Проволока и прутки для сварки алюминия
Алюминий, благодаря своей доступности и уникальным показателям проводимости, пластичности, а также малому весу, имеет исключительную ценность для многих производственных и бытовых сфер.В чистом или легированном виде этот металл очень активно используется в строительстве, пищевой и химической индустрии, для изготовления лёгких, но прочных деталей различных механизмов в судостроении, авиапроме и автомотостроении.
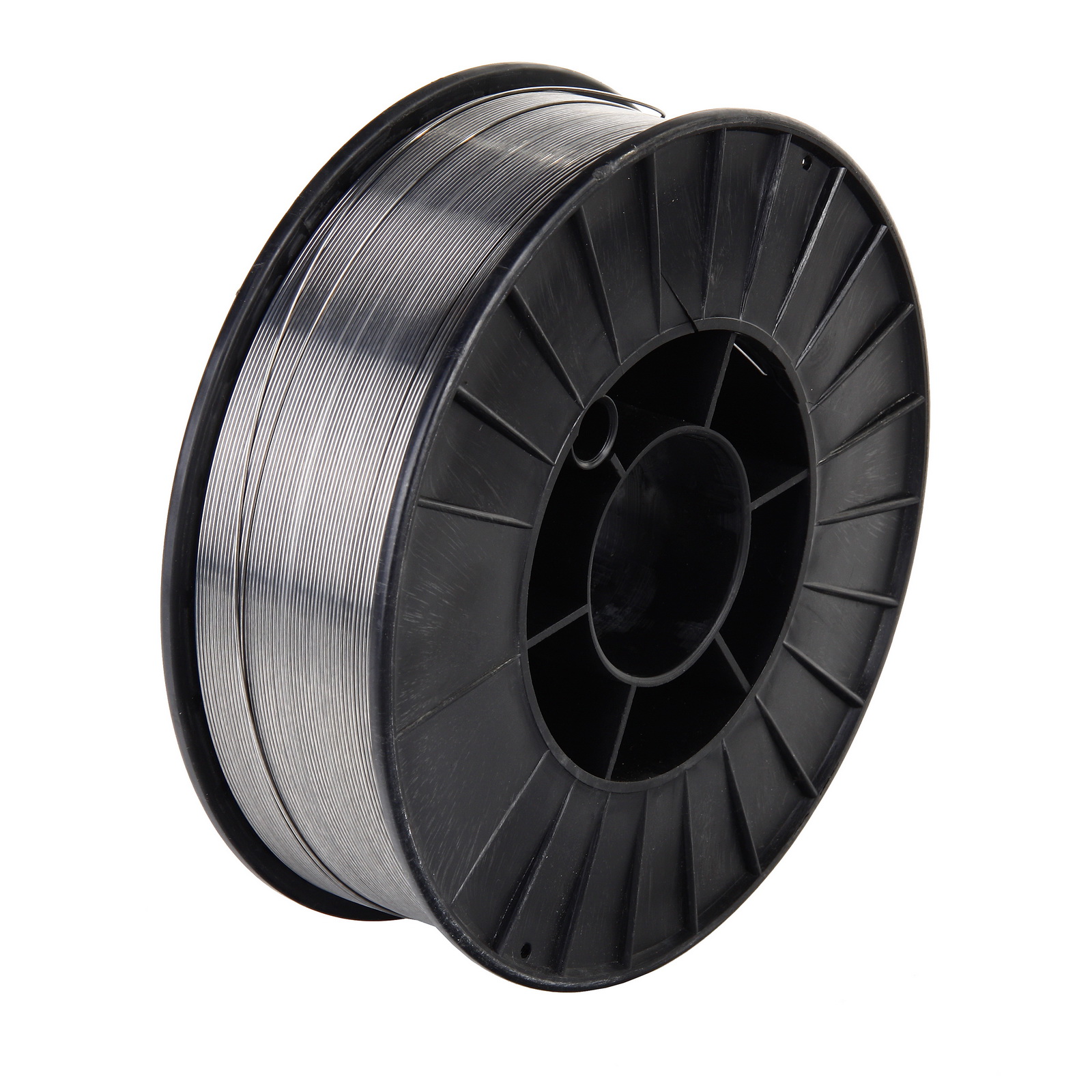
При проведении работ по алюминию MIG сваркой используют сварочную проволоку из алюминия и защитный газ. Проволока изготавливается путём вытягивания металла основы или прессованием, при этом она может быть нормальной или повышенной точности отделки. Она фасуется в катушки и может иметь диаметр сечения 0,8 мм — 1,6 мм. По весу и диметру посадочного отверстия различают следующие катушки:
0,5 кг, — диам = 20 мм
2 кг, 7 кг, – диам = 50 мм
Возможная модификация алюминиевой сварочной проволоки состоит в термообработке и/или добавлении легирующих добавок. Тем самым может быть увеличена жаростойкость, упругость, прочность, а также улучшена устойчивость к коррозии сварочного шва.
Тем самым может быть увеличена жаростойкость, упругость, прочность, а также улучшена устойчивость к коррозии сварочного шва.
Использование алюминиевой сварочной проволоки в штатной полуавтоматической сварке требует особого подхода и ряда доработок ввиду прихотливости материала.
Рассмотрим всё по порядку:
Во-первых, узел подачи — алюминиевая сварочная проволока мягче стальной, поэтому необходимо обеспечить её прижим к ведущим роликам с силой, достаточной для протяжки, и исключающей деформацию. Для этого рекомендуется использовать 4-хроликовую систему с поверхностью канавки ролика U-образной формы и гладкими краями. Тормозную систему необходимо отрегулировать таким образом, чтобы проволока не образовывала «бороды» при остановке.
Во-вторых, сварочная горелка — направляющий и канал и контактный наконечник для стальной проволоки, могут создать дополнительное сопротивление, что будет мешать равномерной подаче. Чтобы уменьшить трение, эти компоненты заменяет канал из тефлона.
Шланг горелки должен быть прямой, без перегибов, скручиваний, и иметь длину не больше трёх метров, чтобы уменьшить трение и не деформировать алюминиевую сварочную проволоку. В случае если его длины не хватает, пользуйтесь полуавтоматами с отдельным подающим механизмом, встроенным в рукоять горелки — Spool Gun (в них используются катушки по 0,5 кг).
Со стороны евро разъёма тефлоновый канал устанавливается вплотную к роликам горелки, а место стыка герметизируется, чтобы предотвратить утечку защитного газа.
И в-третьих — специальный контактный наконечник для алюминиевой сварочной проволоки. Он отличается наличием фаски на выходе, так как алюминий сильнее расширяется при нагревании.
Информация:
Для работы с алюминием лучше всего использовать специализированные полуавтоматы, позволяющие подавать ток импульсами. Благодаря этому возможен мелкокапельный перенос металла — лучший режим для сварки алюминия.
Как и все аналогичные изделия, алюминиевая сварочная проволока маркируется в соответствии с её составом и другими характеристиками (Рис. 1).
1).
Советы
Не ранее чем за сутки до работы зачистите заготовку металлической щёткой, это позволит быстрее разрушить оксидную плёнку в начале сварки и увеличит её скорость.
Если толщина детали больше 10 мм, то непосредственно перед самой сваркой её необходимо прогреть — это позволит упростить начало сварки и исключить вероятность прожога.
Алюминий при нагревании остаётся фактически того же цвета что и обычно, поэтому в процессе работы затруднительно контролировать размер сварочной ванны. В случае однослойной детали для предотвращения прожога или провала используется керамическая, графитовая или стальная подкладка.
Алюминиевая сварочная проволока, делится по качеству на бюджетную и премиум класса. Любая из них имеет полное соответствие ГОСТу, но на важных объектах рекомендуется использовать комплектующие премиум класса, в силу их запаса качества.
Мы рассмотрим несколько самых популярных видов алюминиевой сварочной проволоки премиум класса одного из немецких брендов.
ARC 1070
Аналог: Св.-А97
Алюминиевая сварочная проволока для работы с металлом без примесей (Al 99, Al 99,8), а также сплавами типа АД1 и АМц. Металл шва имеет хорошую коррозийную стойкость. Для листов толщиной около 15 мм требуется нагрев до 150°С.
ARC 1450
Аналог: Св.-А85
Отличается от ARC 1070 наличием добавки титана (~0,15% Ti), это уменьшает вероятность возникновения трещин во время работы и усиляет коррозийностойкость.
ARC 5754
Аналог : Св.-АМг 3
Сварочная алюминиевая проволока, улучшенная добавкой магния (~3% Mg). Применяется для сваривания алюминиевомагниевых сплавов (AlMg 1,8, AlMg 3, AlMg 0,5 , или AlMn 1). Благодаря добавке, шов имеет хорошую прочность.
Активно используется для строительных и ремонтных работ, в пищевом и химическом производстве.
ARC 5356
(Аналог: Св.-АМг 5)
Алюминиевая сварочная проволока. Имеет легирующую добавку магния (~5% Mg) и сваривает алюминиевомагниевые и алюминиевомагниевокремниевые сплавы (AlMg 1,8, AlMg 3, AlMg 5 , или AlMgSi 1).
Нашла применение в машино- и судостроении, при изготовлении емкостей и резервуаров.
ARC 5183
Аналог: Св.-АМг 5
Сварочная проволока из алюминия, с добавкой магния (~5% Mg). Подходит для сварки алюминиевых сплавов с добавлением магния (Mg) и магния (Mg) с кремнием (Si), таких как AlMg 3, AlMg 4,5 Mn, или AlMg 5. Имеет хорошую прочность и коррозийностойкость сварочного шва.
Нашла широкое применение в пищевой (молочной, пивоваренной) индустрии, судо- и автомотостроении, используется для конструирования криооборудования.
ARC 5087
Аналог: Св 1557
Алюминиевая сварочная проволока, с примесью магния (~5% Mg), для работы с алюминиевомагниевыми сплавами (AlMg 3, AlMg 4,5 Mn, или AlMg 5). Содержит в себе малый процент циркония (~0,15% Zr), что существенно снижает шанс появления трещин при сварке.
Применяется для изготовления чанов и емкостей в пищевой и химической индустрии.
ARC 4043
Аналог: Св.-АК5, Св.-АК6
Сварочная алюминиевая проволока, с добавкой кремния (~5% Si). Улучшает свариваемость изделий подвергающихся термообработке.
Улучшает свариваемость изделий подвергающихся термообработке.
Часто применяется для сваривания частей двигателя внутреннего сгорания, опорных плит, в пищевой промышленности.
ARC 4047
Аналог: Св.-АК10, Св.-АК12
Алюминиевая сварочная проволока с добавкой кремния (~12% Si). Идеальна для сварки силуминов и сплавов с содержанием легирующих элементов до 2%. Благодаря наличию кремния, при сварке наблюдается повышенная жидкотекучесть и низкая температура кристаллизации шва.
Используется для изготовления деталей машин и автоматов, работающих при высоких температурах, для изготовления емкостей, сварки тонколистных металлов.
Сварочная проволока для полуавтомата – классификация на 4 группы + Видео
Правильно подобранная сварочная проволока для полуавтомата – залог качественного и надежного соединения. А чтобы не ошибиться в выборе, следует ознакомиться со всеми типами и характеристиками этого материала.
1 Виды проволоки – 4 группы
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.
Омедненные электроды для сварки стали
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
2 Порошковая проволока и ее типы
Этот тип пользуется огромной популярностью. Состоит такая проволока из металлической оболочки и порошкового наполнителя, откуда и пошло название. Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Состоит такая проволока из металлической оболочки и порошкового наполнителя, откуда и пошло название. Существует несколько конструкций таких электродов. Они могут быть простыми трубчатыми, двухслойными либо с различными загибами. Последние предотвращают высыпание наполнителя, а также придают электроду жесткости. Диаметр изделия находится в пределах от 0,9 до 1,5 мм.
Наполнитель может иметь самый различный состав, в зависимости от которого порошковая проволока делится еще на 5 видов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Виды порошковой проволоки
Во время сварки происходит испарение флюса, которое способствует образованию газовых пузырей. Они, в свою очередь, и защищают сварочную ванну. Отдав предпочтение этому типу материала, не нужно дополнительно использовать защитный газ. А, значит, можно избавиться от массы неудобств, таких как хранение, аттестация и заправка громоздких газовых баллонов.
Благодаря этому свойству, порошковую проволоку называют еще самозащитой либо флюсовой. Используя ее, вы сможете работать даже при сильном ветре. При этом технология сварки ничем не отличается от стандартного процесса с применением проволоки сплошного сечения в среде защитных газов. Но в случае деформации флюсовая проволока становится непригодной и нуждается в замене.
3 Особенности эксплуатации материалов при сварке
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия. Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления. Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Это обеспечит достаточную глубину проплавления. Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия. Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.
Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали.
Если необходимо добиться повышенной пластичности металла шва, нужно использовать карбонатно-флюоритный тип.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
4 Популярные марки и их зарубежные аналоги
Среди омедненных элементов наибольшей популярностью пользуется Св-08Г2С. Она отличается прекрасной устойчивостью к растяжению. Этот параметр находится в пределах от 900 до 1350 МПа. Ее применяют для сварки тонкостенных элементов и изделий, которые будут работать под высоким давлением. Сварка ведется в среде защитных газов (СО2, Ar, Ar+20% CO2).
Омедненные элементы Св-08Г2С
Для работы с нержавеющими сталями чаще всего используют высоколегированные проволоки, среди которых особой популярностью пользуется Св01Х19Н9. Поставляется этот материал в бухтах либо на пластиковых кассетах, в последнем случае диаметр изделия не должен превышать 1,6 мм. Отлично подходит для проведения работ в инертной аргоновой среде. А вот наиболее яркими представителями порошковых материалов можно назвать ПП-АН11, ПП2ДС, ПП-АН8 и ПП-АН4.
Многие используют оборудование импортного производства, поэтому скажем пару слов и о сварочной проволоке, выпускаемой за рубежом. Эта продукция имеет маркировку, соответствующую стандартам AWS. Например, аналогом наиболее распространенной проволоки Св-08Г2С выступает CITOFIL 1 или Linkolnweld L50, выпускаемые в США. Япония также изготавливает материал с аналогичными свойствами – MG-50, проволока австрийского производства – EML5. Более доступным для нас китайским аналогом будет омедненная проволока ER-70S-6. Заменить высоколегированные нержавеющие проволоки Св01Х19Н9 и Св06Х19Н9Т можно импортными аналогами ER316L Si и ER 308L.
Cварочная проволока для сварки алюминия и его сплавов
Сварка алюминия может выполняться различными видами сварки. Однако наиболее распространенные методы — аргонодуговая TIG сварка

Считается, что наиболее качественная сварка алюминия может быть только с помощью TIG сварки. Но при грамотном выборе сварочного оборудования, технологии сварки, и когда проволока алюминиевая надлежащего качества, полуавтоматическая сварка не уступает по качеству TIG сварке, и даже превосходит вторую по производительности.
Сварка алюминия и его сплавов. Подготовка поверхностей
Алюминий необходимо тщательно подготовить перед сваркой для того, чтобы получить качественный и красивый сварной шов. На поверхности имеется оксидная пленка, которую обязательно надо снять. Это можно сделать металлической щеткой или другим абразивным материалом. Торцы можно зачистить напильником. Желательно двигать щеткой в одном направлении, чтобы не втирать уже снятую оксидную пленку обратно в материал.
