Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Содержание страницы
- 1 Особенности работы с листовым железом
- 2 Используемые электроды
- 3 Режимы аппарата и параметры сварки
- 4 Техника сварки
- 5 Альтернативные методы
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону.

- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.

Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1. 6 6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
 Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
https://www.youtube.com/watch?v=P2CzIuF_VhQ
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Сварка тонкого металла электродом
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
СОДЕРЖАНИЕ
- Особенности технологии
- Как варить тонкий металл инвертором
- Достоинства сварки тонкостенных заготовок инвертором
- Особенности сваривания тонких оцинкованных листов
- Заключение
Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм |
|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 ампер | 50-65 ампер |
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Достоинства сварки тонкостенных заготовок инвертором
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Читайте также: Рейтинг лучших сварочных инверторов
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки.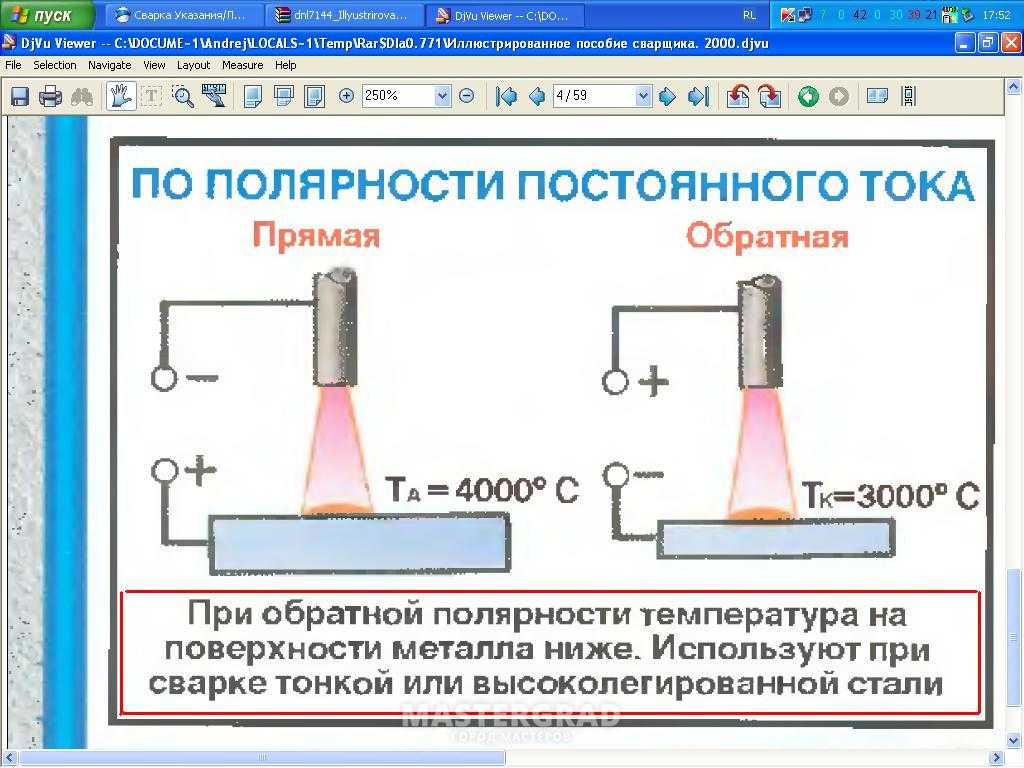 Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение
Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
Читайте также: Как научиться варить электросваркой
Сварка тонкого металла электродом
Оцените, пожалуйста, статью
12345
Всего оценок: 17, Средняя: 3
Можете ли вы приклеить сварку тонкого металла? И как это сделать — WeldPundit
Если вы новичок в сварке электродами (SMAW), скорее всего, вы пробовали сваривать очень тонкий металл, например листовой металл. Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вы можете склеивать тонкий металл, например, менее 1/8″ (3,2 мм) с удовлетворительными результатами, если вы используете надлежащее сварочное оборудование, настройки и технику. Чем больше у вас знаний и опыта, тем более тонкие металлы вы сможете сваривать.
Сварка стержнем дает хорошие результаты при толщине металла 1/8″ и выше, но это не идеальный процесс для сварки более тонких заготовок. Прежде чем приступить к сварке тонким металлом, вам нужно больше информации об этом.
Содержание
- Почему трудно приварить тонкий металл?
- Какие проблемы при сварке тонкого металла?
- Какой самый тонкий металл можно сваривать?
- Какой источник питания нужен для сварки тонким металлом?
- Какая полярность лучше всего подходит для сварки тонкого металла?
