Техника ручной дуговой сварки для начинающих
Техника ручной дуговой сварки для начинающихДаже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.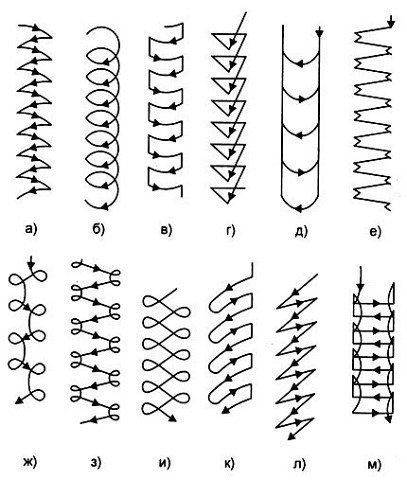
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки.
Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
всё, что вы хотели знать
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Содержание статьи
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.
Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.
Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки.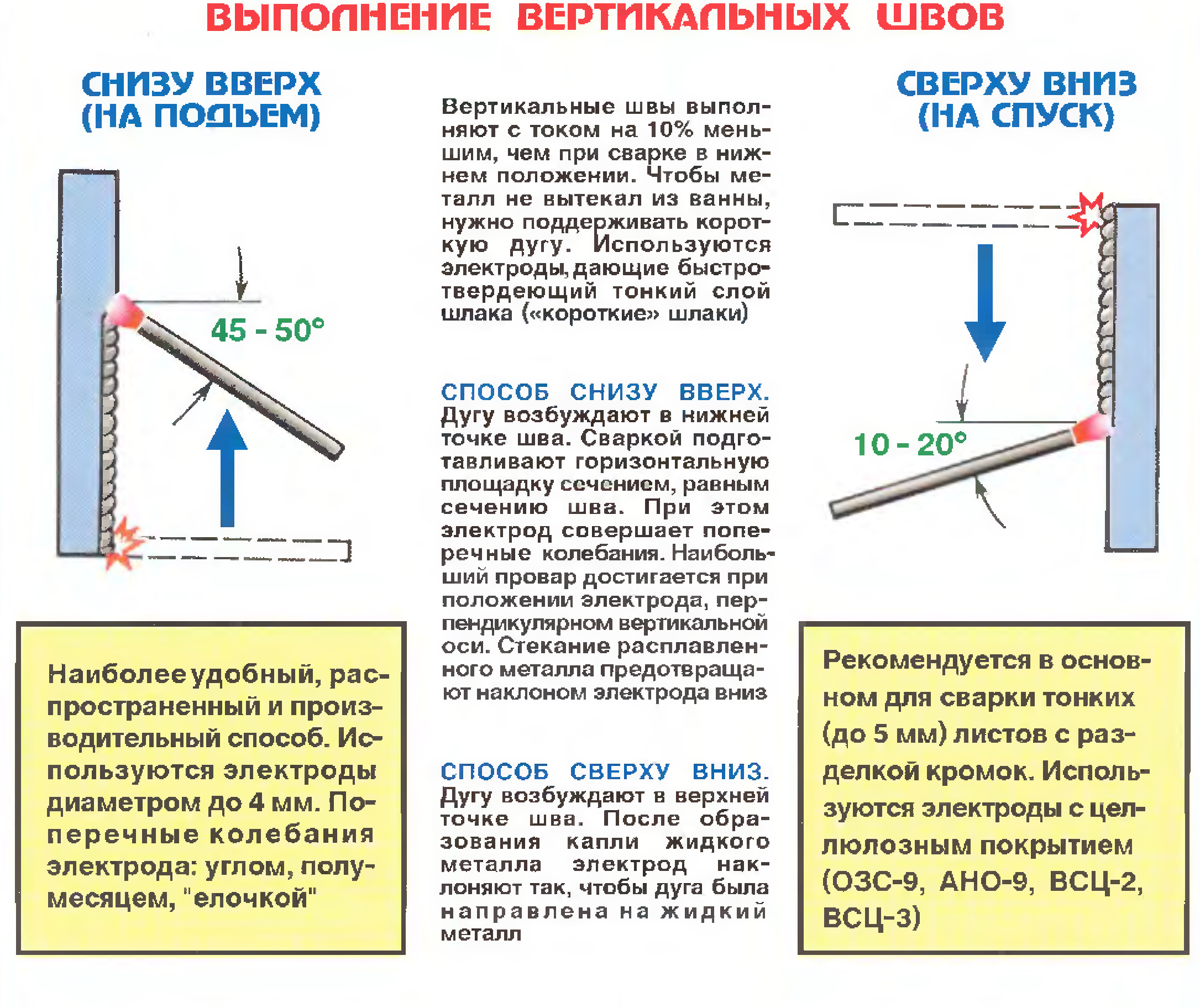 При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички.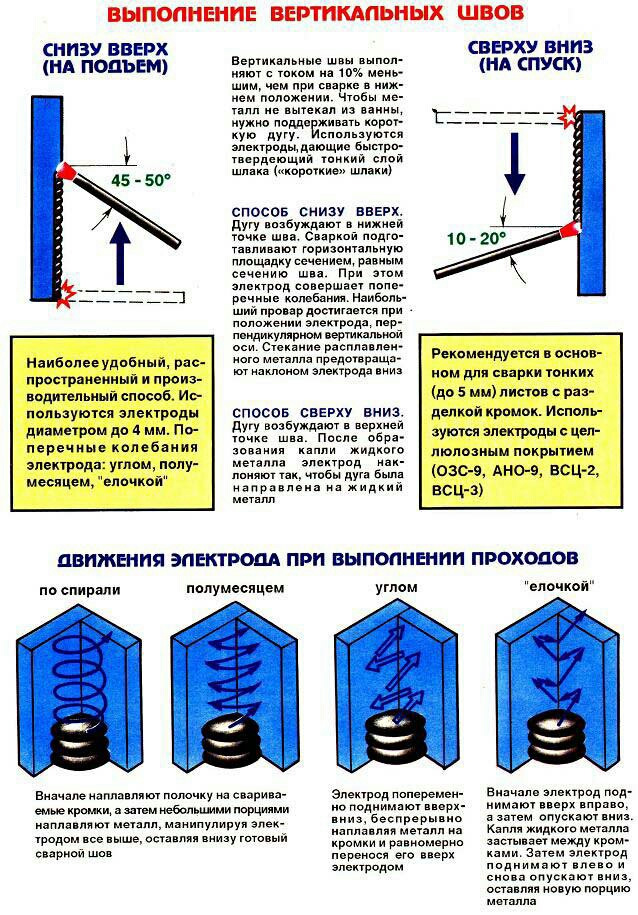 Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.
Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.
Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем.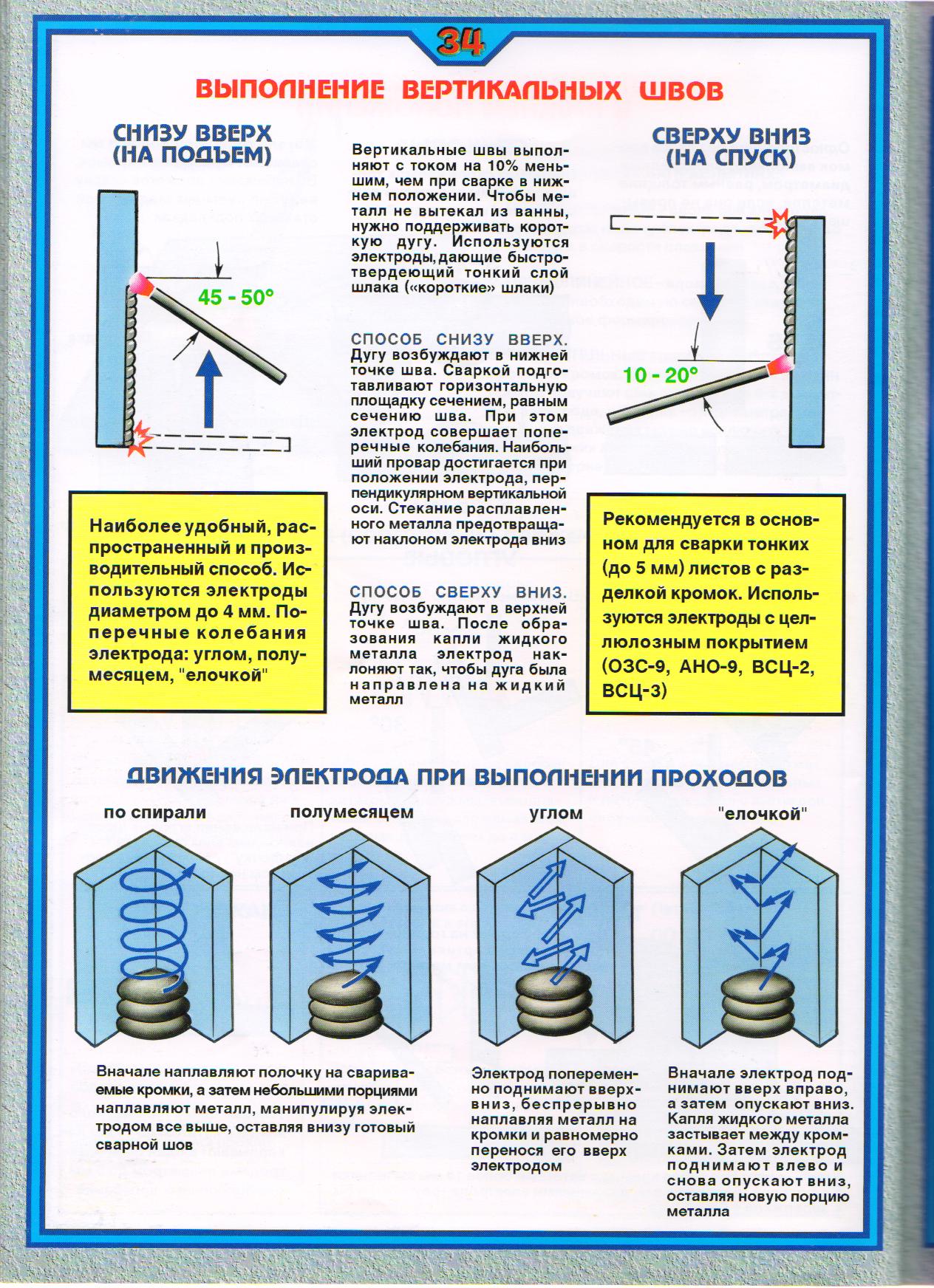 Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.
