принцип работы, что им можно делать и как резать металл
Плазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем.
Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры.
Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры.
Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование.
Конструкция
Плазморезка сформирована следующими элементами:
1. Элемент питания, который отвечает за подачу тока той или иной силы.
Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины.
Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве.
2. Плазмотрон. Основной элемент, посредством которого и ведется рез.
Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. Как правило, используется гафний, как наиболее прочный и безопасный материал.
На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку.
Производительность и мощность устройства, во многом, определяется именно диаметром сопла.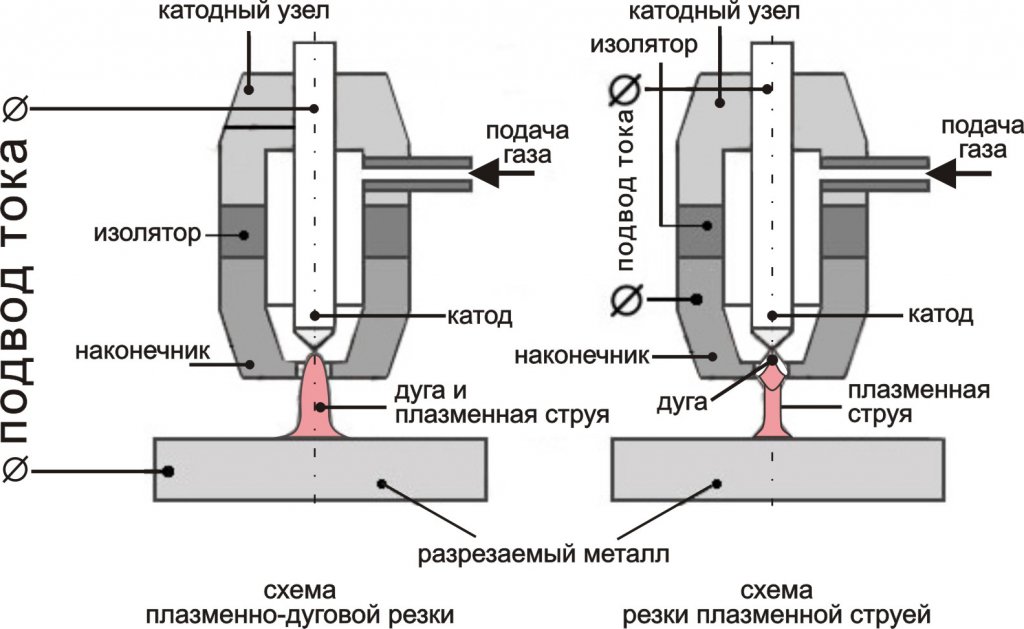
Точность работы зависит от конфигурации сопла, для проведения наиболее тонкой работы следует подбирать удлиненный элемент.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты.
Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота.
4. Комплекс кабелей и шлангов соединяет все модули между собой.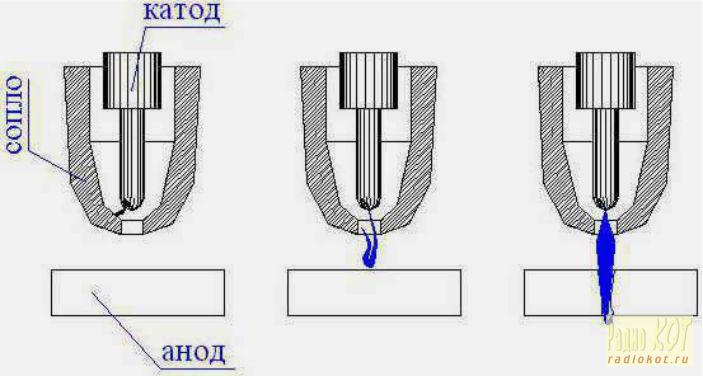 Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Смотрите полезное видео, устройство и как работает плазменная резка:
Рабочий принцип
Теперь изучим непосредственно принцип работы устройства.
Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов.
Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно.
Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется.
За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Такое описание того, как работает система, является наиболее простым и распространенным.
Области применения
Теперь рассмотрим, что им можно делать:
- Оперативный рез больших объемов материалов.
- Изготовление листовых деталей, характеризующихся сложностью геометрии, вплоть до ювелирной и приборостроительной отрасли, где требуется максимальное соответствие исходным чертежам.
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
- Монтаж металлических конструкций. Плазморез исключает нужду в применении баллонов со сжатым кислородом и ацетиленом, что повышает степень безопасности и удобства, в особенности, если дело касается осуществления операций на высоте.
- Рез сталей высокой степени легирования. Механические способы в данном случае не подходят, так как прочность сталей огромна, инструмент, способный эффективно резать листы на их основе, будет стоить очень дорого, а изнашиваться – очень быстро.

Получается, что сферы использования разнообразны. Выполнение в металлических листах отверстий любой конфигурации, резка труб, уголков и заготовок другого сечения, обработка кромок кованых изделий с целью “спаивания” металла и закрытия его структуры – для всего этого плазморез подходит оптимально.
Основные инструкции
Несколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
- Необходимо контролировать расположение катодного пятна, оно должно соответствовать центру электрода. Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
- Контроль над воздушным расходом дает возможность корректировать скорость потока плазмы, варьировать производительность.
- Скорость реза напрямую влияет на толщину. Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
 Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.Смотрите видео-урок работы плазморезом:
Заключение
Итак, мы разобрались, что такое плазморез.
Можно сделать вывод, что в ситуации, когда вам регулярно приходится работать с металлическими элементами, резать арматуру, трубы или другие детали, его помощь окажется полезной. Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы.
Плазменная резка металла — что это такое, технология
Плазменная резка металла хорошо подходит для разделывания высоколегированных сталей. Такой метод превосходит газовые резаки минимальной зоной прогрева, позволяющей быстро произвести рез, но избежать деформации поверхности от перегрева. В отличие от механических способов реза («болгаркой» или станком), плазмотроны способны выполнять разделывание поверхности по любому рисунку, получая уникальные цельные формы с минимальными отходами материала. Как устроенны и работают подобные аппараты? Какова технология процесса резки?
В отличие от механических способов реза («болгаркой» или станком), плазмотроны способны выполнять разделывание поверхности по любому рисунку, получая уникальные цельные формы с минимальными отходами материала. Как устроенны и работают подобные аппараты? Какова технология процесса резки?
Что такое плазменная резка?
Плазменная резка металла и ее принципы работы основаны на усилении электрической дуги, путем разгона газом под давлением. Это увеличивает температуру режущего элемента в несколько раз, в отличие от пропан-кислородного пламени, что позволяет быстро осуществить рез, не дав высокому коэффициенту теплопроводности материала передать температуру на остальную часть изделия и деформировать конструкцию.
