Как правильно варить электродной сваркой (сварочным инвертором)
Сварочные работы – не что иное, как процесс создания неразъемных соединений при помощи установления межатомных связей между материалами, которые подвергают сварке. Соединение происходит за счет местного или общего нагрева, пластической деформации или совместном содействии того и другого. Результат сварочных работ, а именно, неразъемное соединение называется сварным соединением. Как правило, к сварочным работам прибегают при необходимости соединить такие материалы, такие, как пластмасс или керамика. При сварочных работах могут использоваться разнообразные источники энергии:
-
сварочная дуга;
-
электричество;
-
газовый огонь;
-
лазерные лучи;
-
электронное излучение;
-
трение;
-
ультразвук.


Однако, в данной статье пойдет речь о классическом способе осуществления работ электродной сваркой и о том, как правильно использовать сварочный инвертор в различных ситуациях.
Сварочный инвертор – это источник питания, который применяется при электродуговой сварки. Принцип работы данного аппарат построен на двойственном превращении входного напряжения.
Преимуществ у такого приспособления немало, а именно:
-
В первую очередь, инвертор – это компактный аппарат. Такими размерами, как у него, не может похвастаться не один аппарат для аналогичных работ.
-
Инвертор выдает чистый стабильный постоянный ток, применяемый для сварки. Он не зависит от колебаний входного напряжения.
-
Малое количество брызг при сварочных работах, то есть небольшая пульсация тока. В свою очередь, это уменьшает объемы работ по избавлению от шлаковых образований, то есть, уменьшает необходимость в шлифовке сварного соединения и близлежащих, в момент работы, поверхностей.
-
У инверторов регулировка сварочного тока постепенная, причем, нижний предел у него всего несколько ампер. А это означает, что при помощи инвертора можно выполнять даже самые деликатные работы без риска получить плохой результат.

Есть у инверторов и другие преимущества, которые заключаются в его функционале. И так, функции, которые облегчают, и содействуют процессу сварки – это:
-
Функция горячего старта отвечает за моментальный запуск. Также горячий старт предоставляет дополнительный импульс в автоматическом режиме, а это, в свою очередь, способствует быстрой подготовке аппарата к работе.
-
Защита от залипания, предотвращающая залипание электрода. Данная функция автоматически активируется, если есть угроза появления тока короткого замыкания. Данная способность также препятствует прилипанию электрода к материалу, защищает электроды от перегревания и нежелательного ослепления, обеспечивает определенную защиту держателю электрода.
-
Самая важная функция – это защита от короткого замыкания. Работает автоматически после активации защиты от залипания. Она уменьшает сварочный ток, предотвращает залипание электрода и вступает в действие, если инвертор оставили включенным. Таким образом, аппарат защищается от перегрева и сохраняет свои рабочие данные.
-
Сварочный инвертор Эдон – лидеры среди низкого электропотребления, по сравнению с другими средствами. Они экономичны настолько, насколько это было возможно сделать. Функционируют от обычной бытовой сети (220 В).
-
Возможность осуществлять сварочные работы короткой или длинной дугой значительно улучшают результат работы. То есть инвертор более аккуратен в работе, если его правильно использовать.
-
Любой инвертор имеет встроенную защиту от перепадов напряжения, а это важно для аппарата, от которого требуется стабильность и качество в работе.


Техника сварочного процесса
Сварочный процесс посредством инвертора – дело несложное, просто необходимо набить руку и приобрести достаточно опыта, чтобы сварка прошла быстро, а результат был качественным.
1. И так, в первую очередь, следует настроить ток и подобрать, подходящий по случаю, электрод. Как правило, используется электрод диаметром от 2 до 5 мм. Сварочный ток выставляется с учетом толщины обрабатываемого материала. Как правило, на инверторе указана необходимая сила тока. Важно! Если мастер поднесет электрод к материалу слишком быстро – он может залипнуть. Дальше необходимо подключить клему массы к свариваемой поверхности. Если мастер не знает, как это сделать, можно посмотреть в Интернете видео на эту тему.
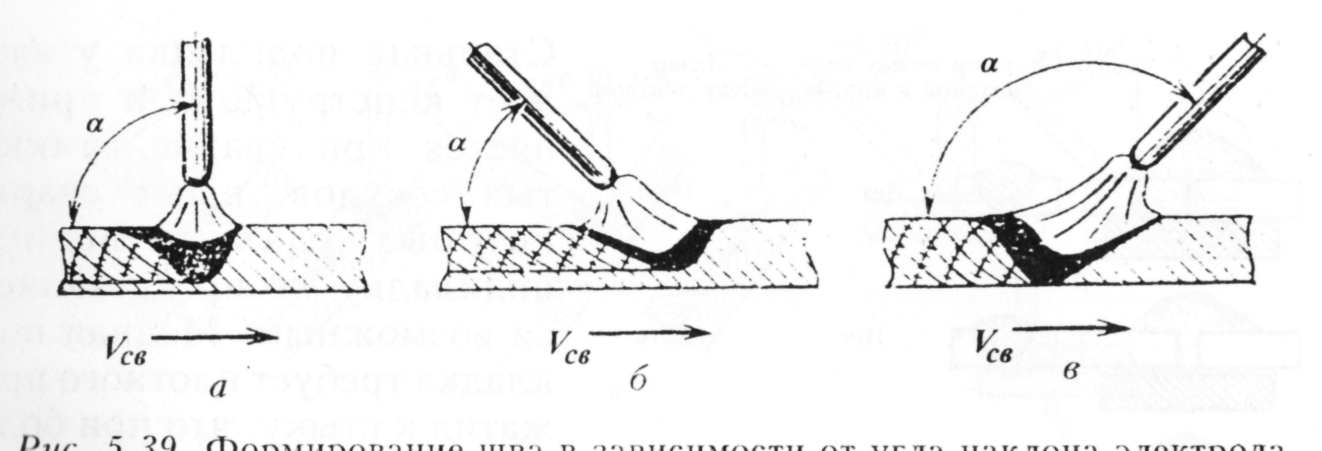
2. Процесс сварки начинается после поджога дуги. Важно! Электрод к материалу следует подносить под углом. Не надо прижимать надолго электрод к материалу – нужно кратковременно дотрагиваться ним до необходимого места.
3. По окончании работы, шлаковые элементы, или Окалину, убирают при помощи маленького молотка или любого другого увесистого приспособления.
Безопасность превыше всего
У инвертора есть защитные функции, которые оберегают аппарат от нежелательных последствий работы. Тем не менее, защита необходима и мастеру. Дабы защитить себя от искр, которые могут вызывать ожоги и даже слепоту и других неприятных моментов есть комплект одежды сварщика, который должен быть – это:
-
Грубые перчатки. Важно! Ни в коем случае, не использовать резиновые, латексные перчатки или перчатки из тонкого материала.
-
Защитный шлем. Специальные шлемы в большом количестве выпускают производителями инверторов и имеют, как бытовую, так и профессиональную специализацию.
-
Куртка из грубой ткани. Толстая куртка, с плотно прилегающим отворотом, чтобы искра не попала на кожу через рукава.

Особенности выбора электрода
При инверторной сварке используются электроды плавящегося типа. Производят их из специальной проволоки. Существуют электроды:
-
легированные;
-
углеродистые;
-
высоколегированные.
Все электроды делятся на две категории:
-
Предназначенные для соединения ответственных металлических конструкций;
Предназначенные для простого применения.
Для сварки ответственных материалов рекомендуются электроды УОНИ, для обычных сварочных работ – АНО или МР-3. УОНИ – электроды сложные и с ними новички могут просто-напросто не совладать. А вот АНО и МР-3 для «учащихся» подойдут идеально.
На данный момент, особо популярны электроды:
-
УОНИ-13/55 среди специалистов;
-
МР – 3С при высоких требованиях к результату;
-
МР – 3 для универсального применения;
-
АНО универсальны.
Распространенные ошибки
Некоторые ошибки, мы бегло рассмотрели выше – это:
— Залипание электрода при быстром поднесении электрода к материалу;
— Поднесение электрода под прямым углом по отношению к материалу.
— Использование неподходящих перчаток в работе, которые прожигаются и плавятся.
Есть ошибки, которые может допустить мастер во время работе, а это в свою очередь повлечет за собой некачественный результат, например:
— Неравномерное движение электрода;
— Замедление перемещения электрода;
— Слишком быстрый наклон электрода.
Также, некачественной работа может быть в результате:
— Использования устаревшего оборудования;
— Неправильное хранение материала для работы;
— Неверный выбор температуры подогрева и неподходящая температура материала;
— Несоблюдение правил эксплуатации и обслуживания оборудования;
— Некачественные сварочные материалы;
— Неверная подготовка сварочного шва;
— Отсутствие своевременной замены взаимозаменяемых элементов.
Так у нас на сайте Вы сможете найти большой выбор сварочных полуавтоматов или сварочные маски хамелеон.
