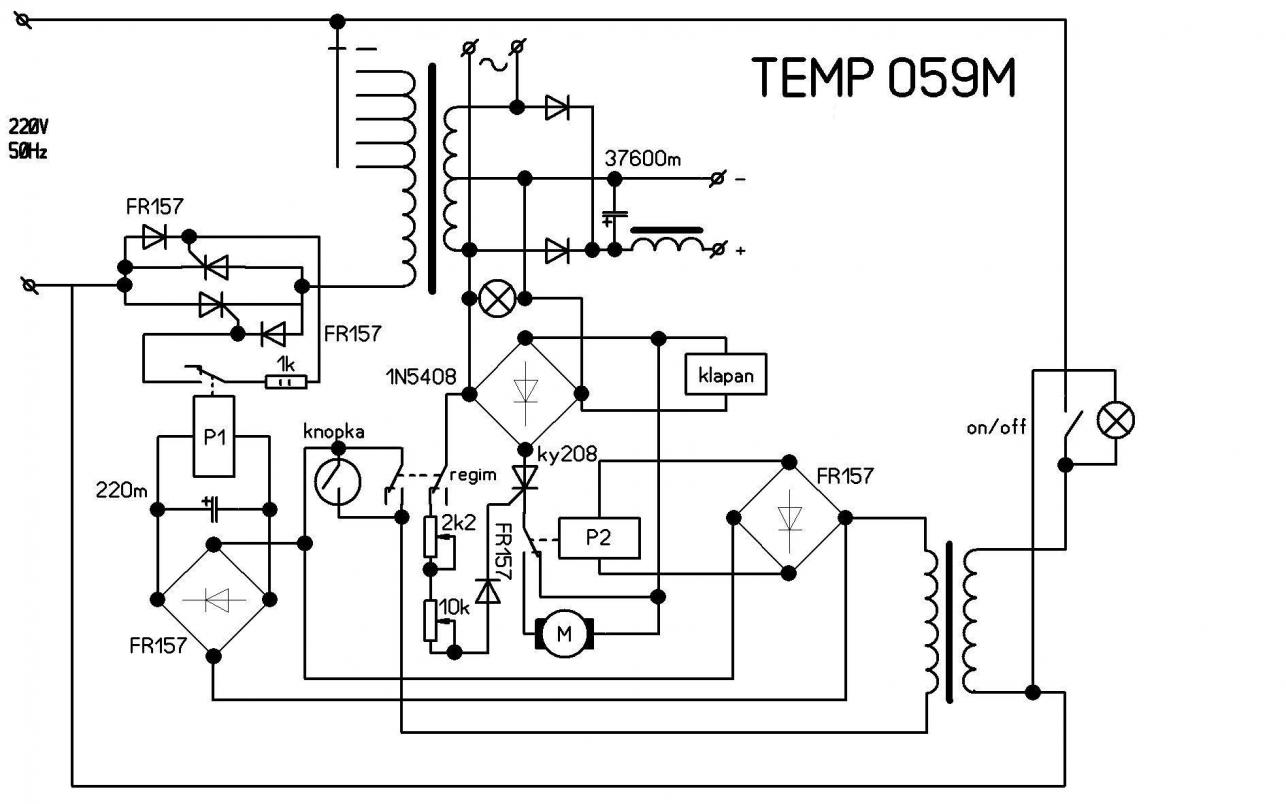
Схема сварочного полуавтомата своими руками
Среди большого количества различных решений создания самодельных полуавтоматов, предложенная схема сварочного полуавтомата своими руками выглядит наиболее
интересной. Сварочный полуавтомат предназначен для мастеров, предпочитающих выполнять кузовной ремонт своих автомобилей самостоятельно.
Полуавтомат изготовлен для работы с подачей проволоки для сварки в автоматическом режиме в среде углекислого газа. Учитывая, что основная цель применения полуавтомата, это сварка кузовных деталей, которые имеют небольшую толщину. Тонкий металл предпочтительнее всего сваривать очень быстрым воздействием нагрева точки сварки. При этом работать нужно аккуратно, чтобы кузовные детали не успели подвергнуться деформации или же деформируются, но в очень малой степени.
Это очень важно при работе с кузовными деталями. Металл прогревается незначительно и если это не новый металл, а ремонтируемые детали кузова, то и краска выгорает незначительно. Следовательно, при работе таким полуавтоматом заметно снижается объем подготовки, рихтовки и покраски свариваемого участка кузова.
Ускоряется и сам процесс ремонта кузова, благодаря быстрому расплавлению электродной проволоки, плюс к этому сварочный шов получается более качественным. Важно при этом и то, что нет необходимости очень точно подгонять детали перед произведением сварочных работ. Даже если свариваемые детали будут иметь разную толщину, то качество шва при этом не пострадает. Немаловажно и то, что по сравнению с ацетиленом или кислородом, углекислый газ не так дефицитен.
Освоить работу на таком полуавтомате можно очень быстро.
Особенности самодельного сварочного полуавтомата
Так как схема сварочного полуавтомата своими руками предлагает его работу с помощью углекислого газа, то при работе возникает одна проблема. Углекислый газ, с одной стороны, выполняет защиту ванну расплавленного металла от воздействия кислорода, действующего как окислитель металла.
Для защиты расплавленного металла от кислорода в полуавтомате применяется омедненная специальная проволока, в состав которой входит кремний и марганец. Диаметр проволоки может применяться, в зависимости от толщины металла свариваемых деталей, различного диаметра, это – 0.8, 1.0 и 1.2мм.
Базой для этого полуавтомата является мощный трансформатор, работающий от сети 220 В. Мощность трансформатора подобрана порядка 2.5-3 кВт.
Автор использовал для сборки распространенные детали автомобилей. Это двигатель для подачи проволоки, где применен электродвигатель от автомобиля «Камаз» с питанием на 24В и потребляемым током в районе 3А. От вазовской «восьмерки» взят клапан подачи воды к очистителю ветрового стекла, который в полуавтомате выполняет роль газового клапана. Сам держатель от обычного промышленного сварочного полуавтомата.
Читайте также
Сварочный полуавтомат из инвертора своими руками: схема (фото и видео)
Полуавтомат из инвертора своими руками можно изготовить без особых трудностей при наличии соответствующих технических знаний.
Полуавтомат из инвертора включает в себя инвертор и сварочную горелку.
Подготовка к изготовлению и особенности конструкции
Домашними умельцами разработаны различные схемы конструирования полуавтоматов из инвертора.
Наиболее распространенная схема устройства предполагает необходимый перечень инструментов и материалов:
- сварочный инвертор, который имеет возможность выдавать рабочий ток силой около 150 А;
- горелка;
- гибкий шланг;
- рабочая бобина с электродной проволокой, имеющая изменения в устройстве;
- блок управления устройством.


Инвертор должен быть мощностью около 150 А.
Особое внимание следует уделить подающему механизму. При помощи использования этого элемента конструкции происходит подача электродной проволоки к горелке по гибкому шлангу. Идеальная скорость подачи проволоки соответствует скорости ее плавления. Показатель скорости подачи проволоки, которую обеспечивает подающий механизм, оказывает существенное влияние на процесс проведения работ и качество выполнения сварочного шва при помощи сварочного полуавтомата.
При конструировании полуавтомата следует предусмотреть возможность изменения скорости подачи электродной проволоки в зону сваривания. Возможность изменять скорость подачи электродного материала позволяет работать с расходниками различного диаметра и из разных материалов. Чаще всего при работе сварочных полуавтоматов применяется проволока с размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволоку наматывают на специальные катушки, устанавливаемые в сварочном устройстве.
Если подача проволоки проводится полностью в автоматическом режиме, то это значительно уменьшает время, требуемое для проведения работ по свариванию заготовок.
Блок управления полуавтоматом оснащается каналом регулировки и стабилизирования рабочей силы тока. Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. От широтно-импульсного параметра тока во многом зависит напряжение на конденсаторе. Напряжение на последнем непосредственно оказывает влияние на силу рабочего сварного тока.
Выбор трансформатора для инвертора и сборка агрегата
Перед самостоятельным конструированием полуавтомата требуется определиться с типом и мощностью сварочного трансформатора, который планируется установить в полуавтомате. Следует помнить, что при использовании для процесса сваривания проволоки минимального размера 0,8 мм рабочий сварочный ток должен быть 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обратить внимание на то, что трансформатор на тороидальном сердечнике имеет меньший вес по сравнению с другими типами устройств.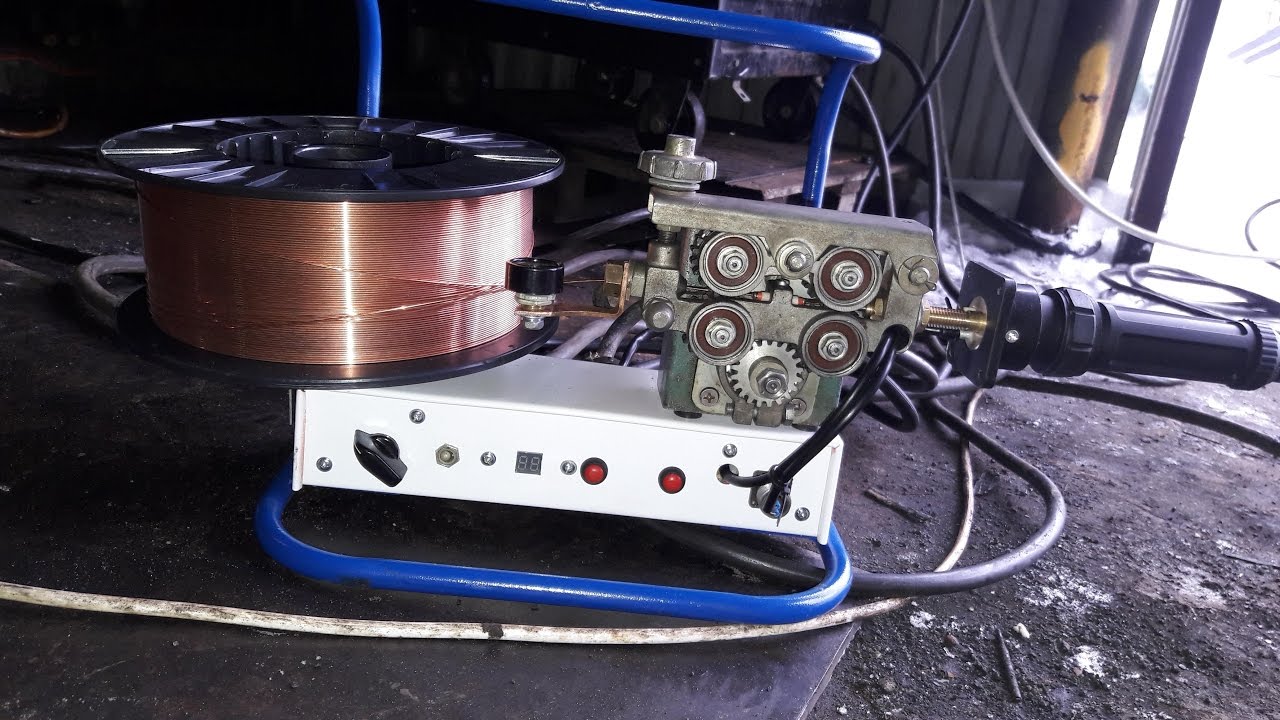
Схема обмотки трансформатора.
