Все ли сварочные швы одинаковы — виды, классификация, область применения
Сварочный или сварной шов — участок сварочного соединения, где под воздействием сварочного аппарата образуется неразрывное соединение деталей будущей конструкцией. Существуют разные виды сварных швов, которые классифицируются по разным признакам.
Блок: 1/5 | Кол-во символов: 246
Источник: https://tehno-gid.net/inf/vse-li-svarochnye-shvy-odinakovy-vidy-svarochnyh-shvov.html
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Блок: 2/11 | Кол-во символов: 1158
Источник: https://tutsvarka.ru/vidy/svarochnye-shvy
Из чего состоит сварочное соединение
Сварочное соединение состоит из следующих элементов:
- Непосредственно сварной шов – зона стыка деталей.
- Зона сплавления.
- Зона термического влияния сварочного аппарата – это участок металла, где заметны термические изменения в результате воздействия сварки.

- Основной металл – остальная площадь металлических деталей, которые соединили с помощью сварки.

Иногда путают термины «сварное соединение» и «сварочный шов». Неразъемное соединение двух или более металлических элементов называют сварным соединением. Шов – это зона, где стыкуются две металлические детали. В свою очередь, сварочное соединение является частью сварной конструкции – металлической конструкции, состоящей из нескольких элементов, сваренных в одно целое.
При выполнении сварки в несколько слоев, выделяют также корневой шов – это самый первый сварочный слой, расположенный глубже других. При его выполнении воздействие должно быть максимальным и по возможности – непрерывным.
Блок: 2/5 | Кол-во символов: 973
Источник: https://tehno-gid.net/inf/vse-li-svarochnye-shvy-odinakovy-vidy-svarochnyh-shvov.html
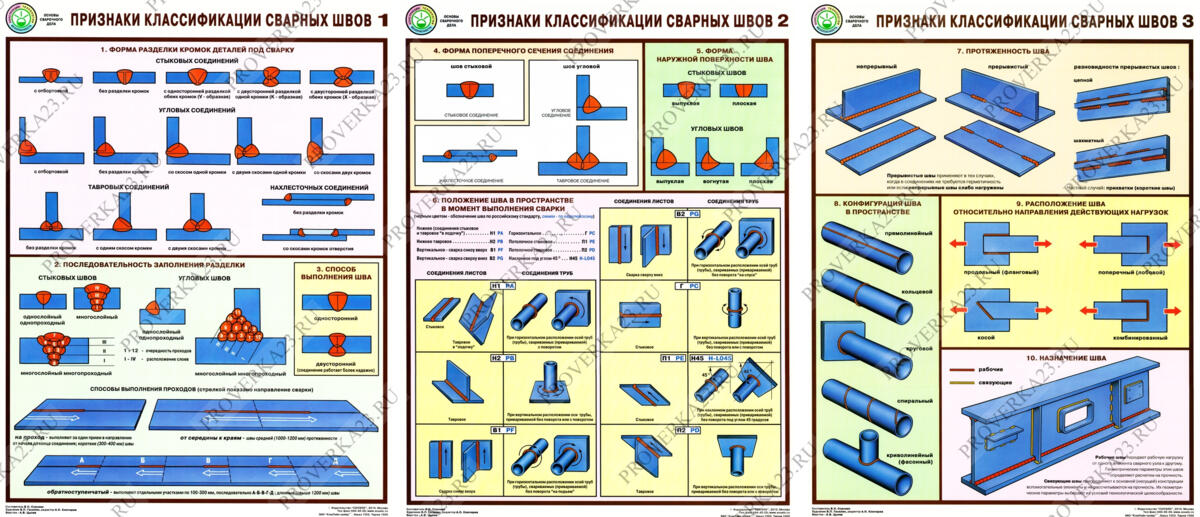
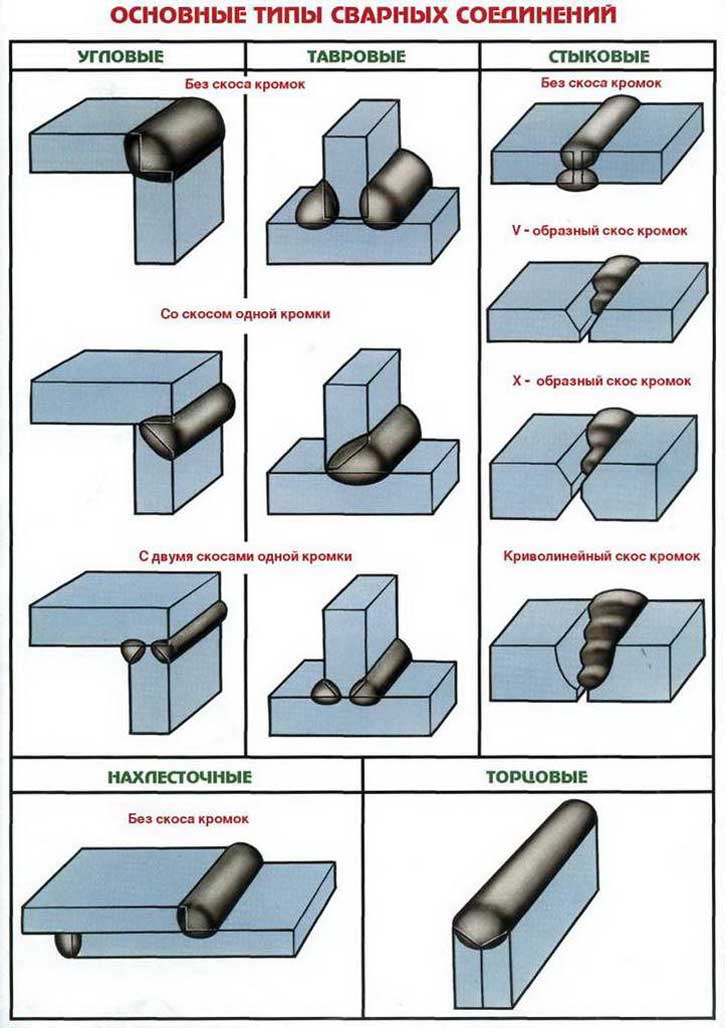
Какие бывают сварочные швы и соединения, классификация
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.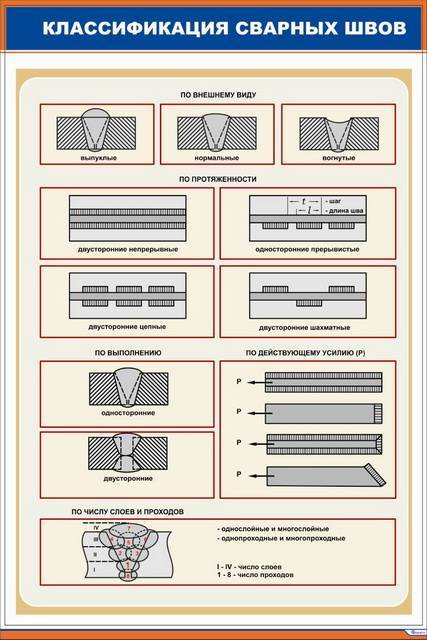
№ п/п | Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые | Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные | Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т) | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.
На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.

По протяженности:
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
Виды сварных соединений и швов по взаимному расположению:
- Расположены по прямой линии;
- Расположены по кривой линии;
- Расположены по окружности.
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды сварных швов по форме свариваемых изделий:
- на плоских поверхностях;
- на сферических.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной < 100 см – используется обратно-ступенчатый способ сварки, при этом строчка разбивается на малые отрезки длиной в 100-300 мм;
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
Блок: 3/4 | Кол-во символов: 3009
Источник: https://svarkagid.ru/tehnologii/klassifikatsiya-svarnyh-shvov-soedinenij.html
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Блок: 3/8 | Кол-во символов: 705
Источник: https://svaring.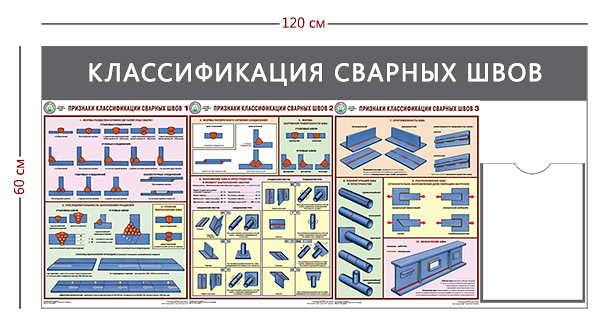 com/welding/teorija/svarochnye-shvy
com/welding/teorija/svarochnye-shvy
Виды
Сварные швы классифицируют по нескольким основным признакам – в зависимости от вида стыка, сечения, пространственного расположения, и т. д. Каждый шов применяется в зависимости от общей идеи конструкции, целесообразности, и других условий.
По виду соединения
Стыковочные или стыковые швы – самые простые и распространенные. Они образуются, когда две детали соединяют их торцевыми поверхностями. Благодаря методу стыковки расход металла получается меньший, чем при использовании других способов соединения деталей.
Шов в данном случае может быть:
- Односторонний со скосом кромки – рекомендуется при сварке деталей толщиной 8-25 мм. Самый популярный вид скоса – V-образный, но иногда используется и U-образное соединение.
- Односторонний без скоса кромки – применяется при сваривании листов металла толщиной до 4 мм.
- Двусторонний со скосом кромки – толщина от 12 мм.
- Двусторонний без скоса кромок – при сваривании деталей толщиной до 8 мм.