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод)
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
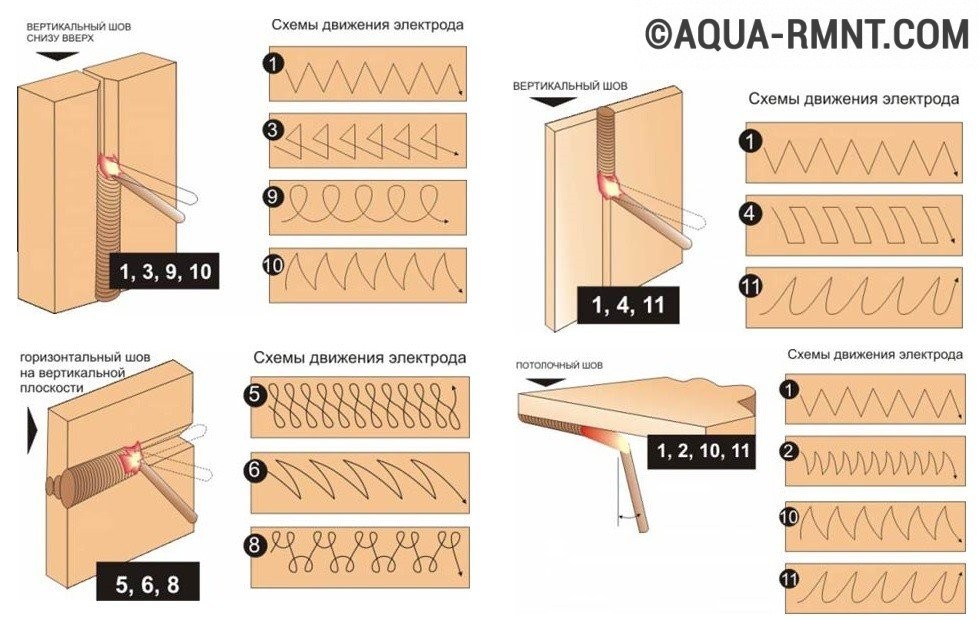
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.

Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва | |
| Жаропрочные стали | |||||
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
| Коррозионно-стойкие стали | |||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 | |
|
12Х18Н10Т 08Х22Н6Т |
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
Э 07Х20Н9 Э-08Х19Н10Г2Б Э-02Х10Н9Б |
3-5 | |
|
10Х17НИМ2Т 08Х18Н19Б 08Х21Н6М2Т |
Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 |
Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б |
4-5 | |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 | |
| Жаростойкие стали | |||||
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность |
ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
- Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.
- Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).

И сложные многофункциональные установки премиум класса для профессиональной сварки.
- Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
- Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
- Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
 Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Смотрите также:
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.
Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.


В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током.
Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А. - Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
 Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
 Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
Сварка инвертором для начинающих и азы электросварки | ММА сварка для начинающих
Сварка инвертором для начинающих и азы электросваркиС появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.
Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
 Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Еще статьи про сварку:Какими электродами лучше варить инвертором
Большинство новичков в сваривании, считают, что для сваривания инверторами нужно использовать какие-то другие виды электродов, которые должны отличаться от электродов, предназначенных для сваривания трансформаторными сварочными аппаратами.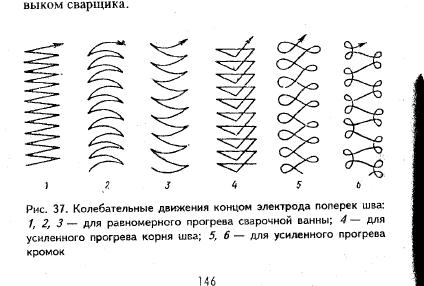
Для того чтобы понять, какие электроды лучше всего подбирать для сваривания тем или иным сварочным аппаратом, Вам нужно знать некоторые особенности каждого из них, поэтому мы их разберем в данной статье.
Сварочный ток регулируется в обоих видах сварочных аппаратов, несмотря на то, что существуют разные диапазону регулировок, они в среднем одинаковы и допускают регулировку в довольно больших пределах. А теперь перейдем к роду сварочного тока. В основном трансформаторные сварочные аппараты могут давать, как постоянный, так и переменный ток.
Конечно, в случае если трансформаторный сварочный аппарат оборудован выпрямителем, то только в этом случае Вы можете получать постоянный и переменный сварочный ток с одного сварочного инвертора. У инверторов в этом отношении есть небольшое отличие: они дают только постоянный сварочный ток.
Узнав такую особенность сварочных аппаратов, Вы можете задаться вопросом, означает ли это, что существуют какие-то особенные виды сварочных электродов, которые подходят для того или иного сварочного аппарата. На пачке сварочных электродов должно быть указано, для какого сварочного тока предназначен данный вид электродов.
На пачке сварочных электродов должно быть указано, для какого сварочного тока предназначен данный вид электродов.
Поэтому если у Вас есть инверторный сварочный аппарат, который выдает переменный ток, то Вы можете использовать любые электроды, предназначенные для сваривания переменным током, независимо от их марки или производителя.
А теперь переходим к полярности сварочного тока. Если Вы производите сваривание переменным, то такого параметра при сваривании током данного тока вообще не существует, поэтому Вам нужно обращать внимание на полярность только в случае использования постоянного тока.
Чаще всего полярность сварочного тока устанавливается с помощью подключения проводов к нужным разъемам, поэтому Вы сами можете установить нужную полярность сварочного тока. Узнать требуемую полярность для сваривания определенными электродами Вы можете на пачке, в которой упакованы Ваши электроды.
Получается так, что разницы между инверторными и трансформаторными сварочными аппаратами практически не существует. Однако нередко бывает так, что сварщики при использовании разных сварочных аппаратов замечали разницу при сваривании и говорили, что сваривание тем или другим сварочным аппаратом лучше или хуже. Такая неразбериха обусловлена тем, что у сварочных аппаратов может быть разная комплектация, поэтому разная сила тока или другие свойства при сваривании могут отличаться.
На самом деле большее влияние на качество сварочного шва имеет тип и марка сварочного электрода. Поэтому очень важно правильно подбирать сварочные электроды в зависимости от того какой металл Вы будете сваривать или что Вы ожидаете от сварочного шва.
Сварочный инверторный аппарат Ресанта САИ-220 65/3
Инверторный сварочный аппарат Ресанта САИ-220 подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании, не требует специальных знаний, так что разобраться с ним не стоит и труда даже новичку. Широкий ремень позволяет удобно носить аппарат на плече.
Особенности:
- Электроника сварочного аппарата плавно регулирует ток, что позволяет проводить сварочные работы различной сложности.
- Аппарат подключается к обычной однофазной розетке с напряжением 220В, не чувствителен к перепадам напряжения сети.
- Без проблем справляется с металлическими конструкциями толщиной до 5 мм, не теряя мощности и расходуя минимум электроэнергии.
Преимущества:
- Высокое качество сварных швов. Это достигается за счёт лёгкого поджига электрической дуги с её устойчивым горением. При этом отмечается малое разбрызгивание сварного металла;
- Одно из главных преимуществ – качественный шов даже при низком напряжении сети, что сильно упрощает работы даже загородом;
- Металлический корпус является надежной защитой от внешних воздействий;
- Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть;
- Охлаждение сварки за счет вертикальной установки платы и оптимального расположения кулеров, что является уникальным технологическим решением;
- Функция горячего старта («HOT START») упрощает начало работы, а анти-залипание («ANTI STICK») автоматически снизит сварочный ток при «залипании» электрода;
- Малые габариты являются существенным преимуществом и значительно упрощают сварочные работы, а ремень позволяет перемещаться с аппаратом по всей территории;
- На передней панели имеется лампочка-индикатор для защиты от внезапного перегрева;
- Класс защиты IP21 означает защиту от попадания прямых капель и внешнего воздействия;
- Аппарат имеет плавную регулировку силы тока, понятную даже новичку;
- Автоматическая защита от перегрева;
- Самый высокий ПВ (время непрерывной работы) на рынке России;
- Высокая электробезопасность, обеспечиваемая большим количеством схем защиты (от электрического перенапряжения, перегрузки или перегрева и т. п;
- №1 на рынке сварочного оборудования России.
 Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть;
Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть; п;
п;Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220
Изделие выполнено в металлическом корпусе, на передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении САИ и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
 Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм) |
Ток (А) |
|
1,6 |
25-50 |
|
2 |
50-70 |
|
2,5 |
60-90 |
|
3,2 |
90-140 |
|
4 |
130-190 |
|
5 |
160-220 |
|
6 |
200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 85 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 2 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 4 метра рабочего пространства. Для более удобной работы достаточно обычного удлинителя нужного сечения.
Инверторы для тех, кто будет варить «четверкой»
Содержание:
- 1. Домашнему мастеру
- 2. Выгодные предложения
- 3. Кому нужен профессиональный аппарат?
- 4. Сравниваем технические характеристики
Преимущества инверторов бесспорны: легкий вес, компактный корпус, простая эксплуатация. От покупки удержать может только цена. Но в умелых руках инвертор со временем не только окупится, но и сможет приносить прибыль. Зная все это, вы, наконец, решили его купить. Естественно, вы хотите быть уверены, что не зря потратите свои деньги. Ведь сварочный аппарат должен справиться с возложенными на него задачами и исправно служить долгие годы.
