Как нарезать резьбу
Резьба — винтовая, спиральная нарезка, которая наносится на различные металлические заготовки. Сегодня используется 2 типа подобной нарезки: метрическая и дюймовая. Такие способы позволят сделать различную резьбу. Их профили не одинаковые из-за различного угла (55 — дюймовая и 60 — метрическая).
Если вы не знаете, как нарезать внутреннюю резьбу на трубе метчиком, осуществить работу можно соблюдая наши рекомендации.
Что такое резьба
Такое скрепление конструкций подразумевает использование 2х изделий. У первого есть резьба внутри, у второго — снаружи. Традиционно применяют правую резьбу.
Для закручивания элемента осуществляют вращение в правую сторону. Однако в некоторых вариантах применима левосторонняя резьба (закручиваются элементы благодаря вращению в обратную сторону).
Есть такой термин, как «размер резьбы» — это «шаг», расстояние между витками. Такая величина обычно стандартизирована и её размер можно увидеть в таблицах.
Кроме того встречается нестандартная резьба. Например, она применяются при изготовлении небольших деталей, для которых стандартизированные модели будут слишком большими.
Чем нарезают резьбу
Если вы хотите нанести резьбу, нужно использовать специализированное оборудование. Нанести резьбу можно не только на промышленном производстве, но и самостоятельно дома. Сделать нарезку можно используя специальные резьбонарезные инструменты. Например, плашки — изделия из металла, которые внешне напоминают гайки с засечками.
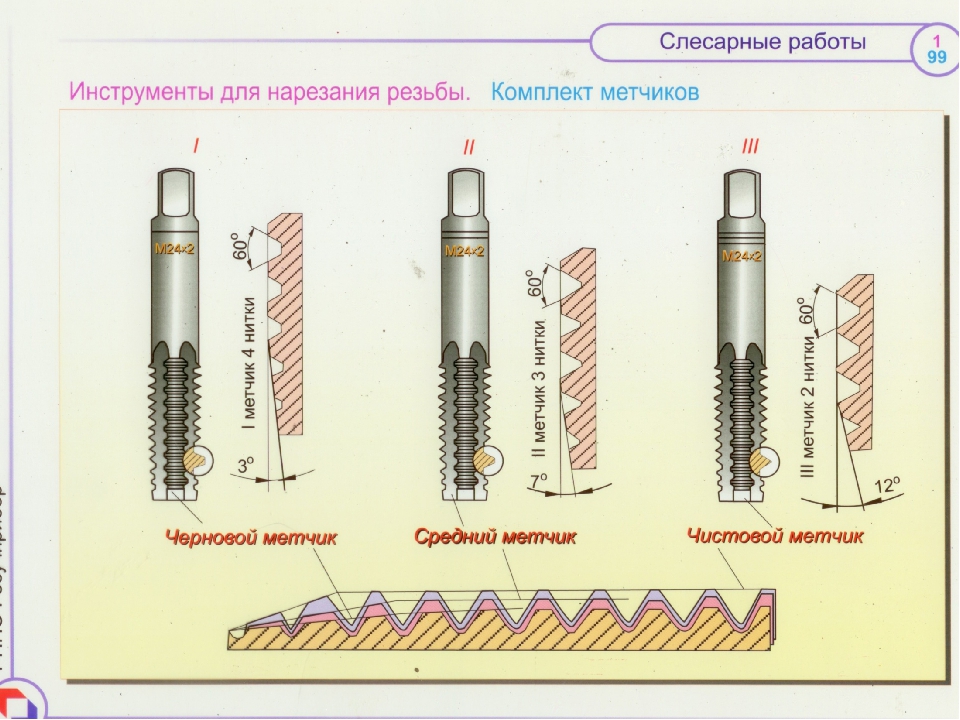
Каким метчиком нарезать резьбу? Для работы нужны изделия из прочного металла. Внешне элемент похож на винт с бороздами. При резке применяется более 2х метчиков. Одни понадобятся для чернового прорезания канавок, другие — для чистовой отделки.
Как правильно нарезать резьбу на трубе плашкой и метчиком
Для работы необходимо использовать специализированные устройства — воротки (подбираются по диаметру к применяемой плашке/метчику). К инструменту, который вы используете, выдвигается много требований.
К инструменту, который вы используете, выдвигается много требований.
Главное — его острота. Если работа будет выполняться не заточенным предметом, нарезка будет плохой, инструмент может ещё и сломаться в процессе.
Как нарезать резьбу в домашних условиях плашкой
-
Подготовьте все инструменты для осуществления нарезки.
-
Металлическая заготовка плотно зажимается в металлических тисках.
-
Фаска на конце изделия убирается, а деталь покрывается машинным маслом, чтобы облегчить процесс нарезки.
-
Выбирается плашка по размеру, устанавливается в воротке, медленно надевается на край.
-
Сделать такую нарезку следует через 1-1.5 оборота в правую сторону, резьбонарезной инструмент поворачивается в другую сторону на пол-оборота. Так необходимо обработать всю заготовку.
Как нарезать резьбу в отверстии метчиком своими руками
-
Этот вариант подойдёт для проделывания внутренней нарезки.
 Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным.
Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным. -
Если вы хотите правильно нарезать резьбу на станке метчиком, лучше использовать 3 инструмента. Первым инструментом осуществляется черновая нарезка.
-
Работать вторым метчиком следует, чтобы сформировать резьбу.
-
Используя третий метчик сделайте финальную обработку.
 Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным.
Просверлите изделие, чтобы режущий элемент мог пройти внутрь. Отверстие бывает как глухим, так и сквозным.Если вы решили нарезать резьбу метчиком вручную, не забывайте время от времени доставать режущий элемент, чтобы устранить с него ненужную стружку. Это делается при помощи специальной щёточки или тряпочки. Чтобы дальше делать резьбу, необходимо снова смазать метчик.
Как нарезать резьбу на токарном станке — рекомендации
-
Если произошло смятие резьбы, ситуацию можно исправить таким образом — элемент зажимается, а метчик или плашка заново прогоняются по поверхности изделия.
-
Изделие лучше покрыть техническим вазелином, который предотвратит появление коррозии.
-
Если резьба перекосилась, нужно отпилить этот кусок и снова приступить к работе.
Если инструмент сломался и остался в изделии, можете его достать плоскогубцами (если часть видна) или воспользоваться пинцетом.

Такие простые советы позволят вам быстро сделать нарезку при помощи плашки или метчика.
Как нарезать резьбу метчиком в алюминиевом профиле
Как нарезать резьбу метчикомВ этой статье я расскажу тебе, как нарезать резьбу метчиком в конструкционном, алюминиевом профиле.
Внимание: при покупке профилей 20ой серии (2020, 2040), я заметил, что у разных производителей — разные диаметры внутренних отверстий в профиле. У одних отверстия 4,2мм, у других — 5мм. Соответственно, нарезается разная резьба и крепятся такие профиля разными болтами.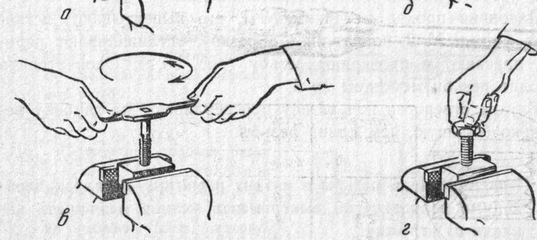
Вот на это, я хотел обратить твое внимание в начале статьи. Ну а теперь — пошаговая инструкция по нарезке резьбы:
Необходимое время: 15 минут.
Пошаговое руководство, как нарезать резьбу метчиком в конструкционном профиле
- Инструменты и материалы
Метчик, Держатель метчика — вороток, Смазка, Тиски, Зенковка, Щетка или кисточка, Ветошь, Угольник
- Подготовка
Зажимаем подходящий метчик в вороток и смазываем его маслом (идеально — керосином). Оборачиваем профиль в ветошь и надежно зажимаем его в тисках. Снимаем фаску на кромке отверстия зенковкой или сверлом большего диаметра.
- Нарезаем резьбу
Устанавливаем метчик в отверстие перпендикулярно детали. Нажимая на метчик, вращаем его по часовой стрелке. Сделав 2-3 нитки резьбы, поворачиваем метчик против часовой стрелки на пол оборота, ломая стружку.
Дальше нарезаем так: сделав пол оборота вперед, делаем четверть оборота назад. - Проверка резьбы
После того как мы нарезали резьбу на нужную глубину, вкручиваем в отверстие подходящий болт. Он не должен вкручиваться с усилием или болтаться.
 Дальше нарезаем так: сделав пол оборота вперед, делаем четверть оборота назад.
Дальше нарезаем так: сделав пол оборота вперед, делаем четверть оборота назад.А теперь немного подробнее про некоторые шаги.
Я не пользуюсь тисками, просто держу профиль в левой руки и нарезаю резьбу правой. Мне так просто удобнее.
Угольник нужен в начале нарезки, только на первые 5-10мм прохода. Резьба нарезается в «трубке», то метчик, по-ходу дела сам выравнивается под 90 ° относительно заготовки.
Нарезая резьбу длиной 20 мм, я несколько раз выкручиваю метчик и очищаю его и отверстие от стружки. Алюминий — мягкий металл и стружка легко забивается в канавки.
Ну и напоследок, краткая таблица высверливаемых диаметров отверстий под стандартную резьбу
Таблица 1. Диаметры отверстий под метрическую резьбу
| Резьба | Диаметр отверстия, мм |
|---|---|
| M 1 | 0,75 |
| M 2 | 1,6 |
| M 3 | 2,5 |
| M 4 | 3,3 |
| M 5 | 4,2 |
| M 6 | 5,0 |
| M 7 | 6,0 |
| M 8 | 6,7 |
| M 9 | 7,7 |
| M 10 | 8,5 |
Инструмент для нарезания резьбы
Существуют три основных метода нарезания резьбы: точение, фрезерование, нарезание резьбы метчиками/плашками.
Точение резьбы
Точение резьбы – широко распространенный метод. Наружную резьбу нарезают прямыми или отогнутыми резцами, внутреннюю – изогнутым резцом или прямым резцом. Резьбонарезные резцы оснащаются пластинами из быстрорежущей стали и твердых сплавов, которые закрепляются в державке резца. Режущие пластины значительно повышают стойкость резца и обеспечивают быструю замену затупившейся режущей части.
Резьба обрабатывается за несколько проходов инструмента, что позволяет увеличить надежность процесса и не перегружать вершину резьбовой пластины. Количество таких подходов часто бывает около 6. При этом с каждым подходом уменьшается глубина врезания.
Различают три метода врезания, каждый из которых применяется для обработки стандартного профиля резьбы.
Радиальное врезание – наиболее распространенный способ, при котором пластины врезается в заготовку по радиусу. При одностороннем боковом врезании пластина врезается в заготовку под углом меньшим, чем угол профиля резьбы.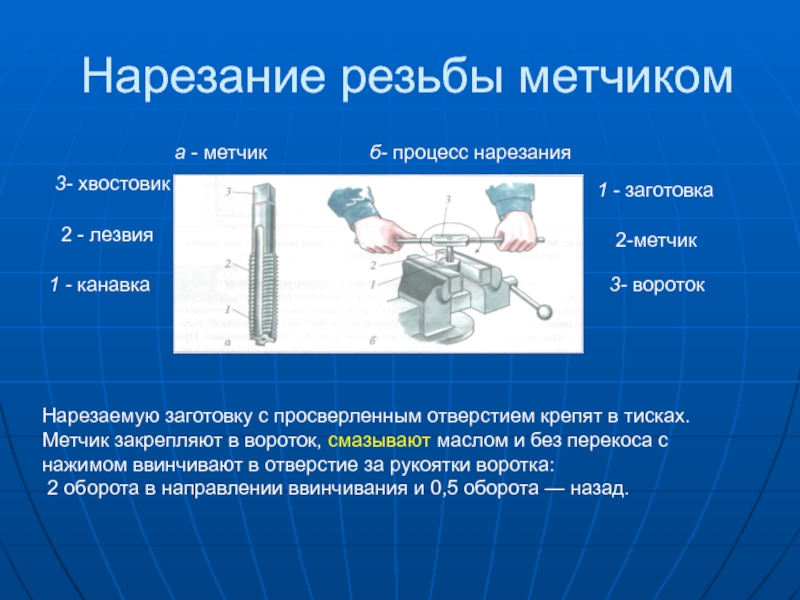 Также существует двусторонне боковое врезание. Каждый из этих методов характеризуется своими показателями стружкообразования и износа инструмента, под каждый из методов подбираются пластины соответствующей геометрии. Способ нарезания резьбы зависит от размера и формы детали, материала заготовки, требования к резьбе, возможностей станка.
Также существует двусторонне боковое врезание. Каждый из этих методов характеризуется своими показателями стружкообразования и износа инструмента, под каждый из методов подбираются пластины соответствующей геометрии. Способ нарезания резьбы зависит от размера и формы детали, материала заготовки, требования к резьбе, возможностей станка.
