Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
- Как обеспечить правильную сварку полуавтоматом без использования газа?
- Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
- Промышленный сварочный аппарат – как выбрать?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях.
Основные неисправности сварочных аппаратов — трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания.
 В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
-
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается.
-
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
- Почему сварочный аппарат — трансформатор или инвертор — сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпус или
 В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.

Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, помогут специалисты сервисного центра, имеющие в распоряжении современное диагностическое оборудование и инструмент. Только мастера с большим опытом смогут полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.

Сварочный инвертор не включается.Ремонт своими руками. схема
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
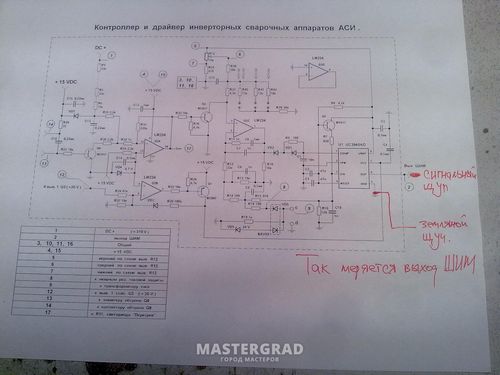
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
Посмотреть и скачать схему можно здесь.
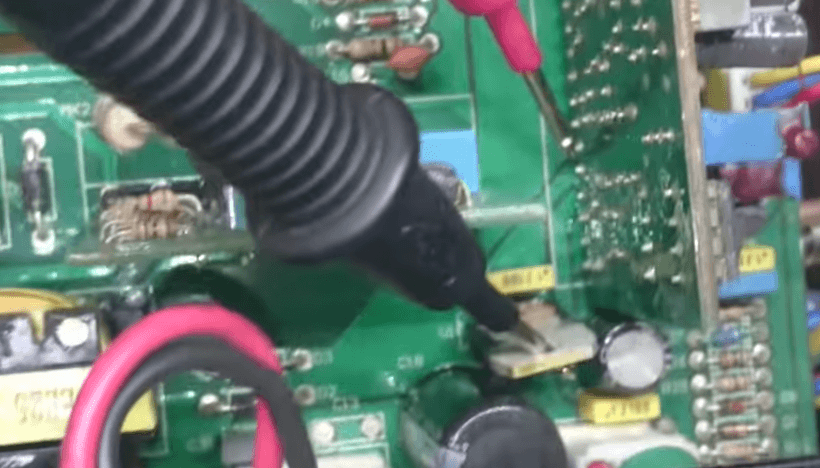
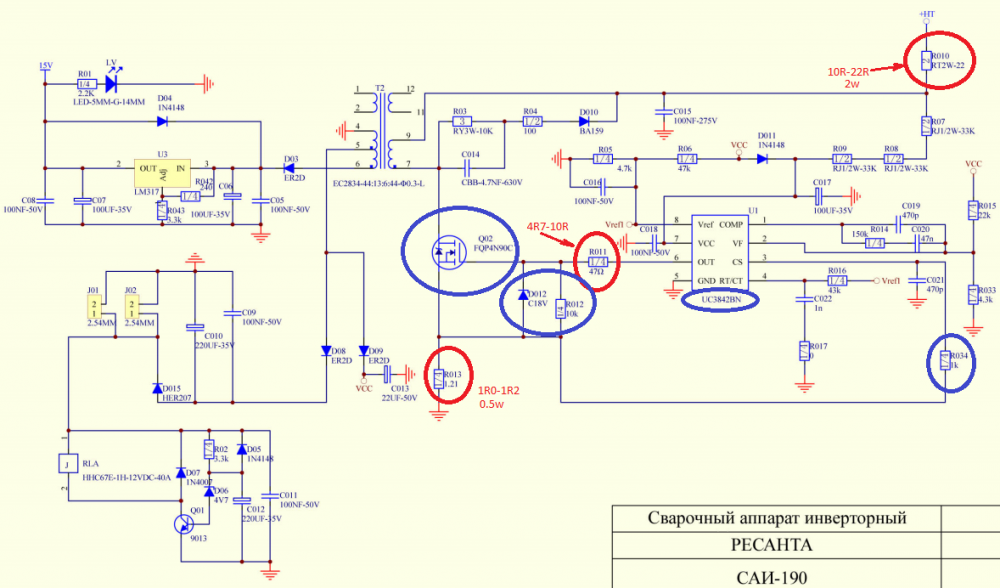
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.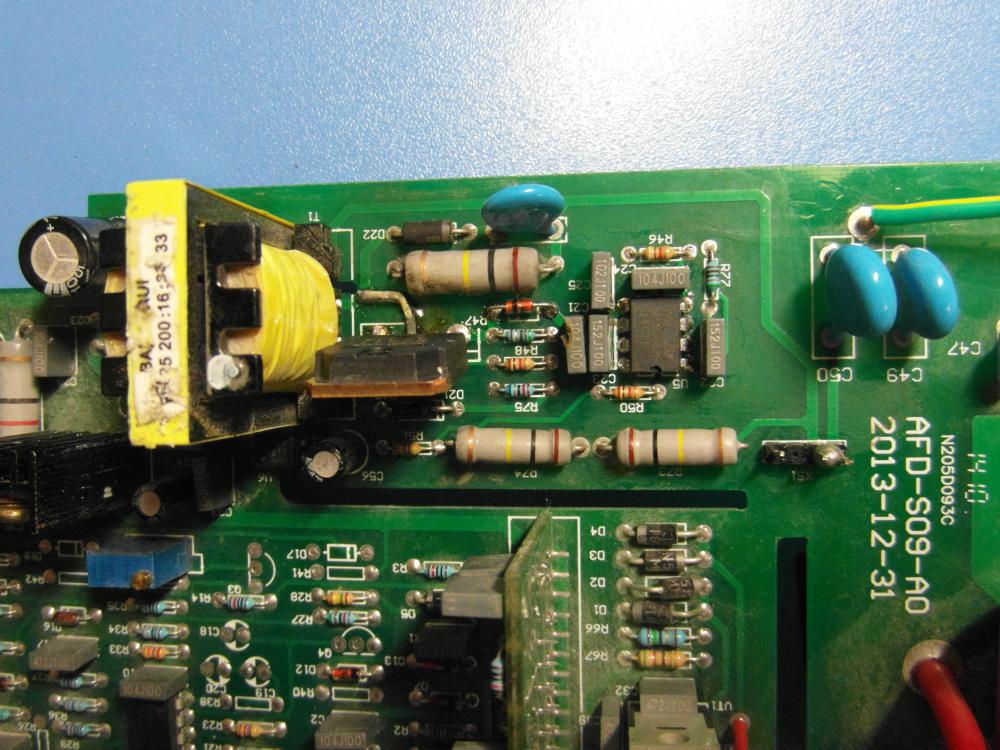
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые действия
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если ваш сварочный аппарат не дает искры:
| № причины | Что делать, когда ваш сварщик не будет зажигать | ||
| 1 | Области контакта с чистым металлом | ||
| 2 | Проверка | 4 | проверьте полярность |
- Убедитесь, что металлические контактные поверхности чистые
