Наименование параметра | Единица измерения | Величины параметра | |||
|
| 16К20 | 16К20П | 16К20Г | 16К25 |
Основные данные | |||||
Наибольшая длина обрабатываемого изделия: | |||||
| мм | 710 | |||
| мм | 1000 | |||
| мм | 1400 | — | 1400 | |
| мм | 2000 | — | 2000 | |
Высота оси центров над плоскими направляющими станины | мм | 215 | 250 | ||
Пределы чисел оборотов шпинделя: | |||||
Основное исполнение | об/ мин | 12,5-1600 | 12,5—1600 | ||
По особому заказу | об/мин | 16—2000 | 10-1250 | ||
Пределы подач: | |||||
Продольных | мм/об | 0,05-2,8 | |||
Поперечных | мм/об | 0,025—1,4 | |||
Наибольшее усилие допускаемое механизмом подач: | |||||
продольное |
|
| |||
на упоре | кгс (н) | 800 (7845) | |||
на резце | кгс (н) | 600 (5884) | |||
поперечное |
|
| |||
на упоре | кгс (н) | 460 (4510) | |||
на резце | кгс (н) | 360 (3530) | |||
Мощность электродвигателя главного привода: | |||||
основное исполнение | кВт | 11 | |||
по особому заказу | кВт | 7,5 | |||
Габариты и масса | |||||
Габарит станка: | |||||
длина | мм | 3195 | 2505 | 3195 | |
| мм | 3795 | 2795 | 3795 | |
ширина | мм | 1190 | 1240 | ||
высота | мм | 1500 | |||
Масса станка: | |||||
| кг | 2835 | 2835 | 2945 | 2925 |
| кг | 3005 | 3010 | 3110 | 3095 |
| кг | 3225 | — | 3335 | 3315 |
| кг | 3685 | — | 3695 | 3775 |
Параметры обрабатываемой детали | |||||
Наибольший диаметр изделия, устанавливаемого над станиной | мм | 400 | 500 | ||
Наибольший диаметр обработки над поперечными салазками суппорта | мм | 220 | 290 | ||
Наибольший диаметр изделия, устанавливаемого над выемкой в станине | мм | — | 630 | ||
Наибольший диаметр прутка, проходящего через отверстие в шпинделе | мм | 53 | |||
Наибольшая длина обтачивания: | |||||
| мм | 645 | |||
| мм | 935 | |||
| мм | 1335 | — | 1335 | |
| мм | 1935 | — | 1935 | |
Расстояние от торца фланца шпинделя до правого края выемки | мм | — | 298 | — | |
Длина выемки | мм | — | 305 | — | |
Пределы шагов нарезаемых резьб: | |||||
метрических | мм | 0,5—112 | |||
модульных | модуль | 0,5—112 | |||
дюймовых | число ниток на 1″ | 56—0,5 | |||
питчевых | питч | 56—0,5 | |||
Максимально допустимая масса изделия устанавливаемого: |
|
| |||
в патроне | кт | 200 | |||
в центрах | кт | 460 | |||
| кг | 650 | |||
| кг | 900 | |||
| кг | 1300 | |||
Шпиндель | |||||
Конец шпинделя по ГОСТ 12593—72 |
| 6К | |||
Диаметр шпиндельного фланца | мм | 170 | |||
Коническое отверстие ГОСТ 2847—67 |
| Морзе № 6 | |||
Диаметр сквозного отверстия | мм | 52 | |||
Суппорт | |||||
Наибольшая длина продольного перемещения | мм | 645, 935, 1335, 1935 | |||
Наибольшая длина поперечного перемещения | мм | 300 | |||
Скорость быстрых перемещений: |
|
| |||
продольных | мм/мин | 3800 | |||
поперечных | мм/мин | 1900 | |||
Максимально допустимая скорость перемещений при работе по упорам | мм/мин | 250 | |||
Минимально допустимая скорость перемещения каретки | мм/мин | 10 | |||
Цена одного деления лимба: |
|
| |||
продольного перемещения | мм | 1 | |||
поперечного перемещения | мм | 0,05 на диаметр обрабатываемого изделия | |||
Резцовые салазки | |||||
Шкала угла поворота | град | ±90 | |||
Цена одного деления шкалы поворота | град | 1 | |||
Наибольшая длина перемещения | мм | 150 | |||
Цена одного деления лимба | мм | 0,05 | |||
Индексируемая резцовая головка | |||||
Количество фиксированных позиций |
| 4 | |||
Число резцов, одновременно устанавливаемых в резцедержателе |
| 4 | |||
Наибольшее сечение державки резца | мм | 25×25 | |||
Высота от опорной поверхности резца до оси центров | мм | 25 | |||
Задняя бабка | |||||
Коническое отверстие в пииоли ГОСТ 2847—67 |
| Морзе № 5 | |||
Наибольшее перемещение пиноли | мм | 150 | |||
Цена одного деления лимба перемещения пиноли | мм | 0,1 | |||
Величина, поперечного смещения корпуса | мм | ±15 | |||
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0. 7 — 4,16 7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Станок 16к20 технические характеристики
Токарный станок 16К20: технические характеристики, схемы, работаПредшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20.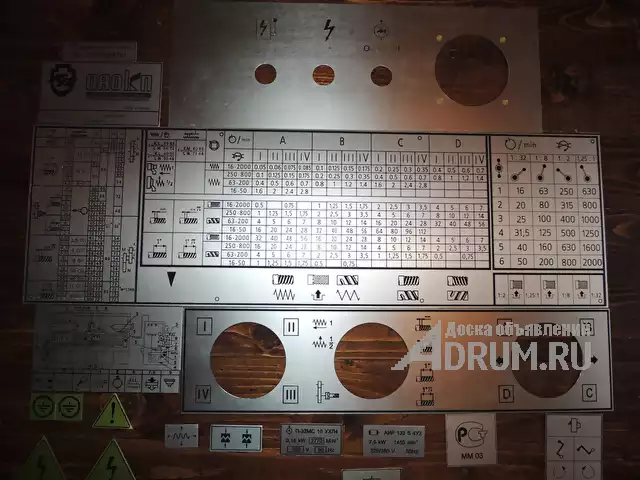 Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103.
 Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.
 Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.


Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
 Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Краткое описание и основные технические характеристики 16К20 Универсальный токарно-винторезный станок16K20Проектирован для замены устаревшего 1K62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Выпуск станка был огромен, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы по деталям. Технические характеристики токарного станка 16К20 позволили использовать его для единичного и крупносерийного производства деталей.
Нижняя часть машины
Основание машины представляет собой коробчатую раму, установленную на монолитной основе.Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен у основания машины и поддона для сбора стружки и использованной смазочно-охлаждающей жидкости (охлаждающей жидкости). На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
Улучшение условий труда
Машина оснащена стальным фиксированным защитным экраном, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный клапан. Этот щит зафиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные столы и ручки для выбора скорости вращения и подачи компактно размещаются на передней части бабки.Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (от заводской линии) между направляющими рамы и передней бабкой. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование машины размещено на отдельной панели управления, прикрепленной к задней стенке бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным мотором главного привода.Мотор развивает мощность до 10 кВт при скорости вращения вала 1600 об / мин. По специальному заказу был установлен еще более вращающийся двигатель — до 2000 оборотов.
Кинематика главной цепи движения
От главного двигателя вращение передается ременной передачей на главный вал редуктора. Для обеспечения технических характеристик вал 16К20 оснащен многодисковой двусторонней муфтой. Это устройство обеспечивает обратимую работу машины. На двух дополнительных валах коробки имеются редукторы.Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
. Краткое описание и основные технические характеристики 16К20 Универсальный токарно-винторезный станок 16K20Проектирован для замены устаревшего 1K62.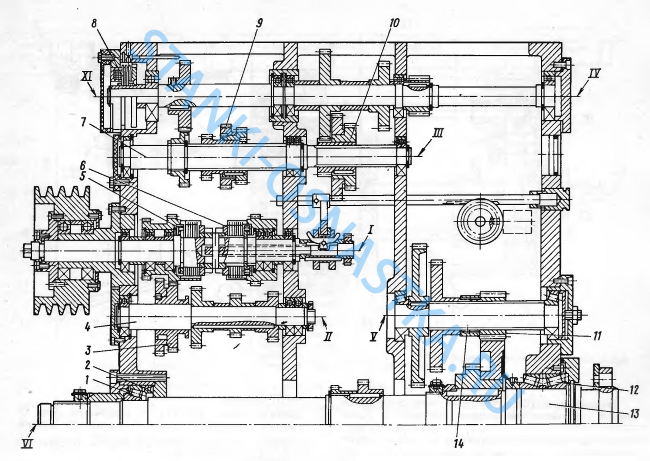 Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Выпуск станка был огромен, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы по деталям. Технические характеристики токарного станка 16К20 позволили использовать его для единичного и крупносерийного производства деталей.
Нижняя часть машины
Основание машины представляет собой коробчатую раму, установленную на монолитной основе.Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен у основания машины и поддона для сбора стружки и использованной смазочно-охлаждающей жидкости (охлаждающей жидкости). На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
Улучшение условий труда
Машина оснащена стальным фиксированным защитным экраном, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный клапан. Этот щит зафиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные таблицы и ручки для выбора s
. Станок 16К20Ф3: технические характеристики и описание Токарно-винторезный станок 16К20Ф3, технические характеристики которого будут рассмотрены ниже, создан на базе агрегата 16К20, он используется в основном в мелкосерийном производстве. Обе машины имеют единую конструктивную часть и общий принцип работы. Устройство позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Числовое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Обе машины имеют единую конструктивную часть и общий принцип работы. Устройство позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Числовое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Из чего он состоит?
Технические характеристики 16K20F3 обусловлены конструкцией и кинематической схемой машины. Устройство выполнено в традиционной компоновке, которая соответствует универсальным стандартам, а также позволяет производить широкий спектр операций.
Комплектующие:
- Рама (рама).
- Рама.
- Каретка опоры.
- Держатель инструмента поворотного типа.
- Задняя и шпиндельная головка.
- Автоматическая раздаточная коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель мощности.
Принцип работы
Станок 16K20F3, технические характеристики которого позволяют выбирать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь установлена в шпинделе, приводимом клиноременным приводом от электрический двигатель.
- Скорость обработки корректируется с помощью автоматической коробки и шпинделя в сборе.
- Автоматическая коробка оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать необходимую скорость.
- Для увеличения или уменьшения пульсации используются шестерни головки шпинделя. Они управляются вручную, регулируют до 12 позиций.
- Каретка агрегата приспособлена для продольного перемещения с помощью электромагнитного привода.
- Поперечное скольжение суппорта и держателя инструмента осуществляется через привод, зубчатое колесо и ходовой винт.
- Поворотный держатель зубила может быть установлен в нескольких положениях с изменением углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях монтируется поперечная опора.
- Держатель инструмента расположен на держателе инструмента, рассчитанном на использование не более шести резцов, обрабатывающих заготовку в соответствии с указанной программой.

Гидравлический привод
Этот узел токарного станка 16К20Ф3, технические характеристики которого подтверждают, обеспечивают все основные процессы, связанные с функционированием рабочих элементов.Гидравлический привод состоит из следующих частей:
- Пары гидроусилителя.
- Управляющий насос.
- Драйв.
- Бак с маслом.
- Контрольное оборудование.
Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого будут рассмотрены далее, имеет маркировку. Его декодирование выглядит следующим образом:
- Индекс «1» — токарный станок.
- 6 — винторезный.
- К — производство.
- 20 — указатель роста по центрам в сантиметрах.
- F3 — оборудование с ЧПУ.
Оборудование данной категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТ 8-82-П.
Станки с ЧПУ 16K20F3: технические характеристики
Параметры рассматриваемого оборудования:
- Размеры — 3,7 / 2,2 / 1,65 м.
- Вес — 400 кг.
- Количество скоростей -22.
- Диаметр отверстия 53 мм.
- Центр перо — Морзе 5.