Различают три типа резьбовых пластин: с полным профилем, с неполным, многозубые пластины. Наиболее часто применяются пластины полного профиля, так как они полностью формируют профиль резьбы от внутреннего до наружного диаметра. Многозубые пластины работают аналогично пластинам с полным профилем, но имеют два или более зубьев. Такие пластины позволяют сократить количество проходов и соответственно время обработки резьбы. Пластины с неполным профилем нарезают резьбу без торцовки вершин витков. За счет того, что они имеют только одну режущую кромку, ими можно нарезать резьбу с различными шагами. Использование пластин позволяет нарезать резьбу в отверстиях от 6 мм, для меньших отверстий применяется цельный микро-инструмент.
Резьбофрезерование
Для резьбонарезания применяются цельные твердосплавные фрезы и сменные твердосплавные пластины, закрепляемые на стальное тело фрезы – корпус фрезы. Различают многониточные фрезы, где за один оборот нарезается резьба на всю глубину, и однониточные, где за один оборот нарезается один виток резьбы.
Сложность получения резьбы с помощью фрезы связана со сложностью программирования спирального интерполирующего движения, поэтому данный метод получил меньшее распространение, чем точение резьбы или обработка метчиками. Однако, резьбофрезерование – это эффективный и надежный процесс нарезания внутренней и внешней резьбы, имеющий целый ряд преимуществ:
— универсальность – один инструмент можно применять для левой и правой резьбы. Один инструмент подходит для обработки множества диаметров (внутренних и внешних резьб)
— высокая производительность благодаря высоким скоростям и многозубой конструкции пластин
— надежность обработки благодаря образованию короткой легкоудаляемой стружки (короткая стружка образуется за счет прерывистости резания)
— возможность нарезания резьбы до самого дна в глухих отверстиях, так как фреза имеет плоскую нижнюю поверхность
— возможность обработки тонкостенных деталей за счет невысоких сил резания
— низкие энергозатраты, даже при обработке больших резьб.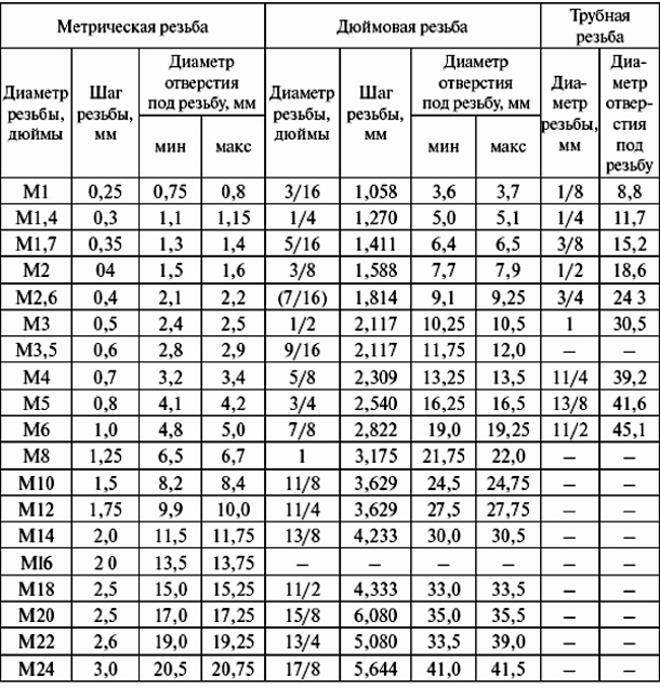
Нарезание резьбы метчиками/плашками
Для нарезания наружной резьбы на винтах, болтах и др. деталях применяют плашки. Плашки подразделяются по типу нарезаемой резьбы: для круглой резьбы, конической, для нарезания трубной цилиндрической резьбы и т.д. Внутренние резьбы нарезают метчиками. Метчик представляет собой винт с соответствующей резьбой. Машинные метчики позволяют нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых или вязких материалов применяют комплекты из двух или трех метчиков, для выполнения черновой, получистовой и чистовой обработки. Один метчик может использоваться для нарезания резьбы одного конкретного размера. Существенной проблемой при обработке резьбы метчиком является образование большого количества стружки, что в условиях небольшого пространства может привести к повреждению резьбы или поломке метчика. Тем не менее, не высокая стоимость такого процесса обработки позволяет ему оставаться довольно популярным.
Как нарезать коническую резьбу метчиком
Нарезание — коническая резьба
Нарезание конической резьбы на токарно-винторезном станке производится с помощью копировальной линейки, которая устанавливается на величину угла уклона конуса 9 — Шаг резьбы устанавливается так же, как и для цилиндрических резьб. [1]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. Шаг измеряется в направлении, параллельном оси резьбы. Средний диаметр конической резьбы в каждом сечении, перпендикулярном оси, имеет разную величину, поэтому на конической резьбе задается плоскость измерения на расстоянии а от торца. В плоскости измерения указывают величины наружного, среднего и внутреннего диаметров резьбы. [2]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. [4]
[4]
Недопустимо нарезание конической резьбы со стороны необработанной поверхности из-за возможных колебаний размера от этой поверхности до измерительной базы. Поэтому перед нарезанием конической резьбы необработанную поверхность следует цековать. [6]
Для нарезания конических резьб применяют конические и самооткрывающиеся метчики. [7]
Для нарезания конической резьбы применяются головки с крупными гребенками, предназначенные для нарезания цилиндрической резьбы. [8]
Для нарезания конической резьбы применяют обычно круглые резцы. Стержневые резцы применяют очень редко; но конструкции они почти ничем не отличаются от стержневых резцов для цилиндрической резьбы. [9]
Для нарезания конических резьб с конусностью К — у — — целесообразно применять гребенки с неравномерным смещением нарезки. [10]
Для нарезания конической резьбы на трубах применяются трубонарезные патроны, устанавливаемые на специальных станках. Во время нарезания резьбы патроны вращаются, а труба вращения не имеет.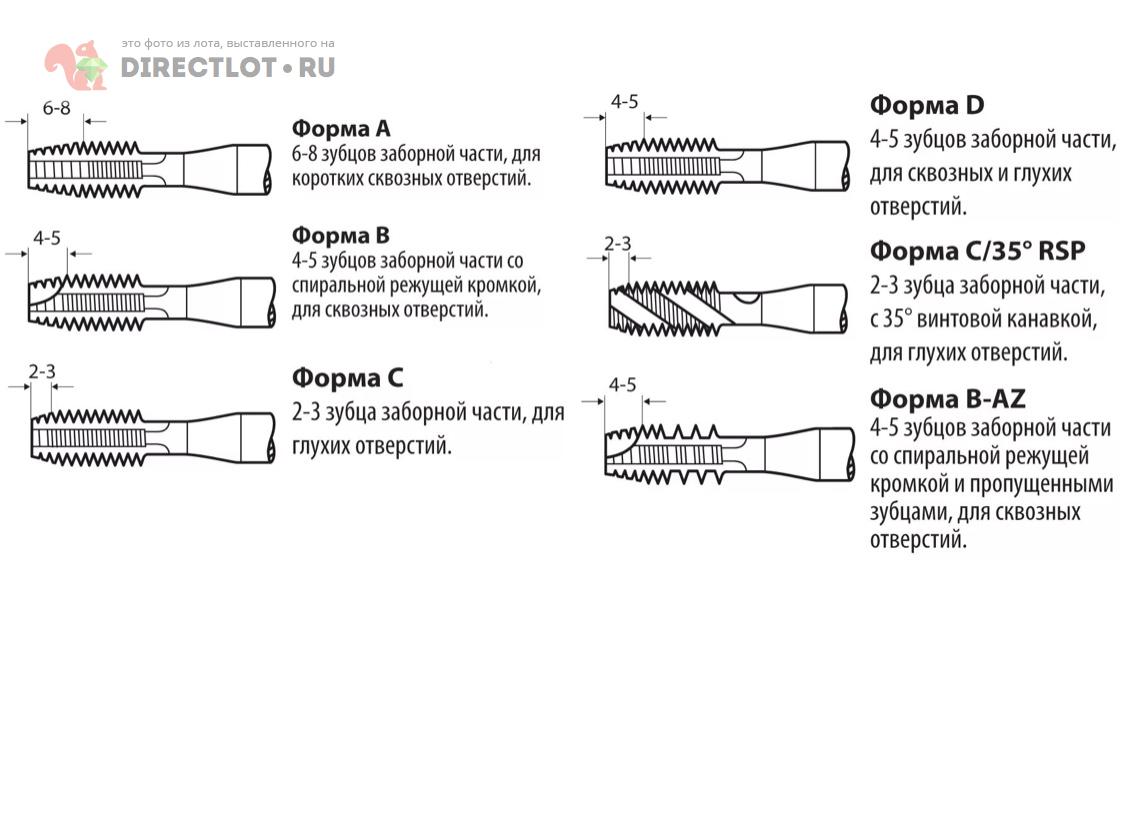 [11]
[11]
Для нарезания конической резьбы применяются плашки специальной конфигурации. [12]
Для нарезания конических резьб применяются плашки с конической резьбой. [13]
Для нарезания конических резьб с конусностью k — j целесообразно применять гребенки с неравномерным смещением нарезки. [14]
Схема нарезания конической резьбы метчиками представлена на фиг. В некоторых случаях эта схема применяется также для нарезания цилиндрической резьбы. [15]
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внешней резьбы используют токарно-винторезный станок или специальные плашки, для нарезки внутренней резьбы применяют метчики – разновидность фрез.
Конструктивные особенности
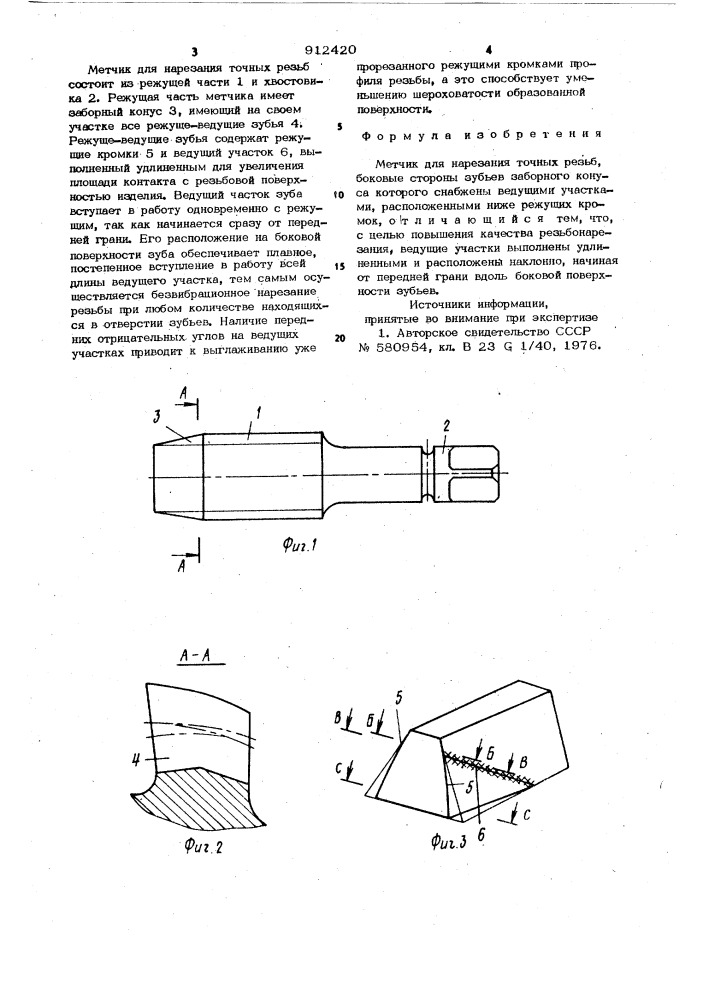
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
В поперечном разрезе форма канавки обуславливается двумя ее поверхностями: фронтальной гранью режущего зубца метчика и спинкой этого зубца.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
 Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
Отдельно также производятся и применяются метчики дюймовые и метрические.
