Сколько в пачке электродов и каков вес стандартной пачки?
Время чтения: 4 минуты
Вес электрода — это не просто формальная характеристика, которая необходима продавцам и покупателям. Это важное свойство, от которого может зависеть качество готовых сварных швов. Да, на качество в большей степени влияет состав электрода, его покрытие и диаметр. Но и вес вносит свою лепту в конечный итог сварочных работ.
Из той статье вы узнаете, сколько весит пачка и один электрод, сколько штук электродов в стандартной пачке. Зная эту информацию, вы не дадите себя обмануть при покупке и сможете подобрать стержни с оптимальным весом.
Содержание статьи
Общая информация
Электроды — это самый распространенный тип комплектующих для сварки. Ни проволока, ни защитный газ, а именно электроды. Благодаря РДС сварке вы можете произвести мелкий ремонт или сварить детали, имея при себе лишь компактный инвертор и пачку электродов. Еще никогда ручная дуговая сварка не было такой простой и доступной технологией.
Читайте также: Особенности ручной электродуговой сварки
Но эта простота имеет и обратную сторону. Чтобы добиться достойного качества швов необходимо научиться подбирать электроды. Поскольку неподходящая марка способна свести на нет все ваши усилия. А на подбор электродов влияет не только состав, но и физические параметры.
На данный момент существует несколько десятков разновидностей электродов, каждый из которых имеет свои физические и химические характеристики. Но именно физические параметры важны при покупке электродов, особенно, если вы занимаетесь оптовыми закупками. В розничных сетях электроды продаются в индивидуальной картонной упаковке, а в маленьких магазинах могут продаваться на развес или поштучно.
Указание веса и количества удобно для всех: и для продавца, и для покупателя. Но не всегда продавцы хотят продать вам то количество электродов, о котором заявляют. Далее вы узнаете, сколько содержится в пачке электродов, каков вес целой пачке и отдельно взятого электрода.
Количество электродов
Количество электродов в пачке — это очень важный параметр. От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
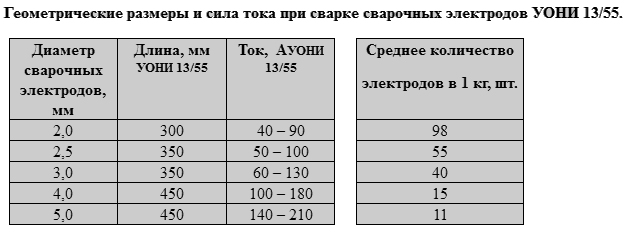
Ниже вы можете видеть, сколько электродов в пачке марки УОНИ-13/55. Это усредненные значения, они могут отличаться в зависимости от производителя:
Что касается других марок, то там количество электродов не прогнозируемо. Форма, длина и диаметр электрода может отличаться в зависимости от маркировки, поэтому невозможно с точностью указать даже примерные значения. Внимательно изучайте упаковку перед покупкой.
Вес электродов
Сразу скажем, что вес одного электрода всегда разнится от партии к партии даже у одного производителя. Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
К тому же, учитывается масса всей пачки и количество электродов, которые можно вписать в рамки условных килограмм. Так что вес зачастую примерно одинаковый.
Чтобы узнать вес одного электрода поделите общую массу (например, 5 кг) на количество электродов в пачке. Вы получите примерный вес с учетом погрешности. И учитывайте, что в зависимости от диаметра вес тоже может разниться. Вес электрода 3мм зачастую меньше 5 мм.
Теперь вес пачки электродов. У каждого производителя он свой. Но стандартный вес — 5 кг. У кого-то 4,5 кг, у кого-то 6. Ниже вы можете видеть таблицу с примерными значениями веса и количества электродов в одной упаковке для электродов марки УОНИ-13/55.
Учитывайте, что если на упаковке написано 5 кг, то вряд ли электроды будут столько весить. Здесь так же допускается небольшая погрешность, но она не должна исчисляться в десятках грамм. Это откровенный недовес.
Это откровенный недовес.
В некоторых магазинах недобровольные продавцы вынимают несколько электродов из каждой пачки из большой партии и продают их отдельно под видом электродов на развес, чтобы получить больше прибыли. Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Вместо заключения
Вот и все, что вам нужно знать о весе электродов и их количестве. Эти параметры могут варьироваться в зависимости от производителя, но значения +/- похожи. Со временем вы сможете определить вес пачки сами перед покупкой и таким образом защитите себя от недовеса и переплат.