Сварка алюминия и его сплавов полуавтоматической сваркой MIG. Выбор оборудования
- Необходимо грамотно подобрать сварочную горелку.
 Во-первых, желательно, чтобы ее длина не превышала 3 метра (проволока алюминиевая очень мягкая, это предотвратит ее залом в канале горелки). Шлейф при сварке должен быть прямым. Если не хватает длины горелки (источник невозможно приблизить к рабочему месту), то необходимо использовать оборудование с отдельным подающим механизмом, и тогда использовать трехметровую горелку.
Во-первых, желательно, чтобы ее длина не превышала 3 метра (проволока алюминиевая очень мягкая, это предотвратит ее залом в канале горелки). Шлейф при сварке должен быть прямым. Если не хватает длины горелки (источник невозможно приблизить к рабочему месту), то необходимо использовать оборудование с отдельным подающим механизмом, и тогда использовать трехметровую горелку. - Стандартный стальной канал в горелке надо заменить на специальный тефлоновый для алюминиевых проволок – это уменьшит трение проволоки при сварке.
- Для сварки алюминия необходимо использовать специальные токосъемные наконечники, что уменьшит трение проволоки при подаче.
- Также скорость подачи алюминиевой проволокина 15-20% выше, чем для той же толщины стали. Алюминий обладает большой теплопроводностью и это уменьшит нагрев проволоки и предотвратит деформацию, замятие и перегибы во время сварки.
 Во-первых, желательно, чтобы ее длина не превышала 3 метра (проволока алюминиевая очень мягкая, это предотвратит ее залом в канале горелки). Шлейф при сварке должен быть прямым. Если не хватает длины горелки (источник невозможно приблизить к рабочему месту), то необходимо использовать оборудование с отдельным подающим механизмом, и тогда использовать трехметровую горелку.
Во-первых, желательно, чтобы ее длина не превышала 3 метра (проволока алюминиевая очень мягкая, это предотвратит ее залом в канале горелки). Шлейф при сварке должен быть прямым. Если не хватает длины горелки (источник невозможно приблизить к рабочему месту), то необходимо использовать оборудование с отдельным подающим механизмом, и тогда использовать трехметровую горелку.Сварка алюминия и его сплавов полуавтоматической сваркой MIG. Купить Алюминиевую проволоку
Для сварки алюминия применяется проволока алюминиевая сплошного сечения. Очень важно подобрать сварочную горелку с нужным диаметром канала в зависимости от диаметра проволоки. Необходимо помнить о правилах хранения проволоки – она очень чувствительна к кислороду и влажности (приводит к окислению) – качество проволоки значительно ухудшается, что скажется на качестве сварного шва. Соответствующая марка проволоки выбирается в зависимости от марки свариваемого алюминия или алюминиевого сплава, определяемой их химическим составом.
Очень важно подобрать сварочную горелку с нужным диаметром канала в зависимости от диаметра проволоки. Необходимо помнить о правилах хранения проволоки – она очень чувствительна к кислороду и влажности (приводит к окислению) – качество проволоки значительно ухудшается, что скажется на качестве сварного шва. Соответствующая марка проволоки выбирается в зависимости от марки свариваемого алюминия или алюминиевого сплава, определяемой их химическим составом.
Купить проволоку для полуавтомата в Минске Вы можете, обратившись в наш отдел продаж. Если вы хотите купить проволоку для полуавтомата в других городах Беларуси, то обращайтесь за консультацией в наши представительства, которые есть в каждом областном городе, а также в Барановичах.
Алюминиевая проволока купить можно за наличный и безналичный расчеты. Если Вы хотите купить проволоку для полуавтомата в Минске за наличный расчет, то на Машиностроителей, 29 открыт специализированный магазин сварки. Вам помогут выбрать и купить проволоку для полуавтомата, необходимую непосредственно для ваших видов сварочных работ.
Вам помогут выбрать и купить проволоку для полуавтомата, необходимую непосредственно для ваших видов сварочных работ.
Сварочная алюм. проволока ER5356 1 мм Св-АМг5 кат. 2 кг — цена, описание и характеристики
ESAB Mig 4002с- сварочный выпрямитель, предназначенный для MIG/MAG и ММА сварк…
цена по запросу
Сварочная горелка MB EVO PRO 501 предназначена для сварки полуавтоматом р. ..
цена по запросу
Сварочный полуавтомат КЕДР MIG 200 GW, 220В предназначен для полуавт…
Серия ULTIMATE — это максимально производительные инверторные источники для по…
цена по запросу
Полуавтомат Сварог 350 MIG P TECH предназначенный для промышленной механиз. ..
..
цена по запросу
Сварочный полуавтомат Сварог MIG 3500 STANDART (J93) предназначен для&nbs…
Kempact RA -сварочный аппарат, предназначенный для современных сварочных …
цена по запросу
Сварочный полуавтомат Сварог MIG 500 DSP STANDART (J06) используется для промы. ..
..
MIG 500 сварочный полуавтомат АРИЯ предназначен для полуавтоматическ…
Сварочная горелка MB EVO PRO 401 D предназначенную для сварки полуав…
цена по запросу
INVERMIG 500 E — инверторный сварочный полуавтомат, построенный на современных. ..
..
цена по запросу
проволока для сварки недорого в Крыму и Краснодарском крае.
Алюминиевая сварочная проволока
Алюминиевая сварочная проволока представляет собой расходный материал, который применяется в промышленности или быту для соединения конструкций из алюминия и его сплавов. Это процедура выполняется при помощи автоматических или полуавтоматических сварочных аппаратов в среде защитного газа. В этом качестве чаще всего выступает аргон. В результате такой сварки либо наплавки место соединения отличается высокой надежностью и стабильностью механических характеристик.
Помимо перечисленных свойств, для данной продукции свойственны и другие преимущества:
- Малый вес при высокой прочности соединения;
- Хорошая долговечность (при соблюдении технологии сварки) и сопротивляемость коррозионным процессам;
- Хорошая износостойкость;
- Высокая теплопроводность и электропроводность;
- Исключительная пластичность самой проволоки и полученного в результате работ соединения.

Впрочем, последнее свойство помимо своих достоинств требует особой оснастки. В частности, для подачи высокопластичного расходника при полуавтоматической или автоматической сварки необходимо применять особые подающие устройства. Они должны оснащаться четырьмя роликами. Такие варианты устройства обеспечивают равномерное распределение прижимного усилия и препятствуют возможному повреждению поверхности расходного материала.
Но алюминиевая порошковая сварочная проволока имеет и недостатки. В числе таковых:
- Необходимость обработки и подготовки изделия перед процессом сварки. Это исключает возможность хранения оставшейся после сварки алюминиевой проволоки, так как на ней появляется оксидный слой. Таким образом, качество расходного материала ощутимо снижается;
- Необходимость точно знать, с каким по составу сплавом придется работать. Это необходимо для подбора оптимальной марки проволоки;
- Необходимость в использовании инертного газа. Этот фактор требует применения довольно сложного оборудования. Поэтому в быту сварка алюминиевых конструкций почти не встречается;
- Необходимость в высокой квалификации сварщика. Персоналу, который производит сварку алюминиевых конструкций, предстоит столкнуться с точной регулировкой параметров и высокой скоростью плавления присадочного материала. Поэтому выполнять эту работу начинающим не стоит однозначно.
 Поэтому в быту сварка алюминиевых конструкций почти не встречается;
Поэтому в быту сварка алюминиевых конструкций почти не встречается;Области применения алюминиевой проволоки
Сварка полуавтоматом алюминиевой проволокой широко используется в различных отраслях жизнедеятельности. Это обусловлено тем, что алюминий и его сплавы в сравнении с различными видами стали имеют малый вес, а в сравнении с альтернативными вариантами металлами – еще и относительно доступную цену.
Таким образом, потребность в соединении алюминиевых конструкций возникает в строительстве различных зданий и сооружений, в машиностроении и производстве авиатехники, пищевой промышленности, изготовлении мебели и электроприборов, энергетике и производстве автомобилей. То есть, во многих сферах нашей жизни возникает потребность использовать эту группу расходных материалов.
Алюминиевая проволока для сварки: нюансы выбора
Подбирая присадочный материал для полуавтомата, стоит максимально точно знать материал элементов. Кроме того, стоит знать, с какими приблизительно по толщине свариваемыми элементами придется работать. Это обусловлено тем, что с ростом толщин конструкций диаметр используемого расходника также должен расти.
С учетом того, что подготовленную, но не используемую в процессе алюминиевую проволоку для сварки хранить длительное время не рекомендуется, стоит примерно прогнозировать необходимые объемы этой продукции для конкретных задач. Так как подобная продукция выпускается в бухтах различного объема, это позволит рационально приобрести присадочный материал без серьезных излишков или необходимости хранения. Особенно это актуально для предприятий, на которых сварка алюминиевых конструкций – явление разовое или масштабы его минимальны.
Для алюминия, скорость плавления которого весьма высока, требуется также очень аккуратно подбирать режимы плавления проволоки. Температуры плавления расходного материала и основного металла должны быть сходными. В противном случае велик риск порчи свариваемых поверхностей и низкого качества образующегося шва. Такое явление имеет место, когда основной материал уже перепаливается, а проволока так и не достигла нужного для сваривания состояния.
Температуры плавления расходного материала и основного металла должны быть сходными. В противном случае велик риск порчи свариваемых поверхностей и низкого качества образующегося шва. Такое явление имеет место, когда основной материал уже перепаливается, а проволока так и не достигла нужного для сваривания состояния.
Чтобы без проблем подобрать оптимальную марку такой продукции и быть уверенным в ее исключительном качестве и соответствии заявленным параметрам, стоит выбирать надежного поставщика. Магазины и каталог сайта компании «Элинс», предлагающей все необходимое для сварки в Крыму и Краснодарском крае – оптимальное место для этого.
Не стесняйтесь обращаться при малейших сложностях за помощью к нашим менеджерам. Их высокая квалификация и опыт могут стать решением по подбору оптимальной марки присадок или иных сварочных аксессуаров под любые Ваши производственные нужды. Весь спектр приобретенного товара может быть доставлен ведущими транспортными компаниями в удобные для Вас точки выдачи.
Особенности подачи алюминиевой проволоки
Знание оборудования, настроек и процессовВ последнее время алюминий получил широкое применение как производственный материал. Он используется повсюду – от автомобилей до домашней утвари. В частности, эта популярность породила огромный спрос на сварку алюминия. Алюминий заслужил признание во многих отраслях благодаря своему сверхнизкому весу и высокой коррозионной устойчивости. Алюминиевые детали производятся как на больших, так и мелких предприятиях, поэтому каждому сварщику желательно иметь навыки работы с этим сложным и интересным металлом.
Даже для профессионалов с большим опытом сварки стали алюминий может представлять большие сложности. Во-первых, оборудование нужно настроить специально для работы с мягкой алюминиевой проволокой – обычные параметры для этого могут не подойти. Более того, обычное оборудование для сварки стальной проволокой может легко повредить алюминиевую. Поэтому для обеспечения высокого качества продкции нужно помнить о всех этих особенностях алюминия.
В этой статье мы рассмотрим три особенности работы с алюминием:
Направляющие |
Проволокопроводы Контактные наконечники |

Натяжение тормозного механизма
Проверьте, что тормозной механизм кассеты настроен слабее, чем для стальной проволоки. Таким образом для перемещения проволоки будет требоваться меньшее усилие.
Таким образом для перемещения проволоки будет требоваться меньшее усилие.
Кабели горелок
Так как жесткость алюминия гораздо меньше, чем у стали, подачу алюминиевой проволоки можно сравнить с «толканием макаронины в гору». Поэтому попробуйте держать горелку как можно ровнее, чтобы снизить риск спутывания.
Источники питания
При выборе источника питания для сварки алюминия нужно задать себе два вопроса: 1) насколько часто придется заниматься сваркой алюминия и 2) по каким толщинам будет вестись сварка? Ответы на эти вопросы подтолкнут Вас в нужном направлении.
Нерегулярная сварка алюминия
Тем, кто не планирует часто заниматься сваркой алюминия, больше подойдет небольшая система с диапазоном сварочного тока 130-170А. Учтите, что такое оборудование подходит только для сварки по определенным толщинам (обычно от 2.4 до 4.8 мм). Также Вам придется купить подходящий набор аксессуаров для сварки алюминия, например, проволокопроводов и контактных наконечников.
Частая сварка алюминия
Тем, кто регулярно занимается разнообразными задачами сварки алюминия, стоит приобрести более мощную систему с большей силой сварочного тока и способностью сваривать материалы большой толщины.
Производители алюминиевых изделий
Серьезным производителям алюминиевых деталей стоит обратить внимание на процессы сварки импульсной дугой. Импульсная сварка позволяет использовать проволоку большего диаметра, что означает меньшие проблемы с подачей и минимальный риск пористости.
Выбор системы подачи
Для сварки алюминия крайне важно иметь подходящую систему подачи проволоки.
Существует три основные группы механизмов подачи:
1. Выталкивающие системы
2. Горелки с механизмом привода
3. Пуш-пульная система
Выталкивающие системы (Push) | Что это такое? Типичное применение Преимущества Недостатки |

Горелки с механизмом привода | Что это такое? Типичное применение
|
 В случае алюминиевой проволоки такие кассеты обычно имеют диаметр 10 см и вес 0.5 кг. При такой конструкции расстояние между кассетой и контактным наконечником очень небольшое, обычно меньше 30 см. Как правило, горелка с собственным приводом намного упрощает подачу проволоки.
В случае алюминиевой проволоки такие кассеты обычно имеют диаметр 10 см и вес 0.5 кг. При такой конструкции расстояние между кассетой и контактным наконечником очень небольшое, обычно меньше 30 см. Как правило, горелка с собственным приводом намного упрощает подачу проволоки. Также в них используются кассеты весом всего 0,5 кг, поэтому будут неизбежны частые остановки для смены кассет. При этом такие кассеты – не самый дешевый вид упаковки.
Также в них используются кассеты весом всего 0,5 кг, поэтому будут неизбежны частые остановки для смены кассет. При этом такие кассеты – не самый дешевый вид упаковки.Пуш-пульные системы | Что это такое? Типичное применение
|
 Пуш-пульные системы обеспечивают самую стабильную подачу проволоки и при этом совместимы с более крупными кассетами диаметром 20 см (около 10 кг). Горелка может использоваться на большом расстоянии от источника питания (до 15 м). Кроме того, эта система не требует дорогостоящих катушек весом 0.5 кг и имеет удобную, эргономичную горелку, которой легко работать в ограниченных пространствах.
Пуш-пульные системы обеспечивают самую стабильную подачу проволоки и при этом совместимы с более крупными кассетами диаметром 20 см (около 10 кг). Горелка может использоваться на большом расстоянии от источника питания (до 15 м). Кроме того, эта система не требует дорогостоящих катушек весом 0.5 кг и имеет удобную, эргономичную горелку, которой легко работать в ограниченных пространствах.Типы пуш-пульных систем
Специальное отделение
В таких системах используется больше всего компонентов, в том числе специальная горелка с механизмом протяжки, источник питания и особое отделение для механизма подачи проволоки.
Дополнительная горелка со вспомогательным двигателем
Некоторые производители предлагают опциональную горелку для обычных выталкивающих систем подачи. В состав таких горелок входит вспомогательный привод. Однако у таких систем есть недостаток – если двигатели механизма подачи и горелки будут перемещать проволоку с разной скоростью или крутящим моментом, возникнет риск залипания или спутывания проволоки.