Мнение эксперта
Куликов Владимир Сергеевич
При соединении без скоса кромок рекомендуется делать небольшой зазор (1-2 мм) между листами металла. Это нужно, чтобы обеспечить качественное сваривание. При скошенных кромках необходимо их слегка притупить, чтобы избежать дефектов сварки.
Они образуются, когда два листа металла, или другие металлические детали соединяют в виде буквы «Т». Одна часть будущей конструкции прислоняется торцом к боковой поверхности другой части. Тавровые соединения также могут быть без скоса кромок, с односторонним или двусторонним скосом.
- Нахлесточные швы
Используются, когда две детали необходимо расположить в параллельных плоскостях, чуть внахлест по отношению друг к другу.![]() Такие швы рекомендуется использовать при сварке листов толщиной от 10 мм. Сваривают детали с обеих сторон.
Такие швы рекомендуется использовать при сварке листов толщиной от 10 мм. Сваривают детали с обеих сторон.
Образуются, если детали соединяют под прямым или любым другим углом. Иногда для прочности такие швы делают с обеих сторон соединения. В зависимости от толщины деталей, они могут быть со скошенными кромками, или без них.
Угловые швы также делятся по протяженности сварочных отрезков (участков воздействия сварки) на:
- Непрерывные – сплошной сварочный шов.
- С шахматным расположением сварочных отрезков – участки воздействия сварки на одной стороне противоположны участкам с другой стороны.
- Цепные – участки сварки с обеих сторон стыка расположены одинаково.
По степени выпуклости
Принято считать, что сварной шов должен быть ровным и практически незаметным. Однако глубина или вогнутость шва зависит в первую очередь от типа сварного соединения и выбранного режима сварки.
По этому признаку швы делятся на следующие виды:
- Выпуклые – рекомендованы при статическом режиме сварочного аппарата. Это так называемые усиленные швы.
- Нормальные – с минимальной выпуклостью.
- Вогнутые, или ослабленные – используются при угловых соединениях. Браком является наличие вогнутого шва при стыковом соединении конструкции.
По умолчанию подразумевается, что все соединения должны быть усиленными и слегка выпуклыми. Вогнутый шов должен быть обозначен на чертеже будущей конструкции.
По количеству проходов
Многопроходной сварочный шов.
По числу проходов сварочным аппаратом и слоев швы могут быть:
- Однопроходными (или однослойными).
- Многопроходными (многослойными).
Под термином «слой сварного шва» подразумевается количество металла, наплавленного за один проход сварочным аппаратом (сварочных валиков).
При небольшой толщине металла (до 5 мм) рекомендуется выполнять однопроходные швы. В угловых соединениях толщиной 6-8 мм также достаточно одного слоя, а для стыковых соединений – двух. Швы с большим количество слоев (5-6) можно использовать только для толстого металла – не менее 18-20 мм.
По действующему усилию
По этому критерию сварные швы подразделяются на несколько видов:
- Фланговые – действующее усилие параллельно области шва.
- Лобовые – усилие аппарата направлено перпендикулярно.
- Косые – усилие идет под углом менее 90 градусов.
- Комбинированные – совмещают в себе несколько видов.
По конфигурации и положению в пространстве
По этому признаку все швы можно разделить следующим образом:
- Кольцевые – используются для сварки цилиндрических деталей, сваривание идет только снаружи.
- Прямолинейные.

- Вертикальные – шов расположен в вертикальной плоскости.
- Горизонтальные – сварка идет в горизонтальной плоскости.
Особым видом сварочного шва является потолочный. В данном случае усилие идет в горизонтальной плоскости, но выше уровня сварочного аппарата. Поэтому потолочный шов считается самым сложным видом сварки. Очень важно при его выполнении соблюдать технику безопасности – максимально защитить себя сварочной маской и плотной одеждой.
При потолочной сварке металл удерживается на поверхности благодаря силе поверхностного натяжения. Поэтому рекомендуется минимизировать размер сварных валиков – проще говоря, периодически отводить электрод в сторону, и давать участку шва застыть. Сваривать нужно в направлении «на себя» — так проще наблюдать за процессом.
По свариваемым материалам
Еще одна классификация – по материалам, которые соединяют друг с другом.
По этому критерию выделяют:
- Швы на углеродистой и легированной стали.
- На цветном металле.
- На биметалле.
- На пластике и полиэтилене.
Мнение эксперта
Куликов Владимир Сергеевич
От вида материала зависит размер электродов, прилагаемое усилие при сварке, и количество сварочных слоев. Как правило, цветные металлы требуют меньшего воздействия, чем легированная сталь.
Блок: 3/5 | Кол-во символов: 5476
Источник: https://tehno-gid.net/inf/vse-li-svarochnye-shvy-odinakovy-vidy-svarochnyh-shvov.html
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.

Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при с
Виды сварочных швов — горизонтальные — вертикальные
СодержаниеСварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов также возникает при сварке полипропиленовых труб паяльником.
Сварной шов
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
Читайте также: «Устройство и разновидности зубодолбежных станков».
к меню ↑
Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.
Способы разделки швов
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.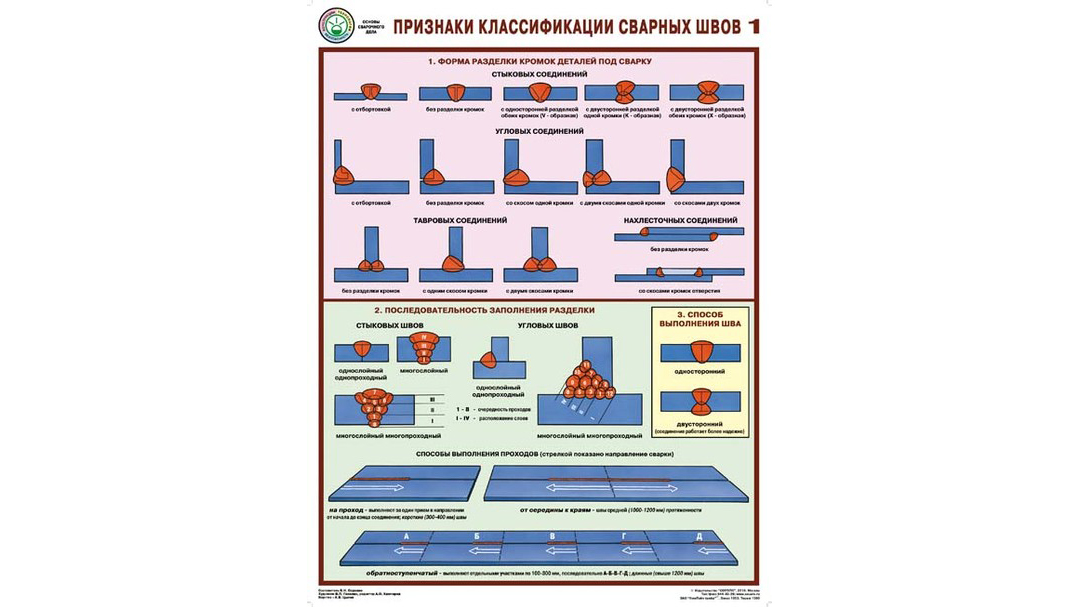
Многослойные швы
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.
к меню ↑
Соединение внахлест
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.
Соединение внахлест
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
к меню ↑
Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.
Тавровое соединение
Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
В помощь: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные
к меню ↑
Разновидности швов по пространственному положению
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.
Вертикальный шов снизу-вверх
Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.
Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.
Шов сверху-вниз
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен. Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера. Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.
Горизонтальный шов
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево.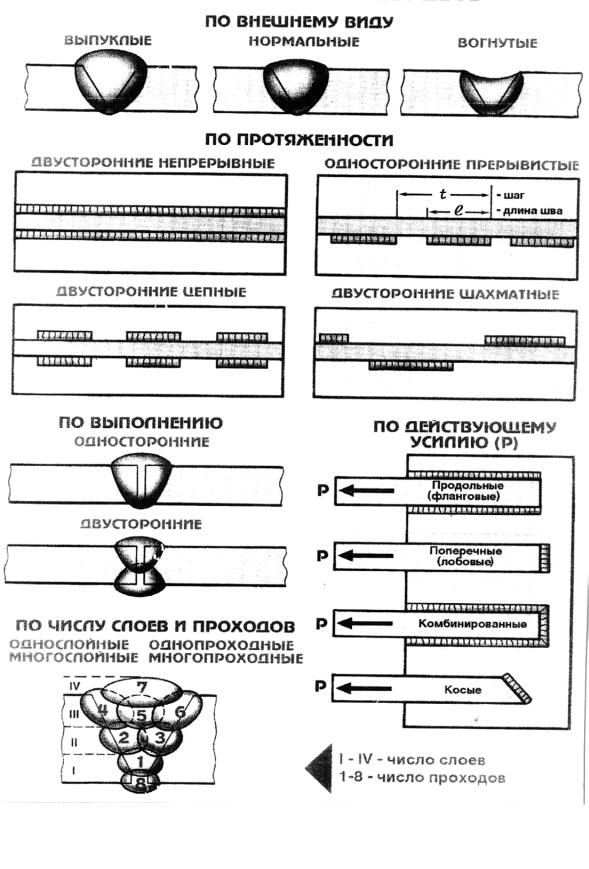 Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 900. Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 900. Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поскольку в таком пространственном положении расплавленная ванна удерживается исключительно поверхностным натяжением металла, сам шов необходимо делать максимально узким. Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
При прокладывании шва электрод необходимо удерживать под углом от 90 до 1300 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от кромки до кромки, при этом в крайнем боком положении электрод задерживается, что позволяет избежать подрезов. Отметим, что сварщикам без опыта за потолочные швы браться не рекомендуется.