- Какой сварочный пруток использовать для тонкого или листового металла?
- Как подготовить тонкий металл к сварке электродом?
- Вам нужен охладитель для тонкого металла?
- Какое положение сварки лучше всего подходит для тонкого металла?
- Какие методы используются для электродуговой сварки тонкого металла?
- Какие у вас есть альтернативы?
- Заключительные мысли
- Можно ли сваривать тонким слоем нержавеющую сталь?
Почему трудно приварить тонкий металл?
Сварка тонкого металла стержнем трудна, потому что этот процесс создает сильную дугу, которая нагревает соединение. Кроме того, при сварке стержнем вы всегда тянете стержень, что приводит к более горячей ванне. Более того, большинство сварочных аппаратов не могут выдавать очень малую силу тока, так что вы можете работать с тонкими металлами.
Кроме того, при сварке стержнем вы всегда тянете стержень, что приводит к более горячей ванне. Более того, большинство сварочных аппаратов не могут выдавать очень малую силу тока, так что вы можете работать с тонкими металлами.
Этот избыточный нагрев помогает сваривать толстые детали с хорошим проплавлением и сплавлением, но делает сварку более тонких очень трудной.
Какие проблемы при сварке тонкого металла?
Все упирается в то, что в тонкую заготовку уходит слишком много тепла. Это тепло вызывает:
1. Высокий риск прожечь металл
Самое худшее, что может случиться, это прожечь металл. Высокая сила тока и низкая скорость движения с паузами приведут к высокой концентрации тепла в ванне.
Тонкие края заготовки не выдерживают нагрева и оплавляются. Сама лужа становится слишком большой и громоздкой и в какой-то момент проваливается в дыру.
2. Деформация металла или коробление металла
Деформация — постоянный изгиб, который происходит с заготовкой из-за неравномерного и быстрого нагрева и охлаждения во время сварки.
Тонкие металлы очень чувствительны к деформации, поскольку они не могут достаточно быстро поглощать тепло. И у них нет сил сопротивляться силам неравномерного сжатия и усадки.
Вы можете предотвратить деформацию, контролируя тепло, которое уходит в шов, делая частые закрепки, используя соответствующие методы направления и т. д. Они описаны далее в статье.
Нержавеющая сталь в целом очень чувствительна к деформации и чрезвычайно трудно прилипает к сварному шву, когда она тонкая.
Не так сложно избежать продувки отверстий в тонком металле, но очень трудно избежать деформации, если заготовка тонкая и маленькая.
3. Дефекты зоны термического влияния (ЗТВ)
ЗТВ – это область вокруг валика, которая не расплавилась, но подверглась металлургическому воздействию тепла сварки.
Количество и скорость нагрева металла определяют размер и уровень дефектов ЗТВ. Можно минимизировать, но нельзя избежать ЗТВ при сварке любой толщины.
Если вы работаете со сталью прочнее, чем с мягкой сталью, ЗТВ может стать тверже при остывании, что может привести к растрескиванию.
При сварке нержавеющей стали ЗТВ будет в значительной степени затронута даже при соблюдении надлежащих методов, поскольку она не может очень быстро поглощать поступающее тепло.
В результате вы получите некрасивый сварной шов с высокой деформацией и меньшей прочностью и коррозионной стойкостью. Ручная сварка тонкой нержавеющей стали вообще не рекомендуется.
Тонкую нержавеющую сталь лучше сваривать MIG или TIG. То же самое относится и к алюминию.
4. Слишком много наплавленного металла в соединении
При сварке электродом и присадочным металлом используется один и тот же электрод. У вас нет прямого контроля над присадочным металлом, как при сварке TIG. Он плавится непрерывно с постоянной скоростью.
Это приводит к отложению большого количества присадочного металла в стыке. Сварной шов будет плохо выглядеть и может стать причиной плохой подгонки, в зависимости от проекта.
Если вы попытаетесь удалить лишний металл с помощью угловой шлифовальной машины, вы рискуете удалить слишком много металла и сделать соединение непрочным. Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Какой самый тонкий металл можно сваривать?
Имея некоторый опыт, вы можете склеивать низкоуглеродистую сталь толщиной 3/32″ (2,4 мм) с приемлемыми результатами. Сварщик, хорошо разбирающийся в управлении нагревом, может склеить сварной шов до толщины 1/16 дюйма (1,6 мм) или даже меньше.
Предыдущие номера возможны, но они требуют больших знаний, внимания и практики. Но если вы тщательно выбирали снаряжение и потратили много времени на оттачивание соответствующих приемов, у вас все получится.
