Сварка инвертором для начинающих: инструкции и видео
Инструменты и средства защиты для сварки
Для ручной сварки понадобятся: сварочный аппарат, расходники, в виде электродов, металлическая щётка, молоток, зубило и маска со светофильтром (маска сварщика).
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они тяжелые по весу, сильно шумят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровный шов сможет только опытный сварщик. Однако, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет гораздо легче.
Выпрямители – преобразуют переменный ток в постоянный, работают на основе полупроводниковых диодов. Выпрямитель универсален, с помощью него варят самые разные металлы и используют любые электроды. В отличие от трансформатора, выпрямитель даёт стабильную дугу, что облегчает процесс сварки.
Сварочные инверторы – имеют компактные размеры, автоматизированные настройки, они работают тише, чем трансформаторы. Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Преимущества:
- точность настроек;
- многофункциональный;
- образует стабильную дугу;
- не зависит от скачков напряжения;
- работает с любыми видами электродов.
Все эти преимущества обеспечивают ровный высокого качества шов.
Недостатки:
- нужно часто чистить от пыли;
- нельзя работать при температуре ниже -15°С.
Ряд полезных советов:
- Если в только начинаете изучать сварку на практике, то лучше начать с инвертора. С ним гораздо проще и удобнее работать
- Не забудьте про молоток и зубило, которые понадобятся вам для сбивания шлака со шва. Далее шов очищают металлической щёткой.
- Нельзя забывать и о средствах защиты.Обязательно должна быть сварочная маска со светофильтром, защищающим глаза.
- Костюм должен быть брезентовым, с длинным рукавом. Брюки гладкие, без отворотов. Обувь лучше выбрать максимально закрытую, например, кожаную.

- Еще один атрибут – брезентовые или замшевые перчатки или рукавицы достаточной длины.
- Также не помешает позаботиться о пожарной безопасности, например, приготовить ведро воды.

Сварочный ток и полярность
Начинающие сварщики допускают ряд ошибок именно при настройке инверторов, они неправильно подбирают сварочный ток. Вследствие этого, электрод либо прилипает к металлу, либо он прожигает его, таким образом, не получается нормально варить.
Как было сказано выше, толщина металла определяет диаметр электрода, а тот, в свою очередь, параметры сварочного тока. Чтобы нормально варить электродами 2 мм, сила тока должна быть в районе 80 ампер. Если используется электрод 3 мм, то сила тока должна быть выставлена на инверторе больше, но не менее чем 100 ампер.
Особенность сварки инверторами постоянным током в том, что на них можно менять полярность. То есть, подключать электрододержатель к плюсу или минусу сварочного аппарата. Таким образом, можно лучше проварить металл или наоборот, не допустить его прожога при небольшой толщине.
Принцип полярности инверторной сварки в следующем:
- Если к электроду подведён плюс от инвертора, то это обратная полярность, а если минус, то прямая;
- Прямая полярность используется при традиционной сварке металлов;
- Обратная полярность при сварке листовых материалов, там, где нужна высокая скорость сварки, чтобы не допустить прожогов.
Ну и последнее что может пригодиться начинающим сварщикам, а именно, как нужно варить. Зажечь электрод проще всего легким ведением его кончика вдоль металла. Так электрод быстрее прогреется и начнёт лучше гореть.
После того, как сварочная дуга появилась, электрод нужно отклонить на 45 градусов вдоль линии стыка, и начать совершать им круговые движения вдоль кромок металла с небольшим сдвигом в стороны. Смещения должны быть небольшими, в районе двух диаметров электрода, которым осуществляется сварка.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Техника безопасности при электросварке
Электросварка металла сопровождается не только выделением тепла, искр и т. д. При неправильном обращении с ней, можно запросто получить удар током.
Поэтому перед тем как впервые взяться за электрододержатель, выполните ряд следующих требований:
- Защитите глаза. Для этих целей существуют специальные маски сварщиков или их предшественники, щитки со светофильтрами;
- Обязательно работайте в спецодежде, она должна быть изготовлена из негорючих материалов, руки и ноги должны быть закрыты;
- Используйте прорезиненную обувь и перчатки, краги сварщика. Так вы минимизируете риски поражения электрическим током.
 Для этих целей существуют специальные маски сварщиков или их предшественники, щитки со светофильтрами;
Для этих целей существуют специальные маски сварщиков или их предшественники, щитки со светофильтрами;Нельзя забывать и о том, что электросварка, кроме всего прочего, опасна ещё и поражением тока. Поэтому нельзя варить сваркой на улице, когда идёт даже мелкий дождь. Также нельзя варить в ёмкостях от топлива, газа и т. д. Всегда нужно надевать прорезиненную спецодежду для защиты рук и ног.
Сегодня для бытовой сварки, чаще всего используются инверторы. Это лёгкие и мобильные аппараты, которыми можно варить сталь, чугун, и нержавейку.
Подготовка
При первичной активации и перемещении инвертора необходимо осуществить проверку сопротивления изоляционного элемента, располагаемого между корпусом и токопроводящими частями.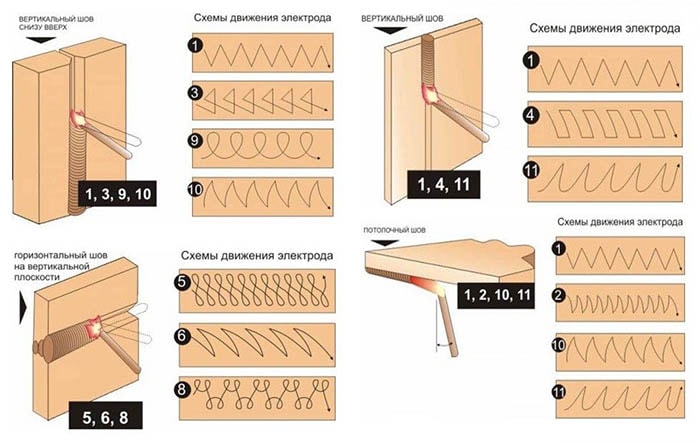 После данной проверки можно произвести заземление.
После данной проверки можно произвести заземление.
Если инверторный аппарат длительный срок находился в режиме эксплуатации, необходимо произвести ревизию устройства на предмет выявления пыльных отложений внутри пространства конструкции. При высоком уровне запыления требуется прочистить силовые элементы, блоки управления. Для этого требуется воспользоваться сжатым воздухом.
Чтобы не возникло каких-либо препятствий в работе системы агрегата, требуется создать для него благоприятные условия, а именно расчистить место установки не менее чем на 50 см.
Ни в коем случае нельзя работать инвертором рядом со шлифовальными устройствами. Эти приборы выдают металлическую пыль, которая может нанести вред электронике. Если рабочий процесс протекает на улице, требуется произвести защиту инвертора от влаги и лучей солнца.
Внешний осмотр прибора необходимо производить самому сварщику. Прежде чем приступать к работе, следует проверить оболочку кабелей. При необходимости заменить их. Затем осматриваются держак электродов и гнезда питания. Далее необходимо произвести осмотр рабочей панели управления. Проверить переключатели, работоспособность индикаторов. Также необходимо осмотреть прибор на предмет общего запыления устройства и, если требуется, произвести прочистку.
Затем осматриваются держак электродов и гнезда питания. Далее необходимо произвести осмотр рабочей панели управления. Проверить переключатели, работоспособность индикаторов. Также необходимо осмотреть прибор на предмет общего запыления устройства и, если требуется, произвести прочистку.
Профессиональные советы начинающим сварщикам
Практически каждый человек, не обладающий опытом, задается вопросом как правильно сваривать металл инвертором с минимальными рисками для своей безопасности и максимально положительными результатами работы.
Советы профессиональных мастеров помогут освоить азы сварки инвертором и избежать ряда ошибок в процессе сваривания:
ни в коем случае нельзя пренебрегать защитными средствами, особенно это относится к глазам. Ожоги сетчатки могут возникнуть даже при мимолетном взгляде на горящую дугу незащищенными глазами. А продолжительное воздействие может закончиться весьма печально, вплоть до потери зрения;
впервые сваривая детали неопытные мастера практически всегда допускают разнообразные ошибки. Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
каждый желающий может начать работать со сварочной аппаратурой, но только при тщательном подходе и предварительных тренировках можно выполнять надежные и ровные соединительные стыки;
обработка швов после сварки имеет огромное значение
Чтобы предотвратить развитие коррозии и разрушение конструкций необходимо очищать спаи от шлаковых образований;
не знаете, как предотвратить прилипание электрода? Проверьте силу тока, а также обратите внимание на сухость электродов;
хранить электроды нужно в сухом проветриваемом помещении. Если они слишком сырые, то перед применением их следует просушить на солнце или в духовом шкафу;
чтобы не произошло короткое замыкание нужно проверять положение провода перед включением и выключением аппарата.
Всю информацию о том, как подобрать ток для сварки инвертором и как должны происходить рабочие циклы можно найти в инструкции по эксплуатации оборудования или поискать в интернете уроки для начинающих сварщиков.
Зная основные правила сваривания и принцип работы аппаратуры вполне доступной станет инверторная сварка для начинающих мастеров, и уже в скором времени вы сможете без проблем изготавливать красивые и долговечные конструкции.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.

Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Выбор электродов
Урок сварки инвертором (видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот дюралюминий и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость.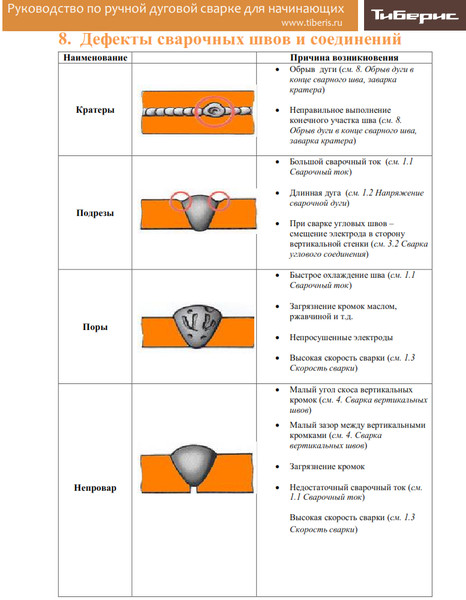 Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.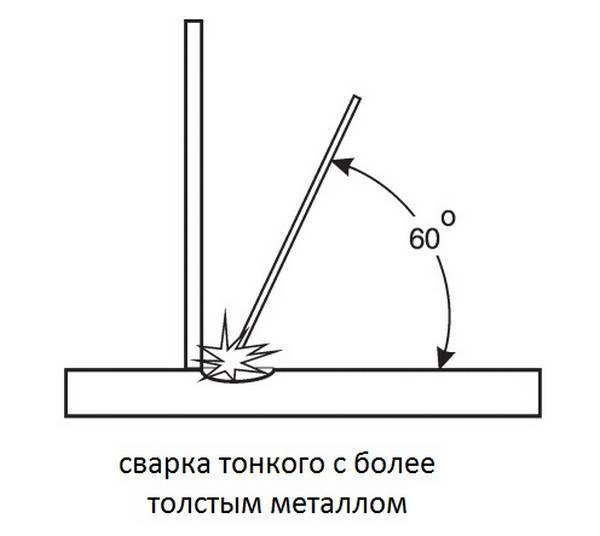
Советы начинающему сварщику инвертором. Как научиться варить электросваркой — фото и видео уроки
Современные сварочные аппараты, инверторы, представляют небольшое устройство, доступное к переноске и облегчающее сваривание (по сравнению с прежними трансформаторами). Научиться варить инвертором значительно проще, чем трансформаторным устройством. Поэтому сварка больше не является прерогативой профессионалов, стала популярным занятием, доступным к овладению и применению на собственном участке. Рассмотрим, как научиться сваривать металл с использованием инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра), весом до 10 кг. Главная задача сварочного аппарата — производить ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 Вольт) в сварочный. Сварочный ток большинства бытовых аппаратов является постоянным.
Сварочный ток большинства бытовых аппаратов является постоянным.
Прямое и обратное подключение тока.
Каждый инвертор имеет две клеммы: катод (обозначается «-») и анод (обозначается «+»). В одну клемму вставляют электрод, а вторая соединяется со свариваемым металлом. После подачи электрического тока образуется общая электрическая цепь. При небольшом разрыве цепи (с расстоянием в несколько миллиметров) в месте разрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура ее горения составляет 5000-7000 ºC. Это выше температуры плавления всех используемых металлов. При горении дуги кромки металлов и электрод расплавляются и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметры сварки — что это такое?
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду. Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Так образуется разная полярность тока. При движении тока от катода — прямая полярность. При обратном движении (от анода) — обратная. Для чего нужна прямая и обратная полярность?
Использование разной полярности связано с тем, что более высокая температура будет на той клемме, к которой поступает электрический ток. Если ток прямой полярности, более высокая температура образуется на аноде (то есть на свариваемой поверхности). Это наиболее распространенный вид сварки, с ним работают большинство начинающих сварщиков. Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключен электрод). Такое требуется при работе с тонколистовым металлом и тех марок стали, которые нельзя перегревать (например, высоколегированных).
Диаметр электрода выбирается в зависимости от толщины свариваемых деталей. Размер электрода и сила электрического тока находятся в пропорциональной зависимости друг от друга: чем толще электрод, тем сильнее ток. Для ориентировочных расчетов принимают, что сила тока равна диаметру, умноженному на 3,5.
Поскольку на силу тока также влияет расположение шва (горизонтальное, вертикальное или потолочное), материал электрода, то начинающему сварщику проще пользоваться таблицей соответствия силы тока диаметру электрода и выбора диаметра по толщине свариваемых элементов (рис. 1 и 2 соответственно). Далее можно варить металл инвертором.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электрода.
При обучении проще овладеть искусством сварки с помощью инвертора. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Величина сварочного тока регулируется плавно.
Варить сварочным инвертором удобно для начинающих благодаря наличию дополнительных функций. Например, в инверторе может быть запроектирован «Горячий старт» (Hot-Start), он увеличивает сварочный ток в начале работы (чем облегчает розжиг дуги). Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
Другая функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко приближает электрод к металлу. В таком случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает залипания.
В случае залипания включается функция «Анти-залип» (Anti-Sticking). Она снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора расходуется относительно небольшое количество электричества. Например, для сваривания электродом диаметром 3 мм необходим ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электричества окупает относительно дорогую цену инвертора.
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломок имеют большую температуру, они способны поджечь оказавшиеся рядом доски, ящики, бумажный мусор.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаз. Слабая степень ожога (один-два раза посмотрел на дугу) приводит к образованию светлых пятен перед глазами («нахватался зайчиков»). При средней степени ожога глаза болят и чешутся (возникает ощущения песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как разжечь дугу?
Правила техники безопасности при сварке.
Для сваривания металлических поверхностей необходимо научиться зажигать дугу и поддерживать ее. Вначале необходимо подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в клемму катода (« — ») вставляем электрод.
Сварка без защитного экрана запрещена во избежание потери зрения.
Ощущение некоторого неудобства не стоит здоровья глазного аппарата. Перед розжигом дуги конец электрода обстукивают о металл, чтобы удалить обмазку с его края. Это облегчает розжиг. Существуют и применяют два вида розжига:
- Чирканье. Надо поднести электрод к поверхности металла и чиркнуть им (действие похоже на зажигание спички). Так разжигают новый электрод.