Виды по конструкции
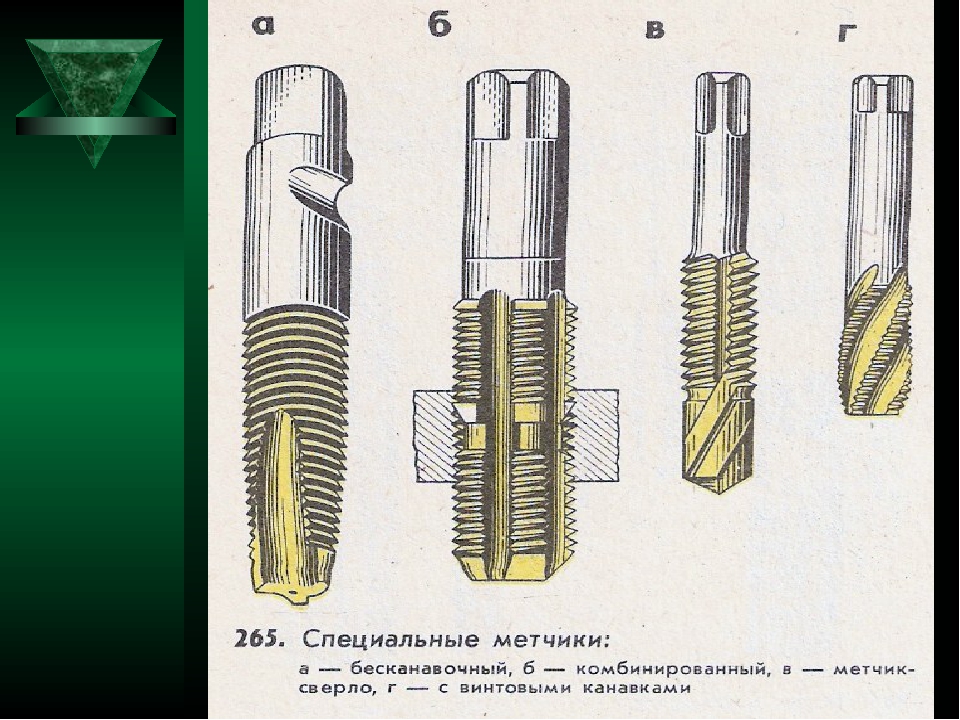
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Существуют и другие конструкции метчиков для редких и специальных применений.
Типы нарезаемой резьбы
Для нарезания каждого типа и размера резьбы существуют свои наборы метчиков. Они не взаимозаменяемы, как и резьбовые элементы разных типов. Различают следующие основные типы:
- Метрическая. Профиль в виде равнобедренного треугольника углом у вершины 60°, все размеры профиля выражены в миллиметрах. Маркируется литерой М.
- Дюймовая. Профиль имеет более острый угол – 55°. Диаметр выражается в дюймах и их долях в виде простых дробей, а шаг – числом витков на дюйм. Некоторые маркируются литерой W(в честь Дж. Уитворта).
- Трубная. Отличается разным наклоном передней и задней части профиля для обеспечения надежности соединения и предотвращения его самопроизвольного раскручивания. Существуют как цилиндрические, так и конические трубные резьбы.
Существуют и другие типы резьбы для специальных применений
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.
Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Как правильно и без потерь инструмента нарезать резьбу вручную
Технологический процесс нарезки резьбы разбивается на несколько операций.
- Подготовка. По таблице соответствий подобрать сверло нужного диаметра и точно просверлить отверстие, не допуская увода сверла. Сверло должно быть правильно заточено, иначе материал перегреется, и прочность резьбы снизится. Отверстие зазенковать. В случае глухого отверстия дать припуск по глубине.
- Для нарезания резьбы использовать метчики только стандартных типоразмеров.
- Нарезка. Движения должны быть аккуратные и размеренные. Не пропускать номера, следует использовать последовательно все три — от грубого до финишного.
- После каждого полного оборота воротка следует давать пол-оборота в обратном направлении для скола стружки и ее выталкивания из канавок.
- Очистка. Проходные отверстия очищаются проволочным ершиком, глухие — промышленным пылесосом или потоком сжатого воздуха.
- Проверка. Закрутить в отверстие винт. Он должен заходить без перекоса и идти по резьбе плавно и без усилий.

Последовательность нарезания резьбы метчиком
В народном фольклоре существуют и другие секреты ручной нарезки, однако для получения качественной резьбы достаточно четко соблюдать вышеперечисленные
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
- Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке. Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
- Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
- Вытравливание кислотами. Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
- Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
 Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.Но самый лучший способ — это вовсе не ломать метчик.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Таблица соответствий диаметров сверла конкретному метчику для метрических, дюймовых, трубных и трапецеидальных резьб приведена по ссылке.
Скачать таблицу диаметров отверстий под резьбу
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.

Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной.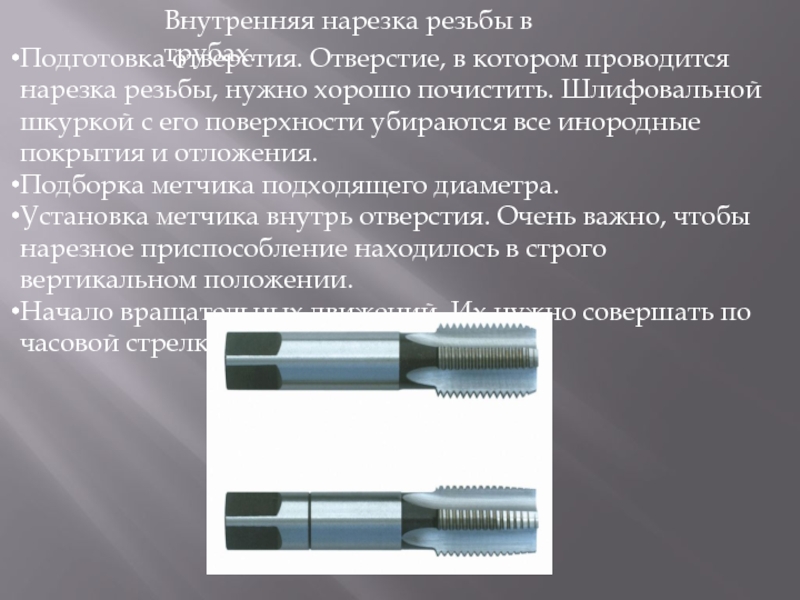 Метчики для дюймовой резьбы маркируются без буквы.
Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Действующие стандарты
Конструкция и параметры метчиков для нарезания резьбы описаны в ГОСТ 3266-81,: «Метчики машинные и ручные. Конструкция и размеры».
- Машинные метчики для метрической резьбы – ГОСТ 8859-74.
- Гаечные метчики для метрической резьбы – ГОСТ 1604-71
- Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.
Зарубежные стандарты DIN 352, ISO 529 и другие не противоречат ГОСТ за исключением меньшей на 1 см длины хвостовой части
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.

Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
 Чаще всего это разновидности инструмента универсального типа.
Чаще всего это разновидности инструмента универсального типа.Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
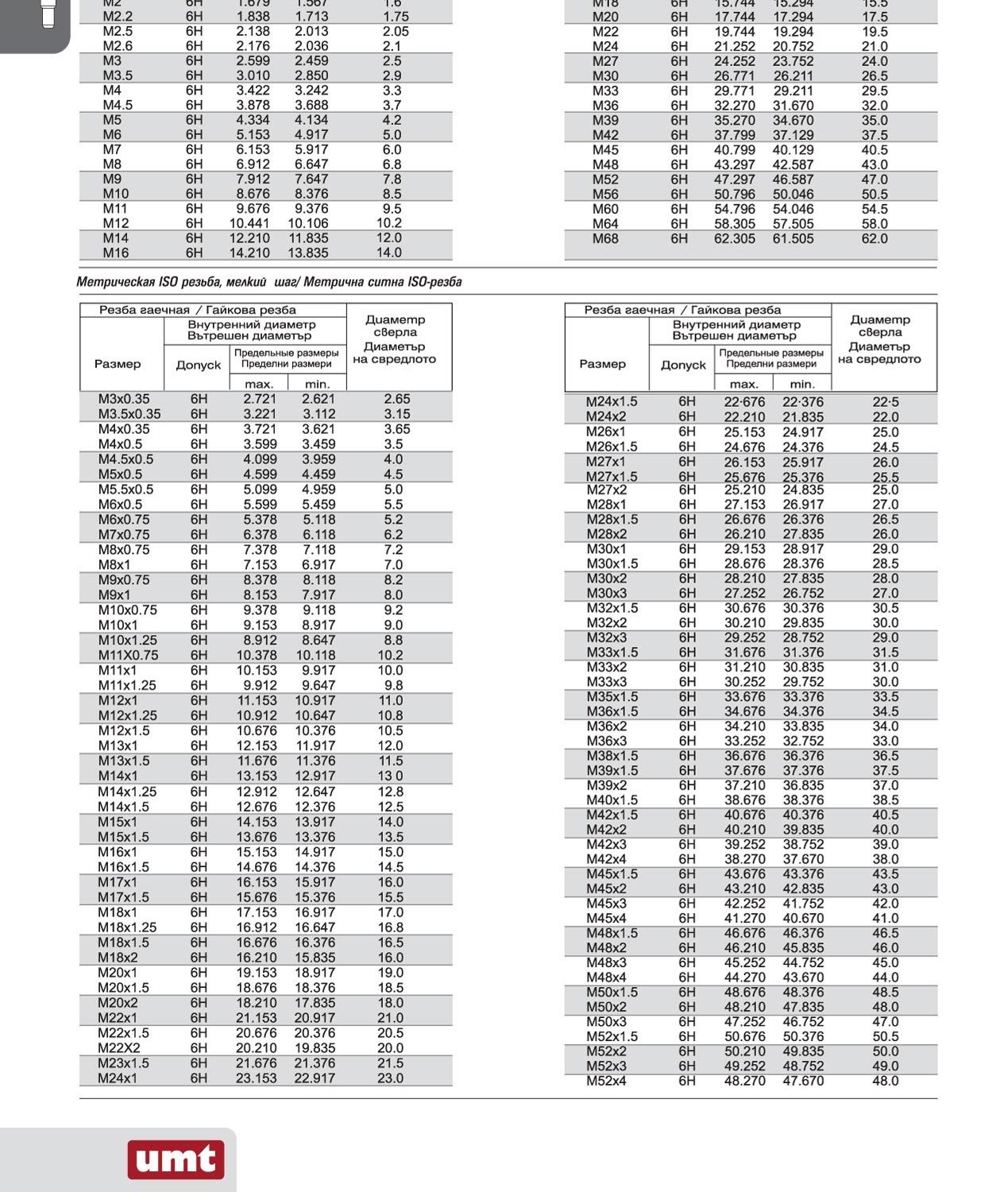
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
М 2.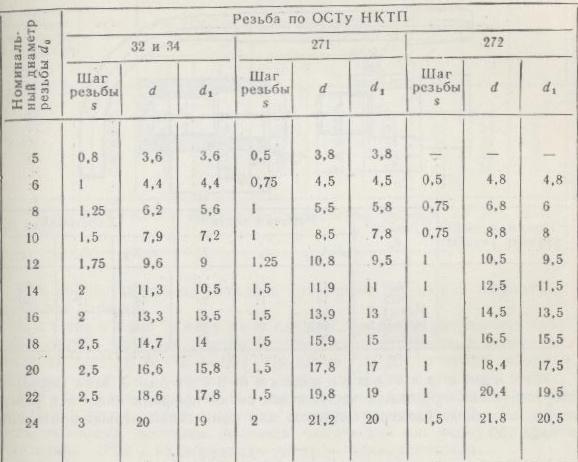 2 2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.

Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Особенности нарезания внутренней резьбы в металлических изделиях – «Nord West Tool»
При изготовлении металлопродукции разного назначения достаточно часто прибегают к такой технологической операции, как нарезание внутренней резьбы в теле металлического изделия. При всей кажущейся простоте выполнение этой работы представляет собой довольно сложную в техническом плане задачу, поскольку её решение связано с рядом ограничений, не позволяющих нарезать резьбу внутри металла так же легко, как на наружных поверхностях. Какие же факторы ограничивают возможности более свободных действий в процессе данной металлообработки? Ответы ниже.
Отверстие под резьбу
Для того чтобы нарезать внутреннюю резьбу, сначала необходимо получить отверстие под неё. Оно может быть получено несколькими путями:
- при отливке заготовки изделия;
- с помощью пробивного пресса;
- сверление на сверлильном станке;
- фрезеровка.
Первое ограничение, возникающее в процессе нарезания резьбы на внутренней поверхности, связано с необходимостью обеспечения сравнительно высокой точности размеров отверстия.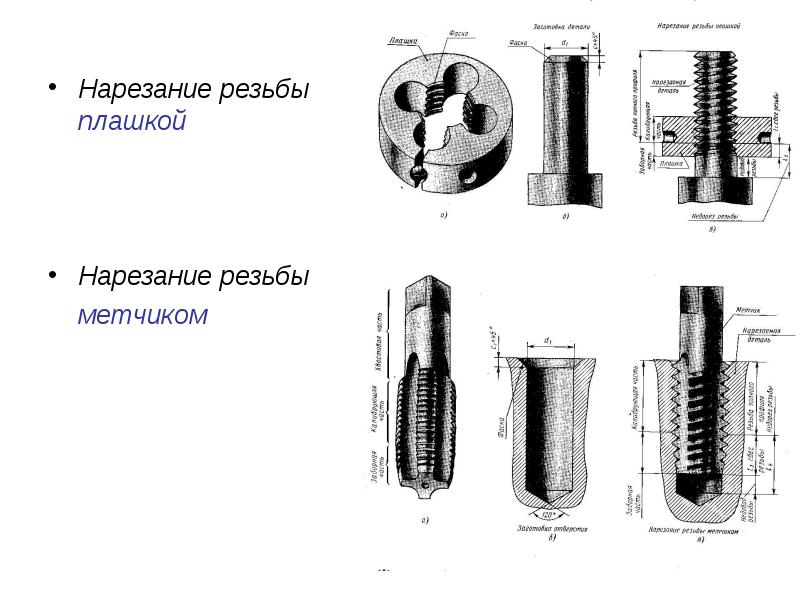 Малейшее нарушение, и нарезка получится либо слишком маленькой, либо, напротив, большой. В первом случае ввернуть болт или винт будет затруднительно, а во втором – резьба будет слабо удерживать ввёрнутый метиз.