От покупки удержать может только цена. Но в умелых руках инвертор со временем не только окупится, но и сможет приносить прибыль. Зная все это, вы, наконец, решили его купить. Естественно, вы хотите быть уверены, что не зря потратите свои деньги. Ведь сварочный аппарат должен справиться с возложенными на него задачами и исправно служить долгие годы.
Домашнему мастеру
Познакомимся с одним из самых популярных в России устройств, которое применяют для бытового использования. Telwin Force 165 выпускает известная итальянская компания, специализирующаяся на производстве оборудования для сварки.
Защита от перегрева, низкого напряжения и перегрузки по току гарантирует ему долгий срок службы. Обратим внимание на знак «СЕ». Это сертификат безопасности, который должен быть на любом товаре, продаваемом в Западной Европе. Для будущего владельца инвертора Telwin Force 165 он гарантирует защиту от электромагнитного излучения. Даже если вы никогда не задумывались о невидимой угрозе полей, согласитесь, неплохо, что производитель сам позаботился о вас.
Опробовав инвертор в работе, вы убедитесь, что и на малых, и на больших токах, он хорошо сваривает металл. В нем есть полный набор функций: горячий старт, форсаж дуги, защита от прилипания. Все работает также четко, как на более дорогостоящих моделях.
Стоит обратить внимание на комплектацию инвертора. Вместе с ним вы получите маску, провода, клеммы, электрододержатель, щетку для снятия шлака и кейс, в котором все это удобно хранить и переносить.
Комментарий специалиста
К сожалению, маска сварщика в данном наборе не самая лучшая, она выполнена в виде щитка со съемной ручкой. Не понравится — со временем можно приобрести другую. Главное — качество самого инвертора, а у Telwin оно на высоком уровне.
Отметим, что это устройство, так же, как и остальные модели, представленные в обзоре, отлично работает от мотогенератора. Со своей дизельной или бензиновой электростанцией, вы сможете пользоваться сваркой там, где нет электросети.
Выгодные предложения
Познакомимся теперь с замечательным набором, в который входит сварочный инвертор Fubag IN 160 и маска хамелеон . Хороший полупрофессиональный сварочный аппарат позволяет оценить все преимущества инверторной технологии. Благодаря повышению тока во время старта дуга легко разжигается. Предусмотрена функция anti-sticking, которая предупреждает залипание электрода. Если все-таки это происходит, она помогает его оторвать.
Если вы хотите приобрести маску «хамелеон», то покупая ее в данном наборе, вы экономите до половины ее стоимости.
Еще 2 инвертора, которые продаются в выгодных комплектах — Elitech АИС 160. Первый вариант — тоже с маской «хамелеон», второй — Elitech АИС 160САР — с кейсом для переноски, сварочным щитком, толстыми кабелями длиной 3 м, электрододержателем, зажимом массы и щеткой-молотком.
Комментарий специалиста
Кейс действительно хорош. Замочки закрываются на ключ, внутри он отделан полиуретаном. В нем умещаются все принадлежности для сварки. Такой комплект удобен для работ на выезде. Маска из первого набора выполнена из прочной пластмассы с карбоновым покрытием. В ней предусмотрен регулятор степени затемнения, сварщик может настроить его так, как ему будет удобно.
Замочки закрываются на ключ, внутри он отделан полиуретаном. В нем умещаются все принадлежности для сварки. Такой комплект удобен для работ на выезде. Маска из первого набора выполнена из прочной пластмассы с карбоновым покрытием. В ней предусмотрен регулятор степени затемнения, сварщик может настроить его так, как ему будет удобно.
Сварочный аппарат Elitech АИС 160 изготовлен в Китае. Качество сборки отличное. Между транзисторами и радиаторами проложен слой термопасты, которая обеспечивает лучшее охлаждение деталей. Элементы закреплены винтами. На платы нанесен тройной слой компаунда — этот полимер защищает детали от внешних воздействий и механических повреждений. Встроенный вентилятор эффективно охлаждает «внутренности» инвертора. После отключения аппарата, лопасти продолжают вращаться еще некоторое время, давая элементам окончательно остыть.
Кроме таких функций, как быстрый старт и антизалипание электрода, как преимущество, отмечают низкое напряжение холостого хода.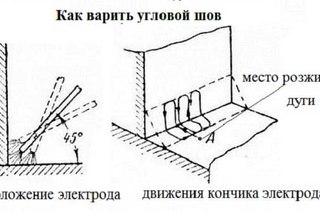 Потребление электричества автоматически снижается во время простоя, что обеспечивает не только экономию, но и безопасность пользователя. Напряжение, сниженное до 9 Вт, не угрожает поражением от электрического тока. По своим характеристикам инвертор подходит для профессионально использования на производстве и в быту.
Потребление электричества автоматически снижается во время простоя, что обеспечивает не только экономию, но и безопасность пользователя. Напряжение, сниженное до 9 Вт, не угрожает поражением от электрического тока. По своим характеристикам инвертор подходит для профессионально использования на производстве и в быту.
Сварог ARC 165. — сделан в Китае, выпускается под русской маркой. Инвертор собран из комплектующих, которые производит японская компания Toshiba. В аппарате Сварог ARC 165 установлены биполярные транзисторы с изолированным затвором, устойчивые к неблагоприятным воздействиям окружающей среды (температура, пыль). Поэтому производитель рекомендует его использовать на открытых ремонтно-монтажных участках.
Сварщиков устройство порадует высокой мощностью, стабильностью горения дуги и экономичностью (на холостом ходу потребляется только 30 Вт), что важно при больших объемах работы.
Кому нужен профессиональный аппарат?
По сравнению со всеми рассмотренными выше моделями, инвертор EWM PICO 162 стоит дороже в 2,5-3 раза. При этом кроме него самого, в комплекте поставки нет ничего, даже проводов. Сварочный аппарат изготовлен в Германии компанией, история которой насчитывает более половины века. Вы не ошиблись, если сразу подумали о немецком качестве. За исключительную надежность этот инвертор по сравнению с другими сварочными аппаратами котируется очень высоко.
При этом кроме него самого, в комплекте поставки нет ничего, даже проводов. Сварочный аппарат изготовлен в Германии компанией, история которой насчитывает более половины века. Вы не ошиблись, если сразу подумали о немецком качестве. За исключительную надежность этот инвертор по сравнению с другими сварочными аппаратами котируется очень высоко.
Профессионалы используют EWM PICO 162 в строительстве, а также для ремонта крупной техники и машин. Он отлично приспособлен для работы в сложных условиях. Металлический корпус защищает устройство от повреждения. Благодаря особой конструкции каналов, по которым поступает воздух для охлаждения, даже при сильной запыленности внутренние детали загрязняются меньше.
Кроме долговечности, он обладает отличными пользовательскими характеристиками. Материал не пригорает, дуга разжигается стабильно. Аппарат обладает высокой мощностью, поэтому сварка с электродом 4 мм для него не максимальная возможность, а обычный рабочий режим.
Если вы обратите внимание на технические характеристики, представленные в таблице, то заметите еще одно важное преимущество: EWM PICO 162 отлично подходит для работ за городом, где напряжение в сети часто бывает пониженным. Он прекрасно сваривает металл, получая лишь 190 В из электросети.
Он прекрасно сваривает металл, получая лишь 190 В из электросети.
Сравниваем технические характеристики
| Telwin Force 165 | Fubag IN 160 | Elitech АИС 160, Elitech АИС 160 САР | Сварог ARC 165 | EWM PICO 162 | |
| Мощность, кВт | 4,1 | 4,6 | 5,3 | 5,3 | 6 |
| Сварочный ток, А | 10-150 | 10-160 | 10-160 | 10-160 | 10-160 |
| Напряжение питающей сети, В | 230 | 220-10%+10% | 220 | 220-15%+15% | 230-40%+15% |
| ПВ, % | 60 | 60 | 60 | 60 | 60 |
| Габариты, мм | 380х420х170 | 380х190х220 | 315х123х177 | 313х120х198 | 365х115х225 |
| Вес, кг | 4. 1 1 |
4.2 | 4.2 | 5.2 | 4.8 |
В обзоре рассмотрены сварочные инверторы, которые пользуются большим спросом. Доверие многих покупателей — хорошая рекомендация надежности приобретаемого устройства. Аппараты качественные, но в работе они покажут разные результаты, несмотря на то, что каждый из них рассчитан на использование электрода в 4 мм. Если вы будете часто сваривать толстый металл, обратите внимание на более мощные модели, такие как Elitech АИС 160, Сварог ARC 165, и, конечно же, EWM PICO 162. Если четверка в вашей работе — редкий случай, и в основном идет тройка, рекомендуем Telwin Force 165 и Fubag IN 160.