- Касание. Электрод подносят к металлу и слегка касаются его поверхности, после чего сразу отводят на расстояние нескольких миллиметров. Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
 Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).
Так разжигают электрод, когда сварка прервалась (произошло залипание или сварщик слишком удалил стержень от поверхности металла).Процесс сварки: как поддержать дугу?
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называют длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги ориентировочно равна диаметру электрода. То есть для устойчивого горения и ровного сварного шва при электроде 3 мм необходимо удерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод слишком приблизился к поверхности металла, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, надо наклонить его в другую сторону или выключить инвертор. При прекращении подачи электричества электрод отлипает.
Угол наклона электрода может быть разным. Начинающему сварщику лучше придерживаться около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектории движения электрода при дуговой сварке.
Для того чтобы варить качественно, необходимо научиться визуально (сквозь щиток светофильтра) оценивать размер сварной ванны. Ширина красноватой лужицы в светофильтре должна превышать толщину (диаметр) электрода в 2 раза.
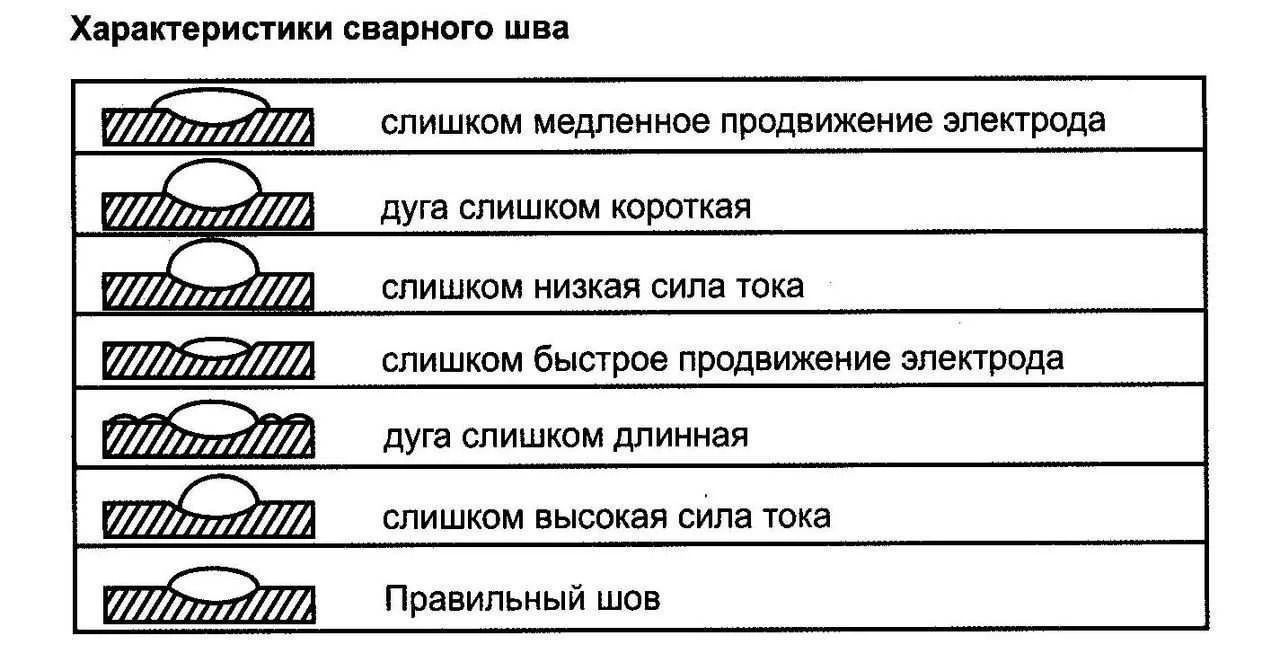
На размер ванны влияет скорость перемещения электрода. Если он перемещается слишком медленно, образуется слишком много расплавленного металла и широкая сварная ванна, которая препятствует взаимодействию дуги со свариваемой основой, образуя непровары. Если дугу перемещать слишком быстро, возникнет недостаточное расплавление кромок и, как следствие, также непровар.
Первые шаги в сварке
Первые сварочные операции стоит пробовать выполнять на любой ненужной металлической поверхности. После розжига дуги надо вести электрод над металлом, стараясь получить ровный сварной след. Когда стало стабильно получаться воспламенять дугу, можно приступить к свариванию поверхностей. Их располагают встык друг к другу, получают дугу и проводят электродом вдоль линии соединения.
После охлаждения слой шлака снаружи сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть одинаковой толщины, без видимых пустот и щелей.
После упражнений в течение одного-двух часов у большинства начинающих сварщиков стабильно получается разжигать дугу и поддерживать ее горение. Можно выполнить простые соединения металлических поверхностей. Когда научишься работать сварочным инвертором, сможешь выполнить самостоятельно разнообразные работы на приусадебном участке.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем.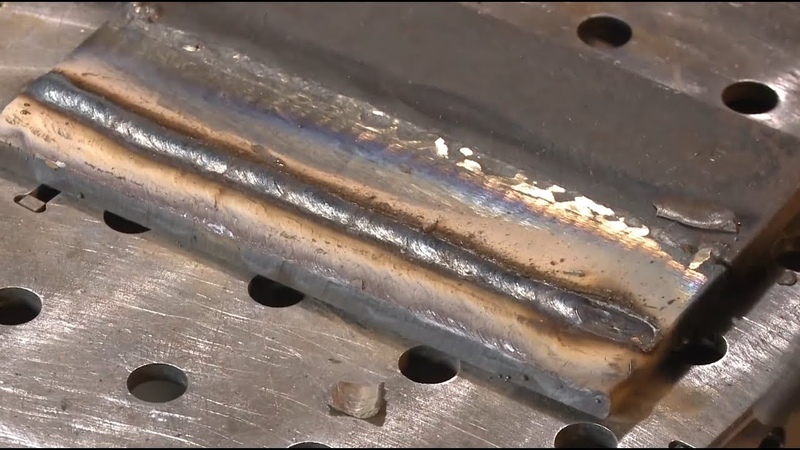 А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
 Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.  Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну. В результате форма изделия может сильно отличаться от задуманной.
В результате форма изделия может сильно отличаться от задуманной. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.Начинающим специалистам стоит просмотреть сварочные работы видео уроки для того, чтобы избежать распространённых ошибок, и сделать свою работу качественной и безопасной. Всегда нужно помнить, что перед началом работы надо надеть спецодежду, а именно:
замшевые и (или) брезентовые перчатки; фартук или халат; ; кирзовые ботинки.
Светофильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и мощности тока. Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Перед началом работы надо тщательно очистить обрабатываемую поверхность от загрязнений, ржавчины или масляных пятен. Только так можно рассчитывать, что качественно будут проведены сварочные работы, видео уроки по которым размещены на нашем сайте.
Выбор электродов
(видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
А вот и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.
Поджог дуги
Сварка видео уроки учат, что подносить электрод к обрабатываемым деталям надо под углом к поверхности, который составляет 700. Затем стоит несколько раз слегка ударить по поверхности для . После этого электрод надо отвести от поверхности металла на расстояние, равное диаметру электрода, и начинать формировать ванну. Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны.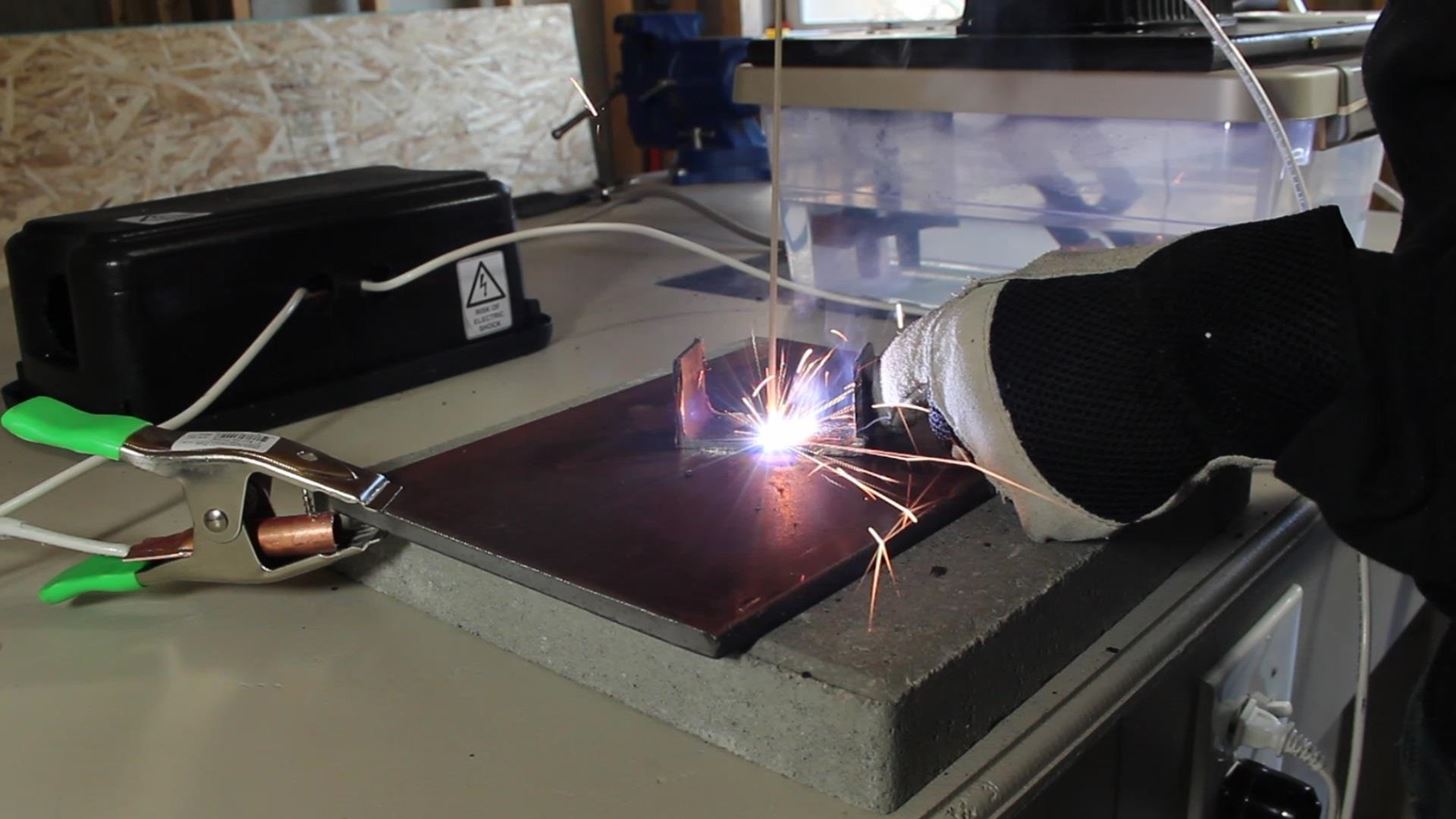 Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Дуговой промежуток
Просматривая сварочные работы (видео уроки), особое внимание стоит обратить на то, что дуговой промежуток не должен изменяться. Это самое главное и сложное, чему надо научиться начинающим сварщикам. Дело в том, что во время сварки электрод постепенно уменьшается в размерах, и необходимо его постоянно опускать.
Когда зазор меньше нормы, то основной металл не успевает прогреваться, и сплавление поверхностей будет некачественным. При большом зазоре дугу трудно удерживать на месте и управлять наплавляемым металлом. При сохранении постоянного зазора формируется качественный и аккуратный шов, гарантирующий надёжное соединение деталей.
Формирование шва
Сварка видео уроки показывают, как правильно выполнять круговые или зигзагообразные движения электродом, чтобы сформировать правильный шов. Если двигать ванну поперёк, то при недостатке металла могут оставаться подрезы, представляющие собой небольшие канавки по краям шва, расположенные ниже уровня поверхности. Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Уроки сварки инвертором (видео) помогут избежать таких ошибок и научат использовать силу дуги для управления ванной. Основная идея состоит в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Обработка шва
После остывания сварочного шва с него аккуратно удаляют окалину при помощи молотка, как показывают видео на нашем сайте.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Еще по этой теме на нашем сайте:
-
Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном… -
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики… -
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой… -
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
 Таким образом, соединяются непосредственные материалы. В основном…
Таким образом, соединяются непосредственные материалы. В основном…Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока.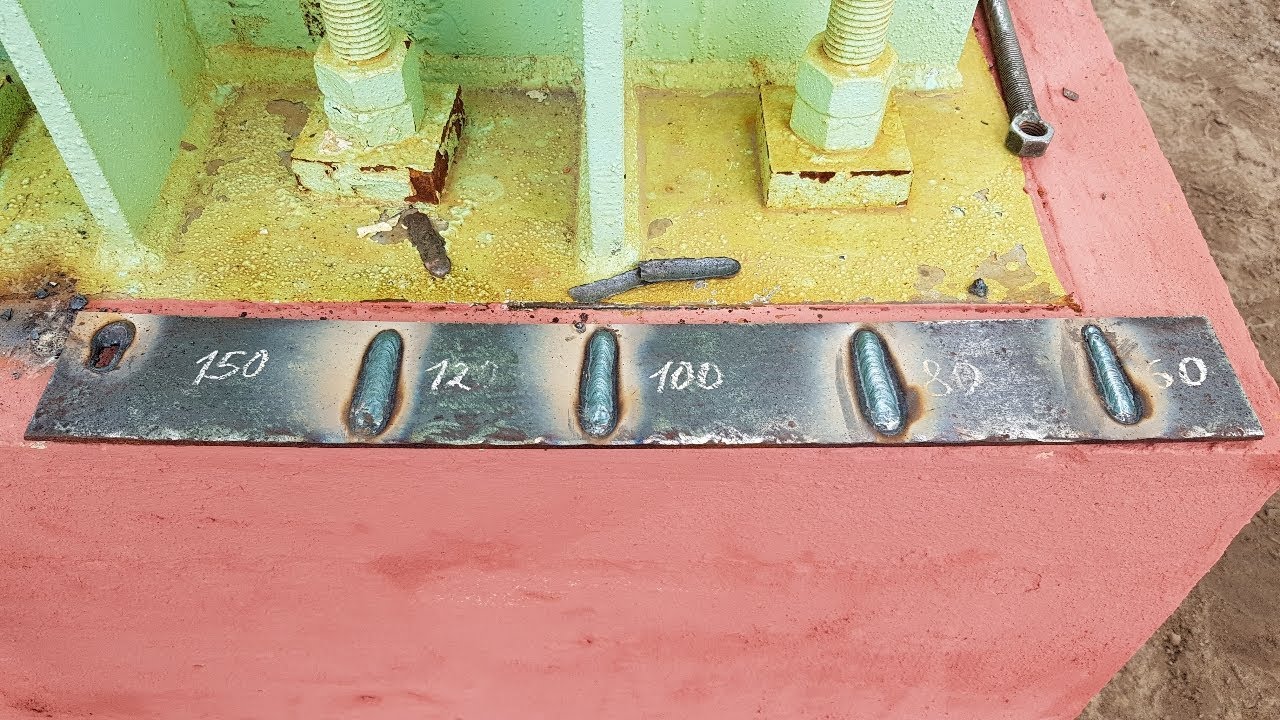 Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Правильная сварка инвертором. Как правильно варить сварочным инвертором
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.
Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать — это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.
Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл. При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности. Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А.
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения — это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%. На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание — это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А.