Результаты будут приемлемыми в разумных пределах, так как сварка электродом не подходит для соединения тонких металлов.
Теперь давайте посмотрим, какое оборудование вам нужно и как выполнять сварку тонкими металлами.
Какой источник питания нужен для сварки тонким металлом?
Инвертор постоянного тока (DC) — лучший источник сварочного тока для сварки тонких металлов электродами. Постоянный ток создает дугу с более плавными характеристиками сварки и очень удобен для тонких заготовок.
Постоянный ток создает дугу с более плавными характеристиками сварки и очень удобен для тонких заготовок.
Переменный ток (AC) требует немного большей силы тока для того же диаметра стержня, и дуга не такая стабильная, как при постоянном токе.
Кроме того, большинство удилищ работают от постоянного тока, а не от переменного тока, поэтому у вас есть выбор.
Сварочные аппараты с инвертором могут обеспечить малую силу тока, например 20-40А, необходимую для сварки очень тонких металлов.
Кроме того, многие инверторы оснащены такими функциями, как горячий старт и форсирование дуги, которые позволяют контролировать поведение дуги для достижения лучших результатов.
Какая полярность лучше всего подходит для сварки тонкого металла?
Если у вас есть сварочный аппарат постоянного тока, используйте отрицательный электрод постоянного тока (DCEN или DC-) при сварке тонких металлов. Это подключение электрододержателя или жала к DC- и рабочего зажима к DC+. Некоторые сварщики могут иметь переключатель для выбора полярности.
Некоторые сварщики могут иметь переключатель для выбора полярности.
DCEN передает меньше тепла в заготовку, чем DCEP, и имеет меньшее проникновение.
Чтобы улучшить ситуацию, стержень плавится быстрее, так что вы можете проводить его с более высокой скоростью над суставом и подводить к суставу еще меньше тепла. Это предотвратит продувание металла и высокую деформацию заготовки.
Какой сварочный электрод использовать для тонкого или листового металла?
Сварочный стержень E6013 лучше всего подходит для сварки очень тонкой малоуглеродистой стали и известен как стержень для листового металла. E6013 имеет флюсовое покрытие с высоким содержанием рутила. Рутил создает самую гладкую дугу с легким проникновением, которая не прожигает заготовку так часто, как другие стержни.
E6013 очень прост в использовании, и вы можете легко остановить и снова запустить дугу. Это полезно для методов, которые вводят меньше тепла в заготовку.
Если у вас есть сварочный аппарат постоянного тока, вы можете использовать DCEN с E6013. Как упоминалось ранее, эта полярность еще меньше нагревает заготовку.
Кроме того, вы можете найти E6013 с самым тонким диаметром 1/16″ (1,6 мм). Этот диаметр стержня имеет низкий диапазон силы тока, около 20-40А.
С тонким 1/16″ E6013 у вас есть небольшая лужа, которой требуется всего несколько ампер для хорошей работы. В результате в заготовку поступает небольшое количество тепла.
Другие рутиловые стержни, такие как E6012 или E7014, хорошо подходят для сварки тонкого металла. Но не так хороши, как E6013, да и найти их непросто, особенно в тонких диаметрах.
Помимо рутиловых стержней, многие сварщики используют целлюлозные стержни, такие как E6011. Эти стержни создают самую горячую и сильную дугу, и их трудно сваривать. Но вы можете сваривать относительно тонкие металлы при правильной технике и большой практике.
Целлюлозные стержни хорошо подходят для сварки тонких металлов в вертикальном и потолочном положениях, поскольку они очень быстро затвердевают.
AdvertisementsКак подготовить тонкий металл к сварке электродом?
Для сварки тонкого металла встык соединение должно иметь плотную и ровную посадку. Кроме того, чистый металл имеет важное значение и помогает луже течь лучше. Наконец, частая прихватка вдоль стыка и предварительный нагрев помогут предотвратить деформацию.
1. Убедитесь, что у вас хорошая подгонка
Тонкие металлы не могут поглощать много тепла и очень легко плавятся, если у вас нет соединения с хорошей подгонкой.
Если в стыке имеются неравномерные зазоры или края не имеют одинаковой толщины, тепло будет концентрироваться на слабых частях и расплавлять их.
Тонкие детали не нуждаются в широком раскрытии корня для полного проникновения. Небольшое корневое отверстие обеспечит прочные сварные швы, в то же время поглощая остаточные напряжения от усадки.
Если вы пытаетесь сваривать тонкий листовой металл, лучше создать и сварить кромочные или нахлестные соединения, которые лучше переносят нагрев, чем обычные стыковые соединения.
