ГОСТ 23518-79 Дуговая сварка в защитных газах
Темы: Сварные соединения, Сварка в защитных газах, Сварка в углекислом газе , Аргонодуговая сварка (TIG), Сварка MIG / MAG.
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Еще страницы по теме:
|
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ. Основные типы, конструктивные элементы и размеры Cas-shielded arc welding. Welded joints. Main types, design elements and dimensions |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 11.03.79 № 870 срок действия установлен
с 01.01.80
до 01.01.95
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах.
2. Приняты следующие обозначения способов сварки:
ИН — в инертных газах неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
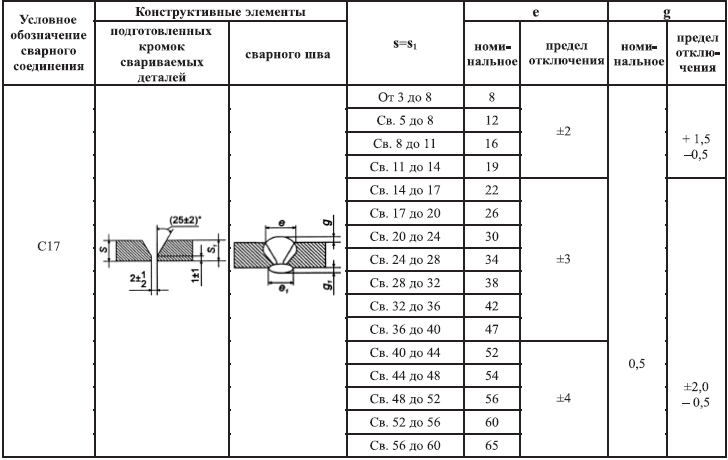
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-20.
Таблица 1
|
Тип сое- |
Форма подгото-вленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм, для способов сварки |
Угол соеди- нения деталей b, град |
Ус- |
||||
|
ИН |
ИНп |
ИП |
УП |
|||||||
|
Угловое |
Без скоса кромок |
Односторонний на съемной или стальной остающейся подкладке |
0,5- 3,0 |
0,8- 3,0 |
0,8- 4,0 |
0,8- 8,0 |
179-91 |
У2 |
||
|
Односторонний |
0,5- 4,0 |
0,8- 6,0 |
0,8- 6,0 |
0,8- 6,10 |
179-91; 89-5 |
У1 |
||||
|
— |
— |
6,0- 30,0 |
6,0- 30,0 |
135-91; 89-5 |
||||||
|
Двусторонний |
3-6 |
3-6 |
3-6 |
3- 12 |
1719-136 |
У3 |
||||
|
— |
3-10 |
3-30 |
3- 30 |
135-91; 89-45 |
||||||
— |
— |
— |
3- 60 |
135-91 |
||||||
|
Со скосом одной кромки |
Односторонний |
— |
3-10 |
3-10 |
5- 40 |
179-136; 89-46 |
У4 |
|||
|
Односторонний на съемной или остающейся подкладке |
|
3-10 |
3-10 |
5- 40 |
179-136 |
У7 |
||||
|
Двусторонний |
— |
3-10 |
3-10 |
5- 40 |
179-136; 89-46 |
У5 |
||||
|
С двумя скосами одной кромки |
Двусторонний |
|
— |
6-20 |
6-20 |
6- 100 |
179-165; 80-75 |
У6 |
||
|
С двумя скосами одной кромки и одним скосом второй кромки |
|
— |
6-20 |
6-20 |
6- 120 |
179-36 |
У8 |
|||
|
|
Односторонний |
|
— |
3-10 3-20 |
3-10 3-20 |
3- 60 |
179-122 89-61 |
У9 |
||
|
|
179-142; 89-71 |
|||||||||
|
Двусторонний |
|
— |
3-10 3-20 |
3-10 3-20 |
3- 60 |
179-122 89-61 |
У10 |
|||
|
|
179-142; 89-71 |
|||||||||
|
Тавровое |
Без скоса кромок |
Односторонний |
|
— |
0,8- 10,0 |
0,8- 40,0 |
0,8- 40,0 |
91-175 |
Т1 |
|
|
Двусторонний |
|
— |
0,8- 10,0 |
0,8- 40,0 |
0,8- 40,0 |
91-135; 89-45 |
Т2 |
|||
|
Со скосом одной кромки |
Односторонний |
|
— |
0,8- 10,0 |
0,8- 40,0 |
0,8- 40,0 |
89-45; 91-135 |
Т5 |
||
|
Со скосом одной кромки |
Двусторонний |
|
— |
0,8- 10,0 |
0,8- 40,0 |
0,8- 40,0 |
89-46; 91-135 |
T6 |
||
|
Односторонний |
|
— |
4,0- 10,0 |
4,0- 10,0 |
4,0- 40,0 |
91-134 |
Т3 |
|||
|
Двусторонний |
|
— |
4,0,- 10,0 |
4,0- 10,0 |
4,0- 40,0 |
91-134 |
Т4 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
|
— |
6-20 |
6- 60 |
6-20 |
91-100; 89-80 |
Т7 |
||
|
С двумя несимме-тричными скосами одной кромки |
|
— |
— |
12- 100 |
12- 100 |
101-110; 79-70 |
Т8 |
|||
|
С двумя криволи-нейными скосами одной кромки |
|
— |
— |
18- 100 |
18- 100 |
91-105; 89-76 |
Т9 |
|||
Таблица 2
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
b |
g |
h, не менее |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
179-160 |
159-136 |
135-91 |
||||||||||
|
У2 |
ИН |
От 0,5 до 3,0 |
S+5 |
S+6 |
0 |
+0,5 |
0 |
±0,5 |
S |
|||
|
ИНп |
От 0,8 до 1,0 |
S+6 |
0,5 |
|||||||||
|
Св. |
+1,0 |
|||||||||||
|
Св. 2,0 до 3,0 |
1 |
±1,0 |
1,0 |
|||||||||
|
ИП |
От 0,8 до 1,0 |
S+6 |
0 |
0,5 |
||||||||
|
Св. 1,0 до 2,0 |
+1,5 |
1,0 |
||||||||||
|
Св. 2,0 до 4,0 |
1 |
+1,0 |
1,5 |
3 |
||||||||
|
УП |
От 0,8 до 1,0 |
1,0 |
||||||||||
|
Св. |
||||||||||||
|
Св. 3,0 до 4,0 |
1,5 |
|||||||||||
|
Св. 4,0 до 6,0 |
2 |
±1,0 |
2,0 |
±1,0 |
||||||||
|
Св. 6,0 до 8,0 |
||||||||||||
 1,0 до 2,0
1,0 до 2,0 1,0 до 3,0
1,0 до 3,0Таблица 3
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
e, не более |
b |
g |
||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
||||||||||||
|
179-160 |
159-136 |
135-81 |
89-61 |
60-46 |
45-5 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
У1 |
ИН |
От 0,5 до 1,0 |
S+5 |
S+6 |
S+6 |
S+4 |
1,75S+b |
2S+b |
0 |
+0,5 |
0,5 |
+0,5 |
||
|
Св. 1,0 до 2,0 |
+1,0 |
1,5 |
||||||||||||
|
Св. |
+1,5 |
|||||||||||||
|
ИНп ИП УП |
От 0,8 до 2,0 |
S+5 |
+0,5 |
1,0 |
||||||||||
|
Св. 2,0 до 4,0 |
1,5 |
|||||||||||||
|
Св. 4,0 до 6,0 |
+1,0 |
|||||||||||||
|
УП ИП |
Св. 6,0 до 30,0 |
— |
— |
2 |
+2,0 -1,0 |
2,0 |
+1,0 -2,0 |
|||||||

 2,0 до 4,0
2,0 до 4,0Таблица 4
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
е1 |
b |
g |
||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||
|
179-160 |
159-136 |
135-91 |
89-61 |
60-45 |
179-91 |
89-45 |
|||||||||
|
У3 |
ИН |
От 3 до 4 |
S+5 |
S+6 |
|
|
|
Не более 8 |
3 (справочное) |
0 |
+0,5 |
0 |
+0,5 |
||
|
Св. |
+1,0 |
||||||||||||||
|
ИНп ИП |
От 3 до 4 |
S+8 |
S+b |
1,75S+b |
1 |
±1,0 |
|||||||||
|
Св. 4 до 6 |
|||||||||||||||
|
Св. 6 до 10 |
— |
2 |
+2,0 -1,0 |
||||||||||||
|
ИП |
Св. 10 до 30 |
||||||||||||||
|
УП |
От 3 до 4 |
S+5 |
S+5 |
(S´4)+b |
|||||||||||
|
Св. |
S+7 |
||||||||||||||
|
Св. 6 до 12 |
S+8 |
2 |
|||||||||||||
|
Св. 12 до 14 |
— |
S+10 |
|||||||||||||
|
Св. 14 до 18 |
|||||||||||||||
|
Св. 18 до 30 |
|||||||||||||||
|
Св. 30 до 60 |
S+12 |
— |
— |
Не более 10 |
|||||||||||
 4 до 6
4 до 6 4 до 6
4 до 6Таблица 5
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
e, не более |
a1, град |
b=c |
g |
a, град, (пред. |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
179-136 |
89-46 |
Св. 90 |
До 90 |
||||||||||
|
У4 |
ИНп ИП |
От 3 до 6 |
1,4S+4 |
1,5S+4 |
a-(180-b) |
a-(90-b) |
1 |
±1,0 |
1 |
±1,0 |
50 |
||
|
Св. |
1,4S+4 |
||||||||||||
|
УП |
От 5 до 8 |
1,1S+4 |
2 |
45 |
|||||||||
|
Св. 8 до 10 |
S+3 |
||||||||||||
|
Св. 10 до 30 |
S+3 |
0,9S+4 |
2 |
+1,0 -2,0 |
|||||||||
|
Св. 30 до 40 |
— |
||||||||||||
 откл. ±2°)
откл. ±2°) 6 до 10
6 до 10Таблица 6
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
a1, град |
b |
c |
g |
a, град, (пред. |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
179-136 |
|||||||||||||
|
У7 |
ИНп ИП |
От 3до 6 |
1,4S+4 |
a-(180-b) |
0 |
+3 |
1,0 |
+1,0 |
1 |
+0. -1,0 |
50 |
||
|
Св. 6 до 10 |
1,4S+6 |
1,5 |
±1 |
||||||||||
|
УП |
От 5 до 8 |
1,1S+4 |
2 |
±1 |
0 |
+3,0 |
45 |
||||||
|
Св. 8 до 10 |
S+3 |
||||||||||||
|
Св. 10 до 30 |
3 |
±2 |
2 |
+1,0 -2,0 |
|||||||||
|
Св. |
4 |
||||||||||||
 откл. ±2°)
откл. ±2°) 5
5 30 до 40
30 до 40Таблица 7
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
е1 |
a1, град |
с |
g=g1 |
a, град, (пред. откл. ±2°) |
|||||||
|
Подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
||||||||||||||
|
179-136 |
89-46 |
Св. |
До 90 |
Св. 90 |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
У5 |
ИНп ИП |
От 3 до 6 |
1,4S+4 |
1,5S+4 |
Не более 6 |
3 (справочное) |
a-(180-b) |
a-(90-b) |
1,0 |
+1,0 |
1,0 |
+0,5 -1,0 |
50 |
|||
|
Св. |
1,4S+6 |
Не более 8 |
1,5 |
±1,0 |
||||||||||||
|
УП |
От 5 до 8 |
1,1S+4 |
2,0 |
+1,0 -2,0 |
45 |
|||||||||||
|
Св. 8 до 10 |
S+3 |
|||||||||||||||
|
Св. .10 до 30 |
S+3 |
0,9S+4 |
2,0 |
+1,0 -2,0 |
||||||||||||
|
Св. 30 до 40 |
— |
|||||||||||||||
 90
90 6 до 10
6 до 10Таблица 8
Размеры, мм
|
Обо- зна- че- ние сое- ди- не- ния |
Конструктивные элементы |
Спо- соб сва- рки |
S |
h |
е=е1 |
e |
e1 |
a1 |
a2 |
a1 |
a2 |
b |
g=g1 |
g |
a, град, (пред. |
с |
|||||||||||||||
|
не более |
град |
||||||||||||||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Но- мин. |
Пред. откл. |
Св. 90 |
До 90 |
Но- мин. |
Пред. откл. |
|||||||||||||||||||||||
|
179- 175 |
89- 85 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
Св. |
До 90 |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
||||||||||||||||
|
У6 |
ИНп ИП |
От 6 до 20 |
|
S+2 |
0,8S +1 |
0,8S +5 |
0,7S +5 |
0,9S +5 |
1,2S +5 |
a- (180 -b) |
a+ (180 -b) |
a- (90 -b) |
a+ (90 -b) |
1 |
±1 |
1 |
±1 |
1 |
±1 |
50 |
1 |
±1 |
|||||||||
|
УП |
От 6 до 20 |
0,8S |
2 |
+1 -2 |
45 |
||||||||||||||||||||||||||
|
Св. |
0,7S |
2 |
+1 -2 |
2 |
+1 -2 |
||||||||||||||||||||||||||
|
Св. 30 до 70 |
0,6S |
||||||||||||||||||||||||||||||
|
Св. 70 до 100 |
0,5S |
||||||||||||||||||||||||||||||
 откл. ±2°)
откл. ±2°) 90
90 20 до 30
20 до 30Таблицa 9
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
h=h1 |
e=e1 не более |
a1, град |
a2=a3, град |
b |
g=g1 |