Плазменная резка металла на видео дает общее представление о происходящем процессе. Суть метода следующая:
- Источник тока (питающийся от 220 V для небольших моделей, и 380 V для промышленных установок, рассчитанных на большую толщину металла) выдает требуемое напряжение.
- По кабелям ток передается на плазмотрон (горелку в руках сварщика-резчика). В устройстве находится катод и анод — электроды, между которыми загорается электрическая дуга.
- Компрессор нагнетает поток воздуха, передающегося по шлангам в аппарат. В плазмотроне имеются специальные завихрители, способствующие направлению и закручиванию воздуха. Поток пронизывает электрическую дугу, ионизируя ее и разгоняя температуру во много раз. Получается плазма. Данная дуга называется дежурной, поскольку горит для поддержания работы.
- Во многих случаях используется кабель массы, который подсоединяется к разрезаемому материалу. Поднеся плазмотрон к изделию, дуга замыкается между электродом и поверхностью. Такая дуга называется рабочей. Большая температура и давление воздуха пронизывают требуемое место в изделии, оставляя тонкий рез и небольшие наплывы, легко удаляемые постукиванием. Если контакт с поверхностью теряется, то дуга автоматически продолжает гореть в дежурном режиме. Повторное поднесение к изделию позволяет сразу продолжать резку.
- После окончания работы, кнопка на плазмотроне отпускается, что выключает все виды электрической дуги. Некоторое время выполняется продувка воздухом системы для удаления мусора и охлаждения электродов.

 Повторное поднесение к изделию позволяет сразу продолжать резку.
Повторное поднесение к изделию позволяет сразу продолжать резку.Режущий элемент — ионизированная дуга плазмотрона, позволяет не только разделывать материал на части, но и сваривать его обратно. Для этого используют присадочную проволоку, соответствующую по составу для конкретного вида металла, а вместо обычного воздуха подается инертный газ.
Разновидности плазменной резки и принципов работы
Разделывание металлов ионизированной высокотемпературной дугой имеет несколько модификаций по используемому подходу и предназначению. В одних случаях электрическая цепь, для выполнения реза, должна замкнуться между плазмотроном и изделием. Это подходит для всех видов токопроводящих металлов. От аппарата исходит два провода, один из которых проходит в горелку, а второй крепится к обрабатываемой поверхности.
Второй метод заключается в горении дуги между катодом и анодом, заключенными в сопле плазмотрона, и способности осуществить рез этой же дугой. Данный способ хорошо подходит к материалам неспособным проводить ток. В этом случае от аппарата исходит один кабель ведущий к горелке. Дуга постоянно горит в рабочем состоянии. Все это относится к воздушно-плазменной резке металла.
Но бывают модели плазморезов, где в качестве ионизирующего вещества используется пар от заливаемой жидкости. Такие модели работают без компрессора. В них имеется небольшой резервуар для заливки дистиллированной воды, подающейся на электроды. Испаряясь, создается давление, усиливающее электрическую дугу.
Преимущества плазморезов
Принципы работы плазменной резки, использующей высокотемпературную дугу, позволяют получать ряд преимуществ перед другими видами разделывания металла, а именно:
- Возможность обрабатывать любые виды стали, включая металлы с высоким коэффициентом теплового расширения.
- Разрезание материалов не проводящих электрический ток.
- Высокая скорость проводимых работ.
- Легкая обучаемость рабочему процессу.
- Разнообразные линии реза, включая фигурные формы.
- Высокая точность резки.
- Малая последующая обработка поверхности.
- Меньшее загрязнение окружающей среды.
- Безопасность для сварщика ввиду отсутствия газовых баллонов.
- Мобильность при транспортировке оборудования имеющего малые размеры и вес.

Технология плазменной резки металла
Как работает плазменная резка показано на видео. Посмотрев несколько таких уроков можно приступать к самостоятельным пробам. Процесс осуществляется в следующей последовательности:
- Разрезаемое изделие выставляется так, чтобы под ним был просвет в несколько сантиметров. Для этого используются подкладки под края, или конструкция устанавливается на край стола, чтобы обрабатываемая часть была над полом.
- Разметку линии реза лучше выполнять черным маркером, если работа ведется на нержавеющей стали или алюминии. Когда предстоит разделать «черный» металл, то линию лучше провести тоненьким мелком, который четче виден на темной поверхности.
- Важно убедиться, что шланг от горелки не лежит рядом с местом реза. Сильный перегрев может его испортить. Начинающие сварщики могут из-за волнения это не увидеть и повредить оборудование.
- Надеваются защитные очки. Если работать предстоит долго, то лучше воспользоваться маской, которая закроет не только глаза, но и все лицо от ультрафиолета.
- Если резка будет вестись на подложках выставленных на полу, то следует подложить лист металла, чтобы брызги не испортили покрытие пола.
- Перед началом работы необходимо убедиться, что компрессор набрал достаточное давление, а водяные модели разогрели жидкость до нужной температуры.
- Запуском кнопки зажигается дуга.
- Держать плазмотрон необходимо перпендикулярно разрезаемой поверхности. Допускается небольшой угол отклонения относительно этого положения.
- Начало реза лучше производить с края изделия. Если необходимо начать с середины, то желательно просверлить тоненькое отверстие. Это поможет избежать перегрева и впадины в этом месте.
- При ведении дуги необходимо соблюдать дистанцию к поверхности в 4 мм.
- Для этого важен упор под руки, который осуществляется локтями об стол или об колени.
- При ведении реза важно зрительно удостоверяться в появлении просвета на пройденном участке, иначе придется проводить резку повторно.
- Когда линия разреза заканчивается, необходимо соблюсти предосторожность, чтобы деталь не упала на ноги.
- Отпускание кнопки прекращает горение дуги.
- Молотком отбивается тонкий слой шлака по краям реза. Если есть необходимость, то проводится дополнительная зачистка изделия на наждачном круге.
 Когда предстоит разделать «черный» металл, то линию лучше провести тоненьким мелком, который четче виден на темной поверхности.
Когда предстоит разделать «черный» металл, то линию лучше провести тоненьким мелком, который четче виден на темной поверхности. Если необходимо начать с середины, то желательно просверлить тоненькое отверстие. Это поможет избежать перегрева и впадины в этом месте.
Если необходимо начать с середины, то желательно просверлить тоненькое отверстие. Это поможет избежать перегрева и впадины в этом месте.Используемое оборудование
Чтобы осуществлять плазменную резку используются различные аппараты и приспособления. Источник тока может быть небольших размеров, и содержать в себе трансформатор, несколько реле и осциллятор. Маленькие модели очень компактны для переноса и работы на высоте. Они способны разрезать металлы до 12 мм толщиной, чего достаточно для большинства видов работ на производстве и дома. Крупные аппараты имеют похожую схему устройства, но обладают более мощными параметрами за счет использования материалов большего сечения, и повышенными входящими значениями напряжения. Такие модели перевозятся на тележках, а работа с изделиями ведется плазмотроном, крепящимся к кронштейну. Им можно резать материалы толщиной до 100 мм.