Сварочные аппараты IGBT — Руководство по закупке
Сварочные аппараты используются для плавления металлов и других материалов. Есть много видов сварочных аппаратов и сварочных процессов. Сварочные аппараты IGBT являются последними в данной области.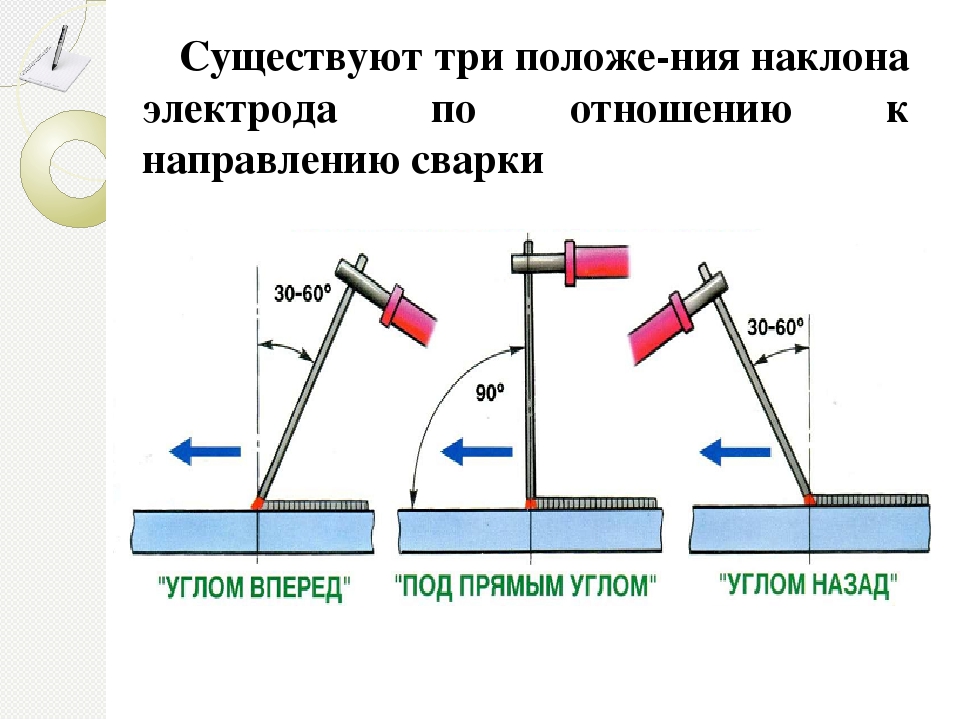 Они самые свежие, существуют только с 1980-х годов. Так что их дизайн самый последний.
Они самые свежие, существуют только с 1980-х годов. Так что их дизайн самый последний.
IGBT — это биполярный транзистор с изолированным затвором . Это полупроводниковый прибор. Он очень эффективен и, как известно, быстро переключается.Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие энергоэффективные автомобили. Как правило, сварочный блок питания простой, но сварочные аппараты с IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Принцип работы этих сварочных аппаратов заключается в том, что они преобразуют сетевую мощность в высокое напряжение, а затем сохраняют их в конденсаторной батарее. Затем микропроцессорный контроллер переключает его на второй трансформатор, чтобы обеспечить необходимый сварочный ток.Есть цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень удобен для сварщика . Эти сварочные аппараты на базе высокочастотного инвертора более эффективны и имеют больший контроль, чем сварочные аппараты без инертора. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все это контролирует энергию в машине.
Цифровой дисплей очень удобен для сварщика . Эти сварочные аппараты на базе высокочастотного инвертора более эффективны и имеют больший контроль, чем сварочные аппараты без инертора. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все это контролирует энергию в машине.
Сварочные аппараты IGBT имеют программное обеспечение контроллера, которое выполняет работу по импульсному сварочному току, автоматической точечной сварке и т. Д.Это окажется дорогостоящим для трансформаторной машины, но может быть легко выполнено с помощью инверторной машины с программным управлением.
Сварочные аппараты IGBT могут быть очень полезны, поскольку они выдают мощность, которую можно использовать для различных сварочных процессов. Вы можете иметь возможность использовать разные типы тока или силы тока. Можно выполнять такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа или MMA или ручная дуговая сварка металла . Можно использовать аппарат для сварки TIG на переменном или постоянном токе. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Можно использовать аппарат для сварки TIG на переменном или постоянном токе. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Вы можете приобрести портативные модели, которые будет удобно брать с собой куда угодно для сварки. Позаботьтесь о мерах безопасности и убедитесь, что кабель имеет правильную длину, чтобы он не представлял опасности для сварщика и других людей, находящихся поблизости.
Их вес обычно составляет от тридцати пяти до пятидесяти пяти фунтов. К тому же они довольно дорогие. Они работают очень эффективно и позволяют сэкономить много денег. Также можно поторговаться и получить более низкую цену.
Эти автоматизированные сварочные аппараты очень эффективны и экономичны.Они полезны как в малых, так и в крупных компаниях, где требуется сварка. Так что их дизайн самый последний. Итак, если вы выберете сварочных аппаратов IGBT , вы выберете новейшие сварочные аппараты .
Следует проявлять осторожность при выборе сварочных аппаратов IGBT . Придется потратить много денег и обязательно пригодится. Чтобы получить лучшее, вы должны знать, как он работает, искать в Интернете и ходить в магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вам следует выбрать тот, который вам подходит. Поскольку его можно подключить к компьютеру и автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Оборудование для подводной сварки: Stinger, электрод и аппарат
0Последнее обновление: 18 февраля 2021 г.
Индиана Джонс держит под рукой свой кнут, а Тор всегда собирает свой молот, чтобы победить своих врагов. То же самое и с подводными сварщиками.Каждый выбирает предпочитаемые марки своего оборудования, но все должны использовать три основных элемента для выполнения назначенных им сварочных проектов : сварочный аппарат, стингер и электроды.
Данное оборудование может варьироваться в диапазоне цена, качество и эффективность . И так же, как и при поверхностной сварке стержнем, подводные сварщики должны выбрать правильный угол наклона и диаметр электрода для сварки шва. Брызги есть брызги — неважно, «более качественный» избыток или нет. Можно рассматривать это как руководство для покупателя по мокрой сварке, а не по сухой / гипербарической сварке . Сварщики под водой работают в сухих условиях, как и при сварке на поверхности, поэтому нет необходимости специализироваться на этих трех типах оборудования.
В отличие от более стандартного снаряжения для дайвинга, такого как шлем, костюм и другие аксессуары, морские компании будут чаще оплачивать счета за покупку продукции. Тем не менее, важно знать спецификации продукта.Вы можете принять участие в принятии решения, какое оборудование для подводной сварки покупать.
Стингер
Стингеры, также называемые держателями электродов, служат той же цели на уровне поверхности или под водой: они обеспечивают выход для питания и дают сварщику контроль над своей дугой .
BR-21 — отличный пример универсального стингера с правильным сочетанием эргономики и высококачественного материала.
Верхние стингеры часто бывают разных форм и размеров в зависимости от силы тока источника питания машины и предпочтений сварщика.Подводные сварщики имеют некоторую гибкость с вариантами стингера, но большинство из них имеют эти две характеристики:
- Толстая изоляция (из-за высокой проводимости атмосферы)
- Поворотный стиль (в отличие от стиля аллигатора с зажимами)
Цена
150–250 долларов
Высококачественные стингеры, используемые только для надводного бега, от 70 до 150 долларов. Жалам для подводной сварки подтвержден бесчисленными часами испытаний и исследований, особенно по соображениям безопасности .И мало кто их производит.
Еще одна причина их высокой стоимости? Большинство держателей подводных сварочных электродов могут выполнять двойную работу на суше или в воде.
Сборка и механика: проверка электрических пистолетов
- Наряду с качеством при обслуживании и ремонте сварочных аппаратов для подводной сварки решающее значение имеет простота. Ищите жала, у которых есть съемные части, которые можно легко разобрать и снова собрать. На работе у вас не будет времени на то, чтобы отправить вам другое жало или потратить весь день на работу над тем, которое у вас есть.
Головка жала
Взгляните на голову жала. Изготовлен ли он из прочного материала — как снаружи, так и внутри, где размещены электроды? Именно здесь сияет жало Broco BR-20 с острием, испытанным в самых глубоких водах.
Это та часть, которая будет подвержена наибольшему износу, поэтому она должна прослужить. Некоторые наконечники стингеров выступают, как садовый шланг, а другие просто выходят прямо с отверстием для стержня.Либо работает хорошо.
В качестве бонуса проверьте наличие выемки внутри; углубление , которое будет направлять электроды на место перед их использованием . Это особенно полезно при плохой или нулевой видимости. Головка также должна позволять использовать электроды разных размеров для различных сварочных работ.
Проверьте угол угла головы, чтобы убедиться, что она удобна для вашей работы. Это часто зависит от длины ваших рук и туловища. К счастью, это не такая большая проблема, как сварка надстройки, поскольку ваша подводная плавучесть позволит вам работать выше или ниже на сварном шве.
Рукоятка
Возможности регулировки помогает обеспечить более точную подгонку рукоятки стингера. Регулировка должна быть такой же простой, как вращение руки, чтобы поднять или опустить головную часть. Лучшие ручки имеют по крайней мере несколько углублений, в которые можно вдавить пальцы, как джойстик на игровой консоли. Также обратите внимание на оптимальную толщину захвата: проверьте захват в перчатках, так как на работе вы будете носить перчатки.
Когда сварщики испытывают утомление рук, они могут винить одну из двух причин: жало или их технику. Обычно это комбинация того и другого. Держатель подводного сварочного электрода должен быть не только эргономичным, но и легким . Изучите свои варианты и удерживайте его над и под водой.