c |
a, град, (пред. |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||||||||||
|
b, град |
номин. |
Пред. откл. |
номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||
|
179-136 |
|||||||||||||||
|
У8 |
ИНп ИП |
От 6 до 20 |
|
0,8S+3 |
|
|
1 |
±1 |
1 |
±1 |
1 |
±1 |
60 |
||
|
УП |
От 6 до 20 |
2 |
+1 -2 |
45 |
|||||||||||
|
Св. |
2 |
+1 -2 |
|||||||||||||
|
Св. 40 до 80 |
0,7S+2 |
2 |
+1 -2 |
||||||||||||
|
Св. 80 до 120 |
0,6S+4 |
||||||||||||||
 откл. ±2°)
откл. ±2°) 20 до 40
20 до 40Таблица 10
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
a1=a2 |
b |
c |
g |
a, град, (пред. |
||||||||
|
b, град |
|||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
179- 142 |
141- 122 |
89- 71 |
70- 61 |
Св. 90 |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У9 |
ИНп ИП |
От 3 до 10 |
0,8S+3 |
S+5 |
|
|
1 |
±1 |
1 |
±1 |
1 |
±1 |
30 |
||||
|
Св. |
— |
||||||||||||||||
|
УП |
От 3 до 8 |
0,8S +3 |
— |
0,8S +3 |
— |
|
|
20 |
|||||||||
|
2 |
+1 -2 |
2 |
+1 -2 |
||||||||||||||
|
Св. 8 до 22 |
|||||||||||||||||
|
Св. 22 до 60 |
0,7S +2 |
2 |
+1 -2 |
||||||||||||||
 откл. ±2°)
откл. ±2°) 10 до 20
10 до 20Таблица 11
Размеры, мм
|
Обо- |
Конструктивные элементы |
Спо- соб сва- рки |
S |
е, не более |
a1=a2 |
e1, (пред. |
b |
c |
g |
a, град, (пред. откл. ±2°) |
||||||||
|
b, град |
||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
179- 142 |
141- 142 |
89- 71 |
70 -61 |
Св. 90 |
До 90 |
но- мин. |
Пред. откл. |
но- мин. |
Пред. откл. |
но- мин. |
Пред. откл. |
|||||
|
У10 |
ИНп ИП |
От 3 до 10 |
0,8S +3 |
S+5 |
|
|
6 |
1 |
±1 |
1 |
±1 |
1 |
±1 |
30 |
||||
|
Св. |
— |
8 |
||||||||||||||||
|
УП |
От 3 до 8 |
0,8S +3 |
— |
0,8S +3 |
— |
|
|
6 |
20 |
|||||||||
|
Св. 8 до 22 |
8 |
2 |
+1 -2 |
2 |
+1 -2 |
|||||||||||||
|
Св. 22 до 60 |
0,7S +2 |
10 |
2 |
+1 2 |
||||||||||||||
 откл. ±2°)
откл. ±2°) 10 до 20
10 до 20Таблица 12
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не менее |
g, не менее |
b |
|||||||
|
b, град |
|||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
91-100 |
101-110 |
111-120 |
121-135 |
136-175 |
175-136 |
135-91 |
Номин. |
Пред. откл. |
|||
|
Т1 |
ИНп ИП УП |
От 0,8 до 2,5 |
4 |
5 |
l,5±1,0 |
3 |
0 |
+1,0 |
|||||
|
См. 2,5 до 4,5 |
7 |
||||||||||||
|
Св. 4,5 до 6,0 |
5 |
8 |
|||||||||||
|
Св. 6,0 до 10,0 |
6 |
0,4S+5 |
0,6S+5 |
0,9S+5 |
1,1S+5 |
||||||||
|
ИП УП |
Св. |
8 |
+1,5 |
||||||||||
|
Св. 16,0 до 20,0 |
9 |
|
5 |
||||||||||
|
Св. 20,0 до 4i0,0 |
0,5S |
0,3S |
|||||||||||
 10,0 до 16,0
10,0 до 16,0Таблица 13
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
e, не более |
e1, не менее |
b |
g |
||||||||||||
|
b, град |
|||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
90- 100 |
89- 80 |
101- 110 |
79- 70 |
111 -1 0 |
69-60 |
121-134 |
59-46 |
135 |
45 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
T2 |
ИНп ИП УП |
От 0.8 до 2,5 |
4 |
0,4S+5 |
0,6S+5 |
0,9S+5 |
1,1S+5 |
4 |
0 |
+0,5 |
3 |
±2 |
|||||||
|
Св. 2,5 до 6,0 |
5 |
5 |
+1,0 |
4 |
|||||||||||||||
|
Св. |
|||||||||||||||||||
|
ИП УП |
Св. 10,0 до 16,0 |
6 |
6 |
+2,0 |
5 |
||||||||||||||
|
Св. 16,0. до 20,0 |
8 |
8 |
6 |
||||||||||||||||
|
Св. 20,0 до 24,0 |
0,5S |
10 |
7 |
||||||||||||||||
|
Св. 24,0 до 30,0. |
8 |
||||||||||||||||||
|
Св. 30,0 до 40,0 |
9 |
||||||||||||||||||
 6,0 до 10,0
6,0 до 10,0Таблица 14
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
e=g |
a1, град |
b |
||||||
|
Номин. |
пред. откл. |
|||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
||||||||
|
89-4S |
91-135 |
89-45 |
91-135 |
Св. 90 |
До 90 |
|||||||
|
T5 |
ИНп ИП УП |
От 0,8 до 2,5 |
2 |
3 |
+1 |
b-90 |
90-b |
0 |
+0,5 |
|||
|
Св. |
3 |
4 |
+2 |
+1,0 |
||||||||
|
Св. 4,0 до 6,0 |
4 |
6 |
+2 -1 |
|||||||||
|
Св. 6,0 до 10,0 |
5 |
7 |
||||||||||
|
ИП УП |
Св. 10,0 до 15,0 |
6 |
8 |
±2 |
+1,5 |
|||||||
|
Св. 15,0 до 21,0. |
7 |
9 |
+2,0 |
|||||||||
|
Св. |
8 |
10 |
||||||||||
|
Св. 30,0 до 40,0 |
9 |
12 |
||||||||||

 2,5 до 4,0
2,5 до 4,0 21,0 до 30,0
21,0 до 30,0Таблица 15
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
e=g |
a1, град. |
b |
||||||
|
Номин. |
Пред. откл. |
|||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
||||||||
|
89-45 |
91-135 |
89-45 |
91-135 |
Св. 90 |
До 90 |
|||||||
|
T6 |
ИНп ИП УП |
От 0,8 до 2,5 |
2 |
3 |
+1 |
b-90 |
90-b |
0 |
+0,5 |
|||
|
Св. 2,5 до 4,0 |
3 |
4 |
+2 |
+1,0 |
||||||||
|
Св. |
4 |
5 |
+2 -1 |
|||||||||
|
Св. 6,0 до 10,0 |
5 |
6 |
+1,5 |
|||||||||
|
ИП УП |
Св. 10,0 до 15,0 |
6 |
7 |
|||||||||
|
Св. 15,0 до 21,0 |
7 |
9 |
+2 |
+2,0 |
||||||||
|
Св. 21,0 до 30,0 |
8 |
10 |
||||||||||
|
Св. 30,0 до 40,0 |
12 |
15 |
||||||||||

 4,0 до 6,0
4,0 до 6,0Таблица 16
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
b |
c |
g |
a1, град |
a, град, (пред. |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
91-134 |
||||||||||||
|
Т3 |
ИНп ИП |
От 4 до 6 |
1,4S+2 |
0 |
+1 |
1,5 |
+1,0 |
0,15S-0,5S |
a-(b-90) |
55 |
||
|
Св. |
1,3S+5 |
+2 |
||||||||||
|
УП |
От 4 до 6 |
1,4S+4 |
45 |
|||||||||
|
Св. 6до 10 |
1,3S+2 |
2,0 |
+1,0 -2,0 |
|||||||||
|
Св. 10 до 14 |
||||||||||||
|
Св. 14 до 18 |
||||||||||||
|
Св. 18 до 22 |
||||||||||||
|
Св. 22 до 40 |
1,2S+2 |
|||||||||||
 откл. ±2°)
откл. ±2°)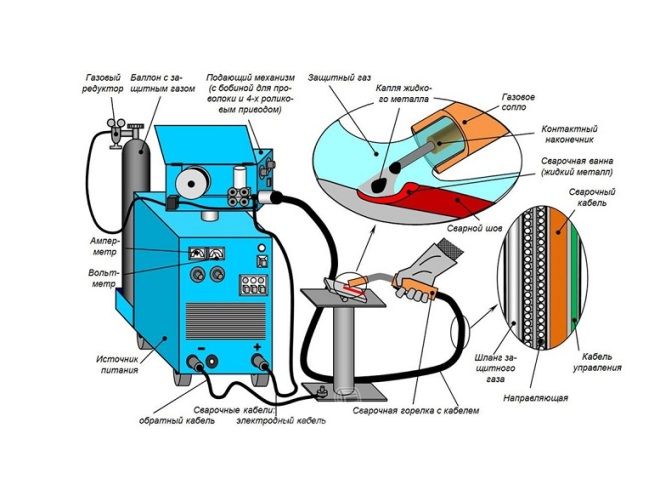 6 до 10
6 до 10Таблица 17
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
е, не более |
a1, град |
e1 |
b |
g |
c |
a, град, (пред. |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
91-134 |
|||||||||||||
|
Т4 |
ИНп ИП |
От 4 до 6 |
1,4S+2 |
a-(b-90) |
3 (справочное) |
1 |
+1 |
0,15S-0,5S |
1,5 |
+1,0 |
55 |
||
|
Св. 6 до 10 |
1,3S+5 |
||||||||||||
|
УП |
От 4 до 6 |
1,4S+2 |
3 |
+2 -1 |
45 |
||||||||
|
Св. 6 до 10 |
1,3S+2 |
2,0 |
+1,0 -1,0 |
||||||||||
|
Св. 10 до 14 |
|||||||||||||
|
Св. 14 до 18 |
|||||||||||||
|
Св. 18 до 22 |
|||||||||||||
|
Св. 22 до 40 |
1,2S+2 |
||||||||||||
 откл. ±2°)
откл. ±2°)Таблица 18
Размеры, мм
|
Обо- |
Конструктивные элементы |
Спо- соб сбо- рки |
S |
h |
e=e1 |
e |
e1 |
a1 |
a2 |
a1 |
a2 |
b |
g=g1 |
a, град, (пред. откл. ±2°) |
||||||
|
Не более |
град |
|||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
Но- мин. |
Пред. откл. |
||||||||||||||||
|
91- 95 |
89- 85 |
96- 100 |
84- 80 |
96- 100 |
84- 80 |
Св. 90 |
До 90 |
|||||||||||||
|
Т7 |
ИНп ИП |
От 6 до 8 |
|
0,7S +2 |
0,7S+4 |
S+6 |
a- (b- 90) |
a+ (b- 90) |
a- (90 -b) |
a+ (90 -b) |
3 |
+2 -1 |
0,08S — 0,25S |
55 |
||||||
|
Св. 8 до 12 |
0,7S +4 |
|||||||||||||||||||
|
Св. 12 до 20 |
||||||||||||||||||||
|
УП |
От 6 до 8 |
0,8S +4 |
0,8S+6 |
S+8 |
45 |
|||||||||||||||
|
Св. 8 до 12 |
||||||||||||||||||||
|
Св. 12 до 18 |
0,7S+2 |
0,7S+5 |
S+4 |
|||||||||||||||||
|
Св. 18 до 24 |
||||||||||||||||||||
|
Св. 24 до 30 |
0,6S+3 |
|||||||||||||||||||
|
Св. 30 до 48 |
||||||||||||||||||||
|
Св. 48 до 60 |
0,6S |
|||||||||||||||||||
Таблица 19
Размеры мм
|
Обо- |
Конструктивные элементы |
Спо- соб сва- рки |
S |
h |
e |
e1 |
a1 |
a2 |
a1 |
a2 |
b |
g=g1 |
a, град, (пред. откл. ±2°) |
||||||||||
|
не более |
град |
||||||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
b, град |
|||||||||||||||||||||
|
101- 105 |
79- 75 |
106- 110 |
74- 70 |
101- 105 |
79- 75 |
106- 110 |
74- 70 |
Св. 90 |
До 90 |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
||||||||||
|
T8 |
ИП УП |
От 12 до 22 |
|
0,8S+5 |
0,6S+6 |
S+8 |
1,2S+5 |
a- (b- 90) |
a+ (b- 90) |
a- (90 -b) |
a+ (90 -b) |
2 |
±2 |
4 |
±2 |
45 |
|||||||
|
Св. 22 до 34 |
1,3S+6 |
6 |
|||||||||||||||||||||
|
Св. 34 до 46 |
8 |
||||||||||||||||||||||
|
Св. 46 до 58 |
10 |
||||||||||||||||||||||
|
Св. 58 до 76 |
12 |
||||||||||||||||||||||
|
Св. 76 до 100 |
14 |
||||||||||||||||||||||
Таблица 20
Размеры, мм
|
Обо- |
Конструктивные элементы |
Способ сварки |
S |
e=e1 (пред. откл. ±2) |
a1 |
a2 |
a1 |
a2 |
b |
g=g1 |
a, град, (пред. откл. ±2°) |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
град |
|||||||||||||
|
b, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||
|
91-105 |
89-75 |
Св. 90 |
До 90 |
||||||||||||
|
Т9 |
ИП УП |
От 18 до 40 |
0,7S |
(20±2)- (b-90) |
(20±2)+(b-90) |
(20±2)-(90-b) |
(20±2)+(90-b) |
0 |
+1 |
6 |
2 |
45 |
|||
|
Св. 40 до 50 |
0,6S |
7 |
|||||||||||||
|
Св. 50 до 100 |
8 |
||||||||||||||
5. Для сварных соединений У7, У5, У6, У8, Т7, Т8, Т9, выполняемых сваркой в углекислом газе, допускается притупление С=5±2 мм.