Маленькие модели очень компактны для переноса и работы на высоте. Они способны разрезать металлы до 12 мм толщиной, чего достаточно для большинства видов работ на производстве и дома. Крупные аппараты имеют похожую схему устройства, но обладают более мощными параметрами за счет использования материалов большего сечения, и повышенными входящими значениями напряжения. Такие модели перевозятся на тележках, а работа с изделиями ведется плазмотроном, крепящимся к кронштейну. Им можно резать материалы толщиной до 100 мм.
Плазмотроны как больших, так и малых аппаратов устроены одинаково, но отличаются по размерам. У всех есть рукоятка и кнопка пуска. В каждом имеется электрод стержневой (катод) и внутреннее сопло (анод), между которыми горит дуга. Завихритель потоков направляет воздух и разгоняет температуру. Изолятор защищает внешние части от перегрева и преждевременного контакта электродов. Наружные сопла устанавливаются в зависимости от разрезаемой толщины. Наконечники закрывают сопло от брызг расплавленного металла. На конец плазмотрона могут одеваться различные насадки, помогающие сохранять дистанцию во время работы и убирающие нагар с фасок. Компрессор подает воздух через шланг, а его выход регулируется клапаном.
На конец плазмотрона могут одеваться различные насадки, помогающие сохранять дистанцию во время работы и убирающие нагар с фасок. Компрессор подает воздух через шланг, а его выход регулируется клапаном.
Изобретение плазменной резки позволило ускорить работу со многими легированными сталями, а точность линии реза и возможность производить изогнутые фигуры, помогают получать разнообразные изделия для производственных процессов. Понимание функционирования аппарата и сути выполняемой им работы поможет быстро освоить это полезное изобретение.
Поделись с друзьями
0
0
0
0
Плазморез инструкция по применению — Moy-Instrument.Ru
Как выбрать плазморез — полное руководство от профессионалов
Содержание
1. Что такое плазморезы.
2. Преимущества и недостатки.
3. Принцип работы.
4. Виды плазморезов.
5. Как выбрать под ваши задачи.
Что такое плазморезы
Плазморез – это источник плазмы и собственно сам резак (плазмотрон). Плазморезы широко используются в промышленности для работ по точному раскрою листов металла, фигурной резки, вырезания деталей сложной формы или конфигурации, отрезания, обработки готового литья, обработки кромок готовых деталей или поковок. Порезка металла является одним из самих распространенных видов работ по механической обработке. Резка металла используется при изготовлении листовых заготовок под штамповку, сварку и другие виды механической обработки.
Для резки материалов в плазморезах используется струя плазмы с высокой скоростью истечения и температурой. В качестве рабочего газа для формирования плазмы используется обычный или очищенный сжатый воздух, кислород, азот, аргон или их смеси.
Система плазменной резки состоит из:
- Аппарата (инвертора).
- Воздушного компрессора или баллона с рабочим газом.
- Плазмотрона.
- Кабелей и шлангов подключения.
Аппарат служит для формирования параметров и плавной регулировки рабочего тока. При подключении сжатого воздуха обязательно используется фильтр-осушитель.
Плазмотроны бывают ручного или автоматического исполнения. Плазмотрон может называться резаком, горелкой.
В отличие от газовых резаков, в плазменной резке не используются горючие газы. Источником высокой температуры в рабочей зоне является электрический ток напряжением до 400 В. Для подключения плазмореза необходимо обычное трехфазное электропитание напряжением 380 В. Встречаются источники, работающие от сети в 220 В, обычно с током до 40 – 50 А.
Преимущества и недостатки
Плазменная резка имеет множество преимуществ перед другими способами резки. Технологии плазменной резки постоянно развиваются и усовершенствуются.
Основные преимущества плазменной резки:
- Высокое качество резки в ручном режиме
По сравнению с другими технологиями резки, особенно газокислородной, плазменная резка обеспечивает высокую точность и чистоту реза. Часто после плазменной резки вам даже не потребуются дополнительные работы по зачистке поверхности.
Часто после плазменной резки вам даже не потребуются дополнительные работы по зачистке поверхности.
Температура около 20000 °С и скорость истечения плазмы до 1500 м/с обеспечивают высокую скорость резки и сквозного прожига листа металла. За счет точной настройки длины пучка плазмы обеспечивается высокая линейная скорость резки и максимальная интенсивность работы. С уменьшением толщины листа линейная скорость резки еще больше увеличивается. Так, при толщине листа стали 25 мм с мощным аппаратом вы сможете обеспечить качественный рез на скорости до 1000 мм/мин.
- Быстрый сквозной прожиг
Лист металла толщиной 15 мм плазморез прожигает меньше чем за 2 секунды. Обычному газопламенному резаку для этого нужно не менее 30 секунд. Такая скорость прожига обеспечивает высокую производительность работы при автоматической фигурной резке и раскрое листового металла сложной формы. Особенно при наличии большого количества замкнутых контуров реза, в каждом из которых необходимо заново прожигать металл.
Плазморез с пневмоподжигом позволяет, не теряя своей эффективности, работать с неочищенными или загрязненными поверхностями. Плазмотрон может резать все виды черных и цветных металлов без дополнительных настроек и изменений в оснастке оборудования. При резке тонкого листового металла можно за один проход прожигать сразу несколько листов. Это значительно увеличивает производительность и снижает расходы на резку.
Для работы плазмореза не нужен горючий газ. Достаточно баллона со сжатым воздухом и инвертора с подключением электрического тока. Не нужно обеспечивать дорогостоящие процессы заправки, хранения, перевозки, учета и поверки баллонов с опасным горючим газом. Также во время плазменной резки значительно снижен тепловой нагрев обрабатываемой детали. Это значительно повышает безопасность рабочего персонала и снижает расходы на производственный процесс.
Плазморезы значительно снижают ваши расходы на резку, по сравнению с газовыми резаками. Не нужно соблюдать множество правил по технике безопасности и охране труда.
Простота настройки и проведения процесса резки позволяет даже сварщикам с небольшим опытом работы добиваться высоких показателей по качеству и производительности резки.
- Отличное качество резки в автоматическом режиме
Плазменная резка гарантирует минимальное количество окалины и разбрызгивание металла, хорошую ровность и чистоту поверхности реза. Высокая скорость резки снижает до минимума нагрев рабочей детали. Это гарантирует отсутствие коробления и температурных деформаций детали при обработке, что особенно важно при работе с листами толщиной менее 5 мм.
Недостатки плазморезов:
- Плазморезы все еще малоэффективны при задачах, связанных с нагревом и гибкой металлов.
