с толщиной свыше 35 мм и ролики диаметром свыше 55 мм. |
| ШХ4 | 61 ÷ 64 | |
| ШХ15, ШХ15-Ш, ШХ15-В | 62 ÷ 66 | 59 ÷ 63 |
ШХ15СГ, ШХ15СГ-В, ШХ15СГ-Ш, ШХ20СГ | 61 ÷ 65 | |
| 15Г1 | 58 ÷ 62 | |
| 18ХГТ | 62 ÷ 66 | 59 ÷ 63 |
| 20Х2Н4А | 59 ÷ 66 | |
Кольца подшипников, предназначенных для поворотных опор кранов, экскаваторов и некоторых других механизмов, получают обычно из низколегированных сталей с содержанием углерода 0,45 — 0,55 Рабочую поверхность закаливают после нагрева ТВЧ (иногда пламенной горелкой). Детали подшипников, предназначенных для работы в агрессивных средах, изготавливают из коррозийно-стойких сталей (табл.4.) В России кольца и тела качения средних и крупных размеров производят из стали 95Х18-Ш, приборные подшипники — из стали 11ОХ18М-ШД. Твердость колец и тел качения из коррозийнно-стойких сталей обычно близка к 55 ÷ 61 HRCэ. Подшипники из этих сталей могут использоваться при температурах до 350°С. Для колец и тел качения теплопрочных подшипников используется сталь 8Х4В9Ф2-Ш или 8Х4М4В2Ф1-Ш, которая содержит меньшее количество дефицитного вольфрама, но обладает лучшими механическими свойствами, чем сталь 8Х4В9Ф2-Ш и более технологична в термообработке. Подшипники из сталей могут использоваться при температуре до 500°С. Химический состав некоторых теплопрочных подшипниковых сталей дан в табл.5. Твердость колец и тел качения теплопрочных подшипников обычно составляет 60 ÷ 65 HRC
Рабочую поверхность закаливают после нагрева ТВЧ (иногда пламенной горелкой). Детали подшипников, предназначенных для работы в агрессивных средах, изготавливают из коррозийно-стойких сталей (табл.4.) В России кольца и тела качения средних и крупных размеров производят из стали 95Х18-Ш, приборные подшипники — из стали 11ОХ18М-ШД. Твердость колец и тел качения из коррозийнно-стойких сталей обычно близка к 55 ÷ 61 HRCэ. Подшипники из этих сталей могут использоваться при температурах до 350°С. Для колец и тел качения теплопрочных подшипников используется сталь 8Х4В9Ф2-Ш или 8Х4М4В2Ф1-Ш, которая содержит меньшее количество дефицитного вольфрама, но обладает лучшими механическими свойствами, чем сталь 8Х4В9Ф2-Ш и более технологична в термообработке. Подшипники из сталей могут использоваться при температуре до 500°С. Химический состав некоторых теплопрочных подшипниковых сталей дан в табл.5. Твердость колец и тел качения теплопрочных подшипников обычно составляет 60 ÷ 65 HRC
Табл.4. Химический состав коррозийно-стойких подшипниковых сталей, %
| Страна | Марка | C | Cr | Mo | V | Si | Mn | Ni |
| Россия | 95Х18-Ш | 0,90÷1,00 | 17,0÷19,0 | — | — | Менее 0,80 | Менее 0,70 | — |
| 110Х18М-ШД | 1,10÷1,20 | 16,5÷18,0 | 0,50÷0,80 | — | 0,53÷0,93 | 0,50÷1,00 | — | |
| США | 440С | 0,95÷1,20 | 16,0÷18,0 | Менее 0,75 | — | Менее 1,00 | Менее 1,00 | — |
| 440СМ | 0,95÷1,20 | 13,0÷14,5 | 3,80÷4,50 | — | — | — | — | |
| Германия | Х45Cr 13 | 0,42÷0,50 | 12,5÷14,5 | — | — | — | Не более 1,0 | — |
| X102CrMo 17 | 0,95÷1,10 | 16,0÷18,0 | 0,35÷0,75 | — | Не более 1,00 | Не более 1,00 | Не более 0,50 | |
| X90CrMoV 18 | 0,85÷0,95 | 17,0÷19,0 | 0,90÷1,30 | 0,07 . .0,12 .0,12 | — | — | — |
Табл.5. Химический состав теплопрочных подшипниковых сталей, %
| Страна | Марка | C | Cr | Mo | W | V |
| Россия | 8Х4В9Ф2-Ш | 0,70÷0,80 | 4,00÷4,60 | Менее 0,30 | 8,5÷9,5 | 1,40÷1,70 |
| 8Х4М4В2Ф1-Ш | 0,75÷0,85 | 3,90÷4,40 | 3,90÷4,40 | 1,5÷2,0 | 0,90÷1,20 | |
| США | М50 | 0,77÷0,85 | 3,75÷4,25 | 4,00÷4,50 | — | 0,90÷1,10 |
| Германия | 80MoCrV 42 16 | 0. 77÷0.85 77÷0.85 | 3.75÷4.25 | 4.00÷4.50 | — | 0.90÷1.10 |
| 82WMoCrV 6 5 4 | 0.78÷0.86 | 3.80÷4.50 | 4.70÷5.20 | 6.0÷6.7 | 1.70÷2.00 | |
| X75 WCrV 18 4 1 | 0.70÷0.78 | 3.80÷4.50 | Менее 0,60 | 17,5÷18,5 | 1,00÷1,20 |
Все большее распространение получают подшипники с шариками из нитрида кремния Si3N4. Этот материал обладает значительно более высокой, чем применяемые стали, теплопрочностью и контактной долговечностью. Плотность нитрида кремния составляет около 3,2/см3 (закаленной стали ШХ15 7,8 г/см3. Благодаря этому при высокой частоте вращения развиваются меньшие центробежные силы. Коэффициенттрения пары нитрид кремния-сталь меньше, чем пары сталь- сталь. Поэтому тепловыделение при работе таких подшипников меньше, чем стальных. Подшипники с шариками из нитрида кремния находят применение в высокоскоростных узлах.
Штампованные сепараторы подшипников общего применения изготовляют главным образом из низкоуглеродистых сталей 08кп, 08пс, 10кп, 10пс, реже из латуней ЛС 63 и ЛС 59-1, а коррозийно-стойких и теплопрочных подшипников — из сталей 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т. Массивные сепараторы получают из труб, прутков и штампованных заготовок. Наиболее употребимыми материалами являются: латуни ЛС 59-1, ЛС 59-1Л, сталь 30, бронзы БрАЖМц 10-3-1-5 и БрАЖН 10-4-4, алюминиевые сплавы Д 1, Д 6, АК 4, текстолит. Значительное количество высокотехнологичных с хорошими звукопоглощающими свойствами сепараторов получают литьем из термопластов. Заклепки и распорки сепараторов. изготавливают главным образом из сталей 15 и 20.
К подшипниковым материалам для колец и тел качения предъявляют жесткие требования по металлургической загрязненности, наличию дефектов, структурной неоднородности и др. Детали машин, несущие одновременно функции наружного или внутреннего колец подшипников, рекомендуется изготавливать из подшипниковых сталей.
Каталог подшипников
Шариковый подшипник
Роликовый подшипник
Подшипниковый узел (подшипниковая опора)
Комбинированный подшипник
Подшипники скольжения
Системы линейного перемещения
Опорные ролики
Опорно-поворотные устройства, ОПУ
Карданные валы и их составляющие
Сопутствующие товары
Муфты
Кольца, составные части подшипников и корпусов
Ступицы для дисковой бороны
Уплотнительная паста для герметизации турбин
Шаровая опора
Вал прецезионный
Прочие товары
Основной тип
Справочники
Типы корпусов подшипниковых узлов SNR
ПОДШИПНИКОВЫЕ КОРПУСА SNOE
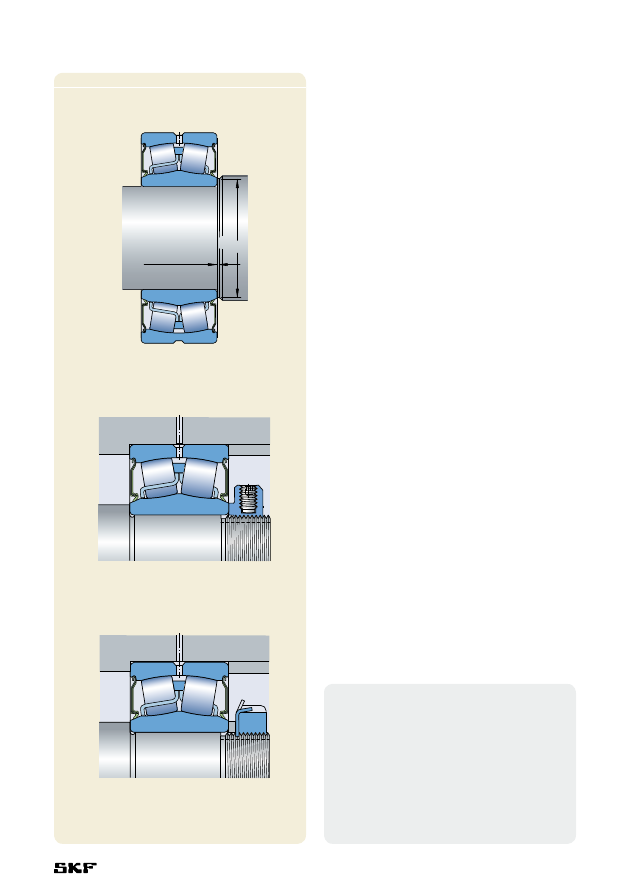
Масляная версия корпусов опорных подшипников моделей SNOE 200 и SNOE 300 устанавливается со сферическими роликовыми подшипниками с цилиндрическими отверстиями серий 22200 или 22300.
Конструкции корпусов
Корпуса опорных подшипников с масляной смазкой подходят для работы при высоких скоростях, например, используются в производстве вентиляторов. SNR оснащает корпуса опорных подшипников в конструкции А торцевой крышкой, устанавливаемой на конец вала, и в конструции В — открытой крышкой для сквозных валов. Корпуса опорных подшипников могут быть заказаны как подшипники, не закрепленные в осевом направлении (AL, BL), так и как подшипники, фиксирующие положение вала в осевом направлении (АF, BF). В конструкции подшипника с фиксированным положением вала в осевом направлении подшипник закрепляется при помощи крышки. Для облегчения установки корпус подшипника состоит из двух частей; крышка и лабиринтные кольца являются целиковыми.
Уплотнительные системы
Зазор между корпусом и крышкой герметизируется плоским уплотнением. Уплотнительные поверхности также покрыты герметизирующим составом. Лабиринтное кольцо используется для уплотнения между валом и крышкой, которая дает возможность валу иметь перекос до 0,25°. Блокирующие масляные коробки (масленки) присоединяются к открытым крышкам как дополнительные уплотнения.
Лабиринтное кольцо используется для уплотнения между валом и крышкой, которая дает возможность валу иметь перекос до 0,25°. Блокирующие масляные коробки (масленки) присоединяются к открытым крышкам как дополнительные уплотнения.
Смазка
Корпуса заполняются маслом через отверстие в крышке корпуса. После этого в отверстие устанавливается воздухоотводный винт. Когда в процессе работы масло распределяется посредством масляного кольца, оно передает масло от маслосборника в основание корпуса. Уровень масла в корпусе может быть легко определен при помощи индикатора уровня масла, установленного на крышке.
Дополнительно
Кольцевая гайка в корпусной крышке служит для облегчения транспортировки. Она может быть нагружена только общим весом корпуса и подшипника. Соединение резьбой возможно для SPM измерительного ниппеля. Естественно, дополнительные отверстия, например, для датчиков температуры, могут быть также нами изготовлены по запросу.
ПОДШИПНИКОВЫЕ КОРПУСА TVN (для вагонеток)
Стандартная конструкция TVN
Корпус подшипника SNR для вагонеток моделей TVN 200 и TVN 300 оснащен самоустанавливающимися шариковыми подшипниками 1200-ой, 1300-ой серий или шариковыми подшипниками с глубоким желобом серий 6200 или 6300. Подшипниковые корпуса TVN преимущественно используются как комплекты упорных подшипников для вагонеток.
SNR поставляет эти корпусные подшипники в исполнении А с торцевой уплотнительной крышкой для концов вала и в исполнении В с открытой крышкой для сквозных валов. Обе конструкции возможны как для фиксированного, так и для плавающего подшипника. Эта часть подшипника (подшипниковый узел) зачастую используется для работы в грубых окружающих средах. Для обеспечения подшипника специальной защитой два войлочных уплотнения устанавливаются внутрь крышки и корпуса. Корпус может приспосабливаться к несоосности с валом до 0,5°.
Корпуса TVN для работы в условиях высокой температуры
SNR предлагает TVN-корпуса с плавающими подшипниками только в варианте А с уплотнительной крышкой. Для работы при высоких температурах необходимо использовать специальную уплотнительную систему. Она состоит из двух упаковок с горячим паром, расположенных между корпусом и валом, и дополнительного плоского уплотнения между крышкой и корпусом.
В основном, существует две области применения таких корпусов:
1. Производство силикатного кирпича (окружающая среда: горячая и влажная).
2. Другие высокотемпературные производства, например, цех по закалке кирпичей (окружающая среда: горячая и сухая).
Для работы в термическом цехе по обработке силикатного кирпича используются подшипники качения с глубоким желобом серий 6200 F605 и 6300 F605. Для герметизации и смазки используется специальный смазочный материал HOSTAFLON TF 1645. Мы рекомендуем заполнение всего подшипника. Смазочный материал проникает внутрь мельчайших дырочек в подшипнике и образует там защитный смазочный слой, который защищает корпус от любого попадания влаги извне.
Мы рекомендуем заполнение всего подшипника. Смазочный материал проникает внутрь мельчайших дырочек в подшипнике и образует там защитный смазочный слой, который защищает корпус от любого попадания влаги извне.
Для применения в условиях сухого горячего воздуха используются шариковые подшипники SNR с глубоким жёлобом серий 6200 F600 и 6300 F600; их можно отличить по черной поверхности. Здесь в качестве смазки используется паста KLЬBER WOLFRASYN ULAF. Подшипники должны быть полностью смазаны перед их установкой. При этом следите за тем, чтобы обеспечить достаточное количество смазки, нанесенной между дорожками качения и шариками. Как только жидкость в смазке испаряется, все, что остается на подшипнике – порошок. Для этих подшипников возможно использование шариковых подшипников с глубоким желобом серий 6200 F604 и 6300 F604. Эти подшипники закрыты с двух сторон и предварительно смазаны KLЬBER WOLFRASYN ULAF.
ПОДШИПНИКОВЫЕ КОРПУСА TN 200
Корпусные подшипники модели TN 200 являются целиковыми корпусами и устанавливаются вместе с самоустанавливающимися шарикоподшипниками с расширенным внутренним кольцом. Они преимущественно используются в сельскохозяйственной технике. Корпуса оснащены крышками, изготовленными из серого чугуна, и уплотнены войлочными кольцами. Для повторного смазывания предусмотрено отверстие с резьбой М10х1, которое поставляется закрытым резьбовой пробкой.