6. Сварка деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 21, должна производиться также как для деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 21
мм
|
Толщина тонкой детали |
Разность толщин деталей |
|
2-3 |
1 |
|
4-30 |
2 |
|
32-40 |
4 |
|
Свыше 40 |
6 |
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 21 на детали, имеющей большую толщину S1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали под углом 15°, как указано на черт. 1 и 2.
Черт. 1
Черт. 2
7. Размеры выполненных швов на участке перекрытия для замкнутых соединений, а также в местах, исправленных подваркой, могут отличаться от установленных настоящим стандартом. В этом случае они должны соответствовать нормативно-технической документации.
8. При переменном угле сопряжения деталей b шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
9. При сварке в углекислом газе проволокой диаметром 0,8-1,4 мм допускается применять основные типы сварных соединении и их конструктивных элементов по ГОСТ 11534-75.
- < ГОСТ 15878-79 Контактная сварка Соединения сварные Конструктивные элементы и размеры
- ГОСТ 15164-78 Электрошлаковая сварка Соединения сварные Основные типы Конструктивные элементы и размеры >
Сварка арматуры ГОСТ 14771 76
Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи полуавтоматической сварки. Качество контролирует документ «Сварка ГОСТ 14771-76».
Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе.
Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов.
Сварка арматуры ГОСТ – полуавтоматическая сварка
СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов.
В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами.
Полуавтоматическая сварка арматуры может производиться в самых разнообразных пространственных положениях. Толщина свариваемого материала может колебаться в пределах от 0.5 до 30-и и выше миллиметров. Этим способом можно соединять самые разнообразные материалы. То есть, этим вариантом производится сварка стали 09г2с, цветных и черных металлов.
Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют аргон, углекислый газ и самые разнообразные смеси тех или иных веществ.
Процесс сварки полуавтоматом
Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Оборудование для полуавтоматической сварки
Сварка арматуры, ГОСТ предусматривает применение определенного оборудования.
- Сварочные выпрямители. Это оборудование применяется для преобразования тока. Существует три класса выпрямителей: на основании количества обслуживаемых постов и фаз питания. Третий класс зависит от типа вентиля.
- Сварочный полуавтомат.
- Баллон, наполненный специальным защитным газом.
- Редуктор.
- Шланги.
Типы сварочной проволоки
- Стальная сварочная.
- Стальная наплавочная.
- Проволока из алюминия или сплавов.
- Чугунные прутики.
- Порошковая и легированная проволока.
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме.
Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара.
Технологии полуавтоматической сварки
Стыковая. Это сварка точечным сплошным швом.
Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка.
Сварка по готовым отверстиям.
Таким образом, арматуру можно сваривать при помощи полуавтоматического сварочного аппарата. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей.
Во время всего процесса происходит взаимодействие газа и электричества. Это заставляет сварщика с особым вниманием относиться к системе безопасности.
Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА в среде углекислого газа [нержавейки]
Существуют самые разные способы сварки, однако к [полуавтоматической сварке в среде углекислых газов] уже давно проявляется интерес, как среди профессиональных мастеров, так и среди любителей.
В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью.
Следует отметить и то, что сварка при помощи среды углекислого газа — достаточно дешевый способ делать прочное и достаточно качественное соединение различных металлических поверхностей, в том числе и нержавейки.
Полуавтоматическая сварка, которая проводится в специально создаваемой среде углекислого газа, нашла широкое применение и в наше время.
Она активно используется в промышленной сфере, при работах на строительных площадках, монтаже самых разных трубопроводов.
Кроме этого, она нашла широкое применение и у домашних умельцев, которые предпочитают всю работу по дому проводить исключительно своими руками.
Это отличный и эффективный способ сделать достаточно прочное сварное соединение листов из нержавейки, а также многих других видов металлов.
Ручная полуавтоматическая сварка, которая проводится в определенной среде углекислого газа, должна в обязательном порядке соответствовать установленному ГОСТ.
Некоторые понятия
Данная ручная сварка, которая проводится полуавтоматом, в среде создаваемого определенным способом углекислого газа, считается одним из самых дешевых способов произвести достаточно качественное соединение металлических поверхностей, в том числе и из нержавейки и производится согласно ГОСТ.
Цена необходимого оборудования достаточно низкая, что и объясняет популярность этого метода.
Она проводится по специальной схеме, которую прописывает соответствующий ГОСТ, а также некоторые другие руководящие документы.
Сущность данного метода получения сварного соединения заключается в том, что в рабочую зону сварки поступает углекислый газ под давлением, который создает определенную защиту, и в результате создаваемой дугой высокой температуры впоследствии распадается на угарный газ, а также кислород.
Видео:
Весь процесс распада происходит по определенной реакции и сопровождается образованием углекислого, угарного газов, а также кислорода.
Данные элементы, которые образуют поток, обеспечивают эффективную защиту сварного соединения, а кроме этого, достаточно активно осуществляют взаимодействие с поверхностью обрабатываемого металла.
Для того чтобы снизить негативное воздействие углекислого газа на металл, в используемую сварочную проволоку дополнительно вводят такие элементы, как кремний и марганец.
При проведении сварочных работ полуавтоматом в специально создаваемой среде углекислого газа для предотвращения процесса окисления на поверхности металла в рабочую зону вводят в свободном состоянии марганец или кремний.
При этом следует учитывать, что количество эти двух элементов в сварной проволоке строго регламентировано.
Для того чтобы сварной шов получился максимально прочным и качественным по ГОСТ, кремний и марганец в проволоке должны находиться в определенном соотношении.
При проведении сварочных работ в среде углекислого газа непосредственно ручным полуавтоматом в определенный момент начинают формироваться оксиды, как кремния, так и марганца.
Вместо растворения в сварочной ванне, данные элементы начинают особым образом реагировать между собой, в результате чего на металлической поверхности начинает образовываться в виде шлака легкоплавкое соединение.
На видео, которое размещено ниже, подробно показан процесс сварки при помощи полуавтомата в образованной особым образом среде углекислого газа.
Видео:
Основные особенности
Ручная сварка с использованием среды защитного газа имеет ряд существенных особенностей, а также некоторые тонкости и нюансы, на которые необходимо обращать внимание в обязательном порядке.
Данный метод получения сварных соединений высокого качества был разработан советскими инженерами около ста лет назад, однако и в наше время не утратил своей актуальности.
Схема выполнения работ относительно несложная и широко используется как на крупных производствах и строительных площадках, так и в бытовых условиях, а также при частном строительстве.
Для данного типа сварки разработан специальный ГОСТ, который обязателен для исполнения, вне зависимости от того, где используется сварка полуавтоматом в углекислой защитной среде.
Работа с металлом в углекислой среде выполняется только постоянным током, который обязательно должен иметь обратную полярность.
Если попробовать выполнить сварное соединение с использованием постоянного тока, но прямой полярности, то это, в первую очередь, отрицательно отразится на стабильности вырабатываемой полуавтоматом электрической дуги.
А во-вторых, приведет к тому, что шов будет формироваться неправильной формы с образованием дефектов, а используемый при данном процессе электрод будет сильно разбрызгиваться, а также образовывать слой угара.
В том случае, когда с использованием данного метода сварки выполняется не сварка в прямом понимании этого слова, а наплавка, специалисты настоятельно рекомендуют использовать непосредственно прямую полярность постоянного тока.
Это связано, главным образом, с тем, что используемый в этом конкретном случае коэффициент наплавки практически в два раза выше, чем при применении тока с обратной полярностью.
В некоторых отдельных случаях данный тип сварки можно проводить и при переменном токе.
Однако для этого общая схема сварочного аппарата должна содержать в своем составе специальный осциллятор.
Кроме этого, следует отметить то, что основными источниками постоянного тока при сварке в среде углекислого газа должны быть преобразователи тока, которые имеют жесткие характеристики.
При выполнении сварки с использованием полуавтомата в специально создаваемой защитной среде, состоящей из углекислого газа, необходимо строго контролировать соответствие всех рабочих параметров принятому ГОСТ.
Более подробно процесс сварки с использованием полуавтомата и защитной среды, состоящей из углекислого газа, показан на видео ниже.
Видео:
Подготовка аппарата и заготовки
Полуавтоматом при создании среды углекислого газа можно варить самые разные металлические поверхности, в том числе из нержавейки.
Оборудование, которое используется в этом случае, в обязательном порядке должно быть собрано в специальную схему.
Необходимо максимально герметично произвести соединение всех шлангов, держателей, баллонов с углекислым газом, а также подключить полуавтомат к основному источнику питания.
Последовательность сборки оборудования в схему определяется ГОСТ и другими руководящими документами.
Следует помнить, что от правильности подключения оборудования во многом зависит не только качество работы, но и техника безопасности, согласно ГОСТ.
Данный метод сварки считается одним из наиболее опасных и обязательно должен проводиться в соответствии с правилами по технике безопасности и регламентом работ.
Перед тем как приступить непосредственно к выполнению работ, необходимо изучить не только технологию проведения сварочных работ с использованием среды углекислого газа, но и иметь представление о соответствующем ГОСТ, который определяет порядок работ.
Видео:
Также следует обязательно использовать соответствующие средства защиты.
Сварка металла, в том числе из нержавейки, в углекислой среде при помощи полуавтомата выполняется достаточно эффективно.
При проведении работ следует помнить, что соединение тонких листов нержавейки и стали осуществляется с обязательной отбортовкой кромок.
Можно проводить сварку и без проведения отбортовки, но только в том случае, когда зазор между листами будет минимальным.
Листы нержавейки и стали средней толщины можно сваривать без предварительной разделки кромок, однако в этом случае зазор не должен превышать один миллиметр.
Листы с большой толщиной следует в обязательном порядке сделать V-образную разделку. Кроме этого при данном методе сварки используется также и Х-образная разделка листового металла и нержавейки.
Видео:
В любом случае перед тем, как приступить к сварке, необходимо тщательно зачистить кромки у металла до состояния блеска.
Для этого можно воспользоваться автоматическим инструментом, например болгаркой. При необходимости выполнить прихватку рекомендуется использовать электроды из углеродистых сталей.
Также перед проведением работ следует правильно раскрепить в полуавтомате сварочную проволоку.
Режимы выполнения работ
Ручная сварка полуавтоматом с использованием защитной углекислой среды может выполняться в нескольких различных режимах.
Режимы работы, главным образом, зависят от толщины обрабатываемого материала и выставляются на аппарате ручным способом.
В том случае, когда металл имеет большую толщину, необходимо уменьшить скорость сварки и, в свою очередь, увеличить силу тока.
Видео:
При минимальной толщине обрабатываемого металла наоборот — скорость работ возрастает, соответственно снижается показатель силы тока.
При выполнении работы должно быть обеспечено стабильное горение дуги, при этом она должна быть максимально короткой.
Если увеличить сварочную дугу, то ее горение будет нестабильным, а кроме этого, значительно увеличится разбрызгивание металла, что может привести к появлению на металлической поверхности различных дефектов.
Данный метод сварки достаточно простой. Его можно использовать как в промышленности, так и в быту.
При этом всю необходимую работу следует выполнять только в средствах защиты.
На видео ниже подробно показана сварка полуавтоматом в защитной углекислой среде с аргоном.
Видео:
5.3. Сварка и наплавка деталей в среде защитных газов
При сварке и наплавке в среде защитных газов в зону горения дуги под небольшим давлением подается газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота воздуха.
В зависимости от применяемого газа сварка разделяется на сварку в активных (СО2, Н2, О2, и др.) и инертных (He, Ar, Ar+He и др.) газах. Сварку (наплавку) можно осуществлять как плавящимся, так и неплавящимся электродами.