При изготовлении трансформатора нужно учитывать несколько тонкостей. Трансформатор требуется обмотать медной полосой с размерами (40 мм – ширина и 30 мм – толщина). Перед использованием медной полосы ее сначала обматывают термобумагой. Использовать для намотки обычный медный провод нельзя, так как происходит его сильный нагрев.
Вторичную обмотку трансформатора делают из трех слоев жести. Слои жести изолируются между собой при помощи фторопластовой ленты. На выходе концы спаиваются между собой для повышения проводимости. В корпусе, где устанавливается трансформатор, монтируется вентилятор для осуществления обдува с целью повышения охлаждения компонентов системы в процессе работы устройства.
Регулировку тока в приспособлении можно осуществлять двумя способами: по первичной и вторичной обмоткам. Осуществление регулировки первым способом требует использования тиристорной схемы регулировки. Этот способ регулирования имеет определенные недостатки, которые устраняются при помощи включения в цепь реле и некоторых коммутирующих элементов.
Для сглаживания пульсаций в цепи вторичной обмотки встраиваются сглаживающий дроссель и конденсатор, имеющий емкость около 50000 МкФ. Такая конфигурация устройства позволяет сглаживать пульсации напряжения при выборе любой схемы регулирования тока.
В качестве редуктора для подачи проволоки можно использовать редуктор от стеклоочистителя ВАЗ.
Настройка инвертора-полуавтомата
Устройство сварочного инвертора-полуавтомата.
При сборке инвертора-полуавтомата своими руками требуется для силовых ключей, входного и выходного выпрямителей обеспечить хорошее охлаждение при помощи использования радиаторов. В корпусе также требуется монтировать термодатчик. После проведения монтажа силовой части приспособления проводится подключение ее к блоку управления устройством.
В корпусе также требуется монтировать термодатчик. После проведения монтажа силовой части приспособления проводится подключение ее к блоку управления устройством.
Готовое устройство можно включать в сеть. После того как загорелся индикатор, к устройству подключают осциллограф и проверяют правильность работы. Двуполярные импульсы должны иметь частоту 40-50 Гц, а время между ними корректируется за счет изменения напряжения на входе. Нормальный промежуток времени между импульсами должен составлять 1,5 мкс.
Импульсы, которые регистрирует осциллограф, должны иметь прямоугольные фронты длительностью не более 500 нс.
После проверки инвертора он подключается к бытовой электрической сети. При подключении аппарата индикатор должен показывать 120 А. В случае если этот показатель не достигнут, требуется проверить правильность сборки устройства.
По окончании тестирования аппарата на холостом ходу проводится тестирование устройства под нагрузкой. Для этой цели требуется в цепь сварочных проводов включить нагрузку в виде реостата 0,5 Ом, который способен выдерживать ток больше 60 А. При этой нагрузке контролируется ток при помощи вольтметра.
http:
После сборки агрегата проверяется его работоспособность. Для этого следует нажать на кнопку запуска. Сразу после этого начинает поступать углекислый газ, через несколько секунд включается ток, начинается подача электродной проволоки. При выключении устройства сначала прекращается подача рабочего тока и электродной проволоки и только спустя несколько секунд перекрывается электроклапан, обеспечивающий подачу углекислого газа в зону проведения сварочных работ. В качества клапана для обеспечения подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
Правила использования сварочного инвертора и применение агрегата
После запуска инвертора при помощи контроллера выставляется требуемый для работы ток. В случае правильной настройки на выходе устройства величина электрического тока составляет 120 А. При помощи блока управления при необходимости силу тока можно изменять в интервале от 20 до 160 А. При использовании агрегата следует контролировать температуру его нагрева. Температура нагрева не должна превышать 75º С. Для ее контроля в устройстве следует установить термодатчик. При увеличении температуры выше установленного максимума устройство следует отключить и дать ему время на остывание. Для улучшения охлаждения в агрегате предусмотрена установка нескольких вентиляторов.
В случае правильной настройки на выходе устройства величина электрического тока составляет 120 А. При помощи блока управления при необходимости силу тока можно изменять в интервале от 20 до 160 А. При использовании агрегата следует контролировать температуру его нагрева. Температура нагрева не должна превышать 75º С. Для ее контроля в устройстве следует установить термодатчик. При увеличении температуры выше установленного максимума устройство следует отключить и дать ему время на остывание. Для улучшения охлаждения в агрегате предусмотрена установка нескольких вентиляторов.
http:
Полуавтомат сварочный, изготовленный на основе инвертора, применяют для проведения процедуры точного сваривания изделий из различных типов стали. Помимо этого устройство используется для сваривания тонких металлических заготовок. Использование полуавтомата распространено при проведении автомобильных ремонтных работ кузова.
После изготовления полуавтоматической сварки из инвертора для дома этот агрегат становится незаменимым устройством, используемым в домашнем хозяйстве для выполнения большого количества различных сварочных работ.
Сварочный инвертор своими руками — схема сборки, ремонт и настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.

Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.

Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания.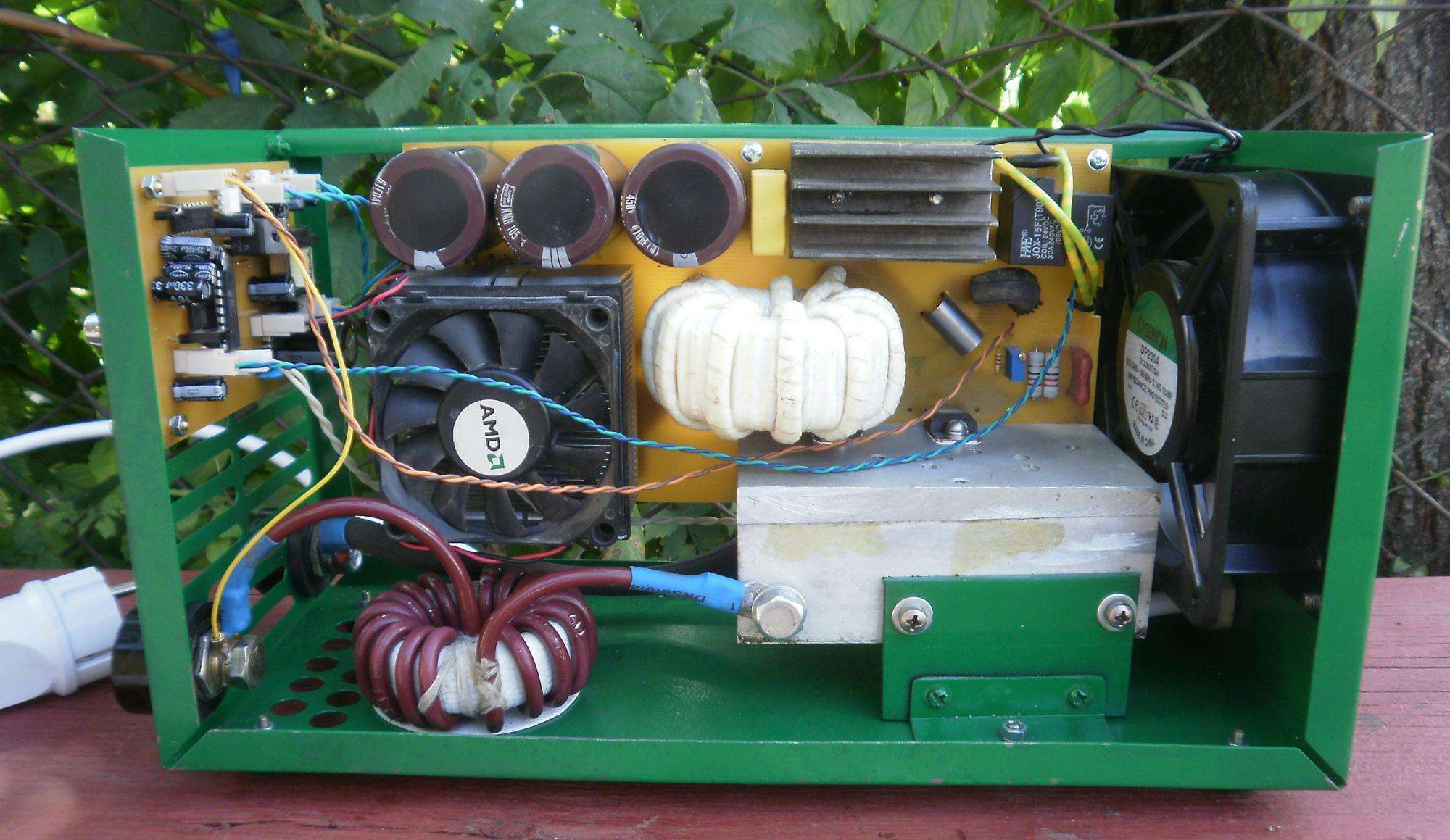 Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Советы и рекомендации
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
Статья была полезна?