- Рабочий диапазон от 12.От 5 до 2000 об / мин, в зависимости от выбранной скорости.
- Размер шага 0,01-40 мм.
- Высота инструмента 25 мм.
- Продольные / поперечные ходы — 5000/7500 мм / мин.
Описание
Токарный станок 16К20ФЗ, технические характеристики которого указаны выше, оснащен чугунной станиной, которая подвергается шлифованию, что обеспечивает длительный период эксплуатации. Главный привод — электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм.Это позволяет отрегулировать обработку заготовки с максимальной точностью до требуемых размеров.
Шпиндель агрегата имеет диаметр отверстия 55 мм с возможностью крепления штифтов различного диаметра. Специальные турели используются для специальных операций, значительно расширяя возможности токарного оборудования. Это устройство наиболее подвержено износу, поскольку планетарная коробка передач деформируется в результате вымирания зубов или разрушения эксцентрика. Во избежание таких последствий поможет регулярно следить за состоянием механизмов и своевременной профилактической работой.Смазка деталей осуществляется при включении оборудования на разные элементы. Программа управления в автоматическом режиме определяет цикл подачи смазки на узлы оборудования.
Токарный Станок 16К20 после Ремонта! Результаты проточки 0.005 на 230мм Б/У
Продаётся именно этот станок который представлен на фотографиях! Информация в объявлении соответствует действительности! Станок в наличии на нашем производстве!
Токарный станок 16К20 2001г. Диаметр обработки над станиной 400мм., РМЦ 1000 мм., в отличном техническом состоянии. После восстановительного ремонта. Произведены следующие работы :
1. Шлифование станины
2. Комплексные работы по восстановлению геометрии станка с использованием компонентов Zedex (результаты проточки 0.005 на 200 мм.)
3. Замена подшипников шпинделя (не Китай), фрикциона.
4. Ревизия всех узлов и механизмов.
5. Замена винт-гайки поперечной подачи.
6. Модернизация электрической части.
8. Новый патрон.
Станок подключён, проверка в работе!
Погрузка входит в стоимость!
Производим шлифовку направляющих токарных и фрезерных станков, а также кареточные группы, консоли, стойки, столы и др. Средний срок исполнения работ — пять рабочих дней.
Осуществляем Фрезерные работы крупногабаритных деталей на фрезерно-расточном станке с ЧПУ NC230 английской фирмы BUTLER
Рабочая поверхность стола 6000х2000
Перемещение по оси X 4200 мм.
Перемещение по оси Y 1600 мм.
Перемещение по оси Z 1050 мм.
Смотрите все наши предложения по станкам на сайте ООО БалтСтанкоПром.
Также готовы приобрести ваше излишнее, незадействованное металлообрабатывающее оборудование, станки! Взаимозачёт. Срочный выкуп станков: токарных, сверлильных, расточных, фрезерных, шлифовальных, долбёжных, ленточнопильных, зубообработка и т. д. Отечественного и импортного производства. Быстрый и удобный расчёт! При необходимости оперативный демонтаж и вывоз оборудования с ваших площадей! Осуществляем как единичные так и оптовые закупки.
Токарный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п.
Технические характеристики токарного станка 16К20:
Наибольший диаметр заготовки устанавливаемой над станиной, мм 400
Высота оси центров над плоскими направляющими станины, мм 215
Наибольший диаметр заготовки обрабатываемой над суппортом, мм 220
Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм 1000
Шпиндель
Диаметр отверстия в шпинделе, мм 52
Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм 50
Частота вращения шпинделя в прямом направлении, об/мин 12,5..1600
Частота вращения шпинделя в обратном направлении, об/мин 19..1900 1
Количество прямых скоростей шпинделя 22
Количество обратных скоростей шпинделя 11
Конец шпинделя по ГОСТ 12593-72 6К
Коническое отверстие шпинделя по ГОСТ 2847-67 Морзе 6
Диаметр фланца шпинделя, мм 170 170
Наибольший крутящий момент на шпинделе, Нм 1000
Суппорт. Подачи
Наибольшая длина продольного перемещения, мм 645, 935, 1335, 1935
Наибольшая длина поперечного перемещения, мм 300
Скорость быстрых продольных перемещений, мм/мин 3800
Скорость быстрых поперечных перемещений, мм/мин 1900
Максимально допустимая скорость перемещений при работе по упорам, мм/мин 250
Минимально допустимая скорость перемещения каретки (суппорта), мм/мин 10
Цена деления лимба продольного перемещения, мм 1
Цена деления лимба поперечного перемещения, мм 0,05
Диапазон продольных подач, мм/об 0,05..2,8
Диапазон поперечных подач, мм/об 0,025..1,4
Количество подач продольных/ поперечных 22/24
Количество нарезаемых резьб — метрических
Количество нарезаемых резьб — модульных
Количество нарезаемых резьб — дюймовых
Количество нарезаемых резьб — питчевых
Пределы шагов метрических резьб, мм 0,5..112
Пределы шагов дюймовых резьб, ниток/дюйм 56..0,5
Пределы шагов модульных резьб, модуль 0,5..112
Пределы шагов питчевых резьб, питч диаметральный 56..0,5
Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н 5884
Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н 3530
Резцовые салазки
Наибольшая длина перемещения резцовых салазок, мм 150
Габариты и масса станка
Габариты станка (длина ширина высота) РМЦ=1000, мм 2795 х 1190 х 1500
Масса станка, кг 3010
|
|
16К20/1000 |
16К20/1500 |
||
|
Наибольший диаметр обрабатываемой заготовки, мм |
над станиной |
400 |
400 |
|
|
над суппортом |
220 |
220 |
||
|
Наибольшая длина обрабатываемой заготовки, мм |
1000 |
1500 |
||
|
Класс точности по ГОСТ 8-82 |
H |
H |
||
|
Размер внутреннего конуса в шпинделе, М |
Морзе 6 М80* |
Морзе 6 М80* |
||
|
Конец шпинделя по ГОСТ 12593-72 |
6К |
6К |
||
|
Диаметр сквозного отверстия в шпинделе, мм |
55 |
55 |
||
|
Наибольшая масса устанавливаемой заготовки, кг |
закрепленного в патроне |
300 |
300 |
|
|
закрепленного в центрах |
1300 |
1300 |
||
|
Число ступеней частот вращения шпинделя |
прямого |
23 |
23 |
|
|
обратного |
12 |
12 |
||
|
Пределы частот вращения шпинделя, мин |
прямого |
12,5-2000 |
12,5-2000 |
|
|
обратного |
19-2420 |
19-2420 |
||
|
Число ступеней рабочих подач |
продольных |
42 |
42 |
|
|
поперечных |
42 |
42 |
||
|
Пределы рабочих подач, мм/об |
продольных |
0,07-4,16 |
0,07-4,16 |
|
|
поперечных |
0,035-2,08 |
0,035-2,08 |
||
|
Число нарезаемых резьб |
метрических |
45 |
45 |
|
|
дюймовых |
28 |
28 |
||
|
модульных |
38 |
38 |
||
|
питчевых |
37 |
37 |
||
|
архимедовой спирали |
5 |
5 |
||
|
Шаг нарезаемой резьбы |
дюймовой |
24…1,625 |
24…1,625 |
|
|
метрической |
0,5-192 |
0,5-192 |
||
|
модульной |
0,5…48 |
0,5…48 |
||
|
питчевой |
96..1 |
96..1 |
||
|
архимедовой спирали, дюйм |
3/8”, 7/16” |
3/8”, 7/16” |
||
|
архимедовой спирали, мм |
8, 10, 12 |
8, 10, 12 |
||
|
Наибольший крутящий момент, кНм |
2 |
2 |
||
|
Наибольшее перемещение пиноли, мм |
200 |
200 |
||
|
Поперечное смещение корпуса, мм |
±15 |
±15 |
||
|
Наибольшее сечение резца, мм |
25 |
25 |
||
|
Мощность электродвигателя привода главного движения, кВт |
10 |
10 |
||
|
Мощность электродвигателя привода быстрых перемещений суппорта, кВт |
0,75 или 1,1 |
0,75 или 1,1 |
||
|
Мощность насоса охлаждения, кВт |
0,12 |
0,12 |
||
|
Габаритные размеры станка, мм |
длина |
2812 |
3200 |
|
|
ширина |
1166 |
1166 |
||
|
высота |
1324 |
1324 |
||
|
Масса станка, кг |
3035 |
3 225 |
||
Кинематическая схема токарно-винторезного станка 16К20
Сведения о производителе токарно-винторезного станка 16К20
Производитель токарно-винторезного станка 16К20 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20.
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году токарный станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Кинематическая схема станка 16к20 приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Кинематическая схема токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20
Структурная схема коробки скоростей токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
Кинематические цепи прямого и обратного вращения шпинделя
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
Движение подач и резьбонарезание
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы — обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32. Обеспечивает двойной блок в шпиндельной бабке при подкючении z = 45/45;
- Механизм реверса — служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
- Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач — преобразует вращение ходового вала в поступательное движение суппорта продольное, поперечное или резцовых салазок. Ходовой винт при этом должен быть отключен.
- Механизм подач при нарезании резьбы резцом — преобразует вращение ходового винта в поступательное продольное движение суппорта.
Кинематическая схема суппорта и фартука станка 16К20
Схема кинематическая суппорта и фартука токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Движение подач заимствуется в шпиндельной бабке от шпинделя при работающей паре z = 60/60.
При необходимости увеличения шага движение заимствуется от вала III при включенной передаче z = 45/45. В этом случае подача и шаг резьбы увеличиваются в зависимости от положения блоков в 2; 8 и 32 раза.
Механизм реверса обеспечивает правое вращение ходового винта через пару z = 30/45, левое — через передачу z = 30/25·25/45.
В гитаре сменных колес K/L, M/N при отправке станка с завода устанавливают шестерни с числом зубъев z = 40/86, z = 86/64. Такая комбинация обеспечивает подачи, нарезание метрических и дюймовых резьб с шагами, величины которых указаны в талице закрепленной на станке.
Кинематическая цепь продольных и поперечных подач суппорта
Кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
Кинематическая цепь продольных подач суппорта
Уравнение кинематического баланса цепи продольной подачи имеет вид:
S = 1об.шп. · z1/z2 · π · m · z мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- π·m·z — длина делительной окружности реечного колеса. π·m·z = 3,1416 · 3 · 10 = 94,248;
- m — модуль зубчатой рейки, m = 3 мм ;
- z — число зубъев реечного колеса, z = 10.
Универсальная коробка подач 16Б20П.070 обеспечивает продольные подачи (22 шт), мм/об:
- 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,6; 2; 2,4; 2,8; 2,4; 2,8
Уравнение кинематической цепи для получения минимальной продольной подачи можно записать в следующем виде:
Кинематическая цепь поперечных подач суппорта
Уравнение кинематического баланса цепи поперечной подачи имеет вид:
S = 1об.шп. · z1/z2 · р мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- р — шаг ходового винта поперечной подачи, р = 5 мм
Полное уравнение кинематического баланса для цепи минимальной поперечной подачи:
Соответственно кинематическая цепь поперечной подачи согласовывает вращение шпинделя и поперечного ходового винта; величина поперечной подачи при одной и той же наладке станка составляет 1/2 продольной.
Уравнение кинематической цепи для получения максимально поперечной подачи можно записать в следующем виде:
В коробке подач токарно-винторезного станка 16к20 подачи расположены не по геометрическому ряду, поэтому настройку станка на необходимую подачу производят по таблицам, расположенным на панели передней бабки.
В случае нарезания точных резьб вращение может быть передано от гитары сменных колес непосредственно на ходовой винт с шагом t = 12 мм через валы XII, XVII, XXIII при включенных зубчатых муфтах М2 и М5, минуя механизм коробки подач.
и подачи поперечные (24 шт), мм/об:
- 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4
Кинематическая цепь нарезания метрической резьбы
При нарезании резьбы за один оборот шпинделя суппорт (резец) должен переместиться на шаг резьбы Рр.