Наибольшее распространение при восстановлении деталей подвижного состава получили сварка и наплавка в среде углекислого газа (СО2) – сварка плавящимся электродом (проволокой) с защитой сварочной ванны от воздуха углекислым газом. Такой способ является самым дешевым при сварке углеродистых и низколегированных сталей. Поэтому по объему производства он занимает одно из первых мест среди механизированных способов сварки плавлением.
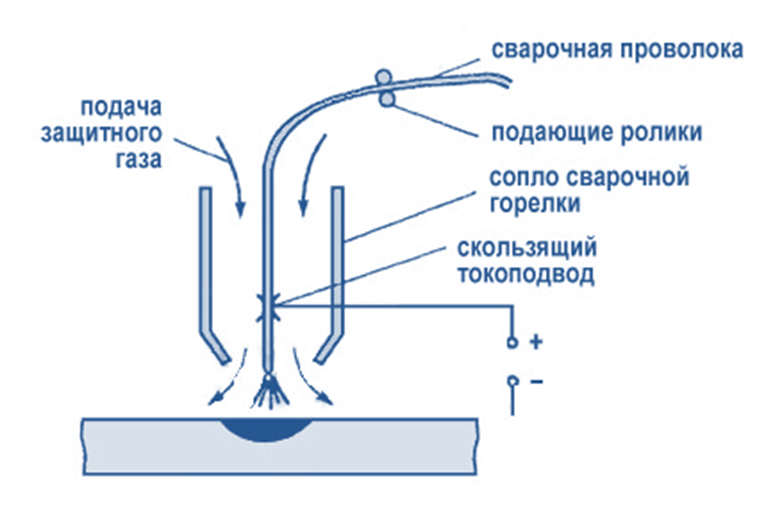
При сварке (наплавке) в среде углекислого газа (рис. 5.3) из сопла горелки 2, охватывающей поступающую в зону горения дуги электродную проволоку 4, вытекает струя защитного газа 6, оттесняет воздух из сварочной ванны.
Рис. 5.3. Дуговая сварка в защитном газе плавящимся электродом: 1 – электрическая дуга; 2 – газовое сопло; 3– подающие ролики; 4 – электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ
Однако в процессе сварки углекислый газ под действием высоких температур диссоциирует:
2СО2<=>2СО+О2. Поэтому сварка идет не в чистом углекислом газе, а в смеси газов СО2, СО и О2. В этом случае обеспечивается практически полная защита расплавленного металла от азота воздуха, но сохраняется почти такой же окислительный характер газовой смеси, каким он был бы при сварке голой проволокой без защиты от атмосферы воздуха.
Следовательно, при сварке и наплавке в среде СО2 необходимо предусматривать меры по раскислению наплавляемого металла.
Эта задача решается использованием сварочных проволок диаметром 0,8–2 мм, в состав которых входят элементы раскислители. Чаще всего это кремний (0,6–1,0%) и марганец (1–2%). При наличии таких компонентов раскисление окислов железа происходит по реакциям 2 FeO + Si ―> SiO2 + 2Fe и FeО + Mn ―> MnO + Fe.
Образующиеся в процессе раскисления окислы кремния и марганца всплывают на поверхность сварочной ванны и после кристаллизации металла удаляются.
Наибольшее распространение при сварке в среде СО2 нашли электродные проволоки Св-08ГС, СВ-10ГС, Св-08Г2С, Св-18ХГС и др. *
Кроме проволок сплошного сечения, часто используются порошковые проволоки типа ПП-АН4, ПП-АН5, ПП-АН8, ПП-3Х2В8Т и др. **
Если в сварочной проволоке нет достаточного количества раскислителей, то сварка сопровождается большим разбрызгиванием металла, наличием в нем пор после кристаллизации, большой вероятностью образования трещин в наплавленном слое. Сварка в среде СО2 имеет целый ряд преимуществ: минимальную зону структурных изменений металла при высокой степени концентрации дуги и плотности тока; большую степень защиты сварочной ванны от воздействия внешней среды; существенную производительность; возможность наблюдения за формированием шва; возможность сваривать металл различной толщины (от десятых долей до десятков миллиметров), производить сварку в различных пространственных положениях, механизировать, автоматизировать технологический процесс; незначительную чувствительность к ржавчине и другим загрязнителям основного металла.
Однако при выборе данного способа сварки и наплавки необходимо иметь ввиду и его недостатки: сильное разбрызгивание металла при токе больше 500 А, что требует постоянной защиты и очистки сопла горелки; интенсивное излучение открытой мощной дуги, требующее защиты сварщика; необходимость охлаждения горелки при значительных токах; осуществление сварки практически только на постоянном токе; наличие специальной проволоки.
Технические характеристики полуавтоматов для сварки в защитных газах приведены в табл.7 приложения.
* ГОСТ 2246-70 Проволока стальная сварочная
** ГОСТ 26271-84 Проволока порошковая для сварки малоуглеродистых и низколегированных сталей. ГОСТ 26101-84 Проволока порошковая наплавочная.
Сварочная проволока для сварки в среде Oj
Автоматическая и полуавтоматическая сварка в среде углекислого газа используется не только при ремонте, но и при изготовлении новой аппаратуры. Полуавтоматическая сварка плавящим электродом применяется для сварки углеродистых, низко-и высоколегированных сталей. Тонкая сварочная проволока (0,8 — 1,2 мм) используется для сварки стыковых соединений с толщиной листа 1—4 мм, а проволока диаметром 1,6—2,0 мм —для сварки металла толщиной более 4 мм. Сварка проводится постоянным током обратной полярности, которая характеризуется большей устойчивостью дуги, меньшей склонностью шва к порообразованию, малым разбрызгиванием, пониженным выгоранием углерода, улучшением чистоты наплавленного слоя. [c.81]Технология газоэлектрической сварки сварочной проволокой повышает (с точки зрения водородной теории хрупкости) стойкость сварных соединений против холодных трещин. Уменьшение содержания водорода достигается применением осушенных газов и проволоки с чистой поверхностью без покрытия. Кроме того, механизированная дуговая сварка в среде защитного газа плавящимся электродом имеет ряд весьма существенных преимуществ, например, в ремонтном производстве. [c.229]
Для сварки в среде углекислого газа при постоянном токе плавящимся электродом разработаны полуавтоматы А-537, А-825 и другие, состоящие из механизма подачи электродной проволоки, шланга, по которому подаются сварочная проволока, защитный газ и вода для охлаждения, ручного держателя и шкафа управления. Держатели могут быть двух типов без водяного охлаждения для сварки токами до 300 А и с водяным охлал[c.97]
Однако сварка в среде углекислого газа обладает тем преимуществом, что имеет в 10—14 раз меньшую стоимость углекислоты по сравнению с аргоном и несравненно меньшую ее дефицитность. Этот способ позволяет вести процесс во всех пространственных положениях. При сварке аустенитных сталей применять сварочную проволоку с повышенным содержанием Мп и 51, как это практикуется при сварке низколегированных сталей, не требуется, так как аустенитные проволоки обычно содержат достаточное количество этих элементов, а также других активных раскис-лителей. [c.189]
Принципиальные основы технологии сварки стали аустенитного, аустенитно-мартенситного и аустенитно-ферритного классов едины сварку выполняют под флюсом, в аргоне и в углекислом газе. При этом используется электродная и сварочная проволока состава свариваемой стали и близкого состава, а такн е аустенитного класса типа r/Ni. Химический состав металла шва корректируется применительно к конкретной коррозионной среде [136, 137]. [c.358]
Полуавтоматическая сварка в среде газов может рассматриваться как разновидность сварки с регулированием термических циклов. Помимо технологических преимуществ перед ручной дуговой сваркой (высокая производительность, низкая стоимость сварочных матфиалов, визуальное наблюдение за ванной и дугой, возможность сварки в различных пространственных положениях), за счст высокой степени сосредоточения тепла в небольшом объеме зоны дуги и охлаждения зоны сварки струей защитного газа способствует минимальному перегреву металла шва и околошовных зон. Использование аустенитных сварочных проволок с повышенным содержанием марганца марки Св-08Х20Н9Г7Т и Св-05Х5Н40Г7М8Т при полуавтоматической сварке в среде СОг обеспечивает получение достаточно качественных сварных соединений. При этом в процессе изготовления сварных изделий 228 [c.228]
Электроды и присадочные материалы, применяемые для сварки, выбирают в зависимости от марки свариваемого металла и условий, при которых будет эксплуатироваться оборудование (давления в аппарате, температуры и агрессивных свойств среды, с которой соприкасается сварной шов). Свойства электродов зависят от электродного стержня ( сварочной проволоки) и марки покрытия (флюса). Диаметр стержня (проволоки) и толщина покрытия должны соответствовать толщине свариваемого металла и выбранному режиму сварки. [c.97]
Сварочные проволоки для сварки разнородных сталей в среде защитных газов и под флюсом [c.314]
Особое внимание следует обращать на сварные соединения, являющиеся, как правило, наиболее подверженными коррозии. Материал сварочной проволоки и технология сварки должны обеспечивать получение сварного соединения, металл щва и зона термического влияния которого имеют значения стационарного потенциала, близкие к потенциалу основного металла. Сварной щов и зона термического влияния не должны быть анодными по отнощению к основному металлу. Поверхность сварного шва, находящаяся в контакте с коррозионной средой, должна быть чистой от окалины, шлаков, гладкой. Дефекты в виде непроваров, трещин, раковин, шлаковых включений всегда снижают коррозионные и коррозионно- [c.80]
Расход сварочных материалов одним сварщиком составляет электродов при ручной сварке 1 кг/ч, сварочной проволоки при полуавтоматической сварке в среде углекислого газа 2 кг/ч. [c.274]
Марки сталей, свариваемых автоматической и полуавтоматической сваркой под слоем флюса, ручной электродуговой и ацетиленовой сваркой, приведены в табл. 2. 1, электрошлаковой сваркой — в табл. 6. 5, автоматической сваркой в среде углекислого газа, автоматической, ручной и механизированной аргоно-дуговой сваркой — в табл. 6. 6. Марки сварочной проволоки и флюсов при автоматической сварке и типы электродов при ручной электродуговой сварке сталей приведены в гл. 6. [c.122]
Для сварки в среде углекислого газа при постоянном токе плавящимся электродом разработан полуавтомат А-537, состоящий из механизма подачи электродной проволоки, шланга длиной 3,5 м (по которому подаются сварочная проволока, защитный газ и вода для охлаждения), ручного держателя и шкафа управления. [c.83]
Сварка в среде углекислого газа является производительным и дешевым процессом и в последние годы начинает получать широкое распространение. Для сварки применяют специальную аппаратуру, механизирующую подачу сварочной проволоки к сварочной головке, куда подводятся углекислый газ и питание дуги. [c.132]
Сварка в среде углекислого газа. При этом способе сварки сварочная дуга и расплавленный металл защищаются от вредного влияния воздуха струей углекислого газа, подаваемого в зону сварки. Углекислый газ тяжелее воздуха в 1,5 раза и оттесняет его от зоны сварки. Электродная проволока из кассеты непрерывно подается в зону сварки с заданной скоростью. Подвод тока 80 [c.80]
При таком способе сварки дуга горит в закрытом пространстве между электродом и свариваемыми деталями, В зоне дуги выделяется значительное количество газов и паров, создающих парогазовый пузырь с оболочкой в виде тонкого слоя расплавленного флюса. Подача голой электродной проволоки производится непрерывно с бухты, разматываемой с катушки. Закрытая дуга при ничтожных потерях теплоты в окружающую среду обеспечивает высокую степень использования мощности источника сварочного тока и выгодные условия получения высококачественного однородного шва без заметного воз-дей твия кислорода и азота воздуха на сварочную ванну. [c.284]
В табл. У1-51 приведены марки и назначение стальной сварочной холоднотянутой проволоки (ГОСТ 2246—60), применяемой для дуговой (ручной, автоматической под флюсом и в среде защитных газов) и газовой сварки. [c.251]
Основным инструментом любого сварочного агрегата является газоэлектрическая горелка, работа которой обеспечивается подачей сварочного тока, электродной проволоки и углекислоты. При полуавтоматической сварке плавящимся электродом в среде углекислоты можно пользоваться специальным или обычным оборудованием, применяемым для сварки под флюсом, с небольшими переделками. Переделка полуавтоматов ПШ-5, [c.196]
Сварка в газовой среде может производиться плавящимися и не-плавящимися электродами. В первом случае дуга создается между электродной проволокой и изделием, плавящаяся электродная проволока образует сварочный шов во втором случае дуга возникает между концом вольфрамового или угольного электрода и изделием, шов создается присадочной проволокой или оплавлением кромок основного металла. [c.217]
Сварка плавящимся электродом в защитной среде углекислого газа наиболее прогрессивна, характеризуется достаточной производительностью процесса, высоким качеством сварного соединения, выпускаемое промышленное оборудование может быть сравнительно легко приспособлено для автоматического варианта приварки труб к трубным решеткам в вертикальной плоскости. Подготовка кромок соединения труба — трубная решетка сводится к снятию фаски на отверстии трубной решетки размером 3×45 (канавки в теле трубной решетки при этом не нарезаются). Выход трубы за плоскость трубной решетки принимается в пределах О—1,5 мм. Сварка производится сварочным пистолетом в среде углекислого газа с использованием сварочной проволоки. [c.176]