Они преимущественно используются в сельскохозяйственной технике. Корпуса оснащены крышками, изготовленными из серого чугуна, и уплотнены войлочными кольцами. Для повторного смазывания предусмотрено отверстие с резьбой М10х1, которое поставляется закрытым резьбовой пробкой.
ДВОЙНЫЕ И ТРОЙНЫЕ ПОДШИПНИКОВЫЕ КОРПУСА
Корпуса с двойными и тройными подшипниками преимущественно разрабатываются для установки в промышленные вентиляторы. Эти подшипниковые узлы могут быть легко установлены с высокой точностью. Подшипниковые корпуса данного типа также нашли применение в других промышленных отраслях: большой лесопильный конвейер и текстильные станки. Разработан ряд стандартных вариантов для различных типов нагрузок.
| Тип нагрузки | AA | AB | AC | AD | AE | AF | |
| Радиальная нагрузка | +/+ | ++/+ | ++/+ | ++/++ | ++/++ | +/++ | |
| Левое/правое положение подшипника | |||||||
| Односторонняя осевая нагрузка | + | + | + | + | + | + | |
| Двусторонняя осевая нагрузка | 0* | + | - | + | + | + | |
| Скоростная | ++ | + | + | + | + | ++ |
0* — oсевые нагрузки с двух сторон возможны, но только без использования гроверной шайбы.
Конструкция АА
Шариковый подшипник с глубоким желобом / Шариковый подшипник с глубоким желобом
Высокие скорости и радиальные нагрузки очень хорошо поглощаются в данном случае, в соответствии с этим осевые нагрузки должны действовать в одном направлении. Гроверная шайба обеспечивает низкий уровень шума и плавную работу подшипника, что чрезвычайно ценно при высоких скоростях. Если может возникнуть переменная осевая нагрузка, применение гроверной шайбы невозможно, в этом случае технические условия для установки и размеров вала изменятся.
Конструкция АВ
Цилиндрический роликовый подшипник NU / Шариковый подшипник с глубоким желобом
Этот тип установки поглощает осевую нагрузку из двух направлений и высокую радиальную нагрузку с одной стороны.
Конструкция АС
Цилиндрический роликовый подшипник NJ / Шариковый подшипник с глубоким желобом
Часть подшипника в этом варианте используется при любых высоких радиальных и осевых односторонних нагрузках.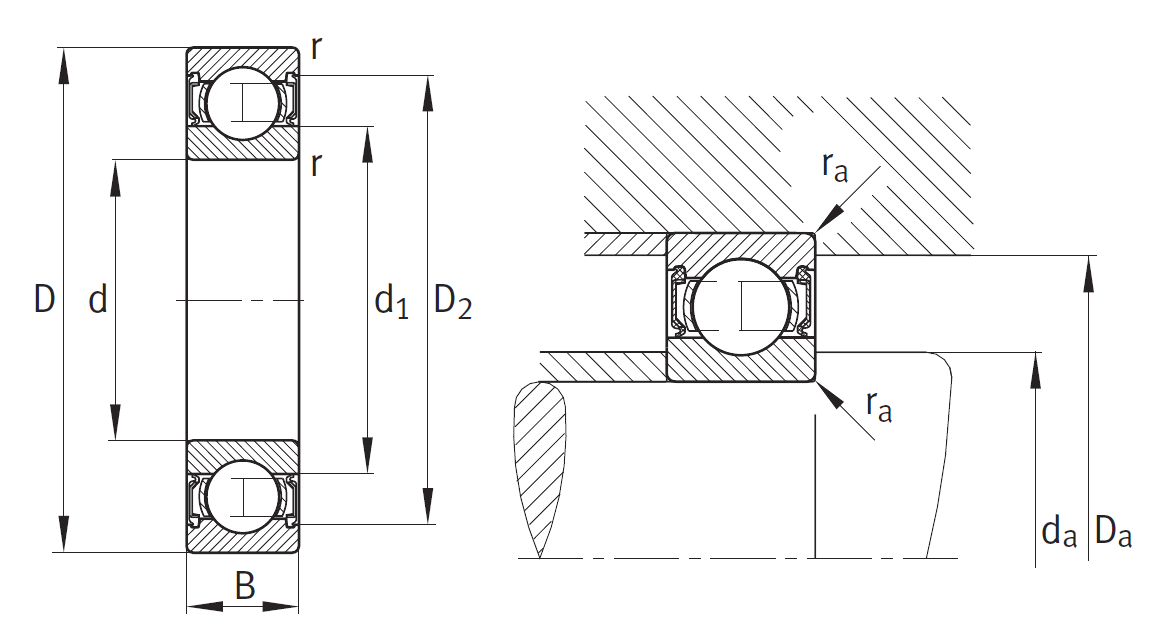 В противоположность дизайну АВ, подшипники здесь не зафиксированы в осевом направлении. Монтаж также легкий, так как нет необходимости в стопорных кольцах внутри подшипника.
В противоположность дизайну АВ, подшипники здесь не зафиксированы в осевом направлении. Монтаж также легкий, так как нет необходимости в стопорных кольцах внутри подшипника.
Конструкция AD
Цилиндрический роликовый подшипник / Цилиндрический роликовый подшипник, шариковый подшипник с глубоким желобом
Части подшипника в этом типе могут поглощать значительные радиальные и осевые нагрузки со всех сторон.
Конструкция АЕ
Цилиндрический роликовый подшипник / 2 радиально-упорных шариковых подшипника
Эти части подходят для больших осевых нагрузок с обоих направлений. Они также способны поглощать большие радиальные нагрузки.
Конструкция АF
Шариковый подшипник с глубоким желобом / 2 радиально-упорных шариковых подшипника
Этот тип конструкции поглощает высокие осевые нагрузки в одном направлении, в то время как шариковый подшипник с глубоким желобом поглощает низкую или среднюю радиальную нагрузку.
Нагрузка
Стрелка на корпусе подшипника указывает направление, в котором должна действовать осевая нагрузка в случае, когда часть подшипника несет только осевую нагрузку, применяемую к нему с одной стороны.
Смазка
Все корпуса оборудованы двумя смазочными штуцерами DIN 3404-A M10x1 для обеспечения обоих подшипников оптимальным количеством смазки при ее замене. Все двойные и тройные корпусные подшипники оснащены регулирующими дисками для регулирования количества пластичной смазки в местоположении подшипника. В обычных случаях мы рекомендуем повторное смазывание вышеупомянутым количеством каждые 3000 часов работы (по меньшей мере дважды в год).
Тип пластичной смазки — SNR LUB-EP или Shell Alvania R3.
Уплотнения
Наши стандартные версии поставляются с фетровыми уплотнениями и V-образными уплотнениями. Эта комбинация уплотнений действует против любой утечки пластичной смазки, одновременно предотвращая любой доступ загрязнениям.
В наличии также имеются двойные и тройные корпусные подшипники в специальном исполнении в небольших количествах. Кроме этого, возможно изготовление отверстий для различных измерительных устройств.
Для посадки опоры подшипника на вал, в случае с шариковыми подшипниками с глубоким желобом и цилиндрическими роликовыми подшипниками, мы рекомендуем следующее:
— до 100 мм. => k6
— свыше 100 мм. => m6
Для радиально-упорных шарикоподшипников определена посадка j5.
Лимит скорости определяется для каждого отдельного случая использования подшипников!
ДВОЙНЫЕ ПОДШИПНИКОВЫЕ УЗЛЫ (ZLOE)
Для двойных корпусных подшипников, таких, как модель двойного подшипника ZLOE, существуют монолитные корпуса, такие, как ZLG. Это означает, что выравнивание отдельных корпусных подшипников по отношению друг к другу не требуется, что, в свою очередь, исключает любую несоосность. Возможны различные (варианты) параметры подшипников. Два наиболее часто встречающихся варианта описаны ниже.
Возможны различные (варианты) параметры подшипников. Два наиболее часто встречающихся варианта описаны ниже.
Конструкция ZLOE… A
Эта модель оснащена двумя шарикоподшипниками с глубоким желобом серий от 6200 до 6300 (плавающий подшипник). Следуя за радиальной нагрузкой, осевая нагрузка может быть поглощена только в одном направлении. Дополнительно установленная гроверная шайба служит для обеспечения бесшумной и плавной работы, что является особенно ценным при высоких скоростях. Для осевых нагрузок с обеих сторон или переменных нагрузок подшипник закреплен гроверной шайбой в осевом направлении. Тогда он становится фиксированным подшипником. Для достижения плавного вращения плавающий подшипник также предварительно закреплен в осевом направлении при помощи гроверной шайбы.
Конструкция ZLOE… B
Для этой версии шарикоподшипник с глубоким желобом серий 6200 или 6300 монтируется на стенку упорного подшипника и цилиндрический роликовый подшипник NU 200 или NU 300 монтируется на стенку плавающего подшипника.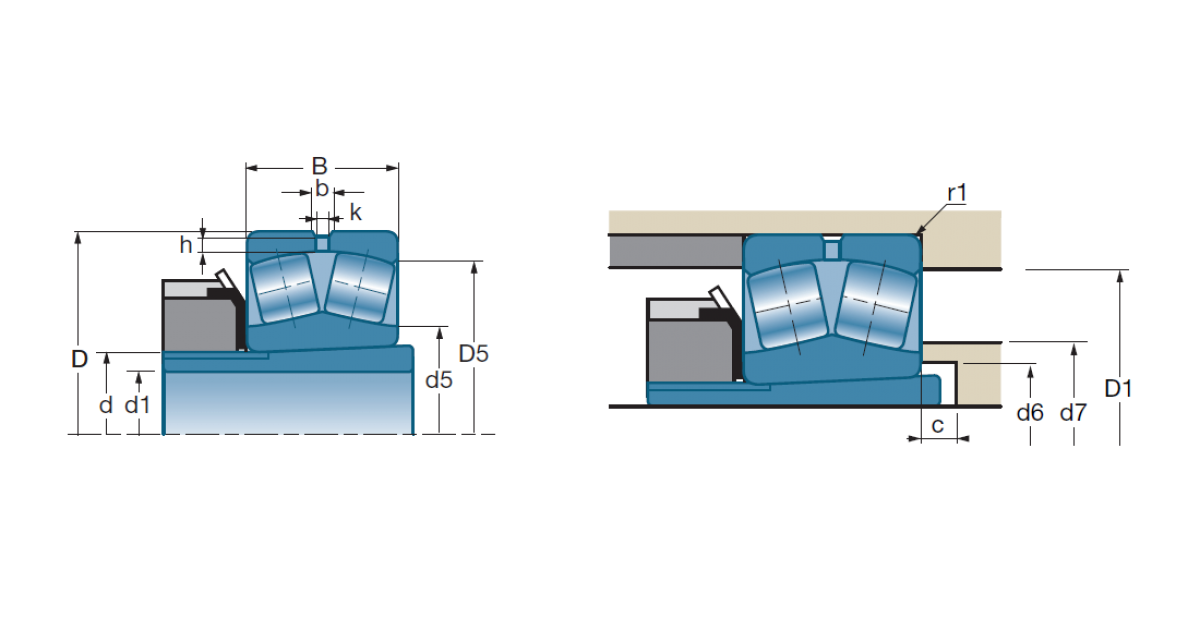 С этими высокими радиальными нагрузками может поглощаться нагрузка только с одной стороны.
С этими высокими радиальными нагрузками может поглощаться нагрузка только с одной стороны.
Дополнительные конструкции
Рядом с этими двумя комбинациями корпуса ZLOE, как и в случае с ZLG корпусом, могут быть оборудованы различными дополнительными узлами шарикоподшипников с глубоким желобом, цилиндрическими роликовыми подшипниками, четырехточечным подшипником или радиально-упорным шарикоподшипником. Опора подшипника была расширена, чтобы дать возможность двум подшипникам (например, О-узлу из двух радиально-упорных шарикоподшипников) быть размещенными.
Корпусные подшипники ZLOE смазываются маслом, которое распределяется при вращении подшипника в желобе. Корпус в основном предназначен для смазывания в масляной ванне. При более строгих требованиях может быть использована циркуляция масла или масляный аэрозоль. Индикатор уровня масла в центре корпуса дает возможность определять уровень масла в любой момент времени.
Щель между корпусом и крышкой уплотняется при помощи войлочных уплотнений. Лабиринтное уплотнение с резьбой (в крышке) в направлении, противоположном вращению, предотвращает утечку масла между крышкой и валом.
Лабиринтное уплотнение с резьбой (в крышке) в направлении, противоположном вращению, предотвращает утечку масла между крышкой и валом.
Корпус прикреплен на установочную поверхность при помощи четырех опорных соединительных болтов. Опора подшипника оборудована отметками, сделанными керном; это дает возможность корпусу быть расположенным после установки с помощью цилиндрического штифта. Тело корпуса и крышка стандартно изготавливаются из серого чугуна. В зависимости от назначения, они могут быть также изготовлены из других материалов. Некоторые модели производятся с использованием чугуна с шаровидным графитом. На каждой опоре подшипника расположено по три отверстия для соединения с различными измерительными и контрольными устройствами. Эти отверстия поставляются плотно закрытыми пластиковыми заглушками.
ФЛАНЦЕВЫЕ КОРПУСНЫЕ ПОДШИПНИКИ 722500
Фланцевые корпусные подшипники модели 722500 разработаны для обширного спектра применения. В зависимости от области применения они устанавливаются с самоустанавливающимися шарикоподшипниками 1200 и 2200 серий, или сферическими роликоподшипниками серии 22200 (каждый с коническим отверстием). Подшипники держатся на валу при помощи закрепительной втулки.
В зависимости от области применения они устанавливаются с самоустанавливающимися шарикоподшипниками 1200 и 2200 серий, или сферическими роликоподшипниками серии 22200 (каждый с коническим отверстием). Подшипники держатся на валу при помощи закрепительной втулки.
SNR поставляет эти фланцевые корпусные подшипники в конструкции А с уплотнительной крышкой для концов вала, и в конструкции В с открытой крышкой для сквозных валов. Корпуса могут быть заказаны как с плавающими подшипниками, так и с упорными. Конструкция упорных подшипников оборудована одним или двумя стопорными кольцами. Фланцевые корпуса моделей от 722505 до 722513 производятся с 3-мя болтами, модели от 722515 до 722522 с четырьмя болтами в корпусе.
Уплотнительная система и смазка
Для защиты корпуса подшипника от внешних загрязнений и для удерживания убегающей смазки войлочное кольцо или двойные кромочные уплотнения устанавливаются в крышке и в корпусе.
Максимальная несоосность вала: ± 0,5º.
Корпуса предназначены для использования пластичной смазки.
Отверстие с резьбой М10х1 готово и предназначено для повторного смазывания.