- Для хорошей работы плазмореза с использованием воздуха необходим мощный компрессор с фильтрами. Устойчивость пучка плазмы, точность и качество реза во многом зависит от стабильности подачи сжатого воздуха.
- Плазморезы практически не используются при резке металла толщиной более 100 мм.
- Плазморез максимально эффективен при угле наклона пучка плазмы к рабочей поверхности 90°, т.е. когда плазмотрон перпендикулярен поверхности детали. При других углах наклона расширяется зона реза и увеличивается износ оборудования.

Принцип работы
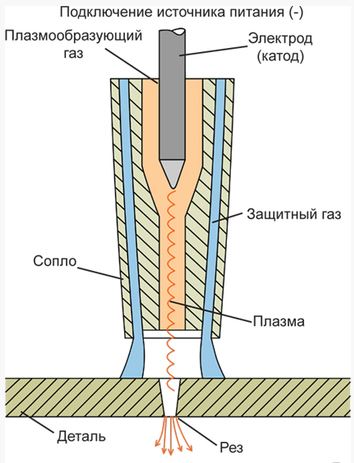
Принцип работы плазмотрона основан на том, что металл режется потоком плазмы с очень высокой температурой. В сопле плазмореза формируется струя плазмы, которая подводится через сопло к поверхности рабочей детали. За счет высокой скорости истекания плазмы из сопла, расплавленный металл удаляется из зоны реза. Чистый и ровный разрез образуется за счет высокой точности и фокусировки струи плазмы в сопле.
- Первичная подача сжатого воздуха необходимого давления.
- Инициация стартовой плазменной дуги. После формирования зоны достаточно высокого давления в системе, которого достаточно для размыкания катода и сопла, на электрод и внутреннюю поверхность сопла подается постоянное напряжение разной полярности и большой силы тока. Как правило, на электрод отрицательное, а на корпус положительное. Между ними возникает дуга, которая ионизирует воздух вокруг себя и превращает его в плазму.
- Формирование режущей плазменной дуги. Начало резки. После поджига стартовой (дежурной) дуги положительное напряжение с помощью кабеля массы подается на обрабатываемую деталь. Дуга переходит с внутренней поверхности сопла резака наружу на поверхность рабочей детали, с помощью сопла формируется рабочая струя плазмы и начинается процесс резки. Длина и диаметр струи плазмы зависят от выбранного сопла, настроек силы тока и давления воздуха.
- Завершение резки. После прекращения подачи рабочего тока, дуга гаснет. Воздух подается еще несколько секунд.
 Как правило, на электрод отрицательное, а на корпус положительное. Между ними возникает дуга, которая ионизирует воздух вокруг себя и превращает его в плазму.
Как правило, на электрод отрицательное, а на корпус положительное. Между ними возникает дуга, которая ионизирует воздух вокруг себя и превращает его в плазму.Виды плазморезов
Плазморезы подразделяются на несколько основных видов:
Что такое плазморез и как работает плазменный резак по металлу?
Плазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем.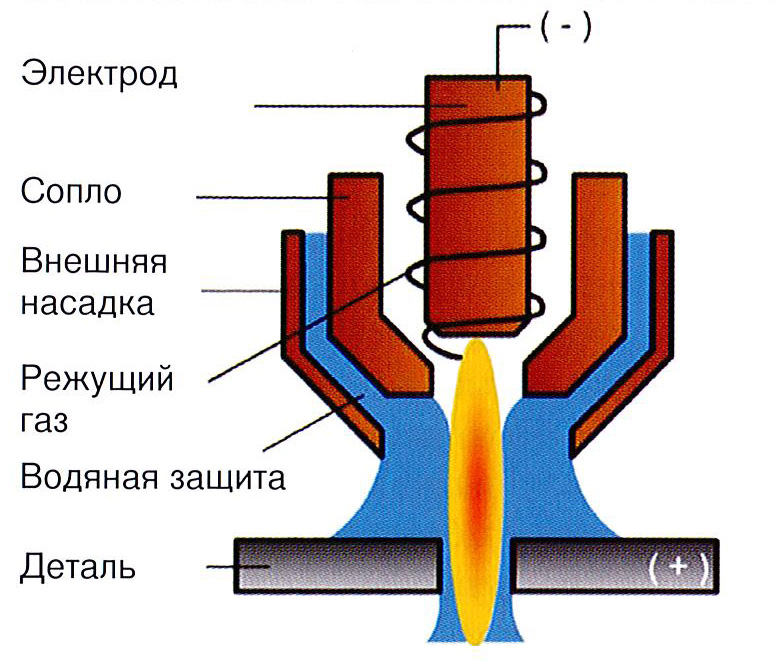
Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры.
Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры.
Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование.
Конструкция
Плазморезка сформирована следующими элементами:
1. Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы.
Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины.
Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве.
2. Плазмотрон. Основной элемент, посредством которого и ведется рез.
Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. Как правило, используется гафний, как наиболее прочный и безопасный материал.
На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку.
Производительность и мощность устройства, во многом, определяется именно диаметром сопла. Чем шире сопло, тем больше воздуха оно пропускает за единицу времени, а увеличение объемов воздуха непосредственно увеличивает производительность. Наиболее распространенный диаметр – 3 миллиметра.
Точность работы зависит от конфигурации сопла, для проведения наиболее тонкой работы следует подбирать удлиненный элемент.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты.
Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота.
4. Комплекс кабелей и шлангов соединяет все модули между собой. Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Смотрите полезное видео, устройство и как работает плазменная резка:
 youtube.com/embed/GUXgCnErxfE?start=146&feature=oembed»/>
youtube.com/embed/GUXgCnErxfE?start=146&feature=oembed»/>
Рабочий принцип
Теперь изучим непосредственно принцип работы устройства.
Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов.
Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно.
Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется.
За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Такое описание того, как работает система, является наиболее простым и распространенным.
Области применения
Теперь рассмотрим, что им можно делать:
- Оперативный рез больших объемов материалов.
- Изготовление листовых деталей, характеризующихся сложностью геометрии, вплоть до ювелирной и приборостроительной отрасли, где требуется максимальное соответствие исходным чертежам.
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
- Монтаж металлических конструкций. Плазморез исключает нужду в применении баллонов со сжатым кислородом и ацетиленом, что повышает степень безопасности и удобства, в особенности, если дело касается осуществления операций на высоте.
- Рез сталей высокой степени легирования. Механические способы в данном случае не подходят, так как прочность сталей огромна, инструмент, способный эффективно резать листы на их основе, будет стоить очень дорого, а изнашиваться – очень быстро.
Получается, что сферы использования разнообразны. Выполнение в металлических листах отверстий любой конфигурации, резка труб, уголков и заготовок другого сечения, обработка кромок кованых изделий с целью “спаивания” металла и закрытия его структуры – для всего этого плазморез подходит оптимально.