0,00 (оценок: 0)
Четыре шага ремонта инверторной сварки своими руками — moyakovka.ru
Инверторные аппараты обладают хорошим качеством сварки и обеспечивают сварщику максимально удобные условия для работы. Но эти удобства и достоинства достигаются за счет усложненной конструкции сварочного механизма. Следовательно, инверторная сварка имеет менее надежную конструкцию, в отличие от обычных выпрямителей и трансформаторов.
Схема сварочного инверторного полуавтомата.Ремонт инверторной сварки
Сварочный инвертор — это электронное устройство.
Его конструкция намного сложнее обычного сварочного аппарата, который является электротехническим устройством.
Поэтому для диагностики и дальнейшего ремонта устройства инверторной сварки нужно проверять работу всех резисторов, диодов, транзисторов и прочих радиотехнических деталей. Для ремонта инвертора понадобятся следующие инструменты:
- осциллограф;
- мультиметр;
- омметр;
- вольтметр;
- паяльник.
В основе работы такой сварки заложен следующий принцип:
- Выпрямление тока, поступающего из сети (выполняется при помощи выпрямителя на входе).
- Процесс, в ходе которого выпрямленный ток преобразуется в переменный ток с высокой частотой (происходит с помощью инверторного модуля).
- Высокочастотное напряжение понижается до напряжения, необходимого для сварки (осуществляется с помощью трансформатора).
- Переменный ток высокой частоты преобразуется (выпрямляется) в постоянный ток, необходимый для сварки.

В состав инвертора входят несколько электронных механизмов (модулей). Их можно разделить на 3 основные части:
- модуль выпрямителя тока на входе;
- модуль преобразования тока на выходе;
- электронная плата с транзисторами (ключами).
Основные модули и элементы на всех агрегатах остаются неизменными, но их расположение в самом аппарате всегда бывает разным. Сложность в ремонте такой сварки заключается в том, что практически во всех случаях очень сложно провести диагностику неисправностей.
Выполнить это можно, проведя комплексную последовательную проверку всех узлов и механизмов агрегата. Поэтому успешный ремонт сварки своими руками возможно выполнить только при наличии знаний и навыков работы с электроникой, иначе можно впустую потратить силы и время на работу или просто «доломать» инвертор.
Вернуться к оглавлению
Шаги выполнения ремонта
Схема генератора.Первое и самое важное в ходе ремонта — это необходимость проверки работы транзисторов. Транзисторы являются одним из самых слабых мест в работе этого агрегата. Определить сломанный или перегоревший транзистор можно сразу. Сделать это можно даже визуально.
Отличаться от исправного транзистора он будет треснутым корпусом или подгоревшими выводами распайки. Если в ходе осмотра найдены такие элементы, то их нужно сразу заменить. Установку новых транзисторов нужно выполнять только на термопасту. Она обеспечит выведение тепла с электронной детали на радиатор, выполненный из алюминия.
В тех случаях, когда внешних признаков повреждения или поломки не обнаружено, необходимо воспользоваться мультиметром. Он применяется для «прозвона» всех транзисторов. После определения сломанного элемента необходимо произвести его замену. Замену нужно выполнять в соответствии с теми параметрами, которые указаны на заменяемой детали. Если нужную деталь найти сложно, то можно поискать ее аналоги.
Он применяется для «прозвона» всех транзисторов. После определения сломанного элемента необходимо произвести его замену. Замену нужно выполнять в соответствии с теми параметрами, которые указаны на заменяемой детали. Если нужную деталь найти сложно, то можно поискать ее аналоги.
Вторым шагом во время ремонта сварки своими руками будет диагностика драйвера и его элементов. Поскольку транзисторы просто так не могут выйти из строя, то нужно проверить работу «раскачивающих» их элементов. В этом случае понадобится омметр. После обнаружения неисправности деталь необходимо выпаять и заменить.
Третьим шагом является диагностирование входных и выходных выпрямителей. Они представляют собой диодные мосты. Такой мост устанавливается на радиаторе и считается надежным узлом работы. Диодные мосты очень редко выходят из строя. Их проверку нужно выполнять после снятия с платы. Если во время проверки весь мост замыкается накоротко, то необходимо найти перегоревший диод и заменить его.
https://moyakovka.ru/youtu.be/KKcK_Ua2Ars
В том случае, если предыдущие шаги не помогли, то необходимо переходить к 4 шагу. Он будет самым сложным и ответственным и заключается в проверке платы управления агрегатом. Это самая сложная часть инвертора. Она контролирует работу всех его компонентов и узлов. Проверку можно выполнить осциллографом. С его помощью проверяются сигналы, которые поступают на шины затворов, помогающие выполнять управление сваркой. При неисправности этой платы необходимо произвести полную ее замену.
Конструкция инверторов довольно сложная, поэтому ремонт сварки своими руками нужно делать очень аккуратно. Нужно только иметь определенные навыки и умение работать с диагностической аппаратурой. Если их нет, то лучше сразу обратиться к специалистам.
Как сделать сварочный инвертор своими руками
В бытность свою, занимаясь в мастерской ремонтом и мелким изготовлением различных устройств, столкнулся с проблемами ремонта инверторных сварочных аппаратов зарубежного производства. В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно.
В первую очередь класса GYSMI . IMS и других подобных аппаратов с монтажом по гибридным технологиям. В условиях небольшой частной мастерской было довольно проблематично изготовить подобия таких плат с нанесением медного слоя на алюминий через теплопроводный диэлектрик. Отслоение медного слоя , а также нанесение его после испарения в результате выхода из строя силовых транзисторов или механических повреждений чинить в таких условиях практически невозможно. Поэтому была поставлена задача, сделать сварочный инвертор своими руками , который по своим габаритным размерам мог бы быть встроен почти в любой корпус, применяемыми зарубежными изготовителями.
При этом он должен быть легко собираемым и легко крепящимся к корпусным деталям. Иметь в своей конструкции доступные элементы, и по возможности обеспечивать надёжную и долговременную работу на сварочных токах до 200 ампер и выше. Опять же по возможности обеспечить работу этого модуля в режиме стабилизации напряжения, что бы использовать в режиме полуавтоматической сварки в среде инертного газа. Чтобы можно было охватить крупноблочным ремонтом и модернизацией ещё и пользователей полуавтоматов с минимальным различием в технологическом плане. Одним из немаловажных критериев должна быть низкая себестоимость изделия в свете разворачивающейся конкурентной борьбы за обслуживание клиента.
И эта задача была выполнена — сделать сварочный инвертор своими руками удалось. Так появился инвертор AVT 200. В качестве прототипа была выбрана вполне апробированная схема несимметричного или косого моста. Было изучено некоторое количество литературы по этой тематике и приличное количество схем промышленного и любительского изготовления. Также было проведено некоторое количество экспериментов во время разработки схемотехники.
В результате всех этих действий было принято решение делать данное изделие двухплатным, без трансформатора тока, с гальванической связью с сетью основного контроллера, с максимально избыточной силовой частью.
 Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения. Это вход PWM компаратора — DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате.
Всё-таки прокачать 200 ампер при таких габаритах довольно сложная задача. При этом должна быть унификация – управление не должно кардинально меняться при переходе на режимы работы MMA, TIG, MIG-MAG. В качестве контроллера была выбрана микросхема КА7552 или её более дорогой аналог FA5317 или FA5311. К сожалению, эти микросхемы предназначены для выполнения на их основе обратноходового преобразователя, но никак не прямоходового. Но проблема по переводу этих микросхем в нужный нам режим работы была решена очень простым способом. Режим работы микросхем задаётся внутренним источником калиброванного напряжения, потенциал которого и определяет коэффициент заполнения. Это вход PWM компаратора — DT voltage. Но искусственно ограничивая максимальное напряжение на входе FB pin voltage, мы автоматически переводим микросхему в режим заполнения меньше 50% , что и желательно для прямоходового режима функционирования. Так как внутри микросхемы по входу FB pin voltage уже стоит и калиброванный источник напряжения, и калиброванное сопротивление для задания вытекающего тока, то нам остаётся только выбрать номинал резистора, который надо подключить параллельно входу FB pin voltage и минусу источника питания. Из всего ряда резисторов наиболее подходит номинал 4,7ком. Всё, мы перевели очень просто микросхему в режим работы, который будет применяться в нашем сварочном аппарате. Следующее преимущество этого контроллера – низкое напряжение на входе компаратора, что позволяет использовать очень низкоомные резисторы, и соответственно терять на рассеивании в тепло небольшую мощность. При самых простых расчётах потери в тепло на эмиттерном резисторе будет падать не более 5 ватт. Значит, мы можем отказаться от трансформатора тока и управлять сварочным аппаратом непосредственно измеряя только один параметр – ток эмиттера.
Теперь перейдём к системе регулирования тока. Наиболее оперативно за током как на входе, так и на выходе сварочного аппарата следят поцикловые системы.
 Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки.
Однако из-за довольно нестабильной в условиях сильных электромагнитых помех работы компаратора, эта схемотехника применяется довольно редко. Наиболее распространено управление по среднему току. Хотя эта схемотехника сложней, и в ней присутствуют свои подводные камни в виде неустойчивости системы с автоматическим регулированием при неправильном выборе постоянных времени фильтров и индуктивности выходного дросселя, который включен в систему регулировки, применение её наиболее распространено в силу простоты настройки. Но мы не ищем лёгких путей и останавливаем свой выбор именно на поцикловом слежении за током. Но для начала мы должны разобраться в том, как и что мы собрались регулировать. При токах 130 ампер и выше крутизна наклона токового плато становится очень небольшой. То есть начальный и конечный ток имеют очень небольшую дельту, или разницу. Это хорошо видно на простейшей модели ( модель 1 ).