Независимый источник питания или механизм подачи
Такие системы представляют собой универсальную комбинацию универсального источника питания и механизма подачи проволоки с двигателем, который может легко переключаться между выталкивающим и пуш-пульным режимом подачи. С ними используются настоящие пуш-пульные горелки, которые выступают в роли основного привода и тем самым обеспечивают все преимущества пуш-пульного метода подачи проволоки.
Это оптимальный вид механизмов пуш-пульной подачи проволоки, потому что в них используется наименьшее число компонентов. Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Некоторые модели, например, Power MIG™: The Professional Choice 300 от Lincoln Electric, предлагают преимущества импульсной сварки с возможностью настройки индивидуальной формы волны сварочного тока специально для сложных работ с алюминием, например, сварки особенно тонкого материала. Универсальные источники питания/механизмы подачи при этом отличаются легким переключением между стальными и алюминиевыми проволоками, так как сварщик может предпочесть выталкивающий или пуш-пульный метод.
Заключение
Прочитав эту статью, Вы теперь будете знать различия между многочисленными доступными системами для MIG-сварки алюминия и сможете сделать оптимальный выбор.
Проволока для сварки алюминия
Содержание
Как правило, в быту проведение различных видов сварочных работ не происходит с такой частотой, как в производственных сферах, где сварка является важной частью всего процесса.
Процесс сварки алюминия
Однако, при потребности проведения сварочных работ, часто встает вопрос о выборе метода сварки и типа сварочного аппарата. Кроме того особое внимание уделяется процессу выбора расходных материалов.
Присадочная сварочная проволока и ее особенности
Сварочная, а именно, алюминиевая проволока, характеризующаяся сплошным сечением, напрямую влияет на весь процесс работы.
Читайте также: описание и преимущества технологии ванной сварки.
Как правило, такая присадочная сварочная проволока предназначена для проведения работ связанных с механизированной дуговой сваркой.
Это изделие также способствует формированию наплавок алюминия и сплавов с его достаточным содержанием в среде, заполненной защитными газами.
Представленная присадочная проволока, выполненная с применением алюминия, обеспечивает поддержку всех ведущих сварочно-технологических характеристик на высоком уровне.
Алюминиевая проволока для сварки
Кроме того, данная продукция проявляет стабильные механические свойства, характерные для такой разновидности металла, а шов отличается высокой надежностью всех сварных соединений.
к меню ↑
О видах продукции
Присадочная проволока, с помощью которой производится сварка алюминия, в зависимости от особенностей ее назначения, изготавливается с ориентировкой на два основных стандарта:
- ГОСТ 14838-78 — эта присадочная сварочная проволока предназначается для проведения холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – присадочная, а именно, проволока для сварки алюминия и его сплавов.
Читайте также: о применении порошковой проволоки для сварки.
Для того чтобы произвести сварку одного конкретно взятого сплава, в большинстве случаев применяются (с ориентировкой на требования), несколько марок проволоки.
Но, как показывает практика, наиболее рационально применение проволоки, которая имеет универсальное предназначение.
Такая присадочная проволока без ориентировки на высокую степень своей универсальности и способна обеспечить соединяемые фрагменты швами с высокими качественными показателями ведущих характеристик и значений. Среди них особенно стоит обратить внимание на такие важные параметры, как:
Проволока для сварки алюминия TELWIN
- высокая степень устойчивости к горячим трещинам;
- прочность;
- показатели пластичности;
- сопротивляемость вредоносным коррозийным процессам.
В настоящее время ассортимент сплавов, изготовленных с применением алюминия достаточно обширен.
Известно, что существует ряд обобщенных требований, которые связаны с процессом подготовки к сварке.
к меню ↑
Об особенностях материала
При использовании проволоки для сварки алюминия, кромки и участок расположенный вокруг шва, тщательным образом подвергается детальной зачистке.
Эти действия начинаются непосредственно перед началом сварочного процесса. Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
Читайте также: можно ли соединять арматуру сваркой?
Для этого процесс сварки производится в искусственно созданной среде специальных защитных инертных газов, наиболее применяемый из которых – аргон.
При проведении сварки с помощью проволоки формируется одно обязательное требование, следовать которому нужно неукоснительно.
Схема процесса сварки аргоном с применением присадочной проволоки
Это своевременное использование. После того, как упаковка будет вскрыта, время хранения продукта должно будет быть сведено к минимуму.
Это связано с тем, что алюминиевая поверхность очень быстро подвергается окислительным процессам, что напрямую связанно с ухудшением качественных характеристик проволоки.
Особенно аккуратно с ней стоит обращаться при высоком уровне влажности воздуха. В пищевой промышленности и в смежных с ней отраслях алюминиевая сварка деталей, изготовленных из алюминия, распространена довольно-таки широко.
Читайте также: для чего применяют нержавеющую проволоку для сварки?
Сам процесс сварки, в котором соединяются изделия, выполненные с применением нержавеющей стали и сплавов, обладающих высокой степенью жаропрочности, проводится при непосредственном участии специального полуавтомата.
В нем содержится необходимое количество защитного газа. Все типы сварочной проволоки производятся по такой технологии, которая формирует в изделиях большое процентное соотношение высоколегированной стали, отличающейся высокими жаропрочными характеристиками.
Во всех случаях в состав этой стали входит кремний и углерод. Благодаря включению в состав сварочной проволоки кремния в разы возрастает показатель прочности полученного сварочного шва и другие его качественные характеристики.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Наличие соединений углерода купирует образование межкристаллической коррозии. Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Этот вид изделий отличается высокой степенью устойчивости к коррозийным процессам. Ее применяют в таких сферах, как:
- машиностроение;
- пищевая промышленность;
- легкая промышленность;
- нефтяная промышленность;
- судостроение.
Стоит также отметить, что представленная алюминиевая высококачественная присадочная проволока активно применяется в механизированном процессе дуговой сварки.
Сварочный аппарат для сварки алюминиевых деталей
В эту категорию входит и произведение наплавки сплавов алюминиевого типа в окружении среды защитных газов.
Представленная разновидность сварочной проволоки способна проявлять высокие показатели каждой отдельно взятой сварочно-технической характеристики, общего уровня стабильности механических свойств швов, и общий уровень надежности полученного сварного соединения.
При этом, большинство профессиональных сварщиков отмечают, что алюминий является наиболее прихотливым металлом в сварочном деле.
Этот материал выделяется целым рядом особенных свойств, которые нужно знать и учитывать для эффективного проведения работ.
При нагревании этот материал не изменяет свой исходный цвет и отличается, в отличие от большинства металлов, широким диапазоном температур плавления.
Этот материал известен своими немагнитными свойствами. Сейчас в продаже наиболее часто встречается сварочная проволока из алюминия для полуавтоматов. Она наиболее часто применяется в связке с этими агрегатами.
к меню ↑
Нюансы применения
Уже упоминалось, что во всех вопросах, связанных с проведением сварочных работ, алюминий по праву считается одним из самых капризных материалов.
Исходя из ряда таких особенностей, сваривание его элементов проводится с применением электродов особого вида.
В этом случае, в качестве такого особенного электрода, выступает алюминиевая сварочная проволока. Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Сфера применения представленного расходного материала напрямую зависит от того, какой из дополнительных элементов содержится в его составе.
К примеру, та проволока, которая содержит в себе сплав кремния и алюминия производится с ориентировкой на маркировку СВ-АК5.
Зачастую представленная разновидность расходного материала применяется при осуществлении монтажа авиалей, плит опорного назначения и блоков ДВС.
Схема подачи сварочной проволоки в аппарате
В том случае, когда марганец вступает в связь с алюминием, производится проволока под маркировкой СВ-АМ5.Представленный тип изделий характеризуется наличием высоких прочностных характеристик и сильной устойчивостью к вредоносному воздействию влаги.
Исходя из таких специфических свойств, такая проволока для сварки активно используется в таких отраслях как судостроение и пивоваренная промышленность.
В том случае, когда изготовление представленной сварочной проволоки характеризуется присутствием в ее химическом составе магния, на выходе формируется продукция с маркировкой СВ-АМР.

Как и вышеописанные две разновидности, эта также характеризуется достаточно широким спектром отраслей применения.
Исключение составляют те случаи, при которых значение уровня теплового воздействия на полученный шов будет равно 800ºC. Если возникает необходимость в сварке или наплавке изделий выполненных с применением алюминия, то применяется специальная разновидность электрода.
Она представлена в виде алюминиевой сварочной проволоки со сплошным сечением. Представленная разновидность проволоки повсеместно применяется как при проведении механической, таки при осуществлении дуговой сварки в среде, наполненной защитными газами.
- Когда проводится сваривание различных конструкционных деталей из алюминия, то применение такой проволоки способно обеспечить высокие показатели стабильности полученного соединения.

Тоже самое относится и к характеристикам механических показателей созданного сварочного шва. Сейчас, наибольшее распространение получили такие марки изделий, как ER–4043 и ER–5356.
Процесс сварки алюминиевых деталей
В большинстве случаев, применение первого типа актуально при сварке тех деталей, в состав которых входит кремний.
Аналоговые варианты представлены маркировками СВ-АК5 и СВ–АК6. Вторая разновидность в большинстве случаев задействуется при сварке и наплавке тех деталей, в состав которых входит магний.
Есть альтернативные изделия, которые выпускаются под маркировкой СВ-Amr5. Сварной шов, полученный при содействии такого расходного материала, обладает достаточно высокими показателями прочностных характеристик.
Они превосходят значения изделий марки ER-4043. Представленная сварочная, присадочная алюминиевая проволока может быть использована не только как основной электрод, но и как материал, с помощью которого моет производиться присадка.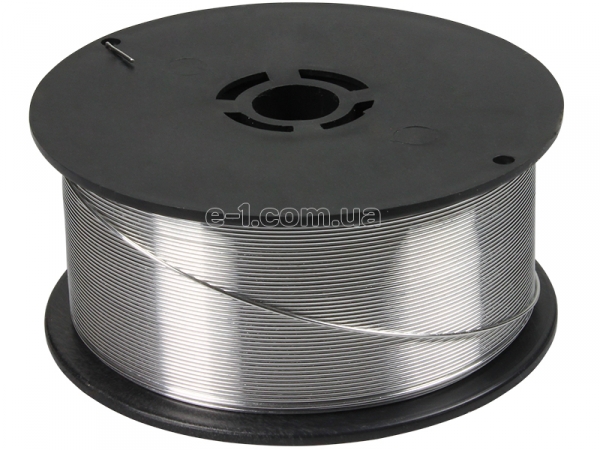
- В том случае, когда маркировка изделия подбирается в строгом соответствии с конструктивными особенностями и требованиями, то полученное сварное соединение будет очень высококачественным и весьма долговечным.
Такой сварной шов всегда отличается достаточно высоким уровнем механической прочности, герметичностью и максимальной устойчивостью к вредоносному воздействию коррозийных процессов.
А наличествующие слабовыраженные магнитные свойства представленного расходного материала и полученного впоследствии шва будут способствовать сохранению эстетически приятного внешнего вида всей конструкции.
к меню ↑
Процесс сварки алюминия полуавтоматом (видео)
Статьи по теме:
Портал об арматуре » Сварка » Как использовать проволоку для аппаратной сварки алюминия
Полуавтоматы подачи проволоки | Линкольн Электрик
Выберите 3 продукта для сравнения Механизм подачи проволоки Power Feed 25M в алюминиевом корпусе
Основные функции
Процесс MIG, импульсная, STT®, порошковая сварка, TIG, строжка, Stick | Начиная от: 3826 долларов США. |
 00
00Выберите 3 продукта для сравнения Механизмы подачи проволоки LF-72
Основные функции
Процесс MIG, порошковая сварка | Начиная от: & nbsp $ 1529,00 |
Выберите 3 продукта для сравнения Устройства подачи проволоки со стрелой Flex Feed 84
Основные функции
Процесс GMAW, FCAW, SAW, CAG (строжка угольной дугой — доступна при установленной опции строжки) |
Выберите 3 продукта для сравнения Механизмы подачи проволоки LN-25
Основные функции
Процесс MIG, порошковая сварка | Начиная от: & nbsp $ 3 927,00 |
 (19,9 кг) катушки.
(19,9 кг) катушки.Выберите 3 продукта для сравнения Механизмы подачи одиночной проволоки Power Feed 84
Основные функции
Процесс MIG, импульсная сварка MIG, MIG-STT®, порошковая сварка, Stick, TIG, строжка | Начиная от: & nbsp 4013 долларов США. |
 00
00Выберите 3 продукта для сравнения Механизмы подачи проволоки LF-74
Основные функции
Процесс MIG, порошковая сварка | Начиная от: & nbsp $ 2110,00 |
Выберите 3 продукта для сравнения Механизмы подачи проволоки LN-25 PRO
Основные функции
Процесс MIG, порошковая сварка, возможность STT® только с моделью K2614-6 Dual Power | Начиная от: & nbsp $ 2 805. |
 00
00Выберите 3 продукта для сравнения Power Feed 84 Двойные устройства подачи проволоки
Основные функции
Процесс MIG, импульсная сварка MIG, MIG-STT®, порошковая сварка, Stick, TIG, строжка | Начиная от: 6393 долл. |
 США.00
США.00Выберите 3 продукта для сравнения Механизмы подачи проволоки Flex Feed 74 HT
Основные функции
Процесс MIG, порошковая сварка, дуговая сварка под флюсом (ручная) и строжка | Начиная от: 2340 долларов США. |
 00
00Выберите 3 продукта для сравнения Механизмы подачи проволоки LN-25X с технологией CrossLinc и TVT
Основные функции
Процесс MIG, порошковая сварка | Начиная от: & nbsp $ 2 727,00 |
Выберите 3 продукта для сравнения Механизмы подачи проволоки со стрелой Power Feed 84
Основные функции
Процесс MIG, импульсная сварка MIG, MIG-STT®, порошковая сварка, Stick, TIG, строжка |
Выберите 3 продукта для сравнения Устройства подачи проволоки Flex Feed 84
Основные функции
Процесс GMAW, FCAW, SAW, CAG (строжка угольной дугой — доступна при установленной опции строжки) | Начиная от: & nbsp $ 3058. |
 00
00Выберите 3 продукта для сравнения Двойные настольные устройства подачи проволоки Flex Feed 84
Основные функции
Процесс GMAW, FCAW, SAW, CAG (строжка угольной дугой — доступна при установленной опции строжки) | Начиная от: 4633 долл. |
 США.00
США.00Выберите 3 продукта для сравнения Устройства подачи проволоки Activ8X
Основные функции
Процесс MIG, порошковая сварка | Начиная от: & nbsp $ 2 149,00 |
Выберите 3 продукта для сравнения Механизмы подачи проволоки LN-23P
Основные функции
Процесс Внутренний щит (FCAW-S) | Начиная от: & nbsp $ 3 893,00 |
 (22,7 кг)
(22,7 кг)Полуавтоматические горелки MIG
Обзор
За более чем 44 года работы по сварке алюминиевых и стальных прицепов, D / F Machine Specialties полуавтоматическая сварочная горелка с пистолетной рукояткой MIG 650 А с водяным охлаждением модели NC-21 / HT-21 предназначена для сварки алюминиевых прицепов с принудительной сваркой.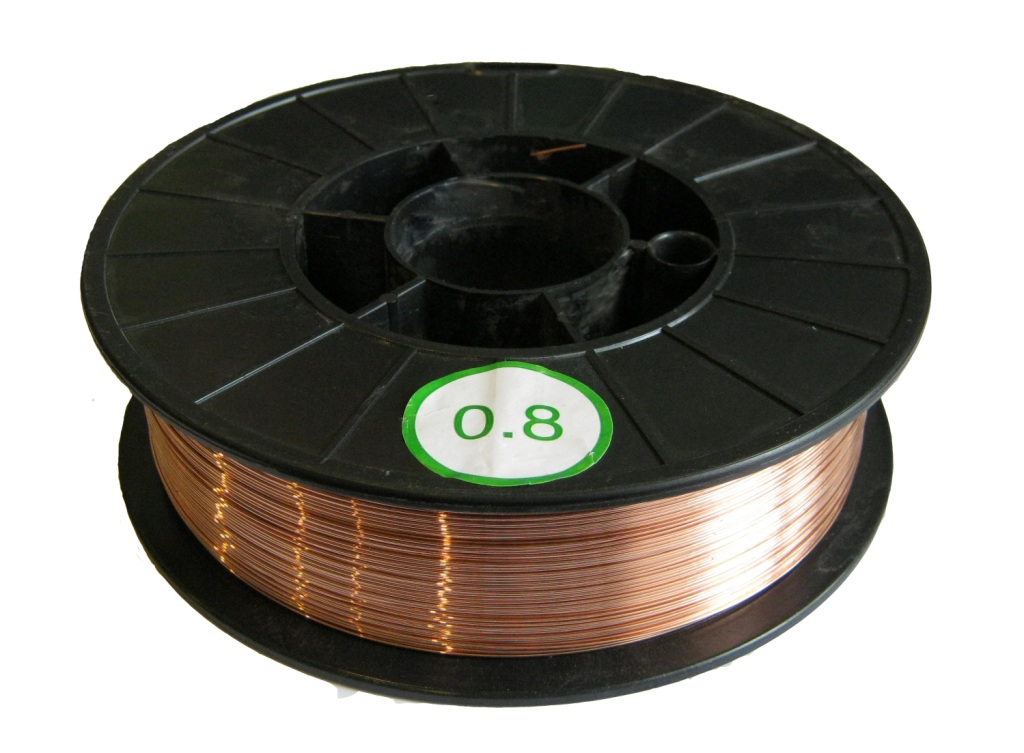
Полуавтоматическая сварочная горелка MIG с пистолетной рукояткой на 650 А с водяным охлаждением D / F предлагает конструкцию с полной взаимозаменяемостью длины сопла для ручной MIG-сварки алюминия и нержавеющей стали с использованием проволоки диаметром от 0,030 до 1/8 дюйма. Горелка может быть адаптирована для точечной или непрерывной сварки плавлением и идеально подходит для сварки алюминиевой и нержавеющей проволокой 3/64 «и 1/16». Пистолетный пистолет D / F является превосходной альтернативой пистолетам Miller XR-Pistol-Pro и XR-A, а также пистолетам MK Products Prince XL® Push-Pull Pistol Grip Gun.