ФЛАНЦЕВЫЕ ПОДШИПНИКОВЫЕ КОРПУСА F 11200
Фланцевые корпусные подшипники модели F 11200 монтируются с самоустанавливающимися шарикоподшипниками с расширенным внутренним кольцом серии 11200. Они преимущественно используются для монтажа, где требуется простая обработка (например, оборудование для текстильного производства). Корпус уплотняется при помощи двух войлочных колец. Для повторного смазывания подшипника корпус приходит с отверстием с резьбой М10х1. Опора подшипника в корпусе производится с допуском Н8. Для предотвращения любых контактов между стыкующимися деталями и подшипником, внутреннее кольцо самоустанавливающегося шарикоподшипника выступает на 1мм.со стороны крышки.
ПОДШИПНИКОВЫЕ КОРПУСА SD 3100 TS
Опорные корпусные подшипники модели SD 3100 TS состоят из двух опорных блоков для валов диаметром от 150 мм. до 400 мм. Они устанавливаются со сферическими роликовыми подшипниками с коническим отверстием серии 23100. Подшипники крепятся на вал при помощи закрепительных втулок. Эти корпуса используются в тяжелых строительных машинах, например, конвейерных системах, шнеках винтового транспортера, валиковых дробилках и т.д.
до 400 мм. Они устанавливаются со сферическими роликовыми подшипниками с коническим отверстием серии 23100. Подшипники крепятся на вал при помощи закрепительных втулок. Эти корпуса используются в тяжелых строительных машинах, например, конвейерных системах, шнеках винтового транспортера, валиковых дробилках и т.д.
SNR поставляет эти корпуса в дизайне А с концевой крышкой для концевых валов, и в дизайне В с лабиринтными кольцами с обеих сторон для сквозных валов. Корпуса производятся как с плавающими, так и с упорными подшипниками. Вплоть до диаметра вала d = 180 установочные кольца используются с обеих сторон подшипника при варианте с упорным подшипником. Для больших корпусов осевая фиксация имеет место непосредственно в корпусе.
Опорные корпусные подшипники уплотняются с использованием тройных лабиринтных колец. Для этого бесконтактного уплотнения шнур круглого сечения помещается между кольцом и валом для его подъема. Использование шнура круглого сечения означает, что скорость вращения не должна быть ограничена. Несоосноть вала ±0,25º относительно корпуса допустима.
Несоосноть вала ±0,25º относительно корпуса допустима.
Опорные корпусные подшипники предназначены для использования пластичной смазки, и они могут быть повторно смазаны посредством кнопки главного смазочного ниппеля DIN <3404 G 1/4″, которая установлена наверху корпуса.
Рым-болт на крышке корпуса служит для облегчения транспортировки. Он может нести нагрузку в размере веса корпуса и подшипника вместе.
Обозначение подшипников качения и специальных подшипников.
Введение
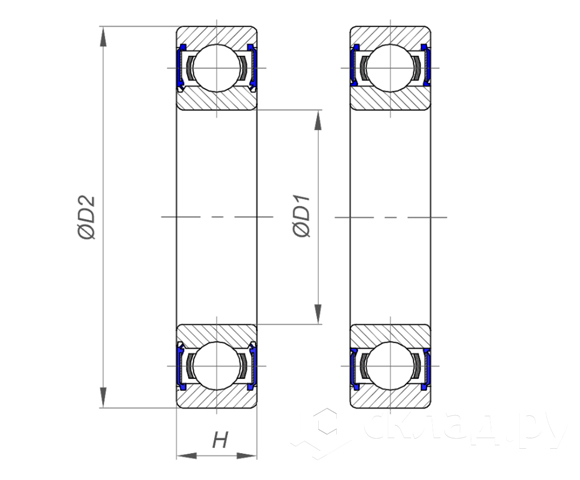
Рис 3.1
Обозначение подшипников качения состоят из комбинации букв и цифр. Система обозначений была построена по принципу классификации отдельных типов подшипников и может быть трудной для понимания, обычному обывателю.
Помимо системы классификации стандартных подшипников имеется большое количество индивидуальных обозначений подшипников для специальных подшипников или стандартных подшипников, которые имеют некоторые специальные характеристики. Такие специальные обозначения могут отличаться в соответствии со стандартами производителя.
Такие специальные обозначения могут отличаться в соответствии со стандартами производителя.
Стандарты ISO
Рис 3.2
Базовая конструкция подшипников, их размеры и допуски стандартных подшипников определяются по международно признанным стандартам. Габаритные размеры включают в себя поперечные сечения и размеры согласно математическим правилам.В этих стандартах для каждого диаметра отверстия несколько различных возможных наружных диаметров и ширин. Некоторые примеры показаны на рис 3.1
В этих стандартах подшипники имеют базовую конструкцию, диаметр отверстия, наружный диаметр, ширину, или, в случае упорных подшипников, высоту и минимальные значения для габаритных размеров.
Рис 3.3
Общая система классификации стандартных подшипников включает в себя серию диаметра и ширины.Стандартная система классификации также включает в себя:
- префиксы
- базовые обозначения
- суффиксы
Для метрических конических роликовых подшипников используется традиционная система обозначений в соответствии с DIN 720 или с системой имеющей параллельные обозначения DIN ISO 355.
Префиксы
Префиксы обычно идентифицируют отдельные части подшипников, специальных подшипников, или подшипников из нержавеющей стали или подшипников из различных материалов.В примерах для разных типов подшипников (например, цилиндрические роликовые подшипники или игольчатые подшипники) иногда используются только специфические компоненты.В этих случаях компоненты обозначены следующими префиксами:- L .. отдельное кольцо
Внутреннее кольцо цилиндрического роликового подшипника NU314-E
- IR .. отдельное кольцо, например, IR 40x50x20
Отдельное внутреннее кольцо игольчатого роликоподшипника
Примеры несущих частей;
- R .. наружное кольцо с валиком
Наружное кольцо с роликовым набором цилиндрического роликового подшипника NU314-E
например RNA 6912
Наружное кольцо с игольчатым роликом для роликоподшипника NA 6912
- BO .. свободное кольцо
 NUP 220-E
NUP 220-EСвободно ходящее кольцо цилиндрического роликового подшипника NUP220-E
- AXK ..Игольчатый ролик
- GS .. свободное кольцо
Свободное кольцо цилиндрического роликоупорного подшипника 81111
- WS .. тугое кольцо
Тугое кольцо цилиндрического роликоупорного подшипника 81111
- K .. игольчатый ролик и сепаратор
Пример для различного материала подшипников:
Стандартные кольца подшипников качения и изготовлены из хромистой стали в соответствии с DIN 17230 (например, 100Cr6). Подшипники, которые имеют кольца, изготовленные из нержавеющей стали показывать префикс SS.
например SS 6205-2ZРадиальный шарикоподшипник 6205 изготовлен из нержавеющей стали и оснащен двумя защитными шайбами.
Базовые обозначения
Основные обозначения описывают тип подшипника, базовую конструкцию и его размер.Стандартные подшипники, как правило, имеют базовые обозначения, которые состоят из букв и цифр, или комбинации обоих. Они указывают:
Они указывают:- Тип и базовую конструкцию (серия подшипника)
- Размер (диаметр подшипника отверстия)
Серия подшипника
Символ серии подшипника содержит информацию о типе подшипника и его определенную ширину или диаметр или высоты.Отдельные серии подшипников идентифицируется буквами или цифрами, или комбинацией обоих.Типы подшипников
Идентификация типа подшипника производится первыми символами базового обозначения.Различные типы подшипников могут быть выделены с помощью букв или цифр, или комбинацию обоих.
Наиболее распространенными сериями подшипников являются:
- (0) Двухрядные радиально-упорные шарикоподшипники
Для практического использования 0 пренебрегается.Стандартная серия:
(0) 32
(0) 33
- 1 Самоупровляющиеся шарикоподшипники
1 пренебрегается в некоторых случаях.
Стандартная серия:
122, 1(0)3, 1(1)0
104, 1(0)2
(1)23, (1)22
- 2 Сферические роликоподшипники
Стандартная серия:Радиальные сферические роликовые подшипники:
223, 231, 238
213, 240, 248
232, 241, 239
222, 230, 249
Сферические роликовые упорные:
292
293
294
- 3 конические роликовые подшипники
Стандартная серия:
302, 303, 313
320, 322, 323
330, 331, 332
329
- 4 Двухрядные радиальные шарикоподшипники
2 в обозначении серии диаметра пренебрегаются для практического использования:
Стандартная серия:
4(2)2
4(2)3
- 5 Упорные шарикоподшипники
Чаще всего используется серия:
510, 511
512, 513, 514
522, 523, 524
532, 533, 534
542, 543, 544
- 6 Однорядные радиальные шарикоподшипники
Наиболее важные серии являются:
618, 619
(60)2, (60)3
622, 623, 630
16(0)0, 16(0)1
6(1)0, 6(0)2, 6(0)3, 6(0)4
- 7 Однорядные радиально-упорные шарикоподшипники
Более общие ряды:
708, 718, 719
7(1)0, 7(0)2, 7(0)3, 7(0)4
- 8 Упорные цилиндрические роликоподшипники
Чаще серии являются:
811, 812
893, 894
Цилиндрические роликоподшипники типа N
Буква N может сопровождаться с другими буквами, которые указывают на конструкцию подшипника более подробно.
Примеры: NU, NJ, NUP, NCF, NNU, NNCF и т.д.
Наиболее часто используемые серии подшипников являются:
(0)2, (0)3, (0)4
22, 23
10, 20, 30, 50
18, 29, 39
48, 49, 69
Игольчатые роликоподшипники NA
Обозначение игольчатых роликоподшипников с механически обработанными кольцами начинается с NK или NA.Q подшипники с четырехточечным контактом
В зависимости от их конструкции они идентифицируются буквой Q (с разъемным внешним кольцом) или QJ (с разъемным внутренним кольцом).Наиболее часто используемые серии являются:
10, (0)2, (0)3
Конусные роликоподшипники T
Для обозначения метрических стандартных конических роликовых подшипников в соответствии с DIN ISO355 первая буква является T.Внутренний диаметр
Обычно диаметр отверстия стандартного подшипника пишется в базовом обозначении в качестве двузначного числа, определяющего номер внутреннего диаметра.В конкретных случаях диаметр внутреннего кольца обозначается следующим образом:
- а) Подшипники с диаметром отверстия 10,12,15 или 17 мм.

00 = 10 мм
01 = 12мм
02 = 15 мм
03 = 17мм
- б) диаметры подшипников менее 10 мм и более 500 мм.
- в) Подшипники с диаметром отверстия, отклоняющиеся от стандартных размеров.
Такие диаметры расточки также указаны непосредственно в миллиметрах. Они также относится к подшипникам, имеющим диаметр отверстия 22, 28 и 32мм.
- г) Определенные серии подшипников
Для магнитных подшипников серии E, BO, L и M диаметр отверстия указывается непосредственно в миллиметрах.
Суффиксы
Суффиксы дают некоторую информацию относительно деталей несущей конструкции, если она отклоняется от заданного стандарта.Аббревиатуры всегда следует рассматривать в зависимости от типа подшипника. В качестве примера, буква Е будет иметь совершенно иное значение при прикреплении к различным типам подшипников.Не все суффиксы стандартизированы. Многие детали, такие как сепараторы или уплотнения определяются в соответствии с только стандартами производителей. Следующие функции, которые могут отличаться от стандартной конструкции будет определен суффиксми:
Следующие функции, которые могут отличаться от стандартной конструкции будет определен суффиксми:- Внутренний дизайн
- Внешняя форма или профиль
- Уплотнения и щиты
- Конструкция и материал сепаратора
- Допуски и точность
- Зазор
- Термическая обработка
Во многих случаях несколько суффиксы представлены в различных комбинациях.
Примеры суффиксов.
Суффиксы с внутренней конструкцией.Изменения или модификации внутренней конструкции обозначаются суффиксами.Эти суффиксы не стандартизированы и будут использоваться при необходимости.
Примеры:
суффиксы A, B, C, D, E
Суффиксы, указывающие на форму.
Подшипник с коническим отверстием, конусность 1:12
Пример: 1207K
Подшипник с коническим отверстием, конусность 1:30
Пример: 24138-K30
Подшипник с одной защитной шайбой
Пример: 6207-Z
Подшипник с двумя защитными шайбами
Пример: 6207-2Z
Подшипник с одним резино-металлическим уплотнением
Пример: 6207-RS
Подшипники с двумя резино-металлическими уплотнениями
Пример: 6207-2RS
Подшипники с двумя уплотнениями типа RSR
Пример: 6208-2RSR
Цилиндрический подшипник ролика с двумя уплотнениями
Пример: NNF5016-2LS-V
Подшипник с двумя не – контактными LFS — уплотнениями (LFS — с низким коэффициентом трения)
Пример: 6205-2LFS
Подшипник с канавкой под стопорное кольцо
Пример: 6207-N
Подшипник с канавкой под стопорное кольцо в его наружном кольце и стопорное кольцо.
Пример: 6008-NR
Подшипник, имеющий одну защитную шайбу и канавку под стопорное кольцо в наружном диаметре расположена на противоположной стороне
Пример: 6206-ZN
Для подшипников, оснащенных уплотнениями суффикс RSN.
При установке с двумя уплотнениями или экранами:
Примеры:
6206-2ZN (например, с двумя щитами)
6206-2RSN (например, с двумя уплотнительными кольцами)
Подшипник, имеющий два установочных паза на одной стороне внешнего кольца.
Пример: QJ228-N2
Подшипники с фланцевым наружным кольцом
Пример: 33217-R
Материал сепаратора.
JШтампованная сталь являются стандартным материалом сепаратора во многих типах подшипников. Таким образом, из штампованной стали в большинстве случаев не требуют отдельного суффикс.
Y
Прессованные латунные сепараторы. Используется в основном для небольших шарикоподшипников и магнитных подшипников.
M
Латунный сепаратор.