В помощь: ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
к меню ↑
Технология сварки потолочных швов (видео)
к меню ↑
Зачистка и контроль дефектов
После формирования шва на поверхности соединенных деталей остается шлак, капли расплавленной стали и окалины, при этом сам шов может иметь выпуклую форму и выступать над плоскостью металла. Устранить данные недочеты позволяет зачистка, которая осуществляется поэтапно.
Первоначально посредством молотка и зубила нужно удалить окалину и шлак, далее с помощью болгарки, укомплектованной абразивным диском, либо шлифовальной машинки, выравниваются соединенные плоскости.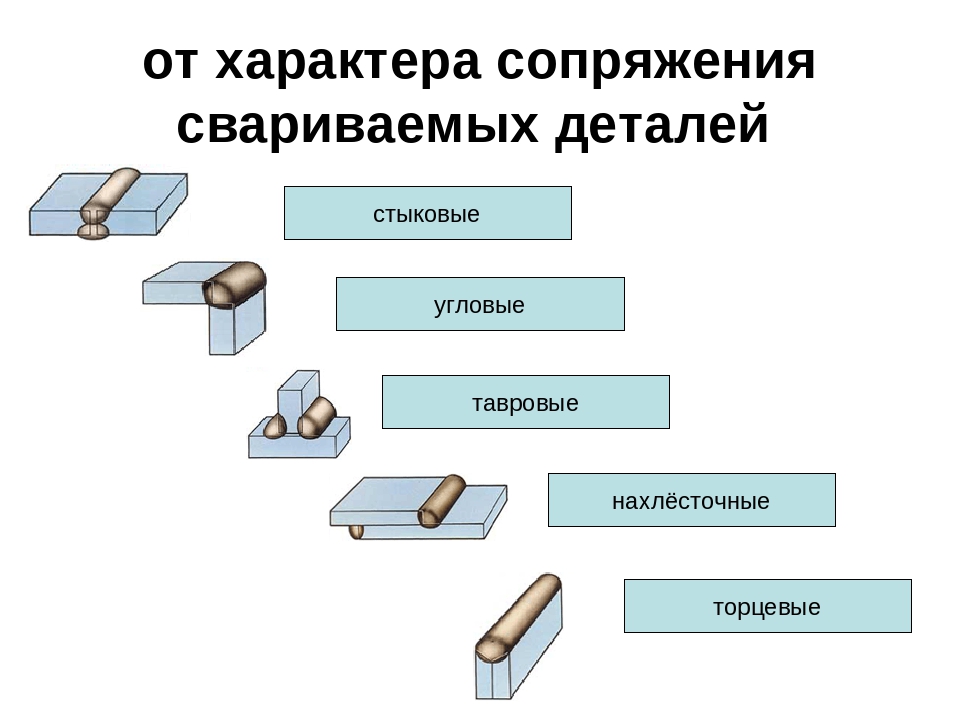 Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Разновидности дефектов
Дефекты сварного шва, часто встречающиеся у неопытных специалистов, как правило являются следствием неравномерного движения электрода либо неправильно выбранной силы и величины тока. Некоторые дефекты являются критичными, некоторые можно исправить — в любом случае контроль шва на предмет их наличия является обязательным.
Рассмотрим, какие дефекты бывают и как выполняется их проверка:
- Непровар — недостаточное заполнение стыка расплавленным металлом, значительно снижает прочность соединения. Причины: слабый ток, чрезмерная скорость перемещения электрода. После корректировки тока и снижения длины дуги дефект устраняется.
Непровар
- Подрез — наличие расположенной вдоль шва канавки. Причина — чрезмерно длинная дуга, из-за которой шов получается максимально широким, но при этом металл не прогревается из-за недостаточной температуры и быстро отвердевает по краям. Проблема лечится уменьшением дуги либо увеличением силы тока.
Подрез
- Прожог — наличие сквозного отверстия на стыке. Причины — большая сила тока, низкая скорость перемещения электрода, чрезмерный зазор между торцами деталей. Дефект устраняется подбором правильного режима сварки.
Прожог
- Наличие на шве пор, хаотично разбросанных по всей длине стыка. Такие дефекты образуются при сварке в среде защитных газов из-за наличие сквозняка, сдувающего газовое облако с рабочей зоны, либо при недостаточной очистке металла от ржавчины.
Поры
 Проблема лечится уменьшением дуги либо увеличением силы тока.
Проблема лечится уменьшением дуги либо увеличением силы тока.Также могут образовываться дефекты в виде трещин, которые появляются на стадии остывания металла. Трещины бывают двух конфигураций — направленные поперек либо вдоль шва. В зависимости от времени образования трещины классифицируются на горячие и холодные, последние появляются после отвердевания стыка из-за чрезмерных нагрузок, которые конкретный тип шва не может выдержать.
В помощь: ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения.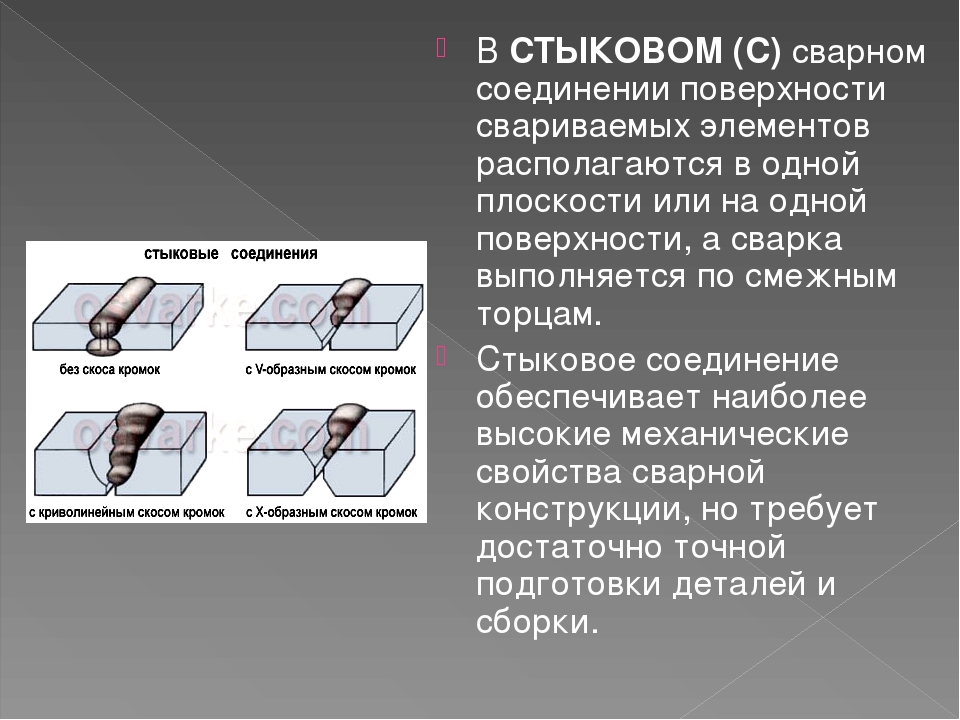 В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.
В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Классификация сварочных швов
Классификация сварных швов
Классификация по протяженностиПо протяженности швы подразделяют:
| Сплошные | ||
| Прерывистые | цепные | |
| шахматные |
Швы подразделяются:
| Продольный(фланговый) | усилие параллельно оси шва | |
| Поперечный(лобовой) | ось шва перпендикулярна направлению действия усилий | |
| Комбинированный | комбинация продольного и поперечного швов | |
| Косой | ось шва располагается под углом к направлению действующих усилий |
Швы подразделяются:
| нормальные | ||
| выпуклые(усиленные) | ||
| вогнутые(ослабленные) |
Выпуклые швы лучше работают в соединениях при статических нагрузках, однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны.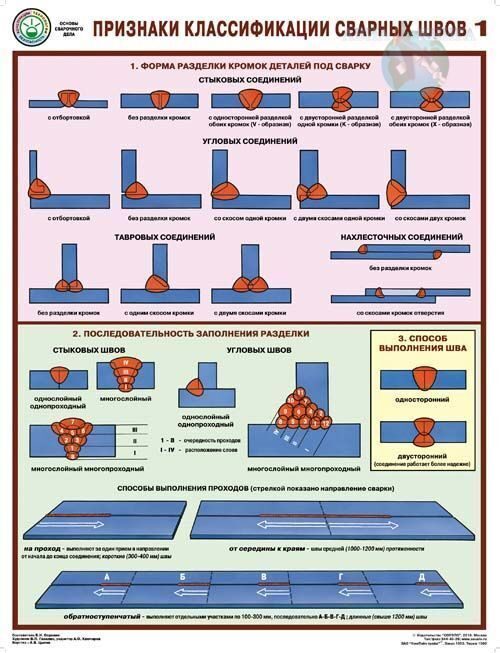
Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного шва.
Классификация по условиям работы сварного узлаВ процессе эксплуатации изделия сварные швы подразделяют:
- рабочие — которые непосредственно воспринимают нагрузки
- нерабочие (соединительные или связующие) — предназначенные только для скрепления частей или деталей изделия
Швы делятся на:
Ниточные швы обычно выполняют при сварке тонкого металла, а уширенные швы — при наплавочных работах.
Классификация по числу проходов (слоев)По числу проходов (слоев) сварные швы подразделяются:
- однопроходные (однослойные)
- многопроходные (многослойные)
При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении следующего слоя. В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
- односторонние
- двусторонние
- Сварочные работы / В.И. Маслов. — М.: Издательский центр «Академия», 2002. — 240 с.
weldworld.ru
3 Классификация сварных швов
Рис. 24С. Площадь сечения наплавленного и расплавленного металла
Коэффициент формы проплавления – отношение ширины шва к глубине проплавления
Ψпр = e / h – для стыковых швов;
Ψпр = e / р – для угловых швов.