Основные инструкции
Несколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
- Необходимо контролировать расположение катодного пятна, оно должно соответствовать центру электрода. Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
- Контроль над воздушным расходом дает возможность корректировать скорость потока плазмы, варьировать производительность.
- Скорость реза напрямую влияет на толщину. Че
 Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.Как работает плазморез и в каких целях может использоваться
Плазменная резка – это один из наиболее эффективных способов резки металла, который осуществляется за счет ионизированного высокотемпературного потока воздуха. Для получения такого потока воздуха (плазмы) используют специальные аппараты – плазморезы. Они включают в себя компрессор, блок питания и резак, который и создает поток плазмы.
Как работает плазморез
В основе технологии такой резки лежит свойство воздуха, который в состоянии ионизации перестает быть диэлектриком и начинает проводить электрический ток. Задача плазмореза заключается в том, чтобы создать поток ионизированного высокотемпературного газа.
Задача плазмореза заключается в том, чтобы создать поток ионизированного высокотемпературного газа.
Между металлической заготовкой и резаком образуется плазменная дуга. В этот момент плазма разогревается до температуры 25000 – 30000 градусов. Под воздействием такой температуры металл плавится, а поток воздуха сдувает жидкие капли металла.
Принцип работы плазмореза достаточно прост – резак содержит электрод и форсунку, на которую подается поток горячего воздуха. Между электродом, на которое подается электричество, и контуром дуги возникает искра. От нее воспламеняется плазмообразующий газ, который здесь же ионизируется и превращается в плазму. При этом благодаря сужению в плазменном отверстии скорость потока достигает 800-1500 м/с. Именно благодаря высокой скорости струи получается добиться необходимой температуры для быстрой и точечной плавки металла.
Данная технология позволяет разрезать заготовки из любого металла толщиной до 220 мм. Однако максимальная толщина резки может быть ограничена возможностями самого плазмореза.
Однако максимальная толщина резки может быть ограничена возможностями самого плазмореза.
Виды плазменной резки
Плазменная резка бывает двух типов:
- Плазменно-дуговая – дуга возникает между электродом и токопроводящей заготовкой.
- Плазменная — дуга возникает между электродом и соплом резака, при этом разрезаемая заготовка не является частью электроцепи. Это позволяет разрезать материалы, которые не обладают электропроводностью.
Область применения
Плазменная резка чаще всего применяется для резки металлических труб и листового металла. Кроме того, благодаря высокой точности ее используют для получения художественных узоров.
Плазменная резка нашла широкое применение в машиностроении и строительстве, также ее используют в коммунальном хозяйстве, автосервисах и слесарных мастерских. А благодаря доступности плазморезы стали незаменимым инструментом и для многих домашних умельцев. Причем в продаже имеются модели, которые объединяют в себе возможности плазмореза и сварочного аппарата.
Причем в продаже имеются модели, которые объединяют в себе возможности плазмореза и сварочного аппарата.
У нас вы можете приобрести качественные плазморезы для любых задач, расходные материалы к ним, а также сварочные аппараты сварочные аппараты миг и ряд другого профессионального и полупрофессионального оборудования.
Что такое плазменная резка металла: описание и особенности резки
Для резки металлов применяют несколько разных способов, которые отличаются друг от друга эффективностью и себестоимостью. Некоторые методы применяются только для решения промышленных задач, некоторые же можно использовать и в быту. К последним относится резка плазмой. Эффективность раскроя этим способом ограничивается только правильным выбором установки и опытом мастера. Что такое резка металла плазмой? На чем основывается принцип работ? В каких сферах используется этот метод раскроя металлов?
Основы плазменной резки
Для того чтобы понять основы раскроя металла при помощи плазменного способа, необходимо вначале понять, что такое плазма? От понимания того, каким образом устроен плазматрон, и принципа работы с этим прибором будет зависеть конечное качество порезки.
Плазменная термическая обработка металлов зависит от определенных параметров рабочей струи жидкости или газа, которые под давлением направляются на поверхность обрабатываемой площади. Для достижения требуемого эффекта струю нужно довести до следующих показателей:
- Температура — для появления плазмы нужно воздух почти мгновенно разогреть до 5−30 тысяч градусов. Повышенная температура достигается за счет создания электрической дуги. Во время достижения требуемой температуры поток воздуха ионизируется и изменяет свои свойства, получая электропроводность. Технология плазменной обработки металла подразумевает применение осушителей, удаляющих влагу, а также систем нагнетания воздуха.
- Скорость — на поверхность материала струя направляется под высоким давлением. Можно сказать, что раскрой металла плазмой основан на разогревании материала до температуры плавления и моментального его выдувания. При этом рабочая скорость струи составляет приблизительно 2−5 км/сек.
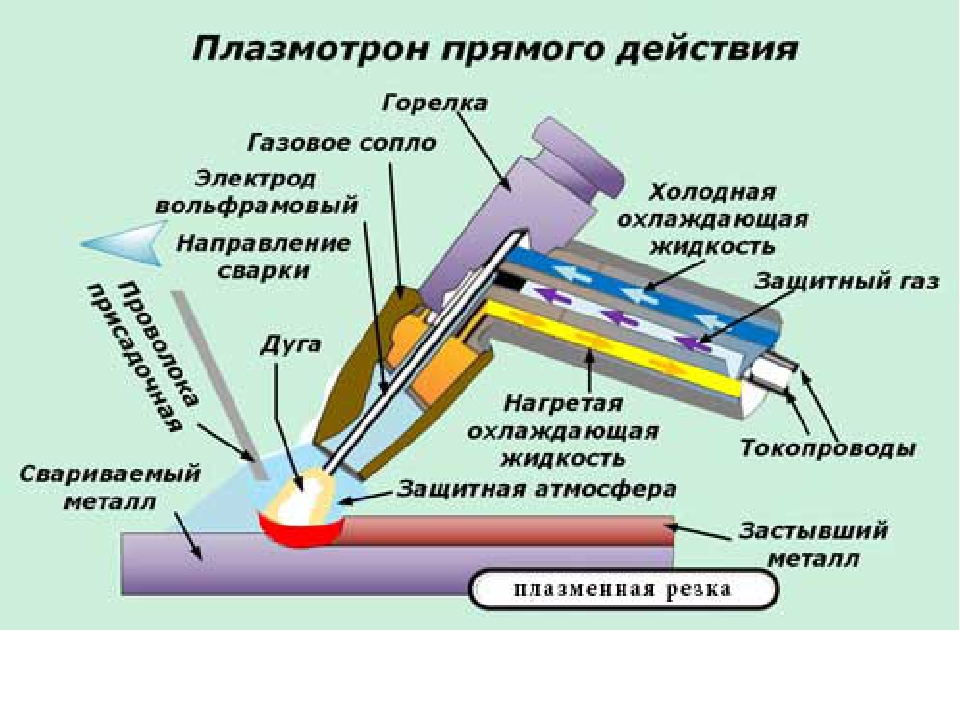
- Наличие электрической цепи. Все о порезке плазмой металла узнать можно лишь на практике. Но определенные особенности нужно учесть еще до покупки установки. Так, есть плазмотроны прямого и косвенного воздействия. И если для первых обязательно, чтобы обрабатываемый материал был подсоединен в общую электросеть (выступая в качестве электрода) и пропускал электричество, то для последних нет этой необходимости. Плазма для порезки металла в этом случае получается при помощи электрода, который встроен внутри держателя. Этот вариант применяют для металлов и иных материалов, не проводящих электричества.