F
Литой каркас изготовлен из стали или чугуна.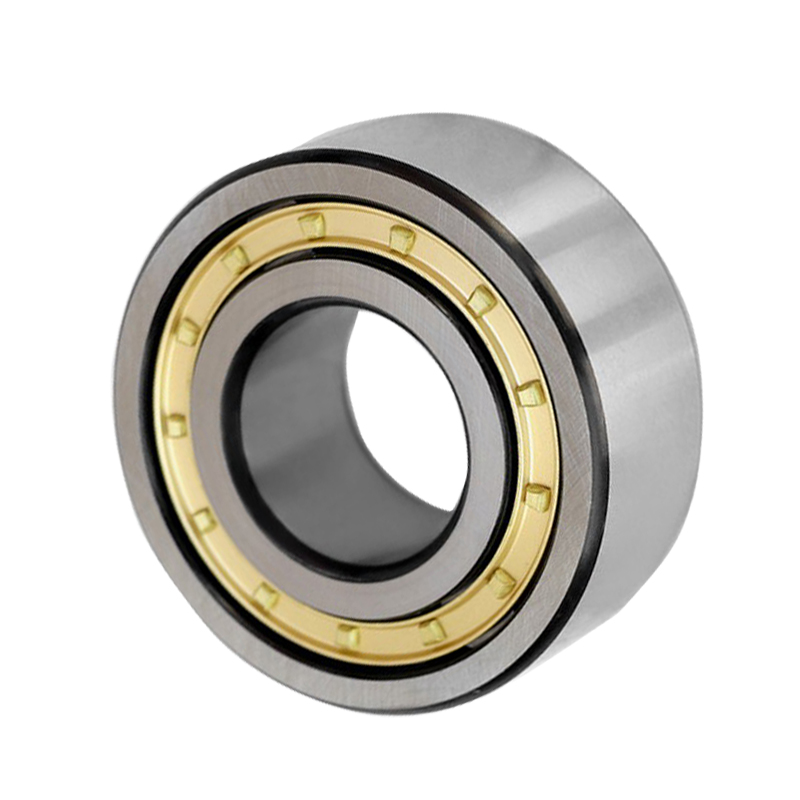
L
Литой каркас изготовлен из легкого металлического сплава (алюминий или магний). Сепаратор для высокоскоростных применений (например, аэрокосмические подшипники).
T
Твердые сепараторы сделаны из пластика или резины. В основном используется для машин инструментальных шпинделей.
TV
Полиамидный сепаратор
Обычно полиамид 6.6 с или без стеклянных волокон.
Конструкция сепаратора.
Буквы дизайна, как правило, используются в сочетании с символами материал сепаратора.M
Элементы качения присутствуют в сепараторе
P
Оконый тип сепаратора
H
Клёпы
А
Сепаратор центрирован по наружному кольцу подшипника
В
Сепаратор центрирован по внутреннему кольцу подшипника
S
Сепаратор со смазочными слотами в направляющих поверхностях
Примеры:
MB
Внутреннее кольцо направляется твердым латунным сепаратором.
MPB
Внутреннее кольцо направляется твердым оконным латунным сепаратором.
LPA
Наружное кольцо направляется твердым сепаратором, изготовленным из легкого металлического сплава, выполненный в виде одного куска в типе стекла.
MAS
Наружное кольцо направляется твердый латунный сепаратор со смазочными слотами в своих направляющих поверхностях.
Когда цифры показывают символ сепаратора, они могут указывать варианты конструкции этого типа сепаратора.
Примеры:
M6
Роликовый твердый латунный сепаратор для цилиндрических роликовых подшипников, спроектированных в форме трапеции подвергли механической обработке заклепками.
MA2
Наружное кольцо направляется твердым латунным сепаратором для цилиндрических роликовых подшипников, каркас кузова разработан с механической обработкой — круглыми заклепками.
MA31
Наружное кольцо направляется твердый латунный сепаратор из одного ряда радиальный шарикоподшипник, клетка половинки цапфы расположены друг к другу с использованием отдельных стальных заклепок круговыми.
Подшипники без сепараторов.
 При определенных обстоятельствах подшипник может быть построен без сепараторов.
При определенных обстоятельствах подшипник может быть построен без сепараторов.Бессепараторные подшипники обозначаются следующими суффиксами:
V
Полный комплект тел качения
VX
Полный комплект тел качения цилиндрического роликоподшипника
Классы точности.
Подшипники качения производятся в различных классах точности. Подшипники стандартного класса с допусками PN выполняют требования общего машиностроения в отношении их хода и точности размеров. Для специальных применений, требующих более высокой размерной и геометрической точности подшипники могут быть изготовлены с более высокими классами.Точность для большинства типов подшипников стандартизована в соответствии с DIN 620. Для стандартизованных классов допуска используются следующие суффиксы:
PN (P0)
Подшипники со стандартными допусками.
В зависимости от конкретного типа подшипника следующие классы допусков могут быть применены:
Точность выше, чем P0
Точность выше, чем P6
Точность выше, чем P5
Точность выше, чем P4
Для специальных применений некоторые подшипники качения также производятся с более жесткими допусками для определенных функций, таких как радиальное биение.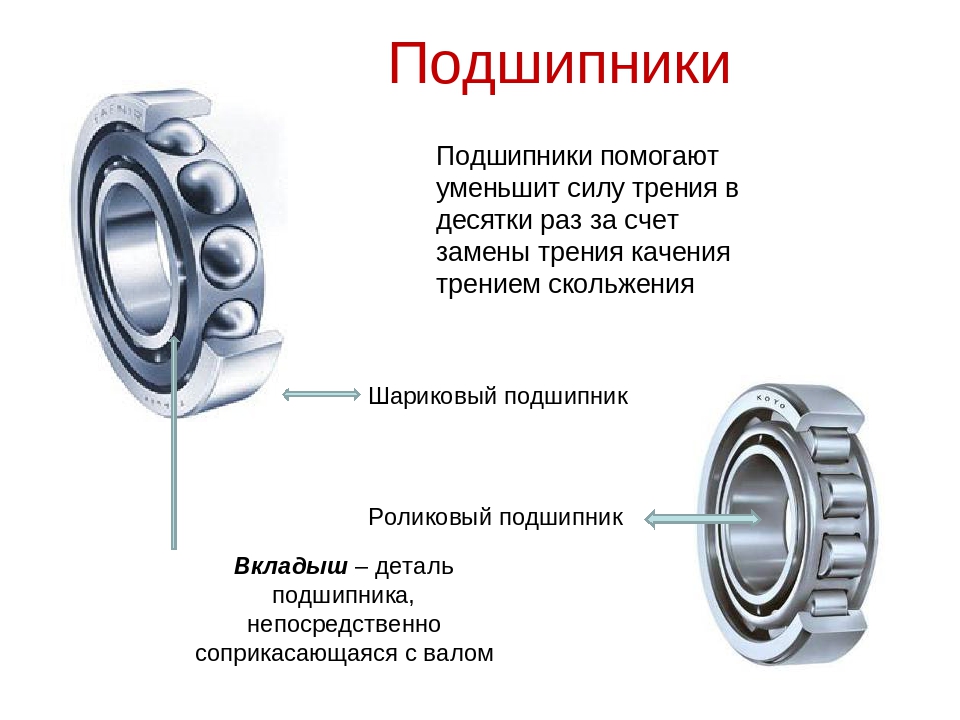
Рис 3.4
Примеры таких подшипников — двойные цилиндрические роликовые подшипники серии NN30, используемые в шпинделях станков, где требуется высокая точность хода или сферические роликовые подшипники для вибрирующих механизмов.
Пример допусков:
Для двухрядных цилиндрических роликоподшипников типа NN3009-M-P4-C1-W33 с посадочным диаметром 45 мм следующие значения допуска относятся к внутреннему диаметру отверстия, рис 3.4:
Проблемы подшипников скольжения | Спектральная вибродиагностика
«Диагностика дефектов вращающегося оборудования по вибрационным сигналам» 2012 г.
3.1. Диагностика дефектов уровня «подшипник»
Подшипники
скольжения являются неотъемлемой частью многих крупных, и очень ответственных
агрегатов, широко применяются в энергетическом оборудовании, мощных насосах,
компрессорах, электродвигателях и т. д.
д.
При кажущейся внешней простоте конструкции, а подшипник скольжения состоит всего из трех элементов — из антифрикционного вкладыша, части поверхности вала – подшипниковой шейки, и слоя масла между ними, на самом деле это сложный и ответственный узел, в котором возможно возникновение опасных дефектов.
С целью обеспечения высокой надежности работы оборудования с подшипниками скольжения, а это обычно самое ответственное и дорогое оборудование, необходимо обеспечивать необходимый уровень мониторинга технического состояния и диагностики возникающих дефектов. Это одна из основных оперативных задач, которые приходится постоянно решать сотрудникам обслуживающего и диагностического персонала предприятия.
Вибрационные
методы диагностики и оценки технического состояния подшипников скольжения
являются в настоящее время наиболее эффективными и широко распространенными. Они позволяют контролировать техническое состояние подшипников в процессе работы,
не прибегая к разборке агрегатов.
Они позволяют контролировать техническое состояние подшипников в процессе работы,
не прибегая к разборке агрегатов.
3.1.2.1. Общие вопросы диагностики подшипников скольжения
Физические процессы, протекающие в подшипниках скольжения, достаточно сложны, зависят от особенностей конструкции подшипника, а также от соотношения многих внешних и внутренних факторов, определяющих условия работы подшипника.
Все возникающие в процессе эксплуатации подшипников скольжения проблемы состояния, могут быть объединены в три основные группы. Это:
- Проблемы общего технического состояния рабочих поверхностей подшипника скольжения.
- Проблемы, связанные с увеличением или уменьшением величины зазора между галтелью
вала и антифрикционным вкладышем.
- Проблемы несущей способности масляного клина, выполняющего функции опорного элемента подшипника скольжения.
Прежде, чем начать обсуждать вопросы оценки технического состояния, и диагностики дефектов подшипников скольжения, необходимо сказать несколько слов об особенностях динамических процессов в них. Это нужно сделать потому, что именно они оказывают основное влияние на особенности протекания вибрационных процессов, сопровождающих работу подшипника скольжения. Без знания этих особенностей невозможно составление корректных диагностических алгоритмов и правил, на основании которых необходимо проводить работы с такими подшипниками.
В
первую очередь необходимо определиться с особенностями возникновения и работы
масляного клина, поддерживающего вращающийся ротор контролируемого механизма. Несущая
способность масляного клина подшипника скольжения, его основной эксплуатационный
параметр, является сложной нелинейной функцией от величины зазора между валом и
антифрикционным вкладышем. С одной стороны, чем тоньше слой масла между валом и
вкладышем, тем выше несущая способность подшипника. Но с другой стороны, чрезмерное
уменьшение толщины слоя масла снижает устойчивость подшипника к динамическим нагрузкам,
что увеличивает вероятность возникновения механического задевания шейки вала об
вкладыш.
Несущая
способность масляного клина подшипника скольжения, его основной эксплуатационный
параметр, является сложной нелинейной функцией от величины зазора между валом и
антифрикционным вкладышем. С одной стороны, чем тоньше слой масла между валом и
вкладышем, тем выше несущая способность подшипника. Но с другой стороны, чрезмерное
уменьшение толщины слоя масла снижает устойчивость подшипника к динамическим нагрузкам,
что увеличивает вероятность возникновения механического задевания шейки вала об
вкладыш.
Рабочий
слой масла в подшипнике качения вполне обоснованно называют масляным клином потому,
что на радиальном разрезе подшипника несущий слой масла очень похож на клин,
изогнутый вокруг шейки ротора. Толщина рабочего слоя масла в подшипнике является
максимальной в месте входа рабочей поверхности вращающегося вала в несущую зону
подшипника и минимальна на выходе из нее. Чем больше величина вертикальной нагрузки
на подшипник скольжения, тем тоньше становиться рабочий слой масла, несущего
радиальную нагрузку, и наоборот.
Чем больше величина вертикальной нагрузки
на подшипник скольжения, тем тоньше становиться рабочий слой масла, несущего
радиальную нагрузку, и наоборот.
Такая особенность работы подшипников скольжения может привести к тому, что роторы агрегатов, опирающиеся на такие подшипники, при определенных конструктивных и эксплуатационных условиях, могут потерять устойчивость и перейти в режим автоколебаний в радиальном направлении. Наиболее часто это может произойти при значительном уменьшении нагрузки вала ротора на подшипник, что может являться следствием многих причин. Уменьшение (!) нагрузки на подшипник может перевести его в режим колебаний толщины масляного клина.
Поскольку
этот эффект тоже оказывает влияние на проведение диагностики технического
состояния подшипников скольжения, попробуем немного пояснить причину
возникновения этих автоколебаний, естественно стараясь, по возможности, не
вдаваться при этом далеко в сложные формулы и описания..jpg)
На схематическом рисунке 3.1.2.1. представлено поперечное сечение подшипника скольжения, в котором для наглядности показан увеличенный рабочий зазор. Ротор механизма, показанный на рисунке окружностью вращается в зазоре подшипника скольжения в направлении «по часовой стрелке».
Рассмотрим, как нагрузка на подшипник изменять положение ротора в зазоре подшипника. Неподвижный ротор (как и максимально нагруженный ротор) будет находиться в нижнем положении зазора подшипника, а вращающийся абсолютно ненагруженный ротор, теоретически, должен находиться в центре зазора подшипника. Это две крайние точки положения ротора. При изменении нагрузки положение центра вала будет смещаться относительно центра подшипника, будет изменяться рабочий зазор в подшипнике.
При
изменении нагрузки на подшипник от нуля, и до предельно допустимой, центр (вращения)
ротора опишет траекторию, которую иногда называют линией нагрузки подшипника. Линия
нагрузки похожа на дугу, опирающуюся на две крайние точки, выгнутую на нашем
рисунке влево. Если изменить направление вращения ротора, то дуга выгнется вправо.
Линия
нагрузки похожа на дугу, опирающуюся на две крайние точки, выгнутую на нашем
рисунке влево. Если изменить направление вращения ротора, то дуга выгнется вправо.
Участок от нижней точки дуги до точки перегиба есть участок устойчивой работы подшипника, когда ответная силовая реакция подшипника на возмущающий импульс нагрузки однозначно соответствует величине возмущающего импульса. Например, при увеличении нагрузки на ротор на «N» процентов рабочая точка подшипника сместится по своей траектории настолько, чтобы несущая способность подшипника выросла также пропорционально. Подшипник адекватно реагирует на все возмущающие воздействия, которые сопровождают работу контролируемого механизма.
На
участке от точки перегиба до центра зазора подшипника картина динамических
процессов несколько иная. Здесь, при увеличении нагрузки, происходит не только
радиальное смещение ротора, но и значительное смещение ротора «вниз», к точке,
в которой будет находиться ротор, если его вращение остановить. Вследствие такой
траектории движения центра ротора, здесь существует специфический эффект, который
можно назвать «перерегулированием» в реакции подшипника на внешние возбуждения.
Здесь на единичное увеличение нагрузки на подшипник ротор переместится по
траектории на существенно большее расстояние, причем основной составляющей
будет угловое, а не радиальное перемещение ротора.
Здесь, при увеличении нагрузки, происходит не только
радиальное смещение ротора, но и значительное смещение ротора «вниз», к точке,
в которой будет находиться ротор, если его вращение остановить. Вследствие такой
траектории движения центра ротора, здесь существует специфический эффект, который
можно назвать «перерегулированием» в реакции подшипника на внешние возбуждения.
Здесь на единичное увеличение нагрузки на подшипник ротор переместится по
траектории на существенно большее расстояние, причем основной составляющей
будет угловое, а не радиальное перемещение ротора.
Смысл
этой фразы в том, что в ответ на возмущающий импульс, например единичной силы,
ответная реакция подшипника может равняться не единице, а, например, двум.