Обычно это комбинация того и другого. Держатель подводного сварочного электрода должен быть не только эргономичным, но и легким . Изучите свои варианты и удерживайте его над и под водой.
Электроды для влажной сварки
Изображение предоставлено: Broco, Inc.
В процессе разработки технологии мокрой сварки электроды оказались самой большой проблемой для изобретателей.
Как наэлектризовать стержень и направить его энергию на сварной шов в водной среде? Даже после того, как они смогли добиться результатов, они были менее чем удовлетворительными.
Прутки для подводной сварки нуждались в доработке, и производители сделали это.
Цена
100–350 долларов
Как и в случае с верхними электродами, модель ценообразования основана на диаметре и качестве электродов.
The Rod Test: что искать
Подводные электроды действительно не имеют определенного «стандарта» для измерения. К счастью, электроды для влажной сварки имеют рейтинги в нескольких категориях:
- Прочность на разрыв (насколько хорошо электроды держатся в процессе сварки)
- Предел текучести (чем больше предел текучести, тем больше материала производит электрод на миллиметр)
- Удлинение (выражается в процентах, насколько далеко вытягивается электрод под нагрузкой)
- Номинальная сила тока
Иногда сварщики-водолазы не покупают электроды для мокрой сварки.
Они их делают.
Старомодные водолазы производят электроды для мокрой сварки по особому рецепту: обычные, верхние электроды покрывают водонепроницаемым покрытием глянец . Это значительно экономит средства, но такие покрытия служат недолго — обычно всего несколько часов. И вы рискуете фактически ослабить предел текучести электрода, покрыв его инородным материалом.
Лучше всего использовать электроды, специально изготовленные для мокрой сварки. К ним относятся линии SofTouch и Easy Touch от Broco, которые доступны в разных размерах и из разных материалов.
Эти электроды служат дольше в жесткой воде океана и озера. Некоторые из них имеют рейтинг до 24 часа , плюс-минус. Срок годности также важен, поэтому ищите электрод, который был тщательно обернут от головы до хвоста герметизирующим покрытием (некоторые электроды покрыты воскообразным материалом для герметизации).
Часто, чем выше предел прочности на разрыв, тем лучше. Прочность на растяжение выражается в фунтах на квадратный дюйм или тысяча фунтов на квадратный дюйм, и вы можете найти его на коробках с электродами с помощью первых двух чисел (60 = 60000 фунтов на квадратный дюйм). Предел текучести дает больше отдачи от затраченных средств. : Чем выше значение (также фунт / кв. Дюйм или тыс. Фунтов на кв. Дюйм), тем эффективнее будет гореть электрод.
Прочность на растяжение выражается в фунтах на квадратный дюйм или тысяча фунтов на квадратный дюйм, и вы можете найти его на коробках с электродами с помощью первых двух чисел (60 = 60000 фунтов на квадратный дюйм). Предел текучести дает больше отдачи от затраченных средств. : Чем выше значение (также фунт / кв. Дюйм или тыс. Фунтов на кв. Дюйм), тем эффективнее будет гореть электрод.
Удлинение увеличивает длину электрода на определенный процент от его длины. Я читал, что большее удлинение лучше, хотя не уверен в научной обоснованности этого.
Наконец, сила тока напрямую связана с мощностью сварочного аппарата, который вы используете, поэтому нет лучшего или худшего рейтинга. Просто убедитесь, что он совпадает, иначе у вас в руках будет фейерверк.
Аппарат для подводной сварки
Что делает сварочный аппарат (блок питания) пригодным для работы под водой? Производители не производят аппараты, специально предназначенные для подводной сварки, поэтому важен для подводных сварщиков, чтобы понять, как работает их машина, прежде чем подключать кнут и жало.
Но если вы не знаете, как переключиться (с верхней части на подводную), вы можете позвонить техническому специалисту или поставщику компании для помощи. Некоторые сварочные аппараты требуют изменения выходной силы тока или удаления некоторых внутренних частей (катушек), чтобы обеспечить правильную настройку для использования под водой.
Цена
700–6 000 долл. США
Сварочные источники питания постоянно адаптируются и развиваются. С выпуском новых моделей каждый год старые модели обычно значительно снижаются в цене. Конечно, во многом с этим связан дизайн, о чем я расскажу в следующем разделе.
Что-то старое, что-то новое: какой тип сварочного аппарата лучше всего подходит?
Компании и частные лица производят сварочные аппараты многих разновидностей, все из которых имеют определенное назначение для различных типов сварки и уровней мощности.Для сварки SMAW (стержневой сваркой) используются одни из самых интересных и творческих источников питания — автомобильные аккумуляторы, микроволновые печи и т. Д. В отличие от некоторых других разновидностей, ему нужен только один источник: электричество . Вот самые распространенные конструкции сварочных аппаратов в целом:
Д. В отличие от некоторых других разновидностей, ему нужен только один источник: электричество . Вот самые распространенные конструкции сварочных аппаратов в целом:
- Инвертор — одна из самых передовых конструкций, обеспечивающая более эффективное преобразование электроэнергии, защиту от перегрузки и даже автоматическую точечную сварку.
- Трансформатор — самый дешевый и распространенный; дает сварщику контроль над выходным током и преобразует в низкое напряжение, большой ток.
- Генератор / Генератор — Самая простая и понятная конструкция с простым обслуживанием и переводом механической энергии в электрическую, часто с помощью газового двигателя.
Самодельные сварочные аппараты отлично подходят для верхних работ; , однако , Я не рекомендую использовать его для подводной мокрой сварки, , независимо от того, тренируетесь ли вы или работаете. Эти машины обычно состоят из использованных или «мертвых» бытовых приборов, таких как металл из старого холодильника вашего дедушки.Кроме того, вы не можете должным образом протестировать эти детали, как это делают производители в своих высокотехнологичных лабораториях.
Эти машины обычно состоят из использованных или «мертвых» бытовых приборов, таких как металл из старого холодильника вашего дедушки.Кроме того, вы не можете должным образом протестировать эти детали, как это делают производители в своих высокотехнологичных лабораториях.
Абсолютная сила: загляните внутрь своей… машины
Как и в случае с надводными машинами, сварщикам-водолазам нужен сварочный источник питания , который будет обеспечивать стабильный равномерный поток электроэнергии . Соединительные кабели питания будут длиннее — до 30-40 футов под ними. Для подводных сварочных работ может потребоваться до 400+ ампер, поэтому ищите аппарат с большой мощностью.
переменный или прямой
Задача создания более контролируемого электрического тока под водой заставила ученых и инженеров обратиться к постоянному току (DC) , а не к переменному току (AC).Подводные сварщики по-прежнему используют оборудование с питанием от переменного тока, такое как свет или камера, но оборудование с высоким током должно работать через DC для получения наиболее безопасных результатов . Если бы переменный ток был выпущен в окружающую воду, он разорвал бы дайвера, как сопли через влажную ткань.
Если бы переменный ток был выпущен в окружающую воду, он разорвал бы дайвера, как сопли через влажную ткань.
Переменный ток опаснее постоянного тока? № , и это зависит от того, как вы его используете.
Сварочные аппараты, используемые для подводной мокрой сварки, часто используют понижающий трансформатор для снижения напряжения и увеличения тока .А чтобы преобразовать переменный ток в постоянный, инженеры-механики устанавливают внутри источника питания выпрямитель. Выпрямитель выпускается в нескольких формах, включая диоды, лампы и кремний. Если у вас его нет на сварочном аппарате , убедитесь, что он вам не нужен для преобразования на DC .
Полярность также играет важную роль при сварке штангой. Чтобы электрод горел эффективно, лучше всего использовать с источником питания постоянного тока отрицательную полярность — положительная полярность может привести к большему износу.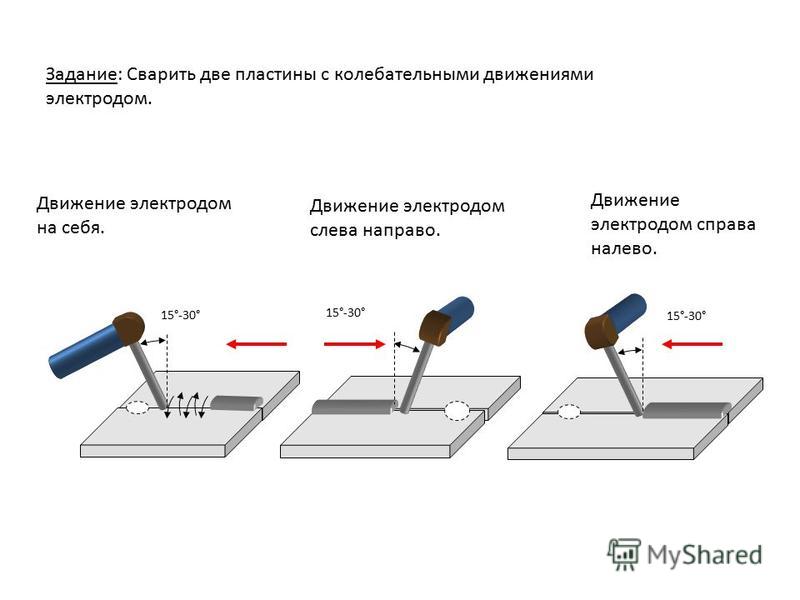
Портативность
Я часто рассматриваю портативность в своей работе: что лучше: настольный компьютер, ноутбук или планшет? Несколько устройств — это не вариант — если бы вы знали, насколько я скуп на свои деньги, вы бы поняли. У подводных сварщиков есть те же возможности, которые следует учитывать при выборе оборудования.