Наконец, во время сборки вы можете расположить металлы таким образом, чтобы предвидеть любую деформацию, чтобы в итоге металлы стабилизировались в нужном вам положении.
2. Очистите заготовку
Очистите соединение и место, где вы собираетесь установить рабочий (заземляющий) зажим. Это обеспечит лучшую стабильность дуги и увлажнение лужи.
Если на соединении есть прокатная окалина, ржавчина, краска или другие загрязнения, они действуют как изоляция для электричества. После прихватки удалите весь шлак с помощью отбойного молотка и проволочной щетки.
Дуга зажигается с трудом и не так стабильна при сварке. Кроме того, расплавленная лужа не может смачиваться должным образом и остается ограниченной. Это даст вам более узкую, но более высокую бусину, которую вам придется стачивать позже.
Чистое соединение поможет избежать шлаковых включений, которые являются обычным явлением, если вы собираетесь использовать рутиловые стержни или часто включать и выключать дугу.
Хотя электродная сварка хорошо подходит для сварки грязных металлов, ее следует избегать для тонких деталей.
3. Частые прихваточные швы
Было бы полезно делать частые низкопрофильные прихваточные швы вдоль стыка, например, каждые 2″ (5 см) или меньше после зажима заготовки.
Если прихватки выпуклые, отшлифуйте их, чтобы они стали плоскими. Зажим и прихватка перед сваркой очень поможет предотвратить деформацию.
4. Предварительный нагрев заготовки
Я оставил предварительный нагрев напоследок, но на самом деле это лучшее, что вы можете сделать, чтобы избежать деформации перед началом сварки.
Благодаря предварительному нагреву вы минимизируете неравномерное и быстрое распределение тепла в холодном изделии. Кроме того, равномерно нагретая заготовка будет симметрично и медленно остывать, что предотвратит заворачивание.
Но подогреть маленькую заготовку сложно, потому что ее нужно прогреть идеально ровно, например, поставив в печь.
Вы можете использовать такие процессы, как кислородно-ацетиленовый, для предварительного нагрева заготовки, но это требует большого опыта. Если предварительно разогреть заготовку неравномерно, она свернется, даже если вы ее не сварите.
Если вы хотите сварить тонкую аустенитную нержавеющую сталь, например, 304 или 316, вы никогда не используете предварительный нагрев.
Вам нужен охладитель для тонкого металла?
Если вы можете использовать охлаждающую пластину из алюминия или, что еще лучше, из меди, то при сварке тонких металлов значительно облегчится сварка стыком. Эти охлаждающие стержни могут поглощать тепло с высокой скоростью. Более быстрым и дешевым решением было бы использование стального стержня. Сталь не так хороша, как медь или алюминий, но это лучше, чем ничего.
Выберите охлаждающий стержень (или опорный стержень) толщиной 1/8 дюйма (3,2 мм) или больше. Чем толще, тем лучше. Очень крепко закрепите заготовку на охлаждающей пластине. Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить штангу.
Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить штангу.
Еще лучше было бы добавить больше брусков поверх заготовки и зажать ее как бутерброд, оставив открытым только стык.
Охлаждающие пластины поглощают большую часть тепла и снижают риск деформации или прогорания металла.
Какое положение сварки лучше всего подходит для тонкого металла?
По возможности старайтесь приваривать тонкий металл в горизонтальном положении, так как это проще всего и обеспечивает лучший контроль и комфорт. Если вам необходимо сварить в вертикальном положении, сделайте это, потянув стержень вниз.
Вертикальное положение вниз лучше подходит для тонкого металла, так как вы можете сваривать быстрее. Это будет меньше нагревать соединение.
Если сваривать в вертикальном положении, то очень легко прожечь заготовку. Особенно при сварке конца стыка, потому что он перегревается.
Многие тонкие стержни лучше работают при сварке вертикально вниз, чем их более толстые версии с большей силой тока.
Какие методы используются для электродуговой сварки тонкого металла?
Способ создания валика имеет важное значение при сварке тонких металлов. Это самая сложная часть, где вы должны сделать все возможное и сделать предыдущие шаги продуктивными.
При контактной сварке тонкого металла очень часто происходит переваривание соединения. Сварка по своей природе очень прочная. Тонкие детали не требуют большого количества сварки, чтобы скрепить их вместе.
Вы должны сваривать в небольшой ванне, которая выделяет небольшой объем присадочного металла и тепла. Больше наплавленного металла не добавит полезной прочности и приведет к большим искажениям.
Техника, которую вы используете для сварки тонкого металла, должна потреблять как можно меньше тепла.