На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Как варить дуговой сваркой: основы, техники, обучение
Существуют разные способы прочного и неразъемного соединения металлических деталей, которые при создании металлоизделий используют профессиональные сварщики. Если же научиться варить хочет новичок, то наилучшей для таких случаев будет ручная дуговая электросварка.
Обычно именно с такого типа сварки начинают обучение те, кто впоследствии становится профессиональными сварщиками. Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
- трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
- выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
- инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
- аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
- подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
- защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
- касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
- чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
- двумя — элементы, толщина которых не превышает 6 мм;
- тремя — детали с диапазоном толщины от 6 до 12 мм;
- четырьмя — изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
- поперечная. Ширина движений должна отвечать заданной ширине шва;
- продольная. Формирует тоненький валик ниточного шва;
- поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Интересное видео
как правильно работать в разных положениях электрода – Дуговая сварка на Svarka.guru
Ручная дуговая сварка (РДС) не сдаёт позиций. Производительность, глубина проплава ниже, стабильность процесса хромает. Но вытеснить плавящийся электрод в обмазке пока не под силу. РДС любезно предлагает место прогрессивным технологиям, которые облегчают труд и ускорят сварочные работы, оставаясь на плаву.
РДС сварка – это
Ручная дуговая сварка применяется при монтажно-сборочных работах, где современные методы не применяются. Способ применяется с 1888 г. Сущность способа заключается в инициировании возбуждения электродуги между полярными источниками, один из которых электрод, другой – деталь.Электродержатель (катод) передаёт заряд сердечнику электрода. Кратковременный контакт с заготовкой (анод) возбуждает дугу, единственный источник тепла для плавления. Локализация нагрева в зоне горения дуги приводит поверхность металла изделия в жидкое состояние.
Сварочная ванна в основании столба дуги заполняется расплавом металла изделия и каплями наплавленного металла стержня электрода. Равномерность смешения 2 субстанций образует однородный сплав.
Жидкий шлак из материала обмазки укрывает ванну и препятствует процессам окисления. Застывшая стекловидная масса шлака удаляется механически после каждого прохода. Иначе цельность шва с равномерным проваром нарушится.
Процессом на всём протяжении управляет электросварщик. Поддержание величины дуги, плавность движения вдоль границы наложения шва, чтобы не случилось непровара и подрезов, выполняются на глазок: контроль доступен только визуальный.
Уровень профессионализма исполнителя определяет качество соединения. Квалифицированный сварщик рдс, что это: уверенная герметизация соединений элементов сосудов под давлением, изготовление грузозахватных приспособлений. Он владеет техникой управления аппаратами постоянного и переменного тока, варит плавящимся и неплавящимся электродом.
Виды плавящихся электродов
Существуют многоместные электрододержатели: 2 и более электродов, вовлечённые в заполнение глубокой разделки, объёмного катета шва ускоряют процесс. И сами стержневые электроды различаются по химсоставу для идентичности соединения с материалом, защитными компонентами обмазки.
Видовой состав электродов по применению:
- У – низколегированные стали с сопротивлением на разрыв 600 МПа;
- Т – теплоустойчивые стали;
- Н – наплавные электроды;
- А – Пластичные металлы.
Ограничения по пространственному наложению шва связаны с текучестью расплава стержня. Регламентация по применению вертикальных, потолочных одно и двухсторонних швов, сварке под углом содержит ГОСТ 5264-80, за соединения сварные под острыми и тупыми углами отвечает ГОСТ 11534 75. Дополнительная цифровая индексация на маркировке указывает на сферу применения плавящихся электродов:
- 1 – без ограничений положения;
- 2 – кроме вертикального сверху вниз;
- 3 – исключаются потолочные швы;
- 4 – только горизонтальные.
Справочники пестрят рекомендациями по использованию электродов с определённым спектром сплавов, близких по составу с плавящимся стержнем. Комплекс легирующих элементов расплава соединительного шва в этом случае создаёт практически монолитное соединение.
Пример соответствия типа электрода для легированных конструкционных, высоколегированных и теплостойких сталей:
- Ст. 14Х2ГМСШ, 14ХМНДФР – электрод АНП2, Э70;
- Ст. 12Х2НВФА, 30ХГСА – НИАТ 3М;
- 30ХГ2С – УОНИ-13/85;
- 15Х1М1Ф, 12ХМФ – ОЗС-11;
- 15Х1М1ФЛ, 20ХМФЛ – ТМЛЗУ;
- 12Х1МФ – ЦЛ45.
Обобщённая таблица назначения по области применения, типов и марок электродов плавящихся
покрытия
Толщина покрытия не универсальная величина. Относительно диаметра стержня выделяются стандартные соотношения:
- М – 20%;
- С – 40%;
- Д – 80%;
- Г – более 80%.
Составы обмазок по свойствам преимущественно смешанные, с учётом многокомпонентности сплавов. Основы и назначение типов:
- А – Mg, Ti, Si, FeO3. Пористость шва исключается, но возможно горячее растрескивание верхней части шва. Пример – Э-08Х19Н10Г2Б, применяются для высоколегированных сплавов;
- Ц – 50% наполнителя органика, преимущественно целлюлоза, мука, шпат. Расплав соответствует полуспокойным и спокойным сталям с высоким показателем наличия водорода. Электроды Э50, Э46 хороши для вертикальных швов;
- Р – минерализация рутилом (TiO2) до 50%, органикой. Горячее растрескивание исключено. Ударная вязкость высокая. Требуется прокалка для удаления влаги. Пространственное положение шва без ограничений;
- Б – CaCO3, KF, минералы. Активное шлакообразование, неподверженность сероводородному растрескиванию. Доминируют при сварке трубопроводов;
- П – РЦ, АБ, другие – двойные виды, классифицируются отдельно.
[stextbox id=’info’]Броневые отливки для танков в период ВОВ сваривали прутками, обмазанными гашеной известью.[/stextbox]
РДС сварка цветных металлов
Дуговую сварку алюминия осложняет тугоплавкая оксидная плёнка на поверхности металла, подлежащая удалению выщелачиванием.Хлориды и фториды щелочных металлов, входящие в состав обмазки, нейтрализуют плёнку. Детали толщиной менее 4,5 мм для дуговой сварки не рекомендованы.
Ток увеличивается до 1,5 раз. Применяется предварительный подогрев деталей и теплоотводящие прокладки при сварке, чтобы минимизировать растекание. Бич сварщика кристаллизационное растрескивание и постсварочная деформация. Заполнение разделки непрерывно, до полного выгорания электрода.
Электроды ориентированы на чистый металл без примесей, технические сплавы:
- Рафинированный алюминий марки АО-А3 – электрод ОЗА1, ОЗАНА-1.Тщательная подготовка кромок. Доступны горизонтальное и вертикальное ведение шва. Ток переменный, полярность обратная;
- Кремнистые сплавы (силумины) – ОЗА2, ОЗАНА-2. Покрытие гигроскопично, наполнено фтористыми, хлористыми солями;
- Наплавка деформируемых сплавов – УАНА.
Оправдывают высокую стоимость щёлочно-солевые электроды ESAB марок ОК Almn1 для сборки конструкции из чистого металла. Качественный шов, лёгкое отделение корки шлаков.
Для сплавов с магнием и марганцем, дюралюминия – Alsi12. UTR 48 c содержанием кремния до 12%, дающий ровный чешуйчатый шов.
По грубы прикидкам силу тока соотносят с толщиной основного металла. На 1 мм берут 20 – 30 А, не выходя за рамки 200 А.
[stextbox id=’alert’]Важно! повторная просушка снижает качество соединения.[/stextbox]
Для РДС сварки меди и сплавов выбор плавящихся электродов широк: Комсомолец 100, АНЦ/ОЗМ2, (ОЗМ3, ОЗМ4).
Режимы
У новичка возникает вопрос: каким электродом варить металл 2 мм? Максимум троечкой, оптимально – не превышать толщину металла. Стержень тоньше Ø 1,6 мм не найдём, остаётся заняться регулировками сварочного тока до оптимума.
[stextbox id=’alert’]Важно! сушка и прокаливание стальных электродов обязательны.[/stextbox]
Режим сварки – совокупность суммы параметров:
- Сила тока и напряжение дуги;
- Диаметр и скорость перемещения электрода;
- Полярность, род тока;
- Положение шва в пространстве.
Практика показывает, что целесообразно использовать максимально допустимый ток, а скорость определяет поперечное сечение шва. Поджиг дуги осуществляется 2 способами: кратковременным касанием с отрывом (впритык) либо продольным движением по заготовке (спичкой).