Ротор вернется обратно, но «переместится» по траектории дальше, чем нужно. Далее на ротор, «зашедший» за точку равновесия, будет воздействовать импульс от
масляного слоя подшипника, но направленный в радиальном направлении. Ротор
«приподнимется», и сместится в направлении стандартной траектории, на которую
он попадет несколько выше точки установившегося равновесия, соответствующего
данной нагрузке на подшипник, и все повториться снова. Результатом этого явления «перерегулирования»
может стать бесконечное автоколебание ротора на масляном клине, относительно
точки статического равновесия.
Далее на ротор, «зашедший» за точку равновесия, будет воздействовать импульс от
масляного слоя подшипника, но направленный в радиальном направлении. Ротор
«приподнимется», и сместится в направлении стандартной траектории, на которую
он попадет несколько выше точки установившегося равновесия, соответствующего
данной нагрузке на подшипник, и все повториться снова. Результатом этого явления «перерегулирования»
может стать бесконечное автоколебание ротора на масляном клине, относительно
точки статического равновесия.
Картина
этого автоколебания, возникающая обычно при малой нагрузке на подшипник, и
вблизи точки перегиба траектории ротора, очень своеобразна и чем — то
напоминает попытку выспаться на «не полностью накачанном надувном матраце»
человеку с небольшой массой. Происходит «переваливание» человека с одной части
матраца на другую. В форме масляного клина появляются, если смотреть в разрезе,
своеобразные «волны», перемещающиеся с входа на выход. В конечном итоге такие
колебания наводят специфические, достаточно низкочастотные вибрации как в
вертикальном, так и в поперечном радиальных направлениях.
Происходит «переваливание» человека с одной части
матраца на другую. В форме масляного клина появляются, если смотреть в разрезе,
своеобразные «волны», перемещающиеся с входа на выход. В конечном итоге такие
колебания наводят специфические, достаточно низкочастотные вибрации как в
вертикальном, так и в поперечном радиальных направлениях.
Приведенная интерпретация причин возникновения вибрации в масляном клине подшипника скольжения достаточно наивна, и не является физически строгой. Но поскольку она позволяет лучше понять процессы в подшипнике, ее использование, на наш взгляд, вполне оправданно.
Интересным
для диагностики является то, что частота этого автоколебания примерно одинакова
у всех роторов и обычно составляет примерно 0,42 — 0,48 от оборотной частоты
ротора. Именно такое же значение имеет частота, свойственная дефектам
сепаратора у подшипников качения. Такое сходство говорит о том, что скорость
движения слоя масла, точнее говоря масляных волн, в зазоре подшипника
скольжения, практически равна скорости перемещения сепаратора в подшипниках
качения. Эта частота есть показатель относительной скорости перемещения масла в
зазоре между неподвижным вкладышем и вращающимся ротором. Средняя скорость
движения масла в зазоре подшипника, в идеальном случае, должна равняться половине
частоты вращения вала. На практике она всегда немного меньше, т. к. имеет место
вытекание масла в боковые зазоры подшипника.
Именно такое же значение имеет частота, свойственная дефектам
сепаратора у подшипников качения. Такое сходство говорит о том, что скорость
движения слоя масла, точнее говоря масляных волн, в зазоре подшипника
скольжения, практически равна скорости перемещения сепаратора в подшипниках
качения. Эта частота есть показатель относительной скорости перемещения масла в
зазоре между неподвижным вкладышем и вращающимся ротором. Средняя скорость
движения масла в зазоре подшипника, в идеальном случае, должна равняться половине
частоты вращения вала. На практике она всегда немного меньше, т. к. имеет место
вытекание масла в боковые зазоры подшипника.
Численное
значение частоты масляных вибраций в одном и том же подшипнике может меняться в
указанном диапазоне 0,42 — 0,48 в процессе изменения состояния элементов
подшипника.
Это дает возможность по величине этой частоты косвенно судить об относительном состоянии каждой из рабочих поверхностей подшипника. Если частота масляной вибрации, с течением времени, смещается ближе к 0,5 от оборотной частоты, то, наверное, можно говорить о хорошем состоянии внешней поверхности вкладыша и о худшем состоянии поверхности шейки вала. Масло в большей степени тяготеет к шейке вала и перемещается быстрее обычного.
Если частота масляной вибрации снижается и стремится ближе к величине 0,4 от частоты вращения вала, то тогда все наоборот. Лучшим по качеству является состояние поверхности шейки вала. Масло тяготеет к вкладышу, имеющему поверхностные дефекты, и сильно тормозиться.
В
некоторых случаях уменьшение частоты вибрации масляного клина говорит об увеличении
зазоров в подшипнике, в основном боковых.
Эти рассуждения о влиянии состояния подшипника на изменение частоты масляной вибрации справедливы достаточно часто, но не всегда. Они приведены здесь для примера, и мы надеемся, принесут пользу читателям при более глубоком изучении вопроса и анализе опыта уже имеющейся практической работы.
При выполнении диагностики подшипника скольжения обязательно следует хорошо знать конструкцию подшипника или, как минимум, спектральную историю развития вибраций на данном подшипнике. Очень нужен здесь практический навык специалиста по вибрационной диагностике.
Для уменьшения вероятности возникновения автоколебаний масляного клина в подшипниках скольжения применяются различные меры, такие как использование подшипников скольжения с вкладышами специальной формы и с секционированными вкладышами, такими как:
- с некруглой формой расточки — лимонной, трехцентровой и т. д.;
- с подвижными секционированными и независимыми рабочими поверхностями - кольцами, вкладышами и т. д.
 д.;
д.;При наличии секционирования вкладышей в спектре могут появиться вибрации от масляной гармоники, пропорциональные числу сегментов. Диагностирование таких подшипников, конечно, имеет свои отличия, но они не очень значительны. Необходимо просто хорошо изучить конструкцию такого подшипника и у Вас будет достаточно предварительного материала для постановки верного диагноза при помощи спектров вибросигналов.
В
общем случае ротор «соприкасается» через масляный клин с вкладышем подшипника
не по всей окружности, а на некоторой, не очень большой, дуге в нижней части
вкладыша. В результате основные динамические нагрузки действуют на этом
участке. Если построить «розу вибраций», то этот контактный участок будет виден
достаточно хорошо. Об этом следует помнить при диагностике и этим следует пользоваться
при составлении собственных диагностических правил, повышая тем самым информативность
диагнозов.
Если построить «розу вибраций», то этот контактный участок будет виден
достаточно хорошо. Об этом следует помнить при диагностике и этим следует пользоваться
при составлении собственных диагностических правил, повышая тем самым информативность
диагнозов.
3.1.2.2. Увеличенный зазор в подшипнике скольжения
При монтаже подшипника скольжения всегда тщательно контролируются зазоры со всех сторон вкладыша и галтели ротора, т. к. все они, а не только нижняя часть вкладыша, в той или иной мере участвуют в работе подшипника. Даже зазор в верхней части подшипника важен для стабилизации положения ротора в зазоре подшипника.
В
процессе работы из-за естественного износа рабочие зазоры постепенно возрастают,
и наступает такой момент, когда это начинает сказываться на состоянии агрегата
и, соответственно проявляться в спектре вибрации. Достаточно часто при этом в
агрегате должен присутствовать еще один, какой — либо, дефект другой природы
возникновения, например небаланс или расцентровка. Этот дефект возбуждает
вибрации, которые должны привести к обкатыванию ротора по внутренней окружности
подшипника. Не редки случаи, когда зазор увеличен, а в вибрационных сигналах это
не проявляется, нет возмущающего воздействия, приводящего к повышению вибрации.
Достаточно часто при этом в
агрегате должен присутствовать еще один, какой — либо, дефект другой природы
возникновения, например небаланс или расцентровка. Этот дефект возбуждает
вибрации, которые должны привести к обкатыванию ротора по внутренней окружности
подшипника. Не редки случаи, когда зазор увеличен, а в вибрационных сигналах это
не проявляется, нет возмущающего воздействия, приводящего к повышению вибрации.
Это может быть возбуждающая сила и другой природы возникновения, например, технологической. Говоря просто, должна быть внешняя сила, которая в определенные фазы вращения будет приподнимать ротор и прижимать его к боковым поверхностям и даже к верхнему вкладышу подшипника, или хотя бы на какую — то долю момента времени разгружать подшипник скольжения.
Спектральная
картина последней стадии увеличенного зазора в подшипнике скольжения имеет
стандартный вид, свойственный механическому ослаблению. На спектре появляется целая гамма оборотных
гармоник с номерами до 8-10, а иногда даже и до 20. Поскольку при увеличении
зазора ротор обычно имеет перемещения в вертикальном направлении, дефект
проявляется в большей степени в виде повышенных вертикальных вибраций, более
значительных по сравнению с поперечными колебаниями. В диагностике этой
особенности увеличенного зазора в подшипнике скольжения хорошо помогает проведение
кругового замера вибрации, и построение «розы вибраций».
На спектре появляется целая гамма оборотных
гармоник с номерами до 8-10, а иногда даже и до 20. Поскольку при увеличении
зазора ротор обычно имеет перемещения в вертикальном направлении, дефект
проявляется в большей степени в виде повышенных вертикальных вибраций, более
значительных по сравнению с поперечными колебаниями. В диагностике этой
особенности увеличенного зазора в подшипнике скольжения хорошо помогает проведение
кругового замера вибрации, и построение «розы вибраций».
В некоторых случаях все происходит с точностью до наоборот. Например, при увеличенных боковых зазорах в подшипнике скольжения может резко возрасти именно поперечная составляющая вибрации, что так же легко объяснимо — сдвинуть ротор «вбок» легче, чем приподнять его.
Характерный
спектр такого дефекта показан на рис. 3.1.2.2. По внешнему виду этого спектра
хорошо видно, что он не имеет существенных отличий от стандартного спектра при
дефекте «ослабление механической посадки элемента на вращающемся роторе». Тот
же лес целых гармоник оборотной частоты, достигающее число 15 — 20. То же
большое количество, хотя и при много меньшей амплитуде, дробных гармоник с
кратностью 1/2 от оборотной частоты вращения вала. Глядя на этот спектр следует
признать, что этот дефект подшипника скольжения трудно спутать с дефектами
другого типа.
3.1.2.2. По внешнему виду этого спектра
хорошо видно, что он не имеет существенных отличий от стандартного спектра при
дефекте «ослабление механической посадки элемента на вращающемся роторе». Тот
же лес целых гармоник оборотной частоты, достигающее число 15 — 20. То же
большое количество, хотя и при много меньшей амплитуде, дробных гармоник с
кратностью 1/2 от оборотной частоты вращения вала. Глядя на этот спектр следует
признать, что этот дефект подшипника скольжения трудно спутать с дефектами
другого типа.
Очень
своеобразно увеличенный зазор может проявиться в механизмах с наличием
собственных частот вибрации, отличных от оборотной. Наиболее наглядно это видно
в насосах и редукторах. В этих механизмах, при увеличении зазоров в подшипниках
скольжения, очень значительно могут возрасти лопаточная, или зубцовая
гармоники. Причина этого достаточно легко объяснима, если представить,
например, рабочее колесо насоса как рычаг, один конец которого есть точка
«касания лопатки с выступающим элементом улитки», а второй конец закреплен в
подшипнике. Увеличение зазора в подшипнике приведет к тому, что удары в первом
узле крепления рычага приведут к ударам в подшипнике, и частота этих ударов
будет соответствовать лопаточной частоте.
Причина этого достаточно легко объяснима, если представить,
например, рабочее колесо насоса как рычаг, один конец которого есть точка
«касания лопатки с выступающим элементом улитки», а второй конец закреплен в
подшипнике. Увеличение зазора в подшипнике приведет к тому, что удары в первом
узле крепления рычага приведут к ударам в подшипнике, и частота этих ударов
будет соответствовать лопаточной частоте.
Последнее замечание по диагностике увеличенных зазоров в подшипниках скольжения. Большое число практических специалистов все еще работают с виброперемещением, по спектру которого диагностировать увеличение зазоров в подшипнике скольжения сложнее, чем по спектру виброскорости. Предпочтение в диагностике дефектов подшипников скольжения нужно отдавать использованию виброскорости.
3.
 1.2.3.
Вибрации масляного клина в подшипнике скольжения
1.2.3.
Вибрации масляного клина в подшипнике скольженияРассмотрим наиболее общие и часто встречающиеся в практике особенности диагностирования вибраций масляного клина в подшипниках скольжения, описанию причин возникновения которой мы уже сделали выше.
Как уже было сказано, очень характерно, что этот дефект проявляется в спектре вибросигнала в виде увеличения амплитуды субгармоники с частотой 0,42 — 0,48 от оборотной частоты вала. Если амплитуда этой субгармоники превышает 50 % от величины первой оборотной гармоники частоты вращения вала, то следует говорить о серьезном характере данного дефекта и об опасном влиянии его на общее состояние агрегата. Цифра приведена при диагностике состояния подшипника по величине виброскорости.
Вибрации масляного клина проявляются обычно там, где имеется значительное отклонение от нормальной кондиции одного из следующих основных параметров:
- Нагрузка от ротора на подшипник не соответствует расчетной несущей способности
масляного клина, наиболее «опасно» сниженное значение нагрузки.
- В контролируемом агрегате, как минимум, присутствует еще одна возмущающая динамическая сила, возникшая не как результат проблем контролируемого подшипника, но способная возбудить колебания ротора в подшипнике.
- Произошло значительное изменение рабочих параметров масла, по сравнению с расчетными значениями, влияющих на несущую способность масляного клина. Это может быть изменение вязкости, температуры, давления, появление в масле посторонних примесей.

Повторим так же диагностические особенности изменения параметров субгармоники с частотой масляной вибрации, перечисленные выше:
- Если частота масляной вибрации смещается ближе к значению 0,5 (от оборотной
частоты), то, наверное, можно говорить о хорошем состоянии внешней поверхности
антифрикционного вкладыша или о плохом состоянии поверхности шейки вала. Дефект
сосредоточен на поверхности шейки вала.
- Если частота масляной вибрации располагается сравнительно ближе к величине 0,4 от частоты вращения вала, то тогда все наоборот. Лучшим является состояние рабочей поверхности шейки вала.
 Дефект
сосредоточен на поверхности шейки вала.
Дефект
сосредоточен на поверхности шейки вала.В заключение хочется повторить еще раз, что, чем выше практический опыт специалиста по вибрационной диагностике, тем больше у него шансов на успех при диагностике состояния подшипников скольжения.
3.1.2.4. Неправильный монтаж подшипника скольжения
Под
этим термином понимается такое дефектное состояние подшипника скольжения, когда
повышенная вибрация обусловлена неправильной установкой антифрикционных (баббитовых)
вкладышей, их пространственным перекосом, или подвижностью внутри подшипниковой
стойки. В спектре вибрационного сигнала этот дефект проявляется усилением первой
и второй гармоник оборотной частоты ротора. Значительно возрастает осевая составляющая
общей вибрации, часто до недопустимых значений.
В спектре вибрационного сигнала этот дефект проявляется усилением первой
и второй гармоник оборотной частоты ротора. Значительно возрастает осевая составляющая
общей вибрации, часто до недопустимых значений.