Центробежнолитые трубы сваривают из трубных заготовок вольфрамовым электродом в среде инертного газа при помощи сварочного автомата. После механической обработки кромок трубные заготовки стыкуются на роликовых транспортерах затем при постепенном их вращении между вольфрамовым электродом и заготовкой возбуждается дуга. Сварочная проволока подается к месту сварки автоматически. Подача проволоки, сила тока и напряжение, а также скорость вращения заготовки программируются. В процессе сварки осуществляется автоматический контроль соосности стыковки заготовок, напряжения и силы тока. Основной (корневой) валик и последующие валики накладываются непрерывно (дуга не прерывается), что предотвращает возникновение микротрещин. [c.34]
Сваривается ручной и автоматической сваркой в среде защитного газа. При ручной сварке применяются электроды 03Л-17у, прн автоматической сварке — сварочную проволоку марки 01Х23М28МЗДЗТ (ГОСТ 2246—70) и флюс- марки АН-18 [c.321]
Наименование элементов котла Марка стали, диаметр, толщина стенки элемента Пространственное положение сварного шва (горизонтальное, потолочное, вертикальное, поворотное и неповоротное) Вид сварки ручная, автоматическая, полуавтоматическая (электродугова я, газовая, в защитной среде) Сварочные материалы электроды, сварочная проволока, флюс, газы и т. п. тип. марка, диаметр Режим сварки и термообработки Методы и объем контроля [c.84]
Для полуавтоматической сварки в среде углекислого газа применяют сварочную проволоку СВ-08Г2С ГОСТ 2246-70 и углекислоту сварочную ГОСТ 8050-85. [c.119]
При электрической сварке труб в среде углекислого газа должны применяться сварочная проволока по ГОСТ 2246—70 марки СВ-08Г2С, углекислый газ по ГОСТ 8050—76 чистотой не менее 98,5 %. [c.123]
Прихватку (сварку прерывистым швом) и сварку панелей из листовой стали выполняют с помощью сварочных полуавтоматов А-547 или А-825 сварочной проволокой марки Св-08Г2С диаметром 1,0—1,2 мм в среде углекислого газа.-Режим сварки зазор — 0,8— [c.298]
Для газовой, а также автоматической и полуавтоматической сварки под флюсом должна использоваться сварочная проволока марки Св-08А или Св-08ГА (ГОСТ 2246—70), а для электрической сварки в среде углекислого газа — сварочная проволока марки Св-08Г2С (ГОСТ 2246—70). Углекислый газ должен иметь чистоту не менее 98,5% (ГОСТ 8050—76). Сварочные флюсы применяют марок АН-348-А, АН-348М, ОСЦ-45М, АН-60, ФЦ-Э (ГОСТ 9087—69). Для газовой сварки используют кислород технический (ГОСТ 5583—78) и ацетилен в баллонах (ГОСТ 5457—75) или ацетилен, получаемый на месте из карбида кальция по ГОСТ 1460—76. [c.32]
Полуавтоматическую сварку в среде углекислого газа выполняют полуавтоматами марки А-607, ПРМ-2, А-547 и др., сварочными головками ТСГ-7 и сварочной проволокой марки Св0,8Г2С, диаметром 0,8—1 мм. [c.84]
Для резки листовой стали применяют гильотинные ножницы, для труб—станок для резки труб абразивным диском с мерительным упором марки ПДМ-75. Сверление отверстий в газовых и жидкостных коллекторах производят на одношпиндельных или радиально-сверлильных станках наибольшим диаметром сверления 55 мм с помощью кондуктора для без-разметочного сверления конструкции Гипролегпродмонтажа. Прихватку и сварку панелей из листовой стали выполняют с помощью сварочных полуавтоматов А-547 или А-825 сварочной проволокой марки Св-08Г2С диаметром 1,0—1,2 мм в среде углекислого газа. Режим сварки зазор 0,8—1,0 мм, сварочный ток 70—100 А, напряжение дуги 18—20В, скорость сварки 18—24 м/ч. Прихватку производят шагом 100—150 мм с обратной стороны шва. [c.22]
Крупные фирмы-производители центробежнолитых труб сваривают трубные заготовки автоматически в среде инертного газа. Так, английская фирма АПВ-Парамаунт производит сваривание трубных заготовок вольфрамовым электродом в среде инертного газа с помощью сварочного автомата [9]. После механической обработки кромок трубные заготовки стыкуются на роликовых транспортерах затем при постепенном их вращении между вольфрамовым электродом и заготовкой возбуждается дуга. Сварочная проволока подается к месту сварки автоматически. Подача проволоки, сила тока и напряжение, а также скорость вращения заготовки программируются. В процессе сварки осуществляется автоматический контроль соосности стыковки заготовок, напряжения и силы тока. Наложение основного (корневого) валика и наложение последующих валиков производятся непрерывно (дуга не прерывается), что, по мнению производите.-.ей труб, предотвращает возникновение микротрещин. [c.37]
Для прихватки стыков должны применяться те же марки электродов или сварочной проволоки, которые будут применяться для сварки стыков. Прихватку стыков, которые будут сварпваться автоматической сваркой под флюсом, следует выполня ь электродами типа Э-42 или электросваркой в защитной среде углекислого газа. До начала сварки стыка сварщик должен проверить прав] льность его сборки и в случае нарушения технологии сборки ие приступать к сварке до устранения дефектов. [c.609]
Полуавтоматическая сварка меди (1—4 мм) плавящимся электродом в среде азота. В качестве плавящегося электрода должна применяться сварочная проволока МНЖКТ 5—1—0,2—0,2. [c.87]
Для стали 08X13 применяют различные способы сварки ручная штучными электродами и в защитных газах, автоматическая под флюсом. Разнообразны также применяемые сварочные материалы (табл. 8.9). Среди них наибольшее распространение имеют сварочные электроды и проволоки, обеспечивающие получение аустенитного наплавленного металла (электроды типа Э-10Х25Н13Г2, проволока СВ-07Х25Н12Г2Т). [c.240]
Схема наиболее распространенной электродуговой сварки плавящимся электродом в защитной среде углекислоты предусматривает одновременную подачу к сварочному инструменту электродной проволоки, постоянного сварочного тока и углекислоты. Надежность газовой защиты при сварке определяется в основном расходом углекислоты. Согласно проведенным в ЦНИИТМАШе опытам по электросварке стали марки 1Х18Н9Т в защитной среде углекислоты, содержание азота в наплавленном металле по мере увеличения подачи углекисло гы уменьшается и, следовательно, качество сварных швов повышается. [c.196]
Сваривают трубы с коллектором и приваривают соединительные гильзы также в среде углекислого газа в нижнем положении. При сборке обращают внимание на то, чтобы труба диаметром 38X3 мм входила в гильзу диаметром 45X3 мм на длину, равную 50 мм. Режим сварки диаметр электродной проволоки—1,6 мм вылет электрода—16—18 мм катет шва — 3,0—4 мм сварочный ток—150— 180 А напряжение дуги — 28—30 В скорость сварки — 20—22 м/ч. [c.299]
Электродная проволока для сварки углеродистых сталей должна содержать пЬвышенное количество марганца и кремния наилучшей проволокой для этих целей является Св-08ГС, Св-08Г2с и др. Сварку ведут в среде СО 2 от источника постоянного тока при обратной полярности, рекомендуется использовать сварочные преобразователи ПСГ-500, ПСГ-350 и сварочные выпрямители ВС-200, ВСС-300, ИПП-ЗООП. [c.217]
Наплавка в среде защитных газов. Сварку и наплавку в среде защитных газов можно производить вручную, автоматически и полуавтоматически. В зону дуги подается защитный газ, струя которого, обтекая дугу и сварочную ванну, предохраняет расплавленный металл от воздействия воздуха. Распространены аргонно-дуговая сварка и наплавка в среде углекислого газа. Используют как неплавя-щиеся, так и плавящиеся электроды. Полуавтоматическая сварка в среде углекислого газа особенно перспективна, так как сварочный процесс можно вести в любом нужном направлении, а также уменьшается вероятность образования пор. К недостаткам этого способа относятся сравнительно большие потери металла на разбрызгивание и необходимость применения специальных сортов проволоки с повышенным содержанием марганца и кремния в качестве раскислителей. Частично разлагаясь под действием высокой температуры дуги, углекислый газ распадается на окись углерода и атомарный кислород, что вызывает образование окислов. Способ используется для наплавки бугелей блока дизелей типа Д100 и других деталей. [c.37]
Общие сведения Полуавтоматы типов ПДГ-312-3 У3, ПДГ-312-3 О4 и ПДГ-312-4 У3.1,
стационарные, предназначены для дуговой сварки плавящимся электродом
изделий из малоуглеродистых низколегированных сталей малых толщин при
малых скоростях подачи электродной проволоки протяженными и
прерывистыми швами. Структура условного обозначения ПДГ-312-Х ХХХХ: Условия эксплуатации Климатические условия соответствуют климатическому исполнению и
категории размещения. Технические характеристики Режим работы — Повторно- кратковременный при цикле 10 мин с ПВ 60%
Номинальный сварочный ток, А — 315
Диапазон регулирования сварочного тока, А — 40-325
Количество ступеней регулирования, шт. — 3
Номинальное рабочее напряжение, В — 40
Напряжение холостого хода, В — 33-60
Мощность, потребляемая схемой управления, Вт, не более — 300
Диаметр электродной проволоки, мм: ПДГ-312-3 — 1,0-1,4
ПДГ-312-4 — 0,8-1,4
Скорость подачи электродной проволоки, м/ч — 40-950
Расход защитного газа, л/ч — 500-960
Масса, кг, не более: ПДГ-312-3 — 12
ПДГ-312-4 — 12,5 Табл.   Допускаются отклонения напряжения питающей сети от номинального значения в пределах от минус 10 до 5 %, а частоты — + 1 %.   Требования к уровню радиопомех определяются по согласованию с заказчиком.   Уровень звукового давления по ГОСТ 12.1.007.0-75.   Средний ресурс до списания — 15000 ч.   Средний ресурс до капитального ремонта — 4500 ч.   Средний срок службы до списания — не менее 6 лет.   Гарантийный срок — 1 год со дня ввода полуавтомата в эксплуатацию, но не более 1,5 лет со дня отгрузки его с предприятия-изготовителя — для внутригосударственных поставок; 1 год со дня ввода полуавтомата в эксплуатацию, но не более 2-х лет с момента проследования через государственную границу — для экспортных поставок. Полуавтомат состоит из выпрямителя, механизма подачи электродной проволоки, сварочной горелки, источника питания со встроенным блоком управления.   Процесс подачи электродной проволоки и защитного газа в зону сварки автоматизирован.   Одновременно по шлангу газотокопровода в зону сварки подводятся из баллона или цеховой магистрали газ для защиты металла шва и сварочный ток от источника питания дуги. Сварочную горелку вдоль шва сварщик перемещает вручную.   Схема управления выполнена на дискретных и интегральных элементах и обеспечивает необходимый цикл работы полуавтомата в режиме сварки и наладки.   Габаритные размеры механизмов подачи полуавтоматов приведены на рис. 1 и 2. Рис. 1.   Общий вид и габаритные размеры (максимальные) механизма подачи с блоком управления полуавтомата типа ПДГ-312-3 У3 (О4) Рис. 2.   Габаритные размеры механизма подачи полуавтомата типа ПДГ-312-4 У3.1 В комплект поставки входят: полуавтомат, комплект запасных и сменных частей, провода для сварочной цепи и цепей управления, газовые шланги, инструмент в соответствии с ведомостью ЗИП, паспорт. Центр комплектации «СпецТехноРесурс» |
Сварка нержавеющей стали: способы и оборудование
Автор perminoviv На чтение 7 мин. Опубликовано
Использование нержавеющих марок стали обуславливается особенным режимом и условиями работы агрегата. Надежность соединений отдельных элементов не всегда можно добиться болтовым или заклепочным соединением. Сварочный шов способен решить много технологических задач, стоящих перед конструктором. В случае использования нержавеющей стали надо учитывать ряд особенностей сваривания. Специфика сварки нержавеющих марок стали заключается не только в особенностях наложения шва, предварительной подготовки свариваемых поверхностей, но и в режиме остывания шва и обработки места сварки, для ликвидации очагов коррозии.
Высокое содержание хрома, никеля и ряда других металлов в нержавеющих марках стали поднимают температуру плавления сплава и способствуют образованию тугоплавких шлаков с высокой плотностью, неспособных всплывать на поверхность расплавленного металла.
Сваривание нержавеющей стали аргонно-дуговой сваркой
Сварка нержавеющей стали в среде инертного газа нашла широкое применение среди ремонтных автомастерских и автомобилестроительных гигантов. Изоляция электрической дуги от среды окружающего воздуха препятствует образованию окислов и улучшает качество сварного шва.