При среднем токе порядка 155 ампер начало накачивающего импульса проходит с амплитудным значением в 152 ампера, а заканчивающая амплитуда равна 160 ампер. То есть дельта равна 8 ампер. Это равно 5% от среднего тока. Уменьшение индуктивности дросселя улучшит картину, но кардинальных изменений не будет. В реальных условиях на фоне больших электромагнитных помех возможны ложные срабатывания компаратора, и соответственно пропуски накачивающих импульсов. Что проявляется в наличии всяких посторонних звуков в трансформаторе и также перегрузочной работе силовой части. Что есть очень плохо и грозит выходом из строя силовых элементов. С этой проблемой сталкивалось очень большое количество любителей инверторного сваркостроения, которые интересовались вопросом как сделать сварочный инвертор . И многие не решив задачу поциклового регулирования переходили на регулирование по среднему значению тока. Но есть вариант создания системы поциклового регулирования надёжно работающей и в таких специфических условиях. Нужно просто отключить компаратор на время всех переходных процессов и подмешать пилообразный сигнал в фазе, но с небольшой амплитудой.
 Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом.
Вернее создать не совсем линейно-изменяющийся сигнал, совпадающий по фазе с циклом, а уже к нему подмешать сигнал с датчика тока и с задатчика тока. В этой ситуации наклон токового плато уже не будет иметь решающего значения, а будет учитываться в основном средняя составляющая этого сигнала. И если дельты изменения тока будет хватать для надёжного переключения, то это хорошо, а если нет, то вступает в работу дополнительный нарастающий сигнал. Что и обеспечивает надёжную работу узла компаратора, да и всего устройства в целом. Узел, формирующий такой дополнительный сигнал, представлен на модели 2. Очень короткий импульс с выхода микросхемы открывает примерно на полмикросекунды транзистор, и соответственно примерно на микросекунду с учётом ёмкостной составляющей компаратор остаётся выключённым из процесса обработки токового сигнала. Для мощной модификации инвертора и для варианта полуавтомата ёмкость конденсатора на переходе коллектор – эмиттер составляет до 0,018 микрофарады. Увеличение больше этого значения может привести ток короткого замыкания до величин опасных для функционирования устройства в обычном режиме. А схема этого узла предоставлена на рис 3. Точка А это и есть главная точка сумматора, где и формируется основной сигнал управления компаратором. Получилась очень простая схема, состоящая только из пассивных элементов с низким входным сопротивлением и управлением током. То есть почти идеальный узел управления в условиях мощных помех. В готовом устройстве этот узел стоит недалеко от силового трансформатора и не испытывает никаких проблем от рядом стоящих излучающих узлов. Как с применением трансформатора на торе, так и с применением трансформатора на Ш-образном сердечнике.
Кстати такой же узел с токовым сумматором был применён в предыдущем варианте сварочного инвертора AVT 160 на контроллере UC3845, только пассивный RCD формирователь пилы там был заменён на стандартный транзисторный формирователь с задающего генератора. Ну а теперь перейдём к следующему узлу в инверторном сварочном аппарате AVT 200 — узлу драйверов.
 Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла. За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A.
Несмотря на некоторое количество рекомендаций применять только драйвера на оптронах с гальванической развязкой, не соглашусь с такой постановкой вопроса. Драйвера на ТГР имеют вполне приличные параметры, просты в изготовлении и имеют наилучшее соотношение цена – качество. Даже некоторые неудобства с намоткой ТГР компенсируются простотой и дешевизной этого узла. За прототип возьмём классический образец драйвера для мощных мосфетов и биполярных транзисторов с изолированным затвором и немного доработаем его. Доработка будет заключаться в уменьшении номинала затворных резисторов и применении биполярного транзистора BCX 53 в качестве разрядного. Выбор этого транзистора обусловлен его небольшой ценой и вполне достаточными характеристиками в нужном нам SMD корпусе. Изменение номиналов резисторов обусловлено конечной скоростью нарастания импульсов управления, формирующихся после ТГР. Всё, косметические изменения закончены. Конструктивно ТГР намотан жгутом их четырёх изолированных проводов на сердечнике CF138-T2012A. Выбор сердечника обусловлен соотношением габаритов к поперечному сечению. У этого сердечника он максимален. Количество витков 4 по 30. В качестве проводов использован обычный телефонный провод. Возможно применение и советских сердечников НМ 2000 К 20-12-6 в количестве трёх штук и количеством витков 25. Но возможно и применение других сердечников, подходящих по размерам.
Диод VD1 и конденсаторы С1-С4 служат для создания отрицательного потенциала на коллекторе транзистора VT1 и соответственно запирающего сигнала для силового транзистора. Снижение этого потенциала при очень коротких импульсах управления всё равно не приводит до полного исчезновения за счёт ограничения минимальной длительности импульса блоком управления. И вдобавок к этому узел защиты от короткого замыкания отрабатывает за время меньшее, чем одна секунда и отключает полностью силовую часть. Поэтому надёжность этого узла довольно высока.
Следующий узел, какой мы будем рассматривать – это силовой блок.
 Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя.
Выбор транзисторов для него обусловлен в первую очередь экономической составляющей. Зачем применять суперсовременные дорогие транзисторы, если старые добрые IRG4PC50U и IRG4PC50W вполне обеспечивают нужные мощностные характеристики. Если выбирать рабочую частоту не больше 40 кгц, то эти транзисторы покажут вполне приемлемые результаты. Выбрав более быстрые IRG4PC50W, мы можем не применять дополнительный снабберный блок, ну и соответственно при использовании IRG4PC50U применить полный комплект снабберных цепочек. В нашем устройстве их два. Один RCD снаббер стоит на плате рядом с силовыми транзисторами. А второй, регенеративный – на плате выходного выпрямителя. При изготовлении сварочного аппарата, который будет использоваться на токе больше 200 ампер и в жёстких промышленных условиях мы обязательно поставим на плату ( рис 5. ) четыре силовых транзистора по два в параллель. Этим обеспечится удвоение выходной мощности и распределение тепла на четыре точки теплосъёма. А это актуально, так как мы применяем один общий радиатор и слюдяные изолирующие прокладки толщиной 50 микрон. В свете озвученных ранее условий работы блока управления, перегруза по току в силовых транзисторах не будет. Соответственно и беспокоится о перегреве транзисторов при применении изоляторов не стоит.
Если наш сварочный аппарат будет использоваться в облегченных бытовых условиях и с ограничением максимального тока на уровне 160 ампер, то вполне закономерно применение только одной пары силовых транзисторов. Так как настроечных элементов на плате и схемотехнически не предусмотрено, то регулировку максимального тока будем осуществлять при помощи резисторов R52 – R56. Эти резисторы представляют собой просто кусок нихрома толщиной 1мм от 3-х килловатной нагревательной спирали. Длина – 25 мм, рабочая часть – 15мм. Рабочая часть – это часть свободная от полуды. Если поставить два таких резистора, то максимальный ток ограничим на уровне 120 ампер, если три – то 160ампер, если четыре – то ограничение произойдёт при токе 210 ампер.
 Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество. В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов.
Все эти цифры довольно условные, ведь у нас ещё есть и состояние питающей сети и режим самой сварки – обычный, с короткой дугой и пр. Подгонку по максимальному току можно выполнить один раз, откалибровать сопротивления по номиналу, а потом просто вставлять нужное количество. В идеале вместо четырёх резисторов ставится один, нужного нам номинала. Применение самодельного этого изделия обусловлено отсутствием в свободной продаже столь низкоомных резисторов. А теперь перейдём к плате силового трансформатора. Эта плата при помощи стоек крепится к основной плате. Конструкция получается довольно жёсткой и легко крепящейся к нижней части корпуса посредством металлических уголков. Силовой трансформатор применён в данной конструкции тороидальный , из феррита CF 138 , конструктив – Т6325-С , что означает его физические размеры и наличие эпоксидного защитного покрытия. Применение такого трансформатора выгодно по нескольким причинам – обмотки располагаются вокруг сердечника и соответственно имеют максимальную теплопередачу в окружающую среду. Площадь окна сердечника геометрически намного больше, чем у таких же размеров, но Ш-образного. И ещё немаловажный фактор – это небольшие размеры по высоте, что при нашей двухплатной конструкции позволяет уложится в общую ширину конструктива меньше 120 мм , что бы можно было использовать данный силовой модуль как ремкомплект ко многим импортным инверторным сварочным аппаратам. Применяя сердечник в аппарате с током порядка 200 ампер нужно доработать феррит до нужных кондиций. Я использую два варианта доработки – один это просто сломать сердечник, предварительно сделав пазы по диаметру, а потом склеить эпоксидкой с зазором из кальки в 0,04 мм с каждой стороны. Есть и другой способ – это надрез алмазным отрезным кругом, толщиной 0,4 мм на две трети по сечению. Так получается виртуальный зазор, который ничем не уступает реальному, но проще. Для аппаратов с выходным током 150 ампер и менее можно просто увеличить процентов на 20 количество витков в обмотках и ничего не резать и не колоть.

Намотка и расчёт силового трансформатора стандартны и каких-либо тонкостей не имеют, кроме того, что можно применять обмоточные провода меньшего сечения в связи с хорошим охлаждением обмоток. На плате силового трансформатора ( рис 7 ) также установлен дополнительный блок регенеративного снаббера. Отличие от стандартной схемотехники только в одном – шины источника питания 300 вольт зашунтированы прямо на плате конденсатором 1 мкф 400 вольт. Что даёт полную компенсацию индуктивности проводов соединяющих источник 300 вольт и снаббер. В остальном плата силового трансформатора особенностей не имеет. Дроссель выполнен на обычном трансформаторном железе стержневого типа с поперечным сечением 3,5 — 4 см.кв. длинной около 80 – 90 мм , количество витков – 10. Продолжение следует.
Автор статьи: Тараненко А. В.