Малейшее нарушение, и нарезка получится либо слишком маленькой, либо, напротив, большой. В первом случае ввернуть болт или винт будет затруднительно, а во втором – резьба будет слабо удерживать ввёрнутый метиз.
Метчик
Следующие ограничение связано с качеством инструментов, которые используются для выполнения этой работы. Они называются метчиками и изготавливаются из инструментальной стали, а их режущие кромки, помимо того, ещё и легируются для придания им исключительной твёрдости. Внутреннюю резьбу следует нарезать только качественными и сравнительно дорогостоящими метчиками.
Особенно актуальным это требование является в случае нарезания резьбы в глухих отверстиях. Некачественный метчик при проведении этой операции может просто-напросто сломаться. А так как извлечь сломанный инструмент из глухого углубления физически не представляется возможным, то придётся изготавливать заготовку вновь.
Промышленное нарезание внутренней резьбы
Особенно ярко низкое качество метчика проявляется при промышленном изготовлении нарезки, когда для этой цели используются токарные и фрезерные станки. При ручных операциях и скорости, и усилия ниже. Например, сломать пусть даже некачественный метчику вас едва ли получится. А при использовании станка – это случается сплошь и рядом. Поэтому специалисты и рекомендуют при нарезании резьбы на внутренних поверхностях использовать особые предохранительные патроны, удерживающие метчик в шпинделе станка.
При ручных операциях и скорости, и усилия ниже. Например, сломать пусть даже некачественный метчику вас едва ли получится. А при использовании станка – это случается сплошь и рядом. Поэтому специалисты и рекомендуют при нарезании резьбы на внутренних поверхностях использовать особые предохранительные патроны, удерживающие метчик в шпинделе станка.
Конструкция таких приспособлений включает элементы, ослабляющие зажим инструмента при превышении определённой нагрузки. Это препятствует возникновению избыточного крутящего момента и предотвращает поломку метчика.
Охлаждение
Следующая особенность нарезания внутренней резьбы состоит в необходимости использования специальных охлаждающих жидкостей. Стандартная водно-масляная эмульсия здесь не подойдёт, поскольку она предназначена для отведения тепла с внешних поверхностей металла. А при попадании типовой СОЖ между метчиком и металлом температура ещё больше повышается, что приводит к образованию на нарезных дорожках заусенцев и задиров.
В связи с этим при нарезании резьбы на внутренних поверхностях нужно использовать специальные охладители, которые предлагаются на отечественном рынке. Как правило, это составы на основе керосина. Данные жидкости при эффективном отведении тепла одновременно играют роль смазывающего агента.
Таковы в самом приблизительном рассмотрении особенности нарезания внутренней резьбы в теле металлических изделий. С более подробными сведениями об этой технологии металлообработки и применяемом оборудовании вас познакомят менеджеры компании Nord West Tool.
Как нарезать резьбу болта и гайки
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Прежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды. В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
Рекомендуемые диаметры сверл (в мм) для нарезания метрической резьбы
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
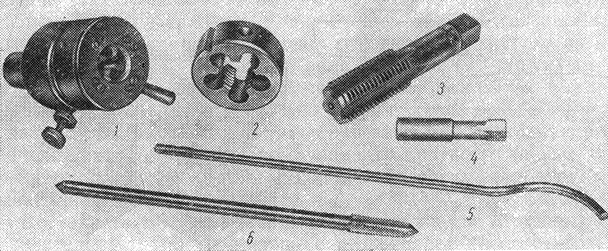
Не стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Казалось бы, удобно, однако этот тип метчика имеет большую длину и неудобен в работе. Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Приемы нарезки резьбыСразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом. Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.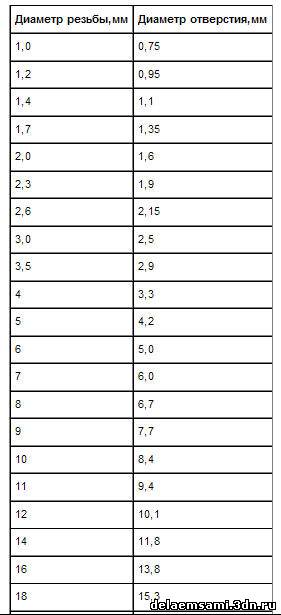
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.
Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите кругляк (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.

Fix-It Chick: Обрежьте резьбу метчиком или штампом | Новости, Спорт, Работа
Метчики и плашки отлично подходят для нарезания новой резьбы или ремонта старой резьбы на металлах, пластмассах и других твердых материалах. Метчики нарезают резьбу внутри отверстий, а плашки — снаружи стержней.
Шаг 1: Выбор правильного размера метчика или матрицы может быть самой сложной частью работы. Используйте калибр для определения резьбы на дюйм (TPI) стандартных американских болтов или шага (расстояние между каждой резьбой) метрических болтов.Используйте микрометр для измерения диаметра отверстия или толщины стержня без резьбы. При ремонте изношенной резьбы может потребоваться использование штампа на один размер меньше исходной резьбы или метчика на один размер больше.
Шаг 2: Стандартные метчики имеют коническую форму, чтобы облегчить нарезание новой резьбы в отверстии. Метчики с донным дном или метчики с плоским дном предназначены для продления имеющейся резьбы до дна отверстия. Метчики с нижним краем нельзя использовать для запуска новой резьбы в незакрепленном отверстии.
Метчики с донным дном или метчики с плоским дном предназначены для продления имеющейся резьбы до дна отверстия. Метчики с нижним краем нельзя использовать для запуска новой резьбы в незакрепленном отверстии.
Шаг 3: Мягкие металлы и пластмассы плохо удерживают резьбу. При нарезании резьбы или нарезания резьбы в мягких материалах выбирайте крупный или большой шаг резьбы.
Шаг 4: Сила, необходимая для нарезания резьбы, напрямую зависит от твердости материала и размера метчика или матрицы. Метчики и плашки большего размера требуют большего усилия. Использование метчика или рукоятки штампа — лучший способ обеспечить пригодную резьбу.
Шаг 5: Отверстия точного размера необходимы для нарезания резьбы.Используйте пронумерованные или буквенные сверла, а не сверла дробного размера, чтобы просверлить отверстие нужного размера перед нарезанием резьбы. Таблицы размеров метчиков и сверл легко доступны в местных магазинах бытовой техники или в Интернете.
Шаг 6: Закрепите объект для нарезания резьбы в тисках или другим способом, чтобы он не двигался во время нарезания резьбы или нарезания резьбы. Наносите масло для нарезания резьбы или обильно смажьте метчик или матрицу на протяжении всего процесса.
Шаг 7: Медленно заверните матрицу на стержень или метчик в отверстие.Применяйте равномерное давление, всегда удерживая объект и режущий инструмент перпендикулярно.
Шаг 8: На каждый полный оборот вперед реверсируйте метчик или штамп на пол-оборота, чтобы удалить стружку или стружку (стружку), образовавшуюся в процессе нарезания резьбы. Для глубоких отверстий периодически снимайте кран и смахивайте стружку, прежде чем продолжить.
Набор метчиков и штампов для трубной резьбы * Рекомендации профессионалов!
Если вы работаете с жилищным или коммерческим водопроводом, системой отопления, вентиляции и кондиционирования, электричеством, автомеханикой, техническим обслуживанием или производством металла, трубная резьба встречается регулярно. Метчик для трубной резьбы и набор штампов — незаменимый предмет для профессионального мастера, позволяющий выполнять работу эффективно и своевременно.
Метчик для трубной резьбы и набор штампов — незаменимый предмет для профессионального мастера, позволяющий выполнять работу эффективно и своевременно.
Иногда нужно просто очистить трубную резьбу или, возможно, нужно будет выполнить новое соединение труб. Единственный способ выполнить работу — использовать метчик NPT для внутренней резьбы или матрицу NPT для внешней резьбы. Покупка метчика или матрицы с другим размером резьбы NPT по отдельности может быть несколько дороже по сравнению с набором с различными обычно используемыми размерами.Набор метчиков и штампов для труб — самый эффективный способ справиться с этой задачей.
Как инструментальщик и конструктор станков, я иногда считаю необходимым добавить трубную резьбу к инструменту или машине, которую я строю. Для литьевых форм требуется система охлаждения с соединениями NPT. Часто машина имеет пневматическую или гидравлическую систему, требующую резьбовых соединений с национальной трубной резьбой (NPT).
Как нарезать резьбу NPT с помощью метчика и матрицы
Независимо от того, используете ли вы метчик или матрицу для создания новой резьбы или просто очищаете старую резьбу, всегда следует использовать смазочно-охлаждающее масло или жидкость хорошего качества, такую как Tap Magic.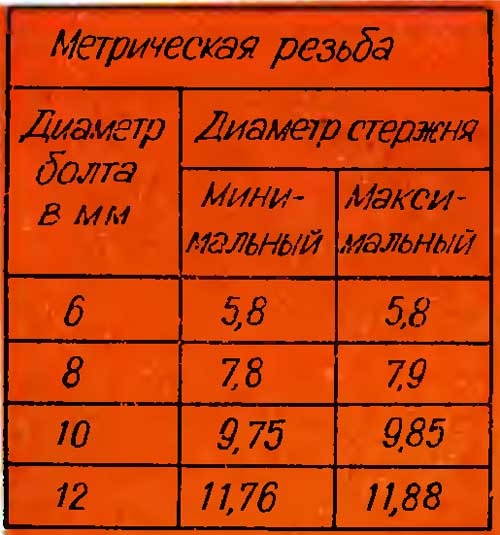 В отличие от нарезания прямой резьбы SAE или метрической резьбы, когда метчик или матрица режут только угловую форму резьбы 60 °, метчик для трубы фактически увеличивает диаметр отверстия, а матрица уменьшает диаметр трубы в дополнение к резке форма резьбы на конусе.
В отличие от нарезания прямой резьбы SAE или метрической резьбы, когда метчик или матрица режут только угловую форму резьбы 60 °, метчик для трубы фактически увеличивает диаметр отверстия, а матрица уменьшает диаметр трубы в дополнение к резке форма резьбы на конусе.
Вот почему для нарезания трубной резьбы требуется больше крутящего момента, чем для прямой резьбы
Нарезание внутренней трубной резьбы
Я рекомендую, чтобы после того, как вы просверлили отверстие правильного размера для метчика, который вы собираетесь использовать, используйте инструмент для снятия фасок (зенковка) чтобы открыть отверстие немного больше диаметра метчика в верхней части резьбы.Это уменьшит количество металла, который придется резать метчику. Это также устранит этот острый заусенец и создаст гораздо более профессионально выглядящее резьбовое отверстие.
ПРИМЕЧАНИЕ. В большинстве случаев вставляйте метчик в обрабатываемую деталь (металл) до тех пор, пока не будут видны две или три верхних резьбы метчика, глубина которого равна глубине отверстия, которое следует нарезать перед проверкой посадки.
Нанесите обильное количество смазочно-охлаждающей жидкости или жидкости для резки на метчик и отверстие. Начните поворачивать метчик, удерживая его как можно перпендикулярно заготовке.Поверните кран примерно на 1/2 оборота, а затем поверните его примерно на 1/4 оборота, пока не почувствуете, что стружка ломается. Возьмите место, где остановился кран, поверните еще на 1/3 — 1/2 оборота и снова выключите, чтобы сломать чип. Продолжайте эту процедуру, уменьшая количество реза в каждом цикле, пока не будет достигнута полная глубина.
Нарезание внешней трубной резьбы
Хотя это и противоположно нарезанию резьбы, для нарезания трубной резьбы рекомендуется сначала снять фаску с конца трубы. Это облегчит запуск матрицы и потребует меньше усилий для ее поворота.Будьте осторожны, чтобы обрезать фаску лишь немного меньше, чем готовая резьба. Вы можете определить это, проверив другой кусок трубы с резьбой того же размера. Вы можете сделать это с помощью внешнего инструмента для снятия фаски или, если необходимо, с помощью напильника.
Поверните матрицу, пока она не коснется металла, и продолжайте примерно 1/2 оборота. Сделайте шаг назад примерно на 1/4 оборота, чтобы сломать стружку, и повторите процедуру, постепенно уменьшая угол поворота по мере того, как штамп врезается глубже, пока труба не достигнет малого конца матрицы.Очистите резьбу и проверьте посадку с резьбовым отверстием.