Руководителям морской индустрии не нужно беспокоиться о переносном оборудовании. Часто у них есть одно или несколько судов, предназначенных для этих целей, и они постоянно держат на борту свое горящее и сварочное оборудование.Если у вас нет такой роскоши, ищите сварочный аппарат, который соответствует вашим потребностям, но не является чрезмерно громоздким. Как и в случае с другими типами технологий, ваша самая большая переменная может заключаться в цене.
Дежурная машина
Чтобы увеличить силу тока, подводные сварочные аппараты имеют отклонения от рабочего цикла . Рабочий цикл выражается в процентах и охватывает время, в течение которого машина может работать с максимальной мощностью. Производители измеряют скважность блоков питания с шагом 10 минут.
Я снова воспользуюсь примером из моей первоначальной сводной статьи о подводном сварочном оборудовании, чтобы продемонстрировать, за исключением того, что я сделаю числа более простыми:
Подводный сварочный аппарат: 200 ампер при рабочем цикле 50%
Это означает, что вы можете сваривать под водой при 200 ампер в течение пяти минут, без перерыва. Затем оператору нужно будет отключить выходную мощность машины на пять минут, прежде чем снова начать сварку. Технически, вы также можете сваривать при 100 ампер в течение полных 10 минут без остановки.Электроды играют здесь роль, и, как я упоминал ранее, вам нужно будет согласовать тип электрода с подводным сварочным аппаратом.
Оборудовано и готово к будущим сварным швам
Как видите, у вашего сварочного оборудования множество вариантов покупки и применения.
Не пугайтесь множества вариантов — поговорите с подводным сварщиком, который уже давно участвует в игре . Как и все оборудование для подводной сварки, крупнейшие специалисты — дайверы, экспериментировавшие со своими жалами и аппаратами.Они остаются в курсе новых моделей и постоянно находятся в режиме обучения.
Чтобы идти в ногу со временем, перед подводными сварщиками стоит двойная задача: оставаться в курсе дел с сваркой и для дайвинга. Если вы сможете успевать за всем этим, вы обнаружите, что ваш набор навыков используется во многих других карьерных функциях, чем вы раньше считали возможным.
Что потребовалось для разработки первого инверторного источника питания?
Этот пост также доступен на: Suomi
В 2017 году исполнилось 40 лет с момента разработки инверторного источника питания. Мы сели с Tapani Mäkimaa , одним из первых членов команды разработчиков, и обсудили, что делает Kemppi пионером в своей области год за годом. «Все начинается с горячего желания знать. Объедините это с энтузиазмом к обучению и открытию новых вещей и навыков, а также с приятным рабочим сообществом, и вы получите все, что вам нужно », — говорит Мякимаа, подводя итоги своих 45 лет в Kemppi.
Мы сели с Tapani Mäkimaa , одним из первых членов команды разработчиков, и обсудили, что делает Kemppi пионером в своей области год за годом. «Все начинается с горячего желания знать. Объедините это с энтузиазмом к обучению и открытию новых вещей и навыков, а также с приятным рабочим сообществом, и вы получите все, что вам нужно », — говорит Мякимаа, подводя итоги своих 45 лет в Kemppi.
Присоединение к быстрорастущей сварочной отрасли
Мякимаа начала свою карьеру в 1970 году в качестве стажера и летнего сотрудника в компании Kemppi.В то время Kemppi уже была хорошо зарекомендовавшим себя поставщиком сварочного оборудования в Финляндии. Компания быстро вышла на международный уровень, и для инженера по физике полупроводников из Отаниеми (сегодня Технологический университет Аалто ) это означало прочную основу для разработки продукта. По окончании службы в финской армии, Мякимаа объединил силы с Martti Kanervisto , когда традиционных технологий было недостаточно для нужд быстро развивающейся сварочной промышленности.
«Мы начали рассматривать решения, при которых можно было бы переключаться на более высокую частоту уже на уровне сетевого напряжения. Мысль была проста, но реализовать это с помощью технологий того времени казалось невозможным. Поэтому мы задумались, какой компонент будет достаточно надежным и эффективным для нужд промышленного производства », — говорит Мякимаа.
Инверторный источник питания или преобразователь?
«Переключатель принципиально влияет на управление дугой. Даже сегодня это мускулы машины, которая выполняет работу, например, в компьютерах, телевизорах, бытовой технике и зарядных устройствах.Сначала новые переключатели тестировались небольшой серией из нескольких десятков машин, которые при использовании издавали воющий шум. Это, естественно, не было проблемой в условиях семинара, но для нас это был недостаточно хороший результат. Новый переключатель был впервые представлен на демонстрационной машине HILARC400 на выставке Essen Welding Fair в Германии в 1977 году », — вспоминает Мякимаа.
«Многие производители компонентов отказались от этого, но Kemppi была полна решимости продолжать».
«Инвертор» было выбрано в качестве названия, потому что оно короткое и легко запоминающееся.Мы нашли технику, которая подходит для всех методов сварки », — продолжает Мякимаа. «Первый многофункциональный инверторный источник питания HILARC250 был запущен в Стокгольме годом позже. Разработка продукта продолжалась с оптимизацией затрат, что привело к всестороннему изучению и разработке деталей.
Сегодня инверторные источники питания используются во всем мире и являются доминирующей технологией источников питания в сварке ».
Рецепт от пионераНа старте было проведено огромное количество экспериментов.Разработка продукта — это не вопрос веры. Он должен быть основан на знаниях и дедукции. До сих пор разработка продукта была сосредоточена на устранении препятствий для работы.
Мякимаа резюмирует тенденцию: «В будущем будет проводиться все больше и больше работы над тем, как упростить эти хитрые устройства, как с точки зрения пользователя, так и с точки зрения технологии. Человек никуда не денется. Роботы делают то, что им говорят. Человек выполняет перевод на основе опыта сварки и полученной информации. А от радости всегда рождается новое! »
Человек никуда не денется. Роботы делают то, что им говорят. Человек выполняет перевод на основе опыта сварки и полученной информации. А от радости всегда рождается новое! »
40-летие первого инверторного источника питания будет отмечаться на Schweissen und Schneiden , одной из крупнейших выставок сварочной отрасли, в Дюссельдорфе в сентябре 2017 года.Вновь в Германии компания Kemppi будет готовиться бросить вызов традиционным и представить новые и инновационные сварочные решения для нужд сварки будущего.
История— О компании Migatronic | Migatronic
От механики к ПО
Сварочные аппараты очень сложны, но должны быть простыми в эксплуатации. С другой стороны, технология должна обеспечивать наилучшие условия для выполнения идеальных сварных швов.
Инверторная технология с электронным управлением сварочными процессами пришла на смену традиционной трансформаторной технологии.Инверторные сварочные аппараты легкие и позволяют лучше контролировать сварку. Постепенно на смену механике пришло автоматическое программное управление. Это упрощает сварку.
Постепенно на смену механике пришло автоматическое программное управление. Это упрощает сварку.
Все началось со старой машины
Это началось еще в 1970 году со сварочного аппарата CO 2 для ремонта старых автомобилей. В течение первого года мы производим в общей сложности четыре сварочных аппарата и продаем их по цене 1300 евро.
Уже в 1973 году мы получаем наш первый крупный заказ в Швецию.В последующие годы мы начинаем экспорт в страны Европы. Мы соблюдаем требования рынка. Помимо сварочных аппаратов для автомобильного бизнеса, мы разрабатываем сварочные решения для профессиональной промышленности, которая требует передовых технологий для всех мыслимых задач и условий — большие и маленькие сварочные аппараты с ручным управлением и автоматизированные сварочные решения.
А мы продолжим. Мы продолжим разрабатывать и продавать интеллектуальные технологии, упрощающие сварку.
Краткий исторический очерк
2015 — Годовое производство составляет 18 000 сварочных аппаратов, и за эти годы мы поставили более 2000 автоматизированных сварочных решений.
2012 г. — Питер Роед уходит с поста генерального директора после 42 лет работы и его место занимает Андерс Хьярне Йоргенсен. Питер Роед вступает в должность председателя наблюдательного совета.
2007 — После создания совместного предприятия в Китае у нас есть дочерние компании в десяти европейских странах, а также в Китае и Индии.Наши сварочные аппараты продаются более чем в 40 странах мира.
2000 — Мы отмечаем 30-летие нашей деятельности, экспортировав более 300 000 сварочных аппаратов.
1991 — Мы являемся первым производителем сварочного оборудования в ЕС, получившим сертификат ISO 9001.
1984 — Migatronic становится публичной
1980 — Первые экспортные заказы в Египет, США и Китай — доля экспорта составляет 65%.
1976 — Годовой объем производства составляет 6000 сварочных аппаратов, общее количество сотрудников — 60 человек.