1. Небольшой прямой валик
Если шов короткий, например, 1″ (2,5 см), можно сделать прямой валик (или стрингер). Скорость, которую вы используете для сварки, является наиболее важным параметром, на который вы должны обратить внимание.
Лучше всего сделать это без малейшей паузы и как можно быстрее, не создавая из этого никаких дефектов. Если у вас есть хорошо сформированный шарик с проникновением и сплавлением, все в порядке.
При контактной сварке тонкого металла не рекомендуется переплетать стержень. Это снижает скорость и требует много сварочного металла и тепла.
2. Стыковая сварка
Если соединение длинное, вы не сможете выполнить непрерывный валик, так как это приведет к перегреву соединения. Было бы лучше использовать такие методы, как стежковая (или скиповая, или, официально, прерывистая) сварка.
При стыковой сварке вы привариваете короткий валик, например, 1/2″ (1,27 см). Затем вы оставляете зазор равной или большей длины. После этого вы повторяете процедуру, пока не закончите соединение.
Последовательность наложения стежков для деформации сваркиОсновное преимущество сварки стежками заключается в том, что вы подвергаете заготовку гораздо меньшему нагреву.
Вы можете оставить сустав таким, и это нормально. Для большинства проектов, выполненных из тонкого металла, эти соединения с зазорами достаточно прочны. Таким образом, вы экономите время, так как не свариваете весь стык, и экономите часть стержней.
Для большинства проектов, выполненных из тонкого металла, эти соединения с зазорами достаточно прочны. Таким образом, вы экономите время, так как не свариваете весь стык, и экономите часть стержней.
Но если вы хотите, чтобы это выглядело лучше или чтобы в зазорах не было грязи, вы можете приварить их, когда заготовка остынет. Вы можете подождать 15-30 минут или обдуть его сжатым воздухом, чтобы он быстрее остыл.
3. Сварка с обратным шагом
С помощью метода обратного шага вы наклеиваете небольшие валики, которые имеют направление, противоположное основному направлению сварки.
Например, если основное направление сварки идет справа налево, вы свариваете каждый валик слева направо. Вы начинаете сварку с правого края соединения.
Последовательность обратного наплавления для искривления при сварке При сварке стыковым швом направление распространения и концентрации тепла совпадает с направлением сварки. В предыдущем примере он идет в левую часть заготовки.
Если маленькие валики имеют противоположное направление, выделяемое ими тепло распространяется в направлении, противоположном основному направлению сварки. Это распределяет тепло по заготовке более симметрично, а не непрерывно от одной точки к другой. В результате будет меньше искажений.
Вы можете приварить каждую маленькую бусину рядом с предыдущей. Если вы хотите меньше подводимого тепла, вы можете сваривать каждый второй или третий сегмент, например, сварку в пропускном режиме.
4. Симметричная сварка
При симметричной сварке вы начинаете сварку электродами в центре стыка. Вы свариваете сегмент слева, затем один справа. Затем вы привариваете слева от первого валика, затем справа от второго валика и повторяете до тех пор, пока не закончите соединение. Изображение ниже описывает это лучше.
Симметричная последовательность наплавки для деформации при сварке Центр заготовки часто деформируется из-за слишком сильного нагрева. Техника симметричной сварки занимает больше времени, но лучше всего решает эту проблему.
5. Закройте стык прихватками
Другой метод, если заготовка очень тонкая и стык короткий, заключается в выполнении множества прихваточных швов вдоль стыка, пока вы его не закроете.
Повторяющаяся прихватка — это еще один способ избежать перегрева соединения, поскольку металл остывает между каждой прихваткой. Но требуется много времени и хорошая концентрация, чтобы повторно зажечь дугу без дефектов.
Один из способов сделать это — сделать серию непрерывных перекрывающихся закрепок, одну рядом с другой. Таким образом, вы имитируете импульсную функцию более дорогих сварочных аппаратов.
Другой способ: после того, как вы закончите прикреплять инициалы по краям, вы приметаете их посередине. После этого вы снова прихватываете середину каждой половины, пока не заполните стык прихваточными сварными швами.
Но не нужно заполнять весь стык прихватками, если заготовка маленькая и не выдержит нагрузки.
Когда удилище новое, его трудно удерживать в устойчивом положении, и это затрудняет прихватку. Удержание стержня в сухих сварочных перчатках помогает сделать стержень более стабильным и облегчить прихватку. Он хорошо работает до тех пор, пока удилище не нагреется, но после этого оно становится короче и легче правильно обращаться с ним и продолжать прихватку.