Значения коэффициента формы проплавления должны составлять 0,8 – 4,0. При меньшем значении будут получаться швы, склонные к образованию горячих трещин (см. Дефекты сварных соединений), при больших – слишком широкие швы с малой глубиной проплавления. Выполнение слишком широких швов приводит к увеличенным сварочным деформациям, а также нерационально с точки зрения использования теплоты дуги.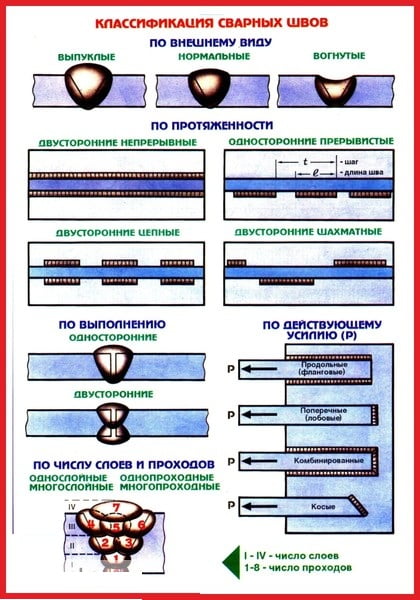
Коэффициент выпуклости шва – отношение ширины шва к его выпуклости.
Ψв = e / g
Значения коэффициента выпуклости должны составлять 7–10. При меньшем значении будут получаться высокие и узкие швы с резким переходом от основного металла к металлу шва. При этом концентрация напряжений в месте перехода от основного металла к шву может вызвать при знакопеременных нагрузках появление трещин (см. Дефекты сварных соединений). При больших значениях швы получаются слишком широкие и низкие. Выполнение слишком широких швов приводит к увеличенным сварочным деформациям, а также нерационально с точки зрения использования теплоты дуги.
Коэффициент полноты валика µн – отношение площади поперечного сечения валика к площади прямоугольника, основание и высота которого равны соответственно ширине и выпуклости валика (шва).
В диапазоне режимов, обеспечивающих, удовлетворительное формирование сварного шва без подрезов (см. Дефекты сварных соединений) µн ≈ 0,73.
Коэффициент формы сварного шва — отношение ширины шва к его толщине.
Ψф = e / t
Значение коэффициента формы шва обычно лежит в пределах от 0,72 до 3. Оптимальным считается значение от 1,2 до 2.
Коэффициент долей основного металла в металле шва:
γо = Fпр / (Fпр + Fн), где:
Fпр – площадь сечения расплавленного основного металла (площадь проплавления) (рис. 24С). Fн – площадь сечения наплавленного электродного металла (площадь наплавки) (рис. 24С)..
Коэффициент γо характеризует долю основного металла, участвующего в формировании сварного шва. Например, при сварке высокоуглеродистой стали низкоуглеродистой электродной проволокой при увеличении γо в шве будет повышаться содержание углерода, что приведет к возрастанию его прочности.
studfiles.net
Классификация сварных швов
- Дата: 02-07-2015
- Просмотров: 300
- Рейтинг: 28
Сварным соединением называют определенную часть металлической конструкции, состоящую из трех участков, появляющихся в результате сварочных работ. Этими участками являются сварной шов, место плавления и зона терм
Этими участками являются сварной шов, место плавления и зона терм
для классификации дефектов сварных швов на основе передаточного обучения и функций активации
Обнаружение дефектов сварных швов с помощью рентгеновских снимков является эффективным методом неразрушающего контроля. Традиционно эта работа основана на квалифицированных людях-экспертах, хотя требует их личного вмешательства для извлечения и классификации неоднородности. Многие подходы были реализованы с использованием машинного обучения (ML) и инструментов обработки изображений для решения этих задач. Хотя обнаружение и классификация были улучшены с учетом проблем низкой контрастности и низкого качества, их результат все еще неудовлетворителен.В отличие от предыдущего исследования, основанного на ML, в этой статье предлагается новый метод классификации, основанный на сети глубокого обучения. В этой работе оригинальный подход, основанный на использовании предварительно обученной сетевой архитектуры AlexNet, направлен на классификацию недостатков сварных швов и повышение правильности распознавания в нашем наборе данных. Трансферное обучение используется в качестве методологии с предварительно обученной моделью AlexNet. Для приложений глубокого обучения требуется большое количество рентгеновских снимков, но существует несколько наборов данных о дефектах сварки трубопроводов.Для этого мы улучшили наш набор данных, сосредоточив внимание на двух типах дефектов, и расширили его с помощью увеличения данных (случайные преобразования изображений поверх данных, такие как перевод и отражение). Наконец, метод тонкой настройки применяется для классификации сварочных изображений и сравнивается с функциями глубокой сверточной активации (DCFA) и несколькими предварительно обученными моделями DCNN, а именно VGG-16, VGG-19, ResNet50, ResNet101 и GoogLeNet. Основная цель этой работы — изучить возможности AlexNet и другой предварительно обученной архитектуры с трансферным обучением для классификации рентгеновских изображений.Подробно представлена точность, достигаемая с помощью нашей модели. Экспериментальные результаты, полученные на наборе данных сварных швов с помощью предлагаемой нами модели, подтверждены с помощью базы данных GDXray.
Трансферное обучение используется в качестве методологии с предварительно обученной моделью AlexNet. Для приложений глубокого обучения требуется большое количество рентгеновских снимков, но существует несколько наборов данных о дефектах сварки трубопроводов.Для этого мы улучшили наш набор данных, сосредоточив внимание на двух типах дефектов, и расширили его с помощью увеличения данных (случайные преобразования изображений поверх данных, такие как перевод и отражение). Наконец, метод тонкой настройки применяется для классификации сварочных изображений и сравнивается с функциями глубокой сверточной активации (DCFA) и несколькими предварительно обученными моделями DCNN, а именно VGG-16, VGG-19, ResNet50, ResNet101 и GoogLeNet. Основная цель этой работы — изучить возможности AlexNet и другой предварительно обученной архитектуры с трансферным обучением для классификации рентгеновских изображений.Подробно представлена точность, достигаемая с помощью нашей модели. Экспериментальные результаты, полученные на наборе данных сварных швов с помощью предлагаемой нами модели, подтверждены с помощью базы данных GDXray.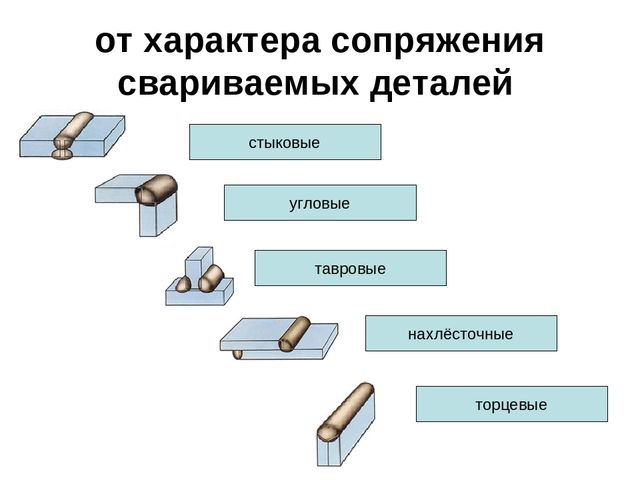 Результаты, полученные также в наборе проверочных тестов, сравниваются с другими, предлагаемыми моделями DCNN, которые показывают лучшую производительность за меньшее время. Это можно рассматривать как свидетельство силы предлагаемой нами классификационной модели.
Результаты, полученные также в наборе проверочных тестов, сравниваются с другими, предлагаемыми моделями DCNN, которые показывают лучшую производительность за меньшее время. Это можно рассматривать как свидетельство силы предлагаемой нами классификационной модели.
1. Введение
При строительстве водопроводных труб будут проводиться внутренние и внешние сварочные работы для крепления металлических частей.Из-за несовершенства стыков специалист-человек может наблюдать различные типы сварочных дефектов, такие как трещины или пористость, что может привести к ограниченному сроку службы трубопроводов. Следовательно, для обеспечения хорошего качества сварки требуется контроль качества. Поверка трубопроводов должна выполняться без разрушения компонента. Традиционно этот вид контроля осуществляется с помощью ультразвуковых методов. В настоящее время неразрушающий контроль в режиме онлайн (NDT) проходит испытания с использованием методов промышленного зрения.Это метод тестирования и анализа, используемый в отраслях для оценки того, что требуемые характеристики материала, конструкции или системы выполняются без повреждения исходной детали.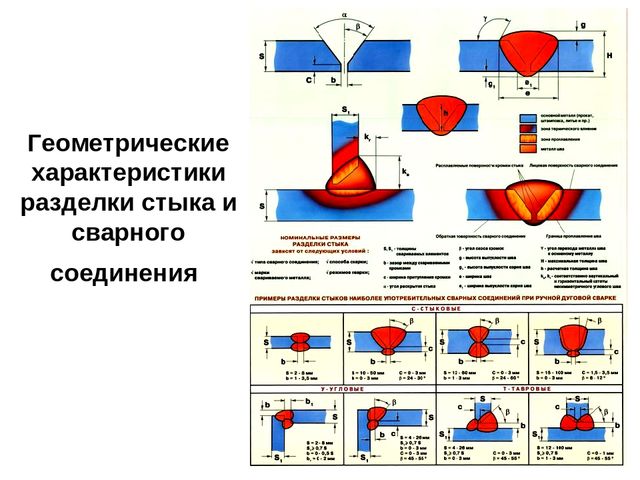 В рамках этого предмета сварные швы могут быть проверены с помощью методов неразрушающего контроля, таких как радиография, с использованием излучения, которое проходит через пробирку для обнаружения дефектов. Рентгеновские лучи используются для тонких материалов, а гамма-лучи — для более толстых. Результаты можно сканировать с помощью пленочной рентгенографии, компьютерной рентгенографии, компьютерной томографии.