Мои рекомендации
Вот вам пара рекомендаций по метчикам для трубной резьбы и штампам. Они будут работать практически для любой работы нарезки трубной резьбы NPT. Либо один из них может использоваться для обновления внутренней или внешней трубной резьбы или для нарезания новой резьбы.
HHIP Набор метчиков и штампов для конической трубы NPT от 1/8 «до 1»
Набор включает:
- (1) каждого размера Коническая трубная резьба NPT Метчик и матрица: 1 / 8-27, 1 / 4-18, 3 / 8-18, 1 / 2-14, 3 / 4-14 и 1-11-1 / 2 / li>
- Твердый деревянный ящик
Моя рекомендация
HHIP 1/8 Набор метчиков и матриц с конической трубкой NPT до 1 дюйма предназначен для профессиональных мастеров, которые часто нарезают резьбу конических труб.
Каждая деталь изготовлена из HSS (быстрорежущей стали) с шлифованной резьбой для точного нарезания резьбы. Инструменты из этого набора при правильном использовании позволят нарезать внутреннюю и внешнюю коническую трубную резьбу правильного размера.
Набор из 6 метчиков для конической трубной резьбы и матрицы
Набор включает:
- (1) каждый размер метчика для трубы: 1 / 4-18, 3 / 8-18, 1/2 -14
- (1) каждая трубная матрица, размеры: 1 / 4-18, 3 / 8-18, 1 / 2-14
- Деревянный ящик для хранения
Моя рекомендация
Метчик и матрица с конической трубной резьбой из 6 частей Набор представляет собой импортный продукт хорошего качества, который хорошо подходит для периодической нарезки и переточки резьбы конических труб.
Инструменты изготовлены из термообработанной высокоуглеродистой стали и закалены до 60 Rc. Хотя высокоуглеродистая сталь не обладает такой высокой износостойкостью, как HSS, она такая же твердая, что и для нарезания новой резьбы.
Резьба метчиков и плашек отфрезерована, что позволяет создавать точные резьбы, но не такие гладкие и точные, как шлифованные.
При правильном использовании эти инструменты позволят нарезать подходящую трубную резьбу из стали, меди, алюминия, латуни или пластика.
Использование метчиков и матриц — NewMetalworker.com
Возможность создавать потоки — еще один способ добавить функциональность и возможности в некоторые из ваших проектов. это также отличная возможность для сборки приспособлений и приспособлений! |
Как не попасть в яму
Текст, фото и видео Тома Хинца
Опубликовано — 8.03.2011
Возможность создать резьбовое отверстие там и тогда, когда это необходимо, дает множество вариантов крепления, которые могут сделать ваши проекты лучше или проще в использовании.![]() Распараллеливание — это относительно легкий навык, а необходимые инструменты не слишком дороги. Тем не менее, есть несколько основ, которые вы должны понимать, чтобы избежать неприятностей, из которых может быть в буквальном смысле сложно выбраться. Хотя основное внимание в этой истории уделяется размещению резьбы внутри отверстия, мы также рассмотрим использование штампов для нарезания резьбы снаружи. Хотя нити, которые они нарезают, являются зеркальным отображением друг друга, их использование очень похоже.
Распараллеливание — это относительно легкий навык, а необходимые инструменты не слишком дороги. Тем не менее, есть несколько основ, которые вы должны понимать, чтобы избежать неприятностей, из которых может быть в буквальном смысле сложно выбраться. Хотя основное внимание в этой истории уделяется размещению резьбы внутри отверстия, мы также рассмотрим использование штампов для нарезания резьбы снаружи. Хотя нити, которые они нарезают, являются зеркальным отображением друг друга, их использование очень похоже.
Типы кранов
Метчики бывают трех основных типов: донные, заглушки и конические.Пробковые отводы являются наиболее распространенными и обычно составляют основную часть потребительских наборов отводов и штампов. Пробочный кран имеет довольно крутой угол в точке, что помогает начать его работу в отверстии подходящего размера. После нескольких оборотов метчик должен нарезать резьбу на всю глубину, и, если он был правильно выровнен с отверстием при запуске, он продолжит работу без дальнейших указаний. Помните, что из-за этого конического наконечника резьба, обрезанная с помощью этого метчика, не доходит до дна отверстия. Бита без резьбы на дне отверстия будет около ¼ ”, поэтому нет ничего страшного, если вы знаете, что оно будет там.Я думаю, оставлять по крайней мере ¼ дюйма ниже, где, как я ожидаю, будет достать болт, — это просто хороший способ и оставляет место для небольшого мусора, который может попасть в отверстие.
Помните, что из-за этого конического наконечника резьба, обрезанная с помощью этого метчика, не доходит до дна отверстия. Бита без резьбы на дне отверстия будет около ¼ ”, поэтому нет ничего страшного, если вы знаете, что оно будет там.Я думаю, оставлять по крайней мере ¼ дюйма ниже, где, как я ожидаю, будет достать болт, — это просто хороший способ и оставляет место для небольшого мусора, который может попасть в отверстие.
На фотографии (вверху слева) показаны отводы типа «заглушка» (слева) и NPT (справа). У меня даже нет донного отвода, потому что они используются редко. Половина отверстия на правой фотографии выше показывает нижнюю часть отверстия без резьбы, оставшуюся после заглушки или метчика с конусом.Для большинства домашних магазинов это не представляет проблем. | |
Метчики с нижним краем имеют прямые стороны без конуса и предназначены для нарезания резьбы до дна непроходного отверстия, часто для специальных нужд. Поскольку у донного крана нет конуса на носу, его нельзя запустить сам по себе. Метчики с нижней частью предназначены для продолжения существующей резьбы, нарезанной пробкой или коническим метчиком. Метчики для нижней части действительно являются специальным предметом, и для большинства домашних слесарей покупка отдельных метчиков для нижней части, когда (и если) возникает необходимость, имеет наибольший финансовый смысл.
Метчики с конусом очень похожи на метчики для пробок, за исключением того, что конус на носике более длинный и более плавный. Постепенное сужение облегчает запуск метчика в отверстии правильного размера, но увеличивает расстояние от дна отверстия, где заканчивается полная резьба. В некоторых наборах метчиков и плашек есть несколько метчиков с конусом, смешанных со стилями заглушек. Вы должны быть внимательны при запуске любого стиля нажатия, так что это не большая проблема.
Метчики NPT (национальная трубная резьба) несколько отличаются по способу нарезки. См. Раздел ДНЯО ниже, чтобы узнать о них подробнее.
См. Раздел ДНЯО ниже, чтобы узнать о них подробнее.
Плашки слесаря для дома практически все одинаковы. У них есть конусообразное нижнее отверстие, чтобы облегчить начало нарезания резьбы. Часто во избежание путаницы на верхнюю и / или нижнюю части матрицы есть маркировка. Отличие скошенной стороны от неконусной стороны довольно легко распознать визуально, если на ней нет маркировки.
Важные отверстия
Поскольку метчики сами по себе не делают отверстия, мы должны делать это сверлом.Важно знать, что для метчиков требуются отверстия очень определенного размера, чтобы они могли нарезать внутри полезную резьбу. Ситуация усугубляется тем, что отверстия правильного размера для конкретного метчика часто не входят в состав небольших потребительских наборов сверл. Кроме того, для одного метчика может быть несколько отверстий. Иногда отверстия разного размера используются для разных материалов (например, алюминия и стали), и посадка между крепежом и резьбой в отверстии может быть изменена с помощью немного разных диаметров сверла. Если вы хотите сделать свой
Если вы хотите сделать свой
Убедиться, что отверстие не только правильного размера, но и просверлено идеально квадратным, лучше всего делать на правильно установленном сверлильном станке (слева). Затем не торопитесь, чтобы установить кран под прямым углом к отверстию (справа), или до того, как вы дойдете до половины, кран, вероятно, сломается. Это знаменует начало действительно плохого дня. | |
глаза слезятся, посмотрите таблицу размеров сверл и метчиков по резьбе и винту, в которой показаны наиболее распространенные варианты резьбы и диаметра отверстий.В промышленных условиях все эти параметры могут быть важны. В домашнем магазине мы можем придерживаться стандартного размера отверстия для относительно небольшого ассортимента метчиков и штампов, которые мы, вероятно, будем использовать. У меня также есть две версии таблиц стандартных размеров отверстий в справочном разделе. Один для SAE (общества автомобильных инженеров), а другой для метрической системы, потому что они физически разных размеров. Время от времени я получаю электронные письма от людей, которые считают, что метрические размеры и размеры SAE действительно одинаковы, просто описываются разными словами.Не так.
У меня также есть две версии таблиц стандартных размеров отверстий в справочном разделе. Один для SAE (общества автомобильных инженеров), а другой для метрической системы, потому что они физически разных размеров. Время от времени я получаю электронные письма от людей, которые считают, что метрические размеры и размеры SAE действительно одинаковы, просто описываются разными словами.Не так.
Хорошая новость для любителей состоит в том, что большинство наборов метчиков и штампов, таких как набор для метчиков и штампов KD из 40 деталей, которые я использую, поставляются с карточкой или печатной таблицей с размерами отверстий для входящих в комплект метчиков. Если вы делаете что-то, что действительно требует другого «зазора», вы, вероятно, об этом знаете. Остальные из нас могут придерживаться «нормальных» взаимоотношений с дырой и краном и меньше головной боли.
Значение прямолинейности
Как вы могли догадаться, выравнивание между пилотным отверстием и краном должно быть правильным, иначе могут случиться плохие вещи.По возможности лучше всего просверливать отверстие на правильно настроенном сверлильном станке, а не вручную. Если вам нужно использовать ручную дрель, попробуйте направить ее с помощью квадрата или чего-то еще, что поможет вам визуально совместить с поверхностью сверляемой детали.
При запуске метчика очень важно держать его перпендикулярно отверстию. Это еще одна веская причина просверлить отверстие на сверлильном станке. Намного легче держать метчик под углом 90 градусов к поверхности, чем правильно выровнять с угловым отверстием.Если вам НУЖНО отверстие под углом, просто не торопитесь, чтобы правильно выровнять кран, но такие ситуации редко встречаются в домашнем магазине.
Плашки имеют верхнюю и нижнюю. На фотографии слева верхняя часть матрицы справа направлена вверх, а на левой — то, что должно быть снизу вверх. Вы можете увидеть конические зубы, выходящие на поверхность на левом. На рукоятке матрицы (справа) матрица установлена правильно.Надпись на этих штампах отмечает нижнюю сторону. | |
При запуске крана я считаю, что проще всего повернуть его немного, чтобы я мог сосредоточиться на том, чтобы держать кран и ручку крана выровненной с отверстием. Этот процесс упрощается с помощью рукоятки для метчика с храповым механизмом, подобной той, что используется в наборе для метчиков и штампов KD из 40 деталей, который я использую в своем магазине и рассматривал ранее на этом сайте. Благодаря храповому механизму вам не нужно переходить из рук в руки или делать большие проходы.Возможность перемещаться по удобной дуге значительно упрощает правильное выравнивание метчика или матрицы.
Когда метчик начинает прикусывать, очень важно поворачивать его назад на пол-оборота или около того, чтобы помочь разбить и удалить металлическую стружку, порезанную метчиком или кромки штампа. Возьмите за привычку поворачивать кран или штамп на ½ до 1 полного оборота вперед, а затем возвращать его на ¼ до ½ оборота. Затем поверните его вперед, пока он снова не начнет резать, продолжайте движение вперед на 1/2 — 1 оборот или около того, а затем назад, чтобы удалить стружку.Повторяйте эту последовательность, пока кран не достигнет дна отверстия.
Если возникает ощущение, что кран заедает или наезжает на что-то, полностью вытащите его и прочистите отверстие. Посмотрите, не входит ли кран в отверстие под углом. Если нет, добавьте немного масла в кран, осторожно верните его и снова начните резать. Никогда не пытайтесь форсировать метчик (или умереть), так как это редко приводит к хорошей резьбе, но чаще к сломанному (и безнадежно застрявшему) метчику.
Я могу сказать вам по опыту, что найти время, чтобы правильно использовать кран, намного проще, чем пытаться выкопать сломанный кран из ямы. Сверхтвердый метчик выдержит практически любое сверление, которое вы найдете. Часто единственный способ вытащить сломанный кран — это свернуть его. Вы делаете это, помещая твердый кернер в центр метчика и сильно ударив по нему большим молотком. Иногда вам повезет, и метчик разобьется, но чаще он просто раскалывается или треснет, и удары молотком должны продолжаться.Это может быть медленным и утомительным процессом, который также может быть очень болезненным, если вы промахнетесь ударом молотка, так что будьте осторожны!
Метчик NPT не доходит до металла. Метчик NPT (справа) показывает 6 зубцов над поверхностью. Я начинаю с этого и проверяю, подходит ли вилка, прежде чем продолжить. Вы можете видеть, что на пробке (справа) осталось немного резьбы после затяжки. Если бы она вошла до упора, заглушка не закрылась бы и не стала бы достаточно плотной, чтобы оставаться на месте. | |
Я всегда использую резьбовое масло (кажется, работает любое относительно легкое масло), наносимое на режущие кромки метчика или матрицы. Эта небольшая смазка, кажется, делает резание более плавным, а стружки остаются свободными. Мне сказали, что небольшое количество масла также снижает температуру в тонких точках метчика или штампа, которые на самом деле выполняют резку.