Уравнение кинематического баланса цепи нарезания метрической резьбы имеет вид:
S = Рм = 1об.шп. · z1/z2 · Рх мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до ходового винта;
- Рх — шаг ходового винта станка в мм (Pх = 12 мм).
Уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
Кинематическая цепь при нарезании дюймовых резьб
При нарезании дюймовых резьб шаг задается числом ниток на дюйм, все параметры резьбы выражены в дюймах, (дюйм = 25,4 мм).
Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Шаг дюймовой резьбы в милиметрах:
Pд = 25,4/k мм/об,
где:
- k — число ниток на один дюйм резьбы (1″ = 25,4 мм).;
Уравнение кинематического баланса для нарезания дюймовой резьбы с минимальным шагом:
Кинематическая цепь при нарезании модульных резьб
Модульные резьбы используют, обычно, при нарезании червяков.
Шаг модульной резьбы выражается через модуль — число кратное пи (3,14).
Шаг модульной резьбы в милиметрах:
Pм = 3,14 · m мм,
где:
- m — шаг резьбы в модулях;
Читайте также: Кинематическая настройка токарно-винторезного станка 16К20
Кинематическая цепь при нарезании питчевых резьб
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
Питчевая резьба задается диаметральным питчем П.
Формула для определения шага нарезаемой питчевой резьбы имеет вид:
Pп = (25,4 · π) / П мм,
где:
- П — число питчей нарезаемой резьбы.
Таблица подач и шагов нарезаемой резьбы станка 16к20
Таблица подач и шагов нарезаемой резьбы токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
1. Управление коробкой скоростей токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
2. Таблица резьб и скоростей токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Схема коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20. Скачать в увеличенном масштабе
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Читайте также: Регулирование токарно-винторезного станка 16К20
Токарно-винторезный универсальный станок 16К20. Видеоролик.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
- Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, НИИМАШ, 1976
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Полезные ссылки по теме. Дополнительная информация
16К20, 16К20Г Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
Принят в работу станок 16К20 – ПКФ РемСтан – ремонт и обслуживание станков
Принят в капитальный ремонт станок токарно-винторезный 16К20.
Заказчик: из города Иваново(ИП)
В дополнение к станку поставляются люнеты,патрон 250 и виброопоры.
Перечень работ по капитальному ремонту токарных станков(16К20 и 1К62) :
- Замена панели электроуправления станка 16к20.
- Механическая обработка (закалка,шлифовка, шабрение) направляющих станины.
- Замена задней бабки с заменой пиноли.
- Ремонт шпиндельной бабки: полная замена валов, шестерен и подшипников станка 16к20.
- Обработка (шлифовка, шабрение) направляющих поперечного суппорта.
- Обработка (шлифовка, шабрение) направляющих продольного суппорта.
- Замена прижимных планок.
- Замена клиньев.
- Замена винта продольной и поперечной подачи с гайкой.
- Замена ходового винта и ходового валика.
- Замена коробки Нортона.
- Замена фартука(шестери и валы).
- Замена системы смазки, Замена плунжерного насоса.
- Замена системы СОЖ, трассы, помпа.
- Замена главного привода, замена приводных ремней.
- Установка лампы местного освещения
- Установка новых ручек, декоративных элементов и т.д.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов станка.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов..
- Шпатлевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Проверка на точность, шум и нагрев; сдача станка по нормам точности
Работы по приемке станка токарно-винторезного 16К20
- Испытания станка на холостом ходу и под нагрузкой.
- Проверка норм геометрической точности согласно паспортным данным завода-изготовителя.
- Оформление двухстороннего приемо-сдаточного акта совместно с представителем Заказчика на территории Исполнителя.
- Проведение пуско-наладочных работ на территории Заказчика и сдача станка по акту.
- Обучение представителей Заказчика.
Гарантийное и послегарантийное обслуживание станка 16к20
- В течение гарантийного срока эксплуатации поставщик должен обеспечить гарантийное обслуживание оборудования с выездом специалистов поставщика на место в течение 3 дней после получения заявки от заказчика.
- Гарантийный срок эксплуатации станка с момента его приемки Заказчиком на площадке Заказчика – 12 месяцев.
Технические характеристики станка 16К20
Токарно-винторезный станок 16К20 предназначен для чистовой и черновой обработки деталей тел вращения из цветного и черного металла. Применяется для выполнения различных токарных работ с прямолинейным и ступенчатым профилем, сверления, расточки, развертывания, зенкерования, подрезки торцев, точения канавок, нарезания разных видов резьбы.
Обработка заготовок на токарно-винторезном станке 16К20 может осуществляться в патроне или в центрах. Токарно-винторезные станки 16К20, применяются в условиях единичного и мелкосерийного производства.
| Технические характеристики станка 16К20 | |
| Наибольший диаметр обработки над станиной, мм | 400 |
| Наибольший диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрами (РМЦ), мм | 710 / 1000 / 1500 |
| Масса заготовки, кг | 1300 |
| Класс точности (ГОСТ 8-82) | Н(П) |
| Диаметр отверстия в шпинделе, мм | 55 |
| Внутренний конус шпинделя | М6 |
| Конец шпинделя | D6 |
| Наибольший крутящий момент, Нм | 1000 |
| Частота вращения шпинделя в прямом направлении, об/мин: | 12,5 – 1600 |
| Частота вращения шпинделя в обратном направлении, об/мин: | 19,0 – 1900 |
| Число скоростей шпинделя прямых | 22 |
| Число скоростей шпинделя обратных | 11 |
| Сечение державки резца, мм | 25 х 25 |
| Перемещение каретки продольное, мм | 950 / 1250 |
| Перемещение каретки поперечное, мм | 219 |
| Диапазон продольных рабочих подач, мм/мин | 0,05 – 2,8 |
| Диапазон поперечных рабочих подач, мм/мин | 0,025 – 1,4 |
| Число продольных подач | 42 |
| Число поперечных подач | 42 |
| Диапазон шагов метрической резьбы, мм | 0,5 – 112 |
| Диапазон шагов дюймовой резьбы, ниток на дюйм | 56 – 0,5 |
| Диапазон шагов модульной резьбы, модуль | 0,5 – 112 |
| Диапазон шагов питчевой резьбы, питч диаметральный | 56 – 0,5 |
| Конус отверстия пиноли | Морзе 5 |
| Ход пиноли, мм | 150 |
| Мощность главного двигателя, кВт | 11 |
| Габаритные размеры, мм: | |
| длина | 2795 / 3195 |
| ширина | 1190 |
| высота | 1500 |
| Масса станка, кг | 3005 / 3225 |
Основные узлы станка 16К20
Станина станка 16К20.
Отливается из чугуна и имеет жесткую прямоугольную форму. На станине расположены плоские и призматические направляющие, по которым перемещаются суппорт и задняя бабка.
Шпиндель станка 16К20.
Основной рабочий узел станка, который вращается вместе с заготовкой. Вращение шпинделю передается посредством ременной передачи от главного двигателя.
Задняя бабка станка 16К20.
Предназначена для установки деталей значительной длины, а так же для установки различных осевых инструментов: сверл, метчиков, разверток и др. В задней бабке расположена пиноль с коническим отверстием, в которую можно устанавливать вращающийся и неподвижный центр.
Суппорт станка 16К20.
Суппорт станка предназначен для установки режущих инструментов и передачи им движения подачи. В верхней части расположен 4-х позиционный резцедержатель, который используется для закрепления резцов.
Фартук станка 16К20.
Фартук имеет механизм выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Выполним капитальный ремонт вашего токарно-винторезного станка.
Оценка оптических свойств тканей с помощью машинного обучения
Одна из проблем полносвязных нейронных сетей, подобных той, которая используется здесь, заключается в том, что количество весов резко возрастает с увеличением размера слоя. В результате очень желательно, чтобы входной вектор в сеть был плотным представлением проблемы. В принципе, необработанные пространственно-временные профили из моделирования Монте-Карло могут быть введены в нейронную сеть и позволяют обучению определять, что важно; однако это потребует гораздо большей сети и обучающего набора.Вместо использования данных с разбиением на интервалы, подобных показанным на рис. 1, мы используем пространственно-временные моменты распределения освещенности в качестве входных данных. \ beta} {W} \ end {align} $$
(8)
Здесь \ (W = \ sum _ {i} w_ {i} \), \ (\ langle r \ rangle = (\ sum _ {i} w_ {i} r_ {i}) / W \), и \ (\ langle t \ rangle = (\ sum _ {i} w_ {i} t_ {i}) / W \), \ (r_ {i} \) — это радиальное расстояние, на которое вышел фотон i -го среду, а \ (t_ {i} \) — время, когда i -й фотон покинул среду.Уравнение (8) действительно только для \ (\ alpha> 1 \) и \ (\ beta> 1 \) с моментами нижнего порядка, определенными W , \ (\ langle r \ rangle \) и \ (\ langle т \ рангл \). Для этой работы мы используем первые 5 порядков моментов, состоящих из 21 параметра, в качестве входных данных в нашу симуляцию Монте-Карло.
Рис. 3Предсказание и истина для [21, 150, 150, 150, 3] полносвязной нейронной сети, демонстрирующая надежность этого подхода в большей части проблемного пространства.Пунктирная красная линия — это линия \ (y = x \), которая соответствует точному предсказанию.
Из-за плотного представления проблемы, предлагаемой статистическими моментами, мы решили использовать очень простую полносвязную нейронную сеть. Мы продемонстрируем, что даже эта простая нейронная сеть обеспечит нам достаточную точность, чтобы продолжить движение вперед. Чтобы определить жизнеспособность подхода, мы протестировали 5-слойные полносвязные сети со скрытыми слоями переменного размера, но с 21 входным моментом, \ (\ alpha + \ beta \ le 5 \) в уравнении.{\ prime}} \) и \ (\ mu _ {a} \), чтобы общий размер сети был [21, x , x , x , 3], как схематично показано на Рис. 2а. x варьировалось от 25 до 500, и все сети были обучены на одном и том же обучающем наборе, а затем ошибки предсказания были определены путем сравнения известных значений, истинных значений, с теми, которые были предсказаны нейронной сетью. Все входные данные нормализованы до значений от 0 до 1 с помощью
$$ \ begin {align} {\ tilde {x}} = \ frac {X — {\ min} (X)} {{\ max} (X ) — {\ min} (X)} \ end {align} $$
(9)
, где X может представлять n , \ ({\ log} _ {10} (\ mu _ {s} {^ {\ prime}}) \) и \ ({\ log} _ {10 } (\ mu _ {a}) \) для ввода в модель для числовой устойчивости, а на выходе применяется обратный этому процессу.{\ prime}} \) или \ (\ mu _ {a} \) соответственно. Мы определяем уровень достоверности \ (95 \% \) как значение ошибки, где \ (95 \% \) точек данных имеют меньшую ошибку.
Для обучения и тестирования нейронных сетей был сгенерирован общий набор из 305 598 независимых прогонов Монте-Карло. 10000 случайно выбранных точек были отложены в качестве набора для тестирования, а остальная часть набора использовалась для обучения. Сети никогда не подвергались воздействию точек данных тестового набора до завершения обучения и использовались исключительно для измерения точности модели.{\ prime}} \) и \ (15 \% \) in \ (\ mu _ {a} \) в подавляющем большинстве пространства параметров. Этого более чем достаточно для нашей цели, учитывая, что эти параметры в литературе различаются примерно в 5 раз, что обычно связано с вариациями в тканях и препаратах тканей 4 . В дальнейшем мы будем использовать сеть размером [21, 150, 150, 150, 3], потому что это дает хорошую точность и достаточно мала, чтобы не было проблем с чрезмерной подгонкой. Как показано на рис. 2b, это скорее произвольный выбор, чем необходимый, поскольку результаты аналогичны для большого диапазона размеров сети.