Горелка D / F известна тем, что при правильном охлаждении сварщик может схватить хромированный передний корпус с водяным охлаждением (а не медное газовое сопло / чашку) горелки голой рукой, и он будет холодные на ощупь секунды после сварки. При наличии подходящего чиллера это можно сделать даже после 4 часов дуги. Убедитесь, что подача охлаждающей воды имеет минимальный расход 1 галлон в минуту (для каждого внутреннего корпуса), 40 фунтов на квадратный дюйм (максимум 80 фунтов на квадратный дюйм) с резервуаром на 6 галлонов и рекомендуемой холодопроизводительностью 30 000 БТЕ / час. Характеристики пистолета зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27 ° C (80 ° F). Выход воды из резака и кабель питания не охлаждается, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через резак D / F в течение как минимум 1 минуты до зажигания дуги, при подаче электроэнергии и попадании воды на «горячую» воду / выходной кабель и кабель питания будет образовываться пар. Пар может повредить внутренние части горелки за секунды, что приведет к утечке.Он также может выдуть воду / погасить факел и шнур питания. Реле потока может быть установлено после обратной линии, чтобы обеспечить присутствие охлаждающей жидкости в обратной линии до зажигания дуги. При использовании GMAW с высоким напылением, высокой плотности тока, большой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охлаждающий жидкостный охладитель с большим резервуаром.
Характеристики пистолета зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27 ° C (80 ° F). Выход воды из резака и кабель питания не охлаждается, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через резак D / F в течение как минимум 1 минуты до зажигания дуги, при подаче электроэнергии и попадании воды на «горячую» воду / выходной кабель и кабель питания будет образовываться пар. Пар может повредить внутренние части горелки за секунды, что приведет к утечке.Он также может выдуть воду / погасить факел и шнур питания. Реле потока может быть установлено после обратной линии, чтобы обеспечить присутствие охлаждающей жидкости в обратной линии до зажигания дуги. При использовании GMAW с высоким напылением, высокой плотности тока, большой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охлаждающий жидкостный охладитель с большим резервуаром. Точный контроль температуры поддерживает постоянную температуру охлаждения 13 ° C (55 ° F), тем самым продлевая срок службы сварочного оборудования и, в частности, продлевая срок службы газового сопла и токоотвода.D / F Machine Specialties не производит и не продает чиллеры, мы их только рекомендуем. Щелкните здесь, чтобы увидеть наши рекомендуемые чиллеры.
Точный контроль температуры поддерживает постоянную температуру охлаждения 13 ° C (55 ° F), тем самым продлевая срок службы сварочного оборудования и, в частности, продлевая срок службы газового сопла и токоотвода.D / F Machine Specialties не производит и не продает чиллеры, мы их только рекомендуем. Щелкните здесь, чтобы увидеть наши рекомендуемые чиллеры.
Каждый сварочный пистолет D / F Machine Specialties полностью собран и готов к установке. Для завершения установки укажите кодовый номер, размер проволоки, марку / модель механизма подачи проволоки (механизмы подачи проволоки Lincoln, механизмы подачи проволоки Miller, механизмы подачи проволоки Tweco, механизмы подачи проволоки ESAB и механизмы подачи проволоки с быстрым разъединением EURO) и входное отверстие (при необходимости ) необходимо указать при заказе.Если требуются специальные сварочные инструменты или аксессуары, отличные от перечисленных ранее, проконсультируйтесь с заводом-изготовителем. Подберите подходящий адаптер для механизма подачи проволоки MIG.
Если вам нравятся все сверхпрочные, надежные конструктивные особенности и низкая стоимость сварочного пистолета D / F с водяным охлаждением и пистолетной рукояткой, но вы всегда хотите иметь изогнутый пистолет, пожалуйста, ознакомьтесь с нашим NCC / HTC, Mighty MIG , и полуавтоматические ручные пистолеты HTC-E / HTCE-A с водяным охлаждением, 55 градусов.
Характеристики
- Внутренний корпус с водяным охлаждением и сопло
- NC-21S — Дополнительное точечное сопло с прямым охлаждением
- Небольшая передняя часть для труднодоступных мест
- Длина сопла может быть увеличена за счет применения одного из трех (3) комплектов сопел W / C разной длины
- Дополнительный комплект изогнутых сопел
- Дополнительный тепловой экран
Описание модели
- NC-21 — N Обычный пистолет с водяным охлаждением C Ollet Action (вставной токовый наконечник)
- HT-21 — H Пистолет eavy Duty, с водяным охлаждением T Токарный наконечник с резьбой
- NC-21-A — N Обычная работа, W / C C Ollet Action (вставной наконечник) — высокая производительность (серия A )
- HT-21-A — H eavy Duty, W / C T Резьбовой наконечник (CuCrZr) — большая емкость (серия A )
Характеристики модели
| МОДЕЛЬ | ТОК МОЩНОСТЬ | ВЕС (ПРИМЕР.  ) ) | ОХЛАЖДЕНИЕ ТРЕБУЕТСЯ | РЕКОМЕНДУЕМЫЙ ПРОВОД ДИАМ. ДИАПАЗОН | ИНСТРУКЦИЯ РУКОВОДСТВО |
|---|---|---|---|---|---|
| NC-21 | 650 ампер @ 100% рабочий цикл | 2,5 фунта | 5 пинт / мин | .030 «-1/8» твердый / с сердечником, 3/64 «-3/32» AL | 163WP |
| HT-21 | 650 ампер @ 100% рабочий цикл | 2.5 фунтов | 5 пинт / мин | .030 «-1/8» твердый / с сердечником, 3/64 «-3/32» AL | 163WP |
| HT-21-A, HT-21-A | 650 ампер @ 100% рабочий цикл | 2,5 фунта | 5 пинт / мин | .030 «-1/8» твердый / с сердечником, 3/64 «-3/32» AL | 161WP |
Размеры ствола
| МОДЕЛЬ | Длина с соплом 3 « | Длина с соплом 4 « | Длина с соплом 5 « | Диаметр корпуса ствола | Диаметр жиклера |
|---|---|---|---|---|---|
| NC-21 / HT-21 | 9. 25 « 25 « | 10,25 « | 11,25 дюйма | 1,625 « | 1,125 « |
| NC-21-A / HT-21-A | 9,25 дюйма | 10,25 « | 11,25 дюйма | 1,625 « | 1,445 « |
Коммунальная станция № 45196
Станция D / F требуется для всех установок резаков D / F. В типичных современных схемах горелки используется сборный узел кабеля с выводом питания.Горелки D / F используют альтернативный подход к настройке. В горелках используются отдельный газовый шланг, шланг для подачи воды, вывод воды и кабель питания, а также кожух / кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D / F Utility Station. Газовый шланг, шланг для подачи воды и кабель для подачи воды и питания подключаются к существующим линиям заказчика через подстанцию. Кабели резака D / F подключаются к передней (см. Справа) подстанции.В заднюю часть (см. Ниже) подстанции помещаются инженерные сети заказчика. Подробнее читайте на странице продукта D / F Utility Station.
Кабели резака D / F подключаются к передней (см. Справа) подстанции.В заднюю часть (см. Ниже) подстанции помещаются инженерные сети заказчика. Подробнее читайте на странице продукта D / F Utility Station.
Для получения дополнительной информации о правильном использовании D / F Utility Station и просмотра различных вариантов подключения резака загрузите, пожалуйста, один лист «Варианты подключения резака».
Тепловой экран № 14525
Естественно, производители и производители за эти годы приняли ряд мер по борьбе с тепловым воздействием. Хотя сильный жар, безусловно, может раздражать сварщика, его воздействие — это не просто вопрос комфорта.Также необходимо учитывать важные аспекты безопасности, ответственности и производительности. Отражающее тепло при очень горячей сварке. Отражающий тепло и сварочная лужа, которые появляются при сварке алюминия методом MIG, становятся еще более горячими. Тепловой экран D / F Machine Specialties для пистолета MIG направляет тепло от рук, значительно снижая температуру. В отличие от других теплозащитных экранов, теплозащитный экран D / F имеет конструкцию с двумя стенками. Внешняя стена отражает тепло и обеспечивает изоляцию от внутренней стены.Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности. Вы даже не заметите там теплозащитного экрана.
В отличие от других теплозащитных экранов, теплозащитный экран D / F имеет конструкцию с двумя стенками. Внешняя стена отражает тепло и обеспечивает изоляцию от внутренней стены.Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности. Вы даже не заметите там теплозащитного экрана.
Комплект изогнутых сопел № 13925
Дополнительный комплект изогнутых форсунок доступен с форсункой 55 °, которую можно установить вместо обычной газовой чашки. Изогнутое сопло можно поворачивать в любом направлении от передней части резака.Комплект доступен с изогнутыми токовыми наконечниками, рассчитанными на диапазон диаметров проволоки 0,035 -1/16 дюйма для жесткой проволоки и 3/64 дюйма -1/16 дюйма для алюминиевой проволоки. См. Страницу Советы по контактам для сварки D / F MIG для получения дополнительной информации о наконечниках изогнутого тока. Загрузите один лист продукта для получения дополнительной информации о комплекте изогнутых сопел.
Загрузите один лист продукта для получения дополнительной информации о комплекте изогнутых сопел.
Подробнее
Помните великолепную сварочную горелку Airco Aircomatic Model AH50-B, которая использовалась исключительно для точечной сварки алюминия и твердой проволоки газовой дугой (MIG)? По конструкции очень похожи на Linde ST-5 и ESAB ST-21 (арт.995950), но с улучшениями и новыми функциями и зарекомендовавшим себя в качестве превосходной альтернативы, ручной пистолет MIG с ручным пистолетным захватом D / F с водяным охлаждением представляет собой прочную универсальную ручную горелку MIG с водяным охлаждением, предназначенную для работы при сварочных токах до 600 ампер в непрерывном режиме с использованием всех видов защитных газов. В горелке используется конструкция с пистолетной рукояткой для удобного управления сваркой в режиме старт-стоп и простоты использования, а ее линейная конструкция позволяет вводить все рабочие линии через корпус горелки.Как и ESAB ST-21, пистолет D / F легко подключается к механизму подачи проволоки ESAB MIG-35. Пистолет DF также предназначен для использования со всеми механизмами подачи проволоки, имеющими водяное охлаждение, и может работать со всеми типами сварочной проволоки диаметром от 0,035 дюйма до порошковой проволоки диаметром 1/8 дюйма и диаметром от 3/64 дюйма до 3 /. 32-дюймовый алюминиевый провод.
Пистолет DF также предназначен для использования со всеми механизмами подачи проволоки, имеющими водяное охлаждение, и может работать со всеми типами сварочной проволоки диаметром от 0,035 дюйма до порошковой проволоки диаметром 1/8 дюйма и диаметром от 3/64 дюйма до 3 /. 32-дюймовый алюминиевый провод.
Чтобы обеспечить максимальную защиту от злоупотреблений при повседневном обслуживании, фонарик с пистолетной рукояткой имеет прочную конструкцию, все металлические части которой хорошо изолированы от токоведущих элементов.Встроенный корпус и пистолетная рукоятка позволяют использовать пистолет D / F в самых разных областях, обеспечивая простоту маневрирования и удобство эксплуатации. Для облегчения маневрирования все рабочие линии соединены внутри с корпусом резака и выходят из задней части корпуса резака. В горелке можно использовать либо резьбовые контактные наконечники, либо вставные контактные трубки, которые фиксируются гайкой цанги, поставляемой с горелкой. Контактный наконечник можно быстро и легко заменить, отвинтив металлическое сопло и гайку цанги и сняв наконечник. Шесть металлических форсунок с водяным охлаждением разной длины и с различным внутренним / внешним диаметром. доступны для использования с пистолетом D / F для непрерывной сварки плавлением и для точечной сварки. Требования к водяному охлаждению для пистолета D / F описаны ниже.
Шесть металлических форсунок с водяным охлаждением разной длины и с различным внутренним / внешним диаметром. доступны для использования с пистолетом D / F для непрерывной сварки плавлением и для точечной сварки. Требования к водяному охлаждению для пистолета D / F описаны ниже.