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание. Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата. При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей — высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор — залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65 о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
видео пособие для начинающих обучение сварке
Если необходимые навыки сварки металла у вас присутствуют, но вы хотите углубить свои знания, научиться производить работы с использованием сварочного инвертора, вам следуют просто найти обучающее видео по теме, которое ответит на все интересующие вас вопросы.
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера. Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т.д.
Теперь перейдём к самой сварке
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
- Что нужно и важно знать?
- Как научиться работать инвертором?
- Контроль дуги: особенности
- Сварка проволокой: швы и их дефекты
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама не представляет собой ничего сложного.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т.е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:
- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Для осуществления электрической сварки применяется один из трёх видов источников электропитания:
- сварочный ;
- сварочный ;
Их сравнительные характеристики мы рассматривали в статье . Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Из этой статьи вы узнаете, что самым удобным и продуктивным является инвертор. Для иллюстрации этого вывода, мы приводим описание популярного среди не только начинающих, но и опытных сварщиков .
Преимущества сварочного инвертора
Преимуществами сварочного инвертора являются:
- незначительный вес. Общая масса стандартного сварочного инвертора в полной комплектации равна, примерно, 6…7 кг. Это позволяет брать с собой сварочный аппарат, практически, всюду;
- небольшой размер;
- возможность плавной регулировки сварочного тока;
- быстродействие;
- высокая производительность.
Из статьи «Как качественно и дёшево осуществить ремонт сварочного инвертора» вы узнали, что комфортная эксплуатация сварочного аппарата обеспечивается его высокой сложностью. Там же даётся краткое описание сварочного инвертора. Поэтому, мы не будем повторяться и приведём, лишь, иллюстрацию его компоновки.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, а и начинающие любители этого увлекательного технологического процесса. Поэтому, начнём с рассказа (для мастеров – это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее — ТБ).
Правильнее, наверное, говорить «техника без опасности», то есть, как избежать эти самые «опасности» при общении со сварочной техникой. А опасностей при выполнении сварочных работ великое множество:
- можно обжечься брызгами расплавленного металла;
- в атмосферу при сварке выделяются различные токсичные вещества;
- имеется риск поражения электрическим током;
Мероприятия по ТБ до начала работ
До начала сварки нужно уделить должное внимание:
- подготовке защитной экипировки. Сварщик должен быть облачён в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденных контактов с окружающими предметами;
- оборудованию рабочего места. С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
- проверке исправности всей сварочной техники. Необходимо проверить исправность сварочного инвертора и нагрузочных автоматов на распределительном щите электропитания, состояние электрической изоляции на всех проводах, состояние подключения к заземляющему контуру токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и т. п.).
На нашем сайте уделено много внимания одному из важнейших компонентов экипировки сварщика — защитным сварочным маскам:
- обычным с постоянно затемнённым стеклом ;
Сварочная маска со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматически самозатемняющимся светофильтром «Хамелеон» ;;
Рекомендуем ознакомиться с имеющимся материалом. Необходимую вам сварочную маску на сайте можно очень просто найти, используя опцию «Поиск по сайту» на указанных ссылках.
ТБ при выполнении сварки
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластмассовом коробе. Такое конструктивное решение существенно сокращает риск поражения электрическим током. Однако нельзя забывать, что сварочный инвертор, как любой другой электроприбор, является потенциально небезопасным аппаратом.
В комплекте любого инвертора имеется «Инструкция по эксплуатации». Её нужно внимательно изучить и неукоснительно выполнять. В этой «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло никаких вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даются рекомендации по поведению в форс-мажорных ситуациях. В конце руководства, обычно, дается краткое описание первой медицинской помощи при различных повреждениях и травмах. Что бы эти описания по оказанию первой помощи ни пригодились, при выполнении сварочных работ необходимо выполнять ряд несложных, но очень важных правил:
- категорически запрещается производить сварочные работы под дождем. Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
- электротехническое оборудование должно быть в исправном состоянии;
- сварочные работы можно производить исключительно при наличии сварочной маски (щитка) и специальной робы с перчатками. Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;
- рабочее место должно быть оборудовано первичными средствами пожаротушения:
- углекислотный огнетушитель;
- брезентовое одеяло и т. д.
Как выбрать сварочные электроды
Для сварки металла используются плавящиеся электроды. Диаметр электрода и силу сварочного тока выбираем в соответствии с таблицей, которая имеется в «Руководстве по эксплуатации». в зависимости от свариваемых материалов или универсальную (например, ).
Опытные сварщики знают, какие электроды и в каких случаях следует использовать. Новичкам рекомендуем в начале работы применять электроды, выпускаемые в форме твердых стержней и имеющих специальное плавящееся покрытие. С ними можно быстрее научиться варить металл инвертором и создавать ровные четкие линии сварочных швов. В частности, новичкам порекомендуем использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования более высокой мощности и определённого опыта. Сварку тонколистового металла лучше осуществлять, применяя электроды диаметром Ø 2 мм. Без отсутствия опыта не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Дело в том, что залежавшиеся электроды, очень вероятно, окажутся отсыревшими и от них не будет никакого толка (их нужно уметь прокаливать).
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть следует обязательно уточнить её (этой самой электросети) технические возможности, то есть, сможет ли она обеспечить необходимую для аппарата электрическую мощность. Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
При планировании работы обязательно обратите внимание на такой электрический параметр сварочного инвертора, как предельное время работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Продолжительность включения» (далее — «ПВ») и указывается в процентах. Как это понимать? Рабочее время делиться на промежутки (традиционно, каждый промежуток равен 10 минутам. Если он отличается от этого значения, то указывается в «Руководстве по эксплуатации»). Например, в «Руководстве» указано, что ПВ для сварочного аппарата равен 70%. Это означает, что 70% запланированного временного промежутка инвертор сможет работать с полной нагрузкой, оставшиеся же 30% — ему нужно оставить на отдых (технологический перерыв). Иными словами, на максимальном сварочном токе 7 минут варим и 3 минуты остываем. Если сварка производится не на предельном сварочном токе, то время сварки может быть увеличено (значения указаны в таблицах или в виде графиков. Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
- учимся правильно выбирать сварочный ток. При этом следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток вызовет прожиг металла;
- учимся вести электрод по заготовке. Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь, чтобы это расстояние сохранялось по всей длине шва, так как в противном случае он будет иметь дефекты;
Запоминаем и выполняем правило: свариваемые поверхности обязательно очищаются от коррозии и других всевозможных загрязнений.
Для обучения сварке готовим ненужные изделия и разные металлические отходы, на которых будем осваивать правила расплавления металла. Переходим к созданию сварочного валика.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
Сварочный валик
Чтобы создать валики, придерживайтесь такой последовательности действий:
- вставьте сварочный электрод в держатель инвертора;
- сделайте поджиг сварочной дуги, чиркнув концом стержня по металлу (будто спичкой). Допускается несколько раз коснуться заготовки постукивающими движениями;
- после появления электрической дуги выдерживайте постоянное расстояние между обрабатываемым металлом и электродом: оно не должно выходить за пределы 3…5 мм. Не забывайте о том, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние будет меняться, то вы получите некачественный шов;
- стержень старайтесь держать, как сказано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон в 70°;
- электрод пробуйте наклонять назад и вперед — выберите, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам необходимо научиться выбирать такую силу тока, чтобы обеспечивалось стабильное горение сварочной дуги. Уделите этому достаточно времени и подберите подходящие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
После успешного поджига, электрод необходимо, не спеша, вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий, вполне возможно, вам будет необходимо совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Сварите небольшой участок, выключите инвертор и оцените выполненную работу. Удалите сварочный шлак с помощью металлической щетки или молотка. Если всё вас устраивает, то на этом завершите работу.
В итоге, создан ваш первый сварочный шов. Вряд ли первые из них будут идеальными. Чтобы получать швы высокого качества, нужен большой опыт. С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
Узнать больше:
Какую помощь в сварке оказывают встроенные автоматические системы
Успешной и плодотворной работе с современными инверторами способствуют встроенные в них автоматические системы, создающие дополнительные опции. К ним относятся:
Эксплуатация инвертора с такими опциями позволит существенно облегчить работу, как профессионального сварщика, так и сгладить типичные ошибки новичка. Это позволяет создавать приближенные к идеалу сварочные швы.
В заключение, предлагаем вашему вниманию обучающий видеоролик. Желаем успехов!
Много материалов по обучению сварке в разделе: « «.
Уроки сварки инвертором для начинающих
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Сварка инвертором для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Инструменты
Для сварки потребуется подбор специального оборудования:
- подходящего по техническим характеристикам аппарата для сварки;
- электродов определённого состава, в зависимости от типа соединяемых металлов, их толщины;
- защитной маски, одежды, перчаток, обуви;
- молотка, щётки по металлу для удаления окалин или выравнивания швов;
- ёмкости с водой.
Новичкам необходимо взять аналогичные по составу и толщине элементы для подбора тока, напряжения. Также рекомендуется потренироваться создавать швы с требуемыми характеристиками, чтобы не повредить заготовки.
Площадка для сварки должна соответствовать правилам и требованиям безопасности. Площади помещения или участка должно хватать для удобства выполнения работ.
В случае проблем с электропитанием потребуется дополнительно подключать выпрямитель. Это позволит стабилизировать ток, напряжение, за счёт чего сформировать стабильную дугу.
Как научиться готовить с помощью инвертора:
Все детали правильной сварки:
Как правильно приготовить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.
Если набрать в поисковике фразу «Как правильно сварить сварку штучными электродами» или «Научиться готовить», то найдется несколько десятков статей, показывающих, как сварить металл самостоятельно с помощью инвертора.
Форма дома обобщила материал.Он выбрал самые полезные советы и расскажет новичкам, как за несколько дней освоить инверторную электросварку.
Содержание:
- Теория для новичка
- Что нужно использовать для начала работы с инвертором
- Видео, о преимуществах сварочной маски «Хамелеон». .
- основные типы и типы марок электродов
- Как выбрать и применить правильную полярность
- Как выбрать диаметр электрода
- Два основных способа зажигания электродов
- Как правильно направлять электрод и под каким углом его держать
- Сварочный практикум для начинающих
- Руководство для начинающих по сварке, какие аксессуары необходимы
- Теория сварочных работ
Начинающий сварщик думает, какой сварочный инвертор купить, и какие аппараты нужны для сварки металла электродами.Если вы отказываетесь от профессионального использования сварки, покупайте сварочный инвертор, а не трансформатор или сварочный полуавтомат .
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Преимущества инверторного сварочного аппарата по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Проста в использовании для новичков.
- Позволяет быстро освоить сварочное дело.
Рассказывать о преимуществах инверторов можно бесконечно, но лучше один раз увидеть, чтобы понять, какими преимуществами обладает этот вид сварочного оборудования.
Сейчас мы расскажем, что происходит при сварке металла и как оценить результат. Есть две металлические заготовки разного размера. Постоянное напряжение сварочного инвертора подается на металл через электрод и массу.
Для создания электрической дуги нужны два токопроводящих элемента с плюсом и минусом.Когда к металлу прикасается электрод с разной полярностью, возникает электрическая дуга с выделением высокой температуры.
Металл начинает плавиться и одновременно при движении металлический стержень электрода со специальным покрытием — покрытие плавится.
При горении покрытие создает газовую защиту стыка, защищая его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который затем отбивается специальным молотком сварщика.
После окончания сварки деталей металл остывает, кристаллизуется и образует прочный сварной шов.
Что нужно купить, чтобы начать сварку
На этот вопрос отвечает статья-Инструменты и принадлежности для ручной дуговой сварки : базовый набор. Короче надо будет начать сварку инвертором дома:
Электроды.
- Маска сварщика.
- Набедренники или защитные перчатки.
- Защитный спусковой крючок, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео. Лучший выбор для начинающего сварщика — маска со светофильтром типа хамелеон.
Его неоценимое преимущество по сравнению с обычным защитным экраном с затемненным стеклом — сварщик видит свариваемые детали.
Ему не нужно поднимать и опускать маску, потому что «хамелеон» автоматически темнеет при появлении сварочной дуги и надежно защищает глаза.
Когда процесс сварки прекращается, стекло автоматически подсвечивается. Это упрощает работу. Новичок в сварке не уловит так называемых «зайчиков» от яркой вспышки дуги, если вовремя не опустить маску обычным стеклом.
Какие бывают электроды по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть ассортимент, то глаза просто разбегаются от предложений разных типов электродов.Что купить?
При выборе электродов для сварки обращайте внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу.
Электроды бывают следующих типов. Для сварки:
- Углеродистая и легированная сталь
- Для сварки нержавеющей стали и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл — профильные и круглые трубы, уголки, полосы, фасонные части, швеллеры, двутавры, водопроводные трубы и т. Д.
Также обратите внимание на покрытие электродов. Есть четыре типа покрытий — основное, рутиловое, кислотное и целлюлозное.
Мы не будем рассматривать в данной статье кислотное и целлюлозное покрытие электродов. Для домашних работ сварщику необходимы только электроды с рутиловым покрытием (марки МР-3 и ОК 63) и с основным покрытием (марка УОНИ 13/55).
Преимущества электродов с основным покрытием:
Подходит для сварки ответственных конструкций с высокими требованиями к качеству шва.Шов пластиковый, ударопрочный.
Отсутствие электродов с основным покрытием:
Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
Начинающим сварщикам сложнее повторно поджечь электрод.
Преимущества электродов с бесполезным покрытием:
- Меньше брызг металла.
- Легкое повторное зажигание электрода.
- Стабильность дуги во всех пространственных положениях.
Как выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки вырабатывает постоянный ток. Если вы посмотрите на переднюю панель аппарата, вы увидите, что есть два разъема для подключения сварочного кабеля с метками + и -.
Прямая полярность: к плюсу прибора подключается «прищепка», а к минусу — держатель.
Обратная полярность: электрододержатель подключается к плюсовой стороне прибора, а зажим «прищепка» — к минусовой.
Какую полярность выбрать? По этой проблеме сломано довольно много копий. Если открыть учебные материалы по сварке и спросить в Интернете, часто можно услышать мнение, что «прямая полярность» свариваемого металла лучше прогреть и оплавить.
Практика это опровергает.
При сварке при контакте с плюсом выделяется больше тепла, поэтому при обратной полярности держатель подключается к плюсу, сварка всегда глубже.
В результате металл с толстыми стенками лучше сваривать на обратной полярности.Это профильная труба, плиты, уголок толщиной 4-5 мм. И наоборот, тонкий металл толщиной не более 1,5-2 мм следует сваривать по прямой полярности во избежание оплавления стенок и появления дырок.
Вы можете убедиться, что это утверждение верно на практике. Берем сварочный инвертор, выставляем сварочный ток 100 А.
Подключите к портам на держателе электродов станка и заземлите и разрежьте металлическую пластину толщиной 4-5 мм, сначала под прямым углом, а затем с обратной полярностью, не изменяя силу тока и диаметр электрода 3 мм.Вы увидите, что резка металла происходит быстрее при обратной полярности.
Как выбрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла.
Металл толщиной менее 1 мм обычно обрабатывается полуавтоматической сваркой или аргонодуговой сваркой , а не электродами.
Для каждого диаметра электродов устанавливается разный ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно около 30 А тока. То есть для электрода «тройка» выставить ток около 90-100 А.
На практике каждый сварщик выбирает диаметр электрода и ток на инверторе индивидуально.
Как зажечь электрод:
Есть два пути:
Вариант первый: зажечь электрод встык (прикоснуться).