Вычислительные требования этого подхода в целом очень скромные, и в них преобладает генерация обучающего набора. Для этого требовался настольный компьютер с графическим процессором NVIDIA RTX2080 Ti и процессором Intel i7-7820X, на котором в выходные выполнялись симуляции Монте-Карло. Обучение нейронной сети из-за ее простоты заняло всего около 15 минут на одном компьютере. Выполнение одного предсказания оптических свойств из нейронной сети происходит очень быстро, требуя 53 мс для вычисления размера пакета в 10 000 при среднем времени выполнения 5.3 \ (\ upmu \) s для одной точки. В этом заявлении должно быть предостережение о том, что, если не используется операционная система реального времени, эти единичные моменты времени вряд ли будут достижимы на практике из-за неопределенности выполнения кода в таких временных масштабах.
Рис. {- 1} \) и \ (\ mu _ {a} \) от 0.{-1} \) 4 . В каждом случае вы можете видеть, что прогноз сильно коррелирован, но в некоторых регионах сеть работает лучше, чем в других. Это иллюстрирует сложность решения обратной задачи переноса света в ткани. Для низкого рассеяния освещенность при отражении не сильно зависит от значения коэффициента рассеяния, поэтому точность обратного предсказания ниже. Поглощение еще более сложно, потому что низкие значения поглощения так же трудно предсказать, как и низкие значения рассеяния, но высокие значения также трудны, потому что большая часть света ослабляется в ткани и никогда не попадает на детектор.В результате такое ухудшение точности является скорее ограничением для физики проблемы, чем ограничением какого-либо одного способа решения обратной задачи, поскольку ожидается, что все методы будут страдать от более низкой точности в этих режимах. Эти аргументы усугубляются при обсуждении многослойных или гетерогенных образцов, проясняя фундаментальную сложность проблемы. И наоборот, точность показателя преломления более или менее одинакова по всему пространству. Это связано с тем, что решение для переноса света существенно зависит от показателя преломления, обусловленного как начальным, так и внутренним френелевским отражением, что можно увидеть в большом значении первой точки данных (не показано в масштабе) на рис.1. Различия в точности прогноза по проблемному пространству дополнительно количественно выражены на рис. 4, который показывает стандартную ошибку для каждой точки данных, а также линию достоверности \ (95 \% \).Экспериментальная реализация теории, представленной в этой статье, может быть достигнута за счет использования стрик-камеры с большим динамическим диапазоном. Для экспериментальных экспериментов мы используем стрик-камеру Hamamatsu C7700 (Hamamatsu, Япония) для получения обратно рассеянных фотонов с пикосекундным временным разрешением.Образцы тканей помещали на предметный столик микроскопа Olympus iX-73 и отображали с помощью объектива 10 \ (\ times \) (Olympus, США). Лазерный импульс длительностью 6 пс и длиной волны 532 нм (Attodyne ALP-10) подавался на задний порт микроскопа, направлялся на предметный столик через светоделитель 50/50 (Thorlabs, США), и обратное рассеяние передавалось на полосу. камера. Стрик-камера имеет временное ограничение на разрешение 2 пс. Использование коммерческого микроскопа не критично для этой концепции, и множество других геометрий коллекции можно использовать для управления полем зрения и пространственным разрешением.Для однородных пластин, таких как синтетические тканевые фантомы, используемые здесь, вращательная симметрия, принятая для нашего моделирования методом Монте-Карло, аналогична единственному пространственному измерению, обеспечиваемому полосовой камерой. В этом случае мы захватываем полную линию сигнала с центром в месте расположения лазерных пятен на ткани. На рис. 5 представлена простая карикатура, иллюстрирующая геометрию нашей коллекции, а также характерную полосу.
Рисунок 5Схема предлагаемой экспериментальной реализации для машинного обучения оценки оптических свойств тканей.Серая линия справа соответствует участку ткани, который будет отображаться на входной щели стрик-камеры. Масштабная линейка составляет \ (150 ~ {\ upmu} \) м.
Первоначальные эксперименты проводились с использованием образцов синтетической ткани с известными оптическими свойствами. Тканевые купоны Syndaver (Syndaver, США) с азиатскими уровнями пигмента были визуализированы с помощью микроскопа с полосовой камерой, описанного выше, и оптические свойства этих образцов были ранее подтверждены NIST с использованием системы двойной интегрирующей сферы 22,23 .\ circ \) поворот каждой строки пикселей вокруг центральной точки, где каждая последующая строка пикселей станет следующим кадром в видео. Первоначальный анализ данных полос показывает время взаимодействия \ (63,5 \ pm 4,93 \) пс, что хорошо согласуется с данными моделирования с учетом минимального уровня шума камеры. Текущие усилия сосредоточены на предварительной обработке, необходимой для того, чтобы эти экспериментальные данные были оценены нейронной сетью, с особым упором на устранение трудностей при идентификации нулевого времени в полосе.{\ prime}} \)) для проверки чувствительности предложенных методов к биологически значимому диапазону оптических свойств. Помимо этого, сжатая сверхбыстрая фотография (CUP) является логическим продолжением сверхбыстрой визуализации, предоставляя средства для получения полного пространственного распределения фотонов во времени, и может быть дополнительно исследована 20,21,24 .
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с вашим системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Репозиторий машинного обучения UCI: набор данных распознавания букв
Характеристики набора данных: | Многомерный | Количество экземпляров: | 20000 | Площадь: | Компьютер |
Характеристики атрибутов: | Целое | Количество атрибутов: | 16 | Дата дарения | 1991-01-01 |
Сопутствующие задачи: | Классификация | Отсутствуют значения? | Нет | Количество посещений в Интернете: | 422916 |
Источник:
Создатель:
Дэвид Дж.Шифер
Odesta Corporation; 1890 Maple Ave; Люкс 115; Эванстон, Иллинойс 60201
Донор:
Дэвид Дж. Слейт ( dave ‘@’ math.nwu.edu ) (708) 491-3867
Информация о наборе данных:
Цель состоит в том, чтобы идентифицировать каждый из большого количества черно-белых прямоугольных пикселей отображения как одну из 26 заглавных букв английского алфавита. Изображения персонажей были основаны на 20 различных шрифтах, и каждая буква в этих 20 шрифтах была случайным образом искажена, чтобы создать файл из 20000 уникальных стимулов.Каждый стимул был преобразован в 16 примитивных числовых атрибутов (статистические моменты и количество фронтов), которые затем масштабировались, чтобы соответствовать диапазону целочисленных значений от 0 до 15. Обычно мы обучаем первых 16000 элементов, а затем используем полученную модель для прогнозирования буквенная категория для оставшихся 4000. Подробнее см. в цитированной выше статье.
Информация об атрибуте:
1. заглавная буква lettr (26 значений от A до Z)
2. x-box горизонтальное положение прямоугольника (целое число)
3.y-box вертикальное положение поля (целое число)
4. ширина ширина поля (целое число)
5. большая высота коробки (целое число)
6. Общее количество onpix в пикселях (целое число)
7. x-bar означает x пикселей в поле (целое число)
8. Y-bar среднее значение y пикселей в поле (целое число)
9. x2bar среднее отклонение по x (целое число)
10. y2bar среднее отклонение по оси y (целое число)
11. xybar mean x y корреляция (целое число)
12. x2ybr среднее значение x * x * y (целое число)
13.xy2br среднее значение x * y * y (целое число)
14. x-ege среднее количество ребер слева направо (целое число)
15. xegvy корреляция x-ege с y (целое число)
16. y-ege среднее количество ребер снизу вверх (целое число)
17. yegvx корреляция y-ege с x (целое число)
Соответствующие документы:
П. В. Фрей и Д. Дж. Слейт. «Распознавание букв с использованием адаптивных классификаторов голландского типа». (Машинное обучение, том 6, №2, март 91)
[Веб-ссылка]
Документы, в которых цитируется этот набор данных 1 :
Яакко Пелтонен, Арто Клами и Самуэль Каски.Улучшенное изучение римановых метрик для исследовательского анализа. Улучшенное изучение римановых метрик для исследовательского анализа. Нейронные сети. 2004. [Контекст просмотра].
Сяоли З. Ферн и Карла Бродли. Кластерные ансамбли для многомерной кластеризации: эмпирическое исследование. Журнал исследований в области машинного обучения n, a. 2004. [Контекст просмотра].
Джорджио Валентини. Ансамблевые методы, основанные на смещении — дисперсионном анализе. Серия тезисов DISI-TH-2003. Dipartimento di Informatica e Scienze dell’Informazione.2003. [Контекст просмотра].
Дмитрий Павлов и Александрин Попескул, Дэвид М. Пеннок и Лайл Х. Унгар. Смеси моделей условной максимальной энтропии. ICML. 2003. [Контекст просмотра].
Кристин П. Беннет и Айхан Демириз и Ричард Маклин. Использование немаркированных данных в ансамблевых методах. KDD. 2002. [Контекст просмотра].
Стивен Д. Бэй. Классификация ближайшего соседа из нескольких подмножеств признаков. Intell. Data Anal, 3. 1999. [Контекст представления].
Thomas G. Dietterich.Приблизительный статистический тест для сравнения алгоритмов обучения контролируемой классификации. Нейронные вычисления, 10. 1998. [Контекст просмотра].
Георгиос Палиурас и Давид С. Бре. Влияние числовых функций на масштабируемость программ индуктивного обучения. ECML. 1995. [Контекст представления].
Томас Г. Диттерих и Гулум Бакири. Решение проблем мультиклассового обучения с помощью выходных кодов с исправлением ошибок. CoRR, csAI / 9501101. 1995. [Контекст представления].
Шайлеш Кумар и Мельба Кроуфорд и Джойдип Гош.Универсальный фреймворк для маркировки изображений большим количеством классов. Кафедра электротехники и вычислительной техники. [Просмотр контекста].
Амунд Твейт. Эмпирическое сравнение точности и производительности классификатора MIPSVM с существующими классификаторами. Подразделение интеллектуальных систем Департамента компьютерных и информационных наук Норвежского университета науки и технологий. [Просмотр контекста].
Хиротака Иноуэ и Хироюки Нарихиса. Пошаговое обучение с самоорганизующейся нейронной рощей.Кафедра электротехники и информатики, Национальный технологический колледж Куре. [Просмотр контекста].
Яакко Пелтонен, Арто Клами и Самуэль Каски. Метрики обучения для визуализации информации. Центр исследования нейронных сетей Хельсинкского технологического университета. [Просмотр контекста].
Адиль М. Багиров и Жюльен Угон. Алгоритм вычисления кусочно-линейной функции, разделяющей два множества. CIAO, Школа информационных технологий и математических наук, Университет Балларата.[Просмотр контекста].
Мигель Морейра, Ален Герц и Эдди Майораз. Бинаризация данных путем исключения дискриминанта. Материалы семинара ICML-99: от машинного обучения к. [Просмотр контекста].
Арто Клами и Самуэль Каски, а также Тын Охяая и Янне Синкконен. ХЕЛЬСИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра инженерной физики и математики Арто Клами Регуляризованная дискриминационная кластеризация. Регуляризованная дискриминационная кластеризация. [Просмотр контекста].
Запрос цитирования:
См. Машинное обучение Политика цитирования репозитория
Кодировок символов для начинающих
Во-первых, какое мне дело?
Если вы используете что-либо, кроме самого основного текста на английском языке, люди не смогут прочитать созданный вами контент. если вы не укажете, какую кодировку символов вы использовали.
Например, вы можете сделать так, чтобы текст выглядел так:
, но на самом деле он может отображаться так:
Отсутствие информации о кодировке символов не только ухудшает читаемость отображаемого текста, но также может означать, что ваши данные не могут быть найдены поисковой системой или надежно обрабатывается машинами другими способами.
Так что за кодировка символов?
Слова и предложения в тексте состоят из символов .Примеры символов включают латинскую букву á, китайскую идеограмму 請 или символ деванагари ह.
Возможно, вы не сможете увидеть некоторые символы на этой странице, потому что у вас нет необходимых шрифтов. Если вы нажмете на то место, где вы ожидали увидеть персонажа, вы перейдете к графической версии. Эта страница закодирована в UTF-8.