Естественно, производители и производители за эти годы приняли ряд мер по борьбе с тепловым воздействием. Хотя сильный жар, безусловно, может раздражать сварщика, его воздействие — это не просто вопрос комфорта. Также необходимо учитывать важные аспекты безопасности, ответственности и производительности.Отражающее тепло при очень горячей сварке. Отражающий тепло и сварочная лужа, которые появляются при сварке алюминия методом MIG, становятся еще более горячими. Тепловой экран D / F Machine Specialties для пистолета MIG направляет тепло от рук, значительно снижая температуру. В отличие от других теплозащитных экранов, теплозащитный экран D / F имеет конструкцию с двумя стенками. Внешняя стена отражает тепло и обеспечивает изоляцию от внутренней стены.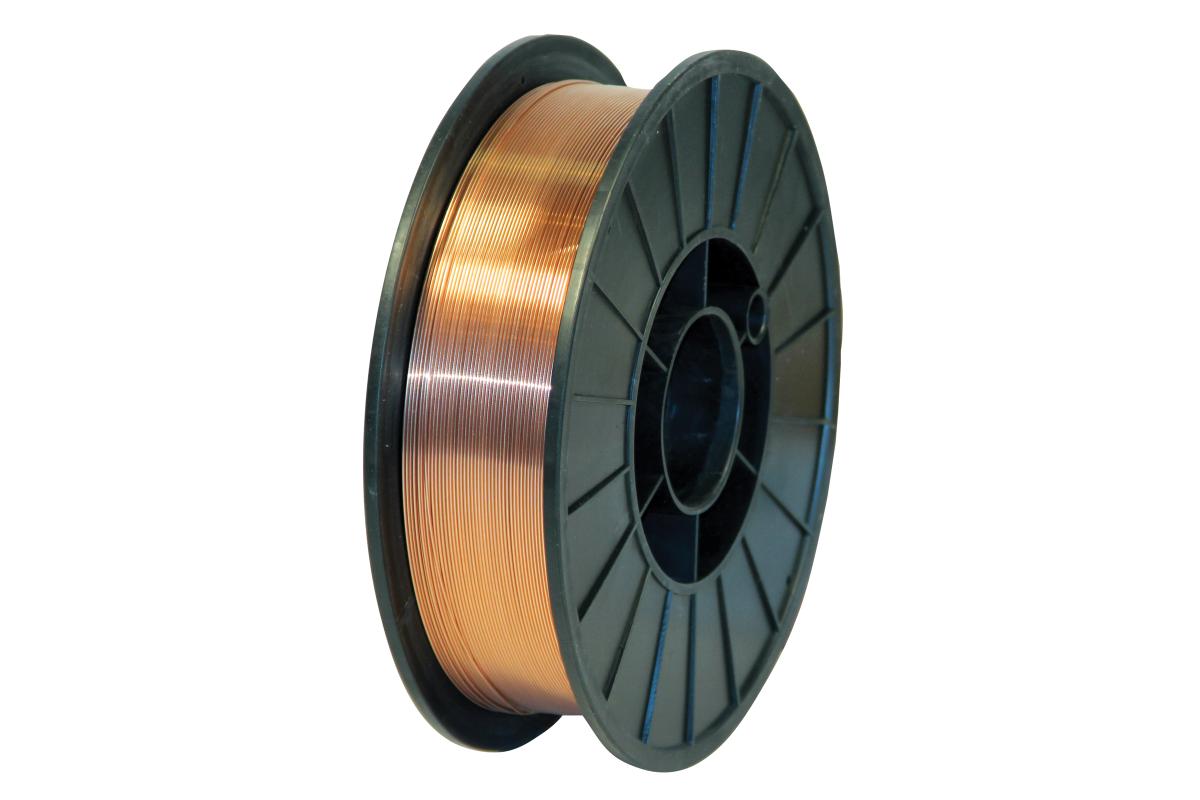 Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности.Вы даже не заметите тепловой экран.
Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности.Вы даже не заметите тепловой экран.
Сравнение пушек, пушек и катушек
Преимущества пистолета Push Gun
Подача алюминиевой проволоки с помощью системы «только толкание» очень выгодна. Пистолетный пистолет D / F с водяным охлаждением легко подключается к Millermatic 350P и XR-AlumaFeed и является превосходной альтернативой Miller XR-Pistol-Pro и XR-A, а также пистолетной рукоятке MK Products Prince XL® Push-Pull. Пистолет. Пистолет D / F недорог в отличие от двухтактных горелок MIG и пистолетов с катушкой, представленных сегодня на рынке.Пуш-пульные резаки также очень хрупкие, их сложно обслуживать, и они состоят из большего количества деталей. Для толкающего пистолета требуются приводные ролики с U-образной канавкой, чтобы обеспечить больший контакт поверхности с проволокой, нейлоновый вкладыш и соответствующее давление приводных роликов.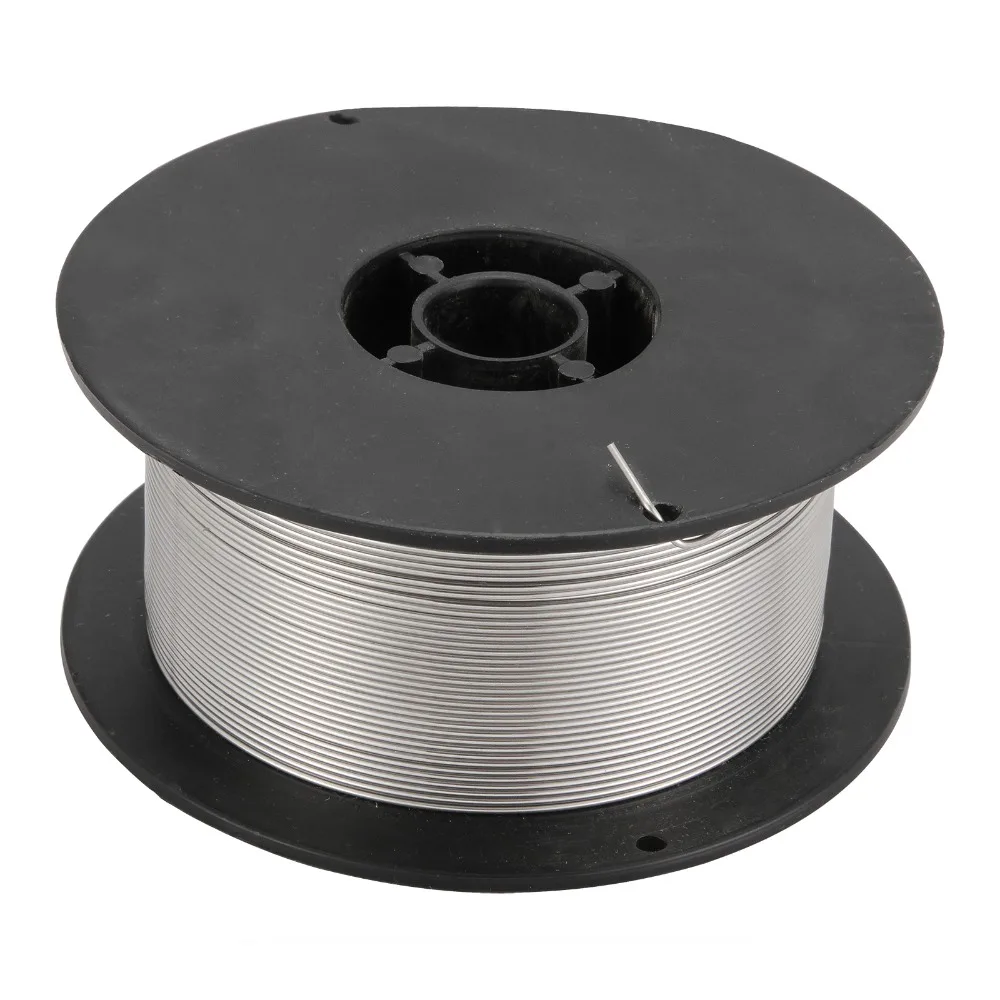 Благодаря использованию корпуса, армированного сталью D / F, поддерживающего гильзу, пистолет D / F может проталкивать алюминиевую проволоку диаметром 3/64, 1/16 и 3/32 дюйма на расстояние до 15 футов. Пистолет-пистолет можно подключить к механизму подачи проволоки и источнику питания любого производителя, можно использовать большие катушки с проволокой, что снижает расходы, время простоя и износ резака за счет замены катушек, как в пистолете для катушек.Катушечный пистолет должен заменять рулон после использования каждого фунта проволоки, по сравнению с катушкой на 8 или 15 фунтов в двухтактной системе. В ограниченном пространстве катушка может ограничивать доступ, что требует от оператора более длинного вылета. Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для замены катушек, могут сложиться. Кроме того, существует вероятность возгорания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Благодаря использованию корпуса, армированного сталью D / F, поддерживающего гильзу, пистолет D / F может проталкивать алюминиевую проволоку диаметром 3/64, 1/16 и 3/32 дюйма на расстояние до 15 футов. Пистолет-пистолет можно подключить к механизму подачи проволоки и источнику питания любого производителя, можно использовать большие катушки с проволокой, что снижает расходы, время простоя и износ резака за счет замены катушек, как в пистолете для катушек.Катушечный пистолет должен заменять рулон после использования каждого фунта проволоки, по сравнению с катушкой на 8 или 15 фунтов в двухтактной системе. В ограниченном пространстве катушка может ограничивать доступ, что требует от оператора более длинного вылета. Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для замены катушек, могут сложиться. Кроме того, существует вероятность возгорания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Ограничения для катушечного пистолета
Поскольку катушечный пистолет больше толкающего пистолета, иногда бывает трудно получить близкий доступ к сварному шву.Кроме того, катушечный пистолет может удерживать только катушку с алюминиевым проволочным электродом весом 1 фунт, поэтому его часто заменяют. Кроме того, эти маленькие катушки обычно не самый экономичный способ покупки проволоки.
Ограничения пистолета Push-Pull
Как правило, самым большим недостатком двухтактной системы является то, что она требует наибольшего количества компонентов и является самой дорогой. Пистолеты Push-Pull также очень хрупкие и не служат так долго.
по сравнению со сваркой «пуш-пул»
Толкающий пистолет также имеет преимущества перед пуш-пулем по многим причинам.Как правило, самым большим недостатком перемещения проволоки на большие расстояния с помощью двухтактной системы является то, что она требует наибольшего количества компонентов и является самой дорогой. Пистолет D / F очень легко установить на стреловой системе, чтобы снять с него весь вес. Установив механизм подачи проволоки и источник питания на 4-колесную тележку, теперь вы можете легко преодолевать большие расстояния. Пистолеты Push-Pull также очень хрупкие и служат не так долго (месяцы против лет). Двухтактные пистолеты в 2-3 раза дороже пистолета D / F.В среднем они служат всего до 9 месяцев, и вам придется либо заменить резак, либо отремонтировать, установив новый двигатель стоимостью от 400 долларов. И последнее, но самое главное, поскольку в пистолете D / F используется 4-дюймовый контактный наконечник, который утоплен в системе водяного охлаждения, не только повышается стабильность дуги, срок службы наконечника увеличивается в 7-1, а также имеется встроенный провод. Выпрямление.Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для замены катушек или двигателей, могут сложиться.
Пистолет D / F очень легко установить на стреловой системе, чтобы снять с него весь вес. Установив механизм подачи проволоки и источник питания на 4-колесную тележку, теперь вы можете легко преодолевать большие расстояния. Пистолеты Push-Pull также очень хрупкие и служат не так долго (месяцы против лет). Двухтактные пистолеты в 2-3 раза дороже пистолета D / F.В среднем они служат всего до 9 месяцев, и вам придется либо заменить резак, либо отремонтировать, установив новый двигатель стоимостью от 400 долларов. И последнее, но самое главное, поскольку в пистолете D / F используется 4-дюймовый контактный наконечник, который утоплен в системе водяного охлаждения, не только повышается стабильность дуги, срок службы наконечника увеличивается в 7-1, а также имеется встроенный провод. Выпрямление.Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для замены катушек или двигателей, могут сложиться.
Толкающая алюминиевая проволока
Подача алюминиевой проволоки только с помощью системы проталкивания является очень выгодной. Поскольку пистолеты с ручным управлением, такие как пистолет-пулемет D / F, могут подключаться к механизму подачи проволоки и источнику питания любого производителя, можно использовать катушки с проволокой весом 300 фунтов, что снижает расходы, время простоя и износ резака за счет замены катушек как в золотниковом пистолете. Катушечный пистолет требует замены рулона после использования каждого фунта проволоки, по сравнению с катушками большого размера, используемыми в пистолетном пистолете D / F.Кроме того, существует вероятность догорания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Поскольку пистолеты с ручным управлением, такие как пистолет-пулемет D / F, могут подключаться к механизму подачи проволоки и источнику питания любого производителя, можно использовать катушки с проволокой весом 300 фунтов, что снижает расходы, время простоя и износ резака за счет замены катушек как в золотниковом пистолете. Катушечный пистолет требует замены рулона после использования каждого фунта проволоки, по сравнению с катушками большого размера, используемыми в пистолетном пистолете D / F.Кроме того, существует вероятность догорания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Производство прицепов
При производстве высококачественных алюминиевых прицепов важно учитывать долговечность и прочность сварных соединений. В частности, с алюминием это своего рода тонкая настройка процесса, чтобы получить сварной шов, который будет правильно проплавлен при немного более высокой температуре и немного меньшей скорости движения. Кроме того, выбор правильного диаметра проволоки имеет решающее значение для получения оптимально прочного алюминиевого шва.Поскольку пистолет D / F с водяным охлаждением может работать с широким спектром проволоки и может подключаться к любому источнику питания и механизму подачи проволоки, чтобы принимать любые необходимые параметры сварки, он является превосходным выбором для ручной сварки алюминия методом MIG и изготовления прицепов.
Кроме того, выбор правильного диаметра проволоки имеет решающее значение для получения оптимально прочного алюминиевого шва.Поскольку пистолет D / F с водяным охлаждением может работать с широким спектром проволоки и может подключаться к любому источнику питания и механизму подачи проволоки, чтобы принимать любые необходимые параметры сварки, он является превосходным выбором для ручной сварки алюминия методом MIG и изготовления прицепов.
Помогите мне определить мой продукт Bernard или Tregaskiss
Помогите мне идентифицировать мой продукт Tregaskiss или Bernard
Какой продукт вы хотите идентифицировать?
Сварочная горелка MIG
Как ваш пистолет расположен относительно сварного шва?
Ручной (Бернар полуавтомат)
Как охлаждается ваш полуавтоматический пистолет MIG?
Мой пистолет MIG с воздушным охлаждением
Горловина пистолета MIG — это самый простой способ визуально идентифицировать ваш продукт. На что из перечисленного похож ваш пистолет MIG?
На что из перечисленного похож ваш пистолет MIG?
Не видите здесь свой продукт? За помощью обратитесь в нашу службу технической поддержки.
Мой пистолет MIG с водяным охлаждением
Сварочным роботом (Tregaskiss)
Как охлаждается ваш сварочный робот-пистолет?
с воздушным охлаждением и соплом с водяным охлаждением (через внешние водяные линии)
Пушка закреплена на месте (Трегаскисс)
У вас есть стационарный автоматический пистолет MIG Tregaskiss.На что из перечисленного похож ваш товар?
Не видите здесь свой продукт? За помощью обратитесь в нашу службу технической поддержки.