- Проверьте расположение зажима рабочего кабеля
- Отрегулируйте подключение проводов к сварочному аппарату и в нем
- Проверьте полярность (отрицательная и положительная конфигурация проводов)
Существует несколько причин, по которым ваш сварочный аппарат не дает искрения, обе проблемы связаны с подключением к заготовке.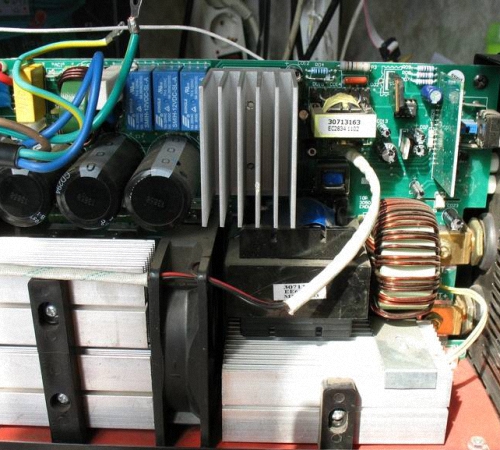 , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
, либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Содержание
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно изучить условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
- Места металлических соединений грязные или чистые
- Зажим рабочего провода неправильно подсоединен
- Проволока неисправна или заржавела
- Требуется регулировка натяжения сварочного ролика
- Необходимо проверить полярность соединений из них легко исправить. Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить появление дуги и сварочной искры:
- Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлическом предмете. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
- Краски и эмали: Эти покрытия особенно распространены при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвращают возникновение искры, но если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электрическая искра могла создать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: WeldclassВам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая приводит к ржавчине.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.4. Требуется регулировка натяжения приводного ролика сварки
При сварке МИГ необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
- Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
- Если ролики слишком ослаблены, , они не смогут должным образом подавать проволоку или обеспечивать постоянство.