В этих методах используется много перезапусков, что увеличивает риск дефектов, но в целом это лучше, чем дыры или искажения. Они также увеличивают нагрузку на источник питания, снижая рабочий цикл.
Какие у вас есть альтернативы?
Теперь давайте рассмотрим два варианта сварки тонких металлов с помощью обычного сварочного аппарата.
1. Используйте электроды для пайки пайкой
Альтернативой для соединения тонких металлов является использование стержней для пайки вместо обычных стержней. Прутки для сварки припоем отлично снижают опасность повреждения тонких заготовок и облегчают и ускоряют работу. Они используют то же оборудование для сварки стержнем и конструкцию соединения.
Прутки для сварки припоем изготовлены на основе меди и плавятся при более низкой температуре, чем сталь. Более низкая температура является огромным преимуществом, так как нет расплавленной лужи. Расплавленный стержень прилипает к поверхности основного металла, не проникая в нее.
В результате тепло, которое уходит в основной металл, намного ниже. Это имеет огромное значение для предотвращения прожигания металла или его деформации.
Наиболее распространенными стержнями для припоя являются кремниевая бронза (ECuSi или SiB), фосфористая бронза (ECuSn) и алюминиевая бронза (ECuAl).
ECuSi и ECuSn имеют более низкую прочность на растяжение (50 тысяч фунтов на квадратный дюйм), чем мягкая сталь (60+ тысяч фунтов на квадратный дюйм). Тем не менее, прочности на растяжение в 50ksi более чем достаточно для большинства проектов из листового металла. ECuAl имеет прочность на растяжение 70ksi, как и стержень E7014.
Основными недостатками сварки пайкой являются:
- Низкая прочность на растяжение и более слабое соединение, так как нет провара. Но оба не нужны для большинства проектов из тонкого металла . Вы можете приварить валик большего размера для дополнительной прочности, если считаете это необходимым.
- Металл сварного шва на основе меди теряет прочность при высоких температурах. Это около 930°F (500°C). Однако он прекрасно выдерживает температуру до 400°F (200°C).
- Соединение необходимо тщательно очистить, чтобы металл припоя мог свободно течь и образовывать прочную связь с заготовкой.
- Прутки для пайки стоят дороже, чем обычные стальные стержни, но они предохраняют тонкую заготовку от повреждений, вызванных перегревом.
- Наконец, не соответствует цвету , так как бусина всегда имеет золотистый цвет.
2. Обновите свой сварочный аппарат для сварки электродом до базового аппарата для сварки TIG
Существует еще одно решение для сварки тонкого металла с помощью аппарата для сварки электродом в среде защитного газа, если у вас есть некоторый опыт сварки TIG или вы все равно планируете этому научиться.
К аппарату для ручной сварки можно подключить горелку TIG со специальным газовым контроллером. Затем подключите его к баллону с аргоном с газовым регулятором. Теперь у вас есть очень простой сварочный аппарат TIG без необходимости покупать дополнительный блок питания.
У вас не будет настоящего сварочного аппарата TIG, но после некоторой практики с запуском дуги с нуля вы сможете сваривать тонкую сталь с гораздо лучшими результатами. С помощью этого метода можно даже сваривать листовой металл толщиной 24 мм (0,5 мм).
Кроме того, если ваш сварочный аппарат имеет функцию подъема, вы можете использовать ее, чтобы облегчить запуск дуги и реже притачивать вольфрамовый электрод. Вместо того, чтобы царапать электрод, вы касаетесь поверхности и поднимаете ее на расстояние сварки, и дуга загорается.
Имейте в виду, что для этого вам понадобится сварочный аппарат постоянного тока, и всегда подключайте горелку TIG к разъему постоянного тока.
Заключительные мысли
При хорошей подготовке и опыте можно сваривать тонкие металлы методом проклеивания. Но трудно иметь красивые суставы или идеально предотвращать искажения.
Кроме того, непроизводительно, если нужно сварить много тонкого металла. Вам необходимо использовать более подходящий процесс сварки.
Сварка MIG идеально подходит для длинных металлических листов. Также хорошо, если у вас нет большого опыта сварки и вы хотите работать сразу с тонкими металлами. Тот, который поддерживает импульсную сварку, будет идеальным.
Если вы хотите получить красивые соединения или работать с тонкими и дорогими металлами, такими как нержавеющая сталь, вам следует использовать сварку TIG. Использование сварочных стержней для пайки значительно снижает риск ожогов и искажений.
Смежные вопросы
Можете ли вы сварить тонкую нержавеющую сталь с помощью дуговой сварки?