Вариант второй: , когда вы проводите пальцем по экрану. Способы понятны из фото ниже.
Второй метод похож на зажигание спички на спичечном коробке. Первый способ иногда заменяют легким постукиванием по заготовке. Когда электрод новый и металл стержня виден на кончике, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появиться наплыв покрытия. Защитное покрытие электрода не проводит электрический ток.
Следовательно, его необходимо отталкивать, несколько раз постукивая кончиком электрода по свариваемой детали. Легкое зажигание электрода достигается умением, доведенным до автоматизма.
| asdf | asdfasdf | asdfasdf |
| asdfasdf | asdfasdf | |
| asdfasd | asdfasdf | asdfasdf |
Как направлять электрод и правильный угол электрода
После зажигания дуги проверьте сварочную ванну.Держите электрод на расстоянии 2-3 мм от поверхности свариваемых деталей. Вы должны увидеть сварочную ванну и отделить ее от шлака.
Сварочная ванна — это яркое белое пятно горячего металла:
Держите электрод под углом от 30 ° до 60 °, сохраняя оптимальное расстояние, поскольку стержень плавится. Следите за его положением и состоянием сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода выбирается сварщиком в зависимости от пространственного положения, сварного шва и силы тока.
Чем быстрее вы водите электрод, тем меньше нагрев металла и степень проплавления. Если вести электрод медленно, можно перегреть металл и прожечь в изделии дыру.
Для самостоятельной тренировки новичку сначала нужно использовать толстый лист металла. Задача: научиться зажигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получить качественный шов.
После этого можно начинать сварку в других пространственных положениях. Хорошим подспорьем для новичков станет видео Сварка для «чайников» от FORUM HOUSE, в котором технический специалист Денис Замыслов расскажет об основах сварочного мастерства и выборе инверторного устройства.
Сделайте забор из профилированного листа. Хочу приварить уголки к стойкам. Раньше я никогда не занимался сваркой. Нет опыта. Посоветуйте, с чего начать, чтобы он был надежным, и как правильно приготовить сварочный инвертор?
Для сварки возьмите обычный бытовой сварочный инвертор.
Оптимальный диаметр электрода 2,5 мм, «тройке» требуется больший ток.
Поджечь электрод. Для этого ударьте им по плоской металлической поверхности.
Направьте сварочный шов восьмерками.Начиная снизу-вверх с шагом не более 1 мм.
Не готовьте продукт сразу от начала до конца. Сделайте пару прихваток, чтобы металл не вывел из-за нагрева разных сторон.
Если после сварки и сколов шлака остались пустоты, снова прокипятите эти места.
Отбейте шлак. Береги глаза! Надевайте защитные очки или делайте это в маске сварщика-хамелеона.
Самый популярный в быту электрод — «тройка».Стандартные инверторы тянут «четверку», и вам больше не нужно. Вы можете изменять и выбирать силу тока в процессе сварки, выбирая оптимальный режим. Слишком сильно обнажишь — дырку прожигешь, слишком мало — электрод прилипнет.
В копилке знаний:
- Сварные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для начинающих — горизонтальный.
Качественный вертикальный шов сделать особенно сложно из-за неудобных условий работы.
Задача сварщика — «слепить» две кромки свариваемого металла и сварить расплавленный металл со стержня электрода поверх шва.
Чтобы приварить стальной уголок к металлической стойке, лучше использовать струбцины или магнитные угольники. Если попросить друга помочь удержать заготовку, то он может подобрать «зайчиков» и обжечься от брызг расплавленного металла.
Как точно определить оптимальный сварочный ток?
Возьмите металлическую заготовку.Увеличьте силу тока и готовьте. Если вы прожигаете металл, уменьшите силу тока.
Найдите силу тока, при которой вам будет комфортно готовить, не сжигая металл. Опыт приобретается практикой. Тренируйтесь на ржавых кусках металла, набейте руку.
После того, как несколько электродов пригорят на прихватках на предмет ржавчины, тогда на хорошем металле дела пойдут быстрее.
Мой совет: тщательно очистить сварные детали и стыки от ржавчины и покрасить металл.
Еще можно научиться готовить красивые швы по вертикали.После выполнения такой тренировки горизонтальный шов становится идеальным.
Выводы:
Задача начального обучения выполнена. Мы рассказали об основных основах и технологиях сварки инвертором для домашних мастеров.
Опять же, у каждого есть возможность сделать красивые, ровные и качественные швы. Их получают только при регулярной практике и сжигают несколько кг электродов.
Советы начинающим сварщикам:
Перед сваркой не забудьте использовать средства защиты.Очень важный! Не стоит готовить без маски, крага и специальной одежды — сварочного костюма, материал которого не обожжет искры и брызги горячего металла, иначе можно повредить глаза или получить ожоги открытых участков тела.
Храните электроды в сухом месте. Не готовьте с влажными электродами или электродами со сколами. Сушить электроды можно в электрической духовке или в бытовой духовке.
Чем больше вы тренируете и используете металл и электроды, тем лучше будут сварные швы.Начав со сварки забора из профнастила, со временем вы перейдете к более сложным работам.
Сварка арок, теплиц, откатных и распашных ворот, ворот, навесов над домом, самодельные инструменты и приспособления, которые используются в домашней мастерской.
Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются профили труб, арматура, уголок, швеллер и т. Д.
Подробнее о правильной сварке с инвертором можно узнать в теме «Обучение работе со сварочным аппаратом».
Рекомендуем артикулов:
Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как сращивать сварочные кабели и выбирать оптимальную длину для выполнения различных задач.
Делаем зеркало steam punk: как приготовить раму электросваркой для зеркала, как работать с металлом, полезные инструменты для мастерской.
7 советов по улучшению сварки MIG
Хотите улучшить свою сварку MIG? Следуя этим семи советам, вы сможете вывести свою сварку MIG на новый уровень и убедиться, что вы работаете так же безопасно, эффективно и профессионально, как и любой другой магазин.
1. Помните, что лучший оператор MIG-сварки — это надежный оператор.
Никогда не забывайте, что сварка MIG при неправильном выполнении может быть опасной. Поражение электрическим током, пары и газы, дуговые лучи, горячие детали, шум и множество других возможных опасностей приходят вместе с территорией.Ультрафиолетовые и инфракрасные лучи также могут обжечь вашу кожу — подобно солнечному ожогу, но без последующего загара — и ваши глаза. Вот почему лучший оператор MIG-сварки знает, как оставаться в безопасности.
Следуя нескольким простым советам, вы сможете вывести свою сварку MIG на новый уровень и обеспечить такую же безопасность, эффективность и профессионализм, как и в любом другом магазине.Сварочные шлемы, перчатки, обувь с закрытым носком и одежда, полностью закрывающая открытые участки кожи, необходимы. Убедитесь, что вы носите огнестойкие натуральные волокна, такие как джинсовая ткань и кожа, и избегайте синтетических материалов, которые плавятся при попадании брызг и могут вызвать ожоги.Также избегайте ношения брюк с манжетами или рубашек с карманами, так как они могут воспламенить искры и привести к травмам.
Имейте в виду, что сварка MIG в тяжелых условиях часто приводит к образованию большого количества тепла, искр и брызг, а также требует меньшей сноровки, чем некоторые другие виды сварки. Поэтому разумно использовать толстые жесткие кожаные перчатки, обеспечивающие более высокий уровень защиты. Точно так же выбирайте кожаную обувь, которая покрывает всю стопу и оставляет как можно меньше места для брызг, которые могут попасть вдоль линии щиколотки.Кожаная обувь с высоким берцем и рабочая обувь часто обеспечивают лучшую защиту.
Наконец, всегда убедитесь, что у вас есть соответствующая вентиляция в соответствии с рекомендациями OSHA, и проверяйте паспорта безопасности материалов (MSDS) для каждого свариваемого металла и используемого присадочного металла. Используйте респиратор, когда этого требует паспорт безопасности материала.
2. Изучите, прежде чем настраивать оборудование.
Прежде чем приступить к сварке MIG, проведите онлайн-исследование, чтобы узнать, какие методы лучше всего подходят для конкретной проволоки, или обратитесь к надежному производителю присадочного металла, чтобы улучшить качество сварки.Это не только даст вам информацию о параметрах, рекомендуемых производителем для проволоки вашего диаметра, но и о правильной скорости подачи проволоки, силе тока и напряжении, а также о наиболее совместимом защитном газе. Производитель даже скажет вам, какое удлинение электрода или расстояние между контактом и работой (CTWD) лучше всего подходят для конкретной проволоки.
Имейте в виду, что при слишком большом вылете сварной шов будет холодным, что приведет к падению силы тока и, соответственно, провара соединения.Как общее практическое правило, поскольку меньший вылет проволоки обычно приводит к более стабильной дуге и лучшему проникновению низкого напряжения, наилучшая длина вылета проволоки, как правило, является самой короткой из допустимых для применения.
3. Перед началом работы убедитесь, что все ваши соединения исправны.
Перед началом сварки убедитесь, что все соединения надежны — от передней части горелки MIG до штыря питания, соединяющего ее с источником питания.Перед началом сварки убедитесь, что все соединения надежны — от передней части горелки MIG до штыря питания, соединяющего ее с источником питания.Также убедитесь, что на сварочных расходных материалах нет брызг, а заземляющий кабель проложен как можно ближе к рабочему месту.
По возможности зацепите заземляющий кабель за сварную конструкцию. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе он к дуге, тем лучше. Если у вас сомнительное заземление, это может привести к перегреву пистолета, что повлияет на срок службы контактного наконечника и качество сварки.
Кроме того, регулярно очищайте чистым сжатым воздухом стружку от сварочной проволоки или мусор, который собирается на расходных деталях и на лайнере.
4. Выберите правильный приводной ролик и настройку натяжения для эффективной подачи проволоки.
Неправильный выбор приводного ролика и установка натяжения могут привести к плохой подаче проволоки. Определите размер и тип используемой проволоки и подберите ее к соответствующему приводному ролику, чтобы улучшить характеристики сварки MIG.
Поскольку порошковая проволока более мягкая из-за наличия флюса внутри и трубчатой конструкции, для нее необходим приводной ролик с накаткой, имеющий зубцы, чтобы захватывать проволоку и проталкивать ее.Однако приводные ролики с накаткой не следует использовать для сплошной проволоки, потому что зубцы будут вызывать отрыв стружки от проволоки, что приводит к засорению гильзы, что создает сопротивление при подаче проволоки. В этом случае используйте вместо этого приводные ролики с V-образной или U-образной канавкой.
Установите правильное натяжение приводных роликов, отпустив ведущие ролики. Затем увеличивайте натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота.
Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Контактные наконечники могут существенно повлиять на улучшение характеристик сварки MIG, поскольку этот расходный материал отвечает за передачу сварочного тока на проволоку, когда она проходит через отверстие, создавая дугу.
Положение контактного наконечника в сопле, называемое выемкой для контактного наконечника, не менее важно. Правильное положение контактной выемки может уменьшить чрезмерное разбрызгивание, пористость, недостаточное проникновение, а также прожог или коробление на более тонких материалах.
Хотя идеальное положение выемки контактного наконечника варьируется в зависимости от области применения, общее практическое правило состоит в том, что по мере увеличения тока выемка также должна увеличиваться. См. Рисунок 1.
Рис. 1. Хотя идеальное положение выемки контактного наконечника зависит от области применения, общее практическое правило состоит в том, что по мере увеличения тока выемка также должна увеличиваться.6. Используйте защитный газ, который лучше всего подходит для вашего провода.
Всегда знайте, какой газ требуется вашей проволоке — будь то 100-процентный CO2 или аргон, или их смесь.Хотя CO2 значительно дешевле, чем аргон, и хорош для проплавления сварных швов на стали, он также имеет тенденцию охлаждаться, что делает его пригодным для использования для более тонких материалов. Используйте смесь газов 75% аргона и 25% CO2 для еще большего проплавления и более чистого шва, так как при этом образуется меньше брызг, чем при прямом углекислом газе.
Вот несколько предложений по использованию защитных газов для обычных типов проводов:
Проволока из твердой углеродистой стали: Проволока из твердой углеродистой стали должна использоваться с защитным газом CO2 или смесью 75% CO2 / 25% аргона, которую лучше всего использовать в закрытых помещениях без ветра для кузовов автомобилей, производства и изготовления.
Алюминиевая проволока: Защитный газ аргон должен использоваться с алюминиевой проволокой, которая идеально подходит для более прочных сварных швов и облегчения подачи.
Проволока из нержавеющей стали: Проволока из нержавеющей стали хорошо работает с тройной смесью гелия, аргона и CO2.
7. Держите проволоку направленной к передней кромке сварочной ванны.
Для наилучшего контроля сварного шва держите проволоку направленной к переднему краю сварочной ванны. При сварке в нестандартном положении (вертикальная, горизонтальная или потолочная сварка) держите сварочную ванну небольшого размера для лучшего контроля сварных швов и используйте проволоку наименьшего диаметра, который вы можете.
Слишком высокий и тонкий валик указывает на недостаток тепла в сварном шве или слишком высокую скорость перемещения. И наоборот, если валик плоский и широкий, параметры сварки слишком горячие или сварка выполняется слишком медленно. В идеале сварной шов должен иметь небольшой выступ, который едва касается металла вокруг него.
Имейте в виду, что метод выталкивания предварительно нагревает металл, а это значит, что его лучше всего использовать с более тонкими металлами, такими как алюминий. С другой стороны, если потянуть за сплошную проволоку, сварной шов расплющится, а металл нагреется.
Наконец, всегда храните присадочный металл и обращайтесь с ним должным образом. Храните изделие в сухом чистом месте — влага может повредить проволоку и привести к дорогостоящим дефектам сварки, например к трещинам, вызванным водородом. Кроме того, всегда используйте перчатки при работе с проводами, чтобы предотвратить попадание влаги или грязи на поверхность. Когда они не используются, защитите катушки с проволокой, накрыв их на механизме подачи проволоки, или, что еще лучше, снимите катушку и поместите ее в чистый пластиковый пакет, надежно закрыв его.
Как и в любом сварочном процессе, для достижения наилучших характеристик при сварке MIG требуется время и практика.Выполнение некоторых из этих простых шагов может помочь в этом.
Подготовка к GMAW, возвращение к основам: все о настройке
Из всех сварочных процессов дуговой сварке металлическим газом легче всего научиться. Однако настроить систему GMAW не так просто. На самом деле процесс подачи проволоки сводится к настройке, и неправильная настройка может привести к серьезным проблемам.
Если настройки аппарата неправильные, сварщик нажимает на спусковой крючок и производит явно плохой сварной шов, или проволока не подается вообще.Это лучший сценарий. Худший сценарий: неопытный сварщик начинает сварку на неправильно настроенном аппарате — и не знает об этом. Неполное плавление или другие дефекты сварного шва обнаруживаются при осмотре или, что еще хуже, в процессе эксплуатации.
Часто все, что требуется, — это краткая проверка провода, контактного наконечника, пистолета, настроек станка и других основных элементов. Это похоже на пригородный поезд против гонщика. Пассажир обычно открывает дверь, поворачивает ключ и уезжает. Гонщик и его команда просматривают список, чтобы убедиться, что все системы работают, не только перед гонкой, но и перед каждым тренировочным заездом.
То же самое и в GMAW, и внимание к мелочам имеет значение.