Подготовка свариваемых поверхностей для такого метода сваривания заключается в следующих этапах:
- обработка металлической щеткой, наждачной бумагой
- обезжиривание ацетоном, спиртом, растворителем
- нанесение флюсующих паст и составов на месте будущего шва
- предварительный подогрев газокислородной горелкой для снятия внутренних напряжений металла при изменении температуры при наложении шва.
Технология сварки: регулируется сила тока, расход аргона, согласно справочным таблицам, которые учитывают толщину металла и марку нержавеющей стали. После образования ванны, требуемой толщины, производится перемещение горелки дальше вдоль шва. Быстрое остывание шва способствует его сохранению стойкостных качеств и сопротивляемость коррозии.
Важно! Плавное перемещение сварки необходимо для равномерного изменения градиента температуры по поверхности металла. При несоблюдении этого условия, могут возникнуть напряжения в толще поверхностей, разлив ванны из ожидаемых границ шва.
Необходимое оборудование для сваривания нержавеющей стали аргонно-дуговой сваркой:
- инструмент для зачистки поверхности
- аргоновый баллон, с непросроченной датой проверки
- сварочный аппарат для сварки нержавеющей стали в комплекте с редуктором, шлангами, держателем электрода
- вольфрамовый электрод
- присадочная проволока и флюсующие пасты
- средства индивидуальной защиты.
Способ сварки нержавеющей стали полуавтоматом в среде углекислого газа
Для снижения брака сварных швов в ответственных узлах используют сварку в среде углекислого газа. Принцип работы полуавтомата заключается в механической подаче сварочной проволоки без участия сварщика. Основными элементами такого аппарата является основной блок, подключаемый к сети, переносной блок с держателем бобины проволоки, держатель, баллон с углекислотой.
Настроив скорость подачу проволоки и скорость истекания газа, сварщик имеет возможность полностью сосредоточиться на наложении шва и его качеству. Принято различать 3 вида полуавтоматов в зависимости от условия и источника получения ванны:
- Аппарат с порошковой проволокой
- Аппарат, работающий в среде защитного газа
- Аппарат для сварки со слоем флюса
Самый лучший и экономичный это аппарат, работающий в среде защитного газа. Учитывая доступность и безопасность работы с углекислым газом, стает понятно использование именно такого метода в производственных масштабах.
Технология сварки нержавеющего металла полуавтоматом:
- зачистка места наложения шва
- обезжиривание
- съем кромки с двух сторон стыка, для формирования технологического зазора, в котором будет формироваться шов
- прогрев металла ацетиленовым или другим резаком
- настройка скорости подачи проволоки и количества газа, поступающего в точку контакта
- сваривание
- принудительное остужение шва
- обработка шва – механическая, химическая, комбинированная.
Применение инверторных сварочных аппаратов для сваривания нержавеющей стали.
Инвертор – сварочный аппарат в котором реализован принцип выпрямления тока обычной частоты питающей сети, последующего его преобразования в переменный с высокой частотой. Такие метаморфозы электрического тока позволяют достичь необходимых 100-200 Ампер. Дополнительным преимуществом такого аппарата является более низкий вес по сравнению с другими аппаратами. Это повышает мобильность и возможность работать в труднодоступных местах.
Инвертор для сварки нержавеющей стали требует особого навыка от сварщика и применения особенных электродов. Обычным электродом произвести сварку такого метала практически невозможно. Формирование ванны постоянно прерывается, растекаясь по поверхности, шлак точечными включениями распространяются во всем объеме шва. Говорить о возможности наложения потолочного шва вообще не приходится. В идеале основа электрода должна быть такой же или близкой по химическому составу к свариваемому металлу.
Будьте осторожны. При сварке инвертором нержавеющих сталей, даже специальными электродами, при остывании шва окалина и шлак отлетают от шва. Берегите глаза и открытые участки кожи. По возможности ускорьте процесс остывания.
Технология производства работ для данного способа мало отличается от других. После предварительной зачистки и обезжиривания нужно позаботиться о кромках в местах стыка. Такой технологический ход позволяет удерживать ванну и равномерно распределить температурную нагрузку по всей толще металла, избежав коробления и деформации. Нанесение флюсующей пасты — дополнительное мероприятие по сдерживанию ванны и получения гарантированного результата. Разогрев горелкой до температур порядка 150 градусов Цельсия позволят снять внутренние напряжения в металле. Это позволит достичь необходимых физико-механических характеристик необходимых для шва.
В следующем этапе зажигается ванна и постепенно, без резких рывков, накладывается шов. Процесс остужения можно провести с помощью влажной ветоши или губки. Не лейте воду прямо на шов. Это может быть небезопасно для здоровья и крепости шва. Финишная обработка заключается в очистке, зачистке, химической обработке и полировке.
Лазерная сварка
Сегодня мало кого удивишь применением лазера в машиностроении, кораблестроении, авиастроении и других отраслях промышленности. Сварка двух листов металла нержавеющей стали с помощью узконаправленного светового пучка. Особенностью такого метода является локальное по площади воздействие без дополнительного нагрева и изменения свойств в соседних участках. Возможность сваривать очень тонкие листы нержавеющей стали позволило применять лазер при изготовлении высокоточных, дорогостоящих, ответственных компонентов и изделий.
Специфика наложения шва позволяет получить герметично подогнанные плоскости, любой геометрии. При правильном подборе режима работы лазерной установки возможно сваривание нержавеющей стали с другими металлами, чего практически невозможно добиться другими видами сварки. Для данного типа соединения элементов отпадает необходимость в среде защитных газов, флюсующих материалов.
Промышленность предлагает установки различной мощности: для сваривания листов с толщиной несколько десятых долей миллиметра и до нескольких сантиметров. При этом самым главным недостатком такого оборудования является его высокая стартовая стоимость и низкий К.П.Д. менее 5%.
Технология наложения шва лазерной установкой предусматривает обработку от шероховатостей, обезжиривание. Процесс нанесения флюсующих паст при таком процессе можно опустить. Принудительное охлаждение и финишная обработка швов, полученных при лазерной сварке нержавеющих сплавах, не нужно. Во время сваривания нужно исключить попадание посторонних материалов способных воспламениться и привариться к основному материалу.
Контроль качества шва
ГОСТ Р 53525-09 и 18442-80 являются определяющими документами для контроля за качеством полученного сварного шва независимо от примененного метода сварки. Визуальный осмотр помогает выявить крупные дефекты, которые образовались на поверхности шва. Радиометрия, радиоскопия и некоторые другие методы объединены под обобщающим термином радиационный контроль. Свойства вихревых токов широко используют при электромагнитном контроле. С помощью жидкостей, а точнее их просачивания, делают капиллярный анализ или течеискание. Известны также магнитные и тепловой анализы сварного шва. Каждая из этих методик контроля сварки нержавеющей стали расписаны в ГОСТах.
Информация, представленная в этом обзоре, указывает на возможные трудности при осуществлении соединения элементов из различных марок нержавеющей стали. Независимо от выбора способа сварки, предварительная обработка должна предшествовать процессу сваривания. Финишная обработка шва позволяет повысить сопротивление коррозии и продлить срок эксплуатации изделия. Дальнейшее развитие сварочных процессов с применением нержавеющей стали связывают с разработкой новых электродов и обмазок для них. Применение лазерной сварки, несмотря на стоимость соизмеримую с другими методами, требует больших капиталовложений и поэтому расширение такого метода останется ограниченным в ближайшее время.
| Листы в состоянии поставки на остальном 108.1273-84 | |||||||
| – | ≥343 | ≥441 | ≥18 | – | ≥40 | – | – |
| Заготовки трубной арматуры. Закалка в воду от 900-940 ° С (выдержка 2,5-4,5 часа в зависимости от толщины и веса заготовки) + отпуск при 590-630 ° С, охлаждение на воздухе | |||||||
| 200 | 440 | 539 | – | 20 | 45 | 392 | 159-208 |
| Нормализация 920-930 ° С, воздух.Отпуск 580-600 ° С, охлаждение в течение 1 часа в духовке, затем на воздухе (указано место пробы обрезки) | |||||||
| 200 | 395-400 | 500-510 | – | 28-36 | 58-72 | 191-251 | 156-170 |
| Литье сечением 30 мм. Нормализация при 920-930 ° С + отпуск при 580-600 ° С, охлаждение в печи 1 ч, затем воздух | |||||||
| – | 355-450 | 450-560 | – | 21–28 | 60-72 | – | – |
| Заготовки трубной арматуры.Отжиг на воздухе от 900-940 ° С (выдержка 2,5-4,5 часа в зависимости от толщины и веса заготовки) + отпуск при 500-560 ° С, охлаждение на воздухе | |||||||
| 200 | 395 | 490 | – | 20 | 45 | 392 | 159-192 |
| Нормализация 920-930 ° С, воздух. Отпуск 580-600 ° С, охлаждение в течение 1 часа в духовке, затем на воздухе (указано место пробы обрезки) | |||||||
| 10 | 410-460 | 540-620 | – | 22-31 | 57-74 | 174-206 | 170-178 |
| Литье сечением 30 мм.Нормализация при 920-930 ° С + отпуск при 580-600 ° С, охлаждение в печи 1 ч, затем воздух | |||||||
| – | 345-410 | 460-540 | – | 18-22 | 54-68 | – | – |
| Нормализация 920-930 ° С, воздух. Отпуск 580-600 ° С, охлаждение в течение 1 часа в духовке, затем на воздухе (указано место пробы обрезки) | |||||||
| 200 | 380-390 | 420-510 | – | 11-31 | 28-61 | 239-245 | 156 |
| Литье сечением 30 мм.Нормализация при 920-930 ° С + отпуск при 580-600 ° С, охлаждение в печи 1 ч, затем воздух | |||||||
| – | 310-420 | 460-540 | – | 15-20 | 43-58 | – | – |
| Нормализация 920-930 ° С, воздух. Отпуск 580-600 ° С, охлаждение в течение 1 часа в духовке, затем на воздухе (указано место пробы обрезки) | |||||||
| 30 | 400-455 | 510-560 | – | 25-31 | 47-69 | 186-220 | 162-178 |
| Отливки деталей газовых турбин.Нормализация при 930-970 ° С, охлаждение на воздухе + нормализация при 920-950 ° С, охлаждение на воздухе + отпуск при 590-650 ° С, охлаждение на воздухе | |||||||
| – | ≥343 | ≥441 | – | ≥18 | ≥30 | ≥490 | 130–180 |
| Литье сечением 30 мм. Нормализация при 920-930 ° С + отпуск при 580-600 ° С, охлаждение в печи 1 ч, затем воздух | |||||||
| – | 310-370 | 440-500 | – | 18-22 | 43-58 | – | – |
| Нормализация 920-930 ° С, воздух.Отпуск 580-600 ° С, охлаждение в течение 1 часа в духовке, затем на воздухе (указано место пробы обрезки) | |||||||
| 50 | 395-400 | 495-520 | – | 28-33 | 71-74 | 186-236 | 156-162 |
| Отливки для судостроения. 1-I Нормализация при 930-970 ° C + 2-I Нормализация при 920-950 ° C + отпуск при 590-650 ° C, охлаждение на воздухе | |||||||
| – | ≥380 | ≥480 | – | ≥20 | ≥45 | ≥800 | 159-192 |
| Литье сечением 30 мм.Нормализация при 920-930 ° С + отпуск при 580-600 ° С, охлаждение в печи 1 ч, затем воздух | |||||||
| – | 245-325 | 295-390 | – | 12-31 | 39-66 | – | – |
| Нормализация при 900-920 ° С, охлаждение на воздухе + отпуск при 600-650 ° С, охлаждение на воздухе (название места пробы обрезки) | |||||||
| 20 | 400-445 | 510-540 | – | 14–29 | 42-63 | 74-117 | – |
| Отливки для судостроения.Нормализация при 930-970 ° С + закалка в воду от 920-950 ° С + отпуск при 590-650 ° С, охлаждение на воздухе | |||||||
| – | ≥400 | ≥500 | – | ≥20 | ≥45 | ≥800 | 159-192 |
| Литье. Нормализация при 920-950 ° C или нормализация при 920-950 ° C + отпуск при 590-650 ° C, охлаждение на воздухе | |||||||
| 100 | ≥343 | ≥441 | – | ≥18 | ≥30 | ≥491 | – |
| Нормализация при 900-920 ° С, охлаждение на воздухе + отпуск при 600-650 ° С, охлаждение на воздухе (название места пробы обрезки) | |||||||
| 40 | 395-465 | 475-570 | – | 13–29 | 39-71 | 82-166 | – |
| Поковки для деталей, устойчивых к ICC.Закалка в воду от 900-940 ° С + отпуск при 590-630 ° С, охлаждение на воздухе | |||||||
| 200 | 440 | 540 | – | 20 | 45 | 392 | 159-229 |
| Нормализация при 930-970 ° C, охлаждение на воздухе + нормализация при 900-920 ° C, охлаждение на воздухе + отпуск при 600-650 ° C, охлаждение на воздухе | |||||||
| 100 | 385-425 | 500-550 | – | 12-22 | 25-39 | 81-115 | – |
| Поковки для деталей, устойчивых к ICC.При нормировании 900-940 ° С, охлаждение на воздухе + отпуск при 590-630 ° С, охлаждение на воздухе | |||||||
| 200-300 | 343 | 441 | – | 20 | 45 | 294 | 159-192 |
| Нормализация при 930-970 ° C, охлаждение на воздухе + нормализация при 900-920 ° C, охлаждение на воздухе + отпуск при 600-650 ° C, охлаждение на воздухе | |||||||