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.
Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Обратите внимание на подключение и настройку полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение надежного соединения обоих проводов внутри самого сварочного аппарата.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.
Рекомендуемая литература
Можно ли сваривать припоем? 4 причины, почему вы не должны
Чем опасна сварка оцинкованной стали?
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Сварочный аппарат AMI: Устранение распространенных неисправностей
Даже самые опытные сварщики могут столкнуться с проблемами при использовании своей системы орбитальной сварки.
Наша команда сертифицированных на заводе специалистов по ремонту имеет многолетний опыт ремонта источников питания и сварочных головок Arc Machines Inc, и мы хотим поделиться с вами некоторыми из их ценных знаний. Продолжайте читать, чтобы узнать о причинах распространенных неисправностей и о том, как выполнять основные методы устранения неполадок на сварочном аппарате AMI.Блок питания AMI
Неисправность газа
Эта ошибка возникает, когда датчик расхода не показывает как минимум 3 CFH, проходящих через сварочную головку. Чтобы обеспечить надлежащий расход, проверьте расходомер и поступающий газ. Часто соединительные газовые линии от переходного кабеля к сварочной головке отсоединяются, что приводит к неисправности газа.
Неисправность охлаждающей жидкости
Если водяной охладитель не определяет, что через датчик расхода проходит не менее 0,15 галлонов в минуту, возникает эта ошибка. Причина может заключаться в том, что охлаждающая жидкость в бачке недостаточно заполнена для обеспечения постоянного расхода охлаждающей жидкости, или впускной шланг недостаточно погружен в воду и вместо охлаждающей жидкости всасывает воздух.
Кроме того, проверьте латунные быстроразъемные соединения «папа/мама» от переходного кабеля к кабелю сварочной головки, чтобы убедиться, что они правильно установлены и позволяют охлаждающей жидкости проходить между ними.
Stub Out Fault
Обычно эта ошибка возникает, когда кончик вольфрамовой горелки касается сварочной ванны и дуга больше не поддерживается. Если ваш вольфрам коснется заготовки или сварочной ванны, его нужно будет заменить — теперь электрод загрязнен. Рассмотрите возможность регулировки угла или положения вольфрама дальше от сварного шва.
Ошибка входного переменного тока
Ошибка входного переменного тока может произойти по двум причинам. Во-первых, поступающая на машину мощность не совпадает с той, что выбрана тумблером на боковой панели. Пример: Сварочный аппарат AMI настроен на 110 В, а кто-то подключил 230 В.
Во-вторых, выбранная программа электропитания имеет более высокую сварочную силу тока, чем рассчитано на сварочный аппарат AMI.
Пример: сварочный аппарат AMI настроен на 110 В, максимальная сила тока при сварке составляет 100 ампер, но в выбранной программе сила тока уровня 1 установлена на 125 А. Ошибка LVPS/TMP
Эта ошибка указывает на проблему с низковольтным источником питания и/или внутренней температурой на платах печатных плат. Это может быть проблема с текущей платой управления, платой 60 В или интерфейсной платой. Эта неисправность требует обслуживания в сертифицированном заводом ремонтном центре, чтобы снова приступить к работе.