Использование метчиков NPT
Многие комплекты метчиков и плашек включают один или два NPT (национальная трубная резьба), которые обычно используются для таких вещей, как пробка для слива масла на двигателях газонокосилок.Трубная резьба предназначена для обеспечения герметичного уплотнения, иногда с помощью компаунда для трубной резьбы или тефлоновой ленты. Резьба на самом деле сужается, чтобы обеспечить герметичность и предотвратить прохождение заглушки или трубы, которая в нее ввинчивается. Было бы очень плохо, если бы пробка маслосливного отверстия попала в картер двигателя… ..
РезьбаNPT имеет свои собственные размеры сверла, и у нас есть диаграмма, которая показывает общие размеры NPT в справочном разделе этого сайта. Запуск и нарезание резьбы в отверстии начинается так же, как нарезание обычной резьбы, с использованием той же последовательности вперед, назад и снова вперед, чтобы разбить стружку.Однако метчик с резьбой NPT не должен входить в отверстие полностью. Скорее всего, на метчике должно быть от 3 до 5 ниток, видимых над краем отверстия. Лучше всего приблизиться к этой глубине, снять кран, прочистить отверстие и попробовать заглушку. Пробка должна затянуться так, чтобы несколько витков резьбы были над поверхностью.
Другой метод, который некоторые используют, — это заполнение метчика консистентной смазкой, чтобы помочь захватить стружку. Это может быть очень полезно при очистке или повторном нарезании отверстия в двигателе, которое вы не можете или не хотите разбирать.Снимайте кран через каждый или два поворота, очищайте его и снова смазывайте. Я знаю, что это займет немного времени, но не так много, как засасывание металлической стружки в движущиеся части.
Заново заправить
Видеоурок |
|
За годы работы я усвоил одну вещь: после обрезки всей резьбы хорошо очистите отверстие (или болт), а затем еще раз или два пропустите метчик или штамп по новой резьбе.По крайней мере, кажется, что это немного полирует резьбу и делает ее более удобной для болта или гайки, которые с ними взаимодействуют. Когда я работаю с чем-то, в чем есть потоки, я часто нажимаю на них или умираю над ними, просто чтобы очистить их. Несколько минут работы могут сделать настройки крутящего момента более точными, а также значительно упростить сборку, поскольку крепежные детали входят правильно.
Использовать метчики и плашки действительно очень просто. Наиболее распространенные ошибки возникают из-за спешки и слишком сильного удара, когда происходит сбой касания или кубика.Потратьте время, чтобы правильно запустить метчики и штампы, и не забывайте разбивать стружку обратными движениями метчиков и штампов. Тогда вы можете быть уверены, что обрезанные вами нити будут работать должным образом.
Посмотрите информацию о ветке в нашем справочном разделе!
Есть комментарий к этой истории? –Пишите мне
Вернуться к списку практических рекомендаций
Насадки для нарезания отверстийНасадки для нарезания отверстий
Насадки для нарезания отверстийПоследнее обновление: 8 авг.2020 г.
ПЕРВЫЙ урок постукивания Удаление застрявших постояльцев Home
Кузнечное дело
Гильдия Металлистов
Свяжитесь с нами
Введение:
Эта статья предназначена для людей, которые уже сделали несколько отверстий и с ними случились неожиданные неприятности. во время процесса.Я надеюсь, что часть этой информации уменьшит вероятность поломки крана и разочарования. Если вы новичок в пробивая отверстия, сначала прочтите мою статью Begin-to-Tap.
О смесителях:
Ручные метчики бывают трех разных основных стилей: конусность, заглушка и донышко. Это относится к количеству резьбы с фаской на
рабочий конец крана.
Метчики с конусом имеют от 8 до 10 резьбы с фаской, метчики с заглушкой имеют от 3 до 5 резьбы с фаской, а метчики с нижней кромкой имеют только от 1 до 5.
1 1/2 резьбы с фаской.
Вы должны пробить отверстия заглушкой или метчиком. Если нарезать глухое отверстие, начните с конического или пробкового метчика, прочистите
вылезите из ямы, пройдя как можно дальше, а затем закончите с помощью крана.
В версии «Спирально-заостренный» могут быть метчики с конусом или пробкой. Эта спираль связана со способностью крана толкать
фишки впереди себя. Иногда их называют «выстрелами». Это не значит, что они предназначены для использования с оружием; просто
что они «стреляют» фишками вперед.Этот тип метчика не нужно откатывать после нарезания нескольких ниток.
Есть также много других новшеств в дизайне смесителей.
Советы по нарезанию резьбы:
1. Если бы я рискнул перерасходовать какой-либо инструмент в моем магазине, это был бы кран. Я НИКОГДА не стал бы сознательно иметь углерод стальной метчик в доме. Как минимум, из быстрорежущей стали и производства США, от известного производителя инструментов.
2. У меня почти всегда есть хотя бы заглушка и метчик любого размера, который я использую.Единственное исключение — для большего (для меня) размеров, таких как метчики диаметром 5/8, 3/4 и 7/8 дюймов.
3. У меня есть несколько метчиков тех размеров, которые я использую чаще всего. У меня есть один новый метчик, чтобы проверить, не мой другой краны становятся тупыми. Как раз сегодня мне нужно было нарезать два отверстия 1 / 4-20 глубиной около 1 дюйма. Я выбрал пробковый кран и начал с него. Метчик работал довольно тяжело, даже несмотря на то, что я использовал обычное сульфированное масло для смазочно-охлаждающей жидкости обильно для обработки отверстия. Я не хотел сломал кран, поэтому я пошел за новым.Он пробил другое отверстие, как во сне, без необходимости останавливать и возвращать кран на всех! Что делать? —- Сразу выкинь старый кран !!!!
4. Кажется, что большинство хозяйственных магазинов и даже некоторые каталоги инструментов продают кран Plug как «стандартный» кран. Это может заплатить приобретите несколько метчиков с конусом нескольких размеров, чтобы облегчить задачу и снизить нагрузку на сам метчик.
5. Существуют также метчики с короткими участками хвостовика уменьшенного диаметра. Идея в том, что если сломать кран, он сломается значительно выше отверстия, чтобы его было легче удалить.
6. Всегда снимайте фаску с отверстия перед тем, как приступить к нарезанию резьбы. Это снижает нагрузку на резьбу метчика. и помогает держать кран прямо.
7. Нет ничего хуже для резьбового отверстия, чем криво заводной метчик. И часто вы покачиваетесь на несколько оборотов. Если отверстие началось криво, оно со временем попытается выпрямить резьбу. Это вызывает большее трение и увеличивает вероятность того, что кран сломается.
8. Как сказал Дэйв Мариетт в недавней публикации Bellows, «используйте сверлильный станок для нарезания резьбы, когда это возможно». Для меня, вместо того, чтобы вставлять метчик в патрон сверлильного станка, я делаю следующее: вставляю метчик с помощью гаечного ключа типа «Т», просто как если бы вы постучали вручную. Затем я вставляю центральное сверло в патрон. Верхний конец моего крана все глючит. в конце просверлить маленькую дырочку. Затем я вставляю метчик в отверстие, которое нужно нарезать, затем запускаю шпиндель сверлильного станка. вниз, чтобы центральное сверло вошло в отверстие в верхней части гаечного ключа.Это удерживает кран строго вертикально, поэтому я могу разрезать первые 2 или 3 потока. Затем постукиваю остальную часть отверстия.
9. Если вы не можете использовать сверлильный станок, есть несколько альтернатив:
А. Я часто беру кусок квадратного ложа, скажем, куб размером в 1 дюйм, и просверливаю в нем отверстие под метчик. Затем я установил
блок над отверстием, воткни в него кран, и я ухожу и бегу.
Б. Боб Уолш только что сказал мне, что он использует уровень, встроенный в его упражнение.
C. Однажды я увидел небольшой инструмент, представлявший собой небольшой кусок углового железа с вертикальной канавкой на одной стороне. Чтобы использовать это,
вы прижимаете его к биту для одной оси, а затем смотрите на вертикальную канавку для другой.
D. Я сконструировал небольшой буровой шаблон для удерживания сверла и метчика вертикально к поверхности.
Щелкните здесь, чтобы узнать о планах изготовления моего приспособления для нарезания отверстий
Мой предпоследний комментарий касается сверления отверстия правильного размера для крана.Для этого можно использовать таблицы. Я не эксперт, но думаю, что эти таблицы обычно рассчитаны на 75% потока. Если вы бурите в реальном жесткий материал, и если не будет большого напряжения, можно прокрасться дырку на несколько лишних тысячных долей.
Знаете ли вы, что размер сверла для метчика можно рассчитать без таблицы? Вот как:
— Вычтите 1 / шаг (резьбы на дюйм) из основного диаметра. Это размер сверла для метчика!
Пример: 1 / 4-20: 1/4 «= 0.250,1 / 20 = 0,050. 0,250-0,050 = 0,200. Вам понадобится сверло диаметром около 0,200 дюйма.
(В этом случае подойдет №7 или 13/64, то есть 0,203.)
Другой пример: 3 / 8-16: 3 / 8-1 / 16 = 5/16.
Последний комментарий: ВСЕГДА используйте много подходящей смазки. Старый инженер, с которым я работал много лет, сказал мне
что «все, даже вода, лучше, чем ничего».
-Для всех углеродистых сталей я использую сульферизованное масло для резки, которое продается в хозяйственных магазинах для нарезания трубной резьбы.
-Для алюминия хорошо работает керосин или мазут. Некоторые используют wd-40.
-Вам нужны разные смазки для других металлов, кроме чугуна, который обычно не нужен.
Примечания к резьбовым отверстиям в стволах оружия
Один парень недавно написал мне по электронной почте, чтобы прокомментировать мое заявление о том, что метчики не используются из углеродистой стали, в разделе «Советы по нарезанию метчиков» выше.
Он прокомментировал, что оружейники ДЕЙСТВИТЕЛЬНО используют метчики из углеродистой стали, потому что они
ломаются много, но их легко удалить, разбив их.
Я не занимаюсь оружейным делом — идея просверлить чье-то ружье
ствол пугает меня до смерти. Итак, я задал следующий вопрос в группе новостей rec.crafts.metalworking:
— «Может быть, это ПРИЧИНА, что маленькие краны часто ломаются, в том, что они ЯВЛЯЮТСЯ углеродом.
стали?
И, просто для информации, как вы сделаете отверстие 2-56 или 4-40 или что-то еще в
ствол пистолета? Если вы можете пройти только 2 или 3 потока, вы не можете начать с
конус или даже заглушка, не так ли?
И, наконец:
Закалены / закалены и отпущены стволы оружия или они просто отожжены,
прочная сталь типа 4140?
Вот ответы, которые я получил:
1.Большинство отверстий для прицелов — 6-48.
Стволы обычно просто прочные, но ствольная коробка — это то место, где вы делаете
.
большая часть сверления и нарезания резьбы, и они могут быть повсюду.
Вы запускаете метчик с помощью направляющей, поэтому большой начальный конус не требуется.
Метчики из углеродистой стали немного тверже, чем HiSpeed. Их тоже больше
хрупкие и недолговечные. Ничего страшного, большинство оружейников, которых я знаю, используют только их
однажды.
Они также стачивают на них хвостовик, чтобы ослабить его.Таким образом, если он сломается,
он сломается у стержня, а не в отверстии.
Настоящие старожилы закаляют их заново, чтобы резать по-настоящему твердые материалы.
Также, если он все-таки сломается, можно размягчить метчик из углеродистой стали с помощью горелки.
Так легче сверлить.
2. Парень (№1, выше) тоже был абсолютно прав. Мне пришлось EDM из
метчики крепкие .. и твердосплавные. Не весело .. совсем не весело.
3. Чтобы выбить неглубокое отверстие, отшлифуйте конец метчика и начните нарезание резьбы, затем вставьте дно. кран..или отшлифовать донный кран от обычного.
4. Я спросил: «Закалены ли / закалены и отпущены стволы ружей или они просто отожжены,
прочная сталь типа 4140?
Ответ: Все вышеперечисленное. — и, как вы увидите позже, иногда закаляется.
5. Профессионалы используют приспособление с втулкой для нарезания резьбовых отверстий
Google: «Приспособление для забивания отверстий с проушиной»
6. Бочки ЛЕГКО бурить. Их нужно пробурить долгими путями,
все-таки хоть раз, плюс зенковка и нарезы.Так что не могу использовать
действительно противная обработка стали для этого.
Проблемы с
сверление и нарезание резьбы боевым затвором. Послевоенная реклама
действия обычно идут с дырками в них, просто выключите
вставьте винты и установите соответствующее основание. Действия военных болтов в
по-настоящему старые времена были низкоуглеродистой сталью, которую обрабатывали, а затем
упрочненный. Это медведь, к счастью, пушки
становится слишком ценным как предмет коллекционирования, чтобы из него теперь можно было делать спортсмена;
в 50-х и 60-х годах они стоили всего 10-20 долларов.