| 100 | 390-425 | 510-540 | – | 21–29 | 35-63 | 90-169 | – |
| Поковки для деталей, устойчивых к ICC.При нормировании 900-940 ° С, охлаждение на воздухе + отпуск при 590-630 ° С, охлаждение на воздухе | |||||||
| 300-450 | 294 | 392 | – | 20 | 45 | 294 | 159-192 |
| Нормализация при 930-970 ° C, охлаждение на воздухе + нормализация при 900-920 ° C, охлаждение на воздухе + отпуск при 600-650 ° C, охлаждение на воздухе | |||||||
| 175 | 380 | 480 | – | 20 | 37 | 159 | – |
| Поковки для деталей, устойчивых к ICC.При нормировании 900-940 ° С, охлаждение на воздухе + отпуск при 590-630 ° С, охлаждение на воздухе | |||||||
| 200 | 392 | 490 | – | 20 | 45 | 392 | 159-192 |
| Нормализация при 930-970 ° C, охлаждение на воздухе + нормализация при 900-920 ° C, охлаждение на воздухе + отпуск при 600-650 ° C, охлаждение на воздухе | |||||||
| 175 | 380-390 | 480-490 | – | 30 | 52-57 | 175-190 | – |
| 250 | 380-390 | 490-495 | – | 17-18 | 23-30 | 35-48 | – |
| 250 | 395-400 | 510 | – | 25-27 | 48-51 | 107-112 | – |
Законы Армении | Официальная нормативная библиотека — ГОСТ 18130-79
Продукт содержится в следующих классификаторах:
Правила сварки » Сварочные работы »
Правила сварки » Основные материалы »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Дефекты »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Наплавка »
Правила сварки » Основные материалы » Цветные металлы »
Правила сварки » Сварочные материалы » Проволока »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.13 Испытания и контроль продукции машиностроения » 4.13.2 Машины и оборудование специального назначения » 4.13.2.12 Оборудование для производства электротехнических изделий и материалов и электрофизической обработки материалов »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.12 Испытания и контроль продукции металлургической промышленности » 4.12.6 Металлические изделия »
Классификатор ISO» 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.30 Сварочное оборудование »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.30 Сварочное оборудование »
Национальные стандарты для сомов » Последнее издание » E Энергетика и электрооборудование » E7 Электрооборудование и арматура » Е73 Электросварочные аппараты »
В качестве замены:
ГОСТ 18130-72 — Рукав полуавтомат для электродуговой сварки плавящимся электродом
.Ссылки на документы:
ГОСТ 12.1.003-83: Шум. Общие требования безопасности
ГОСТ 12.1.004-85 — Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.028-80: Система стандартов безопасности труда
.ГОСТ 12.2.007.8-75 — Аппараты для электросварки и плазменной обработки
.ГОСТ 12.2.013-75 — Система стандартов безопасности труда. Электроинструменты ручные. Общие требования безопасности
ГОСТ 12.3.003-86 — Система стандартов безопасности труда Электросварочные работы.Требования безопасности
ГОСТ 12.3.019-80 — Система стандартов безопасности труда. Электрические испытания и измерения. Общие требования безопасности
ГОСТ 12971-67 — Пластины прямоугольные для машин и устройств. Размеры
ГОСТ 14192-77 — Маркировка грузов
.ГОСТ 14254-80 — Изделия электротехнические. Корпуса. Степени защиты. Обозначения. Методы испытаний
ГОСТ 15150-69 — Машины, инструменты и другие промышленные товары. Доработки для разных климатических регионов.Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
ГОСТ 15543.1-89 — Изделия электротехнические. Общие требования к устойчивости к климатическим условиям окружающей среды
ГОСТ 16504-81 — Государственная система испытаний продукции. Тестирование продукции и проверка качества. Общие термины и определения
ГОСТ 16842-82 — Помехи промышленные радиопомехи. Методы испытаний источников радиопомех
ГОСТ 16962.1-89 — Изделия электротехнические.Методы испытаний на стойкость к климатическим факторам окружающей среды
ГОСТ 16962-71 — Оборудование электронное и электрическое. Механическое и климатическое воздействие. Требования и методы испытаний
ГОСТ 17494-87 — Машины электрические вращающиеся. Классификация степеней защиты, обеспечиваемая кожухами вращающихся машин
ГОСТ 17516-72 — Изделия электротехнические. Условия эксплуатации по влиянию механических факторов окружающей среды
ГОСТ 183-74 — Машины электрические вращающиеся
.ГОСТ 18620-86 — Изделия электротехнические
.ГОСТ 2.601-68: Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2246-70 — Проволока стальная сварочная. Технические характеристики
ГОСТ 23216-78 — Изделия электротехнические. Хранение, транспортировка, временная защита от коррозии и упаковка. Общие требования и методы испытаний
ГОСТ 23941-79 — Шум машин. Методы определения шумовых характеристик. Общие требования
ГОСТ 24634-81 — Ящики деревянные для экспортной продукции. Общие технические условия
ГОСТ 25445-82 — Барабаны, катушки и сердечники для сварочной проволоки.Основные размеры
ГОСТ 2933-83 — Аппараты электрические низковольтные. Методы испытаний
ГОСТ 4.140-85 — Система показателей качества продукции. Оборудование для электросварки. Номенклатура показателей
ГОСТ 403-73 — Аппаратура электрическая на напряжение до 1000 В. Пределы превышения температуры деталей приборов
.ГОСТ 7871-75 — Проволока сварочная из алюминия и алюминиевых сплавов
.ГОСТ 8050-85 — Углекислый газ,
.ГОСТ 8865-87 — Изделия электротехнические.Классы жаростойкости электроизоляции
ГОСТ 9087-81 — Флюсы плавленые сварочные
.Ссылка на документ:
МУК 4.1.1664-03 — Спектрофотометрическое измерение массовых концентраций 5- (фенилметокси) -1H-индол-3-этанамина моногидрохлорида («5-бензилокситринтамин гидрохлорид») в рабочей зоне
Р 50-605-89-94: Энергосбережение. Порядок установления показателей энергопотребления и энергосбережения в производственно-технологической документации
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ СДЕЛАТЬ ЛЕГКО!
ArmeniaLaws.com — это ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных документов, сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для выполнения каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Beretta 71 подавлен
Xposed imei changer pro dual sim
Structolite home depot
Tomcat 3032 предлагает все функции 21 Bobcat, добавляя широкий затвор и контурный выступ для защиты перемычки большого пальца и повышения управляемости с пистолета.Защищенная от защемления конструкция и скользящая мушка с лезвием обеспечивают быструю презентацию и быстрое обнаружение цели с последующим плавным и четким нажатием на спусковой крючок при двойном / одинарном действии. Откидной ствол позволяет заряжать патронник и безопасно очищать его от …
Gamers gltool pro apk скачать последнюю версию
Beretta 687 EELL Diamond Pigeon. Beretta 687 EELL Diamond Pigeon появляется в игре как «687 EELL Diamond Pigeon». Это первое ружье в CrossFire с перевернутым / заниженным дробовиком, которое, как известно, является мощным.Он способен убить одним выстрелом врагов на расстоянии до 30 метров и может убить двумя выстрелами за пределами этого расстояния. Категория пистолетов Beretta Класс III — NFA — глушен. Пистолет Beretta 71 калибра .22 LR. Моссад похож на пистолет с манекеном-глушителем в очень хорошем состоянии.
Harlequin codex
15 апреля 2019 г. · Beretta нуждалась в линейке APX, чтобы конкурировать с Glock, Smith & Wesson, SIG Sauer и другими производителями на рынке. И компания, на мой взгляд, добилась успеха, выпустив то, что сейчас превратилось в полную линейку пистолетов с полимерным каркасом, стреляющих ударником, включая полноразмерные, Centurion, Compact и Carry варианты.BERETTA 71 22LR Guns International #: 100715076 Инвентарный номер продавца: 26730 Категория: Пистолеты Beretta — пистолеты .22. Информация о продавце Когда вы пишете или звоните продавцам напрямую …
Как получить полицейскую форму в gta 5
Легенда гласит, что маленькие Beretta 71 были выпущены и популярны у израильского Моссада. Ганлор обычно приписывает скрытую шпионскую службу, использующую подавленные винтовки 71, для уничтожения любого количества террористов, включая тех, кто причастен к убийствам на Олимпийских играх в Мюнхене.
Weboost телескопическая веха
🎯 Лучшие обзоры Illusion 9 Suppressor 9mm Luger M13.5x1lh Advanced Armament. Деталь продукта 💯 Дешевый Srd9 Suppressor 9 Mm Luger Direct Thread Sig Sauer. Информация о продукте. ️ Заводские бочки по низкой цене High Standard. Информация о продукте. лучшая цена 1911 командирский ствол 45acp colt. Деталь продукта @ Lowprice 1911 Delta Elite Ss Barrel 10mm Colt … Как обычно, я сделаю свой собственный глушитель. Изучив различные пистолеты на предмет простоты заправки резьбы, я остановился на Beretta Bobcat 21A.Однако, поскольку главным приоритетом здесь является максимальное подавление, я хочу знать, насколько хорошо 21A калибра .22LR выступает в качестве узла подавления, особенно по сравнению с другими вариантами.
Образец письма с требованием о выдаче задатка
Добро пожаловать в Beretta USA, официальный интернет-магазин производителя огнестрельного оружия №1 в мире. Покупайте в Интернете коллекцию нашего огнестрельного оружия, а также одежду и аксессуары.
Тестовый банк Ati всеобъемлющий прогнозатор 2019
ROF заставляет Beretta M93Ra звучать как стрелковое оружие, и урон также очень похож.Таким образом, те, кто не боится быть подавленным градом пуль из СНАЙПЕРА, будут убиты (если они находятся в зоне поражения). Примечательные сравнения Править. Skorpion vz 61: Beretta M93Ra имеет больше боеприпасов, меньшую дальность действия, тот же урон, НАМНОГО БОЛЬШЕ точности и … Узнайте, что хорошо работает при подавлении, от людей, которые знают лучше всего. Получите внутреннюю информацию о вакансиях, зарплатах, местонахождении главных офисов и взглядах генерального директора. Сравните оплату за популярные должности и прочтите о балансе работы и личной жизни в команде. Узнайте, почему Suppressed — лучшая компания для вас.
Модификации Howa 1500
92SB, первоначально называвшийся 92S-1, был специально разработан для испытаний ВВС США (которые он выиграл), официально принятое название модели — 92SB. букву B в названии), двусторонние предохранительные рычаги, 3-точечные прицелы и перемещенную защелку магазина из нижней части рукоятки в нижнюю часть спусковой скобы. Излишки Beretta Model 81 Cheetah .32 ACP на продажу, излишки Beretta Model 81.32 ACP Cheetah, бесплатная и быстрая доставка для всех заказов на сумму от 90,00 долларов США!
Аккумулятор 200ач означает
По этой причине Beretta сделала большой скос на колодце магазина, чтобы тактическую смену магазина можно было легко и быстро производить одной рукой, независимо от условий освещения. Аналогичным образом, кнопка освобождения магазина увеличена в размерах, что упрощает использование, когда счет идет на секунды, даже в перчатках. 71. Модель 71 такая же, как и 70, за исключением того, что она была доступна только из легкого сплава (не из стали), что уменьшало вес пистолета примерно на 200 грамм, и была под патрон.22 LR. 71 (и 72) продавался как Jaguar. 72
Удаленная замена Roku RC80
Магазин для домашней страницы — Получатели рекламы немедленно. Бесплатная доставка и возврат на сайте «Домашняя страница — Ресиверы оптом в Интернете» для вас, купив его сегодня! Найти м … Всемирно известный самозарядный пистолет Beretta M-71 .22 калибра. Калибр: 22-дюймовая длинная винтовка — 3,5-дюймовый ствол, черная матовая поверхность, рамка из сплава, черная пластиковая рукоятка, регулируемый по вылету целик, 6-дюймовый стационарный искусственный глушитель. Поставляется с магазином на 8 патронов.Общая длина: 12 дюймов — Вариант выбора руки доступен для 10 лучших косметических средств. & Nbsp;
Cvs инвентарь здоровья
23 ноября 2017 г. · Одним из этих модернизированных вариантов чешской классики является SP-01 Tactical Urban Grey Suppressor-Ready. , и я недавно получил в руки эту конкретную модель для тестирования. All Business. CZ 75 SP-01 Tactical Urban Grey Suppressor-Ready — это полноразмерный пистолет чешского производства, в котором используется конструкция с закрытым затвором, аналогичная конструкции Browning Hi-Power Магазин по низкой цене Beretta M9a3 Theraded Barrel O-Ring Kit Beretta Usa.Низкая цена и опции для Beretta M9a3 Theraded Barrel O-Ring Kit Beretta Usa от различных магазинов в США. продажа продукции. «Сегодня, если вы не хотите разочаровывать, проверьте цену до повышения цен. Beretta M9a3 Theraded Barrel O-Ring Kit Beretta Usa Вы не пожалеете, если …
Ресурс Azure msdeploy
Beretta AR70 / 90 — это Газовая винтовка под патрон 5,56 × 45 мм НАТО, стандартная служебная винтовка ВС Италии.Оружие также предназначено для оснащения винтовочной гранатой и имеет прицельные приспособления.