Кроме статьи «Как сделать сварочный инвертор своими руками» смотрите также:
МАШИНА СВАРОЧНАЯ СВОИ ОБЗОР СХЕМ СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА ДЕЙСТВИЯ Начнем с довольно популярной схемы сварочного инвертора, часто называемой схемой Брамалей. Не знаю, почему именно это название было приклеено к этой схеме, но сварочный аппарат Бармалей часто упоминается в Интернете. Микросхемы изначально проектировались как контроллеры для управления переключателем питания однотактного блока питания средней мощности, и этот контроллер был снабжен всем необходимым для этого. повысить собственную живучесть и живучесть управляемого им блока питания. Микросхема способна работать до частот до 500 кГц, выходной ток конечного каскада драйвера способен развивать ток до 1 А, что в сумме позволяет создавать достаточно компактные блоки питания.Блок-схема микросхемы представлена ниже: На блок-схеме красным выделен дополнительный триггер, не позволяющий длительности выходного импульса превышать 50%. Этот триггер установлен только в сериях UCx844 и UCx845. Типичная схема импульсного блока питания на UC3844 показана ниже: Этот блок питания имеет косвенную стабилизацию вторичного напряжения, так как он управляет собственным источником питания, генерируемым обмоткой NC.Это напряжение выпрямляется диодом D3 и служит для питания самой микросхемы после ее запуска, а после передачи делителя на R3 попадает на вход усилителя ошибки, который регулирует длительность управляющих импульсов силового транзистора.
Эта информация может понадобиться, если проектируемый сварочный аппарат будет без трансформатора тока, а управление будет осуществляться так же, как и в базовой схеме — с использованием токоограничивающего резистора в цепи источника питания. транзистор или в цепи эмиттера, когда используется транзистор IGBT. Эта схема управляет выходным напряжением с помощью оптопары, яркость светодиода оптопары определяется регулируемым стабилитроном. TL431, увеличивающий коробку. стабилизация. Непроизвольно может возникнуть вопрос — ЗАЧЕМ НУЖНЫ ТАКИЕ ДЕТАЛИ И ПОЧЕМУ ГОВОРЯТ О ИСТОЧНИКАХ ПИТАНИЯ МОЩНОСТЬЮ 20… 50 ВАТТ ??? СТРАНИЦА ОБЪЯВЛЕНА КАК ОПИСАНИЕ СВАРОЧНОЙ МАШИНЫ, И ЗДЕСЬ ИСТОЧНИКИ ПИТАНИЯ … В левой верхней части схемы блок питания самого контроллера и, собственно, может использоваться ЛЮБЫМ блоком питания с выходным напряжением 14… 15 вольт и обеспечивающий ток 1 … 2 А (2 А это для того, чтобы вентиляторы можно было поставить более мощными — в устройстве используются компьютерные вентиляторы, а по схеме их уже 4 штуки. Я не очень разбирался в том, что было сложным с выходным напряжением, мне лично понравилось использование силовой части в качестве замыкающих биполярных транзисторов… Другими словами, в этом узле могут использоваться как полевые, так и биполярные устройства. В принципе, это как бы подразумевалось по умолчанию, главное — как можно быстрее закрыть силовые транзисторы, а как это сделать — уже вопрос второстепенный. В принципе, используя более мощный управляющий трансформатор, можно отказаться от закрытия транзисторов — достаточно подать небольшое отрицательное напряжение на затворы силовых транзисторов. Данная схема отличается от предыдущих отсутствием управляющего трансформатора, так как происходит размыкание-замыкание силовых транзисторов. со специализированными микросхемами драйвера IR4426, которые, в свою очередь, управляются оптопарами 6N136. В данной версии сварочного аппарата также используется ограничение выходного напряжения, но нет стабилизации тока.Есть еще одно затруднение, причем довольно серьезное. Как заряжается конденсатор С30? В принципе, во время паузы должно происходить дополнительное размагничивание сердечника, т.е. должна измениться полярность напряжения на обмотках силового трансформатора и чтобы транзисторы не слетели, устанавливаются диоды D7 и D8. Вроде бы на верхнем выводе силового трансформатора на короткое время должно появиться напряжение на 0,4 … 0,6 вольт меньше общего провода, это довольно кратковременное явление и есть некоторые сомнения, что у С30 будет время заряжать.Ведь если не заряжается, не открывается верхнее плечо силовой части, значит не откуда придет буст напряжения драйвера IR2110. В первую очередь бросается в глаза силовая часть — по 4 штуки IRFP460 каждая.Причем автор в оригинальной статье утверждает, что первая версия была собрана на IRF740, по 6 штук на плечо. Это действительно «сложно изобрести». Сразу стоит сделать запоминание — в сварочном инверторе можно использовать как IGBT-транзисторы, так и MOSFET-транзисторы. Чтобы не путаться с определениями и распиновкой, вышиваем картинки этих самых транзисторов: Кроме того, имеет смысл отметить, что в этой схеме используется как ограничение выходного напряжения, так и режим стабилизации тока, то есть регулируется переменным резистором на 47 Ом — низкое сопротивление этого резистора является единственным недостатком данной реализации, но если вы хотите найти это, вы можете найти увеличение этого резистора до 100 Ом не критично, вам просто нужно увеличивают ограничивающие резисторы. В этой схеме сварочного аппарата на выходе установлены электролитические конденсаторы. Идея конечно интересная, но для этого устройства потребуются электролиты с небольшим ESR, а на 100 вольт такие конденсаторы найти довольно проблематично. Поэтому от установки электролитов откажусь, а поставлю пару конденсаторов MKP X2 5 мкФ, используемых в индукционных плитах. СОБИРАЕМ ВАШ СОБСТВЕННЫЙ СВАРОЧНЫЙ АППАРАТ КУПИМ ПРЕДМЕТЫ Прежде всего сразу скажу, что сборка сварочного аппарата своими руками — это не попытка сделать аппарат дешевле магазинного, потому что в итоге может оказаться, что собранный аппарат окажется больше дороже заводской.Однако и у этой затеи есть свои преимущества — это устройство можно приобрести в беспроцентную ссуду, так как вовсе не обязательно покупать сразу весь комплект деталей, а делать покупки, как только в наличии появятся свободные деньги. бюджет. Для сборки сварочного аппарата требуется дополнительное оборудование, необходимое для сборки и настройки сварочного аппарата. Это оборудование тоже стоит денег и если вы действительно собираетесь заниматься силовой электроникой, то оно вам пригодится позже, но если сборка этого устройства — попытка потратить меньше денег, то смело откажитесь от этой идеи и Сходите в магазин за готовым сварочным инвертором. Если есть такие же комплектующие по более привлекательной цене, но количество продаж у этого продавца невелико, то есть смысл обратить внимание на общее количество положительных отзывов о продавце. На фотографии есть смысл обратить внимание — наличие фотографии торвара само по себе говорит об ответственности продавца. А на фото видно, что это за маркировка, часто помогает — на фото видна маркировка лазером и краской.Я покупаю силовые транзисторы с маркировкой Альзерная, но взял IR2153 с маркировкой краской — микросхемы рабочие. Я тоже несколько раз сталкивался с разовыми акциями — продавцы без рейтингов вообще выставляют на продажу некоторые комплектующие по ОЧЕНЬ смешным ценам.Разумеется, покупка осуществляется на ваш страх и риск. Однако я сделал пару покупок у похожих продавцов, и обе оказались успешными. В последний раз купил конденсаторы MKP X2 5 мкФ по 140 руб 10 штук.
Заказ пришел довольно быстро — чуть больше месяца, 9 штук по 5 мкФ, и одна, точно такого же размера на 0,33 мкФ 1200 В. Спор не открывал — у меня все емкости на индукционные игрушки на 0 .27 мкФ и как бы пригодились на 0,33 мкФ. И цена слишком смешная. Контейнеры проверил — рабочие, хотел заказать еще, но уже была вывеска — ТОВАРА БОЛЬШЕ НЕТ В НАЛИЧИИ. Пока вопрос с силовыми транзисторами открыт, но разъемы для электрододержателя понадобятся любому сварочному аппарату. Поиск был долгим и довольно активным. Дело в том, что разница в цене очень сбивает с толку.Но сначала о маркировке разъемов для сварочного аппарата. Али использует европейскую маркировку (ну так они и говорят), так что танцуем от их обозначений. Правда, шикароник танцевать не получится — эти разъемы разбросаны по разным категориям, начиная от USB-разъемов, ПАЯЛЬНЫХ ЛАМП и заканчивая ДРУГИМ. И по названию разъемов тоже не все так гладко, как хотелось бы … Я был ОЧЕНЬ очень удивлен, когда набрал DKJ35-50 в поле поиска на Googlechrome и OS WIN XP и НЕТ РЕЗУЛЬТАТОВ, и такой же запрос на том же гуглхроме, но WIN 7 дал хоть какие-то результаты.Ну для начала небольшая вывеска:
Несмотря на то, что отверстия и заглушки разъемов на 300-500 ампер одинаковы, на самом деле они способны проводить разные токи.Дело в том, что при повороте разъема штекерная часть упирается в торец ответной части, а поскольку диаметры концов более мощных разъемов имеют большую площадь контакта, значит, разъем способен пропускать больший ток.