Персонажи, необходимые для определенной цели, сгруппированы в набор символов (также называемый репертуаром ).(Чтобы однозначно обозначать символы, каждый символ связан с числом, называемым кодовой точкой .)
Символы хранятся в компьютере как один или несколько байтов .
В принципе, вы можете визуализировать это, предположив, что все символы хранятся в компьютерах с использованием специального кода, как шифры, используемые в шпионаже. Кодировка символов предоставляет ключ для разблокировки (т. Е. Взлома) кода. Это набор соответствий между байтами в компьютере и символами в наборе символов.Без ключа данные выглядят как мусор.
Вводящий в заблуждение термин кодировка часто используется для обозначения того, что на самом деле является кодировкой символов. Вам следует помните об этом использовании, но всегда старайтесь использовать термины кодировки символов.
Итак, когда вы вводите текст с клавиатуры или каким-либо другим способом, кодировка символов сопоставляет выбранные вами символы с конкретными байтами в памяти компьютера, а затем для отображения текста считывает байты обратно в символы.
К сожалению, существует много разных наборов символов и кодировок символов, т.е. много разных способов сопоставления байтов, кодовые точки и символы. В разделе «Дополнительная информация» для тех, кому интересно, чуть подробнее.
Однако в большинстве случаев вам не нужно знать подробности. Вам просто нужно быть уверенным, что вы прислушиваетесь к советам в раздел Как это влияет на меня? ниже.
Как в это вписываются шрифты?
Шрифт — это набор определений глифов, т. Е.определения форм, используемых для отображения символов.
Как только ваш браузер или приложение определит, с какими символами имеет дело, оно будет искать в шрифте глифы, которые можно использовать для отображения. или распечатайте эти символы. (Конечно, если информация о кодировке была неправильной, она будет искать глифы для неправильных символов.)
Данный шрифт обычно покрывает один набор символов или, в случае большого набора символов, например Unicode, только подмножество всех персонажей в наборе.Если в вашем шрифте нет глифа для определенного символа, некоторые браузеры или программные приложения будут искать недостающие глифы в других шрифты в вашей системе (что будет означать, что глиф будет отличаться от окружающего текста, как записка с требованием выкупа). В противном случае вы, как правило, вместо этого вы увидите квадратную рамку, вопросительный знак или какой-либо другой символ. Например:
Как это повлияет на меня?
Как автор или разработчик контента, в настоящее время вы всегда должны выбирать UTF-8 кодировка символов для вашего контента или данных.Эта кодировка Unicode — хороший выбор, потому что вы можете использовать односимвольную кодировку для обработки любого символа, который вам может понадобиться. Это значительно упрощает работу. Использование Unicode во всей вашей системе также устраняет необходимость отслеживать и конвертировать между различными кодировками символов.
Авторы контента должны узнать, как объявить персонажа кодировка, используемая для формата документа, с которым они работают.
Обратите внимание, что просто объявление другой кодировки на вашей странице не изменит байты; вам также нужно сохранить текст в этой кодировке.
Как автор контента, вам необходимо проверить, в какой кодировке ваш редактор или скрипты сохраняют текст и как сохранять текст в UTF-8. (В наши дни это обычно используется по умолчанию.) Вам также может потребоваться проверить, что ваш сервер обслуживает документы с правильным HTTP декларации.
Разработчикам необходимо убедиться, что различные части системы могут взаимодействовать друг с другом, понимать, какие кодировки символов используются и поддерживают все необходимые кодировки и символы.(В идеале вы должны использовать UTF-8 повсюду и избавиться от этой проблемы.)
По ссылкам ниже можно найти дополнительную информацию по этим темам.
Этот раздел предоставляет небольшую дополнительную информацию о сопоставлении байтов, кодовых точек и символов для тех, кому это интересно. Не стесняйтесь просто перейти к разделу Дополнительная литература.
Обратите внимание, что номера кодовых точек обычно выражаются в шестнадцатеричной системе счисления, т.е. основание 16. Например, 233 в шестнадцатеричной форме — это E9.Значения кодовой точки Unicode обычно записываются в форме U + 00E9.
В наборе кодированных символов под названием ISO 8859-1 (также известном как Latin1) значение десятичной кодовой точки для буквы é равно 233. Однако в ISO 8859-5, та же кодовая точка представляет кириллический символ щ.
Эти наборы символов содержат менее 256 символов и напрямую сопоставляют кодовые точки с байтовыми значениями, поэтому кодовая точка со значением 233 представлена одним байтом со значением 233.Обратите внимание, что только контекст определяет, представляет ли этот байт либо é, либо щ.
Есть и другие способы работы с символами из ряда скриптов. Например, с набором символов Unicode вы можете представить оба символа в одном наборе. Фактически, Unicode содержит в одном наборе, вероятно, все символы, которые вам когда-либо понадобятся. Хотя буква é по-прежнему представлена значением кодовой точки 233, кириллический символ щ теперь имеет значение кодовой точки 1097.
С другой стороны, 1097 слишком большое число, чтобы его можно было представить одним байт*. Итак, если вы используете кодировку символов для текста Unicode под названием UTF-8, щ будет представлен двумя байтами. Тем не менее значение кодовой точки не просто выводится из значения двух байтов, соединенных вместе — требуется более сложное декодирование.
Другой Unicode символы отображаются в один, три или четыре байта в кодировке UTF-8.
Кроме того, обратите внимание, что буква é также представлена двумя байтами в UTF-8, а не одним байтом, используемым в ISO 8859-1. (Только символы ASCII кодируются одним байтом в UTF-8.)
UTF-8 — это наиболее широко используемый способ представления текста Unicode на веб-страницах, и вы всегда должны использовать UTF-8 при создании веб-страниц и баз данных. Но, в принципе, UTF-8 — лишь один из возможных способов кодирования. Символы Юникода. Другими словами, одна кодовая точка в наборе символов Unicode может фактически отображаться в разные последовательности байтов, в зависимости от какая кодировка была использована для документа.Кодовые точки Unicode могут быть сопоставлены с байтами с использованием любой из кодировок, называемых UTF-8, UTF-16 или UTF-32. Символ деванагари क с кодовой точкой 2325 (что составляет 915 в шестнадцатеричной системе счисления) будет представлен двумя байтов при использовании кодировки UTF-16 (09 15), трех байтов с UTF-8 (E0 A4 95) или четырех байтов с UTF-32 (00 00 09 15).
Могут быть и другие сложности помимо описанных в этом разделе (например, порядок байтов и escape-последовательности), но детали описанное здесь показывает, почему важно, чтобы приложение, с которым вы работаете, знало, какая кодировка символов подходит для ваших данных, и знает, как обрабатывать эту кодировку.
Идентификация генов хозяина, ассоциированных с инфекционными заболеваниями, с помощью методов машинного обучения | BMC Bioinformatics
ВОЗ: Здоровье в 2015 году: от ЦРТ к ЦУР. 2015: 101–130.
Кширсагар М., Карбонелл Дж., Кляйн-Ситхараман Дж. Многозадачное обучение для взаимодействия белков хозяина-патогена. Биоинформ. 2013; 29 (13): i217–26.
CAS Статья Google Scholar
Hamosh A, Scott AF, Amberger JS, Bocchini CA, VA MK.Онлайн-Менделирующая наследственность в человеке (OMIM), база знаний о генах человека и генетических нарушениях. Nucleic Acids Res. 2005; 33 (выпуск базы данных): D514–7.
CAS PubMed Статья Google Scholar
Чен Р., Морган А.А., Дадли Дж., Дешпанде Т., Ли Л., Кодама К., Чианг А.П., Бьютт А.Дж. FitSNP: гены с высокой степенью дифференциальной экспрессии с большей вероятностью будут иметь варианты, связанные с заболеванием. Genome Biol. 2008; 9 (12): R170.
PubMed PubMed Central Статья CAS Google Scholar
Велтер Д., Макартур Дж., Моралес Дж., Бёрдетт Т., Холл П., Джанкинс Х., Клемм А., Фличек П., Манолио Т., Хиндорфф Л. и др. Каталог NHGRI GWAS, кураторский ресурс ассоциаций SNP-признаков. Nucleic Acids Res. 2014; 42 (выпуск базы данных): D1001–6.
CAS PubMed Статья Google Scholar
Эландс Р.Дж., Саймонс С.К., Рименшнайдер М., Исаакс А., Схоутен Л.Дж., Верхаге Б.А., Ван Стин К., Годшалк Р.В., ван ден Брандт П.А., Столл М. и др.Систематический подход к отбору SNP для выявления механизмов, лежащих в основе этиологии заболевания: связь роста с риском рака молочной железы в постменопаузе и колоректального рака. Научный доклад 2017; 7: 41034.
CAS PubMed PubMed Central Статья Google Scholar
Liu Y, Liang Y, Wishart D. PolySearch3: значительно улучшенная система интеллектуального анализа текста для обнаружения ассоциаций между человеческими заболеваниями, генами, лекарствами, метаболитами, токсинами и т. Д.Nucleic Acids Res. 2015; 43 (W1): W535–42.
CAS PubMed PubMed Central Статья Google Scholar
Пинеро Дж., Браво А, Керальт-Розинах Н., Гутьеррес-Сакристан А, Деу-Понс Дж., Сентено Е, Гарсия-Гарсия Дж., Санс Ф., Ферлонг Л.И. DisGeNET: комплексная платформа, объединяющая информацию о генах и вариантах заболеваний человека. Nucleic Acids Res. 2017; 45 (D1): D833–9.
CAS PubMed Статья Google Scholar
Эди Э.А., Адамс Р.Р., Эванс К.Л., Портеус Диджей, Пикард Б.С. ПОДОЗРЕВАЕМЫЕ: обеспечение быстрой и эффективной расстановки приоритетов для позиционных кандидатов. Биоинформ. 2006. 22 (6): 773–4.
CAS Статья Google Scholar
Aerts S, Lambrechts D, Maity S, Van Loo P, Coessens B, De Smet F, Tranchevent LC, De Moor B, Marynen P, Hassan B, et al. Приоритезация генов посредством слияния геномных данных. Nat Biotechnol. 2006. 24 (5): 537–44.
CAS PubMed Статья Google Scholar
Franke L, van Bakel H, Fokkens L, de Jong ED, Egmont-Petersen M, Wijmenga C. Реконструкция функциональной генной сети человека с приложением для определения приоритетности позиционных генов-кандидатов. Am J Hum Genet. 2006. 78 (6): 1011–25.
CAS PubMed PubMed Central Статья Google Scholar
Джордж Р.А., Лю Дж.Й., Фэн Л.Л., Брайсон-Ричардсон Р.Дж., Фаткин Д., Воутерс М.А. Анализ белковой последовательности и данных взаимодействия для предсказания гена-кандидата болезни.Nucleic Acids Res. 2006; 34 (19): e130.
PubMed PubMed Central Статья CAS Google Scholar
Perez-Iratxeta C, Wjst M, Bork P, Andrade MA. G2D: инструмент для поиска генов, связанных с болезнями. BMC Genet. 2005; 6: 45.
PubMed PubMed Central Статья CAS Google Scholar
Радивояк П., Пенг К., Кларк В.Т., Петерс Б.Дж., Мохан А., Бойл С.М., Муни С.Д.Комплексный подход к выводу ассоциаций «ген-болезнь» у людей. Белки. 2008. 72 (3): 1030–7.
CAS PubMed PubMed Central Статья Google Scholar
Росси С., Масотти Д., Нардини С., Бонора Е., Ромео Дж., Макии Е., Бенини Л., Волиния С. TOM: сетевой интегрированный подход для идентификации генов-кандидатов заболеваний. Исследование нуклеиновых кислот. 2006; 34 (выпуск веб-сервера): W285–92.