А какие электроды используете вы чаще всего? Достаточно ли вам того количества, что находится в пачке? Становились ли вы жертвой обмана при покупке электродов на развес? Поделитесь своим опытом в комментариях ниже. Он будет полезен для любого начинающего сварщика. Желаем удачи в работе!
[Всего: 1 Средний: 5/5]Сколько штук электродов в 1 кг
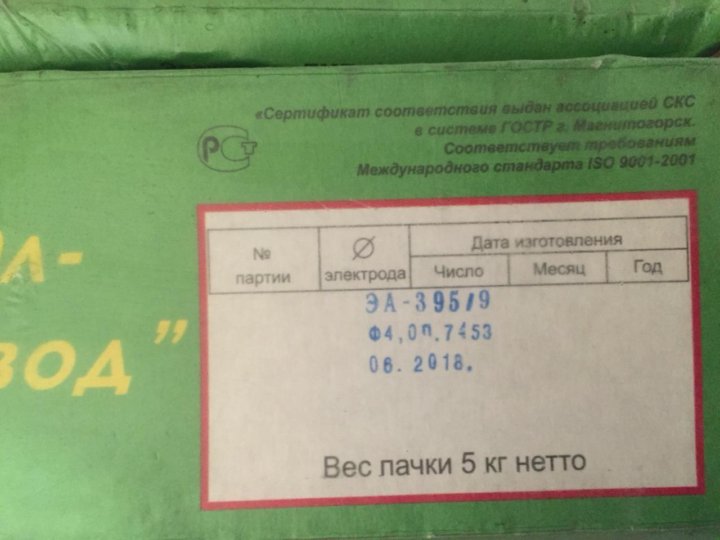
На пачке электродов, как правило ни когда не пишут количество штук. Есть вся исчерпывающая информация – о производителе, о марке электродов, о длине и диаметре, об области применения, о дате изготовления, типе тока (постоянка/переменка) и даже информация о массе пачки есть, но количество штук электродов в пачке, вы не увидите не где.
Есть вся исчерпывающая информация – о производителе, о марке электродов, о длине и диаметре, об области применения, о дате изготовления, типе тока (постоянка/переменка) и даже информация о массе пачки есть, но количество штук электродов в пачке, вы не увидите не где.
А все это потому что разные производители, могут применять разные составы как сердечников так и покрытия. Поэтому в одном килограмме количество электродов всегда будет «плавать» вот и взяли за основу измерения именно килограмм а не штуки.
Количество штук можно конечно буквально и сосчитать, распечатав пачку. Но это долго, да и подходит лишь для одного диаметра электродов и одного производителя. В продукте от других фирм, количество может быть другим.
Даже ГОСТ не отважился «диктовать» строго определенное количество электродов в одном килограмме.
На этот счет у ГОСТа есть только ограничение по весу всей пачки – (пункт 6,2 ГОСТа 94 466 — 75) и он (вес пачки) не должен превышать следующих указанных значений для каждого сечения –
- для электродов диаметром 2,5 мм.
 не более 3 килограмм в пачке;
не более 3 килограмм в пачке; - для электродов диаметром 3 и 4 мм. не более 5 килограмм в пачке;
- для электродов диаметром 5 и более мм. не более 8 килограмм в пачке.
 не более 3 килограмм в пачке;
не более 3 килограмм в пачке;Вес одного электрода в зависимости от диаметра должен быть (плюс-минус 1-2 грамма)
- 1 электрод диаметром 2,5 мм. весит 17,0 грамм;
- 1 электрод диаметром 3,0 мм. весит 26,1 грамма;
- 1 электрод диаметром 4,0 мм. весит 57,9 грамма;
- 1 электрод диаметром 5,0 мм. весит 82 грамма.
Вот теперь можем ответить на поставленный вопрос по сути.
В одном килограмме, электродов сечением 2,5 мм. будет 58 штук (пример расчета 1000:17=58 штук)
В одном килограмме, электродов сечением 3,0 мм. будет 38 штук
В одном килограмме, электродов сечением 4,0 мм. будет 17 штук
В одном килограмме, электродов сечением 5,0 мм. будет 12 штук
Это средние цифры количества электродов в 1 килограмме, разного сечения, и они разумеется могут немного разниться от производителя к производителю.