Вертикальные и потолочные швы проходят с коррекцией тока в сторону уменьшения до 20%, напряжение – до 30 В, диаметр электрода не превышает 4 мм. При стандартных условиях глубина провара достигает 1 – 2 мм.
Поддержание дуги на расстоянии 0,5 – 1 диаметра до воронки кратера обеспечивается равномерностью подачи расходного плавкого элемента. Увеличение длины дуги увеличивает поступление воздуха в расплав, снижает качество. Возрастают угар металла и разбрызгивание.
Прерывание дуги чревато образованием кратера, где скапливается шлак, возможно образование трещин. Заварку кратера проводят до заполнения. Причиной образования кратера не может стать завершение шва – это брак.
Протяженные швы выполняются отдельными участками. На толстом металле, где нет угрозы коробления, длина прохода 200 – 300 мм. На тонколистовом – короткими в шахматном порядке.
Оборудование
Сварочные аппараты постоянного и переменного тока – источники подачи энергии. Агрегаты переменного тока устроены проще, дешевы компактны, просты в обслуживании, потребляют меньше энергии.
Оборудование на постоянном токе обеспечивает устойчивость дуги, процесс упрощается, не требует высокой квалификации сварщика. Доступны механизация и автоматизация.
как правильно варить инверторной сваркой? Почему они прилипают? Сварка медных проводов графитовым электродом и другие варианты
Сварка сегодня широко применяется не только в промышленности, но и других областях. С ее помощью удается прочно соединить между собой металлические элементы. В статье мы расскажем все о сварке электродами.
Что это такое?
Сварка электродами имеет многочисленные преимущества по сравнению с теми же MIG/MAG и TIG методами. В принципе, почти все металлы могут быть сварены с помощью электродной сварки. Она широко используется при организации трубопровода, в строительстве. Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Сварщик не использует в процессе защитный газ и может легко работать на улице даже в неблагоприятных погодных условиях, к примеру, при ветре или дожде. Принцип электродной сварки подразумевает непосредственный контакт между стержневым электродом и заготовкой. В процессе работы образуется дуга. Создаваемое короткое замыкание, возникающее на долю секунды между двумя полюсами, открывает постоянный ток. Дуга горит между двумя элементами, в пространстве создается необходимое тепло, необходимое для плавления металла.
Ручная дуговая сварка требует низкого напряжения и высокой силы тока. Система преобразовывает доступное напряжение тока в значительно более низкое, необходимое для работы. В то же время она обеспечивает необходимую силу, что также позволяет регулировать и источник питания. При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
Для того чтобы можно было создать дугу, цепь между электродом и заготовкой должна быть разорвана. При ручной дуговой сварке это происходит через контактное или сенсорное зажигание. Сварщик направляет электрод к заготовке, и контакт с заземляющим кабелем образует замкнутую цепь. Поднятие стержневого электрода разрывает цепь, возникает короткое замыкание – дуга начинает гореть.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.
Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.
Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.
Сферы применения
Сварка электродами используется при соединении изделий из практически любого металла, в том числе титана. Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Именно по той причине, что металл переносится электрической дугой напрямую, становится возможно использовать широкий ассортимент присадочных металлов. Никакой иной метод, существующий сегодня, не демонстрирует таких возможностей. В процессе нагревания хром испаряется, но этого не будет, если использовать GTAW. В данном конкретном случае электрод и металл имеют похожий химический состав, поэтому шов получается не только крепким, но и особенно устойчивым к возникновению коррозии.
Электродную сварку используют даже при заваривании контейнеров с ядерным топливом перед тем, как они подлежат захоронению.
Что необходимо?
Для сварки электродом потребуется сварочная установка, графитовый или вольфрамовый электрод, электродержатель и другие принадлежности. Установка обычно работает с электропитанием 50-60 Герц. Эффективность сварочного трансформатора варьируется от 80 до 85%. Потребляемая энергия на килограмм наплавленного металла – от 3 до 4 кВт.
Можно пользоваться аппаратом инверторного типа, без газа с переменным током и электродом 3 мм. Заранее лучше рассчитать по диаметру толщину проволоки, которая может быть как плавящейся, так и неплавящейся. Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Используемые дополнительно кабели и провода должны быть изготовлены из меди или алюминия. Их изготавливают из большого количества тонких проволок, переплетенных между собой. Именно такая конструкция обеспечивает необходимую гибкость и прочность.
Провода изолируются резиновым или усиленным волокнистым покрытием. Функция кабельных соединителей – связать между собой переключатель и держатель электрода. Разъемы разработаны в соответствии с текущей емкостью используемых кабелей.
Отбойный молоток потребуется, когда станет необходимо удалить шлак после того, как металл на шве затвердел. Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Обязательно во время работы использовать защитную одежду. Этого требует техника безопасности. Она защищает от горячего металла, тепла и излучения. Используемая защитная одежда – это кожаный комбинезон, ботинки, перчатки, очки или маска.
Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.
Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.
Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком. Для потолочного наложения швов на металлических изделиях может понадобиться вертикальный держатель, который упрощает процесс работы.
Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.
Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.
Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.
Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.
V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.
Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:
- голые;
- с покрытием.
Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.
Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В следующем видео рассазывается о сварке электродами.
технология, выбор силы тока, техника ручной электродуговой сварки
Электросварка – наиболее надёжный способ соединить детали из металла. При электродуговой сварке детали сплавляются в одно целоe под воздействием высоких температур. Электрическую дугу сейчас применяют в большинстве аппаратов для сварки и расплавления металла. Дуга нагревает металл до температуры, при которой он начинает плавиться, причем происходит это на небольшой площади.
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью. Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока.
Учимся пользоваться сваркой
Во-первых, нужно подготовить рабочее место. Особое внимание следует обратить на безопасность: при сварке велик риск травмироваться как от электричества, так и от высоких температур.
Во-вторых, учиться пользоваться электросваркой лучше всего на толстом куске металла. Помимо самой детали и инструмента для сварки, будут нужны краги (специальные плотные перчатки) и маска сварщика. Подберите плотную одежду, которая защитит всё тело, крепкую обувь из толстой кожи. Обувь должна быть настолько крепкой, чтобы она смогла пережить попадание искр и окалин. Подготовьте молоток и металлическую щетка, которой будете сбивать шлак. И не забудьте про защитные очки.
Как вставить электрод в держатель?
Самый подходящий электрод для новичков – универсальный, диаметром 3,2 мм. Такой электрод не самый дешёвый, но с ним будет удобно и комфортно работать. После того, как навык будет отточен, можно будет перейти на использование более дешевых аналогов.
Электрод помещаем в держатель, который крепится на одном из сварочных кабелей. Фиксаторы делятся на 2 типа — пружинный и винтовой. Чтобы вставить электрод в пружинный держатель, нужно нажать на кнопку, расположенную на ручке, и попасть в образовавшееся гнездо. При винтовом зажиме вращением ручки раскручивают зажим, помещаем внутрь электрод и закручивают обратно. После установки электрода можно подключать кабели.
Электродуговой аппарат постоянного тока имеет два выхода: положительный и отрицательный. Сварочных кабелей тоже два:
- Первый кабель заканчивается металлическим зажимом-фиксатором и крепится к детали;
- Второй кабель имеет на конце держатель для электрода.
Тип работы определяет, какое направление тока будет выбрано. При использовании инверторов обычно плюс подключают на деталь, а минус — на электрод. Такое подключение считается прямой полярностью. Но при ряде работ создают обратную полярность: минус — на деталь, плюс — на электрод. Такой метод используется, например, при сварке нержавеющей стали.
При прямой полярности металл сильнее нагревается, а это плюс для большинства соединений. Лучший прогрев обусловлен тем, что электроны движутся от отрицательно заряженного полюса (в нашем случае электрода) к положительно заряженному (деталь). В процессе такого перехода электроны отдают металлу часть своей кинетической энергии, повышая его температуру.
Начало сварки: как зажечь дугу?
Когда кабели подключены, самое время подумать о том, как всё-таки получить электрическую дугу. Главное условие её возникновения — непосредственный контакт между электродом и деталью. Существуют два способа обеспечить контакт:
- чирканьем;
- постукиванием.
В первом случае ведём электрод вдоль шва (дабы не оставлять следов), в другом — постукиваем по металлу кончиком электрода.
Если электрод новый и его кончик оголен, разжечь дугу проще. Если инструмент уже использовался ранее, стержень стирается и оказывается под толстым слоем из защитного покрытия. Этот слой необходимо сбить. Для этого нужно несколько раз слегка ударить кончиком электрода по детали.
Наклон электрода
Следующий момент, достойный особого внимания – положение электрода при работе с ним. Его следует наклонять к себе на угол от 30 до 60 градусов от нормали к поверхности детали. Угол наклона подбирают с учётом того, какой шов планируют получить, а также выставленного тока. Берут в расчёт и состояние сварной ванны.
При наклоне инструмента на себя ванна и расплавленный шлак движутся за кончиком электрода. Его угол наклона и скорость движения следует подбирать так, чтобы шлак успевал накрыть горячий металл. В этом случае металл прогревается на большую глубину.
Если металл не требует слишком сильного прогрева, угол наклона берут от себя, шов и ванна снова следуют за электродом, и глубина прогрева в этом случае минимальна.
Как двигать электрод
Чтобы шов получился качественный, контролируйте сварную ванну. Удерживайте электрод на расстоянии 2-3 мм от плоскости металла и постоянно наблюдайте за состоянием и размером сварной ванны. Это требует хорошего навыка, но при регулярной практике он обязательно появится.