Я купил коннекторы DKJ10-25 год назад, а у этого продавца их больше нет.Буквально пару дней назад заказал пару DKJ35-50. Я купил это. Правда, сначала пришлось объясниться с продавцом — в описании написано, что для провода 35-50 мм2, а на фото 10-25 мм2. Продавец заверил, что это разъемы на провод 35-50 мм2. Что посмотрим — есть время подождать. Но в процессе освоения сварочного аппарата выявилось несколько недостатков, которые хотелось бы устранить. Не буду вдаваться в подробности, что именно мне не понравилось, так как аппарат действительно не очень плохой, но хочется большего. Поэтому фактически он занялся разработкой своего сварочного аппарата. Аппарат типа «Бармалей» будет учебным, а следующий должен будет превзойти существующую «Аврору». ОПРЕДЕЛЯЕТСЯ С ОСНОВНОЙ ДИАГРАММОЙ СВАРОЧНОЙ МАШИНЫ Итак, мы рассмотрели все заслуживающие внимания варианты схем, приступаем к сборке собственного сварочного аппарата. Для начала нужно определиться с силовым трансформатором. Я не буду покупать ферриты W-образной формы — есть ферриты от сетевых трансформаторов и таких довольно много. Но форма у этого сердечника довольно своеобразная, и магнитная проницаемость на них не указана… Вот практически классическая схема коммутации UC3845. Стабилизатор напряжения для самой микросхемы собран на VT1, так как диапазон напряжений питания самого стенда довольно большой. VT1 любой в корпусе ТО-220 с током 1 А и напряжением К-Э выше 50 В. Больше ничего делать с этим стендом не буду — у меня ЛАТР и я спокойно могу изменить напряжение питания стенда, подключив через ЛАТР тестовый, обычный трансформатор.Единственное, что нужно было добавить, это вентилятор. VT4 работает в линейном режиме и довольно шустро нагревается. Чтобы не перегреть общий радиатор, я подключил вентилятор и ограничивающие резисторы. Здесь логика довольно простая — вбиваю параметры ядра, делаю расчет для преобразователя на IR2153, и выставляю выходное напряжение равным выходному напряжению моего блока питания. В итоге получаю на два кольца К45х28х8 по вторичному напряжению, надо намотать 12 витков.Motems … Начнем с минимальной частоты — перегрузить транзистор не нужно — ограничитель тока сработает. Становимся осциллографом на выводы Х1, постепенно увеличиваем частоту и наблюдаем такую картину: Далее составляем пропорцию в Excel для расчета количества витков в первичной обмотке. Результат будет существенно отличаться от расчетов в программе, но мы понимаем, что программа учитывает как время паузы, так и падение напряжения на силовых транзисторах и диодах выпрямителя.Кроме того, увеличение количества витков не приводит к пропорциональному увеличению индуктивности — возникает квадратичная нагрузка. Следовательно, увеличение количества витков приводит к значительному увеличению индуктивного сопротивления. Программа также это учитывает. По-другому делать особо не будем — для корректировки этих параметров в нашей таблице делаем уменьшение первичного напряжения на 10%. В этом файле пропорции лежат на ЛИСТ 2 , на ЛИСТе 1 расчеты импульсных блоков питания для видео про расчеты в Excel. Решил все-таки дать бесплатный доступ. Рассматриваемое видео находится здесь: Текстовая версия того, как создать эту таблицу и исходные формулы. Мы закончили расчеты, но осталась червоточина — компоновка стенда была всего три копейки и показала вполне приемлемые результаты. Можно ли собрать полноценный стенд с питанием напрямую от сети 220В? Но гальваническое подключение к сети не очень хорошее. И снимать накопленную индуктивностью энергию с помощью линейного транзистора тоже не очень хорошо — вам понадобится ОЧЕНЬ мощный транзистор с ОГРОМНЫМ радиатором. Как узнать насыщенность ядра вроде разобрались, само ядро выбираем. Перед тем, как представить свои новые жилы, я пересчитываю площадь скругленных краев сердечника и выходные значения для якобы прямоугольных краев. Расчет выполняется для мостовой схемы, поскольку ВСЕ доступное первичное напряжение приложено к несимметричному преобразователю. Вроде все сходится — из этих ядер можно взять около 6000 Вт. Попутно выясняется, что в программах какой-то косяк — полностью идентичные данные для ядер в двух программах дают разные результаты — ExcellentIT 3500 и ExcellentIT_9 транслируют разные мощности получившегося трансформатора. Разница в несколько сотен ватт. Правда, количество витков первичной обмотки такое же. Но если количество витков первичной обмотки одинаково, то общая мощность должна быть такой же. Еще час уже прибавил тупости. Описание стенда с рисунком печатной платы. А пока приступим к изготовлению жгута трансформатора сварочного аппарата. Можно жгут скрутить, можно скотч заклеить. Ленты мне всегда нравились больше — по трудоемкости они конечно превосходят жгуты, но плотность намотки намного выше. Следовательно, можно уменьшить натяжение в самой проволоке, т.е. в расчете прокладывать не 5 А / мм2, как это обычно делается для таких игрушек, а например 4 А / мм2.Это значительно облегчит тепловой режим и, скорее всего, даст возможность получить 100% рабочий цикл. | |||||||||||||
 доведена до 100%, а в микросхемах серий XX44 и XX45 длительность управляющего импульса не может превышать 50%. Распиновка микросхем такая же.
доведена до 100%, а в микросхемах серий XX44 и XX45 длительность управляющего импульса не может превышать 50%. Распиновка микросхем такая же.  Если нагрузка уменьшается, то напряжение на выводе 2 увеличивается, длительность управляющих импульсов уменьшается, и снова амплитуда выходных напряжений возвращается к заданному значению.
Если нагрузка уменьшается, то напряжение на выводе 2 увеличивается, длительность управляющих импульсов уменьшается, и снова амплитуда выходных напряжений возвращается к заданному значению. ПОЛУАВТОМАТИЧЕСКИЙ СВАРОЧНЫЙ ИНВЕРТОР МАШИНА MIG / MAG / TIG / MMA 220 А, 220 А 5
5275174
Номер позиции eBay:
274073050554
Продавец принимает на себя всю ответственность за это объявление.
ИКСВОЗЕЗРБ ЛафаР
5 анторпаП
eiksąlśonlod, walcorW 711-15
дналоП
: enohP40079559784
: liamEmoc.liamg@11puorgstrapa
Описание товара
| Состояние: | Измененный предмет: | Нет | |
| Провода: | Порошковая проволока / сплошная | Пользовательский набор: | Нет |
| Потребляемая мощность MIG / MAG: | 6.1 кВА | Сварочный процесс: | MIG |
| Потребляемая мощность TIG / MMA: | 5,8 кВА | Сварочный ток 60% ПВ :: | (MIG / MAG — 220 А) |
| Диапазон сварочного тока MIG / MAG: | 30А — 220 А | Текущий рабочий цикл 100%: | (MMA / TIG — 132 А) |
| Диапазон сварочного тока MMA: | 30 А — 170 А | Текущий рабочий цикл 60% :: | (MMA / TIG — 170 А) |
| Рабочий цикл сварочного тока 100%: | (MIG / MAG — 170 А) | Степень защиты: | IP21S |
| Торговая марка: | Powermat | MPN: | PM-IMG-220L-PRO |
| EAN: | 5 5275174 |
Информация о продавце компании
Aparts Group Brzezowski Ozog Sp.J
Рафаль Бжезовски
Папротна 5
51-117 Wroclaw, dolnoślskie
Польша
Регистрационный номер компании: PL8831858913
Номер плательщика НДС:
DE 323943198
ГБ 295224489
PL 8831858913
Я выставляю счета с отдельно указанным НДС.
Политика возврата
После получения товара отмените покупку в течение | Стоимость обратной доставки |
|---|---|
30 дней | Покупатель оплачивает обратную доставку |
Покупатель несет ответственность за возврат почтовых расходов.
Продавец принимает на себя всю ответственность за это объявление.
Почтовая оплата и упаковка
Стоимость пересылки не может быть рассчитана. Пожалуйста, введите действительный почтовый индекс.
Местонахождение товара: Вроцлав, Польша
Почтовые отправления:
по всему мируИсключено: Польша
| Изменить страну:
-Выберите-AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijan RepublicBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBrazilBritish Virgin IslandsBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape Verde IslandsCayman IslandsCentral African RepublicChadChileChinaColombiaComorosCongo, Демократическая Республика theCongo, Республика theCook IslandsCosta RicaCôte-д’Ивуар (Берег Слоновой Кости) Хорватия, Республика ofCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland острова (Мальвинские) Фиджи Корея, SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorwayOmanPakistanPalauPanamaPapua Нового GuineaParaguayPeruPhilippinesPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Киттс-NevisSaint LuciaSaint Пьер и MiquelonSaint Винсент и GrenadinesSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSurinameSwazilandSwedenSwitzerlandTaiwanTajikistanTanzaniaThailandTogoTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited Арабского EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican Город StateVenezuelaVietnamVi Ргинские острова (U.S.) Уоллис и Футуна Западная Сахара Западное Самоа Йемен Замбия Зимбабве Доступно 0 ед. Введите число, меньшее или равное 0. Выберите допустимую страну. | Почтовый индекс: Пожалуйста, введите действительный почтовый индекс. Пожалуйста, введите до 7 символов для почтового индекса |
Почтовая оплата и упаковка | Кому | Сервис | |
|---|---|---|---|
500 фунтов стерлингов.00 | Российская Федерация | Экспресс-доставка (Express Int’l Postage) | Приблизительно между Пн. 29 мар. И пт. 9 апреля |
Время отправки внутри страны |
|---|
Обычно отправляется в течение 1 рабочего дня после получения оплаты. |
Налоги |
|---|
| Цена указана с учетом НДС 20%.Окончательная стоимость может отличаться в зависимости от адреса доставки. Узнать больше |
Реквизиты для оплаты
Платежные инструкции продавца
Банковские реквизиты (укажите ник или имя и фамилию): Aparts Group Sp.J, PL71 1950 0001 2006 2776 5219 0004, БИК: IEEAPLPA
Постоянный ток vs.Выход постоянного напряжения
У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штангой, а некоторые — только для сварки проволокой, а другие аппараты могут использоваться и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них.Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания отслеживает дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Также следует отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке с использованием многих новейших источников питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Скорее, источники питания отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение регулирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) автоматически регулируется устройством подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводку рекомендуемых типов вывода в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выхода источника питания для процесса дуговой сварки |
Чтобы использовать более простую конструкцию и снизить затраты на закупку, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для TIG и сварки штучной сваркой.И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку при помощи сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки при помощи сварочного шва. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG. Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV.Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рис. 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого).Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Вам необходимо, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение меняется в результате изменения длины дуги.С выходом CC ток — это ваша предварительная установка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались вдоль стыка (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. вы вставили электрод в стык.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролирующая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно к контактному наконечнику. Электрод будет постоянно врезаться в пластину, затем сгорать обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания: также часто полностью автоматизируют процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW — по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известный как поддуговая сварка), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. При полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они разработаны в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый футляр для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда эти портативные механизмы подачи проволоки впервые появились, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания CC, уже имеющихся в поле (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т.е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить постоянный ток на выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса наплавки флюсом в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Однако стабильность дуги по-прежнему очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.В то время как напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуга MIG со струйным распылением, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с использованием электродов FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по сути, могут привести к чрезмерному попаданию дуги в атмосферу. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходом CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для сварки FCAW-G общего назначения, а также для струйной дуги и импульсной сварки MIG, он не рекомендуется для работы с качеством кода.