 Все о порезке плазмой металла узнать можно лишь на практике. Но определенные особенности нужно учесть еще до покупки установки. Так, есть плазмотроны прямого и косвенного воздействия. И если для первых обязательно, чтобы обрабатываемый материал был подсоединен в общую электросеть (выступая в качестве электрода) и пропускал электричество, то для последних нет этой необходимости. Плазма для порезки металла в этом случае получается при помощи электрода, который встроен внутри держателя. Этот вариант применяют для металлов и иных материалов, не проводящих электричества.
Все о порезке плазмой металла узнать можно лишь на практике. Но определенные особенности нужно учесть еще до покупки установки. Так, есть плазмотроны прямого и косвенного воздействия. И если для первых обязательно, чтобы обрабатываемый материал был подсоединен в общую электросеть (выступая в качестве электрода) и пропускал электричество, то для последних нет этой необходимости. Плазма для порезки металла в этом случае получается при помощи электрода, который встроен внутри держателя. Этот вариант применяют для металлов и иных материалов, не проводящих электричества.Еще один немаловажный момент, который необходимо учесть, — это то, что плазменная порезка толстого материала практически не производится, поскольку это малоэффективно и приводит к высоким финансовым затратам.
Принцип работы
Главный принцип работы резки металла плазмой можно описать таким образом:
- Компрессор подает на горелку плазмотрона воздух под давлением.
- Поток воздуха мгновенно разогревается за счет действия на него электрического тока. С учетом разогревания воздушная масса через себя начинает пропускать электричество, вследствие этого и образуется плазма. В определенных моделях плазмотрона вместо воздушного потока применяют инертные газы.
- Резка плазмой металла, если ее более подробно рассмотреть, производится способом узконаправленного быстрого разогревания поверхности до требуемой температуры с дальнейшим выдуванием расплавленного материала.
- Во время проведения работ неизбежно появляются некоторые отходы, которые включают в себя высечку либо остатки листового материала после высечения требуемых деталей, а также остатки расплавленного металла и окалины.
 С учетом разогревания воздушная масса через себя начинает пропускать электричество, вследствие этого и образуется плазма. В определенных моделях плазмотрона вместо воздушного потока применяют инертные газы.
С учетом разогревания воздушная масса через себя начинает пропускать электричество, вследствие этого и образуется плазма. В определенных моделях плазмотрона вместо воздушного потока применяют инертные газы.Поскольку процесс связан с мгновенным нагревом обрабатываемого материала до жидкого состояния, то его толщина при порезке должна составлять:
- медь — 8 см;
- алюминий — до 12 см;
- чугун — до 9 см;
- легированная и углеродистая сталь — до 5 см.
Есть два основных метода обработки материалов, от которых будут зависеть характеристики плазменной порезки. А именно:
А именно:
- Плазменно-струйная — в данном случае дуга появляется непосредственно в плазмотроне. Плазменно-струйный способ обработки является универсальным, так как дает возможность обрабатывать неметаллические материалы. Единственным минусом считается необходимость регулярной замены электродов.
- Плазменно-дуговая — этот вариант подойдет для любых разновидностей металла, которые могут проводить через себя электрический ток. Как правило, плазменно-дуговую порезку применяют для промышленного оборудования. Смысл этого метода сводится к тому, что плазма появляется благодаря дуге, которая возникает непосредственно между плазмотроном и поверхностью обрабатываемого материала.
Плазменная резка работает по принципу обычной дуговой, но без применения привычных электродов. При этом эффективность этого метода обработки зависит непосредственно от толщины обрабатываемого материала.
Точность и скорость порезки
Как и во время любого иного способа термической обработки, при плазменной порезке происходит некоторое оплавление металла, что сказывается на качестве реза. Есть и иные особенности, являющиеся характерными для данного способа. А именно:
Есть и иные особенности, являющиеся характерными для данного способа. А именно:
- Оплавление краев — вне зависимости от того, какие режимы обработки материала применяются, и от профессионализма мастера, который производит работы, не получается избежать незначительного оплавления поверхности во время самого начала проведения работ.
- Конусность — с учетом производительности установки и профессионализма мастера конусность может варьироваться в пределах 4−12 градусов.
- Скорость проведения работ — обычная порезка металла при помощи плазматрона производится быстро и с невысоким расходом электроэнергии. Согласно ГОСТ и техническим характеристикам ручного оборудования, скорость плазменной резки составляет не больше 6500 мм/мин.
- Характеристики реза — скорость и качество реза будут зависеть от того, какие конкретно операции требуется произвести. Таким образом, разделительный разрез с низким качеством делается быстрее всего, причем в основном ручные установки могут резать металл до 65 мм. Для фигурной обработки деталей возможна толщиной материала до 45 мм.
 Для фигурной обработки деталей возможна толщиной материала до 45 мм.
Для фигурной обработки деталей возможна толщиной материала до 45 мм.От уровня профессионализма мастера значительно будет зависеть качество проведения работ. Точный и чистый рез с минимальным отклонением от требуемых размеров может сделать лишь работник с профильным образованием. Без необходимой подготовки сделать фигурную порезку вряд ли выйдет.
Обработка цветных сплавов
Во время обработки цветных металлов применяются различные способы резки с учетом плотности материала, его типа и иных технических показателей. Для разрезания цветных металлов необходимо соблюдение таких рекомендаций:
- Резка алюминия — для материала толщиной до 7 см, может применяться сжатый воздух. Использование его нецелесообразно во время низкой плотности материала. Качественный рез алюминиевого листа до 2 см достигается во время применения чистого азота, а с толщиной 7−10 см при помощи водорода с азотом. Порезка плазмой алюминия при толщине более 10 см производится смесью водорода с аргоном. Такой же состав советуют применять для толстостенной высоколегированной стали и меди.
- Порезка нержавеющих сталей — для проведения работ не советуют применение сжатого воздуха, с учетом толщины материала может использоваться чистый азот или смеси с аргоном. Нужно учесть, что нержавеющая сталь довольно чувствительна к действию переменного тока, что может приводить к изменению ее структуры и более быстрому выходу из эксплуатации. Порезка нержавейки производится при помощи установки, которая использует принцип косвенного действия.