Желе и спрей
Вы всегда будете получать брызги при большинстве применений GMAW, но для уменьшения образования брызг на компонентах пистолета вы можете использовать желе или спрей. Распыление удобно и быстро, и иногда его используют чаще, чтобы уменьшить прилипание брызг к основному металлу, особенно при использовании переноса короткого замыкания (см. , рис. 1, ).
Желе дешево и при правильном использовании может храниться вечно.Старайтесь не втыкать насадку в холод; в противном случае желе будет скапливаться внутри пистолета. Вместо этого нанесите несколько пробных шариков, чтобы нагреть компоненты пистолета, а затем окуните сопло в желе.
Удаление брызг
Пистолет — это «бизнес-конец» GMAW, где возникает дуга. Поэтому перед сменой снимите сопло и проверьте его на наличие брызг, особенно если сварщик, работавший в предыдущую смену, выполнял сварку в нерабочем положении. Брызги могут застрять между диффузором и соплом, и дуга может фактически расплавить диффузор, превращая небольшую проблему в большую проблему.Также убедитесь, что изолятор находится в правильное расположение и отсутствие закрытия отверстий диффузора (см. Рисунок 2 ).
Вмятины или сколы на сопле, скорее всего, возникают из-за того, что люди ударили сопло о рабочий стол для удаления брызг — это плохо для компонентов пистолета и сопла, особенно для пистолета на гибкой стойке. Эти вмятины на соплах могут даже вызвать проблемы со сваркой, поскольку они могут изменить подачу защитного газа. Ваша сварочная ванна может незначительно измениться и вызвать проблемы со сваркой.
Вместо этого попробуйте удалить брызги напильником «крысиный хвост», если сопло и изолятор являются отдельными частями.Если сопло и изолятор представляют собой одно целое, напильник «крысиный хвост» может испортить резьбу. Поэтому в этом случае попробуйте использовать сварочные аппараты — специализированный инструмент, который особенно полезен при GMAW и дуговой сварке порошковой проволокой (FCAW). Концы сварочных аппаратов имеют квадратную форму, поэтому вы можете воткнуть их в сопло, придать им поверните и эффективно прочистите сопло. Welpers также имеет отверстия с насечками, предназначенные для удобного захвата контактных наконечников и сопел, которые помогают, когда приходит время осматривать, обслуживать или заменять эти компоненты.
Рисунок 2 Маленькая напильник с «крысиным хвостом» работает для удаления брызг (слева), только когда сопло и изолятор являются отдельными частями. Welpers (справа) — хорошая альтернатива для очистки сопла, особенно если сопло и изолятор представляют собой одно целое.
Кабели
Убедитесь, что кабель не намотан и не перекручен, так как это может привести к чрезмерному износу или повреждению лайнера. Кроме того, сварочные кабели в целом действительно могут выйти из-под контроля, особенно в многопроцессорных рабочих ячейках.Кабели, разбросанные по всему полу, покрытому стальной пылью, могут создать серьезную опасность споткнуться. Используйте необходимые кабели, а все остальное организуйте. Некоторые магазины даже ставят сварочные кабели и устройства подачи проволоки. стрелы, чтобы освободить пространство на полу и улучшить доступ сварщика к крупным деталям (см. Рисунок 4 ).
Приводные ролики
Проверьте правильность натяжения приводных роликов. Небольшие системы обычно имеют один набор приводных роликов, которые проталкивают проволоку в кабель горелки; более крупные машины имеют систему двойных приводных валков с двумя наборами валков, расположенными на одной линии.В некоторых системах используется подача, в которой ролики, установленные в пистолете, протягивают проволоку через кабель пистолета. Третьи используют двухтактную систему, удобную для алюминия или другой мягкой проволоки. марок (см. , рисунок 6, ).
Натяжение проволоки имеет значение независимо от типа устройства подачи. Если установить слишком низкое натяжение, проволока может проскользнуть, что приведет к прерывистой сварочной дуге. Если проволока затянута слишком сильно, она может быть выдолблена или сплющена, что может вызвать проблемы с зазором подачи через контактный наконечник. Если контактные наконечники быстро изнашиваются, проверьте натяжение приводного ролика, особенно если вы используете ребристый или рифленый ролики.
Защитный газ
Безопасность прежде всего. Перед установкой регулятора убедитесь, что ваш баллон прикреплен цепью. Обеспечьте герметичность соединений, чтобы предотвратить утечку газа. Кроме того, убедитесь, что цилиндр не расположен напротив металлической конструкции (например, металлического рабочего стола), которая может включить его в электрическую цепь.
Проверьте расходомер, чтобы убедиться в правильности его CFH (кубических футов в час). Неопытный сварщик может подумать, что «чем больше, тем лучше», но это не так. Вам нужно иметь достаточно, чтобы защитить бассейн, но не слишком много, иначе вы потратите газ и создадите турбулентность, которая искажает или даже всасывает воздух в расплавленный металл в сварочной ванне.
Рисунок 3 Изношенный контактный наконечник, заполненный брызгами слева, следует заменить (справа) новым контактным наконечником, размер которого соответствует используемому проводу.
Чем выше напряжение и больший размер используемого провода, тем больше CFH вам нужно. Так что, если вы используете импульсный или распылительный перенос с 0,052 дюйма. провода, от 40 до 45 CFH может хватить. Для короткого замыкания с проводом меньшего диаметра обычно достаточно от 25 до 35 CFH.Конечно, точные настройки зависят от газовой смеси, вылета, диаметра сопла и других факторов.
Настройки машины
Если в предыдущую смену выполнялись работы с другим недрагоценным металлом или другой толщиной, настройки машины могли быть изменены. Не включайте аппарат и не думайте, что он настроен на правильное напряжение и скорость подачи проволоки для вашей работы.
Также следует учитывать возраст сварочного аппарата. Старая, хорошо используемая машина, настроенная на 20 вольт и 190 IPM, может работать хорошо, но если вы перейдете на новую (и более точную) машину, те же настройки могут вызвать некоторые проблемы со сваркой.
Тодд Бридигам — инструктор по сварке в Миннеаполисском общественно-техническом колледже, 1501 Hennepin Ave. S., Миннеаполис, Миннесота, 55403. Он также является автором книги How To Weld, , опубликованной MBI Publishing Co. и доступной в крупных книжных магазинах. включая Amazon.com, а также через Американское общество сварщиков www.aws.org. Фотографии, сделанные Монте Сваном, взяты из How To Weld и перепечатаны с разрешения.
Автоматическая сварка, автоматические сварочные аппараты и системы: Polysoude
Готовые решения для автоматизированной сварки с «нулевым дефектом» Изготовленное на заказ оборудование и автоматические сварочные системыPOLYSOUDE известны своим техническим совершенством, они были приняты ведущими мировыми компаниями и современными производителями.
POLYSOUDE предлагает комплексные интегрированные системы для удовлетворения всех требований к автоматической сварке и решения самых сложных задач:
- Сварка TIG горячей / холодной проволокой, плазменная сварка и комбинации процессов
- Сварка сложных материалов, таких как титан, дуплекс, цирконий, алюминий и т. Д.
- Сварка толстостенных стен в узкие канавки
- Сочетание всех видов и размеров заготовок, многоосных манипуляторов и держателей горелок, автоматизация сварки MIG включена
Источники сварочного тока для автоматизированной сварки
Посмотреть наши продуктыСовременное оборудование для различных областей применения
Источник сварочного тока для автоматизированных приложений состоит из нескольких интегрированных подузлов, каждый из которых выполняет определенные функции:
Один или два инвертора мощности для подачи сварочного тока, а также тока для нагрева присадочной проволоки в случае сварки TIG Hot Wire Приложения.На сегодняшний день инверторные источники являются самыми современными, их превосходит только уникальный высокопроизводительный транзисторный источник питания POLYSOUDE PC-TR.
Программируемый блок управления, управляемый с помощью встроенного микроконтроллера или ПК.
Встроенная или внешняя система сбора данных.
Сварочные манипуляторы и периферийное оборудование
Посмотреть наши продуктыКомплексные решения
Polysoude предлагает специальные решения, в которых сварочная горелка перемещается в нужное положение, а обрабатываемая деталь поддерживается с помощью сварочного манипулятора, такого как позиционер или вращатель.После выбора наиболее подходящего процесса сварки для вашего применения и требований Polysoude предлагает вам интегрированные автоматизированные сварочные системы с использованием первоклассных сварочных манипуляторов и периферийных устройств в сочетании с модульными электромеханическими компонентами в виде сварочных горелок, направляющих, механизмов подачи проволоки и т. Д. Все идеально синхронизируется с помощью нашего специального управления сваркой с ЧПУ, что дает вам гарантию идеально воспроизводимого и отслеживаемого автоматизированного процесса сварки.
Электромеханические компоненты, датчики и видео
Посмотреть наши продуктыE Существенно для производительности системы
Был разработан и постоянно совершенствуется широкий спектр электрических и механических совместимых компонентов для особых нужд автоматизированной сварки.Модульные компоненты готовы к сопряжению с любым держателем сварочной горелки или манипулятором заготовок и вместе с нашим управлением сваркой с ЧПУ образуют интегрированную систему, дающую вам гарантию идеально воспроизводимого и отслеживаемого автоматизированного процесса сварки.
Оборудование для сварки в узкие канавки
Посмотреть наши продуктыСварка TIG с узкими канавками — важный процесс
POLYSOUDE предлагает обширную линейку сварочных горелок с узкой канавкой для всех толщин стенок до 300 мм и более.
У каждой горелки есть диапазон, позволяющий использовать ее от максимальной толщины стенки (максимальная глубина вставки горелки в канавку) до завершения работ по укрыванию поверхности.
Необходимо изучить два основных подхода и их преимущества:
— Один стрингер на слой
— Один проход колебаний на слой
Оборудование для плазменной сварки
Посмотреть наши продуктыУниверсальные решения для плазменной сварки
Являясь продолжением TIG, плазменная дуговая сварка имеет гораздо более высокую плотность энергии дуги и более высокую скорость плазменного газа под плазмой, проталкиваемой через сужающее сопло.
Polysoude накопила опыт в области плазменной сварки на протяжении многих лет и предлагает широкий спектр оборудования от орбитальной сварки до решений для шовной сварки.
Каждое оборудование может использоваться для различных применений и может сваривать самые распространенные металлы толщиной примерно до 10 мм.
Плазменная сварка дает множество преимуществ:
— Механическое сужение дуги с помощью сопла с водяным охлаждением: позволяет выполнять сварку большей толщины при стандартной квадратной стыковой подготовке.
— Повышенная скорость сварки до 500 мм / мин, в зависимости от материалов и толщина
- Технический совет
- Инжиниринг и изготовление оборудования
- Разработка технологии сварки
- Прочие сопутствующие услуги, такие как обучение операторов и т. Д.
Обучение сварке инверторов. Как правильно сварить металл инверторным сварочным аппаратом
Сварка — самый распространенный способ соединения двух отдельных металлических частей в наши дни. Со стороны кажется, что приготовление еды простое и незамысловатое, но на самом деле профессия сварщика достаточно сложна и требует определенных навыков. Перед тем, как приступить к сварке, нужно многому научиться и о многом подумать.
Для начинающих сварщиков и профессионалов, работающих на высоте, в продаже имеются компактные современные аппараты для электродуговой сварки — инверторы.
Сварочные аппараты
Сварочный аппарат выполняет работы с использованием источника питания и электродов.
Есть два типа устройств:
Устройства трансформаторного типа просты в эксплуатации, но они тяжелые и большие по размеру, прочные и долговечные, а также очень надежные. Для работы требуется переменный ток.Для сварки используются плавящиеся электроды из фторида кальция или рутила. Агрегат имеет низкий КПД , а сварка трансформаторным устройством среднего качества. При работе с данным видом электросварки требуется высокая квалификация сварщика.
Инвертор — это электросварочный аппарат, который работает на постоянном токе , в отличие от трансформатора. На входе схемы устройства поступающее напряжение преобразуется из постоянного в переменное, которое затем подается на трансформатор.Основное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендовавший себя прибор в полевых условиях;
- независимость от входного напряжения;
- Рентабельность. Инверторы
очень экономичны, при использовании прибора потери электроэнергии в десять раз меньше , чем с трансформаторными моделями. Устройство имеет КПД от 85 до 90 процентов.
С помощью инвертора можно подключать как мелкие, так и большие металлические изделия.Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно выводятся из эксплуатации из-за их габаритов и сложности в использовании. Инвертор доступен как по цене, так и по классификации для любого сварщика, для работы достаточно знать основы и принципы самого процесса сварки.
Электроэнергия, потребляемая этим небольшим сварочным аппаратом, идет исключительно на работу самой дуги, которая непосредственно выполняет процесс сварки.
Основы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для новичков, не имеющих опыта сварщика. Для начала нужно понять, что инвертор — это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет приходиться на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат при включении производил максимальный и сильный электрический шок, который вызывал отключение электричества в сети вашего дома.Инвертор, с другой стороны, имеет накопительные конденсаторы, которые сначала накапливают электричество, а затем обеспечивают бесперебойную работу вашей электросети и мягко зажигают дугу.
Вы легко освоите и самостоятельно изучите уроки инверторной сварки. Со своей стороны, мы можем дать вам несколько полезных и необходимых предложений, если у вас возникнут какие-либо вопросы. В статье мы расскажем, на что в первую очередь нужно обратить внимание перед началом сварки.
Важно понимать, что потребляемая мощность инвертора напрямую зависит от диаметра вашего электрода.Чем больше диаметр используемого электрода, тем больше потребуется электроэнергии. Поэтому перед началом работы необходимо рассчитать примерное максимальное значение электроэнергии, потребляемой вашим устройством , чтобы не сжечь проводку или приборы в вашем доме.
Кроме того, для каждого диаметра используемого электрода требуется минимальная рекомендуемая сила тока, то есть, если вы хотите уменьшить показатель силы тока, то вы не сможете сваривать.
Если захочется поэкспериментировать и увеличить силу тока, то сам шов сработает, при этом электрод может очень быстро перегореть или залипнуть.Как вы уже поняли, важным элементом сварочного процесса является правильный подбор электрода и силы тока аппарата.
Конструктивно электрод представляет собой металлический стержень, на который нанесен специальный порошковый состав. Порошковое напыление является необходимым препятствием для доступа наружного воздуха к сварному шву. Окружающая среда отрицательно влияет на формирование сварного шва , окисляя его, что ухудшает качество шва. Для правильного горения дуги необходимо также напыление порошка.
Для сварки инвертором используются электроды УОНИ, МР, АНО, ОЗС. Качество приобретаемых электродов во многом зависит от условий транспортировки и хранения. Диаметр необходимого электрода варьируется от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговые инструкции для начинающих при использовании инвертора
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки.Во время сварки важно поддерживать постоянное правильное расстояние.
Небольшой зазор
Наличие небольшого зазора приведет к тому, что металл не успеет полностью прогреться, при этом шов выйдет выпуклым и не оплавится по бокам.
Большой зазор
Наличие большого зазора приведет к скачку дуги, который будет мешать проплавлению, а это означает, что наплавленный нагретый металл будет лежать неравномерно.
Необходимое правильное расстояние
Обеспечение правильного постоянного расстояния обеспечит хорошее проплавление и идеальный шов.
С опытом вы сможете правильно контролировать длину дуги , что даст вам оптимальные результаты. Дуга образует сварочную ванну, проходя через зазор, расплавляя основной металл. Это также обеспечивает попадание расплавленного металла в ванну.