Рассмотрим основные диагностические особенности данного монтажного дефекта подшипника скольжения.
Как
правило, при перекосе вкладыша в подшипниковой опоре уровень вибрационного
сигнала в различных измерительных проекциях значительно различается. Кроме
того, в зависимости от места измерения уровень вибрации одного и того же
подшипника может различаться. Когда внутренняя часть вкладыша подшипника,
расположенная со стороны ротора, перемещается, условно говоря «вверх», внешняя
часть вкладыша, со стороны муфты, может перемещаться с меньшей скоростью, или оставаться
на месте, или даже перемещаться в обратном направлении, т. е. «вниз». Понятно,
что вибрационные сигналы на двух сторонах подшипниковой опоры, имея в виду
продольную координату, могут не только отличаться по общему уровню, но и иметь
фазовый сдвиг друг от друга.
е. «вниз». Понятно,
что вибрационные сигналы на двух сторонах подшипниковой опоры, имея в виду
продольную координату, могут не только отличаться по общему уровню, но и иметь
фазовый сдвиг друг от друга.
Основных причин возникновения такой вибрационной картины две. С одной стороны должен иметь место перекос вкладыша в подшипниковой опоре, а с другой стороны необходимо наличие изгиба шейки вала в районе подшипника. Не нужно представлять это как реальный изгиб вала, здесь речь идет скорее о неравномерном износе шейка вала, или, что бывает чаще, о технологическом прогибе ротора, приводящем к появлению эффекта изгиба в районе шейки вала.
Эти
два дефекта, в совокупности, и приводят к сложному характеру прецессии во
времени различных точек подшипника. Под изгибом шейки (галтели) вала здесь мы
понимаем не идеальность поверхности галтели относительно геометрической оси
вала.
Под изгибом шейки (галтели) вала здесь мы
понимаем не идеальность поверхности галтели относительно геометрической оси
вала.
Если вкладыши являются самоустанавливающимися, то они перемещаются в точку нового равновесного состояния и вибрации могут уменьшиться. Если такой возможности свободного смещения у них нет, то вибрация так и останется повышенной. Максимальное значение она обычно имеет в осевом направлении. Это происходит не потому, что наибольшие силы действуют вдоль оси агрегата, просто конструктивная податливость подшипниковой стойки в данном направлении наибольшая. Как уже было сказано выше «колебания есть возмущающая сила, умноженная на податливость опоры в соответствующем направлении».
Сравнение
вибраций в вертикальном и поперечном направлениях, особенно построение «розы вибраций»
в этой плоскости позволяет достаточно корректно выявить ось перекоса
вкладыша.
Частотный состав вибраций при таком дефекте прост и обычно ограничивается первой гармоникой. При сегментных вкладышах возможно появление гармоники с частотой, равной произведению оборотной частоты на число сегментов.
Необходимо отделять эту причину повышенной вибрации от дефекта типа «изгиб вала», который в спектре дает примерно одинаковую картину. Разделить их можно, используя две особенности, хотя достаточно часто это есть одно и тоже.
Первая диагностическая особенность. В «розе вибраций», построенной в плоскости, перпендикулярной оси агрегата, при изгибе вала нет четко выраженного максимума. При перекосе вкладыша он всегда есть.
Второй
способ немного сложнее, и требует для диагностики синхронно зарегистрированных,
или синхронизированных вибрационных сигналов. При их наличии дальнейшее уже
достаточно просто. Если фаза первой гармоники всех вибраций, включая осевую,
является достаточно устойчивой, то можно с большой достоверностью предполагать
изгиб вала. Это хорошо согласуется с физической картиной вращения изогнутого
вала. Если же фаза первой гармоники, хотя бы в одной из радиальных проекций,
обычно в поперечной, является неустойчивой, то нужно говорить о перекосе
вкладыша подшипника скольжения.
При их наличии дальнейшее уже
достаточно просто. Если фаза первой гармоники всех вибраций, включая осевую,
является достаточно устойчивой, то можно с большой достоверностью предполагать
изгиб вала. Это хорошо согласуется с физической картиной вращения изогнутого
вала. Если же фаза первой гармоники, хотя бы в одной из радиальных проекций,
обычно в поперечной, является неустойчивой, то нужно говорить о перекосе
вкладыша подшипника скольжения.
При
излишней подвижности вкладыша подшипника скольжения в опоре наряду с эффектом
перекоса на спектре возникает «резонансное поднятие» в диапазоне средних и высоких
частот в виде небольшого «купола» с небольшой мощностью, создающее картину «затирания»
и в основном диагностируемого на резонансной частоте конструкции подшипника
скольжения.
Последней стадией развития «большой подвижности вкладыша подшипника скольжения» характеризуется спектральной картиной ослабленной посадки элементов с большим количеством целых и дробных гармоник в спектре. Подробнее об этом можно прочитать в разделе «механические ослабления», т. к. это уже будет интегральный дефект, общий для многих первопричин, а не только относящийся к подшипникам скольжения.
Возможно, что такая причина будет на спектре похожа на причину «увеличенный зазор в подшипнике скольжения». Разделить эти причины можно, если конечно есть история развития вибраций на данном подшипнике за необходимый период времени. Это даст возможность проанализировать тренд развития выявленной неисправности, начиная с самых начальных стадий.
3.1.2.5. Эллипсность шейки вала
В процессе работы шейка вала, являющаяся частью подшипника скольжения, может неравномерно износиться, и ее поперечное сечение, первоначально являющееся кругом, может приобрести признаки эллипса. При определенных условиях износа сечение шейка вала может иметь в себе некоторую трехгранность, четырехгранность и т. д.
При работе такого подшипника толщина масляного клина будет модулироваться нелинейностью кривизны шейки вала. В итоге радиальные, в основном вертикальные, вибрации будут иметь в своем составе гармоники, пропорциональные произведению оборотной частоты вала на «порядок эллипсности» шейки вала. При эллипсе это будет вторая гармоника оборотной, при трехгранности — третья и т. д.
При эллипсности происходит некоторое увеличение частоты вибрации масляного клина, т. к. масло в большей мере увлекается в своем движении ротором. Она может доходить до 0,45 — 0,46 от оборотной частоты ротора.
Следует сказать несколько слов о том, что особенно трудно выявлять эллипсность шейки вала в электрических машинах с частотой вращения 3000 об/мин, в которых практически всегда есть гармоника электромагнитной силы, по частоте равная второй гармонике оборотной частоты ротора. Кроме того, у турбогенераторов, в силу особенностей конструкции, всегда имеет место вторая гармоника оборотной частоты, вызванная неодинаковой жесткостью ротора в поперечном сечении.
Воздушные подшипники – Техническая информация о продукции – Поддержка – Евротек Дженерал
Введение
Основой воздушного подшипника является тонкая воздушная плёнка, образующая небольшой зазор между компонентами подшипника (рис.1). Плёнка образуется в результате подачи воздуха внутрь механизма под высоким давлением. Идея с использованием сжатого воздуха позволяет избежать трения твёрдых частей механизма друг о друга при стандартных условиях эксплуатации. Трение скольжения или качения в стандартных подшипниках ограничивает их применимость для некоторых задач прецизионного позиционирования.
Рис.1 Схема воздушного подшипника (слева) и подшипника качения (справа).
Воздушная среда способна передавать усилия, потому что когда воздух проталкивается через зазор подшипника, он создаёт профиль давления через зону подшипника. Нагрузка, которую подшипник может выдержать, рассчитывается следующим образом:
Сила = усреднённое давление х площадь
Рис.2 Профиль давления в воздушном подшипнике.
Давление в подшипнике распределяется неоднородно и зависит от конструкции подшипника и других параметров. Существует эмпирическое правило, из которого следует ожидать 30% эффективности:
Сила = 0.3 х подаваемое давление х площадь
Воздушные подшипники имеют множество преимуществ в сравнении с механическими подшипниками. В связи с отсутствием контакта между компонентами воздушный подшипник не подвержен износу, а также в процессе работы не выделяется тепло из-за трения. Немаловажным достоинством является отсутствие статического и динамического трения, даже при наибольшей проектной нагрузке. Кроме того, воздушная плёнка позволяет сгладить неровности и дефекты компонентов подшипника, что повышает точность позиционирования. Воздушные подшипники имеют более высокую жёсткость в сравнении с механическими аналогами, в конструкции которых имеет место точечный или линейный контакт.
Почему используется воздух вместо смазочных жидкостей?
В то время как большинство людей знакомы с подшипниками скольжения на масляной плёнке (к примеру, использующиеся в автомобиле), воздушные подшипники малоизвестны. Принципиальное различие между жидкостями и газами состоит в вязкости – жидкости имеют более высокую вязкость в сравнении с газами. В случае с подшипниками эта разница несёт ряд последствий.
Более низкая вязкость означает, что воздушные подшипники имеют более низкую нагрузочную способность (жидкостные подшипники выдерживают в 5 раз большую нагрузку в сравнении с воздушными для одной и той же площади контакта).
В связи с низкой вязкостью газов, у воздушных подшипников практически нулевое статическое и динамическое трение, в отличие от жидкостных подшипников, где в связи с трением наблюдается выделение теплоты.
Для воздушных подшипников требуется очень малый зазор между компонентами (10 мкм) в сравнении с жидкостными подшипниками (100 мкм), что накладывает высокие требования к точности изготовления компонентов.
Таким образом, несмотря на то, что воздушные подшипники имеют небольшую нагрузочную способность, они имеют практически нулевое трение на всех скоростях. Высокая точность изготовления компонентов подшипника повышает точность при позиционировании. Ещё одним преимуществом использования воздуха является отсутствие загрязнения в сравнении с маслами и другими жидкостями. Сжатый воздух является наиболее часто используемым газом в промышленных условиях. Однако другие газы, в частности азот, может использоваться там, где они доступны (к примеру, в чистых помещениях).
Методы подачи сжатого воздуха в подшипник
Существует два метода подачи сжатого воздуха в подшипник. Первый – использовать внешний источник сжатого воздуха (рис.3 слева), второй – использовать относительное движение компонентов механизма для создания внутреннего давления (рис.3, справа). В то время как второй метод является распространённым для жидкостных подшипников вследстве высокой вязкости масел, то для воздушных аналогов он малоэффективен ввиду низкой величины создаваемого давления.
Таким образом, воздушные подшипники PI работают с использованием внешнего источника сжатого воздуха. Воздух в источнике должен быть чистым и сухим, а сам источник должен генерировать постоянное давление. Типичное рабочее давление находится в диапазоне от 138 кПа до 827 кПа в зависимости от требуемой жёсткости, нагрузочной способности и требованиям к расходу воздуха.
Рис.3 Принципиальные схемы подачи сжатого воздуха в подшипник
Как воздух поступает в подшипник?
Воздух необходимо подавать в зазор подшипника. Существует два способа реализовать это – через отверстия или пористые среды. В первом случае воздух проходит через небольшое отверстие диаметром от 0.004 до 0.015 дюйма (рис.4, слева). Во втором случае воздух поступает через пористый материал — углерод, бронза или сталь (рис.4, справа)
Рис.4 Принципиальные схемы поступления воздуха в зазор подшипника
Относительные преимущества каждого подхода являются спорными. Хотя с помощью отверстий невозможно получить такой однородный профиль давления, как с помощью пористых материалов, существуют способы улучшить профиль давления с использованием специального метода. Использование пористых материалов обеспечивает более качественное демпфирование в сравнении с отверстиями, однако создание надлежащей формы отверстия может улучшить этот параметр. Стоит учитывать, что отверстие может засориться в случае, если подаваемый воздух будет содержать большую частицу, в то время как пористый материал работает как фильтр. Однако, со временем пористый материал может значительно засориться (особенно если в воздухе будут содержаться пары масла), а засорённые поры труднее поддаются очистке в сравнении с забитыми отверстиями.
Подшипники с отверстиями могут быть изготовлены из одного материала, а пористые подшипники обязательно изготавливают из различных материалов и адгезивных веществ.
В PI изготавливаются подшипники как с отверстиями, так и на основе пористых материалов. Большинство стандартной продукции имеет в своей основе подшипники с отверстиями специальной формы. Для этой задачи была разработана технология сверления отверстий с малым диаметром непосредственно в самом подшипнике вместо использования методов прессования или вклеивания сопел из драгметаллов. В PI уверены, что используемая технология снижает стоимость и сложность работ наряду с повышением стабильности и надёжности в пределах длительного периода. Тем не менее, сопла из драгметаллов используются в тех случаях, когда сверление отверстий невозможно из-за геометрии или в случае, когда требуются малые размеры отверстия (порядка 0.004 дюйма).
Роль геометрической формы подшипника
Из-за малых зазоров, необходимых для функционирования воздушных подшипников, самым важным фактором в их производстве является высокая точность геометрической формы. Любое изменение размеров деталей, прямолинейности, формы приводит к закрытию зазора, что в свою очередь означает повышение трения, уменьшение точности позиционирования и нагрузочной способности подшипника. Типичные величины допуска для прямоугольных подшипников, которые работают с воздушным зазором порядка 0.0005″, составляют ±0.0001″. Такой допуск применяется по всей длине подшипника, которая для некоторых моделей может составлять более 60 «.
Кроме того, геометрия компонентов определяет точность движения подшипника. Хотя локальные отклонения формы от заданного значения компенсируются воздушным зазором, общая точность определяется качеством изготовления отдельных компонентов подшипника.
Рис.5. Воздушный зазор невелирует локальные изменения формы подшипника
В связи с этим, компания PI разработала методы и оборудование, которые позволяют выполнить данные строгие требования в отношении геометрии с высокой повторяемостью и относительно небольшой стоимостью.
Точность, минимальный шаг и повторяемость
Вначале кратко обозначим разницу между точностью, шагом и повторяемостью. Под точностью понимается то, насколько близка реальная траектория движения к идеальной (заданной программно). Минимальный шаг показывает ту минимальную величину, на которую можно переместиться. Повторяемость – это показатель качества воспроизводимости перемещения в определённую координату.
Воздушные подшипники обеспечивают высокие показатели вышеперечисленных параметров. Отличная точность достигается благодаря минимальным отклонениям от заданной геометрической формы компонентов подшипника, а также компенсации этих отклонений с помощью воздушного зазора. Типичная линейная точность составляет 10 микродюйм/дюйм с максимальным отклонением 100 микродюймов/36 дюймов. Биение при вращении соответствует ±1 микродюйму. Наклон — 0.25 арксек/дюйм.
Поскольку в воздушных подшипниках отсутствует трение, достигаемый минимальный шаг при позиционировании ограничивается характеристиками двигателя, контроллера и датчика положения. Минимальный шаг порядка ±1 отсчёта энкодера можно легко получить при использовании линейных двигателей.