Станция очистки сопел (Tregaskiss Reamer)
РазверткиTOUGH GUN TT3 и TT3E можно визуально идентифицировать снаружи следующим образом:
TOUGH GUN TT3 (Аналоговый) Развертка
- Переключатели настройки находятся на стороне развертки (черно-желтая панель с 4 круглыми кнопками, показанными выше)
- Серийный номер на табличке начинается с TT —
TOUGH GUN TT3E (Ethernet) Развертка
- Переключатели настройки находятся на задней части развертки (черно-желтая панель с 4 круглыми кнопками, показанными выше)
- Серийный номер на табличке начинается с TTE —
Расходные материалы для пистолета МИГ
Какие расходные материалы есть на моем пистолете MIG?
Самый простой компонент, который поможет вам определить, какая серия расходных материалов установлена на вашем пистолете (ах) MIG, — это контактный наконечник. Сравните свой контактный совет с изображениями ниже и перейдите по ссылке, чтобы узнать больше.
Сравните свой контактный совет с изображениями ниже и перейдите по ссылке, чтобы узнать больше.
AccuLock ™ Контактный наконечник
- Форма: крупнее, закругленная спереди, сужающаяся посередине и длинный хвост сзади
- Резьба: грубая
- Rollmark: замок с логотипом AccuLock
Не видите здесь свой продукт? За помощью обратитесь в нашу службу технической поддержки.
Какой вкладыш для пистолета MIG я использую?
Вкладыш для алюминиевой проволоки
У нас есть варианты алюминиевых футеровок, которые подходят для большинства наших серий расходных материалов. Пожалуйста, нажмите на одну из спецификаций ниже, чтобы получить доступ к этой информации:
Если вы хотите обсудить варианты алюминиевого покрытия, обратитесь за помощью в нашу службу технической поддержки.
Вкладыш для медной проволоки
Латунный конец лайнера уникален для каждой серии лайнеров. Сравните латунный конец вашего лайнера с изображениями ниже:
Сравните латунный конец вашего лайнера с изображениями ниже:
Не видите здесь свой продукт? За помощью обратитесь в нашу службу технической поддержки.
Короткая гильза на шею моего пистолета
Бронзовая подкладка для алюминия Прыжок для роботизированных горелок MIG Tregaskiss с опцией тросового тормозаНе видите здесь свой продукт? За помощью обратитесь в нашу службу технической поддержки.
Дополнительные ресурсы
Спецификации и руководства пользователя
Поддерживать
Разница между сваркой MIG и сваркой TIG
Современная сварка была разработана в конце девятнадцатого века и часто использовалась в вооруженных силах.В настоящее время существует множество видов сварки, и она используется во многих областях, в том числе в автомобильной промышленности. Каждый вид сварки имеет свои преимущества и предназначение. Сварка MIG и сварка TIG — это два типа сварки, в которых используется газ для блокировки газов, которые могут повредить сварочную ванну.
MIG
Сварка металла в среде инертного газа (MIG), также известная как сварка металлической дугой (GMAW), была разработана во время Второй мировой войны как способ более быстрого производства оружия и оборудования. Сварка MIG использует электрическую дугу, которая создает короткое замыкание между постоянным анодом и катодом.Короткое замыкание выделяет тепло и инертный газ. Это плавит металл, позволяя смешивать его. После того, как тепло снимается, металл остывает, а затем затвердевает, образуя новый расплавленный металл. Этот вид сварки может выполняться в полуавтоматическом или автоматическом режиме. Автоматическая сварка MIG может выполняться с помощью роботизированной руки, в то время как во время полуавтоматической сварки необходим человек, который будет направлять горелку.
TIG
При сварке вольфрамовым инертным газом (TIG) используется неплавящийся вольфрамовый электрод, который создает электрическую дугу для сварки. В отличие от сварки MIG, сварка TIG не требует добавления дополнительного металла. Однако его можно добавить через отдельный наполнитель. Сварка TIG выполняется с помощью электрического тока, который проходит через металлический наконечник электрода. Сварка TIG может выполняться вручную или автоматически.
В отличие от сварки MIG, сварка TIG не требует добавления дополнительного металла. Однако его можно добавить через отдельный наполнитель. Сварка TIG выполняется с помощью электрического тока, который проходит через металлический наконечник электрода. Сварка TIG может выполняться вручную или автоматически.
Преимущества
Плюсы и минусы сварки TIG по сравнению с MIG — широко обсуждаемая тема. Хотя сварка TIG используется чаще, у обоих типов сварки есть свои преимущества. Сварка MIG позволяет сваривать самые разные металлы.Этот вид сварки также позволяет сваривать тонкий металл со средним / толстым металлом. Сварка TIG создает более аккуратный вид, чем сварка MIG. Однако сварке MIG легче научиться, потому что она добавляет электроды к сварному шву. Сварка TIG требует, чтобы вы держали два предмета. Однако это дает чистый сварной шов. По данным Miller Electric Mfg. Co., TIG используется для сварки большего количества металлов, чем любой другой сварочный процесс. Кроме того, TIG не дает искр или брызг. Аргон, используемый при сварке TIG, также защищает сварочную ванну, поэтому вам не нужно закрывать обзор шлаком.
Кроме того, TIG не дает искр или брызг. Аргон, используемый при сварке TIG, также защищает сварочную ванну, поэтому вам не нужно закрывать обзор шлаком.
Использует
Хотя сварка TIG и MIG имеет свои преимущества, они не являются взаимозаменяемыми. Эти два метода используются в разных обстоятельствах. Сварка TIG хорошо подходит для небольших проектов. Это включает изготовление оружия или сварку рамы велосипеда, газонокосилки или крыла. Сварка TIG также лучше работает с экзотическими металлами, включая сплавы, никель, латунь и золото. Сварка MIG лучше всего подходит для крупных проектов, таких как исправление пятен на автомобилях. Фактически, он лучше всего подходит для большинства кузовов автомобилей.Это особенно верно, потому что TIG — более медленный и сложный процесс.
Сварка алюминия | Технология изготовления пресс-форм
Алюминий, который раньше рассматривался строго как прототип инструментального материала, становится все более популярным вариантом для изготовления пресс-форм. При рассмотрении этого варианта важно сначала взглянуть на различия между сталью и алюминием, а затем определить, как лучше всего использовать повышенную теплопроводность алюминия без ухудшения качества деталей.Также важно учитывать вопросы, связанные с ремонтом плесени. Изготовить качественную деталь из алюминиевой формы относительно легко, но ремонт этих форм может вызвать проблемы. Чтобы гарантировать успешный ремонт алюминиевой формы, необходимо понимание различий между сталью и алюминием и вариантами алюминиевого сплава, а также знание сварочной проволоки и правильных методов сварки.
При рассмотрении этого варианта важно сначала взглянуть на различия между сталью и алюминием, а затем определить, как лучше всего использовать повышенную теплопроводность алюминия без ухудшения качества деталей.Также важно учитывать вопросы, связанные с ремонтом плесени. Изготовить качественную деталь из алюминиевой формы относительно легко, но ремонт этих форм может вызвать проблемы. Чтобы гарантировать успешный ремонт алюминиевой формы, необходимо понимание различий между сталью и алюминием и вариантами алюминиевого сплава, а также знание сварочной проволоки и правильных методов сварки.
Алюминий и сталь
Доступные сегодня высокопрочные алюминиевые сплавы являются реальной альтернативой стали для изготовления инструментов.Первоначально используемый в основном для изготовления прототипов из-за своей более низкой стоимости, алюминий предлагает несколько других преимуществ, которые делают его жизнеспособным вариантом для изготовления форм.
Во-первых, алюминиевые формы могут стоить примерно половину стоимости стальных форм, и их можно поставить примерно в два раза быстрее, благодаря различным основным характеристикам материалов. Например, хотя сталь значительно прочнее алюминия, алюминий весит только одну треть меньше, и некоторые алюминиевые материалы можно обрабатывать для получения прочности, сопоставимой со сталью.Поскольку алюминий мягче стали, его легче резать. Сочетание высокой прочности и малого веса делает алюминий привлекательным для использования в различных отраслях промышленности, включая аэрокосмическую, автомобильную и промышленную.
Еще одно преимущество алюминия перед сталью — его высокая устойчивость к коррозии. Когда алюминий подвергается воздействию воздуха, образуется тонкий слой оксида алюминия, обеспечивающий повышенную защиту от коррозии. Кроме того, алюминий не становится хрупким при понижении температуры, как сталь.Фактически он увеличивает прочность на разрыв и сохраняет прочность.
Алюминий, как известно, проводит тепло и электричество примерно в шесть раз лучше, чем сталь, а его более высокая теплопроводность играет решающую роль при сварке и ремонте форм, в результате чего сварные швы затвердевают быстрее. Это также способствует более «практичному» сварному шву, лучшему удержанию металла на месте и облегчению ремонта на месте. Высокая теплопроводность означает, что тепловая энергия, приложенная к одному участку металла, быстро передается другим участкам.Это позволяет материалу сохранять стабильность, выдерживая более высокие температуры. Однако, чтобы избежать ухудшения качества деталей, алюминий требует сварки с более интенсивным нагревом и с большей скоростью, поскольку тепло отводится быстро.
Это также способствует более «практичному» сварному шву, лучшему удержанию металла на месте и облегчению ремонта на месте. Высокая теплопроводность означает, что тепловая энергия, приложенная к одному участку металла, быстро передается другим участкам.Это позволяет материалу сохранять стабильность, выдерживая более высокие температуры. Однако, чтобы избежать ухудшения качества деталей, алюминий требует сварки с более интенсивным нагревом и с большей скоростью, поскольку тепло отводится быстро.
Варианты сплавов
Если вы решите использовать алюминий для следующего проекта пресс-формы, важно выбрать соответствующий алюминиевый сплав. Сплавы создаются, когда к основному алюминию добавляются такие элементы, как медь, магний и цинк.Каждый добавленный элемент придает индивидуальные полезные свойства, улучшающие алюминий.
Есть две основные классификации алюминиевых сплавов: деформируемые и литые. Деформируемые сплавы сначала отливают в виде заготовок, а затем подвергают механической обработке горячими или холодными методами, такими как прокатка, ковка, экструзия и формование, для достижения желаемых форм. Прокатка используется для производства алюминиевых листов, фольги или пластин; ковка используется для производства сложных форм с превосходными свойствами, а экструзия используется для производства труб или стержней.Литые сплавы непосредственно отливаются в желаемую форму, что делает их подходящими для применений, связанных со сложными формами.
Прокатка используется для производства алюминиевых листов, фольги или пластин; ковка используется для производства сложных форм с превосходными свойствами, а экструзия используется для производства труб или стержней.Литые сплавы непосредственно отливаются в желаемую форму, что делает их подходящими для применений, связанных со сложными формами.
Деформируемые и литые сплавы далее подразделяются на термически обрабатываемые и нетермообрабатываемые. Термообрабатываемые сплавы содержат легирующие элементы, которые увеличивают прочность и растворимость материала за счет термической обработки, но зона термического влияния (ЗТВ) обычно не будет полностью отожжена, что может повлиять на прочность любого сварного шва. Сплавы, не подвергающиеся термической обработке, упрочняются методами холодной обработки.
Эти классификации являются важными соображениями в отношении свариваемости и ремонта формы из алюминиевого сплава. Некоторые материалы лучше подходят для конкретных сварочных процессов, поэтому необходимо учитывать и метод сварки, поскольку производитель пресс-форм выбирает оптимальный материал.
Некоторые из наиболее часто используемых в производстве алюминиевых сплавов относятся к семейству 7000. Эти сплавы привлекательны для формовщиков, потому что они обычно обладают высокой прочностью, сравнимой со сталью, и более долговечны, чем другие серии.Цинк является основным легирующим элементом в этих алюминиевых сплавах, и это в сочетании с другими элементами, такими как магний и медь, способствует тому, что они становятся одними из самых прочных сплавов при температурах окружающей среды. Добавление цинка также делает алюминий поддающимся термообработке, что позволяет проводить дисперсионное твердение — метод нагрева, используемый для увеличения предела текучести. Посредством дисперсионного твердения сплавы серии 7000 могут достигать предела прочности на растяжение до 700 МПа (мегапаскалей), самого высокого среди всех алюминиевых сплавов.Термическая обработка наиболее эффективна после того, как легирующие элементы диспергированы путем прокатки и ковки. Комбинация всех трех процессов позволит получить свойства, необходимые для высокопрочного алюминия. Хотя сплавы серии 7000 обладают хорошей усталостной прочностью и обрабатываемостью, они менее устойчивы к коррозии, чем другие алюминиевые сплавы, что делает их восприимчивыми к коррозионному растрескиванию под напряжением и, в свою очередь, трудными для сварки.
Хотя сплавы серии 7000 обладают хорошей усталостной прочностью и обрабатываемостью, они менее устойчивы к коррозии, чем другие алюминиевые сплавы, что делает их восприимчивыми к коррозионному растрескиванию под напряжением и, в свою очередь, трудными для сварки.
Другими популярными вариантами изготовления пресс-форм являются сплавы серий 2000, 5000 и 6000.Сплавы серии 2000, как и серия 7000, могут быть подвергнуты дисперсионному упрочнению до прочности, аналогичной стали, за счет добавления меди, но сплавы серии 2000 обладают более низкой коррозионной стойкостью, что делает их еще более уязвимыми к коррозионному растрескиванию под напряжением, чем те в серии 7000. Многие сплавы серии 2000 считаются несвариваемыми из-за этой уязвимости.
Сплавы серии 5000 имеют добавку магния, которая обеспечивает упрочнение твердого раствора и улучшенное деформационное упрочнение, что придает им наивысшую прочность без термической обработки среди алюминиевых сплавов.Однако из-за этих качеств сплавы серии 5000 являются одними из самых сложных и дорогих для экструзии. В основном они изготавливаются в виде листов и пластин и лишь изредка используются в качестве варианта формования.
В основном они изготавливаются в виде листов и пластин и лишь изредка используются в качестве варианта формования.
Алюминий серии 6000 легирован магнием и кремнием, образуя поддающиеся термообработке, прочные и легко экструдируемые сплавы с хорошей коррозионной стойкостью. Хотя сплавы серии 6000 являются одними из наиболее часто используемых для универсального применения, они не могут достичь такой же прочности, как сплавы серий 2000 и 7000.
Эти другие семейства сплавов обычно производятся на тех же заводах, которые производят заготовки для семейств сплавов серии 7000, однако они не подвергаются прокатке, ковке и термообработке для повышения прочности. Вместо этого эти сплавы непосредственно отливают в окончательную форму, что позволяет им определять свои свойства, в том числе прочность и свариваемость, на основе состава сплава, а не в процессе производства. Поскольку литые сплавы не нужно сначала подвергать прокатке или ковке в пластины или листы, их можно более экономично использовать для изделий сложной формы. Однако они не будут обладать таким же уровнем прочности, как их катаные или кованые аналоги. Литые сплавы — популярный выбор для изготовления прототипов, потому что они стоят примерно вдвое дешевле сплава серии 7000, а для прототипа приемлем более слабый сплав. Модифицированный сплав серии 2000 также доступен в катаной или кованой форме, предлагая хороший баланс между прочностью и сварочными характеристиками. Обе формы сплавов легко свариваются в соответствии с их индивидуальными свойствами.
Однако они не будут обладать таким же уровнем прочности, как их катаные или кованые аналоги. Литые сплавы — популярный выбор для изготовления прототипов, потому что они стоят примерно вдвое дешевле сплава серии 7000, а для прототипа приемлем более слабый сплав. Модифицированный сплав серии 2000 также доступен в катаной или кованой форме, предлагая хороший баланс между прочностью и сварочными характеристиками. Обе формы сплавов легко свариваются в соответствии с их индивидуальными свойствами.