 Такой же состав советуют применять для толстостенной высоколегированной стали и меди.
Такой же состав советуют применять для толстостенной высоколегированной стали и меди.Сфера использования плазменной порезки
Применение плазмотронов такой большой популярностью пользуется не зря. Во время относительно простой эксплуатации, а также не очень высокой стоимости ручного оборудования (в отличие от других устройств для резки) можно добиться высоких показателей касательно качества полученного реза.
Использование плазменной порезки металла получило свое распространение в таких производственных сферах:
- Сооружение металлоконструкций.
- Обработка металлопроката — при помощи плазмы можно разрезать почти любой вид металла, в том числе черный, тугоплавкий и цветной.
- Разные сферы промышленности, авиастроение, капитальное строительство зданий, машиностроение и т. д. — во всех этих областях не обойтись без применения плазменных резаков.
- Обработка деталей и художественная ковка. При помощи плазменного резака можно изготовить деталь почти любой сложности.
Использование станков с плазменной резкой ручных установок не заменило. Таким образом, художественная резка плазмой дает возможность изготовить уникальные детали, которые точно соответствуют замыслу художника для применения их в качестве декоративных украшений лестниц, перил, заборов, ограждений и т. д.
Преимущества и недостатки
Почти ни одно промышленное производство, которое каким-то образом связано с металлопрокатом, не может обойтись без порезки металла. Вырезание точных отверстий, фигурная декоративная резка, быстрое разрезание на заготовки листового металла — все это можно сделать довольно быстро при помощи плазмотрона. Преимущества этого способа состоят в следующем:
- Экономичность — плазменный способ на фоне стандартных методов обработки материалов значительно выигрывает. Есть только одно ограничение, которое связано с толщиной материала. Экономически невыгодно и нецелесообразно разрезать при помощи плазмотрона сталь толщиной более 50 мм.
- Мобильность плазменных ручных агрегатов.
- Высокая скорость обработки деталей и производительность. В отличие от обычного электродного способа скорость работ увеличивается в 5−12 раз.
- Раскрой всех разновидностей металлов (медь, алюминий, сталь, нержавейка, титан и т. д. ).
- Безопасность.
- Точность — от тепловой нагрузки деформации почти незаметны и впоследствии не потребуют дополнительной обработки. При этом точность плазменной резки составляет 0,24−0,34 мм.
Все эти достоинства плазменной резки объясняют, почему этот способ пользуется такой большой популярностью не только в производственных целях, но и в бытовых нуждах.
Но, говоря о преимуществах, нужно отметить и определенные отрицательные моменты:
- Четкие требования касательно проведения обработки деталей. Мастеру необходимо строго соблюдать угол наклона резака в районе 10−50 градусов. При невыполнении этого правила ускоряется износ комплектующих деталей, а также нарушается качество реза.
- Ограничения, которые связаны с толщиной реза. Даже у мощного оборудования наибольшая плотность обрабатываемого материала не может быть более чем 10 см.
- Помимо этого, рабочее оборудование очень сложное, что делает абсолютно невозможным применение одновременно двух резаков, которые подсоединяются к одному агрегату.
Сравнение лазерной и плазменной резки
Отличие плазменной от лазерной резки металла состоит в способах действия на поверхность материала. Лазерное оборудование обеспечивает большую скорость обработки деталей и производительность, причем после выполнения работ отмечается меньший процент оплавления. Недостатком лазерных устройств является их высокая цена, а также то, что толщина обрабатываемого материала обязана быть не более 2 см.
Плазмотрон, в отличие от лазера, стоит гораздо дешевле, а также имеет более широкие функциональные возможности и сферу применения.
Как работает плазменный резак
Что такое плазма?
Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос: «Что такое плазма? Проще говоря, плазма — это четвертое состояние вещества. Обычно мы думаем о материи, имеющей три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое посредством введения энергии, например тепла. Например, вода переходит из твердого (ледяного) состояния в жидкое при приложении определенного количества тепла.Если уровень тепла увеличится, он снова изменится с жидкости на газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводящими, превратившись в плазму. Плазменный резак будет использовать этот электропроводящий газ для передачи энергии от источника питания к любому проводящему материалу, в результате чего процесс резки будет более чистым и быстрым, чем при использовании кислородного топлива.
Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже производственный воздух, пропускается через небольшое отверстие сопла внутри горелки.Электрическая дуга, генерируемая от внешнего источника питания, затем вводится в этот поток газа под высоким давлением, что приводит к тому, что обычно называют «плазменной струей». Плазменная струя сразу достигает температуры до 40000 ° F, быстро пробивая заготовку и сдувая расплавленный материал.
Компоненты плазменной системы
Источник питания — Источник питания для плазменной резки преобразует одно- или трехфазное сетевое напряжение переменного тока в плавное постоянное напряжение постоянного тока в диапазоне от 200 до 400 В постоянного тока.Это постоянное напряжение отвечает за поддержание плазменной дуги на всем протяжении резки. Он также регулирует требуемый выходной ток в зависимости от типа и толщины обрабатываемого материала.
- Консоль зажигания дуги
— Схема ASC вырабатывает переменное напряжение приблизительно 5000 В переменного тока с частотой 2 МГц, которое создает искру внутри плазменной горелки для создания плазменной дуги.
- Плазменный резак
— Плазменный резак предназначен для обеспечения правильного выравнивания и охлаждения расходных деталей.Основными расходными деталями, необходимыми для генерации плазменной дуги, являются электрод, завихритель и сопло. Дополнительный защитный колпачок может использоваться для дальнейшего улучшения качества резки, а все части удерживаются вместе внутренними и внешними удерживающими колпачками.
Подавляющее большинство систем плазменной резки сегодня можно разделить на обычные или прецизионные категории.