CAS PubMed PubMed Central Статья Google Scholar
ван Дриэль М.А., Куэленер К., Кеммерен П.П., Леуниссен Дж.А., Бруннер Х.Г., Вринд Г. GeneSeeker: извлечение и интеграция информации о человеческих заболеваниях из генетических баз данных в Интернете. Исследование нуклеиновых кислот. 2005; 33 (выпуск веб-сервера): W758–61.
PubMed PubMed Central Статья CAS Google Scholar
Лю В., Се Х. Прогнозирование потенциальных онкологических генов путем интеграции сетевых свойств, характеристик последовательностей и функциональных аннотаций.Sci China Life Sci. 2013; 56 (8): 751–7.
PubMed Статья PubMed Central Google Scholar
Джамал С., Гоял С., Шанкер А., Гровер А. Интеграция сети, последовательности и функциональных характеристик с использованием подходов машинного обучения для идентификации новых генов Альцгеймера. BMC Genomics. 2016; 17 (1): 807.
PubMed PubMed Central Статья CAS Google Scholar
Boughorbel S, Jarray F, El-Anbari M. Оптимальный классификатор для несбалансированных данных с использованием показателя коэффициента корреляции Мэтьюза. PLoS One. 2017; 12 (6): e0177678.
PubMed PubMed Central Статья CAS Google Scholar
Durmus Tekir S, Cakir T., Ardic E, Sayilirbas AS, Konuk G, Konuk M, Sariyer H, Ugurlu A, Karadeniz I., Ozgur A, et al. PHISTO: инструмент поиска взаимодействия патоген-хозяин. Биоинформ. 2013. 29 (10): 1357–8.
Артикул CAS Google Scholar
Supek F, Bosnjak M, Skunca N, Smuc T. REVIGO обобщает и визуализирует длинные списки терминов генной онтологии. PLoS One. 2011; 6 (7): e21800.
CAS PubMed PubMed Central Статья Google Scholar
Дэвис А.П., Грондин С.Дж., Леннон-Хопкинс К., Сарасени-Ричардс К., Скиаки Д., Кинг Б.Л., Вигерс Т.С., Маттингли С.Дж.10-летие базы данных сравнительной токсикогеномики: обновление 2015 г. Nucleic Acids Res. 2015; 43 (Выпуск базы данных): D914–20.
CAS PubMed Статья Google Scholar
UniProt C. UniProt: центр информации о белках. Nucleic Acids Res. 2015; 43 (Выпуск базы данных): D204–12.
Google Scholar
Ландрам М.Дж., Ли Дж.М., Бенсон М., Браун Дж., Чао С., Читипиралла С., Гу Б., Харт Дж., Хоффман Д., Гувер Дж. И др.ClinVar: публичный архив интерпретаций клинически значимых вариантов. Nucleic Acids Res. 2016; 44 (D1): D862–8.
CAS PubMed Статья Google Scholar
Рат А., Олри А., Домбрес Ф, Брандт М. М., Урберо Б., Эйм С. Представление редких заболеваний в информационных системах здравоохранения: подход Orphanet для обслуживания широкого круга конечных пользователей. Hum Mutat. 2012. 33 (5): 803–8.
PubMed Статья Google Scholar
Шимояма М., Де Понс Дж., Хейман Г.Т., Лауледеркинд С.Дж., Лю В., Нигам Р., Петри В., Смит Дж. Р., Тутай М., Ван С.Дж. и др. База данных генома крыс 2015: геномные, фенотипические и экологические вариации и болезни. Nucleic Acids Res. 2015; 43 (выпуск базы данных): D743–50.
CAS PubMed Статья Google Scholar
Эппиг Дж. Т., Блейк Дж. А., Булт С. Джей, Кадин Дж. А., Ричардсон Дж. База данных генома мышей G: база данных генома мышей (MGD): мышь как модель биологии и болезней человека.Nucleic Acids Res. 2015; 43 (выпуск базы данных): D726–36.
CAS PubMed Статья Google Scholar
Becker KG, Barnes KC, Bright TJ, Wang SA. База данных генетических ассоциаций. Нат Жене. 2004. 36 (5): 431–2.
CAS PubMed Статья Google Scholar
Bundschus M, Dejori M, Stetter M, Tresp V, Kriegel HP. Извлечение семантических биомедицинских отношений из текста с использованием условных случайных полей.BMC Bioinform. 2008; 9: 207.
Артикул CAS Google Scholar
Bravo A, Cases M, Queralt-Rosinach N, Sanz F, Furlong LI. Подход, основанный на знаниях, для извлечения биомаркеров, связанных с заболеванием, из литературы. Biomed Res Int. 2014; 2014: 253128.
CAS PubMed PubMed Central Статья Google Scholar
Браво А., Пинеро Дж., Керальт-Розинах Н., Раучка М., Ферлонг Л.И.Извлечение отношений между генами и заболеваниями из текста и крупномасштабного анализа данных: значение для трансляционных исследований. BMC Bioinform. 2015; 16:55.
Артикул Google Scholar
Hoglund A, Donnes P, Blum T, Adolph HW, Kohlbacher O. MultiLoc: предсказание субклеточной локализации белка с использованием N-концевых целевых последовательностей, мотивов последовательностей и аминокислотного состава. Биоинформ. 2006. 22 (10): 1158–65.
Артикул CAS Google Scholar
Meher PK, Sahu TK, Banchariya A, Rao AR. DIRProt: вычислительный подход для отделения устойчивых к инсектицидам белков от неустойчивых белков. BMC Bioinform. 2017; 18 (1): 190.
Артикул CAS Google Scholar
Meher PK, Sahu TK, Gahoi S, Rao AR. Ir-HSP: улучшенное распознавание белков теплового шока , , их семейства и подтипы на основе характеристик дипептида с разделением g и машины опорных векторов.Фронт Жене. 2017; 8: 235.
PubMed Статья CAS Google Scholar
Bhadra P, Yan J, Li J, Fong S, Siu SWI. AmPEP: предсказание антимикробных пептидов на основе последовательностей с использованием моделей распределения свойств аминокислот и случайного леса. Научный доклад 2018; 8 (1): 1697.
PubMed PubMed Central Статья CAS Google Scholar
Шен Дж., Чжан Дж., Ло Х, Чжу В., Ю К, Чен К., Ли Й, Цзян Х.Прогнозирование белок-белковых взаимодействий только на основе информации о последовательностях. Proc Natl Acad Sci U S. A. 2007; 104 (11): 4337–41.
CAS PubMed PubMed Central Статья Google Scholar
Wang J, Zhang L, Jia L, Ren Y, Yu G. Прогнозирование белок-белковых взаимодействий с использованием нового локального дескриптора совместной триады аминокислотных последовательностей. Int J Mol Sci. 2017; 18 (11): E2373.
PubMed Статья CAS PubMed Central Google Scholar
Сяо Н., Цао Д.С., Чжу М.Ф., Сюй QS. Protr / ProtrWeb: пакет R и веб-сервер для создания различных схем числового представления последовательностей белков. Биоинформ. 2015; 31 (11): 1857–9.
CAS Статья Google Scholar
Кешава Прасад Т.С., Гоэль Р., Кандасами К., Киртикумар С., Кумар С., Мативанан С., Теликичерла Д., Раджу Р., Шафрин Б., Венугопал А. и др. Справочная база данных белков человека — обновление 2009 г. Nucleic Acids Res.2009; 37 (выпуск базы данных): D767–72.
CAS PubMed Статья PubMed Central Google Scholar
Ассенов Ю., Рамирез Ф., Шелхорн С.Е., Ленгауэр Т., Альбрехт М. Вычисление топологических параметров биологических сетей. Биоинформ. 2008. 24 (2): 282–4.
CAS Статья Google Scholar
Neumann U, Genze N, Heider D. EFS: инструмент выбора функций ансамбля, реализованный в виде R-пакета и веб-приложения.Биоданные Мин. 2017; 10:21.
PubMed PubMed Central Статья Google Scholar
LeCun Y, Bengio Y, Hinton G. Глубокое обучение. Сети опорных векторов и название книги — Машинное обучение. Nat. 2015; 521 (7553): 436–44.
CAS Статья Google Scholar
Кортес С., Вапник В. Сети опорных векторов. 1995. 20 (3): 273–97.
Google Scholar
Джон Г. Х., Лэнгли П. Оценка непрерывных распределений в байесовских классификаторах. Proc Eleventh Conf on Uncertainty Artif Intell. 1995: 338–45.
Hall M, Holmes EFG, Pfahringer B, Reutemann P, Witten Ian H. Программное обеспечение интеллектуального анализа данных WEKA: обновление. SIGKDD Исследования. 2009. 11 (1): 10–8.
Артикул Google Scholar
Ho TK: Random Decision Forests. Труды 3-й Международной конференции по анализу и распознаванию документов 1995: 278–282.
Барман Р.К., Саха С., Дас С. Прогнозирование взаимодействий между вирусными белками и белками хозяина с использованием контролируемых методов машинного обучения. PLoS One. 2014; 9 (11): e112034.
PubMed PubMed Central Статья CAS Google Scholar
Da W H, Sherman BT, Lempicki RA. Систематический и комплексный анализ больших списков генов с использованием ресурсов биоинформатики DAVID. Nat Protoc. 2009. 4 (1): 44–57.
Артикул CAS Google Scholar
Da W H, Sherman BT, Lempicki RA. Инструменты обогащения биоинформатики: пути к всестороннему функциональному анализу больших списков генов. Nucleic Acids Res. 2009. 37 (1): 1–13.
Артикул CAS Google Scholar
16 лучших платформ для науки о данных и машинного обучения на 2021 год
Список лучших платформ для обработки и анализа данных и машинного обучения в Solutions Review представляет собой ежегодное сочетание продуктов, которые, по мнению многих, лучше всего отражают текущие рыночные условия.Наши редакторы выбрали лучшие платформы для анализа данных и машинного обучения на основе оценки авторитетности каждого решения; метаанализ реальных настроений пользователей с помощью самых надежных веб-сайтов с обзорами программного обеспечения для бизнеса и наших собственных пятибалльных критериев включения.
Редакторы Solutions Review разработали этот ресурс, чтобы помочь покупателям в поиске лучших платформ для обработки данных, соответствующих потребностям их организации. Выбор подходящего поставщика и решения может быть сложным процессом, требующим глубоких исследований и часто сводящимся к большему, чем просто решение и его технические возможности.Чтобы упростить поиск, мы собрали в одном месте список лучших поставщиков платформ для анализа данных. Мы также включили названия платформ и продуктовых линеек и вводные руководства по программному обеспечению прямо из источника, чтобы вы могли увидеть каждое решение в действии.
Примечание: компании перечислены в алфавитном порядке.
AlteryxПлатформа: Alteryx Analytics Process Automation
Связанные продукты: Alteryx Designer, Alteryx Intelligence Suite, Alteryx Server, Alteryx Connect, Alteryx Promote
Описание: Intelligence Suite от Alteryx обеспечивает полностью управляемое автоматизированное машинное обучение и визуальную аналитику текста.Alteryx может использоваться аналитиками, специалистами по обработке данных, разработчиками или экспертами в области бизнеса. В дополнение к управляемому машинному обучению и моделированию Alteryx предлагает варианты «экспертного режима» для получения более быстрых результатов. Продукт позволяет создавать, проверять, развертывать и оптимизировать модели, используя интегрированную подготовку данных и профилирование. Он также рекламирует встроенную интеграцию R и Python.
Альтаир
Платформа: Altair Knowledge Works
Связанные продукты: Altair Knowledge Studio, Altair Knowledge Studio для Apache Spark, Altair Knowledge Hub, Altair Panopticon, Altair Monarch
Описание: Altair (ранее Datawatch) предлагает расширенную рабочую среду интеллектуального анализа данных и прогнозной аналитики под названием Knowledge Studio.Продукт включает запатентованные деревья решений, деревья стратегий, а также рабочий процесс и графический пользовательский интерфейс, управляемый мастерами. Он также включает возможности для задач подготовки данных, визуального профилирования данных, расширенного прогнозного моделирования и аналитики в базе данных. Пользователи могут импортировать и экспортировать, используя распространенные языки, такие как R и Python, а также типы данных, такие как SAS, RDBMS, CSV, Excel и SPSS.