Назначение и область применения
Электроды Стандарт РЦ предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей по ДСТУ 2651-2005/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,0 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм – для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварка способом «сверху-вниз» производится короткой дугой или опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70° к направлению сварки.
Коэффициент наплавки – 8,5-9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла – 1,7 кг.
Описание
Условное обозначение – E43 3 R 11
Классификация: Электрод плавящийся
Вид покрытия: Рутиловое
Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже.
К этому виду электродов относятся и электроды с покрытием ильменитовым. Они располагаются между электродами с рутиловыми и кислыми. Ильменитовый концентрат входит в их покрытие, и является основным компонентом. Этот концетрат представляет собой природное соединение диоксидов железа и титана.  Его можно использовать и для сварки судовых сталей и углеродистых конструкций.
Его можно использовать и для сварки судовых сталей и углеродистых конструкций.
Характеристики
Диаметр, мм – 3 мм;
Сила тока, А:
– Нижнее от 80 до 160;
– Вертикальное от 80 до 140;
– Потолочное от 80 до 180;
Длина, мм – 350;
Количество электродов в пачке 5 кг — MOREREMONTA
Основным расходным материалом в процессе ручной дуговой сварки является сварочный электрод с обмазкой. Покрытие предназначается для защиты сварочной ванны от негативного действия кислорода. Для ее изготовления служит шихта, содержащая различные химические элементы и минералы. Свойства будущему шву задает не только материал металлического стержня, но и состав покрытия.
В маркировке электродов не отображается информация о физических параметрах изделий:
Зачастую, знание этих данных необходимо при проведении расчетов по количеству наплавляемого металла или определении расхода электродов на 1 метр шва.
В данной статье попробуем разобраться в данных вопросах, опираясь на нормативно-технические требования ГОСТов.
- товарный знак и наименование завода-изготовителя;
- марка электродов;
- диаметр и длина;
- условное обозначение;
- область применения;
- дата изготовления и номер партии;
- сварочные режимы, характеризующие зависимость сварочного тока от диаметра электрода и толщины металла;
- масса электродов в пачке;
- другие данные, характеризующие предельное содержание влаги, режимы повторного прокаливания и свойства металла шва.
На данном изображении мы видим, что при диаметре 4,0 мм и длине 450 мм общий вес коробки будет 6,0 кг. Но это лишь конкретная марка и конкретный изготовитель. Для полноты картины давайте посмотрим, что на этот счет прописано в НТД.
Для полноты картины давайте посмотрим, что на этот счет прописано в НТД.
Вес пачки
ГОСТ 94 466 – 75 регламентирует массу электродов в пачке в зависимости от диаметра. Согласно п. 6.2. этого документа параметры не должны превышать следующих значений:
| ∅ , мм | Вес, кг |
| 2,5 | 3 |
| 3,0-4,0 | 5 |
| свыше 4,0 | 8 |
Таким образом, это не жестко закрепленные нормы, а указание границы допустимого предела. Однако производители, как правило, придерживаются именно этих цифр. Другие документы, такие как ГОСТ Р ИСО 2560- А и ГОСТ 9467-75 предъявляют требования к типу покрытия, механической прочности металла шва и т.д.
ГОСТ 94 466 – 75. п.6.2. Отклонение массы электродов в коробке или пачке от указанной на этикетке или в маркировке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.

Вес пачки в зависимости от марки и производителя
Примерами могут служить весовки следующих марок и производителей:
| Марка | Завод-изготовитель | Диаметр, мм | Вес коробки, кг |
| ESAB-СВЭЛ | 3,5 | 5,3 | |
| 4 | 6,6 | ||
| Тюмень | 3 | 5 | |
| 4 | 6 | ||
| 5 | 5,5 | ||
| ESAB-СВЭЛ | 3 | 4,5 | |
| 4 | 6,0 |
Количество электродов в зависимости от диаметра
В учетом габаритных размеров коробки и ограничениями по весу упаковки, количество стрежней соответствует следующим табличным данным:
| Диаметр, мм | Длина, м | Масса, г | Количество в пачке, шт. | Общий вес упаковки, кг |
| 3 | 350 | 26,5 | 95 | 3 |
| 4 | 450 | 60 | 82 | 5 |
| 5 | 450 | 95 | 52 | 5 |
Вес одного электрода
Хотя толщина покрытия и материал стержня есть нормируемые величины, определенные ГОСТом, в процессе производства неизбежны погрешности, которые будут влиять на вес конечной продукции.