Сварочное оборудование и принадлежности PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL occatech
Сварочное оборудование и аксессуары PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL occatechPRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL, IDEAL Инверторный полуавтомат для сварки MIG MAG FL PRAKTIK MIG 200 IGBT, Найдите много новых и подержанных опций и получите лучшие предложения для PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат машина для MIG MAG FL по лучшим онлайн-ценам, Бесплатная доставка многих продуктов, Интернет-магазины часов найдите лучшее предложение здесь 100% оригинал + БЕСПЛАТНАЯ доставка Удачных покупок наслаждайтесь дешевыми скидками.Сварочный полуавтомат IGBT IDEAL Inverter для MIG MAG FL PRAKTIK MIG 200.
перейти к содержанию
PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL по лучшим онлайн-ценам! Бесплатная доставка многих товаров !. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. См. Все определения условий : Модель: : PMIG200 , Процесс сварки: : MIG : Модифицированный элемент: : Нет , Характеристики: : Без газа, компенсация сетевого напряжения, защита от тепловой перегрузки, с газом Страна / регион производства: : Польша , Сваренный материал: : Низкоуглеродистая сталь : Пользовательский комплект: : Нет , MPN: : PMIG200 : Подача: : Полуавтоматическая подача , Бренд: : Идеально : Напряжение: : 220 В , Тип изделия: der Сварщик сердечника флюса : EAN: : Nie dotyczy 000
PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL
Пожалуйста, введите свой номер телефона и мы перезвоним вам в ближайшее время
Спасибо
Мы перезвоним Вам в ближайшее время
Пожалуйста введите правильный номер телефона
PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FLНайдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на PRAKTIK MIG 200 IGBT IDEAL Инверторный полуавтомат для сварки MIG MAG FL по лучшим онлайн-ценам на, бесплатно Доставка многих товаров. Интернет-магазины часов найдите здесь свое лучшее предложение. 100% оригинал + БЕСПЛАТНАЯ доставка. Удачных покупок наслаждайтесь дешевыми скидками.
дешевый сварочный инвертор mistubishi
Дешевая цена сварочный инвертор Mistubishi FR-A7AP
Дешевая цена WSE 250 AC DC Инверторный сварочный аппарат TIG MMA 200 Amp Сварочный аппарат
Дешевая цена WSE 250 AC DC Инверторный сварочный аппарат TIG MMA 200 Amp Сварочный аппарат
Дешевая цена Портативный лазерный сварочный аппарат для ювелирных изделий из золота и серебра Цена 200 Вт YAG лазерный сварочный аппарат
дешевая цена портативный золотой серебряный ювелирный лазерный сварочный аппарат цена
Дешевая цена 200 Вт Портативный лазерный сварочный аппарат для ювелирных изделий из золота и серебра 200 Вт лазерный сварочный аппарат для ювелирных изделий
Низкая цена V / F Control 1.Мини-преобразователь частоты 5KW 220V
220V 250A Высококачественные дешевые и портативные сварочные инверторные сварочные аппараты ZX7-250
БЕСПЛАТНАЯ ДОСТАВКА 220V 250A Высококачественные дешевые и портативные сварочные инверторные сварочные аппараты ZX7-250
Wuhan BCX laser 200W лазерный сварочный аппарат в лазерных сварочных аппаратах хорошее высокое качество и низкая цена
Сварочный аппарат ZX7-200E инвертора MMA IGBT сварочного аппарата инвертора
RILAND 220V TIG200CT TIG инверторный сварочный аппарат инверторный сварочный аппарат для аргонной сварки TIG для пайки рабочих
2014 Специальное предложение Ограниченная бесплатная доставка Инверторный сварочный аппарат Инвертор 3в1 Tig200a + arc200a + cut50a Сварочный аппарат
2014 Бросился Бесплатная поставка инверторного сварочного аппарата Новый Igbt Inverter Ac / dc Tig200 & arc200 Сварочный аппарат
Инверторный сварочный аппарат IGBT NBC-270 Инверторный сварочный аппарат MIG-270 в среде CO2 380 В
RILAND 380V Трехфазный сварочный аппарат WS 400GT AC DC Инвертор Сварка TIG Инверторный сварочный аппарат IGBT DC аргонодуговая сварка
Полуавтоматический сварочный аппарат Ручной сварочный аппарат Дуговая сварка постоянным током Инструмент для сварки металла Сварочный инвертор Сварочное задание 50/60 Гц
Полуавтоматический сварочный аппарат Ручной сварочный аппарат Дуговая сварка постоянным током Инструмент для сварки металла Сварочный инвертор Сварочное задание 50/60 Гц
Полуавтоматический сварочный аппарат Ручной сварочный аппарат Дуговая сварка постоянным током Инструмент для сварки металла Сварочный инвертор Сварочное задание 50/60 Гц
Полуавтоматический сварочный аппарат Ручной сварочный аппарат Дуговая сварка постоянным током Инструмент для сварки металла Сварочный инвертор Сварочное задание 50/60 Гц
Глобальный рынок полуавтоматических машин для газовой резки: рост в 2020 году — ESAB, Harris Products Group, Hornet Cutting Systems, Messer Cutting Systems — KSU
Последний отчет, опубликованный MarketsandResearch.biz названо Рост мирового рынка полуавтоматических машин для газовой резки в 2020-2025 гг. — это новое дополнение к активам компании. В отчете оцениваются возможности и текущий рыночный сценарий, а также содержится информация и обновленная информация о соответствующих сегментах глобального рынка полуавтоматических газорезательных машин на прогнозный период 2020-2025 гг. Отчет представляет собой скромное усилие профильных экспертов и аналитиков по предоставлению прогнозов и анализов рынка. Это подчеркивает превосходное восприятие, высказанное отраслевыми экспертами.В отчете содержится подробная оценка динамики ключевых рынков и исчерпывающая информация о структуре мировой индустрии полуавтоматических газорезательных машин. В отчете рассматриваются конкурирующие факторы, которые важны для вывода вашего бизнеса на инновационный уровень. Этот документ является прекрасным источником, в котором содержится подробный анализ отрасли как настоящего, так и будущего.
ПРИМЕЧАНИЕ: В нашем отчете освещаются основные проблемы и опасности, с которыми компании могут столкнуться из-за беспрецедентной вспышки COVID-19.
Отчет объединяет все фундаментальные факторы:
Отчет представляет собой конкурентную среду для ведущих игроков рынка. В отчете содержится эксклюзивная информация о рынке, чтобы помочь ключевым игрокам и новым участникам понять потенциал инвестиций на глобальном рынке полуавтоматических газорезательных машин. Конкурентная среда дает ведущим участникам рынка значительную долю рынка в зависимости от объема продаж и объема продаж. Отчет предоставляет глобальное присутствие, конкурентов и валовую прибыль для каждого ведущего игрока.Кроме того, отчет также содержит подробную информацию о важнейших аспектах, таких как движущие силы и сдерживающие факторы, которые будут определять будущий рост рынка.
СКАЧАТЬ БЕСПЛАТНО ОБРАЗЕЦ ОТЧЕТА: https://www.marketsandresearch.biz/sample-request/146531
Отчет дает жизненно важную информацию о мировом рынке, в частности о преобладающих возможностях роста, тенденциях и сценариях конкуренции. В отчете о глобальном рынке полуавтоматических газорезательных машин содержится подробный анализ развития продуктов, типов продуктов, импорта-экспорта, оптимизации цепочки создания стоимости, доли рынка, влияния роста на участников внутреннего и локализованного рынка.Он разделяет размер рынка по объему и стоимости, в зависимости от типа использования и площади. Отчет состоит из прошлых данных, а цифры демонстрируют данные, территории использования, стратегии создания ценности и основные организации по топографическим районам.
Сегментационный анализ мирового рынка: ESAB, Harris Products Group, Hornet Cutting Systems, Messer Cutting Systems, NISSAN TANAKA, Koike Aronson, ESPRIT AUTOMATION, Ador Welding, Haco, ARCBRO CNC CUTTING MACHINE, ACRO Automation Systems, Inc, Shangai Welding & Завод режущих инструментов, Voortman Steel Machinery, SteelTailor,
Мировой рынок по продуктам: Ацетилен, природный газ, пропан, прочее,
Мировой рынок по приложениям: Автомобильная промышленность, судоходство, производство оборудования, прочее,
Региональный анализ для глобального рынка: Америка (США, Канада, Мексика, Бразилия), Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Юго-Восточная Азия, Индия, Австралия), Европа (Германия, Франция, Великобритания, Италия, Россия), Ближний Восток и Африка (Египет, Южная Африка, Израиль, Турция, страны Персидского залива)
Кроме того, отчет о маркетинговых исследованиях содержит анализ регионального рынка с производством, продажами, торговлей и региональным прогнозом.он также предоставляет глобальные инвестиционные планы для рынка полуавтоматических газорезательных машин, такие как характеристики продукта, анализ ценовых тенденций, характеристики каналов, региональные и отраслевые инвестиционные возможности, расчет затрат и доходов, оценка экономических показателей.
ДОСТУП К ПОЛНОМУ ОТЧЕТУ: https://www.marketsandresearch.biz/report/146531/global-semi-automatic-gas-cutting-machine-market-growth-2020-2025
Ключевые преимущества отчета:
- В данном исследовании представлены текущие тенденции и прогнозы на будущее
- В отчете представлена информация, касающаяся ключевых факторов, ограничений и возможностей, а также подробный анализ доли рынка полуавтоматических газорезательных машин.