Воздушные подшипники обладают намного лучшей повторяемостью в сравнении с механическими аналогами по причине отсутствия контакта компонентов подшипника и соответственно износа. Тепловыделение в механических подшипниках в некоторых случаях требует времени для стабилизации после включения механизма. Кроме того, механическая преднагрузка на роликовые подшипники может изменяться с температурой и приводить, к примеру, к различному уровню трения, что ухудшает повторяемость. Таким образом, вышеприведённые примеры показывают, что использование механических подшипников для задач, связанных с высокоточным позиционированием, может быть ограничено в связи с ухудшением точности с течением времени. В связи с тем, что компоненты подшипников PI изготавливаются из одного материала в целях равномерного теплового расширения конструкции, они могут работать в течение нескольких лет без ухудшения точности. Кроме того, воздушные подшипники могут работать на высоких скоростях без периода предварительного включения (за исключением термоэффектов, связанных с двигателем) и поддерживать высокую точность.
Преднагруженные воздушные подшипники
Воздушные подшипники могут использоваться без преднагрузки, однако, чтобы максимизировать жёсткость и поддерживать постоянный воздушный зазор, обычно используют преднагрузку, применяя один из четырёх основных методов:
· использование дополнительной массы
· вакуумная преднагрузка
· магнитная преднагрузка
· использование двойного воздушного зазора
Самый простой метод заключается в использовании дополнительной массы (рис.6). Величина массы должна быть больше, чем ожидаемое изменение нагрузки на подшипник. Это приводит к тому, что воздушный зазор становится меньше, но более жёстким и устойчивым к внешнему воздействию со стороны нагрузки. Недостатком метода является необходимость добавления массы, однако его можно с успехом применять для систем, связанных с высокой нагрузкой (например, при инспектировании деталей или изделий). Кроме того, данный метод может быть использован в случае, если подшипник расположен горизонтально.
Рис.6 Принципиальная схема метода преднагрузки воздушного подшипника с использованием дополнительной массы
Второй метод связан с использованием вакуума. Вакуум применяется для образования силы преднагрузки в подшипнике. Это достигается путём выделения области между поверхностями компонентов подшипника, где образуется вакуум (рис.7). Уровень вакуума в одной области и нагнетаемое давление в другом сегменте подбираются таким образом, чтобы зазор между компонентами подшипника оставался. Использование вакуума повышает жёсткость подшипника и помогает поддерживать постоянный воздушный зазор, без добавления дополнительной движущейся массы. Недостатком этого метода является необходимость в обеспечении большой площади подшипника, а также вакуумного насоса.
Рис.7 Принципиальная схема метода преднагрузки воздушного подшипника с использованием вакуума
Третий метод основывается на применении магнита для создания прижимающей силы (рис.8). Магнитный материал располагается на неподвижной части подшипника, а магнит – на подвижной. Таким образом, создаётся сила преднагрузки, что повышает жёсткость системы. Этот метод хорошо подходит для линейных подшипников и является экономичным, так как не предполагает высоких требований к геометрической форме компонентов, как в случае с использованием дополнительной массы. Однако, поскольку многие воздушные подшипники изготовлены из немагнитных материалов, требуется использовать дополнительные материалы (к примеру, железо). Другим недостатком является то, что при высоких скоростях магнит генерирует вихревые токи в железе, которые добавляют силу сопротивления.
Рис.8 Принципиальная схема метода преднагрузки воздушного подшипника с использованием магнита
Последним методом является использование двойного воздушного зазора (рис.9). Данный метод используется в подшипниках, расположенных друг напротив друга. Этот метод обеспечивает вдвое большую жёсткость для одного воздушного подшипника, однако грузоподъёмность снижается почти наполовину. Данный метод применяется при изготавлении наиболее точных и надёжных подшипников. Поскольку при использовании данного метода задействованы два подшипника, имеет место эффект усреднения любых ошибок на каждом подшипнике, что повышает точность позиционирования в сравнении с другими методами, однако требует качественную прецизионную обработку поверхностей компонентов подшипников. Кроме того, при использовании данного метода подшипник может быть ориентирован произвольным образом.
Рис.9 Принципиальная схема метода преднагрузки воздушного подшипника с использованием двойного воздушного зазора
Как делается шарикоподшипник
Задний план
С тех пор, как у человека появилась потребность перемещать предметы, он использовал круглые ролики, чтобы облегчить работу. Вероятно, первыми катками были палки или бревна, которые были большим улучшением по сравнению с перетаскиванием вещей по земле, но все же довольно тяжелая работа. Египтяне использовали бревна, чтобы катать огромные каменные глыбы для пирамид. В конце концов, кому-то пришла в голову идея защитить каток к тому, что перемещалось, и построил первый «автомобиль» с «колесами».»Однако эти до сих пор подшипники были сделаны из материалов, трущихся друг о друга вместо качения друг на друга. Только в конце восемнадцатого века разработана базовая конструкция подшипников. В 1794 году валлийский железный мастер Филипп Воан запатентовал конструкцию шариковых подшипников для поддержки оси перевозка. Развитие продолжалось в девятнадцатом и начале двадцатого века. веков, подстегнутых развитием велосипеда и автомобиль.
Есть тысячи размеров, форм и видов подшипников качения; мяч подшипники, роликовые подшипники, игольчатые подшипники и конические роликоподшипники основные виды. Размеры варьируются от достаточно малых для работы миниатюрных двигателей. к огромным подшипникам, используемым для поддержки вращающихся частей в гидроэнергетике растения; эти большие подшипники могут достигать десяти футов (3,04 метра) в диаметре и требуется кран для установки. Самые распространенные размеры легко помещаются в одной рукой и используются в таких вещах, как электродвигатели.
В этой статье будут описаны только шариковые подшипники. В этих подшипниках Катящаяся часть — это шарик, который катится между внутренним и внешним кольцами, называемый скачки. Мячи удерживаются клеткой, благодаря чему они равномерно расположены по периметру. гонки. В дополнение к этим деталям есть много дополнительных деталей. для специальных подшипников, таких как уплотнения для предотвращения попадания масла или смазки и грязи, или винты, чтобы удерживать подшипник на месте. Мы не будем здесь беспокоиться об этом необычные дополнения.
Сырье
Практически все детали всех шариковых подшипников изготовлены из стали. Поскольку подшипник должен выдерживать большие нагрузки, он должен быть сделан из очень прочного стали. Стандартная отраслевая классификация стали в этих подшипник 52100, что означает, что он содержит один процент хрома и один процент углерода (называемый сплавами при добавлении к основной стали). Эта сталь можно сделать очень твердым и прочным путем термической обработки.Где ржавчина может быть проблема, подшипники из 440С нержавеющая сталь.
Обойма для мячей традиционно изготавливается из тонкой стали, но некоторые в подшипниках теперь используются формованные пластиковые сепараторы, поскольку их изготовление и вызывают меньшее трение.
Производство
Процесс
Стандартный шарикоподшипник состоит из четырех основных частей: наружного кольца, катящиеся шарики, внутреннюю обойму и обойму.
Скачки- 1 Обе гонки сделаны почти одинаково. Поскольку они оба кольца
из стали процесс начинается со стальных труб подходящего размера.
Автоматические станки, подобные токарным станкам, используют режущие инструменты для резки основных
форма гонки, оставляя все размеры слегка завышенными. В
Причина, по которой они оставлены слишком большими, заключается в том, что беговые дорожки должны подвергаться термообработке
до того, как закончить, и сталь
Удивительно, но катящиеся шары начинаются как толстая стальная проволока.Затем в процессе холодной высадки проволоку разрезают на мелкие кусочки. разбит между двумя стальными штампами. В результате получился мяч, который выглядит как планета Сатурн с кольцом вокруг середины называется «вспышка.»
обычно коробится во время этого процесса. Их можно обработать обратно на готовый размер после термообработки. - 2 Дорожки черновой резки помещают в печь для термообработки примерно при 1550 градусов по Фаренгейту (843 градуса Цельсия) в течение нескольких часов (в зависимости от размера деталей), затем погрузили в масляную ванну, чтобы охладите их и сделайте очень твердыми.Это закаливание также делает их хрупкие, поэтому следующим шагом будет их закалка. Это делается путем нагрева их во второй духовке примерно до 300 градусов по Фаренгейту (148,8 градусов по Фаренгейту). Цельсия), а затем дать им остыть на воздухе. Вся эта термообработка процесс делает детали одновременно твердыми и прочными.
- 3 После процесса термообработки рамы готовы к финишу. Тем не менее, дорожки теперь слишком сложно резать режущими инструментами, поэтому остальная работа должна быть сделана с круги шлифовальные. Это очень похоже на то, что вы найдете в любом магазине для заточки сверла и инструменты, за исключением нескольких различных видов и форм. нужно было финишировать в гонках. Почти каждое место в гонке занято шлифованием, которое оставляет очень гладкую и аккуратную поверхность. Поверхности место, где подшипник входит в машину, должно быть очень круглым, а бока должны быть ровными. Сначала шлифуется поверхность, по которой катятся шары, а потом притирались.Это означает, что для полировать расы в течение нескольких часов, чтобы получить почти зеркальный блеск. В На этом этапе гонки закончены и готовы к объединению с мячи.
- 4 Шарики сделать немного сложнее, хотя их форма
очень просто. Удивительно, но шарики начинаются как толстая проволока. Этот
проволока подается из рулона в станок, который отрезает короткий кусок, и
затем разбивает оба конца к середине.Этот процесс называется холодным
Заголовок. Его название происходит от того, что провод не
Выпуклость вокруг середины катящихся шариков устраняется в процесс обработки. Шарики помещаются в грубые канавки между двумя чугунные диски. Один диск вращается, а другой неподвижен; трение убирает вспышку. Отсюда шары теплые обработаны, измельчены и притерты, что оставляет шарики с очень гладкая отделка.
нагревается перед тем, как быть разбитым, и что первоначальное использование для процесса было поставить головы на гвозди (как это и делается до сих пор). В любом скорости, шары теперь выглядят как планета Сатурн с кольцом вокруг средний называется «вспышка». - 5 Первый процесс обработки удаляет эту вспышку. Шариковые подшипники поставить между гранями двух чугунных дисков, где они въезжают канавки. Внутренняя поверхность канавок шероховатая, что отрывает вспышку. шариков.Одно колесо вращается, а другое остается неподвижным. В неподвижное колесо имеет сквозные отверстия, так что шарики могут быть загружены в и вынут из пазов. Специальный конвейер подает шарики в один отверстия, шарики грохочут по канавке, а затем выходят из другого отверстие. Затем они возвращаются на конвейер для многих поездок через канавки колес до тех пор, пока они не станут достаточно круглыми, почти до нужного размера, и вспышка полностью исчезла.Снова, шары оставлены слишком большого размера, чтобы их можно было отшлифовать до готовой формы. размер после термообработки. Количество стали, оставшейся на чистовую обработку, не велико. много; всего около 8/1000 дюйма (0,02 сантиметра), что примерно соответствует толщиной как два листа бумаги.
- 6 Процесс термообработки шаров аналогичен тому, который используется для гонок, так как сталь одинаковая, и лучше всего иметь все детали изнашиваются примерно с одинаковой скоростью.Как и гонки, мячи становятся твердыми и жесткими после термической обработки и отпуска. После тепла обработки, шары помещаются обратно в машину, которая работает таким же образом в качестве съемника вспышки, за исключением того, что круги вместо шлифовальных кругов отрезных кругов. Эти колеса измельчают шары так, что они круглые и в пределах нескольких десятков тысячных дюйма от их готовой размер.
- 7 После этого шарики перемещаются в доводочную машину, которая отливает
чугунные диски и использует тот же абразивный состав для притирки, что и на
гонки.Притирка здесь будет 8-10 часов, в зависимости от
Четыре части готового шарикоподшипника: внутреннее кольцо, внешнее кольцо, клетка и мяч.
насколько точен подшипник, для которого они сделаны. И снова результат сталь, которая чрезвычайно гладкая.
- 8 Стальные сепараторы штампуются из довольно тонкого листового металла, как формочка для печенья, а затем согнули до окончательной формы в матрице.Кость состоящий из двух частей стали, которые подходят друг к другу, с отверстием по форме готовой детали вырезано внутри. Когда клетку ставят между и плашка закрывается, обойма изгибается по форме отверстия внутри. В Затем штамп открывается, и готовая деталь вынимается, готовая к работе. собран.
- 9 Пластиковые клетки обычно изготавливаются методом литья под давлением. В этом процессе полая металлическая форма заполняется путем разбрызгивания расплавленного металла. пластик и дать ему затвердеть.Форма открывается, и готовая клетка вынимается, готова к сборке.
- 10 Теперь, когда все детали изготовлены, нужно установить подшипник. все вместе. Во-первых, внутренняя обойма помещается внутрь внешней обоймы, только с в сторону, насколько это возможно. Это делает пространство между ними на противоположная сторона достаточно большая, чтобы между ними можно было вставить шарики. Требуемый количество мячей помещается, затем гонки перемещаются так, чтобы они оба по центру, а шарики равномерно распределены по подшипнику.В в этот момент устанавливается обойма, чтобы удерживать шары отдельно от каждого Другие. Пластиковые клетки обычно просто защелкиваются, а стальные обычно приходится вставлять и склепывать вместе. Теперь, когда подшипник в собранном виде он покрыт антикоррозийным средством и упакован для перевозки.
Контроль качества
Изготовление подшипников — очень точный бизнес. Испытания проводятся на образцах сталь поступает на завод, чтобы убедиться, что правильное количество легированных металлов в нем.Испытания на твердость и вязкость также выполняется на нескольких этапах процесса термообработки. Это также много проверок по пути, чтобы убедиться, что размеры и формы верный. Поверхность шаров и место их катания на дорожках должны быть исключительно гладко. Мячи не могут быть вне круга более 25 миллионные доли дюйма даже для недорогого подшипника. Скоростной или прецизионные подшипники допускаются только с пятимиллионной долей дюйма.
Будущее
Шариковые подшипники будут использоваться долгие годы, потому что они очень просты и стали очень недорогими в производстве.Некоторые компании экспериментировал с созданием шаров в космосе на космическом шаттле. В космосе, расплавленные капли стали можно выплюнуть в воздух, и невесомость позволяет им парить в воздухе. Капли автоматически создают идеальные сферы пока они остывают и затвердевают. Однако космические путешествия по-прежнему дороги, поэтому много полировки можно сделать на земле по цене одной «космический шар».
Однако на горизонте не за горами и другие виды подшипников.Подшипники, где два объекты никогда не касаются друг друга, бегать эффективно, но сложно делать. В одном из них используются магниты, которые отталкиваются друг от друга и могут быть используется для разделения вещей. Так работает «маг-лев» (для магнитная левитация) строятся поезда. Другой вид нагнетает воздух в пространство между двумя плотно прилегающими поверхностями, заставляющее их плавать отдельно от друг друга на подушке из сжатого воздуха. Однако оба этих подшипника намного дороже в строительстве и эксплуатации, чем скромный, проверенный мяч несущий.
Где узнать больше
КнигиDeere & Company Staff, ред. Подшипники и уплотнения, 5-е изд. Р. Р. Боукер, 1992.