Анаконда
Платформа: Anaconda Enterprise
Связанные продукты: Anaconda Distribution, Anaconda Team Edition
Описание: Anaconda — это платформа для обработки данных Python и R.Этот инструмент позволяет выполнять анализ данных и машинное обучение в Linux, Windows и Mac OS. Продукт позволяет пользователям загружать более 1500 пакетов Python и R для анализа данных, управлять библиотеками, зависимостями и средами, а также анализировать данные с помощью Dask, NumPy, pandas и Numba. Затем вы можете визуализировать результаты, созданные в Anaconda, с помощью Matplotlib, Bokeh, Datashader и Holoviews.
Блок данных
Платформа: Унифицированная аналитическая платформа Databricks
Описание: Databricks предлагает облачную платформу унифицированной аналитики на основе Apache Spark, которая сочетает в себе функции инженерии данных и науки о данных.Продукт использует множество языков с открытым исходным кодом и включает проприетарные функции для ввода в действие, повышения производительности и поддержки в реальном времени на веб-сервисах Amazon. Рабочая область Data Science Workspace позволяет пользователям совместно исследовать данные и строить модели. Он также обеспечивает доступ одним щелчком к предварительно настроенным средам машинного обучения для расширенного машинного обучения с популярными фреймворками.
Dataiku
Платформа: Dataiku Data Science Studio (DSS)
Описание: Dataiku предлагает решение для расширенной аналитики, которое позволяет организациям создавать собственные инструменты для работы с данными.Флагманский продукт компании имеет командный пользовательский интерфейс как для аналитиков, так и для специалистов по данным. Унифицированная структура Dataiku для разработки и развертывания обеспечивает немедленный доступ ко всем функциям, необходимым для разработки инструментов обработки данных с нуля. Затем пользователи могут применять методы машинного обучения и науки о данных для создания и развертывания прогнозных потоков данных.
DataRobot
Платформа: DataRobot Enterprise AI Platform
Связанные продукты: Paxata Data Preparation, Automated Machine Learning, Automated Time Series, MLOps
Описание: DataRobot предлагает корпоративную платформу искусственного интеллекта, которая автоматизирует сквозной процесс создания, развертывания и поддержки искусственного интеллекта.Продукт основан на алгоритмах с открытым исходным кодом и может использоваться локально, в облаке или в качестве полностью управляемых AI-сервисов. DataRobot включает три независимых, но полностью интегрированных инструмента (автоматизированное машинное обучение, автоматизированные временные ряды, MLOps), и каждый из них может быть развернут несколькими способами в соответствии с потребностями бизнеса и ИТ-требованиями.
Лаборатория данных Domino
Платформа: Domino Data Science Platform
Связанные продукты: Domino Model Monitor
Описание: Domino Data Lab предлагает корпоративную платформу для анализа данных, которая позволяет специалистам по обработке данных создавать и запускать прогнозные модели.Продукт помогает организациям в разработке и предоставлении этих моделей посредством автоматизации инфраструктуры и совместной работы. Domino предоставляет пользователям доступ к Data Science Workbench, который предоставляет инструменты с открытым исходным кодом и коммерческие инструменты для пакетных экспериментов, а также Model Delivery, чтобы они могли публиковать API и веб-приложения или составлять отчеты по расписанию.
Платформа: Google Cloud AI Platform
Связанные продукты: Google Cloud Data Fusion, Google Cloud AutoML, Google BigQuery ML, Google AI Platform Notebooks, Google TensorFlow
Описание: Google Cloud AI предлагает один из крупнейших стеков машинного обучения в отрасли и предлагает расширяющийся список продуктов для различных сценариев использования.Продукт полностью управляем и предлагает отличное управление с интерпретируемыми моделями. Ключевые функции включают встроенную службу маркировки данных, AutoML, проверку модели с помощью AI Explanations, инструмент «Что, если», который помогает вам понять выходные данные модели, развертывание облачной модели с прогнозированием и MLOps с помощью инструмента конвейера.
h3O.ai
Платформа: h3O AI
без водителяСвязанные продукты: h3O 3, h3O AutoML for ML, h3O Sparkling Water for Spark Integration, h3O Wave
Описание: h3O.ai предлагает широкий спектр платформ для искусственного интеллекта и анализа данных. Его платформа h3O представляет собой платформу с полностью открытым исходным кодом, распределенную платформу машинного обучения в памяти с линейной масштабируемостью. h3O поддерживает широко используемые алгоритмы статистического и машинного обучения, включая машины с градиентным усилением, обобщенные линейные модели, глубокое обучение и многое другое. h3O также разработал функцию AutoML, которая автоматически выполняет все алгоритмы для создания таблицы лидеров лучших моделей.
IBM
Платформа: IBM Watson Studio
Связанные продукты: IBM Cloud Pak for Data, IBM SPSS Modeler, IBM Decision Optimization, IBM Watson Machine Learning
Описание: IBM Watson Studio позволяет пользователям создавать, запускать и управлять моделями ИИ в любом масштабе в любом облаке.Продукт является частью IBM Cloud Pak for Data, основной платформы данных и ИИ компании. Решение позволяет автоматизировать управление жизненным циклом ИИ, управлять и защищать записные книжки с открытым исходным кодом, готовить и создавать модели визуально, развертывать и запускать модели с помощью интеграции в один щелчок, а также управлять моделями и отслеживать их с помощью объяснимого ИИ. IBM Watson Studio предлагает гибкую архитектуру, которая позволяет пользователям использовать фреймворки с открытым исходным кодом, такие как PyTorch, TensorFlow и scikit-learn.
КНИМ
Платформа: Аналитическая платформа KNIME
Связанные продукты: KNIME Server
Описание: KNIME Analytics — это платформа с открытым исходным кодом для создания науки о данных.Он позволяет создавать визуальные рабочие процессы с помощью графического интерфейса в стиле перетаскивания, не требующего кодирования. Пользователи могут выбирать из более чем 2000 узлов для построения рабочих процессов, моделирования каждого шага анализа, управления потоком данных и обеспечения актуальности работы. KNIME может смешивать данные из любого источника и данные формы для получения статистики, очистки данных, а также извлечения и выбора функций. Продукт использует искусственный интеллект и машинное обучение и может визуализировать данные с помощью классических и расширенных диаграмм.
MathWorks
Платформа: MATLAB
Связанные продукты: Simulink
Описание: MathWorks MATLAB сочетает в себе среду рабочего стола, настроенную для итеративного анализа и процессов проектирования, с языком программирования, который напрямую выражает математику матриц и массивов.Он включает Live Editor для создания сценариев, которые объединяют код, вывод и форматированный текст в исполняемой записной книжке. Наборы инструментов MATLAB профессионально разработаны, протестированы и полностью задокументированы. Приложения MATLAB также позволяют увидеть, как разные алгоритмы работают с вашими данными.
Microsoft
Платформа: Машинное обучение Azure
Связанные продукты: Фабрика данных Azure, Каталог данных Azure, Azure HDInsight, Azure Databricks, Azure DevOps, Power BI
Описание: Служба машинного обучения Azure позволяет разработчикам и специалистам по обработке данных создавать, обучать и развертывать модели машинного обучения.Продукт обеспечивает продуктивность для всех уровней квалификации за счет конструктора с вводом кода и перетаскивания, а также автоматизированного машинного обучения. Он также имеет широкие возможности MLops, которые интегрируются с существующими процессами DevOps. Сервис рекламирует ответственное машинное обучение, чтобы пользователи могли понимать модели с интерпретируемостью и справедливостью, а также защищать данные с помощью дифференцированной конфиденциальности и конфиденциальных вычислений. Машинное обучение Azure поддерживает платформы и языки с открытым исходным кодом, такие как MLflow, Kubeflow, ONNX, PyTorch, TensorFlow, Python и R.
RapidMiner
Платформа: RapidMiner Studio
Связанные продукты: RapidMiner AI Hub, RapidMiner Go, RapidMiner Notebooks, RapidMiner AI Cloud
Описание: RapidMiner предлагает платформу для анализа данных, которая позволяет людям с любым уровнем квалификации на предприятии создавать и использовать решения AI. Продукт охватывает весь жизненный цикл производственного процесса ИИ, от исследования данных и подготовки данных до построения модели, развертывания модели и операций с моделью.RapidMiner обеспечивает необходимую аналитику данных, но упрощает ИИ для всех остальных с помощью визуального пользовательского интерфейса, который упрощает процесс построения и понимания сложных моделей.
SAS
Платформа: SAS Визуальный анализ данных и машинное обучение
Связанные продукты: SAS Viya, SAS Visual Machine Learning, SAS Visual Data Science, SAS Data Science Programming, SAS Visual Data Decisioning
Описание: SAS предлагает мощный набор продуктов для расширенной аналитики и обработки данных.Платформа SAS обеспечивает доступ к данным в любом формате и из любого источника, автоматическую подготовку данных, а также управление происхождением данных и моделями. SAS Visual Data Mining и машинное обучение автоматически генерируют аналитические данные для общих переменных в разных моделях. Он также имеет функцию генерации естественного языка для создания резюме проекта. SAS Model Manager позволяет пользователям регистрировать модели SAS и модели с открытым исходным кодом в проектах или как отдельные модели.
Программное обеспечение TIBCO
Платформа: TIBCO Data Science
Связанные продукты: TIBCO Spotfire, TIBCO Streaming
Описание: TIBCO предлагает обширный портфель продуктов для современной бизнес-аналитики, описательной и прогнозной аналитики, потоковой аналитики и анализа данных.TIBCO Data Science позволяет пользователям выполнять подготовку данных, построение моделей, развертывание и мониторинг. Он также имеет AutoML, рабочие процессы перетаскивания и встроенные блокноты Jupyter для совместного использования повторно используемых модулей. Пользователи могут запускать рабочие процессы в Spotfire Analytics от TIBCO и использовать TensorFlow, SageMaker, Rekognition и Cognitive Services для управления открытым исходным кодом.
Тимоти Кинг
Тим является редакционным директором Solutions Review и руководит освещением больших данных, бизнес-аналитики и анализа данных.Будучи самым влиятельным бизнес-журналистом в 2017 и 2018 годах и «Кто есть кто» в 2021 году в области управления данными и интеграции данных, Тим является признанным влиятельным лицом и идейным лидером в области корпоративного программного обеспечения для бизнеса. Свяжитесь с ним по адресу solutionsreview dot com.