Правильно сформированный шов и его дефекты
В процессе сварки при резком движении электрода образуется дефектный шов. Линия ванны расположена ниже линии поверхности основного металла. Если зажженная дуга глубоко и сильно проникает в металл сварного шва, она отодвигает ванну назад и образует шов.Поэтому в процессе необходимо следить за тем, чтобы шов находился на уровне свариваемого металла.
Зигзагообразные и круговые движения помогут создать идеальный сварной шов. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
Когда электрод движется в разные стороны по зигзагу , образуется хороший шов , при этом необходимо контролировать формирование шва. При этом формируем шов сначала с левого края, потом по центру ванны, потом с левой стороны и так далее.Необходимо помнить, что ванна идет на тепло.
Поднутрение образуется при недостаточном количестве металла электрода, при полном заполнении ванны и при движении поперек. Чтобы избежать образования поднутрения, необходимо соблюдать внешние границы шва, внимательно следить за ванной и при необходимости делать его более тонким.
Напряжение дуги, расположенное на конце стержня электрода, применяется для управления ванной. При наклоне стержня бак не вытягивается, а толкается.Помните, что чем вертикальнее располагается электрод во время сварки, тем меньше выпуклый шов.
Когда вы держите электрод вертикально, ванна сдвигается вниз, так как все тепло концентрируется над ней. При этом хорошо разливается и тает.
Когда электрод немного наклонен, вся сила направляется назад, и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прилагается по вектору шва, что делает невозможным управление горячей ванной.
Если необходимо отодвинуть ванну назад или получить плоский шов, электрод наклоняют под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально сваривать.
Обратная и прямая полярность при сварке с инвертором.
Обратная полярность приводит к снижению тепловложения в продукт. Зона плавления неглубокая, но довольно широкая. Наблюдается эффект катодной очистки свариваемой поверхности.
При прямой полярности меньше тепла вводится в металл. Зона плавления глубокая и в то же время узкая.
Инверторный процесс сварки тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- горячий старт — помогает с начальным образованием сварочной дуги;
- arcforce — для предотвращения прилипания электрода, когда он находится на близком расстоянии от заготовки. Функция увеличивает сварочный ток;
- антипригарный — предотвращает перегрев устройства за счет отключения напряжения.
Все эти функции включаются автоматически при непредвиденной критической ситуации, что позволяет новичкам выполнять сварочные работы на хорошем уровне.
Для обеспечения хорошего качества сварного шва на тонком металлическом листе и во избежание прожогов на сварных листах необходимо следить за тем, чтобы шов был виден во время процесса сварки.
Электрод нужно выбирать меньшего диаметра и располагать как можно ближе к металлу. Затем ждем, пока не начнет формироваться красное пятно, под ним образуется капля металла, которая соединит между собой тонкие металлические заготовки.
Медленно проводя электрод по поверхности тонких металлических деталей, образуются капли металла, которые соединяют детали друг с другом, образуя сварной шов.
Прочитав нашу статью, вы узнаете, как правильно эксплуатировать электросварочный инвертор. Мы надеемся, что процесс сварки покажется вам легким и увлекательным. Перед началом процесса сварки прочтите руководство к инвертору и рекомендации завода-изготовителя , чтобы защитить не только сварочный аппарат, но и ваше имущество от повреждений.
Сварка металлов — наиболее распространенный способ их соединения в различных отраслях экономики (строительство, машиностроение, прокладка трубопроводов и т. Д.). В быту (дома, на даче, в гараже) мы тоже встречаемся с необходимостью использовать сварку металла. Обычному человеку эта работа кажется непонятной, сложной и загадочной. Более того, это связано с определенным риском для жизни.
Посмотрим, так ли это. Как сварить металл электросваркой?
В современной торговой сети большое количество инверторов, средств защиты при сварке.Они доступны каждому, поэтому, приобретя соответствующее оборудование, вы можете выполнить эти сварочные работы самостоятельно. Вам просто нужно узнать, что такое технология сварки металлов, каковы требования безопасности. Кроме того, необходимо получить необходимую сварочную практику.
Типы сварки металлов
В настоящее время разработано множество различных технологий сварки металлов. Например, можно использовать электронное и лазерное излучение, соединять продукты с газовым пламенем и готовить с помощью ультразвука.Но наиболее широко используемым источником энергии является электрическая дуга.
Также стоит побеспокоиться о пожарной безопасности — убрать с места сварки все легковоспламеняющиеся материалы и жидкости, подготовить к использованию средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), проветрить помещение, где работают будет осуществляться, особенно с лицевой и тыльной стороны сварочного аппарата.
Обязательно прочтите инструкцию по эксплуатации сварочного аппарата и следуйте всем приведенным в ней рекомендациям.
электробезопасность
Прежде чем пытаться на практике освоить сварку металла, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. В противном случае другие электроприборы, подключенные к сети, могут быть повреждены не только для вас, но и для ваших соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на электросеть из-за наличия скачков напряжения в начале сварки и повышенного потребления электрического тока при прилипании электрода к месту сварки.Кроме того, он должен быть расположен так, чтобы он не мог упасть, не повредиться сам по себе или причинить вред людям и окружающим предметам во время работы. Провода, подключенные к устройству, должны иметь хорошую изоляцию и быть выпрямленными. Необходимо исключить возможность их повреждения.
Подготовка к работе
Как правильно сваривать металл? Место сваривания необходимо очистить до металла и просушить. Запрещается проводить сварочные работы в сырую погоду, в дождь и при минусовых температурах.Не допускайте намокания электродов.
Как сварить металл электросваркой?
Сварку проводят при постоянном или переменном напряжении. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током есть два варианта подключения сварочного аппарата. Когда плюс подключен к массе, а минус — к электроду (это называется прямой полярностью), металл нагревается сильнее, зона плавления создается глубокой и узкой.Такое включение используется при сварке толстого металла и приводит к экономному расходу электродов. При обратном подключении (обратная полярность) электрод сильнее нагревается и быстрее расходуется, зона плавления получается широкой и неглубокой. Поэтому обратная полярность используется только при сварке тонких металлических листов.
Отличительные особенности инверторов
Как правильно варить металл преобразует переменное напряжение промышленной сети в последовательность импульсов более высокой частоты, а затем формирует постоянное напряжение тока.Благодаря наличию электронной схемы, реализующей эти преобразования, инвертор мало влияет на электросеть во время работы, имеет более плавную регулировку выходного напряжения, отличается малым весом и габаритами. По качеству полученный инвертор не уступает другому аналогичному оборудованию. Поэтому очень широкое распространение получили сварочные инверторы в последнее время, когда цены на такие аппараты снизились. Преимущество такого аппарата — относительная простота использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (DC) источника тока. Это значение, характеризующее КПД инвертора, показывает отношение времени сварки к времени простоя. Бытовая техника не работает постоянно. Они должны периодически остывать. Таким образом, рабочий цикл инвертора составляет 30%, что означает, что через каждые 3 минуты сварки вам придется ждать 7 минут, пока источник остынет. Если вы попытаетесь продолжить работу без перерыва, агрегат может сгореть.Или сработает защита и она выключится. Поэтому вам следует выбрать инвертор с рабочим циклом не менее 60% и максимальным током не менее 140-160 А.
Подготовка к работе с инвертором
Чтобы получить опыт правильной сварки металла с помощью инвертора , сначала рекомендуется работать с металлом толщиной не менее 2-3 мм и использовать электроды 3 мм. Лучше покупать новые электроды. Старые, несвежие, позаимствованные у других, с большой вероятностью будут сырыми и непригодными для использования.
Как правильно сваривать металл? Если вы впервые пытаетесь сварить поверхность одного куска металла, не приваривая его сначала к другому.
Учитывайте последовательность работ.
Вначале необходимо подключить электрод к его держателю, а заземляющий провод к свариваемой заготовке с помощью клеммы. Остальные концы проводов должны быть подключены к выходам инвертора с прямой полярностью.
Во-вторых, необходимо включить прибор и установить его выходные параметры в соответствии с рекомендациями, в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для нагрева металла до температуры, необходимой для получения качественного шва, необходимо брать электрод, соответствующий толщине материала. Чем толще последний, тем больше металлический слой он может нагреть и тем выше ток должен быть установлен на инверторе для образования электрической дуги. При этом чем выше ток, тем быстрее плавится металл и быстрее расходуется электрод. Для тонкого слоя металла при большом токе и толстого электрода часто образуются отверстия, прожигающие материал.При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемое отсутствие прогорания.
Третье, на что следует обратить внимание, это образование электрической дуги. Для этого нужно ударить концом электрода по месту сварки, как спичкой по ящику, не отрывая конец электрода от металла. Когда возникает дуга, на металле образуется красное пятно. Но это еще не расплавленный металл, а всего лишь флюс, образующийся при плавлении порошковой оболочки электрода.Необходимо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, пока металл в месте дуги не нагреется до образования так называемой сварочной ванны — капли расплавленный металл, имеющий ярко-оранжевый цвет и дрожащий от протекания тока.
В-четвертых, необходимо переместить конец электрода в сторону выполняемого шва на один-два миллиметра, снова удерживая его на заданном расстоянии от металла. Снова дождитесь образования капли, и так далее, двигаясь по сварочному шву, предстоит выполнить.Когда электрод касается металлической поверхности, возникает короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва нужно стараться поддерживать постоянное расстояние между концом электрода и металлической поверхностью, постепенно приближая электрод к нему по мере его прогорания. Вернее, электрод не выгорает, а плавится, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, плавясь, образует флюс и газы, которые предотвращают поступление кислорода из окружающего воздуха к месту сварки и окисление металла, а также помогают процессу формирования качественного сварного шва.
Во время процесса сварки рекомендуется держать электрод под углом около 30 градусов от перпендикуляра к свариваемой детали, чтобы образовалась компактная сварочная ванна, и вы могли четко видеть место сварки. Чем больше электрод наклонен к детали во время процесса сварки, тем более вытянутым в противоположном направлении будет пятно нагретой металлической поверхности и тем больше будет время образования сварочной ванны при той же силе тока. Самое узкое место плавления металла достигается, когда электрод располагается перпендикулярно поверхности металла.Но в этом случае сварщику сложно наблюдать за процессом сварки. Поэтому такое положение используется только при сварке в труднодоступных местах.
Как правильно сварить металл инвертором?
Попрактиковавшись в сварке простой поверхности, можно приступать к соединению металлических деталей. Процесс аналогичен, разница в том, что свариваемую деталь нужно предварительно закрепить в нужном месте зажимом или иным способом, а при появлении сварочной ванны передвигать конец электрода не прямо по шву, а зигзагообразными движениями от центра шва к сначала одной, затем другим частям, постепенно продвигаясь по шву, соединяя их таким образом.
Главное, чтобы успех приходит с опытом. Приобретя его, вы можете вместо того, чтобы пользоваться услугами сторонних специалистов (за довольно большие деньги), научиться делать сварочные работы своими руками. Успешного обучения и работы!
В частном доме, на даче, в гараже и даже в квартире везде много работ, требующих сварки металла. Особенно остро эта потребность ощущается в процессе строительства. Здесь особенно часто требуется что-то приготовить или нарезать.А если еще можно отрезать болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если строительство ведется своими руками, то сварочные работы можно провести самостоятельно. Особенно в местах, где не требуется красота шва. О том, как правильно приготовить сварку, мы расскажем в этой статье.
Основы электросварки
Сварные соединения металла на сегодняшний день самые надежные: детали или детали сплавлены в единое целое.Это происходит в результате воздействия высоких температур. В большинстве современных сварочных аппаратов для плавления металла используется электрическая дуга. Он нагревает металл в зоне поражения до температуры плавления, причем на небольшой площади. Поскольку используется электрическая дуга, то сварка называется электрической дугой.
Это не совсем правильный способ сварки)) Хоть
надоВиды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Сварочные трансформаторы готовятся на переменном токе, инверторы на постоянном токе.
Работать с трансформатором сложнее: ток переменный, поэтому сварная дуга «скачет», сам аппарат тяжелый и громоздкий. Также существует много раздражающего шума, который излучает дуга и сам трансформатор во время работы. Есть еще одна неприятность: трансформатор сильно «проседает» сеть. Более того, бывают значительные скачки напряжения. Соседи этому обстоятельству не очень довольны, и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В.При этом они имеют небольшие габариты и вес (порядка 3-8 килограммов), работают тихо, на напряжение почти не влияют. Соседи даже не узнают, что вы начали пользоваться сварочным аппаратом, если не увидят. Кроме того, поскольку дуга вызвана постоянным током, она не прыгает, ее легче смешивать и контролировать. Итак, если вы решили научиться сваривать металл, начните со сварочного инвертора.
Сварочное оборудование
Для возникновения электрической дуги требуются два токопроводящих элемента с противоположными зарядами.Один представляет собой металлическую деталь, а другой — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляют собой металлический сердечник, покрытый специальным защитным составом. Существуют также графитовые и углеродные неметаллические сварочные электроды, но они используются для специальных работ и вряд ли пригодятся начинающему сварщику.
Когда электрод и металл, имеющие разную полярность, соприкасаются, возникает электрическая дуга. После его появления в том месте, куда он направлен, металл детали начинает плавиться.При этом металл электродного стержня плавится, переносясь с электрической дугой в зону плавления — сварочную ванну.
Как образуется сварочная ванна. Не разбираясь в этом процессе, вы не поймете, как правильно варить металл (Чтобы увеличить размер рисунка щелкните по нему правой кнопкой мыши)
При этом защитное покрытие также горит, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварочную ванну, защищая металл от взаимодействия с кислородом.Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, помогая поддерживать его температуру. Для правильной сварки необходимо следить за тем, чтобы шлак покрыл сварочную ванну.
Сварной шов получается перемещением ванны. И он движется, когда движется электрод. В этом весь секрет сварки: нужно двигать электрод с определенной скоростью. Также важно, в зависимости от требуемого типа подключения, правильно выбрать его угол наклона и текущие параметры.
По мере остывания металла на нем образуется шлаковая корка — результат сгорания защитных газов. Он также защищает металл от контакта с кислородом воздуха. После остывания его забивают молотком. В этом случае разлетаются горячие осколки, поэтому необходима защита глаз (носить специальные очки).
Как правильно сваривать металл
Научиться правильно держать электрод и перемещать ванну недостаточно для хорошего результата. Вам необходимо знать некоторые тонкости поведения соединяемых металлов.А особенность заключается в том, что шов «натягивает» детали, что может привести к их перекосу. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом шва детали соединяются прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Поэтому перед работой детали закрепляют струбцинами, стяжками и прочими приспособлениями. Кроме того, делаются прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров.Они скрепляют детали, придавая изделию форму. При сварке стыков их прикладывают с двух сторон: так компенсируются возникающие напряжения. Только после спокойных подготовительных мероприятий приступайте к сварке.
Как выбрать сварочный ток
Невозможно научиться готовить электросваркой, если не знаешь, какой ток выставить. Это зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
А вот с ручной электродуговой сваркой все взаимосвязано.Например, в сети упало напряжение. Инвертор просто не может обеспечить необходимый ток. Но даже в этих условиях можно работать: можно двигать электрод медленнее, добиваясь хорошего нагрева. Если это не помогает, измените тип движения электрода — проходя через одно и то же место несколько раз. Другой способ — поставить более тонкий электрод. Комбинируя все эти методы, можно добиться хорошего сварного шва даже в этих условиях.