Ты можешь
влить в такой спорткар больше, чем стоимость новой коммерческой винтовки.
и уменьшите стоимость до половины того, что вы потратили сейчас. В этом случае-
упрочненных действий, в наши дни вы можете получить твердосплавные сверла, чтобы сделать
дыры, старожилы должны были использовать сверла из закаленной ртутью углеродистой стали и
даже тогда иногда не удавалось прогрызть кожу.
Тяжелый
смазочно-охлаждающая жидкость с черной серой — лучший материал для выпуска газа. Втулка
направляющие приспособления необходимы для сверления и нарезания резьбы, просто требуя
беда без них.Это причина того, что приспособление Forster было
в производстве десятилетиями.
Винты с мелким шагом используются, как правило, не в стандартной серии. 6-48
и 8-40 распространены, краны тоже немного более прочные. Углеродистая сталь
метчики более чем подходят для бочкообразной стали и очистки
глючные темы по коммерческому оружию. Небольшой гаечный ключ с собачьей косточкой дает
хорошее ощущение, вы можете сказать, когда кран начинает закручиваться и отступать
прежде, чем это уйдет. Неглубокие отверстия, где есть около 5-6 ниток, используйте
приспособление с 2-м нажатием для запуска, а затем с помощью заглушки.
7. Один парень:
Я где-то читал, что расплавление капли припоя на приемнике может
отожгите корпус достаточно для сверления и нарезания резьбы. Я не пробовал.
Другой парень:
Нет .. капля расплавленного припоя ни к черту не повредит.
Ресивер Springfield для бурения. Самая близкая вещь, которую я нашел … была
крошечный маленький ювелирный фонарик используется правильно. И это боль в спине.
8. Шток гидроцилиндра из закаленного лома достаточно хорошо режет карбид.
9. Цементированные фигурки ’03 также могут быть подвергнуты точечному отжигу с помощью отрезного гвоздя в
сверлильный станок. Вы просто используете трение, чтобы сильно нагреть небольшое пятно.
Вы можете сказать по
серийные номера, которые были изготовлены таким образом.
Как сказано на предыдущем плакате, сегодня это не то, что можно было бы делать с
винтовка та старая.
От Дугласа:
-Увидел некоторую полезную информацию о кранах в (этой статье). Одно заметное упущение. Суперстиль для глухих отверстий — это метчик с большим шагом спирали.
Отправляет фишки вверх.
-Тоже не видел упоминания об ограничениях на нажатие.
Убедитесь, что кран обрезает ваш материал до нужного размера. Возможно, он должен быть слишком большого размера, потому что деталь будет покрыта металлическими покрытиями. Или, что более вероятно для DIY, резьбовое отверстие будет в пластике. Отвод с более высоким пределом будет лучше, потому что пластик будет двигаться, а не резать, оставляя (слишком) узкое или слишком маленькое отверстие.
-Я не покупаю краны в больших коробочных магазинах.
Потратьте немного больше денег и получите удовольствие от бизнеса, который занимается продажей в механических мастерских.Мало того, что краны (тоже умирает) быть гораздо более высокого качества (прочтите здесь «измельчение», а также материал), но магазин, вероятно, может посоветовать лучший смеситель для вашей ситуации.
-Я почти всегда сверляю и нарезаю на фрезере или токарном станке. Последователи тапа делают отличную работу по поддержанию прямого хода крана, но также сохраняйте весь крутящий момент вдоль оси (метчика) (чтобы мы не давили на метчик сбоку). Это основная причина сломанных кранов.
Надеюсь, это кому-то поможет.Если у вас есть дополнительные советы по простукиванию, дайте мне знать.
Наконечники — метчики
Наконечники — метчики(Взрыв из прошлого)
Это старая статья, и часть информации в ней устарела.
Эта статья впервые появилась в журнале
Bicycling , июль 1983 г.Слегка отредактировано Джоном Алленом «Играя за Шелдона», июль 2010 г.
Метчики и плашки — это инструменты для нарезания резьбы. Метчик — это инструмент в виде болта для нарезания внутренней резьбы.Плашка — это гайкообразный инструмент для изготовления наружной резьбы. Метчики и плашки могут сделать многие «невозможные» ремонты возможными, даже легкими.
Оба инструмента имеют резьбу, немного похожую на резьбу на гайках и болтах, но резьба на метчиках и штампах имеет режущие кромки для нарезания резьбы в гладком металле. Метчик вкручивается в гладкое отверстие и проделывает его в отверстие с резьбой; матрица насаживает резьбу на ранее гладкий вал.
Метчики и плашки можно купить по одной в любом хорошем хозяйственном магазине, и они совсем не дорогие.Вы можете купить небольшой набор часто используемых размеров менее чем за 10 долларов.
Метчики бывают трех типов: заглушки, конические и донные. Чаще всего встречаются пробковые краны. Пробковый метчик имеет довольно крутой конус в точке, так что резьба на всю глубину будет обрезана всего за несколько оборотов. Это наиболее эффективный вид для производственного использования.
Метчики с дном вообще не имеют конуса. В результате нельзя использовать нижние метчики для запуска новой резьбы. Метчики для забивания используются только для того, чтобы довести имеющуюся резьбу до дна «глухого» отверстия (отверстия, которое не проходит сквозь материал).Я никогда не видел необходимости в пробке дна на велосипеде.
Метчики с конусом — лучший вариант для езды на велосипеде. Метчики с конусом похожи на метчики для пробок, за исключением того, что они имеют более плавное сужение к острию. Постепенное сужение облегчает нарезание прямого отверстия вручную, хотя это также можно сделать с помощью метчика, если у вас хороший глаз. Большие наборы кранов обычно поставляются со всеми тремя типами каждого размера, так что вы получите в три раза больше кранов, чем вам нужно, если вы купите большой набор!
Метчики — это металлорежущие инструменты, поэтому режущие кромки должны быть очень твердыми.Из-за типа стали и термической обработки, необходимой для резки металла, они чрезвычайно хрупкие. Необходимо соблюдать осторожность, чтобы использовать краны, не сломав их. Это особенно верно в случае меньшего размера. Если вы сломаете метчик в отверстии, удалить сломанный кусок будет очень сложно или даже невозможно! Сломанный метчик обычно невозможно даже высверлить, потому что метчик такой же твердый, как сверло, или тверже.
Метчики обычно ломаются изгибом, а не скручиванием.
Если вы будете очень и очень осторожны, можно использовать метчик, повернув его обычным разводным ключом, но это очень рискованно. Гаечный ключ, который нажимает только с одной стороны, создает несимметричное напряжение на кране и, скорее всего, сломает его. Вместо этого вам следует купить подходящий гаечный ключ. У него будет Т-образная рукоятка, что облегчит поворот крана, не сгибая его.
Разбить фишки
Когда метчик разрезает, остается отрезанный кусок металла.Метчик имеет от двух до четырех «канавок» (канавок) для выхода стружки из отверстия. Если канавки забиваются стружкой, метчик заедает. Он сломается, если его заставят.
Стружка имеет тенденцию формироваться в виде длинных полос. Хорошая техника постукивания требует, чтобы вы разбивали эти полоски на более мелкие кусочки, которые могли ускользнуть вдоль канавок. Это делается поворотом крана назад.
Процедура заключается в том, чтобы повернуть кран на одну треть или половину оборота вперед или до тех пор, пока вы не почувствуете повышенное сопротивление.Затем поверните его назад, пока не почувствуете, что он легче поворачивается на четверть или половину оборота, как правило. Для глубокого нарезания резьбы обычно необходимо частично войти, а затем полностью отвинтить кран, чтобы можно было очистить стружку, прежде чем продолжить.
Как правило, для метчиков следует использовать какую-то смазочно-охлаждающую жидкость. Для этой цели изготавливаются специальные смазочно-охлаждающие жидкости, но они обычно не нужны, за исключением случаев использования электроинструментов. Для обычного ручного нарезания резьбы по стали подойдет любое подходящее масло; для алюминия лучше всего подходит керосин.
У меня на верстаке есть пара емкостей: одна с отработанным моторным маслом, другая с керосином. Я просто окунаю метчик в подходящую банку, прежде чем начну резать им резьбу. Я использую старое моторное масло, потому что оно у меня есть под рукой, и потому что не имеет значения, оставлю ли я в нем стружку от нарезания резьбы, так как это масло используется только для резки, а не для смазки.
Правильный размер отверстия
Очень важно просверлить отверстие правильного размера, соответствующего размеру используемого метчика.Если отверстие слишком маленькое, вы, скорее всего, сломаете метчик, когда попытаетесь обрезать резьбу. Если отверстие слишком большое, кран легко пройдет. но нити будут неглубокими, и их легко отделить. Когда вы покупаете метчики, вам также следует покупать к ним сверла. Эти биты следует хранить вместе с метчиками и использовать только для сверления отверстий, в которые нужно нарезать резьбу.
Сверла бывают четырех размеров: дробные, числовые, буквенные и метрические. Большинство небольших домашних мастерских уже имеют набор долот дробного размера, обычно от 1/16 дюйма до 1/4 дюйма с шагом 1/64 дюйма.Этот тип набора будет работать в какой-то мере, но если это все, что у вас есть, у вас не будет точного правильного размера для большинства метчиков размера. Для наиболее популярных размеров метчиков требуется сверло большого размера, чтобы проделать отверстие нужного размера. Например, для метчика № 10-32 (обозначение размера поясняется в сопроводительной статье) для правильной установки требуется сверло № 21. Это от 5/32 дюйма до 11/64 дюйма. Если вы использовали 5/32-дюймовую насадку, скорее всего, вы сломаете метчик. Если вы использовали биту размером 11/64 дюйма, то метчик прошел бы через отверстие нормально, но резьба была бы неглубокой и легко снималась.
Набор числовых сверл включает 80 долот размером от 0,0135 дюйма до 0,2280 дюйма. Они по существу перекрывают базовый дробный набор от 1/64 до 1/4 дюйма, который у вас, возможно, уже есть. Большинство из этих сверл с числовым размером будут бесполезны для вас, и вы потратите много денег, чтобы получить 80 из них. Имеет смысл потратить несколько долларов на покупку действительно нужных вам размеров.
Крупный игрок
Если вы крупный игрок, вы можете потратить несколько сотен долларов на хороший набор для метчиков и штампов, но 95 процентов инструментов в таком наборе будут бесполезны для работы на велосипеде.Вместо этого лучше покупать только те метчики и плашки, которые у вас есть.Пока большой не рекомендую. дорогие наборы для метчиков и штампов с тремя метчиками любого размера и соответствующими им штампами, есть один небольшой и недорогой тип набора метчиков, который имеет большое значение для небольшой мастерской. Этот тип смесителя иногда называют «набором электрика». Обычно он будет иметь только метчики, без штампов. Обычно бывает шесть размеров от # 4-40 до 1 / 4-20. Лучшее в этом типе набора — это то, что он включает в себя соответствующие сверла, подходящие к метчикам, и все они удобно упакованы с помощью гаечного ключа.
Таблица сверл для метчиков некоторых распространенных размеров
| Размер смесителя | Размер сверла | Ближайший Дробный размер (дюймы) |
|---|---|---|
| # 4-40 | # 43 | 3/32 |
| № 6-32 | # 36 | 7/64 |
| № 8-32 | # 29 | 9/64 |
| № 10-32 | # 21 | 5/32 |
| # 10-24 | # 25 | 5/32 |
| № 12-24 | # 16 | 11/64 |
| 1 / 4-20 | # 7 | 13/64 |
| 1 / 4-28 | # 3 | 7/32 |
| 4 мм x.70 | # 30 | 1/8 |
| 4 мм x 75 | 1/8 дюйма | 1/8 |
| 5 мм x 0,8 | # 19 | 11/64 |
| 5 мм x 0,9 | # 20 | 5/32 |
| 6 мм x 1 | # 9 | 13/64 |
| 7 мм x 1 | 15/64 | 15/64 |
| 8 мм x 1 | «J» | 9/32 |
| 8 мм x l.25 | 17/64 | 17/64 |
| 9 мм x 1 | 5/16 « | 5/16 |
| 9 мм x длина 25 | 5/16 | 5/16 |
| 10 мм x 1,25 | 11/32 | 11/32 |
| l0 мм x l.5 | «R» | 11/32 |
Расшифровка размеров ниток
В этой стране широко используются две системы нарезания резьбы: SAE (американская) и ISO (метрическая).
РезьбаSAE описывается в форме (диаметр) — (резьбы на дюйм) — например: 1 / 4-20 означает, что болт имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм. Диаметр меньше 1/4 дюйма указывается числовым размером. Например, # 10-32 — очень распространенный размер; «# 10» эквивалентно 3/16 дюйма, и на дюйм приходится 32 резьбы.