В обычных плазменных системах в качестве плазменного газа обычно используется производственный воздух, а форма плазменной дуги в основном определяется отверстием сопла.Примерная сила тока плазменной дуги этого типа составляет 12-20K ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она все еще используется в некоторых механизированных приложениях, где допуски деталей более приемлемы. | ||
Системы прецизионной плазменной резки (с высокой плотностью тока) спроектированы и спроектированы для получения самых острых и высококачественных разрезов, которые можно получить с помощью плазмы. Конструкция резака и расходных деталей более сложна, и в нее включены дополнительные детали для дальнейшего сжатия и формы дуги.Прецизионная плазменная дуга составляет приблизительно 40-50 кОм на квадратный дюйм. Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода / аргона / азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов. |
Ручной режим В типичной ручной плазменной системе, такой как наша Tomahawk® Air Plasma, расходные части электрода и сопла контактируют друг с другом внутри резака в выключенном состоянии.При нажатии на спусковой крючок источник питания вырабатывает постоянный ток, который течет через это соединение, а также инициирует поток плазменного газа. Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло раздвигаются, что вызывает электрическую искру, которая превращает воздух в плазменную струю. Затем поток постоянного тока переключается с электрода на сопло, на путь между электродом и заготовкой. Этот ток и воздушный поток продолжаются до тех пор, пока спусковой крючок не будет отпущен. |
Операция прецизионной плазменной резки
Внутри прецизионного плазменного резака электрод и сопло не соприкасаются, а изолируются друг от друга завихрительным кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток / плазменный газ в закрученный вихрь. Когда на источник питания подается команда запуска, он генерирует до 400 В постоянного тока напряжения холостого хода и запускает предварительную подачу газа через шланг, подсоединенный к горелке.Сопло временно подключается к положительному потенциалу источника питания через цепь вспомогательной дуги, а электрод находится на отрицательном полюсе.
Затем из пульта запуска дуги генерируется высокочастотная искра, которая заставляет плазменный газ становиться ионизированным и электропроводным, в результате чего возникает путь тока от электрода к соплу, и создается пилотная плазменная дуга.
Как только вспомогательная дуга контактирует с заготовкой (которая подключается к заземлению через планки режущего стола), путь тока смещается от электрода к заготовке, высокочастотная дуга отключается, и цепь вспомогательной дуги размыкается. .
Затем источник питания увеличивает постоянный ток до величины силы тока резки, выбранной оператором, и заменяет газ предварительной подачи на плазменный газ, оптимальный для разрезаемого материала. Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок.
Форма защитного колпачка и диаметр его отверстия заставляют защитный газ еще больше сжимать плазменную дугу, что приводит к более чистому сечению с очень малыми углами скоса и меньшим пропилом.
Праймер для плазменной резкидля пользователей LinuxCNC
Плазменная резка по своей природе представляет собой чрезвычайно агрессивную и шумную электрическую среду. Если у вас проблемы с EMI, все будет работать неправильно. Вы можете включить фонарик, и компьютер перезагрузится в более очевидном примере, но у вас может быть любое количество других странных симптомов. Практически все они происходят только тогда, когда резак режет — часто при первом включении.
Таким образом, сборщики систем должны тщательно выбирать компоненты и проектировать их с нуля, чтобы справиться с этой агрессивной средой, чтобы избежать воздействия электромагнитных помех (EMI). Несоблюдение этого правила может привести к бесчисленным часам бесплодного поиска неисправностей.
Выбор сетевых плат, таких как Mesa 7i76e или более дешевой 7i96, помогает, поскольку позволяет размещать ПК вдали от электроники и плазменной машины. Это оборудование также позволяет использовать логические системы на 24 В, которые гораздо более устойчивы к шуму.Компоненты должны быть установлены в металлическом корпусе, подключенном к заземлению. Настоятельно рекомендуется установить фильтр электромагнитных помех при подключении к сети. Самый простой способ — использовать сетевой разъем IEC с фильтром электромагнитных помех, который обычно используется на ПК и электроприборах, что позволяет добиться этого без дополнительных усилий. Планируйте компоновку компонентов в корпусе так, чтобы сетевое питание, провода высоковольтного двигателя и логические сигналы были как можно дальше отделены друг от друга. Если им все же придется пересечь границу, держите их под углом 90 градусов.
Питер Уоллес из Mesa Electronics предлагает; «Если у вас есть источник плазмы, совместимый с ЧПУ, с делителем напряжения, я бы установил THCAD внутри вашего корпуса электроники со всем остальным оборудованием управления движением. Если у вас есть ручной источник плазмы и вы измеряете исходное напряжение плазмы, я бы установил THCAD как можно ближе к источнику плазмы (даже внутри корпуса источника плазмы, если он подходит). В этом случае убедитесь, что все стороны низкого давления Соединения THCAD полностью изолированы от источника плазмы.Если вы используете экранированную коробку для THCAD, экран должен подключаться к заземлению вашего электронного корпуса, а не к заземлению источника плазмы ».
Рекомендуется проложить отдельный провод заземления от корпуса двигателя и резака обратно к центральной точке заземления звездой на машине. Подключите заземляющий провод к этой точке и, при необходимости, заземляющий стержень, вбитый в землю как можно ближе к машине (особенно, если это плазменная машина с высокочастотным пуском).
Внешняя проводка двигателей должна быть экранирована и иметь соответствующий размер, чтобы выдерживать ток, протекающий по цепи.Экран должен оставаться неподключенным со стороны двигателя и заземленным со стороны блока управления. Рассмотрите возможность использования дополнительного штыря на любых разъемах в блоке управления, чтобы заземлить можно было через блок управления и заземлить на шасси прямо на самом контроллере шагового / серводвигателя.
Нам известен по крайней мере один производитель коммерческих систем, у которого были проблемы с наведенными электрическими шумами в цепи омического считывания. Хотя это можно смягчить, используя ферритовые шарики и наматывая кабель, рекомендуется также добавить пропускающий фильтр линии питания, когда сигнал омического считывания попадает в корпус электроники.
Томми Бериша, мастер создания плазменных машин с ограниченным бюджетом, говорит: «Если у вас ограниченный бюджет, подумайте об использовании старых блоков питания для ноутбуков. Они очень хороши, фильтрация хорошая, полностью изолированы, ограничены по току (это становится очень важным, когда что-то идет не так), а подключить 2 или 3 из них последовательно легко, поскольку они изолированы (имейте в виду, что у некоторых из них есть заземление. к отрицательной выходной клемме, поэтому ее необходимо отсоединить, просто используя кабель питания без заземляющих контактов) ».
Что такое плазменная резка?
- Купить Машину
- Детали
- Грузовики и трейлеры
- Журнал
- События
- Финансы
- Опубликовать объявление
- Поиск
- Строительство
- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство
- Металлообработка
- Горное дело
- Деревообработка
- Учиться
- Подробнее…
- Доступ
- Кейтеринг
- Быстрые машины
- Горячие темы
- Ландшафтный дизайн / лесное хозяйство
- M4U Новости и розыгрыши
- Погрузочно-разгрузочные работы
- Люди / Oddball
- Транспорт
Помни меня
Забыли пароль?- Строительство
Строительство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Сельское хозяйство
Сельское хозяйство
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Производство
- Все
- Инновации
- Ноу-хау
- Новости
- Металл
Металл
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- Горное дело
Горное дело
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Дерево
Дерево
Посмотреть все- Все
- Инновации
- Ноу-хау
- Новости
- Обзоры
- События
- Все
- Лодки / Автомобили / Отдых
- Кейтеринг
- Благотворительность
- Строительство
- Сельское хозяйство
- Производство