В рамках этого предмета сварные швы могут быть проверены с помощью методов неразрушающего контроля, таких как радиография, с использованием излучения, которое проходит через пробирку для обнаружения дефектов. Рентгеновские лучи используются для тонких материалов, а гамма-лучи — для более толстых. Результаты можно сканировать с помощью пленочной рентгенографии, компьютерной рентгенографии, компьютерной томографии.
В настоящее время эти фильмы оцифрованы для обработки на цифровом компьютере. Поскольку оцифрованные изображения имеют низкое качество и низкую контрастность, проверка дефектов сварных швов может стать сложной задачей. К сожалению, эти качества влияют на интерпретацию и классификацию. Поэтому цифровое компьютерное зрение и машинное обучение были изобретены, чтобы помочь эксперту в оценке результатов. Эта классификация представляет собой процесс категоризации, при котором объекты распознаются и понимаются.Безусловно, классификация изображений будет в ближайшие годы, потому что это хорошо известная область компьютерного зрения.
В той же системе координат метод компьютерной диагностики является очень важным исследовательским подходом, который заменяет человека-эксперта в классификации дефектов сварного шва нейтральным, несубъективным и менее дорогостоящим способом. Как правило, предложения такого рода основаны на трех этапах: первый этап предварительной обработки, за которым следует второй этап, основанный на сегментации и извлечении признаков, и последний этап, на котором получается классификация.Как правило, этап извлечения признаков выполняется специалистами-людьми, поэтому это трудоемкий и неточный процесс. Фактически, эта проблема точности связана, во-первых, с разнообразием классов сварочных дефектов [1], как показано на рисунке 1, и, во-вторых, с генерируемыми характеристиками, которые неадекватны для достижения хорошего качества распознавания, чтобы эффективно обнаружить дефект. Следование традиционной схеме приложения машинного обучения (ML) и участие в извлечении признаков и алгоритмы машинного обучения хорошо изучены для многих исследований. Однако простота реализации некоторых алгоритмов искусственных нейронных сетей (ИНС) окупается временем классификации и плохой точностью. Но теперь глубокое обучение, в частности, используется для использования огромного набора данных и для выполнения этапа автоматического извлечения признаков, который будет эффективным для разведки недостатков.
Однако простота реализации некоторых алгоритмов искусственных нейронных сетей (ИНС) окупается временем классификации и плохой точностью. Но теперь глубокое обучение, в частности, используется для использования огромного набора данных и для выполнения этапа автоматического извлечения признаков, который будет эффективным для разведки недостатков.
В литературе есть исследования моделей глубокого обучения для классификации сварки, особенно моделей сверточной нейронной сети (CNN) [2].Нас побуждают работать с этой новой тенденцией — индустриальным видением. Тем не менее, использование определенной архитектуры глубокого обучения для управления сваркой, чтобы сопоставить команду классификации с конкретными данными, остается проблемой и может быть исследовано с разных сторон. Чтобы преодолеть такое ограничение предыдущих работ и инвестировать в наш набор данных, состоящий из двух основных типов дефектов — отсутствия проникновения и пористости, — применяется предварительно обученная сеть, основанная на известном обучении передачи технологий [3]. Наша цель — предварительно обработать подходящую модель сети, чтобы она соответствовала нашему случаю и позволила классифицировать новый набор данных с приличной точностью. Итак, мы применили одну из первых популярных предварительно обученных сетей AlexNet. С одной стороны, в этой работе мы улучшили качество наших нескольких исходных изображений и увеличили их с помощью обрезки и масштабирования, сохранив такое же соотношение сторон, чтобы не испортить изображения. Это необходимо для создания новых изображений также с различным количеством дефектов в одном и том же изображении и, наконец, для применения увеличения данных (раздел 4.3) к нашим данным. С другой стороны, нет доступных предварительно обученных сетей, ранее обученных на таких данных, поэтому мы обучили наши радиографические изображения сварки трубопровода с помощью модели и модифицировали гиперпараметры, чтобы они соответствовали нашему случаю. Эта задача улучшается также с технологией трансферного обучения, учитывая доступные ресурсы и короткое время.
Наша цель — предварительно обработать подходящую модель сети, чтобы она соответствовала нашему случаю и позволила классифицировать новый набор данных с приличной точностью. Итак, мы применили одну из первых популярных предварительно обученных сетей AlexNet. С одной стороны, в этой работе мы улучшили качество наших нескольких исходных изображений и увеличили их с помощью обрезки и масштабирования, сохранив такое же соотношение сторон, чтобы не испортить изображения. Это необходимо для создания новых изображений также с различным количеством дефектов в одном и том же изображении и, наконец, для применения увеличения данных (раздел 4.3) к нашим данным. С другой стороны, нет доступных предварительно обученных сетей, ранее обученных на таких данных, поэтому мы обучили наши радиографические изображения сварки трубопровода с помощью модели и модифицировали гиперпараметры, чтобы они соответствовали нашему случаю. Эта задача улучшается также с технологией трансферного обучения, учитывая доступные ресурсы и короткое время. В этой статье предлагается классификационная сеть AlexNet для сварочных изображений с использованием пяти сверточных слоев (раздел 3.2).
В этой статье предлагается классификационная сеть AlexNet для сварочных изображений с использованием пяти сверточных слоев (раздел 3.2).
В следующем разделе подробно описаны некоторые исследования по обнаружению и классификации сварки, начиная с традиционных методов и заканчивая новыми моделями, основанными на глубоком обучении; Затем, в первом разделе предлагаемого метода в разделе 3, подробно рассматриваются проблемы обнаружения сварки, в частности в наборе данных, а также подробно исследуются и изучаются факторы, влияющие на производительность сверточной нейронной сети.В разделе 3.2 описывается структура сети; после этого в разделе 4 подробно описаны параметры и подробно описан метод DCFA. В разделе 5 цитируется результат применения и выводится термин для сравнения с сетью функций глубокой активации и различными моделями CNN. В конце, Раздел 9 показывает выводы и будущую работу. Таким образом, приложение глубокой сети, которое ранее было обучено с извлеченными активированными функциями на огромном фиксированном количестве задач классификации набора данных, оценивается и сравнивается с трансферным обучением.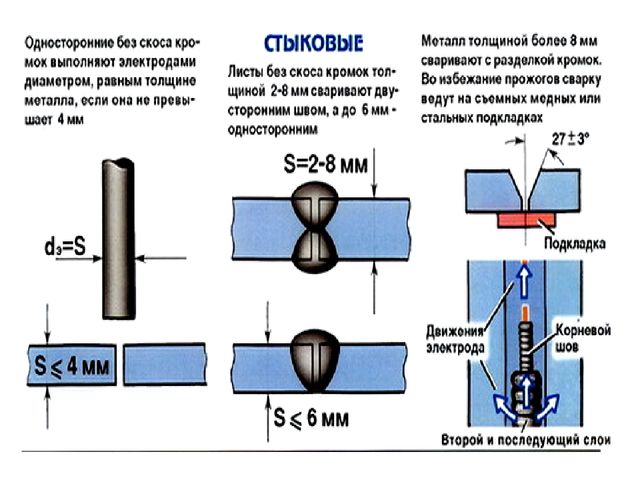 Эффективность зависимости от различных уровней сети определяется фиксированной функцией и дает новые результаты, которые были превышены в различных представлениях с серьезными проблемами. Экспериментальные результаты на изображениях показывают, что представленные методы имеют эффективную точность классификации, а переносное обучение улучшает существующие методы компьютерной диагностики, обеспечивая более высокую точность.
Эффективность зависимости от различных уровней сети определяется фиксированной функцией и дает новые результаты, которые были превышены в различных представлениях с серьезными проблемами. Экспериментальные результаты на изображениях показывают, что представленные методы имеют эффективную точность классификации, а переносное обучение улучшает существующие методы компьютерной диагностики, обеспечивая более высокую точность.
2. Сопутствующие работы
Обнаружение дефектов на промышленных рентгеновских изображениях сварных швов является важной областью исследований в области неразрушающего контроля (NDT) [4].Как правило, такое предложение основано на трех этапах: первый этап предварительной обработки, за которым следует второй этап, основанный на сегментации и извлечении признаков, и последний этап, на котором получена классификация. Поэтому с этой целью было проделано множество работ. Тонг и др. [5] применил метод сегментации дефектов сварного шва, основанный на морфологическом и пороговом аспектах. Система обнаружения дефектов [6] была предусмотрена для классификации оцифрованных сварочных изображений на основе традиционных процессов: сегментации, выделения признаков и классификации.Эти предыдущие подходы являются стандартными процедурами извлечения признаков. В [7] искусственная нейронная сеть (ИНС) реализована для классификации на основе географических особенностей набора данных неоднородности сварки. В другой работе [8] ИНС сравнивали для линейной и нелинейной классификации. Кроме того, Кумар и др. [9] описал метод классификации дефектов, основанный на извлечении признаков текстуры, для обучения нейронной сети, где достигается точность более 86%.