Вся загвоздка в том, чтобы одновременно контролировать целый ряд тонкостей:
- направлять электрод строго по определённой траектории;
- по мере стирания стержня плавно опускать электрод, соблюдая расстояние в 2-3 мм от поверхности;
- регулировать размеры и состояние сварной ванны, увеличивая или уменьшая скорость движения электрода;
- контролировать направление шва.
Желательно освоить несколько разных движений электрода и применять их в зависимости от ситуации.
1, 2, 3 — для равномерного прогрева сварочной ванны; 4 — для усиленного прогрева корня шва; 5, 6 — для усиленного прогрева кромокДля освоения движений лучше взять толстый фрагмент металла. Поначалу швы получаются грубые, похожие на валики. На этом этапе вы получите элементарные навыки: привыкните держать необходимое расстояние от кончика электрода до детали и придерживаться правильной траектории.
Берём кусок металла, мелом проводим на его поверхности линию: по этой линии необходимо уложить валик. Разжигаем дугу и осваиваем движения, вместе с этим контролируя ванну. Как правило, получается далеко не с первого раза. Когда техника будет отработана, валик будет равномерным, его ширина и высота не будут «скакать», можно будет приступать к более сложным заданиям.
Как контролировать положение свариваемых деталей
Конечно, правильно держать и двигать инструмент – это ещё не всё. Важно понимать механику соединения металлов. Она имеет свои тонкости: шов «тянет» детали, что может привести к их деформации. Как итог – изделие будет заметно отличаться по форме от того, что было задумано изначально.
Чтобы этого избежать, детали фиксируют струбцинами, стяжками и прочими приспособлениями. Помимо этого создают прихватки — маленькие поперечные швы, прокладывая их с интервалом в несколько десятков сантиметров. Они помогают придать изделию нужную форму. В месте стыков деталей прихватки делают с двух сторон, чтобы скомпенсировать возникающие напряжения.
Выбираем ток для сварки
Последнее, о чём стоит сказать — какой подавать ток. На выбор величины тока влияет толщина соединяемых деталей и применяемых электродов.
При ручной электросварке все компоненты связаны друг с другом. К примеру, при падении напряжения в сети инвертор не способен выдать нужный ток. Но это не станет критической помехой работе: для достаточного прогрева можно просто уменьшить скорость движения электрода. Если это не приносит плодов, можно пройти по одному и тому же месту несколько раз. Другое решение — взять электрод потоньше. Какой-то из этих методов или их комбинация должен привести к положительному результату.
После изучения всех теоретических тонкостей, отрабатывайте навыки на практике. Покупайте сварочный аппарат, электроды, защитную маску – и за дело.
Может быть интересным: монтаж перил из нержавейки в Москве
Определение стержневого электрода
(также известные как сварочные электроды, сварочные стержни, сварочные стержни)
Электроды сварочные — это металлическая проволока с наплавленным химическим покрытием. Пруток используется для поддержания сварочной дуги и подачи присадочного металла, необходимого для свариваемого соединения. Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. Диаметр проволоки без покрытия определяет размер сварочного стержня.Это выражается в долях дюйма, таких как 3/32 дюйма, 1/8 дюйма или 5/32 ». Меньший диаметр означает, что он требует меньшего тока и осаждает меньшее количество присадочного металла.
Тип свариваемого основного металла, сварочный процесс и аппарат, а также другие условия определяют тип используемого сварочного электрода. Например, для низкоуглеродистой или «мягкой стали» требуется сварочный стержень из мягкой стали. Для сварки чугуна, алюминия или латуни требуются различные сварочные стержни и оборудование.
Флюсовое покрытие на электродах определяет его действие во время фактического процесса сварки. Некоторая часть покрытия горит, и сгоревший флюс образует дым и действует как щит вокруг сварочной «ванны», защищая ее от воздуха вокруг нее. Часть флюса плавится и смешивается с проволокой, а затем всплывает на поверхность. Эти примеси известны как «шлак». Готовый сварной шов был бы хрупким и слабым, если бы не флюс. Когда сварное соединение остынет, можно удалить шлак.Отбойный молоток и проволочная щетка используются для очистки и проверки сварного шва.
Электроды для дуговой сварки металла могут быть сгруппированы как неизолированные электроды, электроды с легким покрытием и электроды с экранированной дугой или электроды с толстым покрытием. Используемый тип зависит от конкретных требуемых свойств, включая: коррозионную стойкость, пластичность, высокую прочность на разрыв, тип свариваемого основного металла; и положение сварного шва: плоское, горизонтальное, вертикальное или потолочное.
Серия классификационных номеров Американского общества сварщиков (AWS) была принята сварочной промышленностью.Приведенный ниже пример идентификации электрода предназначен для стального прутка для дуговой сварки с маркировкой E6010:
.- «E» означает «электрод» для электродуговой сварки
- Первые две (или в некоторых случаях три) цифры (60) указывают предел прочности на разрыв в тысячах фунтов на квадратный дюйм
- Третья (или в некоторых случаях четвертая) цифра (1) указывает положение сварного шва. «O» означает, что эта классификация не используется; «1» — для всех позиций; «2» — только для плоского и горизонтального положения; 3 только для плоского положения
- Две последние цифры вместе (10) указывают тип покрытия и тип необходимого источника питания, 10 органического покрытия и постоянного тока с обратной полярностью.
- Следовательно, сварочный стержень с номером E6010 обозначает «E» электрод для ручной дуговой сварки с (60) минимальной прочностью 60 000 фунтов на квадратный дюйм, который может использоваться (1) во всех положениях и (10) требуется обратная полярность постоянного тока.
Сварочные стержни и повреждающее действие влаги
Сварочные электроды должны быть сухими. Влага нарушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание, а также привести к образованию трещин и слабости в зоне сварки.Электроды, находящиеся во влажном воздухе более чем на несколько часов, следует предварительно нагреть перед использованием, а в случае сомнений относительно того, как долго они находились, следует повторно высушить, нагревая в подходящей печи. После того, как они высохнут, их следует хранить в жарочной печи или влагонепроницаемом контейнере.
Сварочные прутки с низким содержанием водорода являются основой структурной сварки. Этот универсальный электрод, известный сварщикам в этой области как «low-hy», изготовлен таким образом, чтобы содержать менее 0,6% влаги в покрытии, и в соответствии с принятыми в настоящее время стандартами и процедурами сварки он должен храниться в среде, которая поддерживает сухость заводского качества. .Низкое содержание водорода в нем обеспечивает гладкий, прочный и очень пластичный сварной шов, что делает его предпочтительным сварочным стержнем для выполнения работ по сварке конструкций.
Низкий водород 7018 особенно плохо переносит влагу и перед использованием должен быть сухим. В противном случае при сварке это приведет к появлению точечной коррозии и пористости (червоточин), которые являются дефектами сварного шва. Это происходит, когда влага попадает во флюсовое покрытие и позволяет водороду отрицательно влиять на сварочную ванну. Из стержней 7018, которые не были высушены должным образом, сначала может получиться красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже.Продольное растрескивание — это место, где трещина начинается и следует по длине сварного шва.
Хорошо известно, что перед началом работ по сварке конструкций электроды с низким содержанием водорода необходимо должным образом кондиционировать, чтобы избежать повреждения сварных швов. Один из способов, используемых для защиты покрытия с низким содержанием водорода, заключается в нанесении двойного покрытия с использованием слоя диоксида титана, чтобы избежать дефектов, когда требуются низкие отложения водорода. Но такие проблемы, как пористость, водородная хрупкость, отсутствие плавления и растрескивание, могут возникнуть, если стандартные стержни с низким содержанием водорода не будут храниться в соответствии со спецификациями производителя.
В частности, водород может отрицательно повлиять на сварной шов и некоторые стали в различных условиях. Основным источником присутствия водорода является влага в покрытии электрода, улавливаемая атмосферой. По этой причине при любых сварочных работах правильное хранение, обращение и обработка электродов с низким содержанием водорода имеют решающее значение для предотвращения дефектного сварного шва. Это особенно важно при строительстве и возведении многоэтажных зданий, для опоры и внутренней конструкции которых используются сварные стальные балки.
Дефектный сварной шов может привести к обрушению здания или отклонению сварного шва при последующей проверке. Это требует восстановления части внутренней металлической конструкции небоскреба или другого здания, иногда за многие миллионы долларов.
Сварочные электроды изготавливаются с учетом допустимых пределов влажности, соответствующих типу покрытия и прочности металла шва, который будет использоваться с электродом. Затем они упаковываются в контейнер, который был разработан для обеспечения степени защиты от влаги, которую промышленность считает необходимой для данного типа покрытия.Распространенной ошибкой является открытие контейнера не с того конца или его бросание, что может привести к растрескиванию покрытия с низким содержанием водорода на сварочных стержнях, что сделает их бесполезными.
При любых сварочных работах Очень важно поддерживать ваши стержни или электроды в диапазоне температур от 100 ° F до 300 ° F. Этот температурный диапазон был определен сварочной промышленностью как достаточный для предотвращения попадания атмосферной влаги на покрытие сварочного стержня и последующего попадания в сварной шов во время процесса сварки.
В частности, необходимо поддерживать электроды с низким содержанием водорода в сухой, постоянно нагретой среде. Спросите любого сварщика, и он порекомендует хранить электроды с низким содержанием водорода в стержневой печи. Любой другой элементарный метод, такой как использование старого холодильника или микроволновой печи со 100-ваттной лампочкой, смехотворен и никоим образом неприемлем для современного сварщика.