1973 — Нефтяной кризис в Дании повысил интерес автомобильной торговли к сварочным машинам и повысил продажи.
1970 — Основание Migatronic и ввод в эксплуатацию первого сварочного аппарата CO 2 MIG.
KickingHorse® Welder USA — Сварочный инвертор для дома
Приостановить слайд-шоу Слайд-шоуИнверторы для сварки и плазменной резки
- Инвертор для сварки сердечником под флюсом KickingHorse® F130 (UL), вход 120 В для дома
Инвертор для сварки сердечником флюса KickingHorse® F130 (UL), вход 120 В для дома
- Обычная цена
- 189 долларов.00
- Цена продажи
- 189,00 $ распродажа
- KickingHorse® A220 (UL) Инвертор для дуговой сварки высокой мощности, 240 В
Инвертор для дуговой сварки KickingHorse® A220 (UL), 240 В
- Обычная цена
- 229 долларов. 00
- Цена продажи
- 229,00 $ распродажа
- Инвертор для дуговой сварки KickingHorse® A100 (UL), вход 120 В для дома
Инвертор для дуговой сварки KickingHorse® A100 (UL), вход 120 В для дома
- Обычная цена
- 159 долларов.00
- Цена продажи
- 159,00 долл. США распродажа
- Плазменный резак промышленного класса KickingHorse® P40 (UL), вход 240 В
Плазменный резак KickingHorse® P40 (UL) для профессионального использования, вход 240 В
- Обычная цена
- 499 долларов. 00
- Цена продажи
- $ 499,00 распродажа
- KickingHorse® MA200TS (UL) Сварочный аппарат MIG для алюминия, 240 В
KickingHorse® MA200TS (UL) Многопроцессорный аппарат для сварки алюминия MIG, 240 В
- Обычная цена
- 599 долларов.00
- Цена продажи
- 599,00 долл. США распродажа
 00
00 00
00Сварочные присадочные материалы
- KickingHorse® Vac-Pac E71T-11 Флюсовая проволока, сталь 035, катушка 2 фунта
KickingHorse® Vac-Pac E71T-11 Флюсовая проволока, сталь 035, катушка 2 фунта
- Обычная цена
- 17 долларов. 99
- Цена продажи
- 17,99 $ распродажа
- Электрод KickingHorse® E7018 3/32 дюйма (2,5 мм), трубка 1 фунт
Электрод KickingHorse® E7018 3/32 дюйма (2,5 мм), трубка 1 фунт
- Обычная цена
- 7 долларов.99
- Цена продажи
- 7,99 доллара США распродажа
- Электрод KickingHorse® E7014 1/16 дюйма (1,6 мм), трубка 1 фунт
Электрод KickingHorse® E7014 1/16 дюйма (1,6 мм), трубка 1 фунт
- Обычная цена
- 9 долларов. 49
- Цена продажи
- 9,49 $ распродажа
- Электрод KickingHorse® E6013 1/16 дюйма (1,6 мм), трубка 1 фунт
Электрод KickingHorse® E6013 1/16 дюйма (1,6 мм), трубка 1 фунт
- Обычная цена
- 7 долларов.99
- Цена продажи
- 7,99 доллара США распродажа
 99
99 49
49Используйте стрелки влево / вправо для навигации по слайд-шоу или проведите пальцем влево / вправо при использовании мобильного устройства
Беспроводной пульт дистанционного управления для сварочного аппарата | Tru Remote
Tru-Remote — поистине революционный продукт, который должен быть частью набора инструментов каждого сварщика. Этот беспроводной цифровой пульт дистанционного управления для сварки имеет 100% точность, где бы вы ни находились. Сварочный пульт дистанционного управления предоставляет любому сварщику удобный доступ ко всем элементам управления сварочного аппарата, не заставляя сварщика находиться в пределах досягаемости сварочного аппарата.
Этот беспроводной цифровой пульт дистанционного управления для сварки имеет 100% точность, где бы вы ни находились. Сварочный пульт дистанционного управления предоставляет любому сварщику удобный доступ ко всем элементам управления сварочного аппарата, не заставляя сварщика находиться в пределах досягаемости сварочного аппарата.
Tru-Remote может сэкономить вам достаточно денег, чтобы заменять сварочный аппарат каждые 4 года! Tru-Remote имеет беспроводной рабочий диапазон 500 футов со 100% точностью, повышая производительность, позволяя изменять температуру для плоских, горизонтальных, вертикальных и потолочных сварных швов, не покидая рабочей площадки.Этот продукт не только надежен и удобен, но и сделает любую рабочую площадку более безопасным местом.
Tru-Remote не наносит вреда окружающей среде, поскольку ваш сварочный аппарат работает только во время производства, а также сокращает количество подъемов и поездок с оборудованием, создавая более безопасную и эффективную рабочую среду.
Tru-Remote поставляется со всеми деталями, необходимыми для установки, включая передатчик, приемник, вилки, и имеет годовую гарантию на детали и работу.
Окупается всего за ШЕСТЬ месяцев!
Все еще работаете с пультом дистанционного управления шнуром и набором номера?
Если да, то вы сжигаете деньги, и мы можем это доказать.
В среднем наши клиенты экономят более 10 долларов в день.
Узнать больше.
Галерея буровых установок
Взгляните на некоторые установки, оснащенные Tru-Remote!
Посмотреть
Загрузки программного обеспечения
Загрузите программное обеспечение и драйверы Tru-Remote.
Подробнее
лучших сварщиков для начинающих (MIG, TIG, Stick) — лучший выбор в 2021 году
Особенность сварки в том, что ее легко научиться, но трудно освоить.
Вы проводите всю жизнь за обучением после полудня, посвященного азам.
Новичкам нужно что-то легкое для бега.
Но что-то с достаточной мощностью и функциями, чтобы практиковаться и расти.
Вот несколько отличных машин для начинающих, с которых можно начать свой путь.
Просмотр содержания
Лучшие аппараты для начинающих сварщиков
Вот список некоторых из лучших станков для начинающих, где новички смогут быстро приступить к сварке.
1. Hobart Handler 100 Начальный сварочный аппарат для сердечников под флюсом
- Выход от 30 до 100 ампер
- Регулируемое натяжение привода проволоки
- Приваривайте до 3/16-дюймовой пластины
- Провод не горячий до срабатывания триггера
- Ленты. 030 и 0,035 проволока
 030 и 0,035 проволока
030 и 0,035 проволокаПлюсы
- Вход 120 В подключается где угодно
- Легкий доступ к проволочному приводу
- 60-процентный рабочий цикл
- Индикатор температуры
- Использует стандартные расходные материалы
Минусы
- Не работает газ MIG
- Пластиковая проволочная передача
Обзор
Hobart сделал себе имя на прочных, надежных и надежных сварочных машинах.Hobart Handler 100 нацелен на новичков, но он объединяет в мастерской DIY знаменитое промышленное строительство и дизайн Хобарта. Несмотря на то, что он не поддерживает газовую сварку MIG, этот аппарат для сварки сердечников под флюсом очень эффективен и имеет большой смысл в качестве устройства для домашнего ремонта.
Рабочий диапазон от 30 до 100 А на выходе позволяет работать с тонкими листами толщиной до 3/6 дюймов на стальных листах толщиной до 3/6 дюймов, обеспечивая множество возможностей для таких работ, как ремонт петель ворот, водосточных желобов, сцепных устройств прицепов.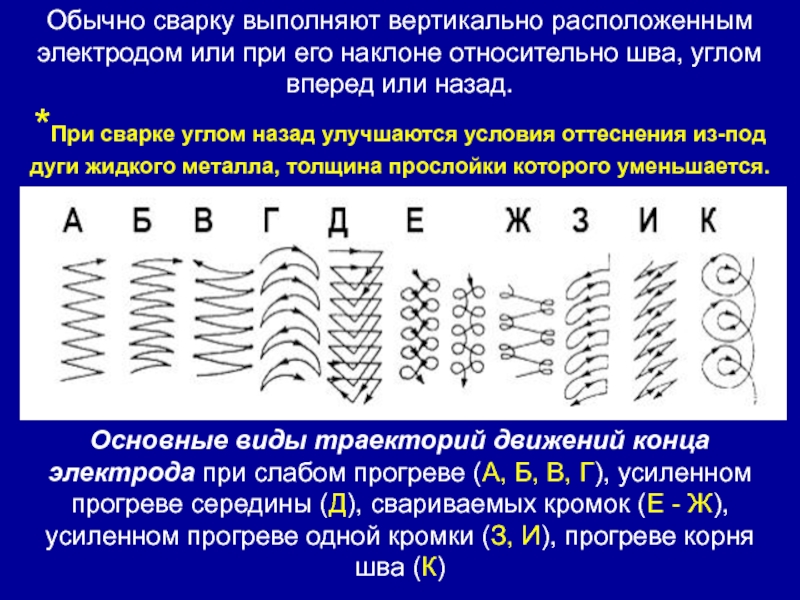 и автомобильные работы.Он позволяет устанавливать на привод проволоки как 4-дюймовые, так и 8-дюймовые катушки, что позволяет аппарату работать в течение длительного периода времени, упрощая захват и сварку, когда вам этого захочется.