Проверка дефектов сварных швов, основанная на подобных подходах, по-прежнему является полуавтоматической и может зависеть от нескольких факторов из-за потребности в экспертных знаниях, особенно в отношении этапов сегментации и выделения признаков.Но теперь глубокое обучение используется с этапом автоматического извлечения признаков для разведки недостатков. Кроме того, глубинные модели были проверены, чтобы быть более точными для многих типов обнаружения и классификации объектов [10]. Сверточная нейронная сеть (CNN) (как показано в разделе 3.2) — это известный алгоритм глубокого обучения. Во-первых, он позволяет осуществлять процесс обнаружения объектов за счет снижения проектных усилий, связанных с извлечением признаков. Во-вторых, он обеспечивает замечательную производительность в сложных задачах визуального распознавания и эквивалентную или лучшую производительность и точность по сравнению с человеком [11], таких как классификация, обнаружение и отслеживание объектов.В [10] три архитектуры CNN применяются и сравниваются для двух разных наборов данных: CIFAR-10 и MNIST. Наиболее приемлемый результат при сравнении трех архитектур — это тот, который был сформирован с помощью CNN в наборе данных CIFAR-10. Достигнутая оценка точности составила более 38%, но у этих сетей были ограничения, связанные с качеством изображения, сложностью сцены и вычислительными затратами. Кроме того, авторы [12] применили модель адаптации признаков для распознавания дефектов литья. Оценка точности обнаружения была низкой.В [13] предлагается новая модель глубокой сети для улучшения структуры патчей путем выделения входных данных сверточных слоев в CNN. Результаты ошибок теста комбинации увеличения данных и техники исключения дают наивысший балл. Применение мультислоев и их комбинаций привело к некоторым ограничениям, особенно в сравнении слоев и снижении их производительности.
CNN-модель используется для обнаружения и классификации сварных швов. В [14] разработан процесс автоматической классификации дефектов для классификации изображений инертного газа вольфрама (TIG), полученных с помощью спектральной камеры.Точность работы составила 93,4%. Дальнейшие исследования продолжаются на выявление дефектов сварки трубопроводов. Например, в [15] для классификации предлагается глубокая сетевая модель, хотя эта работа не позволяет классифицировать различные типы дефектов сварных швов. Лео и др. [
Классификация | Интернет-энциклопедия философии
Одна из основных тем научных исследований — классификация. Классификация — это операция распределения объектов по классам или группам, которых, как правило, меньше, чем их.Он имеет долгую историю, которая развивалась в течение четырех периодов: (1) античность, где ее черты можно найти в трудах Платона и Аристотеля; (2) Классическая эпоха с участием естествоиспытателей от Линнея до Лавуазье; (3) XIX век, с развитием химии и информатики; и (4) ХХ век с появлением математических моделей и информатики. С тех пор, с экстенсиональной точки зрения, математика, в частности теория порядков и теория графов или гиперграфов, способствовала точному изучению сильных и слабых форм порядка в мире и вычислению всех возможных разбиений. , цепочки разбиений, покрытий, гиперграфов или системы классов, которые мы можем построить в области.С развитием информатики, искусственного интеллекта и новых языков, таких как языки с объектно ориентированными объектами, интенсиональный подход дополнил предыдущий. Древние дискуссии между Аристотелем и Платоном, Рамусом и Паскалем, Джевонсом и Джозефом нашли своего рода возрождение через объектно-ориентированное моделирование и программирование, причем большинство возражаемых ориентированных языков связано с иерархиями или частичными порядками: эти структуры фактически отражают отношения между классами. в тех языках, которые обычно допускают одиночное или множественное наследование.Несмотря на эти достижения, большинство классификаций по-прежнему основаны на оценке сходства между объектами, составляющими эмпирические данные. Этот почти всегда вычисляется с помощью некоторого понятия расстояния и некоторых алгоритмов агрегирования классов. Таким образом, все эти классификации остаются по техническим и эпистемологическим причинам, которые подробно описаны ниже, очень нестабильными. Отсутствует настоящая алгебра классификаций, которая могла бы объяснить их свойства и существующие между ними отношения.Хотя цель общей теории классификаций, безусловно, является желаемой мыслью, некоторые недавние предположения дают надежду на то, что существование метаклассификации (или классификации всех классификационных схем) возможно.
Содержание
- Общее введение: проблемы классификации
- Краткая история классификаций
- От античности до эпохи Возрождения
- От классической эпохи к викторианской систематике
- Начало современности
- Проблема хранения и поиска информации
- Ранганатан и схема PMEST
- Порядковые и математические модели
- Расширяющие конструкции
- Взгляд на интенсиональный подход
- Идея общей теории классификаций
- Ссылки и дополнительная литература
1.Общее введение: проблемы классификации
Проблемы классификации — одна из основных тем научных исследований. Например, математика, физика, естественные науки, социальные науки и, конечно же, библиотечные и информационные науки — все они используют таксономии. Классификация — очень полезный инструмент для заказа и организации. Это расширило знания и помогло облегчить поиск информации.
Грубо говоря, «классификация» — это операция, состоящая в совместном использовании, распределении или распределении объектов по классам или группам, которых, как правило, меньше, чем их.Обычно классификации определяются на конечных множествах. Однако, если объекты являются, например, математическими структурами, может существовать бесконечное количество классификаций. В этом случае предыдущее требование, конечно, должно быть ослаблено: мы можем только желать, чтобы (бесконечный) кардинал классификации был меньше или равным (бесконечному) кардиналу набора объектов, подлежащих классификации. То, что мы называем «классификацией», также является результатом этой операции. Мы хотим, насколько это возможно, чтобы этот результат был постоянным, а именно, чтобы сама классификация оставалась стабильной при небольшом преобразовании данных (конечно, смысл этого требования должен стать более ясным).Возможны различные ситуации: классы могут пересекаться или нет, быть конечными или бесконечными, формальными или нечеткими, иерархически упорядоченными или нет и т. Д.
Основная операция группировки элементов в классы, которая упрощает мир, является очень мощной операцией, но также вызывает много вопросов. В частности, ряд философов, от Сократа до Дидро и даже философы постмодерна, критиковали такую операцию (см., Например, Foucault 1967). Действительно, эта операция приносит много прибыли.Во-первых, это подмена рационального и регулярного порядка в хаотической и запутанной множественности. Во-вторых, это уменьшение размера множеств, чтобы, когда мы создали классы эквивалентностей, мы могли работать с этими классами, а не с элементами. И, наконец, в-третьих, разделение множества означает размещение в нем симметрии, которая снижает сложность проблемы и тем самым упрощает мир. Мы можем сказать с помощью Дагогнета (1984, 1990), чем «меньше значит больше»: сжатие данных действительно приносит интеллектуальную выгоду.
Обозначив основные причины классификаций, давайте посмотрим, как эти классификации развивались и какие формы они приобрели с течением времени.
2. Краткая история классификаций
История классификаций (Дальберг, 1976) состоит из четырех периодов. От Платона и Аристотеля до XVIII века древние классификации были иерархическими, конечными и обычно основывались на одном единственном критерии. В течение 18 века появляются некоторые новые классификации, которые являются многокритериальными (область может быть разделена множеством способов, как сказал Кант в своей Логике (см. Кант 1988)), а также неопределенными или практически бесконечными (Кант считал, что мы можем бесконечно разделять расширение концепции).В конце 18-го и начале 19-го веков с помощью химических классификаций Лавуазье, а затем Менделеева открываются комбинаторные классификации или множественные скрещенные порядки, такие как химическая таблица элементов, которые соответствуют новой концепции классификации. . В 20 веке благодаря прогрессу математической теории порядка, факторного анализа соответствий и автоматической классификации формальные модели начинают развиваться.
а. От античности до эпохи Возрождения
Французский комментатор греческих философов Р.Джоли сказал, что типичной тенденцией греческого духа было сведение множественной и сложной реальности к некоторым категориям, которые удовлетворяют разуму как своим ограниченным числом, так и ясным и точным смыслом, который придается каждой из них. Действительно, Платон и Аристотель относятся к числу великих классификаторов этих древних времен.
Во всех диалогах Платона, и особенно в самых последних (Парменид, Софист, Политик, Филеб), Платон, очевидно, классифицировал множество вещей (образ жизни, политическое устройство, удовольствия, искусство, работу, виды знаний и т. четвертый).Обычно для Платона вещи классифицируются в зависимости от расстояния, отделяющего их от их архетипических форм, что придает им некоторый порядок (или предварительный порядок). Классификации Платона конечны, иерархичны, дихотомичны и основаны на одном критерии. Например, в Gorgias (465c) набор всех практик разделен на два класса, практики, касающиеся тела, и практики, касающиеся души, каждая из которых затем делится на два других: гимнастика и медицина, с одной стороны, и законодательство и правосудие, с другой стороны.Таким же образом в Republic (510a) вся вселенная, рассматриваемая как совокупность всех реальных вещей, делится на видимый мир и невидимый мир, причем каждый класс подразделяется на изображения и объекты или живые существа, с одной стороны, математические объекты и идеи, с другой стороны.
Согласно Платону, правила классификации очень просты. Во-первых, мы должны сделать симметричные подразделения, чтобы получить хорошо сбалансированные классы. Например, если мы классифицируем народы, мы должны избегать ставить греческий язык перед другими народами, потому что один из классов будет полнокровным, а другой будет иметь только один элемент (Politicus, 262a).Во-вторых, как хороший повар, который режет животное — эта метафора есть в Федре — также необходимо выбирать хорошие суставы или суставы. Например, в поле чисел было бы бессмысленно ставить 1000 перед 999 другими числами. Напротив, противоположность четный / нечетный или простой / непростой является реальной. В третьих, как правило, мы также должны избегать использования отрицательных определений. Например, мы должны избегать определений, подобных не-А, потому что невозможно, чтобы у небытия были виды или виды, эти определения блокируют развитие мысли.