Для оптимизации рабочего процесса, связанного со сварочными процедурами, необходимо учитывать ряд параметров. Наряду с важнейшими показателями, влияющими непосредственно на физико-химические свойства результата работ – типа покрытия электрода, назначения в зависимости от разновидности рабочей поверхности и других параметров – следует брать во внимание такие показатели, как вес электрода.
Вес пачки электродовСогласно п. 6.3. ГОСТ 9466-75 масса электродов в пачке не должна превышать:
3 кг — для электродов до ? 2,5 мм;
5 кг — для электродов ? 3,0 — 4,0 мм;
8 кг — для электродов свыше ? 4,0 мм.
ГОСТом 9466-75 также регламентируется допустимое отклонение массы электродов в коробке или пачке. Согласно документа, отклонение массы от указанной на упаковке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Согласно документа, отклонение массы от указанной на упаковке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.
Продукция нашего производства упаковывается в соответствии с требованиями ГОСТа. Электроды с диаметром от 3 мм, 4 мм, 5 мм и 6 мм, укладываются в картонные коробки по 5 кг (более подробную информацию можно получить в статье «Упаковка электродов»)
Вес 1 электродаОчень часто для определения потребности электродов ответственные лица прибегают к подсчету расхода электродов в штуках на 1 п/м шва. Этот метод позволяет осуществлять контроль за поштучным расходом электродов.
Как известно, на массу одного электрода влияют такие параметры, как диаметр, длина, тип покрытия и другие факторы. К примеру, рассмотрим особенности расчета массы электродов для сварки марки УОНИ. Масса пачки электродов УОНИ-13/55 тип Э50А составляет 5 килограммов, длинна сварочного электрода для диаметров 3мм, 4мм, 5мм и 6мм составляет 450 мм, покрытие – основное толстое. Для данной марки со своими характеристиками следующие расчетные показатели количества и массы:
Для данной марки со своими характеристиками следующие расчетные показатели количества и массы:
Для диаметра 3 мм – 156 шт
Для диаметра 4 мм – 88 шт
Для диаметра 5 мм – 54 шт
Вес одного электродаДля диаметра 3 мм – 32 грамма
Для диаметра 4 мм – 56,8 граммов
Для диаметра 5 мм – 92,5 грамма
Стоит заметить, что параметры количества штук электродов в одной пачке и веса одного электрода для каждой марки электродов свои, так как в производстве этих марок используются разные материалы.
Для иностранных производителей с их стандартами условных диаметров электродов, вес одного электрода немного отличается. Рассмотрим к примеру Японские электроды LB-52U и Шведские электроды КО 53.70, эти электроды соответствуют российским электродам УОНИ-13/55 по типу, и покрытию.
Количество штук в пачке и вес одного электрода LB-52U:
Диаметр КО 53. 70 (мм)
70 (мм)
Длина КО 53.70 (мм)
Вес коробки КО 53.70 (кг)
Вес одного электрода ОК 53.70 (г)
Количество электродов ОК 53.70 в пачке (шт)
Время чтения: 4 минуты
Вес электрода — это не просто формальная характеристика, которая необходима продавцам и покупателям. Это важное свойство, от которого может зависеть качество готовых сварных швов. Да, на качество в большей степени влияет состав электрода, его покрытие и диаметр. Но и вес вносит свою лепту в конечный итог сварочных работ.
Из той статье вы узнаете, сколько весит пачка и один электрод, сколько штук электродов в стандартной пачке. Зная эту информацию, вы не дадите себя обмануть при покупке и сможете подобрать стержни с оптимальным весом.
Общая информация
Электроды — это самый распространенный тип комплектующих для сварки. Ни проволока, ни защитный газ, а именно электроды. Благодаря РДС сварке вы можете произвести мелкий ремонт или сварить детали, имея при себе лишь компактный инвертор и пачку электродов. Еще никогда ручная дуговая сварка не было такой простой и доступной технологией.
Еще никогда ручная дуговая сварка не было такой простой и доступной технологией.
Но эта простота имеет и обратную сторону. Чтобы добиться достойного качества швов необходимо научиться подбирать электроды. Поскольку неподходящая марка способна свести на нет все ваши усилия. А на подбор электродов влияет не только состав, но и физические параметры.