и автомобильные работы.Он позволяет устанавливать на привод проволоки как 4-дюймовые, так и 8-дюймовые катушки, что позволяет аппарату работать в течение длительного периода времени, упрощая захват и сварку, когда вам этого захочется.
В Hobart Handler 100 используются стандартные расходные материалы Hobart and Miller, такие как проволочные сопла и детали горелки. Отсутствие возможности подачи газа — это лишь незначительный недостаток, учитывая общее удобство входа 120 В и 8-дюймовой катушки с проволокой. Трехлетняя гарантия и сеть дилеров по всей стране добавляют еще больше плюсов.
2. Forney Easy 140FC-i Сварочный аппарат для сердечников флюса для начинающих
- Выход от 30 до 140 ампер
- Включает адаптер от 20 до 15 ампер
- 45-процентный рабочий цикл при 60 А
- Имеет встроенный вытяжной вентилятор живого тепла
- Пластина 1/4 дюйма до листового металла толщиной 24
Плюсы
- Для крепления 4-дюймовых и 8-дюймовых катушек
- Легкий вес 19 фунтов
- Плавная регулировка скорости подачи проволоки
- 8-футовый резак и зажим заземления
- Широкий диапазон регулировки напряжения
Минусы
- Жесткая проволока плохо подается
- Возможность сварки MIG без газа
Обзор
Несмотря на то, что сварочный аппарат Forney Easy Weld 140 FC-i не предназначен для газовой сварки MIG, мы считаем его отличным устройством для начинающих. Forney — один из старейших американских брендов сварщиков с общенациональной сетью представительств и сервисных центров. Это одна из самых легких машин в своем классе, возможно, даже самая легкая при весе 19 фунтов.
Forney — один из старейших американских брендов сварщиков с общенациональной сетью представительств и сервисных центров. Это одна из самых легких машин в своем классе, возможно, даже самая легкая при весе 19 фунтов.
30-процентный рабочий цикл при 90 А на самом деле лучше, чем у многих машин, которые стоят намного дороже. Forney Easy Weld 140 FC-i оснащен вытяжным вентилятором, работающим под напряжением, который обеспечивает охлаждение корпуса, несмотря на его легкий вес. Выходной диапазон составляет 30–140 ампер, что довольно широкий диапазон для начинающего сварщика, работающего от входного напряжения 120 В.
Благодаря легкости, репутации качества Forney и дилерской сети, годовой гарантии, чрезвычайно легкому весу и отличным характеристикам от листового металла 24 калибра при 30 А до пластины толщиной 1/4 дюйма при 140 А. трудно найти лучшее машина в этом ценовом диапазоне, чем Forney Easy Weld 140 FC-i
3.
 Сварочный аппарат SunGoldPower MIG 140A
Сварочный аппарат SunGoldPower MIG 140A- Двойное напряжение на входе 110 В / 220 В
- Защита от перегрева с вентиляторным охлаждением
- Весит всего 30 фунтов
- 60-процентный рабочий цикл
- Гарантия 1 год
Плюсы
- Предлагает процессы MIG и флюсовой сердцевины
- Сварка листа толщиной 16 до листа толщиной 5/16 дюйма
- Принимает проволочные ролики весом 2 и 10 фунтов
- Возможность катушки с пистолетом
- Плавная регулировка скорости подачи проволоки
Минусы
- Без регулятора газа MIG
- Включенные сопла недостаточно большие для прилагаемого провода
Обзор
SunGoldPower MIG 140A предлагает процессы сварки как газовой MIG, так и флюсовой проволоки, что обеспечивает большую универсальность в качестве начинающего сварщика. Двойное входное напряжение составляет 120 для простого и удобного домашнего использования, при этом сохраняется возможность подключения к 240 в гараже или на коммерческом объекте.
Двойное входное напряжение составляет 120 для простого и удобного домашнего использования, при этом сохраняется возможность подключения к 240 в гараже или на коммерческом объекте.
Этот сварочный аппарат имеет плавную регулировку скорости подачи проволоки и уровней напряжения. Это значительно упрощает точную настройку параметров, чем просто переходить на следующий шаг выше или ниже. SunGoldPower MIG 140A имеет функцию протяжки проволоки, которая позволяет вводить и выводить проволоку для упрощения настройки. Он также включает в себя регулировку обратного отжига электрода, которая регулирует величину вылета проволочного электрода, регулируя длину проволоки, выходящей из горелки, каждый раз, когда вы прекращаете сварку.
Компания SunGoldPower спроектировала MIG 140A для установки катушек с проволокой диаметром 4 или 8 дюймов, предоставила на нее годовую гарантию и оборудовала машину вытяжным вентилятором под напряжением для контроля внутренней температуры.
4.
 Сварочный аппарат Klutch MIG 140i Flux-Core / MIG
Сварочный аппарат Klutch MIG 140i Flux-Core / MIG- Легкий вес всего 22 фунта
- Сварные швы 24-га.до 3/16 дюйма стали
- Выполняет процессы MIG и flux core
- Удобное входное питание 120 В
Плюсы
- Сопла для сварки MIG и флюсового сердечника типа Tweco
- Подходит для катушек с проволокой диаметром 4 и 8 дюймов
- Плавная регулировка скорости подачи проволоки
- Включает регулятор двойного манометра
- Поставляется с дополнительным приводным роликом
Минусы
- Зажим заземления дешевое качество
- Длина соединения горелки всего 6 футов
Обзор
Сварочный аппарат Klutch MIG 140i Flux-Core / MIG использует преимущества инвертора IGBT, создавая аппарат, который весит всего 20 фунтов. Несмотря на небольшой вес, этот сварочный аппарат предлагает выходной диапазон от 30 до 140 А. Этого достаточно, чтобы варьироваться от листового металла толщиной 24 до листовой стали толщиной 3/16 дюйма. С Klutch MIG 140i вы сможете выполнить все основные процессы восстановления автомобиля, от ремонта кузова до модификации шасси и ремонта сломанных опор подвески.
Несмотря на небольшой вес, этот сварочный аппарат предлагает выходной диапазон от 30 до 140 А. Этого достаточно, чтобы варьироваться от листового металла толщиной 24 до листовой стали толщиной 3/16 дюйма. С Klutch MIG 140i вы сможете выполнить все основные процессы восстановления автомобиля, от ремонта кузова до модификации шасси и ремонта сломанных опор подвески.
Этот аппарат выполняет как сварку MIG в газе, так и сварку сердечником под флюсом, обеспечивая универсальность независимо от того, выполняете ли вы сварку в помещении или на улице.Источник входного сигнала 120 В означает, что вы можете подключить Klutch MIG 140i в любом месте и приступить к работе. Klutch разработал сварочный аппарат с использованием стандартных деталей сопел Tweco для легко обнаруживаемых расходных материалов.
Klutch MIG 140i включает в себя газовый регулятор двойного калибра, MIG и сопла с сердечником, дополнительный приводной ролик и позволяет устанавливать как 4-дюймовые, так и 8-дюймовые катушки с проволокой. 30-процентный рабочий цикл при 90 амперах — это достаточно рабочего времени для выполнения работы.
30-процентный рабочий цикл при 90 амперах — это достаточно рабочего времени для выполнения работы.
5.Weldpro MIG155Gsv Аппарат для дуговой сварки MIG / Stick для начинающих
- Двойная входная мощность 120/240 вольт
- Выходной диапазон от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Плюсы
- Блокировка спускового крючка 2T / 4T
- Дополнительные детали будут работать с TIG
- Плавная регулировка скорости подачи проволоки и нагрева
- Включает газовый регулятор
- Поставляется с зажимом дугового электрода
Минусы
- Некоторые пользователи жалуются на плохую подачу проволоки
- На этой машине устанавливаются только двухфунтовые катушки с проволокой
Обзор
WeldPro MIG155Gsv — это мощный аппарат 3-в-1, который может запускать процессы газовой MIG, флюсовой сердцевины и палочки прямо из коробки, что идеально подходит для начинающих, чтобы начать практиковать. Вы также можете заказать дополнительные детали в WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат поставляется с двойным входным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному бытовому току и сваривать до 140 ампер, или подключить его к электросети 240, например, в сушилке или в коммерческом электроснабжении на рабочем месте до 155 выходная мощность ампер.
Вы также можете заказать дополнительные детали в WeldPro, чтобы сделать эту коробку совместимой с TIG постоянным током. Этот сварочный аппарат поставляется с двойным входным напряжением 120 и 240 вольт, что означает, что вы можете подключить его к стандартному бытовому току и сваривать до 140 ампер, или подключить его к электросети 240, например, в сушилке или в коммерческом электроснабжении на рабочем месте до 155 выходная мощность ампер.
Weldpro оснащает MIG155Gsv электронной схемой реакции, которая контролирует дугу и динамически регулирует настройки для достижения оптимальных характеристик в точке сварки.Владельцам нравится плавная регулировка скорости и нагрева, которые намного лучше, чем ступенчатые или ступенчатые настройки для точной настройки в соответствии с конкретными условиями.
Эта машина поставляется с газовым регулятором, шлангом, горелкой MIG и держателем электрода дуги. Имеются сообщения о беспорядочной подаче проволоки и случайных проблемах с контролем качества.