Процесс сварки палочкой Введение
SMAW (дуговая сварка защищенного металла) часто называют сваркой стержнем . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и невысокой стоимостью оборудования и эксплуатации. SMAW обычно используется с такими материалами, как низкоуглеродистая сталь, чугун и нержавеющая сталь.
Как работает сварка стержнем
Сварка палкой — это процесс ручной дуговой сварки. Для этого требуется расходуемый электрод, покрытый флюсом для наложения сварного шва, а электрический ток используется для создания электрической дуги между электродом и металлами, которые свариваются вместе.Электрический ток может быть переменным или постоянным током от источника сварочного тока.
Во время укладки сварного шва флюсовое покрытие электрода разрушается. При этом образуются пары, образующие защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл шва.
Электроды с флюсовым покрытием
Вы можете найти электроды с флюсовым покрытием различных диаметров и длин.Обычно, выбирая электрод, вы хотите, чтобы его свойства соответствовали основным материалам. Типы электродов с флюсовым покрытием включают бронзу, алюминиевую бронзу, низкоуглеродистую сталь, нержавеющую сталь и никель.
Распространенные способы сварки штангой
SMAW настолько популярен во всем мире, что доминирует в других сварочных процессах в сфере ремонта и технического обслуживания. Он также продолжает широко использоваться в промышленном производстве и строительстве стальных конструкций, хотя дуговая сварка порошковой проволокой становится все более популярной в этих областях.
Другие особенности сварки штангой
Другие характеристики дуговой сварки экранированных металлов:
- Обеспечивает полную гибкость положения
- Не очень чувствителен к ветру и сквознякам
- Качество и внешний вид сварного шва зависят от квалификации оператора
- Обычно он может выполнять четыре типа сварных соединений: стыковое соединение, соединение внахлест, тройник и угловой шов.
Выбор правильного электрода для простой сварки штангой
Выбрать электрод для простой сварки штангой действительно несложно.На самом деле, выбор электрода довольно прост, если вы просто вспомните несколько фактов о стержнях.
Следует помнить следующие факты:
- При выборе электрода для использования с базовым оборудованием для сварки штангой следует учитывать тип выполняемых сварочных работ и свариваемый материал. Как правило, но не всегда, вам нужно использовать электрод с составом сердцевины, аналогичным или идентичным основному материалу.*
- Существует три различных группы электродов, используемых при сварке штучной сваркой: электроды с быстрой заливкой предназначены для быстрого плавления, поэтому скорость сварки может быть максимальной; «Быстрозамороженные» электроды быстро затвердевают для сварки во всех положениях без значительного смещения сварочной ванны до ее затвердевания; Электроды с «заливкой-замораживанием» или «быстрым слежением» представляют собой промежуточные стержни.
- Знайте, что обозначают номера электродов.Первые два или три числа указывают, какой будет предел прочности сварного шва на разрыв. Например, если номер стержня равен 6011, то на квадратный дюйм сварного шва будет приходиться минимум 60 000 фунтов прочности на разрыв. Если число начинается с 70 (т. Е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет не менее 70000 фунтов.
- Последние две цифры номера стержня относятся к флюсу на стержне. Чем выше число, тем выше степень защиты и тем больше наносится флюс или металл.
- Электрод 6011 подходит для общего обслуживания. При ремонте стального оборудования этого стержня будет достаточно. Электрод 6011 можно использовать во всех положениях сварки, он хорошо работает с более грязными металлами и может выдерживать неидеальное соединение.
Обычно используемые стержни для сварки стали:
- Стержни 6010 и 6011 — отлично работают с более грязными металлами, проникают глубоко и хорошо работают во всех положениях
- 6013 — хорошо работает во всех положениях; не работает с более грязными металлами; проникает лишь незначительно
- 7018 — легкое проникновение; будет работать в любой должности; лучше всего использовать для чистых металлов
- 7024 — легкое проникновение; лучше всего работает в горизонтальном положении и на чистых металлах
* Примечание: Хотя обычно состав сердечника электрода аналогичен или идентичен составу основного материала, это не всегда так.Имейте в виду, что даже небольшая разница в составе сплава может сильно повлиять на свойства сварного шва. Тем не менее, иногда желательно использовать электрод с составом сердечника, который значительно отличается от основного металла.
Методы сварки палкой
Дуговая сварка защищенным металлом (SMAW) — это универсальный сварочный процесс, который можно выполнять в любом положении. Всегда предпочтительна сварка в горизонтальном положении. Однако для некоторых проектов, например для ремонта машин, требуется сварка в вертикальном, горизонтальном или потолочном положении.
Есть несколько методов, которые можно использовать для зажигания дуги, и есть несколько методов, которые можно использовать для наплавки металла шва. Хотя сварщик может отдавать предпочтение определенной технике, используемая техника может зависеть от конкретной работы, которую необходимо выполнить.
Удар по дуге
Существует два основных метода зажигания дуги при сварке штучной сваркой. Первый метод называется «техникой царапания».«Этот метод похож на зажигание спички. Ударный конец электрода протаскивают по рабочему месту, чтобы зажигалась дуга. После установления контакта электрод извлекается, чтобы предотвратить его приваривание к заготовке. Если случайно электрод приваривается к изделию, быстрое вращение запястья может освободить стержень.
Второй метод зажигания дуги называется «методом постукивания». При использовании этого метода электрод опускают прямо вниз, чтобы контактировать с заготовкой.Затем электрод сразу же отводят от заготовки до точки, где дуга достигает желаемой длины.
Чтобы точно определить правильную длину дуги, нужна практика. Правильная длина дуги зависит от используемого электрода. Дуга должна быть как можно короче, пока край электрода царапает заготовку при каждом движении. Простое руководство для определения правильной длины дуги — это послушать звук дуги. При правильной длине раздастся резкий потрескивающий звук.Внешний вид наплавленного сварного шва является еще одним показателем правильности длины дуги.
Методы сварки
Методы сварки могут различаться в зависимости от используемого электрода и выполняемых сварочных работ. Тип свариваемого металла и положение при сварке могут помочь определить, какой метод сварки будет использоваться.
Общие методы сварки, используемые с электродом E6011, включают:
- Круговой узор, созданный перемещением электрода круговым движением.
- Схема взбивания достигается перемещением стержня вперед и назад.
- Схема плетения для более широких сварных швов, создаваемых за счет движения из стороны в сторону.
При использовании электродов с низким содержанием водорода хорошо работают круговые движения. Вы также можете просто удерживать стержень и позволить ему заполнить зазор. Поскольку электроды с низким содержанием водорода имеют высокий флюс, колебательное движение может привести к тому, что флюс будет захвачен сварным швом, создавая проблему, называемую включением шлака .Так что избегайте взбивания удилищем этого типа.
При сварке более тонких металлов желательно качательное движение, потому что это движение предотвращает прожиг электродом отверстия в металле. Круговые или взбивающие движения хорошо подходят для работы с металлами небольшой толщины. Схема плетения предпочтительна для работы с толстыми металлами.
Практика, Практика, Практика
Развитие сварочных навыков требует практики.Важно попрактиковаться в зажигании дуги, удержании дуги и наплавке металла шва. Скорее всего, первые несколько попыток не дадут желаемых результатов. Однако чем больше вы практикуете свои техники, тем легче они станут и тем лучше должны быть ваши результаты.
Щелкните здесь, чтобы просмотреть наши печи со стержневыми электродами.
Как предотвратить прилипание сварочного стержня к металлу
Это обязательно должно произойти! В какой-то момент вашей карьеры сварщика эта ошибка новичка может случиться с кем угодно.Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вкратце, почему…
Пруток для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать электрод подходящего размера для различных сварочных задач. Практика — это «ключ» к тому, чтобы этого больше не происходило.
Многие люди думают, что дуговая сварка экранированного металла (SMAW) или сварка «палкой» получила свое название из-за того, что электрод по форме напоминает палку. Но это называется «сварка стержнем », поскольку многие новички приклеивают сварочный стержень к основному металлу, как и ученики. Иногда это делают даже профессионалы. Так что, если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильных методах сварки, чтобы электрод не прилипал к металлу.
Итак, перейдем к делу.
Как зажигать дугу: легкий путь
Сварка палкой считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытки оторвать стержень от металла после того, как прикрепили к нему. Поэтому научиться правильно зажигать дугу крайне важно, чтобы сэкономить время и избежать потерь материала.
Теперь есть два метода зажигания дуги.
- Метод царапин (самый простой способ для новичка)
- Метод нарезания резьбы (высокая вероятность прилипания к металлу).
Для быстрого начала я рекомендую попрактиковаться в технике старта с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Для первого зажигания дуги,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Удерживайте стержень (около 1 см) выше на расстоянии дюйма от начальной точки, наклонив в направлении, в котором будет происходить сварка.
- Осторожно потрите конец стержня по основному металлу. Не тыкай!
- Как только вы увидите дугу, быстро вернитесь в исходное место и подождите, пока лужа не начнет сварку вдоль стыка.
Освоение этого требует времени. Главное, что нужно помнить — это попытаться сбалансировать скорость движения, угол и длину дуги после зажигания дуги.Точно так же, если вы потянете стержень слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это вызовет накопление материала на кончике электрода. Разумно просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев его кончиком о шероховатую поверхность после охлаждения.
Почему сварочный стержень прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь сделать идеальный сварной шов, но он просто испортился из-за того, что стержень прилип к металлу.Что ж, вот 6 причин, почему именно это происходит.