Желаемые качества, присущие каждой серии сплавов, будут определять производственные области, для которых они лучше всего подходят.Из-за своей высокой прочности сплавы серии 7000 чаще всего используются для высокопроизводительных применений, таких как аэрокосмическая промышленность, бронетехника и спортивное оборудование. Сравнительно прочные сплавы серии 2000 чаще всего используются для самолетов или аэрокосмической техники, в то время как сплавы серии 5000 более поддаются сварке и обладают прочностью, не поддающейся термической обработке, что делает их полезными для различных структурных применений, таких как мосты, здания, грузовики. или составы поездов, судостроение и сосуды под давлением. Сплавы серии 6000 являются наиболее простыми и экономичными для экструзии, что делает их пригодными для сварки, а также для изготовления широкого диапазона экструдированных форм.
или составы поездов, судостроение и сосуды под давлением. Сплавы серии 6000 являются наиболее простыми и экономичными для экструзии, что делает их пригодными для сварки, а также для изготовления широкого диапазона экструдированных форм.
Варианты сварочной проволоки
Различные алюминиевые сплавы требуют разных сварочных проволок для успешной сварки. Характеристики проволоки должны соответствовать характеристикам конкретного сплава, к которому она будет свариваться, а также следует учитывать способность проволоки к сопоставлению цветов, прочность и влияние на ЗТВ. Кроме того, сварочная проволока должна иметь температуру плавления, аналогичную температуре плавления ее основного материала, чтобы сварка была наиболее эффективной.Например, алюминиевые сплавы с более высокими концентрациями магния следует сваривать с присадочным сплавом, который также содержит более высокие уровни магния. Каждая категория сварочной проволоки имеет свой собственный динамический химический состав, который дает более эффективные результаты с алюминиевым сплавом со схожими характеристиками. Помимо повышения эффективности производства, сварочная деформация должна уменьшиться.
Помимо повышения эффективности производства, сварочная деформация должна уменьшиться.
Ремонт производственных форм, изготовленных из нескольких сплавов серии 7000, представляет собой сложную задачу, поскольку их склонность к горячему растрескиванию или коррозионному растрескиванию под напряжением делает эти сплавы несвариваемыми с использованием методов дуговой сварки.Исключением из этого правила являются экструзионные сплавы 7003 и 7005 и пластинчатый сплав 7039. Сварка подходящих сплавов серии 7000 может быть выполнена с использованием сварочной проволоки из сплава 5356 или 2319, причем обе из них могут создавать беспористые сварные швы приемлемой прочности, которые могут соответствовать целостности алюминиевого сплава. Из этих сварочных проволок чаще всего используется проволока 5356, поскольку она жесткая и обеспечивает приемлемую прочность и непрерывную подачу, а проволока 2319 поддается термообработке и обеспечивает высокую прочность и хорошую пластичность. Проволока 5356 также имеет наполнитель с содержанием магния 5%, который снижает чувствительность к растрескиванию сварных швов. Чем выше количество магния, тем меньше риск растрескивания.
Чем выше количество магния, тем меньше риск растрескивания.
Два завода по производству алюминиевых сплавов серии 7000 помогли разработать запатентованную сварочную проволоку для сплавов, которая предназначена для работы со сплавами серии 7000. Эти продукты еще не широко доступны, но все первые результаты тестирования показывают улучшенное соответствие цветов по сравнению с проводами 2319 и 5356. Однако ЗТВ вокруг зоны ремонта сварного шва, общая для всех термообработанных сплавов во время ремонта, остается проблемой для этих новых проволок.
Проволока 2319 лучше всего подходит для сварки форм из сплавов серии 2000. Деформируемые сплавы серии 2000 могут подвергаться термообработке для достижения их высокой прочности на разрыв, которая может достигать примерно 448 МПа. Они легированы медью, что позволяет улучшить сварочные характеристики. Испытания показали, что проволока 2319 обеспечивает превосходное качество сварки и соответствие цветов, что делает ее наиболее популярным вариантом, когда подбор цвета имеет большое значение. Сплавы серии 2000 из-за их высокого старения и отпуска также более устойчивы к термической усталости, чем их аналоги серии 7000, а это означает, что тепло от сварного шва не приведет к потере прочности свариваемого материала.
Сплавы серии 2000 из-за их высокого старения и отпуска также более устойчивы к термической усталости, чем их аналоги серии 7000, а это означает, что тепло от сварного шва не приведет к потере прочности свариваемого материала.
Сплавы серии 6000 — это деформируемые термически обрабатываемые сплавы, которые имеют ЗТВ вокруг сварных участков. Подходящей проволокой для сварки алюминиевых сплавов серии 6000 является проволока 4043, которая является одной из наиболее удобных в обращении, имеет более низкую температуру плавления и лучшую текучесть, что делает ее менее чувствительной к растрескиванию сварных швов. Этот тип проволоки подходит для приложений, в которых наиболее важны прочность зоны сварки и соответствие цвета. Однако, если основной материал будет анодирован после ремонта, сварочная проволока 5356 является лучшим вариантом и будет обеспечивать гораздо более точное соответствие цвета, потому что 4043 станет темно-серым после анодирования.
Поскольку литые сплавы имеют более прочную структуру зерна, а деформируемые сплавы более пористые, они с большей вероятностью будут демонстрировать более прочный ремонт при сварке. Хорошим выбором для алюминиевых сплавов серии 5000 является сварочная проволока 5356, тогда как проволока 2319 подходит для сплавов серии 2000. Эти проволоки лучше всего сочетаются по цвету со сплавами, потому что они имеют более низкое содержание кремния, сохраняя анодированный серебристый цвет, который хорошо сочетается, а не черный цвет, который является очевидным и непривлекательным. В качестве изделий без термической обработки литые сплавы не имеют ЗТВ вокруг сварного шва, поэтому зона сварки не видна на готовой поверхности формы.
Хорошим выбором для алюминиевых сплавов серии 5000 является сварочная проволока 5356, тогда как проволока 2319 подходит для сплавов серии 2000. Эти проволоки лучше всего сочетаются по цвету со сплавами, потому что они имеют более низкое содержание кремния, сохраняя анодированный серебристый цвет, который хорошо сочетается, а не черный цвет, который является очевидным и непривлекательным. В качестве изделий без термической обработки литые сплавы не имеют ЗТВ вокруг сварного шва, поэтому зона сварки не видна на готовой поверхности формы.
Методы ремонта
После того, как была выбрана правильная проволока, необходимо переключиться на правильную технику сварки сплава для литейной формы. Это самый большой вклад в успешный ремонт сварного шва. Правильная техника требует большего, чем просто сварка; при этом также необходимо учитывать условия окружающей среды и предварительный нагрев материала, который удалит конденсат и повысит его свариваемость.
Обычно для сварки алюминия используется переменный ток (AC), однако постоянный ток (DC) может дать лучшие результаты при ремонте сплавов форм. AC и DC относятся к полярности электрического тока, протекающего через электрод. Выбор электрода соответствующей полярности существенно повлияет на прочность и качество сварного шва.
AC и DC относятся к полярности электрического тока, протекающего через электрод. Выбор электрода соответствующей полярности существенно повлияет на прочность и качество сварного шва.
Как упоминалось ранее, когда алюминий подвергается воздействию воздуха, образуется тонкий слой оксида алюминия. Если этот оксидный слой не удалить, это может отрицательно повлиять на правильное плавление и текучесть сварного шва. Для удаления этого слоя требуется гораздо более высокая температура, чем температура, необходимая для плавления основного алюминия.Переменный ток течет в одном направлении половину времени, а в другом — вторую половину. Поскольку переменный ток меняет полярность так часто (120 раз в секунду при токе 60 Гц), сначала удаляется оксидный слой, что позволяет основному металлу затем плавиться и плавиться быстрее. Для достижения наилучших результатов необходим равный и сбалансированный ток в обоих направлениях.
Постоянный ток течет только в одном направлении, обеспечивая постоянную полярность. Импульсная сварка постоянным током, при которой дуга колеблется между высоким пиковым и низким фоновым током, сужает ЗТВ и тепло, прикладываемое к основному материалу, сохраняя первоначальные свойства металла.Импульсная сварка на переменном токе увеличивает пористость в зоне сварки, а также приводит к ухудшению цветового соответствия. Пористость возникает, когда газы захватываются сварочной турбулентностью при использовании слишком низкого сварочного тока. На алюминии сварку следует выполнять быстро, чтобы предотвратить проникновение тепла в основной блок. Если его выполнять слишком медленно, увеличивается риск чрезмерного прожога.
Импульсная сварка постоянным током, при которой дуга колеблется между высоким пиковым и низким фоновым током, сужает ЗТВ и тепло, прикладываемое к основному материалу, сохраняя первоначальные свойства металла.Импульсная сварка на переменном токе увеличивает пористость в зоне сварки, а также приводит к ухудшению цветового соответствия. Пористость возникает, когда газы захватываются сварочной турбулентностью при использовании слишком низкого сварочного тока. На алюминии сварку следует выполнять быстро, чтобы предотвратить проникновение тепла в основной блок. Если его выполнять слишком медленно, увеличивается риск чрезмерного прожога.
По мере увеличения использования алюминиевой оснастки стоимость отдельных деталей будет снижаться, а это, в свою очередь, сделает использование алюминиевой оснастки еще более распространенной.Выбор оптимальной сварочной проволоки и методов облегчит потенциально сложные процессы и обеспечит превосходные результаты сварки.
Точная сварка
Clinton Алюминий и нержавеющая сталь
GMAW Основы сварки алюминия
Сварка алюминия методом газовой дуговой сварки
Сварка алюминия методом GMAW не сильно отличается от сварки низкоуглеродистой стали или других материалов.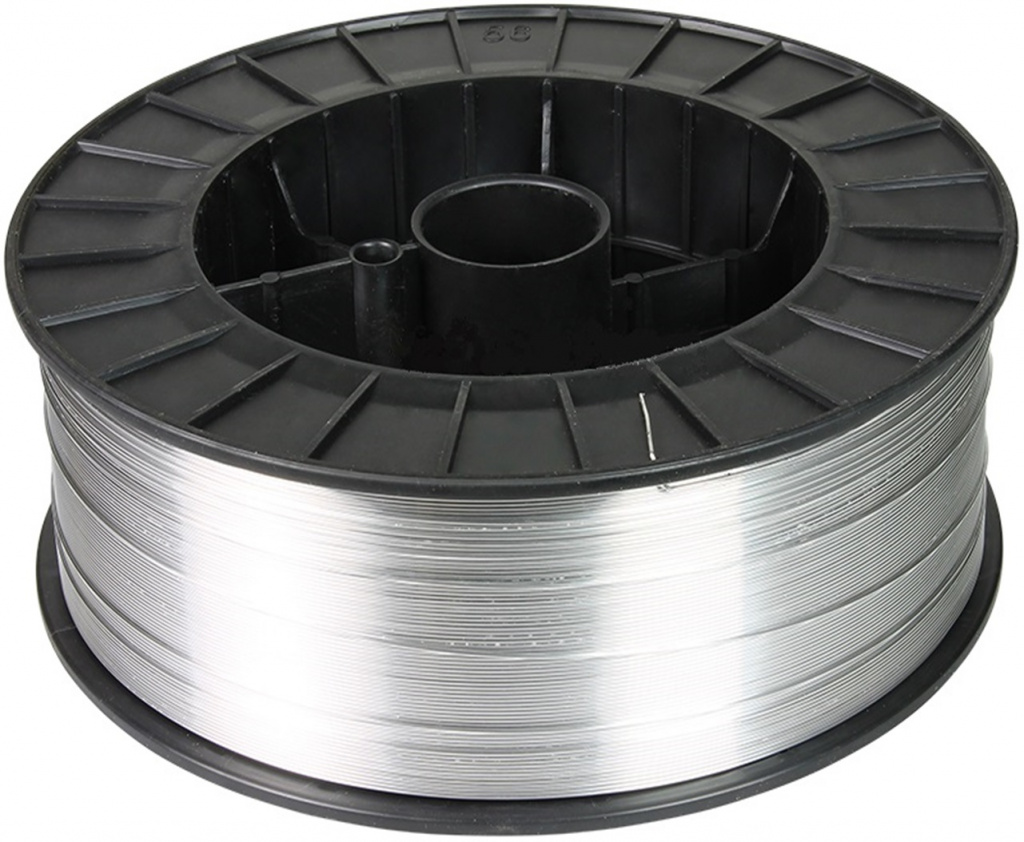 При сварке всех материалов оператор должен всегда следовать рекомендуемым передовым методикам.Цель этой статьи — дать сварщику основную информацию об успешной сварке алюминиевых сплавов.
При сварке всех материалов оператор должен всегда следовать рекомендуемым передовым методикам.Цель этой статьи — дать сварщику основную информацию об успешной сварке алюминиевых сплавов.
Основные этапы процесса
1. Подготовка алюминия: Для успешной сварки алюминия сварщик всегда должен тщательно очищать основной материал и удалять оксид алюминия и углеводородные углеводороды, загрязняющие поверхность материала.
а. Оксид алюминия на поверхности материала плавится при 3700 F, а основной металл алюминия плавится при 1200 F.Оставление оксида на поверхности основного материала уменьшит проникновение присадочного металла в заготовку.
г. Для удаления оксидов алюминия используйте только проволочную щетку из нержавеющей стали. Использование стальной щетки приведет к загрязнению основного металла из-за наложения углерода в алюминий. Другой способ очистки алюминия — это использование чистящих растворов, которые доступны у большинства дистрибьюторов сварки и промышленных поставщиков. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой.Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов. Было сказано, что если вы думаете, что основной материал чистый, очистите его снова.
При использовании растворов для химического травления обязательно удалите их из работы перед сваркой.Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов. Было сказано, что если вы думаете, что основной материал чистый, очистите его снова.
2. Предварительный нагрев алюминия. Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварных швов. Температура предварительного нагрева не должна превышать 230 F. Обычно предварительный нагрев требуется только при сварке толстых материалов; он также может помочь сварщику при сварке тонкого сечения к более толстому.Еще один фактор, о котором следует подумать, — это конструкция соединения, например, следует пересмотреть скос, когда сварка пластин в плоском положении может быть лучшим выбором.
3. Сварочная проволока: Существует несколько разных марок и размеров алюминиевой сварочной проволоки; Сварочная проволока сортов 4043 и 5356 является наиболее распространенной, однако существует несколько других марок, которые зависят от области применения и основного металла. Всегда консультируйтесь с производителем, какой сплав лучше всего подходит для свариваемого основного металла. В Интернете доступно несколько руководств по выбору проводов.
Всегда консультируйтесь с производителем, какой сплав лучше всего подходит для свариваемого основного металла. В Интернете доступно несколько руководств по выбору проводов.
4. Защитные газы: Защитный газ используется для защиты сварочной ванны от внешних загрязнений. Наиболее распространенным защитным газом, используемым при сварке алюминия, является 100% аргон из-за его хорошего очищающего действия и профиля проплавления. При сварке более толстых секций ½ дюйма или больше обычно используется смесь 75% гелия и 25% аргона, поскольку она создает более горячую дугу и способствует проплавлению.