Последние сообщения Тимоти Кинга (посмотреть все)
IAS 16 — Основные средства
| Дата | Развитие | Комментарии |
|---|---|---|
| август 1980 | Предварительный проект E18 Учет основных средств в контексте системы исторической стоимости опубликовано | |
| март 1982 | МСФО (IAS) 16 «Учет основных средств» выпущен | Методика подготовки финансовой отчетности за периоды, начинающиеся 1 января 1983 г. или после этой даты |
| 1 января 1992 года | Предварительная версия E43 Основные средства опубликовано | |
| декабрь 1993 | МСФО (IAS) 16 «Основные средства» , выпущенный (пересмотренный в рамках проекта «Сопоставимость финансовой отчетности») | Инструмент для подготовки финансовой отчетности за периоды, начинающиеся 1 января 1995 г. или после этой даты |
| Апрель и июль 1998 г. | Изменено, чтобы соответствовать МСФО 22, МСФО 36 и МСФО 37 | Годовая финансовая отчетность за периоды, начинающиеся 1 июля 1999 г. или после этой даты |
| 18 декабря 2003 | МСФО (IAS) 16 Основные средства выпущены | Действительно для годовых периодов, начинающихся 1 января 2005 г. или после этой даты |
| 22 мая 2008 г. | С поправками «Усовершенствования МСФО» (обычная продажа активов, предназначенных для сдачи в аренду) | Действительно для годовых периодов, начинающихся 1 января 2009 г. или после этой даты |
| 17 мая 2012 | С поправками Ежегодные улучшения 2009-2011, цикл (классификация обслуживающего оборудования) | Действительно для годовых периодов, начинающихся 1 января 2013 г. или после этой даты |
| 12 декабря 2013 | С поправками «Ежегодные улучшения МСФО», цикл , 2010–2012 гг. (Пропорциональный пересчет накопленной амортизации по методу переоценки) | Действительно для годовых периодов, начинающихся 1 июля 2014 г. или после этой даты |
| 12 мая 2014 | Поправка Разъяснение допустимых методов начисления износа и амортизации (поправки к МСФО (IAS) 16 и МСФО (IAS) 38) | Действительно для годовых периодов, начинающихся 1 января 2016 г. или после этой даты |
| 30 июня 2014 | Поправки: Сельское хозяйство: плодоносящие растения (поправки к МСФО (IAS) 16 и МСФО (IAS) 41) | Действительно для годовых периодов, начинающихся 1 января 2016 г. или после этой даты |
| 14 мая 2020 | Поправки, внесенные статьей «Основные средства — Выручка до предполагаемого использования» (поправки к МСФО (IAS) 16) | Действительно для годовых периодов, начинающихся 1 января 2022 г. или после этой даты |
- Интерпретация IFRIC 20 Затраты на вскрышные работы на этапе добычи открытого рудника
- SIC-6 Затраты на изменение существующего программного обеспечения . SIC-6 был заменен МСФО (IAS) 16 (2003 г.) и включен в него.
- SIC-14 Основные средства — Компенсация обесценения или потери статей . SIC-14 был заменен МСФО (IAS) 16 (2003 г.) и включен в него.
- SIC-23 Основные средства — Затраты на капитальный осмотр или капитальный ремонт . SIC-23 был заменен МСФО (IAS) 16 (2003) и включен в него.
Целью МСФО (IAS) 16 является определение порядка учета основных средств.Основные вопросы — это признание активов, определение их балансовой стоимости, а также амортизационные отчисления и убытки от обесценения, которые должны быть признаны в отношении них.
МСФО (IAS) 16 применяется к учету основных средств, за исключением случаев, когда другой стандарт требует или разрешает иной порядок учета, например:
- активы, классифицированные как предназначенные для продажи в соответствии с МСФО 5 Внеоборотные активы, предназначенные для продажи, и прекращенная деятельность
- биологических актива, относящихся к сельскохозяйственной деятельности, учитываемых в соответствии с МСФО 41 Сельское хозяйство
- активы по разведке и оценке, признанные в соответствии с МСФО 6 Разведка и оценка минеральных ресурсов
- прав на добычу полезных ископаемых и запасов полезных ископаемых, таких как нефть, природный газ и аналогичные невозобновляемые ресурсы.
Стандарт действительно применяется к основным средствам, используемым для разработки или обслуживания последних трех категорий активов. [IAS 16.3]
Модель затрат в МСФО (IAS) 16 также применяется к инвестиционной собственности, учитываемой с использованием модели затрат в соответствии с МСФО (IAS) 40 «Инвестиционная собственность ». [IAS 16.5]
Стандарт действительно применяется к плодовым растениям, но не распространяется на продукцию плодовых растений. [IAS 16.3]
Объекты основных средств должны признаваться в качестве активов, если существует вероятность того, что: [IAS 16.7]
- существует вероятность того, что будущие экономические выгоды, связанные с активом, будут поступать к предприятию, и
- стоимость актива может быть надежно оценена.
Этот принцип признания применяется ко всем затратам на основные средства в момент их возникновения. Эти затраты включают первоначальные затраты на приобретение или строительство объекта основных средств, а также затраты, понесенные впоследствии для добавления, замены части или обслуживания объекта.
МСФО (IAS) 16 не предписывает единицу измерения для признания — что составляет объект основных средств. [IAS 16.9] Обратите внимание, однако, что если используется модель затрат (см. Ниже), каждая часть объекта основных средств, стоимость которой является значительной по сравнению с общей стоимостью объекта, должна амортизироваться отдельно. . [IAS 16.43]
МСФО (IAS) 16 признает, что части некоторых объектов основных средств могут требовать регулярной замены.Балансовая стоимость объекта основных средств будет включать стоимость замены части такого объекта при возникновении таких затрат при соблюдении критериев признания (будущие выгоды и надежность оценки). Признание балансовой стоимости замененных частей прекращается в соответствии с положениями о прекращении признания в соответствии с МСФО (IAS) 16.67-72. [IAS 16.13]
Кроме того, продолжение эксплуатации объекта основных средств (например, самолета) может потребовать регулярных серьезных проверок на наличие неисправностей независимо от того, заменяются ли части объекта.При проведении каждой крупной проверки ее стоимость признается в балансовой стоимости объекта основных средств в качестве замены, если выполняются критерии признания. При необходимости, оценочная стоимость будущей аналогичной проверки может использоваться как указание на то, какова была стоимость существующего компонента проверки, когда объект был приобретен или построен. [IAS 16.14]
Объект основных средств должен первоначально учитываться по первоначальной стоимости. [МСФО (IAS) 16.15] Стоимость включает все затраты, необходимые для приведения актива в рабочее состояние для использования по назначению. Это будет включать не только его первоначальную закупочную цену, но и затраты на подготовку площадки, доставку и транспортировку, установку, соответствующие профессиональные сборы для архитекторов и инженеров, а также ориентировочную стоимость демонтажа и удаления актива и восстановления площадки (см. МСФО (IAS) 37 «Положения»). , Условные обязательства и условные активы ). [IAS 16.16-17]
Выручка от продажи объектов основных средств, произведенных при доставке объекта основных средств в место и состояние, необходимое для его эксплуатации в соответствии с намерениями руководства, не вычитается из стоимости объекта основных средств. но признается в составе прибыли или убытка.[IAS 16.20A]
Если оплата объекта основных средств откладывается, проценты по рыночной ставке должны быть признаны или вменены. [IAS 16.23]
Если актив приобретается в обмен на другой актив (похожий или непохожий по своему характеру), стоимость будет оцениваться по справедливой стоимости, кроме случаев, когда (а) операция обмена не имеет коммерческого содержания или (б) справедливая стоимость ни одного актива полученный или переданный актив не поддается надежной оценке. Если приобретенный объект не оценивается по справедливой стоимости, его стоимость оценивается по балансовой стоимости переданного актива.[IAS 16.24]
МСФО (IAS) 16 допускает две модели учета:
- Стоимость модели. Актив отражается по первоначальной стоимости за вычетом накопленной амортизации и обесценения. [IAS 16.30]
- Модель переоценки. Актив отражается по переоцененной стоимости, равной его справедливой стоимости на дату переоценки за вычетом последующего износа и обесценения, при условии, что справедливая стоимость может быть надежно оценена. [IAS 16.31]
Согласно модели переоценки, переоценка должна проводиться регулярно, чтобы балансовая стоимость актива существенно не отличалась от его справедливой стоимости на отчетную дату.[IAS 16.31]
Если объект переоценивается, должен быть переоценен весь класс активов, к которому принадлежит этот актив. [IAS 16.36]
Переоцененные активы амортизируются таким же образом, как и по модели затрат (см. Ниже).
Если переоценка приводит к увеличению стоимости, ее следует относить к прочему совокупному доходу и накапливать в собственном капитале под заголовком «прирост от переоценки», если он не представляет собой сторнирование уменьшения переоценки того же актива, ранее признанного в качестве расхода, в в этом случае он должен быть признан в составе прибыли или убытка.[IAS 16.39]
Уменьшение, возникающее в результате переоценки, должно признаваться как расход в той степени, в которой оно превышает любую сумму, ранее начисленную на прирост от переоценки, относящуюся к тому же активу. [IAS 16.40]
При выбытии переоцененного актива любая прибыль от переоценки может быть перенесена непосредственно в нераспределенную прибыль или может быть оставлена в составе капитала под заголовком «Прибыль от переоценки». Перевод в нераспределенную прибыль не должен производиться через прибыль или убыток.[IAS 16.41]
По всем амортизируемым активам:
Амортизируемая сумма (стоимость за вычетом остаточной стоимости) должна распределяться на систематической основе в течение срока полезного использования актива [IAS 16.50].
Остаточная стоимость и срок полезного использования актива должны проверяться как минимум в конце каждого финансового года, и, если ожидания отличаются от предыдущих оценок, любое изменение учитывается перспективно как изменение в оценке согласно МСФО (IAS) 8. [МСФО (IAS) 16.51]
Используемый метод амортизации должен отражать схему, в которой экономические выгоды от актива потребляются предприятием [МСФО (IAS) 16.60]; метод амортизации, основанный на выручке от деятельности, включающей использование актива, не подходит. [IAS 16.62A]
Метод амортизации следует пересматривать не реже одного раза в год, и, если структура потребления выгод изменилась, метод амортизации следует изменить перспективно, как изменение оценки согласно МСФО (IAS) 8. [МСФО 16.61] Ожидаемое снижение отпускных цен в будущем может произойти. указывает на более высокий уровень потребления будущих экономических выгод, заключенных в активе.[IAS 16.56]
Амортизация должна относиться к прибыли или убытку, если она не включена в балансовую стоимость другого актива [IAS 16.48].
Амортизация начинается, когда актив доступен для использования, и продолжается до прекращения признания актива, даже если он простаивает. [IAS 16.55]
МСФО (IAS) 16 «Основные средства» требует тестирования на предмет обесценения и, при необходимости, признания основных средств. Объект основных средств не может учитываться по стоимости, превышающей возмещаемую.Возмещаемая стоимость — это наибольшая из двух величин: справедливой стоимости актива за вычетом затрат на продажу и ценности использования.
Любая претензия о компенсации от третьих сторон за обесценение включается в прибыль или убыток, когда претензия становится дебиторской. [IAS 16.65]
Актив должен быть исключен из отчета о финансовом положении при выбытии или когда он выводится из использования и от его выбытия не ожидается никаких будущих экономических выгод. Прибыль или убыток от выбытия представляет собой разницу между выручкой и балансовой стоимостью и должен признаваться в составе прибыли или убытка.[IAS 16.67-71]
Если предприятие арендует некоторые активы, а затем прекращает их аренду, эти активы должны переводиться в запасы по их балансовой стоимости, поскольку они становятся предназначенными для продажи в ходе обычной деятельности. [IAS 16.68A]
Информация о каждом классе основных средств
Раскрыть информацию по каждому классу основных средств: [IAS 16.73]
- основа для оценки балансовой стоимости
- использованных методов амортизации
- срок полезного использования или нормы амортизации
- валовая балансовая стоимость и накопленные убытки от износа и обесценения
- сверка балансовой стоимости на начало и конец периода, показывающая:
- дополнения
- утилизация
- приобретения в результате объединения бизнеса
- переоценка увеличивается или уменьшается
- Убытки от обесценения
- восстановление убытков от обесценения
- амортизация
- чистые курсовые разницы при пересчете
- другие механизмы
Дополнительная информация
Также требуется раскрытие следующей информации: [IAS 16.74]
- ограничения на право собственности и предметы, заложенные в обеспечение обязательств
- затраты на строительство основных средств за период
- договорные обязательства по приобретению основных средств
- компенсация от третьих лиц за обесцененные, утраченные или переданные объекты основных средств, которая включается в прибыль или убыток.
МСФО (IAS) 16 также поощряет, но не требует раскрытия ряда дополнительных сведений.[IAS 16.79]
Переоцененные основные средства
Если основные средства отражаются по переоцененной стоимости, требуется раскрытие определенной дополнительной информации: [IAS 16.77]
- дата вступления в силу переоценки
- участие независимого оценщика
- для каждого переоцененного класса недвижимости, балансовая стоимость, которая была бы признана, если бы активы учитывались по первоначальной модели
- прирост стоимости от переоценки, включая изменения в течение периода и любые ограничения на распределение остатка среди акционеров.