На данный момент существует несколько десятков разновидностей электродов, каждый из которых имеет свои физические и химические характеристики. Но именно физические параметры важны при покупке электродов, особенно, если вы занимаетесь оптовыми закупками. В розничных сетях электроды продаются в индивидуальной картонной упаковке, а в маленьких магазинах могут продаваться на развес или поштучно.
Указание веса и количества удобно для всех: и для продавца, и для покупателя. Но не всегда продавцы хотят продать вам то количество электродов, о котором заявляют. Далее вы узнаете, сколько содержится в пачке электродов, каков вес целой пачке и отдельно взятого электрода.
Количество электродов
Количество электродов в пачке — это очень важный параметр. От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
Ниже вы можете видеть, сколько электродов в пачке марки УОНИ-13/55. Это усредненные значения, они могут отличаться в зависимости от производителя:
Что касается других марок, то там количество электродов не прогнозируемо. Форма, длина и диаметр электрода может отличаться в зависимости от маркировки, поэтому невозможно с точностью указать даже примерные значения. Внимательно изучайте упаковку перед покупкой.
Вес электродов
Сразу скажем, что вес одного электрода всегда разнится от партии к партии даже у одного производителя. Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
К тому же, учитывается масса всей пачки и количество электродов, которые можно вписать в рамки условных килограмм. Так что вес зачастую примерно одинаковый.
Чтобы узнать вес одного электрода поделите общую массу (например, 5 кг) на количество электродов в пачке. Вы получите примерный вес с учетом погрешности. И учитывайте, что в зависимости от диаметра вес тоже может разниться. Вес электрода 3мм зачастую меньше 5 мм.
Теперь вес пачки электродов. У каждого производителя он свой. Но стандартный вес — 5 кг. У кого-то 4,5 кг, у кого-то 6. Ниже вы можете видеть таблицу с примерными значениями веса и количества электродов в одной упаковке для электродов марки УОНИ-13/55.
Учитывайте, что если на упаковке написано 5 кг, то вряд ли электроды будут столько весить. Здесь так же допускается небольшая погрешность, но она не должна исчисляться в десятках грамм. Это откровенный недовес.
Это откровенный недовес.
В некоторых магазинах недобровольные продавцы вынимают несколько электродов из каждой пачки из большой партии и продают их отдельно под видом электродов на развес, чтобы получить больше прибыли. Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Вместо заключения
Вот и все, что вам нужно знать о весе электродов и их количестве. Эти параметры могут варьироваться в зависимости от производителя, но значения +/- похожи. Со временем вы сможете определить вес пачки сами перед покупкой и таким образом защитите себя от недовеса и переплат.
А какие электроды используете вы чаще всего? Достаточно ли вам того количества, что находится в пачке? Становились ли вы жертвой обмана при покупке электродов на развес? Поделитесь своим опытом в комментариях ниже. Он будет полезен для любого начинающего сварщика. Желаем удачи в работе!
Сколько электродов в пачке — flagman-ug.
 ru
ruСколько в пачке электродов?
Время чтения: 4 минуты
Вес электрода — это не просто формальная характеристика, которая необходима продавцам и покупателям. Это важное свойство, от которого может зависеть качество готовых сварных швов. Да, на качество в большей степени влияет состав электрода, его покрытие и диаметр. Но и вес вносит свою лепту в конечный итог сварочных работ.
Из той статье вы узнаете, сколько весит пачка и один электрод, сколько штук электродов в стандартной пачке. Зная эту информацию, вы не дадите себя обмануть при покупке и сможете подобрать стержни с оптимальным весом.
Общая информация
Электроды — это самый распространенный тип комплектующих для сварки. Ни проволока, ни защитный газ, а именно электроды. Благодаря РДС сварке вы можете произвести мелкий ремонт или сварить детали, имея при себе лишь компактный инвертор и пачку электродов. Еще никогда ручная дуговая сварка не было такой простой и доступной технологией.
Но эта простота имеет и обратную сторону. Чтобы добиться достойного качества швов необходимо научиться подбирать электроды. Поскольку неподходящая марка способна свести на нет все ваши усилия. А на подбор электродов влияет не только состав, но и физические параметры.
На данный момент существует несколько десятков разновидностей электродов, каждый из которых имеет свои физические и химические характеристики. Но именно физические параметры важны при покупке электродов, особенно, если вы занимаетесь оптовыми закупками. В розничных сетях электроды продаются в индивидуальной картонной упаковке, а в маленьких магазинах могут продаваться на развес или поштучно.