5. Угол сварочного пистолета: в случае алюминия использование угла проталкивания, а не угла вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
6. Скорость движения: сварка алюминия требует использования более высоких значений силы тока и напряжения по сравнению со сталью, а также более высоких скоростей движения.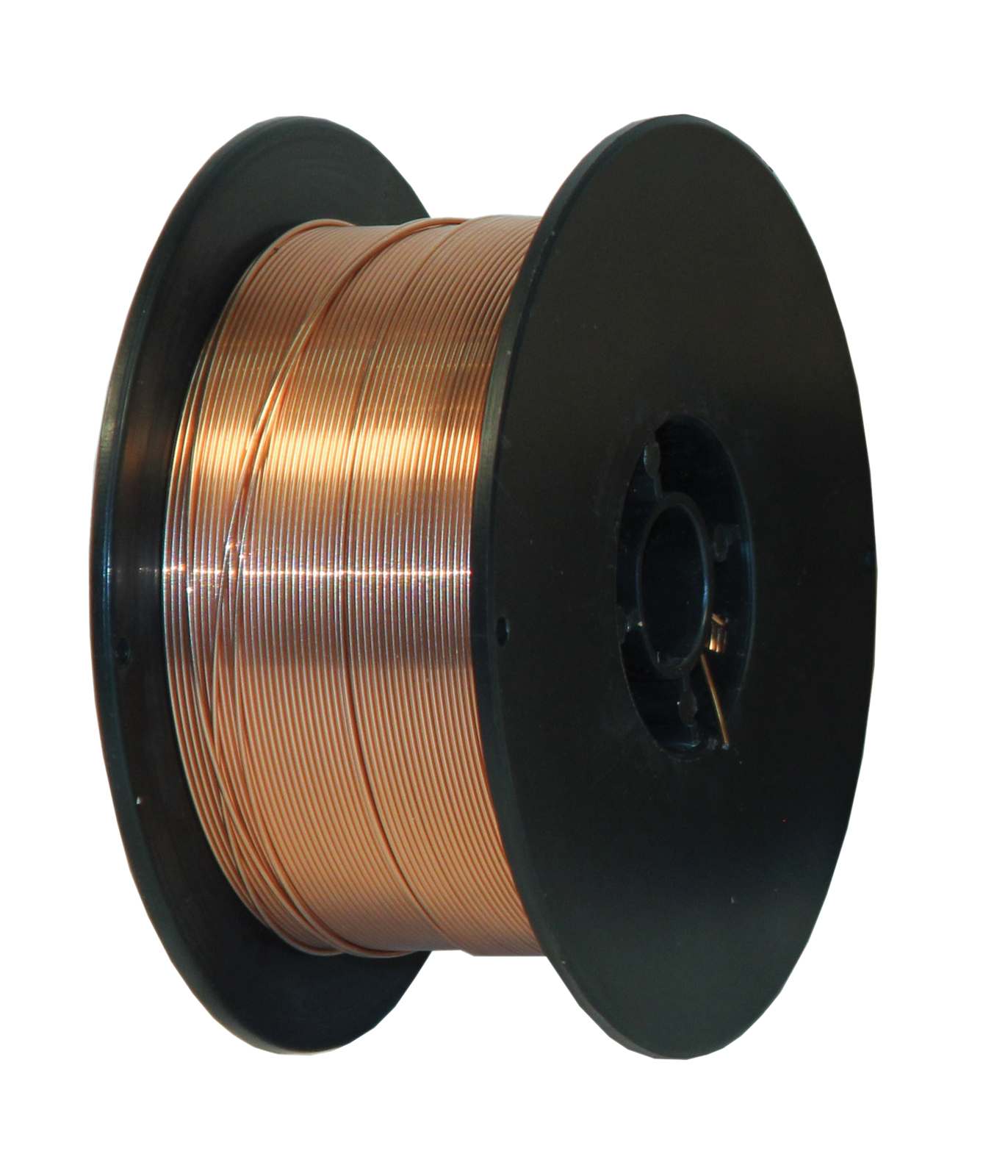 Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
7. Сварные швы выпуклой формы: при сварке алюминия кратерное растрескивание вызывает большинство отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок для вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую форму или холмик. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Хотя сварка алюминия методом MIG может представлять некоторые проблемы, требующие немного больше навыков для получения приемлемых сварных швов по сравнению со сталью, при небольшой практике и правильном оборудовании сварщик обнаружит, что уделение внимания деталям приведет к качественной сварке.
т 8 проволока
0.
 035 диам. X 1 фунт Алюминиевая сварочная проволока | Princess Auto
035 диам. X 1 фунт Алюминиевая сварочная проволока | Princess AutoАлюминиевая сварочная проволока диаметром 0,035 х 1 фунт 8675779 Увеличить Уменьшить 0,035 диам. Х 1 фунт Алюминиевая сварочная проволока Артикул: 8675779 Эта универсальная разводка обеспечивает яркие и прочные сварные швы для различных марок алюминия. $ 21,99 В магазине Интернет В наличии 667273874 Добавить в
Что такое сварочный аппарат? — MakeMoneyWelding
Сварщик проволоки, также известный как сварщик MIG или сварочный аппарат с флюсовым сердечником, представляет собой полуавтоматический процесс сварки. Фактически, простой процесс сварки, который обеспечивает сварщик проволокой, делает его идеальным сварщиком для начинающих.У сварочного аппарата есть несколько компонентов, которые вам понадобятся
Сварочные изделия и принадлежности | Сварочная проволока, стержни…
Washington Alloy с гордостью предлагает широкий ассортимент сварочной продукции высочайшего качества от А до Я. От алюминия до циркониевого сплава, от сварочной проволоки до сварочных стержней, покрытых электродов, наплавки, аксессуаров и многого другого. — для вашего удобства мы предлагаем непревзойденный ассортимент сварочной продукции. для вашего удобства.
От алюминия до циркониевого сплава, от сварочной проволоки до сварочных стержней, покрытых электродов, наплавки, аксессуаров и многого другого. — для вашего удобства мы предлагаем непревзойденный ассортимент сварочной продукции. для вашего удобства.
Проволока какого размера для удлинителя сварочного аппарата? 120 В / 240 В •…
2020/8/18 · Сварочным аппаратам требуется номинальное входное напряжение для поддержания выходного сварочного тока и рабочих циклов.Подберите размер провода удлинителя так, чтобы падение напряжения было минимальным. Для эффективной работы NFPA 70, Национальный электротехнический кодекс (NEC) 210.19 (A) (примечание 3) рекомендует подбирать размеры ответвленных цепей, чтобы предотвратить падение напряжения более 3 процентов.
Проволока для сварки MIG — все типы металлов — Noz-Alls Ltd
Проволока для сварки MIG и припоя — все типы проволоки для каждого металла. Мы гордимся тем, что продаем качественную продукцию, поэтому все, что вам нужно, просто нажмите. Безгазовый MIG-провод для тех времен, когда работает газ, просто не подойдет! SIFMIG WG180809
Безгазовый MIG-провод для тех времен, когда работает газ, просто не подойдет! SIFMIG WG180809
4 Ошибки при сварке пищевых продуктов и как их избежать…
Сварка пищевой нержавеющей стали — это настоящая работа, требующая умелого прикосновения.Совершить серьезные ошибки при сварке может оказаться слишком легко, если конструктор или сварщик не осведомлены о конкретных требованиях к конкретному пищевому продукту, для которого будет использоваться корзина или лоток из стальной проволоки.
Лучший поставщик сварочных материалов в Китае
GB / T 9460 SCu6560 ISO 24373 CuSi3Mn1 AWS A5.8 / A5.8 ERCUSi-A Сварочное положение : F, H, HF, V Тип тока: DCEN Свойства продукта ERCuSi-3 представляет собой добавку марганцевой сварочной проволоки из кремнистой бронзы, содержащей 3% кремния и небольшое количество
сварочной проволоки для стальных банок.а. Около 0% из них — это сварочная проволока. Вам доступны самые разные варианты сварочной проволоки Kiswel, размер поддона 10 кг 105 см x 105 см x 91 см, 4 барабана на поддон, n.
Сварочные соединители, наконечники и принадлежности | Wire &…
Wire & Cable Your Way предлагает широкий ассортимент принадлежностей для сварки.Не можете найти нужные вещи? НАПИШИТЕ НАМ ЗДЕСЬ, чтобы получить быстрое предложение, или позвоните по телефону (855) 880-8010. …
Сварочная проволока Er308l, диаметр 1/8 дюйма. X 36 дюймов L…
Купить Сварочную проволоку Er308l, диаметр 1/8 дюйма. X 36 дюймов L 2B308L125T при газе и поставке. Ваш источник информации о сварке, промышленности, безопасности и многом другом. 19.9.L используется для TIG, плазменной сварки и сварки под флюсом. Он подходит для соединения нержавеющей стали.
Электроэрозионный станок и услуги обработки с ЧПУ — Емкость…
Возможные области применения: аэрокосмическая сварка, автомобильная сварка, склеивание медом, сварка поперечной проволокой, сварка листового металла и различные приложения для резистивной сварки.Sunstone CD1100 DPM CD1000 DPM — Машина для точечной сварки с двойным импульсом емкостного разряда 1000 Вт / сек
Austfil T-11 | WIA.
 au. WIA удовлетворит все ваши потребности в сварке. Позвоните по телефону 1300 300 884. Описание Austfil T-11 — самозащитная порошковая проволока для одно- и многопроходных применений во всех положениях. Дуга гладкая и мягкая, хорошая
au. WIA удовлетворит все ваши потребности в сварке. Позвоните по телефону 1300 300 884. Описание Austfil T-11 — самозащитная порошковая проволока для одно- и многопроходных применений во всех положениях. Дуга гладкая и мягкая, хорошаяСварочная проволока Lincoln Electric Innershield NR233
Сварочная проволока Lincoln Electric Innershield NR233 Сварочная проволока Lincoln Electric Innershield от WeldingMart привносит прочность и качество в ваши проекты по сварке стали.Эта сварочная проволока h26, изготовленная из компонентов премиум-класса, идеально подходит как для сейсмического, так и для общего монтажа и производства конструкционной стали, а также для работы на судах и баржах.
Список кодов сварки — Википедия
Сварочные материалы — Проволочные электроды и наплавки для дуговой сварки нелегированных и мелкозернистых сталей в среде защитного газа — Классификация CAN / CSA-W117.2-12 Безопасность при сварке, резке и технологических процессах G40.20-13 / G40. 21-13 Общие требования для
21-13 Общие требования для
Безгазовая сварка проволокой — это
the Shed 63 G Бесконтактная сварка с использованием порошковой проволоки представляет собой процесс MIG-сварки, который основан на непрерывной трубчатой подаче проволоки.Сварочная проволока без газа была первоначально разработана как замена ручной сварки, в основном для использования вне помещений, где может быть защитный газ.
Китайская сварочная проволока, производители сварочной проволоки,…
AWS ER4043 0,8–1,6 мм проволока для сварки алюминиевого сплава для Сварка судов Описание продукта: AWS ER4043 — это алюминиевая сварочная проволока общего назначения, которая содержит 5% кремния. Сварочная проволока. ER70S-6 ER70S-6 — это сварочная проволока с медным покрытием из низкоуглеродистой стали, подходящая для 100% CO2 и смеси газов аргона и CO2. защитная сварка со стабильной выполнимостью, в хорошем состоянии
ПРОВОД СВАРОЧНЫЙ.035 «FLUX-CORED E71T-GS (8» SPOOL)…
Бесплатная доставка в течение 2 дней для квалифицированных заказов на сумму более 35 долларов США. Купите СВАРОЧНЫЙ ПРОВОД .035 «FLUX-CORED E71T-GS (8» SPOOL) в Walmart. На большинство товаров распространяется ограниченная гарантия производителя. Добавление плана защиты Walmart добавляет дополнительную защиту от
Купите СВАРОЧНЫЙ ПРОВОД .035 «FLUX-CORED E71T-GS (8» SPOOL) в Walmart. На большинство товаров распространяется ограниченная гарантия производителя. Добавление плана защиты Walmart добавляет дополнительную защиту от
Solving Spatter — Welding Productivity
Но все сочетания переменных сварки — диаметр проволоки, газовая смесь, материал — требуют различных регулировок скорости подачи проволоки, что влияет на сила тока и напряжение.«Чтобы решить действительно сложный процесс достижения правильных настроек, производители сварочного оборудования со временем разработали различные способы упрощения настройки сварочного оборудования.
MILLER MILLERMATIC 251 РУКОВОДСТВО ВЛАДЕЛЬЦА Pdf…
Просмотрите и загрузите руководство пользователя Miller Millermatic 251 в режиме онлайн. Источник питания для дуговой сварки и устройство подачи проволоки. Сварочная система Millermatic 251, pdf скачать инструкцию. Также для: пушки М-25, пушки М-25. Страница 1 OM-1326 205 654P Январь 2004 г. Процессы MIG (GMAW) Сварка порошковым флюсом (FCAW) Описание сварки Источник питания для дуговой сварки и устройство подачи проволоки Пистолет Millermatic 251 и M-25 Посетите наш…
Процессы MIG (GMAW) Сварка порошковым флюсом (FCAW) Описание сварки Источник питания для дуговой сварки и устройство подачи проволоки Пистолет Millermatic 251 и M-25 Посетите наш…
Сварочная проволока для сварки MIG с CO2 — Сварочная проволока Co2 MIG Для…
Сварочная проволока для сварки MIG CO2 для компрессора изготовлена из высококачественного материала.Эти проволоки, покрытые тонкой и однородной медью для обеспечения непрерывной сварки, находят применение в различных промышленных применениях. Они доступны по очень разумным ценам.
Hobart Welding Products — MIG Welding Wire Industry…
Найдите отраслевые спецификации сварочной проволоки MIG: E71T-11 Диаметр проволоки: 0,03500 (десятичный дюйм) в MSC Industrial Supply, обслуживая металлообработку, безопасность и ТОиР. промышленности более 75 лет. День, когда вы заказываете, — это день, когда мы его отправляем. Позвоните по телефону 1-800-645-7270 или в ваш
Diamondspark | Böhler Welding
В конечном итоге это дошло до прерывания обычной роботизированной производственной сварки для замены сплошной проволоки с целью проверки потенциала порошковой проволоки. В результате чистое время сварки критически важного компонента крана сократилось на 15%, что позволило изготавливать 8 вместо 6 деталей за восьмичасовую смену.
В результате чистое время сварки критически важного компонента крана сократилось на 15%, что позволило изготавливать 8 вместо 6 деталей за восьмичасовую смену.
Порошковая проволока — обзор | ScienceDirect Topics
На рис. 1 показано волочение порошковой проволоки с помощью фильеры. На выходе из фильеры проволока протягивается со скоростью сотни метров в минуту. Типичный стандартный коэффициент заполнения флюсом составляет 12 [%], а внешний диаметр проволоки — 2,1 [мм]. В любой части с более низким коэффициентом заполнения магнитным потоком толщина трубы увеличивается для сжатия меньшего потока, в то время как внешний диаметр такой же, как и у другой прочной части провода.
Сварочные принадлежности — сварочное оборудование и материалы | …
Прямой провод 8/3 Удлинительный шнур 50 футов, 220 В, 50 А — Сделано в США. Очень гибкие отожженные неизолированные медные проводники 30 калибра, изолированные с помощью водонепроницаемой оболочки STW. Диапазон рабочих температур от -40 ° C до + 90 ° C (от -40 ° F до 194 ° F).