1. Настройки низкого тока
Как я упоминал ранее, сварочный стержень прилипает к металлу в основном из-за низкого значения приложенного тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги.
2. Низкое напряжение холостого хода
Зажигать дугу становится довольно сложно, если OCV (напряжение холостого хода) вашей машины слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, заедете электродом, пытаясь снова зажечь дугу.Более низкое значение OCV может возникнуть из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Низкое качество флюса
Плохое флюсовое покрытие также может привести к проблемам прилипания. Помните, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если у вас плохое флюсовое покрытие, оно может упасть со стержня и образовать комок расплава, который приведет к прилипанию сварочного стержня к основному металлу.
4. Меньшая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, чрезвычайно важно поддерживать определенную оптимальную длину дуги.
5. Загрязненная металлическая поверхность
Если поверхность основного металла слишком ржавая, зажигание дуги затрудняется.Даже если вам удастся поддерживать дугу, сварочный электрод будет периодически прилипать к основному металлу. Мы можем объяснить это законом Ома, согласно которому
Напряжение (В) = ток (А) X сопротивление (Ом)
Другими словами, поскольку напряжение постоянно, увеличение сопротивления вызовет пропорциональное уменьшение тока. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает протекающий ток. И, как я уже говорил вам ранее, более низкая сила тока — основная причина проблем с прилипанием электродов.
6. Неправильный выбор электрода
Сварочные прутки бывают разных типов, каждый со своими областями применения и преимуществами. Некоторые стержни работают только с постоянным током, а другие могут работать как с переменным, так и с постоянным током.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. Допустим, вы используете стержень E6013 5/64 дюйма при правильном значении силы тока, но при этом присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий стержень E6013 1/16 дюйма.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного стержня, и это должно вас сильно расстраивать.
Что делать, если сварочный стержень прилипает к металлу?
Не нужно паниковать, если сварочный стержень прилипает к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеен к металлу. В этом случае необходимо немедленно выключить сварочный аппарат и отломать стержень от металла.Много раз, когда вы дергаете за стержень, поток на кончике стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, обрежьте стержень до точки, где отпадет флюс, с помощью пары плоскогубцев, и вы можете снова идти.
Пришло время изучить несколько полезных советов по сварке штангой, которые помогут предотвратить заедание сварочного стержня.
Просто оставайся на борту.
Советы по предотвращению прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это продолжается. Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Электродные стержни разных типов предназначены для работы с разными значениями силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщин.
Диаграмма силы тока постоянного тока для электродных стержней для электродных стержнейдля электродной сварки электродом
Как видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного высокое, вы можете немного увеличить ток выше указанного диапазона, чтобы убедиться, что стержень не прилипает к металлу.Также помните, что когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь обратиться к производителю в диапазоне ампер для стержня, который вы используете.
Я хотел бы поделиться отличным инструментом, который я недавно видел на сайте millers. Он называется Калькулятор для ручной сварки . Когда вы предоставите материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Держите электрод и поверхность в чистоте, используя стержень правильного размера.
Перед тем как начать, убедитесь, что ваши электроды не повреждены и не заржавели.Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает на стержень, качество плохое и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего диаметра дают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать, исходя из характера сварного шва.
Также перед сваркой не забудьте удалить с поверхности металла ржавчину, влагу, масло или любые загрязнения.Хотя в таких ситуациях сварка палкой более щадящая, она убережет вас от неожиданных неприятностей.
3. Старайтесь поддерживать хорошее заземление
Если основной металл плохо соединен с землей, это может вызвать увеличение общего сопротивления вашей цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас есть надежное заземление. Ищите трещины в заземляющем проводе.Если клеммные соединения стали слишком ржавыми, отрежьте провод с обоих концов и сделайте новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для стержневой сварки подключены правильно, в зависимости от приложения, для которого вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги
Проблемы с прилипанием электрода возникают чаще при зажигании дуги. Чтобы научиться правильно зажигать дугу, требуются недели или месяцы практики.Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым stri
Handbook — Welding Techniques
Handbook — Welding Techniques 1 Продолжение на следующей странице … Параметры и методы сварки Их влияние на сварной шов После выбора провода и газа для сварного шва необходимо выбрать условия эксплуатации. Четыре важных параметры — сварочный ток, удлинение проволочного электрода, сварочное напряжение и скорость движения дуги.Эти параметры повлияют на характеристики сварного шва в значительной степени. Поскольку эти факторы могут варьироваться в большой ассортимент, они считаются первичная регулировка при любой сварочной операции. Их ценности должны быть записано для каждого типа сварка для обеспечения воспроизводимости. СВАРКА ТОК Сварка Ток — это сила тока в электросети во время сварки. Обычно читается от измерителя источника питания, но часто используется отдельный амперметр.В процессе миграции сварочный ток напрямую зависит от скорости подачи проволоки (если выход проволоки за направляющий наконечник постоянный). Как подача проволоки скорость меняется, сварочный ток будет меняться в том же направлении. В другими словами, увеличение (или уменьшение) скорости подачи проволоки вызовет увеличение (или уменьшение) текущий. На Рис. 7-1 показана зависимость типичной скорости подачи проволоки от сварочного тока. для различного диаметра E70S-3 провода.Это соотношение обычно называют характеристикой «выгорания». График также показывает, что когда диаметр проволочного электрода увеличивается (или уменьшается) при любой подаче проволоки скорость, сварочный ток выше (или ниже). У каждого типа проволоки (стальной, алюминиевой и т. Д.) Свой характеристика выгорания. Один важный факт, который следует отметить в Рисунок 7-1 — форма каждой кривой выгорания. В нижнем течении диапазон для каждого размера провода, кривая почти линейная.Другими словами, для каждого помимо нынешних, там — пропорциональное (и постоянное) увеличение плавления. Однако на более высоких сварочные токи, особенно при использовании проволоки малого диаметра кривая выгорания становится нелинейной. В этой области, более высокие сварочные токи вызывают большее увеличение выгорания. Это связано с резистивным нагревом удлинение провода за пределы направляющая трубка. Этот резистивный нагрев известен при нагреве PR, где I = сварка. ток и R = сопротивление.Чем больше сварочный ток, тем больше PR нагрев.5 шагов к совершенствованию техники сварки штангой
Сварка штангой, также известная как «дуговая сварка» или SMAW, очень распространена среди сварщиков-новичков.В отличие от сварки MIG и TIG, защитный газ не требуется. Это делает его относительно недорогим в использовании и упрощает сварку в любых условиях. Независимо от того, учитесь ли вы выполнять сварку электродом или уже много лет занимаетесь сваркой, помните эти пять советов по сварке электродом в следующий раз, когда зажжете дугу.
Шаг 1: Настройка машины
Убедитесь, что ваша машина настроена правильно. Различные электроды для сварки штангой предназначены для сварки с различными настройками. Электрод, который вы используете, будет определять, используете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный ток (переменный ток).Некоторые машины могут выполнять сварку только в одном или двух из этих режимов, поэтому убедитесь, что вы выбрали стержень, совместимый с вашей машиной.
Каждый тип тока дает разные характеристики дуги и должен использоваться для разных целей. DC + хорош при сварке более толстых материалов, потому что он дает больше провара, чем DC- и AC. Напротив, постоянный и переменный ток хороши при сварке тонких материалов из-за меньшего провара при той же силе тока.
Теперь, когда ток вашей машины установлен, пора установить силу тока машины.Хорошая отправная точка — 1 ампер / 0,001 дюйма диаметра электрода. Это ТОЛЬКО отправная точка, однако она должна помочь вам ориентироваться. Отсюда вы можете увеличить или уменьшить силу тока в зависимости от желаемых характеристик дуги.
Шаг 2. Длина дуги — ключ к успеху
При ручной сварке несколько вещей важнее длины дуги. Длина дуги — это расстояние между электродом и заготовкой. Сварка палкой — это так называемый процесс сварки постоянным током. Это означает, что, как и во всех процессах CC-сварки, длина дуги определяет сварочное напряжение.Когда вы научитесь выполнять сварку прилипанием, совершенно необходимо научиться поддерживать постоянную длину дуги. Хорошее практическое правило — длина дуги должна соответствовать диаметру электрода. Если вы обнаружите, что электрод прилипает к заготовке, длина дуги слишком мала. Если вы получаете чрезмерное разбрызгивание или подрезку, вероятно, длина дуги слишком велика.
Шаг 3. Если есть шлак, перетащите
Если у вас когда-либо был урок сварки, вы, возможно, слышали советы по сварке штучным электродом типа: «Если есть шлак, тащите».Это относится к направлению вашего движения и углу электрода. Вообще говоря, угол сопротивления (или тяги) от 10 до 15 градусов при сварке стержнем дает наилучшие результаты. В некоторых приложениях, например в вертикальных, это не так, но это более сложный урок для будущей статьи.
Шаг 4: Манипулирование электродом
Некоторые сварщики предпочитают работать ровной линией, в то время как другие предпочитают движение «хлыстом и паузой». Сварка — это искусство, и вам решать, экспериментировать с различными методами и решать, что лучше всего подходит для вас.Если в том, что вы пытаетесь сварить, есть зазор, вы можете попробовать небольшое переплетение.