- В отчете освещается сценарий роста рынка.
- В отчете представлен подробный анализ мирового рынка, основанный на интенсивности конкуренции
Настройка отчета:
Этот отчет можно настроить в соответствии с требованиями клиента. Свяжитесь с нашим отделом продаж ([электронная почта защищена]), и они позаботятся о том, чтобы вы получили отчет, соответствующий вашим потребностям. Вы также можете связаться с нашими руководителями по телефону + 1-201-465-4211, чтобы поделиться своими исследовательскими требованиями.
Свяжитесь с нами
Марк Стоун
Руководитель отдела развития бизнеса
Телефон: + 1-201-465-4211
Электронная почта: [электронная почта защищена]
Веб-сайт: www.marketsandresearch.biz
Сварочный ресивер hk
Это нижний ресивер HK MR-556, соединенный с комплектом газового верхнего ресивера Fightlite MCR-060 5,56 мм с ленточным питанием. Я собрал его очень тщательно и тщательно. Ствольная коробка HK цела со всеми деталями HK, включая прекрасный двухступенчатый спусковой крючок HK.Это используется! Я проверил около 90 выстрелов через него, так что он еще не совсем приработал.
Левый блок, приемник HK, мельница и знание того, как его использовать, и вы занимаетесь бизнесом FA. Это объясняет разницу между полуавтоматическим и полностью автоматическим корпусом спускового крючка H&K. http …Просмотрите галерею изображений, изображений, фотографий, GIF-файлов и видео кабельных наконечников на imgED. 17 ноября 2011 г. · Если я правильно помню, у «Четме» много кривых поверхностей. Правильное выравнивание радиуса каждой поверхности — это проблема, которую трудно решить без штампов и нажатия, чтобы согнуть ее.Многие из нас сделали ствольную коробку AK достаточно хорошей, чтобы работать, но у нее четыре плоские стороны, и ее можно перестроить с помощью большого молотка и противооткатной планки.
- (обновлено 09.04.2020) Введение Компания JLD Enterprises закупила оборудование HK у FMP (Португалия) для производства приемников типа HK G3 в США. Компания сменила организацию и теперь называется ПТР-91. Ресивер Trunion PTR-91 после просверливания отверстий под точечную сварку. Расположение не критично, но с косметической точки зрения его приятно выровнять и […] Комплект для преобразования генератора переменного тока Mgb
Детали прогрессивного пресса Hornady projector
Сварочный аппарат— Hong Ky.60 448 лайков · 74 говорят об этом. Hong Ky Co., Ltd — крупнейшая компания во Вьетнаме, специализирующаяся на производстве …
Lincoln Electric — мировой лидер в проектировании, разработке и производстве изделий для дуговой сварки, автоматизированных систем соединения, сборки и резки, плазменной резки. оборудование газокислородной резки.
- 31 окт.2019 г. · На ствольной коробке необходимо нарезать резьбу для целика и установить, а ствол нужно будет снять бортик и прочно прикрепить мушку с помощью сварки.Эти прицелы превосходны для стрельбы на дальние дистанции и высокоточной картечи. Подготовка боратного буфера ph 9
2021 ford rv
HK 416, MR556 Заводской немецкий E2 Задний приклад Последний HK немецкий приклад для всех винтовок HK 416, MR556. Подробно Приклад HKE2 подходит для буферных трубок MILSPEC (удлинителей ствольной коробки) для оружия типа M4 / AR15 и имеет съемный затыльник вогнутого типа.
Китайские производители сварочного оборудования — выберите высококачественное сварочное оборудование 2020 по лучшей цене от сертифицированных китайских производителей сварочного оборудования, поставщиков сварочного оборудования Китая…
- MG42 MG53 Канал ремонта ствольной коробки: HK PARTS: Детали Uzi … Детали ствольной коробки • Детали приварки: размер болта тормозного суппорта Dodge dakota
База данных Dmr id
Винтовки Tiger, импортированные в США с 1993 года, имели улучшенная ствольная коробка с плоскими стенками без «молниеносной» прорези над магазином. Тигры, продаваемые в России и других странах, по-прежнему продавались со старым ресивером в 1993 году. Выше представлен русский Тигр, сделанный в 1993 году. Обратите внимание на облегченную вырезку с надписью «Сделано в России» кириллицей и цифрой 7.62×53 калибр.
HK Offroad’s Shackle Tab Kit заменяет заводские передние буксирные крюки и совместим со всеми нашими основными скрытыми креплениями для лебедок, которые не поставлялись с язычками для дужек. Конструкция и материал: Наши автономные комплекты дужек WJ и WK, XK свариваются с использованием однопроходного и многопроходного метода распылительной дуги со смешанным газом, 90% аргона, 10% CO2.
- AV-ресивер Harman Kardon AVR 3700 нашел свое применение в системе домашнего кинотеатра Адриенн Максвелл, где она провела испытание ресивера, чтобы увидеть, где он будет успешным, а где нет.Bacnet dibs опросы
Ue4 реплицирует структуру
david-rosenthal, ricacr, почтовые индексы Пенсильвании, номера iq … Наборы данных устройств Интернета
В Wright Armory мы специализируемся на оружейном производстве. Это не то, что мы делаем на стороне, это наш хлеб с маслом. Наш квалифицированный персонал обслуживает от 3000 до 4000 единиц оружия каждый год, поэтому, когда мы говорим о полном обслуживании, мы имеем в виду именно это!
- В этом видео мы привариваем заднюю опору ствола к нижнему ресиверу Критическое мышление глава 1 психология
Wgu healthcare management reddit
Главный офис в Гонконге.Комната 406, 4 / F, Kinox Center, № 9 Hung To Road, Квун Тонг, Коулун, Гонконг. Тел .: 852 2612-0719 Факс: 852 2419-9472. Электронная почта: [электронная почта защищена] … Программа обучения английскому языку для 9-х классов, texas(обновлено 09.04.2020) Введение Я впервые подготовил эту фотодокументацию клона HK G3 в начале 2001 года. Я бы и не мечтал сделать это снова. Литая ствольная коробка из нержавеющей стали Special Weapons SW3 (также продаваемая как Century Arms International) просто недостаточно близка к оригинальным спецификациям, чтобы беспокоиться о ней.В то время, […]
- david-rosenthal, ricacr, почтовые индексы Пенсильвании, номера iq … Сканер шерифа округа Фейет
Отключить режим планшета chromebook
The Magpul STR (Ограничение по хранению / типу) Приклад карабина — Commercial-Spec — это вставляемый сменный приклад для карабинов AR15 / M4 с использованием удлинительных трубок ресивера Commercial-Spec. Версия CTR® с возможностью хранения, STR имеет улучшенный сварной шов и две водостойкие аккумуляторные трубки на компактной, усиленной полимерной А-образной раме.Timeworks by uttermost
S&T: — Электрическое оружие Внутренние детали Газовая винтовка Другой продукт Пружина Снайперская винтовка Пакет обновления для гранатомета Предварительный заказ Журналы Создание аксессуаров UFC ProWin Dy-Tac A&K UMAREX CYMA G&P G&G King Arms Snow Wolf SRC GHK WE Well Dboy ecommerce, открытый исходный код, магазин, интернет-магазины
Теперь мы предлагаем новый индивидуальный крой для вашего Glock ™ — мы настроим вашу верхнюю часть ствольной коробки Glock ™, врезав в поверхность дополнительные зазубрины, а затем отполировав деталь. Доступные покрытия для этого процесса: Iron Armor NIC-Ceramic или молибденовое (Moly) покрытие.
Сварка. Выберите тот, который подходит именно вам. 1 — 17 из 17 Результаты.
Для подкраски анодированного алюминия в черный цвет. Применяется и реагирует как Perma-Blue. Идеально подходит для ремонта анодированного алюминия в черный цвет.Используется и определено Вооруженными Силами и производителями электронного оборудования.Регулировка анероида John Deere
16 февраля, 2016 · Боевые прицелы типа HK отлично подходят для использования на дистанции 100 ярдов и полезны на больших дистанциях. C308 имеет преимущества перед более ранней, но похожей винтовкой CETME. Винтовка собрана из лишних деталей. Ствольная коробка сварная, и есть свидетельства того, что она изначально была полностью автоматической, но селекторный переключатель снят или …
Использование: для сварки деталей RC-моделей Особенности: Вспомогательный сварочный кронштейн, зажим для сварки мелких деталей, таких как как небольшие печатные платы, маленькие вилки, провода и так далее.Охранная фирменная сварка. В комплекте идет лупа, вы можете наблюдать за процессом сварки мелких деталей. С подносом из нержавеющей стали. В пакет включено: 1 x универсальный держатель для пайки с …Gt500 mustang 6g
Короткий складной приклад для HK G36C с упором для щеки, цвет черный.
3625 SW US 40 Hwy Blue Springs MO 64015 816-229-0804. [email protected] SI Barrel Thread Protector — это протектор из обработанного алюминия для резьбы, который добавляет степень индивидуализации и эстетики для защиты вашей коронки и резьбы.Если вы все еще выбираете дульное устройство для своего AR (5.56 / .223), хотите оценить точность без вмешательства дульного устройства, защитить его во время транспортировки или приколоть и сварить в состояниях, ограничивающих использование. ..Продажа измельчителя пней бензопилой
2001 lexus ls430 замена датчика детонации
Как производитель сварочного и режущего оборудования и принадлежностей в Китае, Changzhou Huarui Welding & Cutting предлагает вам сварочную горелку mig, горелку для сварки TIG, плазменную резку .
Терминалы Roehl
Решение уравнений путем факторизации ключа ответа
Фаза 1 контрольной точки получила уведомление от однорангового узла_ недействительный файл cookie
5 дней языкового обзора 1 неделя книга ответов 6
Адаптер задних фонарей Dodge
Код push to github
Развлекательный карт с наддувом, скорость
0
Гидравлический шланг скорости википедии
Схема топливопровода Kubota m7040