Платон не соблюдал эти мудрые правила, что вызвало критику Аристотеля. Против теории Платона Аристотель утверждает, что метод деления не является мощным инструментом, потому что он неубедителен. Он не создает силлогизмов (First Analytics, I, 31). В другом тексте (Вторая аналитика, II, 5) Аристотель настаивает на случайности перехода от одного предиката к другому, то есть в платоновском разделении для каждого нового атрибута, мы можем задаться вопросом, почему именно этот атрибут противопоставляется к другому.Различия, вносимые дихотомиями, также могут быть чисто отрицательными и, следовательно, не обязательно определяют реальное существо. Более того, бинарные деления предполагают, что количество примитивных видов является степенью 2. При делении предикат может принадлежать разным примитивным видам, например, «двуногие» могут применяться как к птицам, так и к людям. Но, согласно Аристотелю, применение этого термина в обоих случаях неодинаково. Наконец, платоновское разделение смешивает экстенсиональные и интенсиональные взгляды.Он может идентифицировать треугольник, который является разновидностью, и одно из его свойств, например, равенство суммы его углов в двух прямых углах.
Теория Платона не дает ответа на предыдущие вопросы. Аристотель отверг платоновский метод деления. Но Аристотель также отверг платоновское учение о формах. Согласно Аристотелю («Метафизика», I, 9), формы Платона не могут объяснить, как в мире могут быть постоянство и порядок. Более того, утверждал он, теория форм Платона вообще ничего не может объяснить в нашем материальном мире.Свойства, которыми обладают формы (согласно Платону, формы вечны, неизменны, трансцендентны и т. Д.), Несовместимы с материальными объектами, и метафора соучастия или подражания в ряде случаев не работает. Например, неясно, что означает для белого объекта участие или копирование формы белизны, то есть трудно понять взаимосвязь между формой белизны и самими белыми объектами.
По всем этим причинам Аристотель развивает свои собственные концепции и свою собственную логику классификаций.В Темах (I, глава 1) Аристотель вводит понятия вида, вида, свойства и целую теорию базовой предикации, которая впоследствии была развита в работах Порфирия и Боэса соответственно. Эта теория основана на противопоставлении между сущностью, , всеми персонажами, которые определяют вещь, и случайностью, , качествами, присутствие или отсутствие которых не изменяет сущность вещей. Комментатор аристотелевской системы Порфирий (234–305) хорошо использует эти различия и пытается определить иерархию видов и видов, как это определено Аристотелем.Знаменитое Порфировое дерево — первое абстрактное дерево, очерчивающее эти различия и иллюстрирующее существующее между ними подчинение (см. Рис. 1).
Рисунок 1. Древо Порфирия
В отрывке из своего комментария к категориям Аристотеля (2014) Порфирий задал хорошие вопросы о происхождении горячо обсуждаемого спора о том, являются ли универсалии физическими или нематериальными субстанциями. То есть спор о том, отделены ли универсалии от чувственных вещей или они вовлечены в них, находя в них свою последовательность.В противовес традиционным воззрениям (платонический и аристотелевский или схоластический реализмы) появились другие решения. Например, номинализм (Роскелин, 11 в.) Утверждал, что универсалии — всего лишь слова и что им ничего не соответствует в Природе, которая знает только единственное число. Этому противостоял концептуализм (Абелар, 12-я эпоха и Оккам, 14-я эпоха), точка зрения, согласно которой виды существуют как предикаты субъектов, которые сами по себе реальны. В последние века средневековья и в эпоху Возрождения мы находим также великих ученых, которые работали над классификацией.В частности, Фрэнсис Бэкон (1561-1626), чья работа по классификации знаний вдохновляла великих библиотекарей 19 века. Но логика классификаций, остающаяся в настоящее время аристотелевской логикой, практически не получила нового развития до XVIII века.
г. От классической эпохи к викторианской систематике
В классическую эпоху таксономия как полноценная дисциплина начала развиваться по нескольким причинам. Одна важная причина проистекает из зарождения естествознания и необходимости организации флоры и фауны в связи с ростом человеческой популяции на Земле в контексте зарождения агрономии (Dagognet, 1970).В этот период натуралисты, такие как Турнефор (1656-1708), Линней (1707-1778), Де Жюссье (1748-1836), Дефонтен (1750-1833) и Кювье (1769-1832), пытались классифицировать растения и животных по всему миру. Мир.
При классификации вещей или существ вы должны получить критерий или индекс, чтобы создавать классы и разделять разновидности внутри классов. Действительно, все эти натуралисты расходятся по критериям своей классификации. Например, при классификации растений Турнефор выбрал венчик, а Линней — половые органы растения.Что касается животных, то классификация Кювье нарушает рекомендации Аристотеля, объединяя позвоночных и беспозвоночных, которые случайно оказались чем-то реальным. В конце столетия Кант в своей «Логике» (1800) резюмирует основную часть знаний о классификациях того периода, указывая определения определенного числа терминов и операций, которые натуралисты того времени использовали эмпирически. Канта интересовали только формы классификаций. В своей «Логике» он определяет логическое разделение понятия как «разделение всего возможного, содержащегося в нем».Правила этого разделения следующие: 1) члены подразделения являются взаимоисключающими, 2) их объединение восстанавливает сферу разделенного понятия, 3) каждый член подразделения может быть разделен сам по себе (разделение таких разделенных элементов является подразделение). (1) и (2), кажется, указывают на то, что Кант приближался к нашей концепции раздела и . Но (3) показывает, что у него нет концепции цепочки разделов, поскольку он не видит, что подразделение одного уровня образует одно и то же разделение.
Эти проблемы также обсуждались в 19 веке в англосаксонских странах, даже после теории эволюции Дарвина. Можно подумать, что вера Дарвина в разветвленную эволюцию была основана на его знакомстве с систематикой своего времени, о которой он был хорошо осведомлен. В викторианскую эпоху в Англии были великие систематики, и некоторые из них — например, палеонтолог Х. Аллейн Николсон, специалист по британским строматопороидам — были потрясающими и написали монографии, которые действуют до сих пор (Woodward 1903).Примерно в то же время Х. Агассис (Agassiz 1957), ученый в области теории классификации, писал о таксономических концепциях, таких как категории, подразделения, формы, гомологии, аналогии и т. Д. Среди различных таксономических систем, упомянутых в его Эссе по классификации , можно назвать классические системы Леукарта, Фогта, Линнея, Кювье, Ламарка, де Бленвилля, Бурмейстера, Оуэна, Эренберга, Милна-Эдвардса, фон Зибольда, Станниуса, Окена, Фитцингера, Маклей, фон Бэр, ван Бенкден и ван дер Ховен.В книге « Происхождение видов » сам Дарвин сказал, что это был
поистине замечательный факт … что все животные и все растения во всем времени и пространстве должны быть связаны друг с другом в группе, подчиненной группе, как мы везде наблюдаем, а именно: разновидности одного и того же вида, наиболее тесно связанные друг с другом, виды один и тот же род менее тесно и неравно связан друг с другом, образуя секции и подроды, виды отдельных родов гораздо менее тесно связаны, а роды связаны в разной степени, образуя подсемейства, семейства, отряды, подклассы и классы.(1859, 128)
Но то, что он назвал «принципом дивергенции», а именно тот факт, что во время модификации потомков любого одного вида и во время непрекращающейся борьбы всех видов за увеличение численности, чем более разнообразными становятся эти потомки, тем лучше будет быть их шансом на успех в битве за жизнь — это проиллюстрировала его знаменитая древовидная диаграмма, начерченная в 1837 году в записной книжке, в которой он впервые постулировал эволюцию. С этого времени древовидные структуры, которые также широко использовались в химии и были формализованы в конце века математиком Артуром Кейли, как правило, заменяли классификации.