Шаг 5: Скорость движения
И последнее, но не менее важное — это скорость движения. Если вы внедрили все эти методы сварки и по-прежнему получаете уродливые, неэффективные сварные швы; посмотрите на свою скорость передвижения. Скорость движения определяет, сколько металла осаждается на заготовке, а также сколько тепла передается в нее (вместе с силой тока). Как только вы ударите по дуге, постарайтесь удерживать дугу на переднем крае лужи, не убегая от нее.Это должно дать вам желаемую скорость движения в большинстве приложений. Если вы замечаете, что ваши сварные швы становятся тонкими и вязкими, ваша скорость движения слишком велика. Если вы заметили, что ваши сварные швы широкие и плоские, вероятно, вы двигаетесь слишком медленно.
Итак, у вас есть пять основных шагов для получения качественных сварных швов. Применяйте эти методы сварки штангой, и вы на пути к тому, чтобы стать мастером сварки штангой.
Не забудьте подписаться на @everlastwelders в Instagram и подписаться на EverlastWeldersUSA в Facebook .
PPT — Оценка качества наконечника электрода для точечной сварки с использованием методов цифровой обработки изображений PowerPoint Presentation
Оценка качества наконечника электрода для точечной сварки с использованием методов цифровой обработки изображений A .A. Абдулхади Группа когерентных и электрооптических исследований GERI
Заголовки презентаций • Точечная сварка сопротивлением • Влияние увеличенного диаметра электрода • Автоматическая оценка качества электрода • Плоский наконечник • Наконечник рока • Создание системы, оценивающей качество сварочный электрод автоматически.• Дальнейшие работы
Контактная точечная сварка • Контактная точечная сварка — это быстрый и простой способ соединения двух материалов • Для точечной сварки используются два электрода; они размещаются по обе стороны от свариваемых поверхностей • Функции двух электродов: • 1) зажим заготовки; • 2) приложение сварочного усилия, необходимого для сварки; • 3) подача сварочного тока, необходимого для сплавления заготовок • 4) окончательный отвод электродов после затвердевания расплавленного самородка
Эффекты увеличения диаметра электрода • Большой диаметр, высокая площадь • Низкое сопротивление • Низкое нагревание • Низкое давление • Качество сварочного самородка хуже
Износ электродов до такой степени является нормальным явлением, что они нуждаются в ремонте или замене.• Этот износ зависит от приложенного тока и толщины материала. Новый электрод после износа
Автоматическая оценка качества электрода • Нам нужен метод для автоматической оценки качества сварочного электрода. • Мы снимаем изображение электрода с помощью цифровой камеры. • Мы обрабатываем это изображение, используя методы цифровой обработки изображений, чтобы оценить качество электрода.
Методы цифровой обработки изображений для оценки качества сварочного электрода • Извлеките электрод из изображения • Сегментация изображения • Определите границу для электрода • Отфильтруйте эту границу, используя методы представления и описания границ • Найдите ширину наконечник с использованием метода Каллена • Если ширина наконечника меньше заданного порога, мы считаем наконечник хорошим наконечником • В противном случае наконечник требует замены или исправления
Сегментация изображения Существует множество методов сегментации изображения • Кромка обнаружение • Собель • Канни • Лапласиан • Превитт •…. • Преобразование Хафа • Рост области • Теория графов • Активные контуры змей
Типы электродов • У нас есть два типа электродов • Плоский наконечник • Наконечник Doom • Для каждого типа наконечника у нас есть банк из 250 изображений . • Изображения для подсказок с высоким качеством • Изображения для подсказок с низким качеством
Метод Каллена • На верхнем рисунке показано изображение с плоским наконечником. • На нижнем рисунке показана схематическая диаграмма идеального плоского наконечника и указаны его параметры, такие как ширина наконечника Tp и ширина электрода Cp.
Метод Каллена • На этом рисунке показана граница электрода. • Давайте обработаем граничное изображение построчно. • Для каждой строки мы вычитаем координаты x левых граничных точек (показаны красным цветом) из координат x правых граничных точек (показаны синим цветом).
Метод Каллена • Первые строки xa не содержат границы кончика. Операция вычитания дает нули, как показано на нижнем рисунке.• Для строки xa + 1 операция вычитания дает ширину кончика Tp. • Для строк от xa + 1 до xa + xg операция вычитания дает линию с наклоном g
Метод Каллена • Наклон g = 2 • Для строк от xa + xg + 1 до M, операция вычитания дает значение Cp. • Вычисляется первая производная 2D верхнего графика, которая показана на нижнем рисунке.
Метод Каллена • Ширина кончика определяется следующим образом.Производная профиля наконечника определяется с использованием порогового значения g. • Затем определяется количество точек, значения которых больше g, и это число присваивается xg. • Затем определяется ширина наконечника с помощью уравнения
Оценка качества плоских наконечников Сегментация изображения и представление границ
Алгоритм Кэнни и метод Каллена • Автоматическое определение ширины наконечника в пикселях для мы использовали две сотни пятьдесят изображений • алгоритм Кэнни для сегментации изображений и • метод Каллена для извлечения ширины кончика кончика • Результаты показаны красным цветом • Ширина кончика была определена вручную для 250 изображений, и результаты показаны в синий.• На нижнем рисунке показаны различия между ручным и автоматическим определением ширины наконечника в пикселях. Tp вручную и Tp Кэнни и Каллен Ошибка между ручным и автоматическим измерением наконечника
Граничная фильтрация с использованием преобразования Фурье • Предположим, что у нас есть граница, показанная здесь x (n) = x (1) + x (2) +. .. + x (K-1) y (n) = y (1) + y (2) + … + y (K-1) • Мы можем представить границу, используя комплексные числа s (k) = x (1) + iy (1) + x (2) + iy (2) + … x (K-1) + iy (K-1) +
Дискретное преобразование Фурье s (k) равно • Обратное преобразование Фурье этих коэффициентов восстанавливает s (k).То есть: • Предположим, однако, что вместо всех коэффициентов Фурье используются только первые P-коэффициенты. • Это эквивалентно установке члена a (u) = 0 для u> P-1. Тогда мы получим приближение границы. • Низкочастотные компоненты учитывают глобальную форму границы. • В то время как высокочастотные компоненты учитывают мелкие детали в форме границы.
Алгоритм Кэнни, преобразование Фурье • Автоматическое определение ширины кончика в пикселях для двух сотен и пятидесяти изображений мы использовали • алгоритм Кэнни для сегментации изображения, • преобразование Фурье для фильтрации границы • метод Каллена для извлечения ширины кончика • Результаты показаны красным цветом • Ширина кончика была определена вручную на 250 изображениях и результаты показаны синим цветом.• На нижнем рисунке показаны различия между ручным и автоматическим определением ширины наконечника в пикселях. Tp вручную и Tp Кэнни и ошибка преобразования Фурье между ручным и автоматическим измерением наконечника
Алгоритм Кэнни и многоугольники с минимальным периметром • Замкнутая граница может быть аппроксимирована может быть аппроксимирована с произвольной точностью многоугольником. • Для замкнутой границы приближение становится точным, когда количество вершин многоугольника равно количеству точек на границе, и каждая вершина совпадает с точкой на границе.• Детали и шум на границе можно уменьшить, уменьшив количество вершин.
Алгоритм Кэнни и полигоны с минимальным периметром • Для автоматического определения ширины кончика в пикселях для двух сотен пятидесяти изображений мы использовали • алгоритм Кэнни для сегментации изображений, • полигон с минимальным периметром для фильтрации границы • Каллен метод определения ширины наконечника • Результаты показаны красным цветом • Ширина наконечника была определена вручную на 250 изображениях, а результаты показаны синим цветом.• На нижнем рисунке показаны различия между ручным и автоматическим определением ширины наконечника в пикселях. Tp вручную и Tp Canny и MP Ошибка полигонов между ручным и автоматическим измерением наконечника
Алгоритм увеличения области и метод Каллена • Увеличение области — это процедура, которая группирует пиксели или подобласти в более крупные области на основе заранее определенных критериев для рост • Начиная с одного пикселя (семя) и медленно добавляя новые пиксели • 1 — выберите пиксель, • 2 — проверьте соседние пиксели и добавьте их в область, если они похожи на семя, • 3 — повторите шаг (2 ) для каждого из вновь добавленных пикселей; остановить, если нельзя добавить больше пикселей
Алгоритм увеличения области и метод Каллена • Для автоматического определения ширины кончика в пикселях для двух сотен пятидесяти изображений мы использовали • Увеличение области для сегментации изображения, • Метод Каллена для извлечения ширины наконечника • Результаты показаны красным • Ширина наконечника была определена вручную на 250 изображениях, и результаты показаны синим цветом.• На нижнем рисунке показаны различия между ручным и автоматическим определением ширины наконечника в пикселях. Tp вручную и увеличение области Tp и ошибка Каллена между ручным и автоматическим измерением наконечника
Алгоритм увеличения области, преобразование Фурье Tp вручную и увеличение области Tp и ошибка преобразования F между ручным и автоматическим измерением наконечника
Алгоритм увеличения области и полигоны с минимальным периметром Tp вручную и Tp Увеличение области и полигон Ошибка между ручным и автоматическим измерением вершины Случай увеличения области и минимального периметра многоугольника лучше, потому что член ошибки для Tp меньше, как показано на рисунке выше
Алгоритм теории графов и метод Каллена Набор точек в произвольном пространстве признаков представлен в виде взвешенного неориентированного графа, где узлы графа являются точками в пространстве признаков, а ребро формируется между каждой парой узлов.Вес на каждом ребре w (i, j) является функцией сходства между узлами i и j. Tp вручную и Tp Нормализованные разрезы и ошибка Каллена между ручным и автоматическим измерением наконечника
Какой метод лучше? мы вычислили стандартное отклонение ошибки между ручным и автоматическим методами для двух сотен и пятидесяти изображений кончика электрода. Результаты представлены в таблице. Результаты этой таблицы показывают, что область роста и многоугольники с минимальным периметром дали наиболее точный метод определения ширины кончика.С другой стороны, алгоритм сегментации графического изображения дает худшие результаты.