Эшманн, Пол. Шариковые и роликовые подшипники: теория, конструкция и применение, 2-е изд.
Харрис, Тедрик А. Анализ подшипников качения, 3-е изд. John Wiley & Sons, Inc., 1991.
Хоутон, П.С. Шариковые и роликовые подшипники. Издательство Elsevier Science Publishing Company, Inc., 1976.
Нисбет, Т.С. Подшипники качения. Издательство Оксфордского университета, 1974.
Шигли, Дж. Э. Подшипники и смазка: конструктор-механик Рабочая тетрадь. McGraw-Hill, Inc., 1990 год.
Периодические изданияГарднер, Дана. «Керамика оживляет диски», Новости дизайна. 23 марта 1992 г., стр. 63.
Ханнуш, Дж. Г. «Керамические подшипники входят в массовое производство». Новости дизайна. 21 ноября 1988 г., с. 224.
Маккарти, Лайл Х. «Новый сплав производит более тихий мяч» Подшипники » Новости дизайна. 20 мая 1991 г., с. 99.
Другие статьи, которые могут вам понравиться:
Подшипник ступицы колеса | O’Reilly Автозапчасти
Внутренний диаметр подшипника / конуса (дюймы): 1.494 дюймов
Внутренний диаметр подшипника / конуса (мм): 37,947 мм
Ширина подшипника / конуса (дюймы): 0,674 дюйма
Ширина подшипника / конуса (мм): 17.1196 мм
Наружный диаметр подшипника / конуса (дюймы): 2.286 дюймов
Наружный диаметр подшипника / конуса (мм): 58,0644 мм
Внешний диаметр кольца / чашки (дюймы): 2.050 дюймов
Наружная гонка / внутренний диаметр чашки (мм): 52,07 мм
Внешняя гонка / ширина чашки (дюймы): 0,527 дюйма
Внешняя гонка / ширина чашки (мм): 13.3858 мм
Внешний диаметр кольца / чашки (дюймы): 2,478 дюйма
Внешний диаметр кольца / чашки (мм): 62,94 12 мм
Показать больше Показывай меньшеДетали подшипников | Подшипники | Рентгеновская трубка
H.C. Starck Solutions специализируется на производстве высокотехнологичных подшипников и деталей подшипников с использованием передовых металлов и сплавов, включая молибден (Mo), молибден, расплавленный электронным лучом (EBM), и титан-цирконий-молибден (TZM).
Среди других приложений H.C. Starck Solutions производит передовые подшипниковые детали для передовых медицинских технологий.
Детали подшипников для радиационного контроля
Рентгеновская визуализация — это важный инструмент, который используется во многих областях медицины и здравоохранения, от стоматологии до ветеринарии.Каждая медицинская система, которая использует рентгеновские лучи для получения изображений костных структур, построена на основном устройстве: рентгеновской трубке. Он используется для преобразования входного электрического сигнала в управляемый источник рентгеновского излучения, который занимает электромагнитный спектр приблизительно от 0,01 до 10 нанометров (нм).
Только ограниченное количество подаваемой энергии успешно преобразуется в рентгеновские лучи, а остальная часть преобразуется в тепло. Чтобы противодействовать потенциальному термическому разложению интегральных компонентов в рентгеновской трубке, для отвода технологического тепла используется вращающийся анод.Для этого требуются усовершенствованные подшипники и опорные части для непрерывного вращения анода в высоком вакууме (HV) рентгеновской трубки на 360 °.
H.C. Starck Solutions имеет более чем 20-летний опыт разработки подшипников со спиральными канавками с использованием тугоплавких металлов и сплавов. Обладая исключительными свойствами износостойкости и теплопроводности, молибден и его сплавы успешно применяются в сложных подшипниковых узлах в рентгеновских трубках. H.C. Компания Starck Solutions, обладающая непревзойденным опытом резки, настройки и отделки готовых огнеупорных компонентов, также гарантирует однородные трибологические свойства для ограниченного трения и механического сопротивления.H.C. Подшипники и подшипниковые детали Starck Solutions впоследствии хорошо оборудованы для длительного использования в сборках для рентгеновских изображений, с выдающейся устойчивостью к перегрузкам, шуму, температуре, скорости вращения и вибрации.
Если вы хотите узнать больше о H.C. Подшипники и детали подшипников Starck Solutions, просто свяжитесь с одним из наших сотрудников прямо сейчас.
Основы установки и снятия подшипников
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента.Неправильные методы монтажа, в которых используются короткие пути, такие как использование молотка или резака, приведут к преждевременному выходу из строя или потенциальной угрозе безопасности. В этой статье рассматриваются правильные советы по установке подшипников, в частности установка подшипников без корпуса, в отличие от подшипниковых узлов в корпусе, таких как опорный блок.
Крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени и чтобы процедура была понятна всем, прежде чем начнутся работы по установке подшипников.Инвестиции в соответствующие инструменты, процедурное обучение и время приведут к окончательной экономии средств и продлению срока службы подшипника и машины, на которой он установлен. Цена подшипника и количество человеко-часов, затрачиваемых на его правильную работу, ничтожны по сравнению с общей стоимостью простоя, начальной ценой машины, потенциальным дополнительным повреждением и, конечно же, вредом, который может причинить установщику или оператору станка. . «Сделай правильно с первого раза» — это не просто клише; это должно быть обязательным и составлять часть культуры обслуживания на вашем предприятии.Все необходимые средства индивидуальной защиты (СИЗ) следует использовать во время этих процессов.
Механическое снятие, установка и методы
Безопасное и правильное удаление вышедшего из строя подшипника — это первый шаг. Съемники и прессы, разработанные для этой цели, являются лучшими вариантами по трем причинам: безопасность, экономия времени и минимизация повреждений вала и корпуса во время процесса. Двух- и трехкулачковые механические съемники равномерно притягивают внешнее кольцо по мере затягивания резьбового стержня, который центрируется на конце вала (см. Рисунок 1).
Другой тип съемника — это разделительный или ножевой инструмент с двумя пластинами, расположенными за подшипником. Съемники для тяжелых условий эксплуатации оснащены гидроцилиндрами, обеспечивающими простоту снятия. Если снять подшипник с помощью высокоскоростного отрезного инструмента и при неосторожном использовании, вал и корпус могут быть повреждены. Хотя размер и ограниченность пространства иногда диктуют необходимость этого метода, любые последующие зазубрины и выбоины на валу или в корпусе приводят к удалению металла.Удаление металла, в свою очередь, изменяет важнейшие допуски на размеры и правильную установку подшипника. По возможности избегайте открытого огня или искр во время процесса.
Обычно не рекомендуется повторно использовать подшипник, который был снят с эксплуатации, но рекомендуется проверить подшипник после снятия на предмет причины неисправности. Стресс со временем может привести к повреждениям, которые не видны невооруженным глазом. Это также требует некоторого образования и опыта в области анализа неисправностей, чтобы определить причину и характер неисправности.Подшипник можно использовать повторно только в том случае, если он был отправлен обратно производителю для очистки, проверки, измерения, переточки и повторной сборки. Это неэффективно с меньшими подшипниками.
Бережное обращение с заменяемым подшипником при хранении или в процессе установки является обязательным. Лучше всего хранить в чистых, сухих, окружающих условиях и без вибрации. Не разворачивайте подшипник до тех пор, пока он не будет готов к установке. Не смывайте заводскую смазку, если это не требуется из-за особых требований к смазке.Чистота — это образ жизни механиков и подшипников.
Важно убедиться, что используется точная замена. Есть два способа идентифицировать механический компонент: измерение и / или проверка номера детали. Авторитетные производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубое измерение можно получить с помощью штангенциркуля. Для точных измерений используется откалиброванный сертифицированный микрометр Вернье с точностью до 0.Рекомендуется 0001 дюйм.
Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Хотя в промышленности для этой цели обычно используется наждачная бумага, имейте в виду, что частицы, отделяющиеся от бумажной основы, могут загрязнить подшипник. Желательно использовать промышленные подушечки Scotch-Brite для очистки вала или корпуса от истирания или коррозии. Легкое машинное масло можно использовать для удаления влаги или кислот. Чистота необходима на протяжении всего процесса. Помните, что размер, форма и состояние вала и корпуса напрямую влияют на срок службы заменяемого подшипника.
Обязательно измерить и проверить отверстие вала и корпуса, чтобы убедиться, что они находятся в пределах рекомендуемых допусков на размер для данного применения и размера подшипника. Следует использовать калиброванные измерительные инструменты, такие как микрометр или штангенциркуль. Как для вала, так и для корпуса рекомендуется восьмиточечный метод измерения (см. Рисунок 1). Это включает четыре измерения в разных местах, чтобы определить, что вал и корпус не эллиптические, а стороны параллельны. В руководствах по установке подшипников и справочниках для машинистов будут перечислены различные типы посадки и точные допуски на размеры как для колец подшипников, так и для валов и корпусов.Если они не соответствуют предложенным спецификациям, срок службы подшипников уменьшится. Увеличенный вал или корпус меньшего размера уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для обеспечения свободного вращения тел качения, смазочной пленки и расширения металла из-за тепловых изменений. Слишком слабая посадка приведет к тому, что подшипник будет ходить или ползать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед установкой.
Три основных типа посадки: посадки с натягом или с натягом, посадки по прямой и с зазором или без посадки. Посадка определяется характером применения, нагрузкой, размером, типом подшипника и вращающимся кольцом.
Уровень усилия, необходимого для правильной установки подшипника, определяется типом и степенью запрессовки. В большинстве случаев, какое бы кольцо ни вращалось, будет запрессовываться. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует запрессовки, а внешнее кольцо будет посажено по прямой или с зазором.
Подшипники диаметром менее 50 миллиметров (мм) могут быть установлены с помощью отвертки для подшипников, если кольца установлены с легкой посадкой с натягом. Забивные инструменты состоят из металлической трубки, полимерных ударных колец и глухого молотка (см. Рис. 2). Этот тип трубчатого оправки может использоваться со втулками и масляными / консистентными уплотнениями. Важно использовать втулку и ударное кольцо подходящего размера, а также следить за тем, чтобы подшипник не взводился во время посадки.
оправочный пресс — это безопасный метод снятия и установки.Пресс должен быть прикреплен болтами к прочному верстаку или полу. Рейка и шестерня вместе с длинной ручкой используются для обеспечения рычага. При нажатии на ручку стойка опускается. Никогда не прикрепляйте трубу к ручке. Медленно надавливайте. Пластина с прорезями, обычно называемая опорой, используется для поддержки детали станка и обеспечения сквозного доступа к валу. В идеале использовать только аксессуары, предназначенные для пресса. Правильная блокировка колец подшипника очень важна, как и выравнивание и прямоугольность заготовки для эффективного равномерного усилия.При использовании пресса убедитесь, что кольца подшипника заблокированы правильно, чтобы монтажные усилия не передавались через тела качения. Эти силы вызовут вмятины на дорожках качения, известные как истинный бринеллинг.
Гидравлический пресс — это полезный и эффективный инструмент для снятия и установки подшипников, но его использование связано с некоторыми оговорками. Крайне важно, чтобы технический специалист прошел обучение технике безопасности и правильному использованию. Опасности для оператора многочисленны, и существует вероятность повреждения соответствующих обрабатываемых компонентов.Эти прессы обычно измеряются в тоннах давления. Держите руки подальше, определите кнопку пуска / останова и наденьте СИЗ. Те же соображения, что и при использовании ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, надлежащая блокировка подшипника и вала, а также медленное, равномерное давление. Медленно опустите гидроцилиндр и посмотрите, куда прилагается сила. Тот же человек должен вставлять / настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Термическое удаление, установка и методы
Понижение или повышение температуры подшипника, вала и / или корпуса в заданных пределах — еще один метод снятия и установки подшипников. Все предостережения, упомянутые в отношении методов механического удаления, также применимы к термическим методам. Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Необходимо выделить время для измерения и подтверждения того, что вал и корпус находятся в пределах рекомендуемых размеров. Если вал или корпус не находятся в пределах рекомендуемых допусков, их следует заменить.Хотя использование связующих веществ может временно выиграть время, монтажные компаунды для подшипников не заменяют требования к хорошей размерной подгонке.
Использование жидкого азота или сухого льда для понижения температуры стальных компонентов следует использовать только при предельной посадке с натягом. В зимние месяцы в северных странах техники обычно размещают валы большого диаметра снаружи на ночь, а утром нагревают подшипник и собирают их вместе. Помните, что побочным продуктом этого процесса может быть образование воды из-за быстрых изменений температуры и относительной точки росы.Вода на стали — это ржавчина.
Существуют различные нагреватели подшипников, такие как конусные, нагревательные пластины, печи для пиццы и широко распространенные масляные ванны. У всех этих типов есть две общие черты: они медленные и обычно грязные. Для установки подшипников на вал лучше всего использовать современный индукционный нагреватель подшипников (см. Рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из них можно переносить вручную или размещать на тележке.Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
Индукционные нагреватели подшипников создают сильное переменное магнитное поле для индукции вихревых токов в металле. Эти токи вызывают быстрый нагрев кольца. Его можно сравнить с трансформатором, использующим первичную обмотку с множеством обмоток и вторичную обмотку с несколькими обмотками (подшипник). Вторичная обмотка выдает низкое напряжение при высоком токе. Подшипник действует как короткозамкнутая одновитковая вторичная обмотка, через которую проходит низкое переменное напряжение при высоком токе.Результат: ближайшее к штанге кольцо быстро нагревается. Одним из побочных продуктов этого процесса является намагничивание. Современные нагреватели имеют автоматический цикл размагничивания в конце процесса. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить плотную посадку на валу. Рекомендуемая температура составляет 110 ° C или 230 ° F. Оператор имеет полный контроль над настройками.
Напоминания об установке подшипников
- Наденьте СИЗ.
- Бережное обращение и чистота важны.
- По возможности избегайте стальных молотков или искр.
- Осмотрите вал и корпус. Удалите заусенцы.
- Измерьте, измерьте и еще раз измерьте.
- Подгонка имеет значение.
- Используйте идентичные замены.
- Избегать перегрева.
- Используйте подходящие инструменты.
- Будьте осторожны, думайте безопасно, делайте это безопасно!
Заключение
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента.Для правильной установки подшипников необходимо, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, а процедура была понятна всем до того, как работа начнется.
Ричард Р. Кнотек — специалист по техническому обучению в Motion Institute, подразделении Motion Industries. Он проработал 43 года в Motion Industries, занимая различные должности, включая должности водителя, внутренних продаж, операционного менеджера, продавца, менеджера филиала и специалиста по продуктам.Knotek, бывший адъюнкт-инструктор Программы промышленного обслуживания Университета Северного Мичигана, также является опубликованным автором книги «Механические системы и принципы» (ISBN 0-13-049417-8). Для получения дополнительной информации посетите motionindustries.com или видеоканал MiHow2.com, где есть обучающие видеоролики, в том числе советы по установке подшипников.
.