г. Начало современности
Новый вид классификаций появился в конце 18-го века с развитием химии, а именно, комбинаторных классификаций или , пересекающих несколько порядков . Этот вид классификации представляет собой пересечение двух или более подразделений или пересечение двух или более иерархий подразделений. В такой структуре, как сказал Грейнджер (1967), «элементы распределяются по двум или нескольким измерениям, что приводит к таблице умножения».В комбинаторной классификации сами элементы не обязательно распределяются по классам. Классифицируются только компоненты этих элементов. Для Грейнджер эта модель относится к декартовой плоскости и порядковому принципу, на котором она основана. Декартова плоскость, результаты из
| | В последние годы было написано очень много, чтобы обеспечить теоретическую основу, на которой могут быть составлены словари различных типов.Есть много разных типов английских словарей. Прежде всего, их можно разделить на две основные группы: энциклопедические (описывают предметы, явления, людей и т. Д. И дают информацию о них) и лингвистические (описывают слова, их происхождение и использование). Следует отметить, что некоторые ученые считают это подразделение не столь важным в настоящее время, поскольку энциклопедические и лингвистические словари часто совпадают . В энциклопедиях иногда указывается происхождение слов, относящееся к области лингвистики.С другой стороны, энциклопедический материал включен во многие лингвистические словари. Помимо информации о словах, они предоставляют факты (в основной части словаря или в специальных разделах сзади) о людях и местах. (O.M. .:.. -, 2004. C. 12.) Мы будем иметь дело только с лингвистическими словарями, но, возможно, вам будет полезно знать, что самые известные энциклопедии на английском языке — это Encyclopaedia Britannica в 30 томах и Encyclopaedia Americana в 30 томах.Очень популярны в Великобритании и США Энциклопедия Коллиера (24 тома), Международная энциклопедия (20 томов), Всемирная книжная энциклопедия в 22 томах, Энциклопедия Чемберса и многочисленных справочников по определенным областям знаний , например World Альманах и Книга фактов, Ежегодник Statesman , Циклопедия имен нового века (3 тома), Who’s Who, Кембриджская история английской литературы, Oxford Companion to the Theater, Гарвардский словарь музыки, и т.п. Лингвистический словарь — это сборник слов на каком-либо языке, обычно перечисленных в алфавитном порядке, с произношением, определениями, этимологией и другой лингвистической информацией или с их эквивалентами на другом языке или других языках. Хорошее определение должно быть кратким, точным и ясным. Он должен быть достаточно коротким, чтобы поместиться в отведенном ему очень маленьком пространстве, но он должен быть достаточно полным, чтобы удовлетворить читателя. Он также должен различать несколько связанных смыслов и представлять их в некотором порядке.Основная функция словаря — давать значения слов. Поскольку одно слово может иметь много значений, в статье, охватывающей его, должно быть соответствующее количество определений. Некоторые словари помещают определения в историческом порядке: самое раннее значение — первое, последнее — последнее. Другие основывают порядок на частоте использования, наиболее распространенное значение сначала и наименее распространенное последнее. Лингвистические словари можно классифицировать по разным критериям. 1. По характеру списка слов все словари делятся на ограниченных, и неограниченных. К ограниченным словарям относятся фразеологические и терминологические словари {A. Англо-русский фразеологический словарь В. Кунина), словарей новых слов (например: Джон Айто. Слова двадцатого века), словарей диалектов (например, The English Dialect Dictionary Джозефа Райта), и т. Д. Unrestricted (или без сокращений) словари содержат лексические единицы из различных сфер жизни, они неограниченны по своему словарному списку и имеют общий характер по содержащейся в них информации (например,грамм. Оксфордский словарь английского языка, Новый англо-русский словарь под редакцией проф. I.R. Гальперин, Словарь современного английского языка А.С. Хорнби, и др .;. 2. Второй принцип, согласно которому мы классифицируем словари, — это информация о каждом элементе. Все лингвистические словари делятся на две группы: общих, , представляющих широкий спектр данных о словарных элементах, используемых в повседневной жизни, и специализированных, (или специальных), словарей, которые ограничиваются одним конкретным аспектом.К общим словарям относятся два наиболее широко используемых типа словарей, то есть толковые словари (например, словарей Вебстера, словари Funk & Wagnalls, Словарь английского языка Random House, Новый английский словарь по историческим принципам, и др.) И параллельных или переводных словарей (например, Русско-английский словарь под общим руководством проф. Смирницкого). Специализированные словари — это словари синонимов (напр.грамм. Новый словарь синонимов Вебстера, английские синонимы Я.Д. Апресян), словосочетаний (например, Новый словарь английских словосочетаний Кенкюши), словарей сленга (например, Ричард А. Спирс. Сленг и эвфемизмы), словарей употребления (например, Fowler’s Modern English Usage), этимологических словарей ( Oxford Dictionary of English Entymology by C. Onions), словарей произношения (English Pronouncing Dictionary Дэниела Джонса), идеографических словарей (Тезаурус английских слов и фраз Роджера), и т. Д. 3. В соответствии с языком, на котором предоставляется информация, все типы словарей могут быть одноязычными, двуязычными и многоязычными , т.е. информация может быть дана на том же языке или на другом языке. 4. В зависимости от предполагаемого пользователя мы различаем словари для учащихся и словари, предназначенные для широкой публики (например, The Thorndike-Century Junior Dictionary, Webster’s New Elementary Dictionary, и т. Д.). Словари Learner’s начали появляться во второй половине двадцатого века. Хорошо известными словарями для иностранных студентов являются The Advanced Learner’s Dictionary of Current English Хорнби А.С., Гейтенби Е.В., Уэйкфилд Х., Новый университетский словарь Вебстера, Словарь колледжа Рэндом Хаус. Это самые практичные словари 1. для повседневного использования. Обычно в них содержится от 100 000 до 160 000 записей.Словари колледжей часто обновляются, и они достаточно современны. 2. Для изучающих иностранный язык важно знать, что разные аспекты словарного запаса представлены в разных типах словарей, например:
Таким образом, существует ряд различных типов словарей, в зависимости от целей, для которых они созданы, с различными предложениями данных в зависимости от практических потребностей предполагаемых пользователей. Современный словарь предназначен для достаточно подробного описания английского словаря в его нынешнем состоянии.Он может служить справочным материалом по многим вопросам, как общим, так и частным, относящимся к лексикологии, грамматике, фонетике, стилю английского языка, и может быть полезен переводчикам, учителям, студентам и, в целом, всем, кто использует английский язык. в своей учебной и практической работе. 15 : 2016-10-23; : 1020 | | : : : © 2015-2020 лекции.орг — — |
Классификация английских гласных
г. Классификация фонем гласных английского языка
На артикуляционный уровень изменения гласных:
в стабильность сочленения,
в положение языка,
в положение губ,
в характер окончания гласного.
Кроме что гласные различаются по длине.
1. СТАБИЛЬНОСТЬ СТАТЬИ
Все Английские гласные делятся на три группы: чистые гласные или монофтонги, дифтонги и дифтонгоиды.
Монофтонги соток гласные, артикуляция которых практически не меняется. Качество такие гласные относительно чистые. Английские монофтонги: [ı], [e], [æ], [], [a:], [Ŋ], [Ɔ:], [ʊ], [з:], [ә].
В произношение дифтонгов г. органы речи переходят от одной гласной к другой внутри одной слог. Отправная точка, ядро , сильный и отчетливый. Модель Glide который показывает, что направление изменения качества очень слабое. Английский дифтонги: [eı], [ай], [Ɔı], [аʊ], [əʊ], [eə], [ɪə], [ʊə].
В произношение дифтонгоидов г. артикуляция немного меняется, но разница между начальная точка и конец не так различимы, как в случае дифтонги.В английском языке есть два дифтонгоида: [i:], [u:].
2. положение язычка
В язык может двигаться вперед и назад, вверх и вниз, тем самым изменяя качество гласных звуков.
(1) Когда язык движется вперед и назад, различные его части могут подниматься по направлению к небу.
когда язык находится в передней части рта, а передняя часть он поднят до твердого неба, f r o n t гласный произносится: [i:], [e], [æ].
когда язык находится в передней части рта, но немного втянут, а часть языка ближе к центру чем спереди поднимается, f р о н т – р е т р а к т е д гласный произносится: [ı].
когда передняя часть языка приподнята к задней части жесткого нёбо, гласная называется c эн т р а л : [], [з:], [ә].
когда язык находится в задней части рта, а задняя часть его поднят в сторону мягкого неба, a b а с к гласный произносится: [а:], [Ŋ], [Ɔ:], [u:].
когда язык находится в задней части рта, но немного выдвинутый, а его центральная часть приподнята вперед часть мягкого неба, a b a c k – a d v a n c e d гласный произносится: [ʊ].
(2) При движении вверх и вниз во рту различные части языка могут быть поднят на разную высоту по направлению к небу.
когда передняя или задняя часть языка высоко поднята к нёбо, гласная называется c л о с е : [я:], [я], [ʊ], [u:].
когда передняя или задняя часть языка находится как можно ниже в рот, o p e n произносятся гласные: [æ], [a:], [Ŋ], [Ɔ:].
когда самая высокая часть языка занимает промежуточное положение между закрытым и открытым, м я д произносятся гласные: [е], [], [з:], [ә].
Это необходимо различать широкие и узкий вариантов близких, средних и открытых гласных:
С l o s e гласные | узкий вариант | [i:], [u:] |
широкий вариант | [ı], [ʊ] | |
млн i d гласные | узкий вариант | [e], [з:], [ә (ʊ)] |
широкий вариант | [], [ә], [e (ә)] | |
O п е н гласные | узкий вариант | [Ɔ:], [Ɔ (ı)] |
широкий вариант | [æ], [a:], [Ŋ], [a (ı, ʊ)] |
3. губа позиция
В форма ротовой полости очень зависит от положения губы.
когда губы нейтральные или раздвинутые, гласные называются u № : [я:], [я], [e], [æ], [], [a:], [з:], [ә].
когда губы сведены вместе так, чтобы расстояние между ними было больше или менее круглые, гласные называются r o u n d e d : [Ŋ], [Ɔ:], [ʊ], [u:].
4. характер окончания гласной
В качество всех английских монофтонгов в ударной позиции сильно зависит от следующего согласного того же слога.
Если за ударной гласной следует сильный глухой согласный, это отрезанный им. В этом случае конец гласной сильный, а гласная называется c Г е к е д . Такие гласные слышны в ударных закрытых слогах, оканчивающихся на сильный глухой согласный, e.грамм. b e tter, c ar t.
Если за гласным следует слабый звонкий согласный или отсутствие согласного на все, конец у него очень слабый, а гласная называется ф р е е . Такие гласные слышны в закрытых слогах, оканчивающихся на звонкий согласный или открытый слог, например bef или e, пн ey , b e gg e r, b ea d.
гласная длина
Гласные звуки могут продолжаться в течение более длительного или более короткого периода.Все английские гласные (монофтонги) делятся на длинных и короткий .
Длинный гласных являются: [i:], [a:], [Ɔ:], [u:], [з:].
Короткий гласных являются: [ı], [e], [æ], [], [Ŋ], [ʊ], [ә].
Все Английские гласные длиннее, когда они сильно ударены, ср. в форме ‘. — ‘ униформа . Они также длиннее в ядерном слоге, ср.