Метрическая резьба указывается в виде (диаметр) — (миллиметры на резьбу). Например, 5 мм-0,8 означает, что диаметр болта составляет 5 миллиметров, а резьба такая.8 миллиметров друг от друга. Метрическая резьба ISO стандартизирована в той степени, в которой шаг резьбы обычно не упоминается, если только он не является нестандартным для диаметра, например, 5 мм-0,8 часто просто называют 5 мм, но если шаг резьбы отличается от. 8, это необходимо указать. Точно так же 6 мм-1,0 является стандартным размером ISO и может обозначаться как «6 мм».
Некоторые размеры более или менее взаимозаменяемы между американской и метрической системами; особенно полезен # 10-32 / 5 мм. Обычно их можно без проблем поменять местами.Это обычный размер для велосипедов. Проушины для крепления стоек и брызговиков к дропаутам имеют резьбу 5 мм на большинстве более качественных велосипедов; этот размер также используется для болтов с носками и различных деталей тормозов и переключателей. Поскольку 5 мм и № 10-32 по существу одинакового размера, вы можете купить метчик любого размера, но американский размер № 10-32 легче найти и, вероятно, будет намного дешевле.
Как и где вы используете метчики и плашки на велосипеде?
Метчики и плашки используются лишь изредка при обычном ремонте велосипедов, но они имеют некоторые специализированные применения, которые могут быть очень удобными.Старые велосипедные механики помнят, когда почти каждый новый европейский велосипед нуждался в чистке резьбы педали с помощью метчика перед установкой педалей. Хромирование нарушило допуски размеров резьбы, и механику пришлось решить проблему. Сегодняшние алюминиевые шатуны и более совершенные технологии производства решили эту проблему, и основное применение педалей — это преобразование кривошипов с французской резьбой в более распространенный английский размер резьбы педалей (9/16 x 20).Для любой работы с резьбой педали требуются специальные метчики, которые продаются через источники велосипедного инструмента, потому что вам нужен метчик с левой резьбой для левого кривошипа.
Иногда необходимо очистить резьбу на рулевой трубе вилки. В этом случае вам понадобится кубик. Один из способов сделать такой штамп — использовать старую, изношенную гоночную гарнитуру. Направляющие гарнитуры изготовлены из закаленной стали, как штампы, и вы можете превратить обойму гарнитуры в метчик, вырезав в нем канавки с помощью ножовки с твердосплавным наконечником. Используйте гонку для гарнитуры с такой же резьбой, как и на вашем велосипеде.(Английский стандарт 1 x 24 является наиболее распространенным, но есть много исключений и эзотерических размеров.)
Когда задний быстросъемный вертел обрывается по резьбе, вы можете использовать штамп для его переработки, сделав (более короткий) передний быстросъемный вертел. Шампуры бывают с резьбой 5 х 0,8 и 5 х 0,9; Измерьте свой с помощью измерителя шага резьбы.
Для резьбы каретки предназначены специальные метчики. Они могут очистить резьбу, которая была слегка повреждена или забита краской или герметиком.Если каретка каретки с серьезно поврежденной резьбой не очень тонкая или уже имеет итальянскую резьбу, ее можно восстановить, выбив ее до чуть большего итальянского размера. Нижние скобы для картриджей с итальянской резьбой можно заказать у Phil Wood, Velo Orange. ТА и возможно других производителей. Набор метчиков для нижнего кронштейна включает специальный инструмент для совмещения метчиков на каждой стороне корпуса нижнего кронштейна друг с другом и резак для сглаживания и выравнивания поверхности чашки / стопорного кольца на каждом конце корпуса.
Но больше всего метчики и плашки используют не для ремонта, а для изготовления собственных принадлежностей. Если вы умеете нарезать резьбу, сгибать и толкать металлические стержни, вы можете сделать стойки профессионального вида, специально разработанные с учетом ваших потребностей и пожеланий. Можно сделать специальные кронштейны для крепления фонарей на багажники, более качественные опоры для руля и подушек безопасности и т. Д.
Вот простой пример: я хотел, чтобы задний багажник Pletscher был немного более жестким. Поэтому я высверлил заклепки, которые крепят ножки к платформе, и заменил их болтами на 1/4 дюйма.Я просверлил отверстия с зазором 1/4 дюйма в ножках, затем использовал сверло № 7 и метчик 1/4 — 20 на отверстия в платформе. Я скрепил его болтами, вставив контргайки внутрь. (Контргайка делает сборку достаточно устойчивой к вибрации.) Эта работа не была большой проблемой, и она привела к заметному улучшению.
Если вы хотите сделать ссылку или добавить закладку на эту страницу, URL-адрес:
https://www.sheldonbrown.com/tooltips/taps.HTML
Последнее обновление: Харриет Фелл
Метчики и матрицы и инструменты для разметки и измерения (часть первая)
Метчики и плашки
Метчик используется для нарезания резьбы внутри отверстия, а матрица — для нарезания наружной резьбы на круглой заготовке. Они изготовлены из закаленной стали и отшлифованы до точного размера. Есть четыре типа резьбы, которые можно нарезать стандартными метчиками и плашками: National Coarse, National Fine, National Extra Fine и National Pipe.
Ручные метчики обычно поставляются комплектами по три метчика для каждого диаметра и серии резьбы.Каждый набор содержит метчик с конусом, заглушку и метчик для дна. Метчики в комплекте идентичны по диаметру и поперечному сечению, разница лишь в величине конуса. [Рисунок 11-25] Рисунок 11-25. Ручные метчики.
Метчик с конусом используется для начала процесса нарезания резьбы, потому что он сужается назад на 6-7 витков резьбы. Этот метчик нарезает всю резьбу над конусом. Это единственный метчик, необходимый для нарезания резьбовых отверстий в тонких сечениях. Пробковый метчик дополняет конический метчик для нарезания резьбовых отверстий в толстой заготовке.
Отвод дна не конусный. Он используется для нарезания полной резьбы до дна глухого отверстия.
Штампы можно разделить на регулируемые круглые разрезные плашки и плоские круглые разрезные плашки. Регулируемая разрезная матрица имеет регулировочный винт, который можно затянуть так, чтобы матрица слегка раздвинулась. Регулируя матрицу, можно контролировать диаметр и посадку резьбы. [Рисунок 11-26] Рисунок 11-26. Типы плашек.
Цельнолитые матрицы не регулируются. Следовательно, с этим типом невозможно получить различные варианты посадки резьбы.Есть много типов ключей для токарных метчиков, а также токарных плашек. Т-образная рукоятка, разводной ключ для метчика и матрица для круглых разъемных матриц, показанные на рис. 11-27, являются одними из наиболее распространенных типов. Информация о размерах резьбы, посадках, типах и скоростях сверления показана на Рисунках с 11-28 по 11-30.
Рисунок 11-27. Ключи штамповочные и метчики Рисунок 11-28. Американские (национальные) размеры резьбы винта. [Щелкните изображение, чтобы увеличить.] Рисунок 11-29. Американские (национальные) размеры трубной резьбы и размеры сверл.[Щелкните изображение, чтобы увеличить.] Рисунок 11-30. Скорость сверления. [Щелкните изображение, чтобы увеличить.]Инструменты для разметки и измерения
Устройства для разметки и измерения являются прецизионными инструментами. Они тщательно обработаны, имеют точную маркировку и во многих случаях состоят из очень хрупких деталей. При использовании этих инструментов будьте осторожны, чтобы не уронить, не согнуть и не поцарапать их. Готовое изделие не точнее мерок или макета; поэтому очень важно понимать, как читать, использовать и ухаживать за этими инструментами.
Правила
Правила изготовлены из стали и могут быть жесткими или гибкими. Гибкая стальная линейка изгибается, но ее не следует гнуть намеренно, так как ее довольно легко сломать. В работе с самолетами чаще всего используется единица измерения — дюйм. Дюйм можно разделить на более мелкие части с помощью деления на дробную или десятичную дробь.
Дробное деление дюйма определяется путем деления дюйма на равные части: половинки (1⁄2), четверти (1⁄4), восьмые (1⁄8), шестнадцатые (1⁄16), тридцать вторые ( 1⁄32) и шестьдесят четвертых (1⁄64).Доли дюйма могут быть выражены десятичными знаками, называемыми десятичными эквивалентами дюйма. Например, 1⁄8 дюйма выражается как 0,0125 (сто двадцать пять десятых тысячных дюйма).
Правила производятся в двух основных стилях: разделенные или помеченные обыкновенной дробью, и разделенные или помеченные десятичными знаками или делениями в одну сотую дюйма. Правило можно использовать как измерительный инструмент или как линейку. [Рисунок 11-31] Рисунок 11-31. Правила.
Комбинированные наборы
Комбинированный набор, как следует из его названия, представляет собой инструмент, который имеет несколько применений.Его можно использовать для тех же целей, что и обычный треугольник, но он отличается от треугольника тем, что головка скользит по лезвию и может быть зажата в любом желаемом месте. С квадратной головкой или головкой ложа сочетаются уровень и черчитель. Головка скользит по центральной канавке на лезвии или шкале, которые, как правило, можно использовать отдельно. [Рисунок 11-32] Рисунок 11-32. Комбинированный набор.
Спиртовой уровень в головке приклада позволяет удобно выровнять кусок материала с поверхностью и в то же время определить, является ли тот или другой горизонтальным или вертикальным.Голову можно использовать отдельно как простой уровень.
Комбинацию квадратной головки и лезвия также можно использовать в качестве разметочного калибра для разметки линий под углом 45 °, в качестве измерителя глубины или измерителя высоты. Удобный скрайбер удерживается в головке с помощью небольшой латунной втулки.
Центральная головка используется для определения центра валов или других цилиндрических деталей. Головку транспортира можно использовать для проверки углов, а также можно установить под любым желаемым углом для рисования линий.
Рисователь
Рисователь предназначен для работы авиационным механиком так же, как карандаш или ручка для писателя.Как правило, он используется для разметки или разметки линий на металлических поверхностях. Разметчик изготовлен из инструментальной стали, длиной от 4 до 12 дюймов и имеет два игольчатых конца. Один конец загнут под углом 90 ° для доступа и маркировки сквозных отверстий. [Рисунок 11-33] Рисунок 11-33. Писатель.
Перед использованием резчика всегда проверяйте остроту острия. Убедитесь, что линейка ровно прилегает к металлу и находится в нужном положении для разметки. Слегка наклоните скрайбер в том направлении, в котором он будет двигаться, держа его как карандаш.Держите кончик чернил близко к направляющей кромке линейки. Нарисованная линия должна быть достаточно толстой, чтобы ее можно было увидеть, но не глубже, чем необходимо для ее выполнения. Очень важно использовать разметку только там, где она определяет линию, которую нужно разрезать, поскольку линии разметки могут создавать точки напряжения, в которых могут произойти отказы.
Делители и циркуль
Делители и циркуль имеют две ножки, соединенные сверху осью. Они используются для начертания окружностей и дуг, а также для переноса измерений с линейки на работу.
Циркуль имеет одну ножку, сужающуюся к острию иглы. В другую ногу вставлен карандаш или грифель. Обе ножки разделителей сужаются к остриям иглы.
При использовании циркуля-карандаша или делителя рекомендуются следующие процедуры:
- Осмотрите концы, чтобы убедиться, что они острые.
- Чтобы установить делители или циркуль, держите их так, чтобы конец одной ноги находился на отметке на линейке. Поверните регулировочную гайку большим и указательным пальцами.Отрегулируйте делители или циркуль так, чтобы острие другой ноги касалось градуировки линейки, дающей требуемое измерение.
- Чтобы нарисовать дугу или круг с помощью циркуля или разделителя, удерживайте насадку для большого пальца сверху большим и указательным пальцами. Надавив на обе ноги, поверните циркуль по часовой стрелке и нарисуйте нужную дугу или окружность.
- Склонность ножек к скольжению предотвращается путем наклона циркуля или разделителей в направлении, в котором они вращаются.При обработке металлов разделители используются только для разметки дуг или окружностей, которые затем удаляются путем резки. Все остальные дуги или окружности нарисованы циркулем, чтобы не поцарапать материал.
- На бумажных макетах циркуль-карандаш используется для описания дуг и окружностей. Делители следует использовать для переноса важных измерений, потому что они более точны, чем карандашный циркуль.
Штангенциркули
Штангенциркули используются для измерения диаметров и расстояний или для сравнения расстояний и размеров.Три распространенных типа суппортов — это суппорты внутреннего, внешнего и гермафродитного типа, такие как суппорты зубчатого инструмента. [Рисунок 11-34] Рисунок 11-34. Суппорта.
Наружный штангенциркуль используется для измерения внешних размеров — например, диаметра заготовки круглого сечения. Внутренние суппорты имеют изогнутые наружу ножки для измерения внутренних диаметров, например диаметров отверстий, расстояния между двумя поверхностями, ширины прорезей и других подобных работ. Штангенциркуль-гермафродит обычно используется в качестве разметочного калибра при макетных работах.Его не следует использовать для точных измерений.