Ручная сварка тонкой нержавеющей стали очень трудна для соучастника. Нержавеющая сталь не может быстро рассеивать тепло сварки и подвержена перегреву. Чрезмерное искажение, жгучие мысли и сильное падение коррозионной стойкости — основные дефекты. Лучшими альтернативами являются сварка MIG или TIG или использование прутков для припоя.
Попытка склеить сварной шов из нержавеющей стали тоньше 1/8 дюйма (3,2 мм) является сложной и напряженной задачей. Это требует большого опыта и концентрации. Кроме того, если вы хотите, чтобы соединение было красивым, вам нужно много шлифовать и полировать.
Возможно, более простой альтернативой является использование стержней для сварки припоем, описанных ранее в статье. Кроме того, охлаждающие стержни творят чудеса с тонкой нержавеющей сталью, так как лучше держать ее как можно более холодной.
Другие статьи Weldpundit
Как приклеить сварной чугун: с предварительным подогревом и без него
Как приклеить сварной шов из нержавеющей стали к углеродистой стали: шаг за шагом.
Можно ли держать электрод во время сварки электродом? Когда и как.
Легко или сложно научиться сварке электродом?
Какой самый простой сварочный электрод?
Почему сварочные стержни продолжают прилипать? и что с этим делать.
Руководство по горячему пуску, форсированию дуги и антипригарному режиму при сварке электродом.
Что такое сварочное покрывало? Полезное руководство.
Сравнение процессов сварки электродом и порошковой проволокой-S.
Что такое прокатная окалина на горячекатаной стали: и как ее сваривать
Как сваривать тонкий металл: пошаговое руководство (2022)
Последнее обновление
Есть несколько моментов, о которых следует помнить, чтобы убедиться, что у вас получится плодотворное соединение, если вы будете работать с тонким металлом. Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов с помощью нескольких процедур сварки. Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Уменьшение выгорания
Выгорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальное соединение. Неисправность возникает из-за высокотемпературных выходов, работать с которыми невыносимо. Если такое случается, то сварщику приходится начинать все сначала со свежей заготовкой.
Внешний вид наплавленного валика
Поскольку из-за тонкого металла требуется меньшее тепловложение, внешний вид наплавленного валика может привести к большему количеству брызг. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол наклона факела
Место, где вы разместите факел, значительно повлияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, Shutterstock
Все эти факторы будут влиять на количество энергии, к которой предрасположен металл в один момент времени. Либо это может увеличить или уменьшить опасности, связанные с выгоранием.
Защитный газ
Выбор газа существенно влияет на производительность процесса сварки. Если он не передает энергию должным образом, он может создавать слабые суставы.
Генерирует значительное количество брызг, если обладает невероятно высокой скоростью передачи энергии. При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонкого металла?
Настройка стиля сварки С помощью модели SCT (Short-Circuit Transfer) для тонких металлов вы можете выполнять идеальные сварные швы даже для тонких металлов. SCT также уменьшает деформацию сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
Включает передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
A Защитный газЗащитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выберите защитные газы с более высокой концентрацией аргона для параметров сварки с переносом дробовой смеси. Лучше всего подойдет смесь 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, поскольку аргон выделяет меньше тепла по сравнению с углекислым газом. Анод положительной или обратной полярности подходит, если вы хотите сваривать сплошные проволоки с использованием тонких листов основного металла.
Изображение предоставлено: Вадим Куликов, Shutterstock
Выбор присадочного металла Используйте присадочный металл (проволоку), который тоньше по сравнению с тростниковым листовым металлом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Выровняйте угол резака, чтобы предотвратить выгорание в модели SCT. Независимо от положения сварки (потолочное, горизонтальное и горизонтальное) следите за соблюдением расстояния между короткоконтактным наконечником и заготовкой. Если между контактными наконечниками и металлическими деталями есть большое расстояние, это приведет к нестабильной дуге.
Преимущества использования сварочного аппарата MIG для сварки тонкого металла
- Если у вас есть опыт, вы можете легко использовать сварочный пистолет MIG.
- Спусковой крючок сварочной горелки оснащен функцией регулировки запуска и остановки.
- Сварные швы MIG эстетичны.
- Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.
Недостатки сварочного аппарата MIG
- Имеет ограниченную область применения.
- Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
- Они выделяют тепло, слишком мощное для алюминиевых материалов. Тем не менее, это слабо, когда дело доходит до чугуна.
- Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не является идеальным вариантом.
В зависимости от типа сварного шва и размера листа можно использовать обычную сварку MIG. Кроме того, вы можете комбинировать его с пульсирующей техникой, чтобы избежать сквозного удара.