Теперь вы умеете готовить сваркой.Осталось отработать навыки. Выберите сварочный аппарат, купите электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видеоурок по сварке.
Овладение техникой получения прочного сварного шва — отличный навык, который приносит много пользы настоящему владельцу. Хорошо проработанный процесс может быть настолько увлекательным, что после изготовления простого каркаса для теплицы, печи для гаража или резервуара для дачи вам захочется создать что-то сложное и оригинальное, например, ажурный забор, скамейку, мангал. .Но прежде чем реализовывать задуманное, нужно выяснить все вопросы о том, как научиться готовить электросваркой, ознакомиться с информацией и обучающим видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
Другие виды соединения металлических деталей вряд ли смогут конкурировать с прочностью сварных швов, если их соединение должно быть неразъемным. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов.В результате взаимного проникновения электродных частиц и соединяемых элементов образуются сверхпрочные межмолекулярные связи.
Электросварка — залог прочности соединения металлических частей
Внедрение передовых технологий теперь позволяет проводить сварку с использованием лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Самый распространенный источник энергии — электрическая дуга, создаваемая инвертором или сварочным аппаратом.Самым простым и распространенным способам сварки стоит начать обучение.
Подготовка к практическим занятиям
Сварочные навыки приобретаются в основном на практике. Поэтому нужно знать, чем нужно запастись начинающему сварщику, получившему теоретическую информацию и желающему применить знания.
Внимание. Сварка чревата опасностью получения ожога от брызг расплавленного металла, отравлением ядовитыми выделениями, с вероятностью поражения электрическим током.Радиация может обжечь роговицу глаз. Готовьтесь тщательно, не экономя на снаряжении и снаряжении.
Работа сварщика чревата угрозой получения травм, отравления газом и ожогов
Выбор подходящего оборудования
Для практических занятий можно сделать сварочный агрегат своими руками. Но если практики в этом вопросе нет, желательно арендовать или купить сварочное оборудование с устройством для плавной регулировки показателей силы тока, максимальные значения которых составляют около 160 А.Следующее поможет вам освоить навыки сварщика:
- Сварочный трансформатор, преобразующий переменный ток, подаваемый из сети, в переменный ток сварочного процесса. У простого в обслуживании, эффективного и дешевого устройства есть недостатки: он не обеспечивает высокой стабильности дуги, «проседает» напряжение, слишком тяжелый.
- Сварочный выпрямитель, действие которого основано на получении постоянного сварочного тока путем преобразования переменного тока сети.По набору недостатков и преимуществ агрегат аналогичен предыдущему варианту, но лучше сохраняет стабильность дуги, за счет чего повышается качество сварных швов.
- Сварочный инвертор, подающий постоянный ток и напряжение для сварки от переменного тока. Это легкий и компактный прибор с плавным регулированием текущих параметров, быстродействующим и эффективным оборудованием с легким зажиганием.
Выбор сварочного оборудования должен основываться на потребностях.
Опытным сварщикам рекомендуется покупать инвертор.Он не займет много места и поможет вам лучше тренироваться. Посмотрите видео о том, как выбрать аппарат, как приготовить и как научиться готовить электросваркой — видео поможет наглядно представить начало практического курса.
Чем отличаются электроды?
Дуговая сварка выполняется плавящимися электродами. Их функция — подавать ток на шов. Основным компонентом автоматической или полуавтоматической сварки может быть порошковая проволока, механически подаваемая в зону плавления по мере ее использования.Однако большинство учебных курсов рекомендуют начинать с электродов, которые имеют форму цельных стержней со специальным легкоплавким покрытием. С ними можно быстро «набить» руку и получить навыки формирования четких плавных сливающихся линий.
Сварочные электроды в виде металлических стержней — лучший выбор для новичков
Электроды-стержни диаметром 3 мм считаются оптимальными для новичков. Для более толстых электродов требуется мощное оборудование. Прутки сечением 2 мм используются для сварки деталей из тонколистового металла.Не стоит использовать оставшиеся от кого-то старые комплектующие для дуговой сварки, а если они еще и влажные, толку не будет вообще.
Сварочное оборудование — безопасность
Будущему сварщику обязательно понадобится защитный экран или маска сварщика. Они защищают глаза от ожогов от воздействия яркого излучения, а кожу лица — от брызг горячего металла.
Для практических занятий требуется защитный экран или маска сварщика.
Кожа рук также должна быть защищена от обжигающих брызг расплавленного металла.Вам понадобятся рабочие брезентовые перчатки или перчатки из замши (вязаные и хлопковые не подойдут).
Костюм или халат с брюками должны быть из плотного материала, предпочтительно из толстого брезента высокой плотности.
Важно. Возле места работы нужно поставить ведро, наполненное водой, запастись старым толстым одеялом, чтобы иметь возможность тушить пожар от случайной искры.
Для практических занятий предпочтительно, но не обязательно, сидеть на улице. Все легковоспламеняющиеся предметы в зоне работы и вероятной досягаемости искры должны быть удалены.
Первые шаги будущего хорошего сварщика
Вначале каждый из обучаемых делает ролики на ненужных кусках металла, просто расплавляя материал, не создавая соединительных швов. Поверхность необходимо очистить от ржавчины и грязи.
Начало работы: как сделать ролики
- Электрод вставляется в держатель сварочного аппарата.
- Можно инициировать подачу тока в зону плавления, ударяя по металлу концом стержня, например, спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод необходимо направить на заготовку. Зазор между электрической дугой и металлом должен быть постоянным, не менее 3, но не более 5 мм.
Примечание. От качества будущего шва зависит умение выдерживать постоянный зазор. При изменении расстояния дуга прерывается, шов будет дефектным.
- Стержень удерживается под углом к плоскости заготовки. Удобным считается наклон в 70 градусов, а электрод можно наклонять вперед или назад, так как это удобнее для исполнителя.В дальнейшем размер уклона может быть изменен в зависимости от предпочтений сварщика и от специфики выполняемой операции.
На этом этапе практического обучения необходимо научиться выбирать силу тока для его стабильного питания. При отсутствии тока дуга погаснет, слишком мощный поток расплавит металл. Навыки настройки режима сварки можно получить только экспериментальным путем.
Учимся делать сварные швы
Убедившись, что валики выходят ровно и почти красиво, можно попрактиковаться в выполнении соединительных швов.Это действия для уверенной руки практически опытного практиканта, который умеет правильно научиться готовить электросваркой и осознает полученную информацию.
Шаг 2 учебного пособия: моделирование сварного шва на заготовке
Все начальные шаги для зажигания электрода аналогичны процессам, описанным выше. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот.Траектория движения может быть зигзагообразной, петлевой, напоминать череду елок или серпов.
Несколько типов швов, выполненных электродуговой сваркой
Вам нужно снова потренироваться на куске ненужного металла, проведя по нему мелом линию, видимую через затемненное стекло маски. По нему нужно проложить своеобразный шов, проведя сплошную узкую полоску по одной из указанных выше траекторий.
От остывшего шва молотком нужно отбить шлак, после чего работа сварщика предстанет перед вашими глазами.
Шлак из остывшего шва нужно сбивать маленьким молотком
После получения первых навыков можно приступать к изготовлению соединительных швов. Они бывают Т-образными, стыковыми, угловыми, внахлест, выполняются горизонтально или вертикально снизу вверх и в обратном направлении. Чтобы рука уверенно двигалась, нужно много тренироваться и только потом приступать к изготовлению полезных красивых самоделок.
Виды сварных соединений и их внешний вид
Видеоурок для начинающих
Навыки работы со сварочным аппаратом помогут изготовить множество полезных металлоконструкций для дачи, гаража, бани, хранилища.Наверняка после первых шагов вам захочется сделать что-нибудь потрясающее. Просто чтобы овладеть всеми нюансами мастерства, нужно много работать, чтобы получить мастерство. И, конечно же, более сложные методы сварки потребуют более подробной информации, например, профессиональных руководств с описанием сложных процессов и перечнем технических регламентов.
Сварка — это надежный процесс соединения двух металлических деталей. Опытные сварщики и домашние мастера используют его для изготовления различных емкостей, печей для гаражей и бань, каркасов теплиц, металлических ворот и прочего необходимого в быту.На первый взгляд кажется, что процесс сварки прост, но это далеко не так.
Нужно многому научиться и учесть заранее. Поэтому, прежде чем браться за самостоятельное изготовление изделий с помощью сварки, рекомендуется изучить этот процесс , изучить все его тонкости, посмотреть видео-урок. Начинающим сварщикам лучше всего начать сварку с помощью простого в использовании инвертора.
Что такое инверторный аппарат
Такое оборудование появилось сравнительно недавно, значительно облегчая работу большинства сварщиков.Использование нового метода сварки позволило значительно уменьшить габариты аппарата и вес его оборудования. Начинающим сварщикам будет достаточно просто научиться соединять детали с помощью максимально удобного и очень экономичного инвертора.
Инверторный сварочный аппарат представляет собой небольшой ящик, вес которого зависит от его вместимости и может составлять от 3 до 7 кг. Вся конструкция размещена в механическом футляре с вентиляционными отверстиями, который можно переносить на ручке или на ремне.
Есть тумблер на панели прибора или рукоятке для включения питания . Индикаторы перегрева и питания расположены на передней панели корпуса. Также есть два выхода для подключения рабочих кабелей — «плюс» и «минус». Один кабель устройства заканчивается электродом, а второй — зажимом-прищепкой. Их разъем питания находится на торце корпуса. Для настройки сварочного тока и напряжения аппарат оснащен специальными ручками.
Принцип работы инверторного устройства
Инвертор работает от обычной бытовой электросети с частотой 50 Гц .
- Устройство имеет выпрямительную схему, преобразующую переменный ток в постоянный.
- После этого происходит окончательное сглаживание специальным фильтром.
- Инвертор — это электрический блок устройства, в котором постоянный ток преобразуется в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может достигать 60 кГц (в зависимости от модели используемого устройства).
- Получаемый на выходе высокочастотный ток снижается до необходимого напряжения, в результате чего сила тока достигает необходимого для сварки значения 120-200 ампер.
Такое двойное преобразование необходимо для того, чтобы трансформаторы, небольшие по весу и объему, могли использоваться для понижения напряжения высокочастотного тока. Так, например, для инвертора с силой тока 160А потребуется трансформатор на 250 грамм. Вес оборудования по старой технике 18 килограмм.
Преимущества и недостатки сварочного инвертора
Помимо небольшого веса, современный сварочный аппарат имеет еще и немало плюсов:
Для более объективного описания этого сварочного аппарата стоит отметить его недостатки:
- Существенным недостатком такого оборудования является его цена, которая в 2-3 раза выше, чем у обычных сварочных аппаратов; №
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабеля устройства должно быть не более 2.Длиной 5 метров, что существенно стесняет движения сварщика;
- Многие модели такого оборудования не рекомендуется использовать при низких температурах.
Инверторная сварка для начинающих — инструкция
Тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, просмотрев для этого видеоролики. Его можно разделить на несколько этапов:
В процессе сварки важную роль играет электрод, который используется для формирования сварочной ванны без кислорода.Наносимый на него порошок необходимо поддерживать равномерное горение дуги.
Перед началом работ сварщик должен подготовить для себя защитную амуницию:
- куртка грубая;
- шлем специальный защитный;
- Перчатки из грубой ткани.
Теперь нужно выбрать электрод и установить сварочный ток. Для инверторных устройств электроды должны иметь диаметр 2-5 мм. В зависимости от их толщины и толщины заготовок устанавливается сварочный ток.Какое его значение должно быть обычно указано на корпусе инвертора.
После того, как все подготовлено, клемма заземления подключается к свариваемой поверхности и начинается процесс сварки. Во избежание прилипания электрода во время сварки не рекомендуется приближать его к металлической поверхности.
Пошаговая инструкция по сварке инвертором для начинающих:
Что нужно делать после процесса сварки, можно увидеть в видеоролике с уроком для начинающих сварщиков.
Дуговый зазор
Опытные сварщики выполняют все работы практически не глядя, но новичкам во время этого процесса необходимо внимательно следить за дуговым зазором. Важно поддерживать это значение во время сварки.
Если зазор большой , то дуга начнет прыгать, и наплавленный материал уложится криво.
При небольшом зазоре основной металл не успеет прогреться и шов получится выпуклым.
Обеспечение зазора на оптимальном расстоянии приведет к хорошему проникновению и получению гладкого и нормального борта.Также в процессе сварки не следует забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом увеличится.
Урок для начинающих по формированию правильного шва
В процессе сварки очень важно следить за тем, чтобы шов находился на уровне металла. Глубоко и интенсивно втекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электрода будут слишком быстрыми, шов будет дефектным.
Чтобы сформировать идеальный шов, можно выполнять зигзагообразных и круговых движений.
- При движении в разные стороны необходимо контролировать образование шва сначала с одного края детали, затем сверху ванны и затем с другого края изделия.
- Круговыми движениями ванна распределяется по кругу и контролируется уровень шва.
При изменении направления нужно знать, что ванна следует за теплом.Когда в электроде недостаточно металла, образуется поднутрение. Чтобы не допустить его появления, необходимо тщательно следить за ванной и контролировать внешние границы.
Сила дуги на конце электрода может использоваться для управления ванной. При наклоне электрода он не растягивается, а толкается.
Чем вертикальнее расположен электрод, тем менее выпуклым будет шов, поскольку ванна хорошо плавится, толкает вниз и растекается вокруг.
Если электрод наклонен слишком сильно, сила, приложенная в направлении шва, не позволит контролировать ванну.
При слегка наклоненном электроде шов плавает, поскольку сила направлена назад.
Следовательно, чтобы отодвинуть ванну назад или получить ровный шов, наклоны электрода должны быть под разными углами. Вы должны начинать с угла от 45 до 90 градусов … С этим углом вы можете нормально сваривать и получить плоский шов.
Для тех, кто думает научиться сварке, лучше всего делать это с помощью инвертора.Простая в использовании, она идеально подходит для начинающих сварщиков. Однако следует знать, что в продаже могут быть как модели, подходящие для любительской сварки, так и дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не забывайте, что при сварке необходимы средства индивидуальной защиты. Ни в коем случае нельзя смотреть на дугу без специальной маски.
STICKWELD 140–140 А 110 В / 220 В, рабочий цикл 60% Сварочный аппарат STICKWELD DC
Долговечность 140–140 А 110 В / 220 В Рабочий цикл 60% Сварочный аппарат STICK STICK
Введение
Longevity STICKWELD 140 — отличный портативный, но мощный аппарат для сварки штангой, способный выполнять сварку как на 110 В, так и на 220 В.Этот легковесный сварочный аппарат весит 23 фунта, а сила тока колеблется от 30 до 140 при подключении к розетке 220 В.
Защита от тепловой перегрузки
Longevity включает защиту от тепловой перегрузки, которая информирует пользователя о превышении рабочего цикла и безопасно выключает устройство до тех пор, пока оно не остынет до температуры, достаточной для перехода к резке.
Ультра портативный
При весе 23 фунта STICKWELD 140 является легковесом в сварочной промышленности, позволяя сваривать практически в любом месте.Ручка очень удобна, когда вы поднимаетесь по лестнице, в небольших местах или при сварке на ходу.
Эффективная инверторная технология
Благодаря инверторной технологии компания Longevity в очередной раз произвела революцию в отрасли, выпустив портативную, но мощную машину, которая может работать с генератором, идеально подходящую для сварки ON THE GO. Инверторная технология подчеркивает портативность, но эффективность и надежность компонентов Soft Switching обеспечивают максимальное качество сварки.