Сварочные головки AMI
Плохой пуск
Плохой пуск может быть вызван несколькими причинами. Причиной может быть кусок некачественного вольфрама, поэтому убедитесь, что вы можете определить свойства хорошего вольфрама и определить, когда пора вставить новый кусок. Прочтите наш блог о выборе вольфрамовых электродов для получения дополнительной информации.
Другой причиной плохого запуска может быть недостаточная предварительная продувка газом.
Недостаточная предварительная продувка газом приводит к тому, что сварочная головка AMI пытается сжигать кислород вместо инертного газа (аргона).В качестве альтернативы причиной плохого пуска может быть плохое заземление кабеля или оборванная линия заземления внутри линии охлаждающей жидкости сварочной головки.
Ротор постоянно вращается
Если концевой выключатель исходного положения не срабатывает должным образом, когда выступ ротора проходит мимо него, ротор будет непрерывно вращаться. Регулировка концевого выключателя может решить эту проблему, но если нет, то это может быть обрыв провода в этой части сборки. Это требует ремонта сертифицированными специалистами.
Зажимы сварочной головки очень горячие
Эта проблема может быть вызвана тем, что сварочная головка не получает достаточно охлаждающей жидкости, протекающей через нее из-за блокировки или вздутия внутренних линий заземления. Если поток охлаждающей жидкости слишком низкий, блок питания должен выдавать ошибку охлаждающей жидкости.
Иногда помогает изменение скорости потока для устранения засорения; это можно сделать, переключив отходящую и обратную линии на водяном охладителе для обратной промывки хладагента.Проведение ремонта оборудования для орбитальной сварки
Теперь вы знаете, как определить причины нескольких распространенных неисправностей, и можете использовать основные методы устранения неполадок на сварочном аппарате AMI. При возникновении более серьезной неисправности или проблемы свяжитесь с нашим ремонтным центром для устранения неполадок по телефону или отправьте свое оборудование.
Не пытайтесь ремонтировать или модифицировать ваше оборудование для орбитальной сварки без руководства сервисной бригады, прошедшей обучение на заводе. Попытка самостоятельного ремонта может привести к более дорогостоящему ремонту. MIT всегда предлагает позвонить члену нашей команды, чтобы узнать, нужно ли отправить ваше оборудование на ремонт.
Имейте в виду, что вам также следует отправлять свой источник питания для орбитальной сварки на ежегодную калибровку.
 Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность. Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG. Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано. Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
 Наша команда сертифицированных на заводе специалистов по ремонту имеет многолетний опыт ремонта источников питания и сварочных головок Arc Machines Inc, и мы хотим поделиться с вами некоторыми из их ценных знаний. Продолжайте читать, чтобы узнать о причинах распространенных неисправностей и о том, как выполнять основные методы устранения неполадок на сварочном аппарате AMI.
Наша команда сертифицированных на заводе специалистов по ремонту имеет многолетний опыт ремонта источников питания и сварочных головок Arc Machines Inc, и мы хотим поделиться с вами некоторыми из их ценных знаний. Продолжайте читать, чтобы узнать о причинах распространенных неисправностей и о том, как выполнять основные методы устранения неполадок на сварочном аппарате AMI.
 Пример: сварочный аппарат AMI настроен на 110 В, максимальная сила тока при сварке составляет 100 ампер, но в выбранной программе сила тока уровня 1 установлена на 125 А.
Пример: сварочный аппарат AMI настроен на 110 В, максимальная сила тока при сварке составляет 100 ампер, но в выбранной программе сила тока уровня 1 установлена на 125 А.  Недостаточная предварительная продувка газом приводит к тому, что сварочная головка AMI пытается сжигать кислород вместо инертного газа (аргона).
Недостаточная предварительная продувка газом приводит к тому, что сварочная головка AMI пытается сжигать кислород вместо инертного газа (аргона). Иногда помогает изменение скорости потока для устранения засорения; это можно сделать, переключив отходящую и обратную линии на водяном охладителе для обратной промывки хладагента.
Иногда помогает изменение скорости потока для устранения засорения; это можно сделать, переключив отходящую и обратную линии на водяном охладителе для обратной промывки хладагента.