Наконечник электрода обреченности • Изображение электрода обреченности очень сложно сегментировать. • Это из-за блестящих частей наконечника гибели. • Мы показываем здесь результаты сегментации с использованием • Лапласиана • Собела • Превитта • Канни • Ни один из этих алгоритмов обнаружения краев не работает должным образом • Кроме того, мы пытались использовать эти алгоритмы • Увеличение области • Теория графов • Преобразование Хафа • Также ни один из этих алгоритмов обнаружения краев работает правильно • Единственный алгоритм сегментации изображения, который мы опробовали и который может успешно сегментировать электрод обреченности, — это • Алгоритм Змеи активных контуров Алгоритм Лапласа Исходное изображение
Алгоритм Собеля Алгоритм Превитта Алгоритм Канни
Алгоритм Змеи • Змея — это кривые, определенные в области изображения, которые могут перемещаться под воздействием внутренних сил, исходящих изнутри самой кривой, и внешних сил. • Внутренние и внешние силы определены таким образом, чтобы змея соответствовала границам объекта. • Традиционная змея — это кривая X (s) = [x (s), y (s)], s [0,1] • Поиск метода определения диаметра Этер наконечника автоматически.
Сегментация и представление изображения
Исходное изображение Пороговый алгоритм змеи Алгоритм змеи
Алгоритм змеи и Каллен Tp вручную и TP Snake и Каллен Ошибка между ручным и автоматическим измерением наконечника
Алгоритм змейки и преобразование Фурье Tp вручную и ошибка преобразования Фурье между вручную и автоматически
Алгоритм змейки и многоугольник Tp вручную и Tp Snake и MP Ошибка полигонов между вручную и автоматически
мы вычислили стандартное отклонение ошибки между ручным и автоматическим методами для двух сотен и пятидесяти изображений наконечников обреченных электродов.
Встроенная система, которая может легко оценить качество точечной сварки электродов • Нам необходимо улучшить производительность автоматического определения ширины наконечника. • Для этого • Мы используем высокоэффективный источник освещения для освещения электрода • Мы снимаем изображение тени от электрода • Теневое изображение легко обрабатывается • Пороговая обработка • Затем мы можем легко извлечь ширину кончика с помощью метода Каллена
Исходное изображение Пороговая кромка кромки
Дальнейшие работы • Встраивать систему, которая может оценивать качество электродов для точечной сварки, в машину для точечной сварки.
Выводы • Мы успешно использовали алгоритмы обработки изображений для автоматической оценки качества электродов для точечной сварки. • Мы создали систему, которая может оценивать качество электродов для точечной сварки, используя простые методы обработки изображений • Пороговое значение • Простые методы фильтрации, такие как медианная фильтрация
Любые вопросы
Сварка и изготовление
WELD 104 — Основы сварки и изготовления — 5.0 Кредиты
Студенты изучают базовые концепции сварки и изготовления.
Просмотреть результаты обучения по курсу SCC
WELD 113 — Сварочная математика — 1.0-3.0 Кредиты
Этот курс знакомит с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в обрабатывающей промышленности. Этот курс можно повторить до трех раз, всего три кредита. Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 114 — Введение в чтение чертежей — 2.0 Кредиты
Этот курс знакомит студентов с чтением чертежей. Особое внимание уделяется конструкционным формам, условным и вспомогательным видам, сечениям и сварным соединениям. Предварительное условие: одновременное участие в WELD 113, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 115 — Введение в производство — 3.0 Кредиты
Этот курс знакомит с инструментами, оборудованием и материалами, используемыми при планировании и изготовлении различных сварочных проектов, с упором на их функции и правильное использование.Особое внимание уделяется правилам техники безопасности в сварочном цехе. Предварительное условие: одновременная запись в WELD 113, 114, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 116 — Теория дуговой сварки защищенного металла — 3.0 Кредиты
Этот курс знакомит с теорией дуговой сварки в экранированном металле. Особое внимание уделяется безопасности сварки и позициям, настройке оборудования, зажиганию дуги и операциям резки. Предварительное условие: одновременная запись в WELD 113, 114, 115, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 117 — Применение дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс предлагает практический лабораторный опыт с использованием концепций, представленных в WELD 116. Особое внимание уделяется выбору и применению сварочных электродов для конкретных сварных соединений. Предварительное условие: одновременная запись в WELD 113, 114, 115, 116 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 121 — Математика промежуточной сварки — 1.0 Кредиты
Этот промежуточный курс продолжается с теорией и практическим применением формул для решения проблем, возникающих в обрабатывающей промышленности. Параллельное обучение в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 123 — Intermediate Blueprint Reading — 2.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 114. Особое внимание уделяется интерпретации чертежей и соответствующих символов сварки.Предварительное условие: одновременная запись в WELD 124, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 124 — Продвинутая теория дуговой сварки экранированных металлов — 3.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 116. Вводятся сведения о металлургии сварки, классификации электродов и использовании углеродистых и легированных сталей. Предварительное условие: одновременное участие в WELD 123, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 125 — Расширенные возможности дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс предоставляет передовой лабораторный опыт теории, представленной в WELD 124. Особое внимание уделяется методам сварки, используемым при работе с углеродистыми и легированными сталями. 1-7 кредитов могут быть применены кредиты для предварительного обучения на общую сумму не более семи кредитов. Предварительное условие: одновременное участие в WELD 123, 124, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 126 — Промежуточное производство — 3.0 Кредиты
Этот курс предлагает практический лабораторный опыт с использованием навыков, приобретенных в первом квартале теоретических и лабораторных курсов.Особое внимание уделяется планированию и изготовлению различных сварочных проектов. Предварительное условие: одновременное участие в WELD 123, 124, 125 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 127 — Работа технологической машины — 2.0 Кредиты
Студенты изучают безопасный и правильный способ установки и использования различных производственных машин, обычно используемых в производственных условиях. Используемые станки могут включать в себя: ножницы и пробойники для металлургии, горизонтальная ленточная пила, отрезная пила, сверлильный станок, шлифовальные станки, трубогиб, кольцевой каток.
Просмотреть результаты обучения по курсу SCC
WELD 131 — Advanced Welding Math — 1.0 Кредиты
Этот продвинутый курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в производственной индустрии. Предварительное условие: одновременное участие в WELD 114, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 133 — Расширенное чтение чертежей — 2.0 Кредиты
Этот курс продолжает концепции, представленные в WELD 114 и 123, с акцентом на интерпретацию сложных рабочих чертежей, применяя дизайн, компоновку и последовательность факторов производства.Предварительное условие: одновременное участие в WELD 134, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 134 — Теория специальной сварки — 3,0 Кредиты
Этот курс знакомит с металлургией и другими сварочными процессами, такими как дуговая сварка вольфрамовым электродом, дуговая сварка металлическим электродом и дуговая сварка флюсом. Предварительное условие: одновременное участие в WELD 133, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 135 — Применение в специальной сварке — 7.0 Кредиты
Этот курс предлагает практические применения в настройке оборудования и рабочих процедур, используемых в различных сварочных процессах. Особое внимание уделяется соображениям безопасности и качественной сварке с помощью рентгеновского излучения. Предварительное условие: одновременное участие в WELD 133, 134, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 136 — Расширенное производство — 3.0 Кредиты
Этот курс предлагает практические применения в проектировании и изготовлении металлических проектов с использованием соответствующих сварочных процессов и производственного оборудования.Предварительное условие: одновременная запись в WELD 133, 134, 135 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 143 — Специализированный чертеж — 2.0 Кредиты
Студенты будут работать с все более сложными чертежами и строить из них детали.
Просмотреть результаты обучения по курсу SCC
WELD 144 — Специализированная теория — 3,0 Кредиты
Углубленное изучение теории специальных процессов, таких как GMAW с импульсным распылением и GMAW с алюминием.Предпосылка: Завершение 2-го и 3-го кварталов программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 145 — Специализированное производство — 3.0 Кредиты
Студенты изготовят по чертежам готовые балки и небольшие колонны. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и изготовление».
Просмотреть результаты обучения по курсу SCC
WELD 146 — Специализированная сварка — 1.0-7.0 Кредиты
Студенты будут сваривать конструкционные формы и детали, как в магазине.Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и изготовление».
Просмотреть результаты обучения по курсу SCC
WELD 151 — HEQ Сварка I — 3.0 Кредиты
В рамках этого курса студенты изучают надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла, относящиеся к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 152 — HEQ Welding II — 3.0 Кредиты
В этом курсе студенты изучают надлежащую безопасность и основы дуговой сварки металлическим газом, дуговой сварки порошковой проволокой и воздушно-угольной дуговой резки применительно к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 153 — Сварка HPAT — 3.0 Кредиты
В рамках этого курса студенты изучают надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла в гидравлической и пневматической областях.
Просмотреть результаты обучения по курсу SCC
WELD 154 — Сварка с ЧПУ — 1.0 Кредиты
В рамках этого курса студенты изучают безопасность и основы дуговой сварки в защитном металлическом корпусе, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки, применительно к области механической обработки.
Просмотреть результаты обучения по курсу SCC
WELD 155 — Автоматическая сварка — 1.0 Кредиты
В этом курсе студенты изучают надлежащую безопасность и основы газокислородной резки, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки применительно к области ремонта автомобилей.