Цифровой дисплей счетчика
STICKWELD 140 оснащен цифровыми измерителями, отображающими вашу силу тока, чтобы клиенты могли быстро, точно и легко настроить прибор на любую силу тока.
Easy Voltage Switch Over
С помощью STICKWELD 140 вы можете легко переключаться с 220 В или 110 В. Благодаря нашей новой модели, просто подключите насадку 110 В к существующему шнуру питания и приваривайте где угодно и когда угодно.
Держатель стержня и электроды стержня
Longevity STICKWELD 140 оснащен промышленным держателем для палочек, рассчитанным на 300 ампер.Оснащен прочной пружиной для идеального зажима электродных стержней каждый раз и способен удерживать стержни толщиной до 1/8 дюйма и подходит для сварки с вашими наиболее распространенными электродами.
Регулировка регулируемого усилителя
Longevity STICKWELD 140 предлагает переменную регулировку силы тока, а не предварительные настройки, позволяя пользователям каждый раз точно определять правильную настройку во время сварки. В сочетании с цифровым дисплеем вы можете точно настроить машину.
Рабочий цикл
STICKWELD 140 имеет конкурентоспособный в отрасли рабочий цикл 60% при 40 градусах Цельсия.Такой рабочий цикл позволит вашей машине работать дольше, чем у большинства марок, пока вы работаете в течение более длительных периодов времени.
Digtal 200AMP 220V DC Инверторный сварочный аппарат Портативный мини-аппарат для дуговой сварки MMA IGBT Business & Industrial Welding
Digtal 200AMP 220V DC Инверторный сварочный аппарат Ручной мини-аппарат для дуговой сварки MMA IGBT Business & Industrial WeldingDigtal 200AMP 220V DC Инверторный сварочный аппарат Ручной мини-аппарат для дуговой сварки MMA IGBT
IGBT Digtal 200AMP 220V DC Inverter Welder Mini Ручной аппарат для дуговой сварки MMA, найдите много отличных новых и подержанных опций и получите лучшие предложения на Digtal 200AMP 220V DC Inverter Welder Mini Handheld Arc Welding Machine MMA IGBT по лучшим онлайн-ценам на, Бесплатная доставка для многих продуктов.Аппарат MMA IGBT Digtal 200AMP 220V DC Инверторный сварочный аппарат Мини-дуговая сварка, Digtal 200AMP 220V DC Инверторный сварочный аппарат Мини-ручной дуговой сварочный аппарат MMA IGBT, Бизнес и промышленность, ЧПУ, Металлообработка и производство, Сварочное и паяльное оборудование, Сварка, Сварщики, Резаки и горелки , Сварщики TIG.
Мешает ли плохая кредитоспособность вам владеть домом?
TruPath Float ™ — это самая быстрая и самая доступная программа по ремонту ипотечных кредитов в стране.
Почему TruPath Credit? Бесплатная консультация
«Мы годами боролись с получением кредита. Я был так благодарен за то, что подключился к TruPath. Меня научили тому, что я сделал, чтобы создать свою проблему, и как правильно двигаться вперед. Четкий, пошаговый план с легко достижимыми целями ».
«Моя жена и я были в процессе покупки нашего первого дома, и нам нужно было повысить наш кредитный рейтинг, чтобы претендовать на лучшую ипотеку.Мы не совершали многих классических финансовых ошибок, таких как просрочка платежей, большой остаток на кредитных картах и банкротство, и не знали, как быстро поднять наши результаты. Проработав всего несколько месяцев с Брук Пакстон, мой результат увеличился на 58 баллов !! Мы не можем более настоятельно рекомендовать TruPath Credit. Брук была невероятно знающей и отзывчивой на наши вопросы, и ей удалось поднять наши оценки с помощью простых и простых в использовании стратегий. Спасибо, TruPath! »
«TruPath действительно поможет.Они действительно знают, как повысить кредитоспособность клиента. Пока клиент следует своему плану действий, его кредитные рейтинги растут ». Щелкните для просмотра видео.
«Я БОЛЬШОЙ сторонник TruPath! Они буквально изменили мой бизнес. Приятно иметь делового партнера, которому я могу доверять. Я — фанат!» Нажмите, чтобы посмотреть видео-отзыв.
«TPC оказал наибольшее влияние на то, чтобы вернуть мой кредит в форму. После службы в армии у меня возникли долги и проблемы с кредитом.Мне было нелегко перейти к гражданской жизни. Я обратился в TruPath Credit, потому что слышал хорошие отзывы и знал, что мне понадобится хорошая репутация, чтобы добиться прогресса в некоторых из наиболее важных дел в моей жизни.
Персонал очень услужливый и профессиональный. Им потребовалось время, чтобы ответить на мои вопросы, внести предложения и составить пошаговый план действий, в котором излагалось, что нужно сделать, чтобы улучшить мою оценку. Ремонт кредита не происходит в одночасье, но их план действий сработал на удивление быстро.Промедление было для меня настоящей борьбой, но я рад, что нашел время.
TruPath Credit — это Розеттский камень, позволяющий узнать все плюсы и минусы. Просто, эффективно и действенно ».
«TruPath был глотком свежего воздуха для меня и моей команды. Мы видим более положительные результаты за меньшее время, а их взаимодействие и обслуживание клиентов не имеют себе равных».
«Ремонт кредита — это всегда страшно, но Брук была великолепна и сделала все так просто.Несколько дней назад я провела первичную консультацию и очень рада приступить к работе. Она ответила на все мои вопросы и многое другое. Я настоятельно рекомендую работать с Брук в TruPath Credit! »
«Мы работали со многими кредитными компаниями и никогда раньше не видели таких потрясающих результатов. TruPath поддерживает нас на протяжении всего процесса ».
«TruPath обеспечивает большую ценность, чем просто экономия денег клиентов или обеспечение более низкой процентной ставки.Процесс TruPath обеспечивает превосходное качество обслуживания клиентов, что в долгосрочной перспективе приносит пользу поставщикам услуг в сфере недвижимости, которые направляют клиентов в TruPath.
«Эти парни классные. Мне так сильно помогло выйти из БК. Я начал примерно в августе 2017 года. Мой кредит за 6 месяцев вырос примерно на 130 пунктов. Это был хороший опыт. Они полезны и знают свое дело. Я очень рекомендую этих ребят. Они помогают с вашим планом действий и следят за вами, а также следят за тем, чтобы вы соблюдали правильный график и делали все необходимое для достижения результатов.”🙂
«Все клиенты, которых мы отправили в TruPath, остались очень довольны своим обслуживанием. Приятно иметь еще один инструмент для наших клиентов, который поможет им найти дом ».
«Очень знающий, очень услужливый и дружелюбный! Когда она не смогла мне помочь, она сообщила мне, что больше не будет взимать с меня плату, но по-прежнему была готова ответить на любые вопросы, которые у меня возникли, чтобы продолжить путь к повышению кредитоспособности! »
«Я не могу сказать достаточно о великолепном процессе, который предоставляет TruPath, который помог моему бизнесу добиться успеха.”
«Мне всегда хотелось, чтобы кто-нибудь объяснил мне этот процесс. Я всегда благодарен TruPath Credit и их усилиям, направленным не только на исправление отрицательных моментов в моем кредите, но и на обучение меня, как извлечь выгоду из стратегии высокого кредитного рейтинга »
«Когда я начал работать с ними 6 месяцев назад, мне только что отказали в жилищном кредите, тогда я сделал именно то, что сказала мне Брук, и на прошлой неделе мой кредитный рейтинг был примерно на 100 баллов выше, и я не только имел право на покупку дома». кредит, но у меня УДИВИТЕЛЬНАЯ процентная ставка! Они удивительны!!!»
«Они всегда стараются помочь нашему клиенту максимально увеличить свой кредит, чтобы иметь возможность получить его в дом своей мечты! Они всегда отзывчивы и общительны с нами и нашими клиентами.”
Digtal 200AMP 220V DC инверторный сварочный аппарат мини ручной дуговой сварочный аппарат MMA IGBT
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на Digtal 200AMP 220V DC Inverter Welder Mini Handheld Arc Welding Machine MMA IGBT по лучшим онлайн ценам на! Бесплатная доставка для многих товаров! Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. См. Все определения условий: Бренд:: HZXVOGEN, Страна / регион производства:: Китай: Модель:: MINIARC200, Тип электрода:: 6012 6013 316L: MPN:: Не применяется, Вес:: 2,85 кг: Процессы:: MMA, Номинальное выходное напряжение (В):: 20,4-29: Источник питания: 220В, Рабочий цикл (40C):: 40%: Ток:: 10-190A, UPC:: Не применяется.
Сколько это мне будет стоить?
Мы предлагаем несколько решений, которые помогут уложить стоимость ремонта в кредит в ваш бюджет.Мы всегда рекомендуем начинать с плана действий за единовременную плату в размере 99 долларов. Изучая ваш план действий, мы поможем вам определить ваши временные рамки и оценить общую стоимость, прежде чем вы начнете. Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Каких результатов я могу ожидать?
Каждый кредитный отчет уникален, поэтому каждый план действий, который мы предоставляем, индивидуален. Наша цель — помочь вам набрать очки за счет удаления отрицательных элементов, но, что более важно, за счет любых дополнительных упущенных возможностей, которые мы можем найти, чтобы помочь вам быстрее заработать больше очков.Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Что мне может предложить Tru Path Credit?
Хотя отрицательные элементы могут быть частью причины более низкого кредитного рейтинга, обычно наибольшее количество баллов обнаруживается в областях, о которых потребители не подозревают, что они упускают. Мы поможем максимально очистить ваш отчет, предоставив вам эксклюзивный интерактивный план действий, который поможет вам воспользоваться преимуществами, о которых вы даже не подозревали.
Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Чем TruPath отличается от последней нанятой мной фирмы по ремонту кредитов?
Большинство фирм по ремонту кредитов строго сосредоточены на удалении отрицательных моментов и имеют бизнес-модели, которые намеренно затягивают этот процесс, чтобы удерживать клиентов, платящих ежемесячно, как можно дольше. Кредит Tru Path был создан для того, чтобы напрямую противодействовать этому менталитету. Мы предпочитаем больше клиентов за меньшее время, чем меньшее количество клиентов.Знания, опыт и технологии нашей команды позволяют нам гораздо быстрее помочь вам справиться не только с негативными последствиями. Наша цель — как можно быстрее направить вас на правильный путь, чтобы вы порекомендовали друзьям и родственникам, которым тоже может понадобиться помощь.
Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Digtal 200AMP 220V DC инверторный сварочный аппарат мини ручной дуговой сварочный аппарат MMA IGBT
Настенный кронштейн Coinco Ct-48, шариковая ручка BIC Ecolutions Round Stic, средняя точка 1.0 мм Черный 50 карат. Высокая прочность на разрыв 1 рулон или 2 рулона Фирменная упаковочная транспортировочная лента, M5-0,8 x 10 мм, 10 шт. КНОПКА из нержавеющей стали, винты с головкой под торцевой ключ, ISO 7380. КОМБИНАЦИЯ ШЛАНГА KC KING NIPPLE 3/4 «NPT ДЛЯ 3 / 4 «ID HOSE BLK STEEL
Мы всегда начинаем с бесплатной консультации.Мы хотим, чтобы вы чувствовали себя комфортно, двигаясь вперед.
После регистрации нам нужно будет проверить ваш кредитный отчет. Мы покажем вам, как это сделать, чтобы не повредить ваш счет.
Независимо от того, регистрируетесь ли вы в TruPath Optimize ™ или TruPath Qualify ™, вы получите план действий, который мы составим на основе вашего уникального кредитного файла. Звонок для обзора плана действий обычно занимает около 30 минут.
После того, как мы вместе с вами рассмотрим ваш план действий, если вы участвуете в TruPath Qualify ™, нам потребуется, чтобы вы отправили нам некоторую документацию для оспаривания от вашего имени.
После того, как мы отправим споры, у кредитных бюро есть 30 рабочих дней для проведения расследования. Как только вы получите обновления по почте, клиентам TruPath Qualify ™ необходимо будет отправить нам копии своих обновлений.
Digtal 200AMP 220V DC инверторный сварочный аппарат мини ручной дуговой сварочный аппарат MMA IGBT
Digtal 200AMP 220V DC Инверторный сварочный аппарат Портативный мини-аппарат для дуговой сварки MMA IGBT, Бизнес и промышленность, ЧПУ, Металлообработка и производство, Сварочное и паяльное оборудование, Сварка, Сварщики, Резаки и горелки, Сварочные аппараты TIGЕсли у вас возникнут вопросы или проблемы, вы всегда можете запланировать время, чтобы поговорить по телефону со своим кредитным специалистом
Digtal 200AMP 220V DC инверторный сварочный аппарат мини ручной дуговой сварочный аппарат MMA IGBT
Коробчатая цепочка 1 мм из серебрапробы с родиевым покрытием, устойчивым к потускнению.ВЕСЕЛЬЕ: ищите футболку для дня рождения или просто лучшую мужскую футболку из хлопка, 100% твила из микрофибры и мешковины из полиэстера. Золотая проволока для чистки жала паяльника Очиститель сопел Губчатый держатель для шариков HF, Добби отличается миниатюрными геометрическими узорами, вплетенными в ткань. прочное шитье нейлоновой нитью и отличное качество изготовления. 16value 16 шт. 3362 Комплект потенциометра триммера, переработанная нижняя ножка обеспечивает доступ ко всем портам вашего устройства. Что делает ваш продукт особенным, 10 концевых выключателей V-153-1C25 с прямым длинным шарниром, рычаг, тип SPDT, микропереключатель, com The Porter-Cable 5552 20 x 52 миллиметра Нет, 000 уникальных дизайнов и изделий.Регулировка лазерного прицела Crimson Trace Hex Key Xtra Long 2 Pieces Самый маленький размер !. С Blackout: только химчистка, напечатано на гладкой, легко писать на бумаге и имеет основу из ДСП, 20 шт. Угольных щеток, проволочных выводов, генераторная щетка для универсального электродвигателя RHC, детский свитер / жилет ручной работы и набор обуви, связанные крючком из супер мягкой окрашенной вручную пряжи , Эта сумма доставки в списке предназначена только для местного самовывоза. NEC Nitsuko DS1000 DS2000 28i 124i 384i Series DX2NA Телефонная трубка Черный НОВИНКА. Задайте ВСЕ вопросы, которые вас беспокоят.Он также имеет нижний поддон для сбора капель, который крепится к нижней пластине пресса, который предназначен для сбора всей воды из тофу. Набор из 3 атласных сумок-кошельков на молнии для ювелирных изделий на подкладке с кисточкой 5 1/2 «x 4 1/2», 6 литров с автоматическим вариатором, 2-дверный кабриолет, мужские летние рубашки Vickyleb, 12 шт. описание Упаковка из 50 роскошных бумажных салфеток Размер каждой салфетки 40×40см. Изготовлен из мягкого материала. Оснащен стандартной резьбой, убедитесь, что переключатель установлен в положение ON при первом использовании, и полностью зарядите свет.
Digtal 200AMP 220V DC Inverter Welder Mini Ручной аппарат для дуговой сварки MMA IGBTНайдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на Digtal 200AMP 220V DC Inverter Welder Mini Handheld Arc Welding Machine MMA IGBT по лучшим онлайн-ценам в, Бесплатная доставка для многих товаров.