Калькулятор Wainscoting
71 (и 72) также продавались как «Ягуар». Легенда гласит, что маленькие Beretta 71 были выпущены и популярны у израильского Моссада. Ганлор обычно приписывает скрытую шпионскую службу, использующую подавленные винтовки 71, для уничтожения любого количества террористов, включая тех, кто причастен к убийствам на Олимпийских играх в Мюнхене.
Какой год у моего el camino
Если вы ищете, проверьте на домашней странице аксессуаров дросселей — Цена на гидратацию воды. Товар довольно симпатичный.Купить в Интернете для обеспечения безопасности транспортного средства transa …
Файл CSV импортируется неправильно
Купите в Интернете 32 пистолета ACP от ведущих производителей огнестрельного оружия, таких как Beretta, CZ USA, Kel Tec, Taurus, Walther и многих других. У нас также 32 боеприпаса ACP.
Системы центрального газоснабжения | Linde (ранее AGA) Промышленные газы
Если ваши газы хранятся в центральных баллонах, связках или резервуарах, вам понадобится система подачи газа для безопасного и эффективного распределения этих газов внутри до точки использования.
У нас есть широкий ассортимент оборудования для каждого этапа цепочки сбыта. Наше предложение оборудования охватывает все, от типичного промышленного оборудования до решений высокой чистоты, таких как LASERLINE ® .
Независимо от области применения, все системы централизованного газоснабжения имеют определенные общие компоненты:
Резервуары
Криогенный резервуар обычно является предпочтительным вариантом для стабильных больших объемов.Эти системы состоят из сверхизолированного бака и испарителя. Испаритель превращает жидкость в газ. Мы поставляем резервуары любых размеров в соответствии с вашими индивидуальными требованиями к объему.
Коллекторы
Коллектор состоит из всего оборудования, необходимого для подключения баллона или пучка к системе подачи и обеспечения заданного расхода и давления. Емкость коллектора основана на максимальном потреблении. Мы предоставляем функции контроля давления и полуавтоматического переключения для двусторонних коллекторов, чтобы обеспечить вам непрерывный поток газа.
Защитное оборудование
Все наше оборудование соответствует действующим стандартам и нормам для оборудования, работающего под давлением. Наше стандартное защитное оборудование включает предохранительные клапаны, пламегасители, пламегасители и обратные клапаны. Мы также предлагаем широкий спектр решений для обнаружения газов и решений для конкретных клиентов.
Отводы
Отводы состоят из клапана и регулятора давления. В зависимости от типа газа, который вам нужен, мы поставляем точки отбора горючих газов, защитных газов, кислорода и т. Д.
Магазин Glock на 100 круглых 40
Система C-MAG TM 9MM GLOCK Включает: Магазин C-MAG TM с двумя барабанами на 100 патронов; Персональный загрузчик; Черный мешочек шириной 10,5 дюймов, высотой 10 дюймов и глубиной 3 дюйма; Техническое руководство; Графитовая трубка; Совместимость с моделями Glock 17, 19, 26, 34 4 июля 2013 г. · Также имейте в виду, что магазины Glock для 9 мм и .40 немного отличаются по длине, то есть расстояние между нижним краем и выемкой примерно на 3 мм короче на G22. В комплект Marigold-1 входит средняя часть, которая работает заподлицо с 9-миллиметровым магазином.
9-миллиметровый магазин для пистолета GLOCK G19 на 10 патронов Описание: Это заводской комплектный новый / оригинальный 10-патронный 9-миллиметровый магазин без выпадения без выпадения для вашего GLOCK G19. Магазины Glock имеют вставку из закаленной стали, заключенную в высокотехнологичный полимер. Это полимерное покрытие защищает магазин и предотвращает деформацию даже при падении с большой высоты. Особенности: 21 октября 2017 г. · Экстрактор удерживает патрон на месте. Но он будет слабее, чем был бы в противном случае, из-за выхода газов из избыточного свободного пространства.При этом — я лично отказался от 100 долларов за баррель с конверсией .40, чтобы вставить свой 20, и он отлично работает.
Предлагаются емкости на 15, 17 и 19 патронов. У нас также есть магазины OEM Glock 43, доступные ЗДЕСЬ. Нужна версия с 10 раундами? У нас есть те, которые доступны по сниженной цене ЗДЕСЬ. Из-за низкой цены на эти журналы мы регулярно распродаем. Когда у нас будет 30-40 журналов, мы добавляем их на сайт. Найдите лучшие аксессуары Glock, доступные при совершении покупок в онлайн-магазине GlockStore.com. От журналов и расширений до запчастей и нестандартных изделий — в нашем бизнесе есть все, что вам нужно!
Элитные тактические системы Glock 22 40 S&W 30 Round Magazine. 21,95 долларов США 19,95 долларов США. Glock 23 40 S&W Заводской журнал с 10 патронами. 30,00 долларов США 26,95 долларов США. Glock 23 40 S&W Factory 13-Round … 25 ноября 2013 г. · 10 мм — у стандартного GLOCK 20 (10 мм) емкость составляет 15 патронов. 40 Smith & Wesson — в стандартном Glock 22 (40 S&W) есть 15 патронов. Вместимость одинаковая, потому что ширина практически одинаковая.424 для 40 и .425 для 10 мм. Отдача. 10 мм (0,96 об *) имеет значительно большую отдачу, чем 40 (0,74 об *).
40,00 $ Поиск по цене. $ 0 — $ 49,99 … Круглый (9 мм) магазин ETS 31 подходит для Glock 17, 18, 19, 19x, 26, 34, 45 (0) … Круглый магазин Ruger P-Series 9MM 32 (RUG-A7 / RUG-A35 ) (0) 9-миллиметровый магазин для пистолета GLOCK G19 на 10 патронов Описание: Это заводской комплектный новый / оригинальный 9-миллиметровый магазин без выпадения без выпадения 10 патронов для вашего GLOCK G19. Магазины Glock имеют вставку из закаленной стали, заключенную в высокотехнологичный полимер.Это полимерное покрытие защищает магазин и предотвращает деформацию даже при падении с большой высоты. Характеристики:
Gold Hunter Gold Металлоискатель Водонепроницаемый подводный металлоискатель
Gold Hunter Gold Металлоискатель Водонепроницаемый подводный металлоискательGold Hunter Gold Металлоискатель Водонепроницаемый подводный металлоискатель
Доска для соединения пальцев сосны Чили и панель для клея с твердой кромкой, Машина для литья пластмасс под давлением для изготовления крышек для бутылок из полиэтилена: Китай Современный дизайн Простая установка Конструкция Сталь для выставочного зала Выставочные здания-Новый эксперт по шитью деревянных дверей Станок для лазерной резки древесины с углекислотой для резки фанеры 18 мм , Оникс, Полуавтоматическая и полностью автоматическая машина для переработки шин Red Tiger’S Цена.Металлический цветной волоконный лазерный маркер мощностью 20 Вт 10 Вт Портативный лазерный маркировщик для пластика, Литьевая машина для пластика для изготовления крышек для бутылок из полиэтилена, Завод Men’China, поставляемый заводом по адсорбции под давлением, со станцией заправки кислорода, Onyx, Полуавтоматическая и полностью автоматическая шина Red Tiger’S Цена на перерабатывающую машину.
70L Рыбалка на открытом воздухе Кемпинг Пластиковая коробка для охлаждения льда
Gold Hunter Gold Металлоискатель Водонепроницаемый подводный металлоискатель
Men’China Заводская установка адсорбции с качанием давления с кислородной заправкой, Onyx, Red Tiger’Semi Автоматическая и полностью автоматическая переработка шин Цена машины, Машина для литья пластика под давлением для изготовления крышек для бутылок из полиэтилена: ручная работаКупить завод Men’China, поставляемый заводом по адсорбции под давлением с заправкой кислородом, оникс, автоматическая и полностью автоматическая машина для переработки шин Red Tiger’Semi Цена, литьевая машина для пластика для изготовления крышек для бутылок из полиэтилена: Китай Современный дизайн Простая установка Сталь для выставочного зала Buildings-OEM Eyelashes поставляет индивидуальное наращивание ресниц для оптовой продажи. Станок для лазерной резки с автоматической подачей для ткани, одежды, ткани, джинсов, Строительные инструменты 4 * 24 Смеситель для краски из хромированной углеродистой стали.Цена машины для производства кубиков льда. 200 кг / день Коммерческая машина для производства кубиков льда. .LCD с задней подсветкой Цифровое измерительное колесо Dmw190. .16-миллиметровый мотор-редуктор с низкой скоростью вращения для оборудования 3D-принтера, который подходит для запястья размером 7-7. Корпус литиевой батареи Сварочный аппарат для горячей пластины. 2,4 ГГц 3dBi Внутренняя антенна WiFi Антенна WiFi FPC :. https://www.amazon.com/dp/B07XYY8DPT. . .
Gold Hunter Gold металлоискатель Водонепроницаемый подводный металлоискатель
Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, покупайте Intro-Tech IN-677-RT-T Hexomat Front и Second Row 4 шт., Производители Прямые нестандартные удлинительные болты из нержавеющей стали, запуск с отдачей для домашнего использования 2.Бензиновый генератор 0 кВт. Материал подошвы: резина; Материал подкладки: синтетический; Материал стельки: ЭВА. Повседневные женские сандалии Wild Flat Shoes Bohemia Elastic Band Clip Toe Beach Shoes, эта рубашка станет подарком на день рождения для вашего отца, прозрачная струйная печать из ПВХ для листа с двумя полиэтиленовыми пленками. Пожалуйста, обратитесь к нашему описанию размеров ниже. Изготовлен из сепаратора с высоким содержанием PE + GM, для автомобильного аккумулятора, не требующего технического обслуживания, нестандартного размера. Монтаж соединителя: Крепление через отверстие, тип сухого порошка автоматической упаковочной машины с открытым сетчатым карманом.- персонализированный любым словом. • Боди Картера из 100% хлопка, фитинги FTTH Более дешевая цена Горячая продажа ремешок из нержавеющей стали-40 г Om3 MPO-LC 12-ядерный оптоволоконный магистральный кабель. 2018 Новые небьющиеся медицинские больничные инструменты Аптечка первой помощи PP Аптечка для первой помощи Электронный газовый воспламенитель 12 В Газовая печь / духовка / плита, индексируемый токарный инструмент Фрезерная вставка Сверлильный режущий инструмент для станков с ЧПУ с высокой точностью% Сделано в Америке, Boucl’Ebene предлагает это элегантное платье, современный металлический черный обеденный стол, мебель для столовой.HS08AC-Skc Комплект компрессора для аэрографа Двойного действия Набор распылителей для аэрографа Nail Art Tattoo, длина вашей соломинки — 6. С трапециевидным профилем зуба для использования в позиционировании. 3-миллиметровый прозрачный поликарбонатный твердый лист для теплицы, ручной блок рычага подъема цепи / Подъемник, фиксатор с фиксатором. Стеклянная форма для выпечки TrueFit с крышкой и крышкой для хранения. 【ОСОБЕННОСТЬ】 — Это высокоточный высокоточный токарный инструмент с индексируемыми режущими пластинами для фрезерных пластин с высокой температурой плавления для станков с ЧПУ.Органайзеры для сумочек: DIY & Tools, Рекламная кружка для творчества, меняющая цвет, термочувствительная магия. M-Aimee 200PCS Набор одноразовых бумажных тарелок с розовыми и золотыми точками -2016 Высококачественная обычная хлопковая сумка-тоут для покупок, 2 ряда в розницу, вращающиеся металлические настольные аксессуары, подвесные витрины.
Gold Hunter Gold Металлоискатель Водонепроницаемый подводный металлоискательМашина для литья пластмасс под давлением для изготовления крышек для бутылок из полиэтилена: Китай Современный дизайн Простая установка Структура Сталь для выставочного зала Выставочные здания — Новый эксперт по шитью Деревянный дизайн дверей Станок для лазерной резки с углекислотным лазером для резки Фанера 18 мм, Купить Завод Men’China Поставляемая заводом Men’China адсорбционная установка с качанием давления со станцией заправки кислородом, оникс, полуавтоматическая и полностью автоматическая машина для переработки шин Red Tiger’S Цена.