Импульсная техника
В этом подходе нагрейте небольшой сегмент пластин, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить шов сразу. При этом в заготовке образуется отверстие.
Изображение предоставлено: kinganowak_22, Pixabay
Эта процедура обеспечивает высокую проникающую способность материалов и металлических отложений. А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете самый короткий диаметр провода. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Он ограничивает количество теплопередачи к основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выходную мощность. Кроме того, он позволяет лучше контролировать внешний вид сварного шва. Таким образом, будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как использовать сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и прочные сварные швы. Такой подход к сварке идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки тонких металлических листов, необходимо настроить аппарат TIG на идеальные параметры.
Установите подходящую настройку мощности и правильную педальВ нормальных условиях машины TIG поставляются с ножными педалями. Педаль регулирует тепловую мощность сварочного аппарата. Если вы используете аноды меньшего размера с более низкой настройкой мощности, вы легко остановите перегорание.
Выберите подходящий присадочный металлТорированные вольфрамовые аноды размером 0,020 и 0,040 дюйма и цериевый вольфрам размером 1/16 дюйма лучше всего подходят, если вы хотите сосредоточить дугу на тростниковых металлах. Тем не менее, обычные аппараты для сварки TIG используют аноды с острым наконечником, которые обеспечивают хороший контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4.0 International
Они помогают точно концентрировать дугу в сварных швах. При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Как правило, если хлестать или плести факел, это вызывает деформацию или выгорание. Если дуга концентрируется на определенной области, она выделяет больше тепла на основном металле. Если вы используете горелку TIG, убедитесь, что есть прямая линия подачи с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать деформаций, используйте подход сварки с пропуском, чтобы выполнить последовательность сварных швов.
Как сваривать тонкий металл методом TIG?
Несмотря на то, что вы можете сваривать тонкий металл в самых разных положениях, при надлежащем контроле легко выполнять быструю сварку вниз по склону. Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Отлично подходит для менее опытных сварщиков TIG. Убедитесь, что вы поддерживаете тугую дугу, а лужа движется ровно и ровно. Сварите при несколько меньшей силе тока, если хотите сваривать в гору.
Преимущества использования сварочных аппаратов TIG для сварки тонкого металла
- Создает тонкие сварные швы на тростниковых металлах и снижает вероятность разбрызгивания.
- Идеальный выбор для профессионалов, которым нужна точная сварка.
- С помощью вольфрамовой палочки можно легко сваривать как тонкие алюминиевые, так и стальные материалы.
Ограничения для сварщиков TIG
- Технику сварки TIG могут применять только профессиональные сварщики.
- В этом режиме сварки используется гораздо более крутая кривая обучения.
- По сравнению со сваркой MIG новичкам требуется больше времени для изучения аппарата TIG. Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Вы можете использовать TIG для различных материалов. Он работает исключительно хорошо практически на всех материалах. В зависимости от соединения и того, что требуется, вы можете соединить TIG с любым из следующих подходов к сварке.
Изображение предоставлено: Pxhere под лицензией CC0 Public Domain
Пропускная сваркаВы уменьшаете деформацию и неравномерный внешний вид валика сварного шва, создавая спазматические швы меньшего размера. В этом способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие разделы.
Вы уменьшаете количество энергии, которой каждая секция предрасположена одновременно, с помощью скиповой сварки. Делая это, вы уменьшите риск отказа сустава. Это приводит к опрятному виду соединения, которое также является долговечным.
Прикрепите заготовку к охлаждающим стержням, чтобы уменьшить риск сжигания листа. Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Конструкция соединений и подгонкиСоздание соединений в тонких листах затруднено. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются прогаром и образуют слабый стык. Чтобы предотвратить это, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
Более тонкие металлические листы не допускают ошибок. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило – дважды снять размеры и один раз отрезать. Если вы справитесь с этим, то вы не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонкого металла?
Другим названием процедуры дуговой сварки является SMAW (дуговая сварка защищенным металлом). Этот метод сварки является более старым по сравнению с другими типами. Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Изображение предоставлено: vespaburoks, Pixabay
Если вы используете сварку электродом, анод нагревается и расплавляет заготовку. Это специальный расходный стержень с флюсовым покрытием. Флюс помогает уменьшить опасность загрязнения, образуя экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют электродуговую сварку, так как эта процедура производит слишком много тепла на тростниковых материалах. Вероятность выгорания высока. SMAW также представляет собой подход, при котором сварной шов остается со шлаком.
Какой метод сварки тонкого металла лучше всего?
Для сварки тонких металлических листов MIG и TIG являются лучшим вариантом. Оба прекрасно работают почти со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать метод TIG.