Указание веса и количества удобно для всех: и для продавца, и для покупателя. Но не всегда продавцы хотят продать вам то количество электродов, о котором заявляют. Далее вы узнаете, сколько содержится в пачке электродов, каков вес целой пачке и отдельно взятого электрода.
Количество электродов
Количество электродов в пачке — это очень важный параметр. От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
Ниже вы можете видеть, сколько электродов в пачке марки УОНИ-13/55. Это усредненные значения, они могут отличаться в зависимости от производителя:
Что касается других марок, то там количество электродов не прогнозируемо. Форма, длина и диаметр электрода может отличаться в зависимости от маркировки, поэтому невозможно с точностью указать даже примерные значения. Внимательно изучайте упаковку перед покупкой.
Вес электродов
Сразу скажем, что вес одного электрода всегда разнится от партии к партии даже у одного производителя. Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
К тому же, учитывается масса всей пачки и количество электродов, которые можно вписать в рамки условных килограмм. Так что вес зачастую примерно одинаковый.
Чтобы узнать вес одного электрода поделите общую массу (например, 5 кг) на количество электродов в пачке. Вы получите примерный вес с учетом погрешности. И учитывайте, что в зависимости от диаметра вес тоже может разниться. Вес электрода 3мм зачастую меньше 5 мм.
Теперь вес пачки электродов. У каждого производителя он свой. Но стандартный вес — 5 кг. У кого-то 4,5 кг, у кого-то 6. Ниже вы можете видеть таблицу с примерными значениями веса и количества электродов в одной упаковке для электродов марки УОНИ-13/55.
Учитывайте, что если на упаковке написано 5 кг, то вряд ли электроды будут столько весить. Здесь так же допускается небольшая погрешность, но она не должна исчисляться в десятках грамм. Это откровенный недовес.
В некоторых магазинах недобровольные продавцы вынимают несколько электродов из каждой пачки из большой партии и продают их отдельно под видом электродов на развес, чтобы получить больше прибыли. Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Вместо заключения
Вот и все, что вам нужно знать о весе электродов и их количестве. Эти параметры могут варьироваться в зависимости от производителя, но значения +/- похожи. Со временем вы сможете определить вес пачки сами перед покупкой и таким образом защитите себя от недовеса и переплат.
А какие электроды используете вы чаще всего? Достаточно ли вам того количества, что находится в пачке? Становились ли вы жертвой обмана при покупке электродов на развес? Поделитесь своим опытом в комментариях ниже. Он будет полезен для любого начинающего сварщика. Желаем удачи в работе!
Каким должно быть количество электродов в одной стандартной упаковке
Многих сварщиков интересует вопрос: «Сколько весит один электрод?». И не зря. Этот показатель очень важен для выбора материалов. Зная достоверную информацию, получится избежать обмана, но также выбрать стержни с необходимым весом.
Эти показатели в большой мере влияют на итог сварочных работ, а еще –на состояние готовых соединений. Но не стоит забывать и о покрытии, диаметре и состоянии изделий.
В нашей статье пойдет речь о том, какой вес у пачки и у единого электрода. Вы узнаете, сколько деталей кладут в отдельно взятую пачку. С этой информацией вы будете защищены.
Небольшое вступление
Начнем с того, что электрод считают чуть ли не главным механизмом в сварочных работах. На второй план отходят даже провода и защитные газы.
Используя технологию РДС сварки, у вас получится легко провести ремонт или сварить разные элементы. В вашем арсенале должны быть лишь портативный инвертор и упаковка электродов. Ручная арковая сварка может быть такой простой!
Простота – не всегда хороша, если речь идет о качестве швов и необходимости правильно подбирать комплектующие. Если марка будет выбрана неверно – все ваши усилия будут напрасны.
Чтобы выбрать хорошую сетку, необходимо знать ее состав и базовые параметры.
В XXI веке в вашем распоряжении десятки типов механизмов со своими характеристиками. Но физические величины играют первостепенную роль. Особенно тогда, когда вас интересуют оптовые закупки деталей.
Розничные сети торгуют сварочными стержнями в индивидуальных упаковках, а небольшие магазины заинтересованы в поштучной продаже. Когда известен вес материалов – это удобно как покупателю, так и продавцу.
У вас получится купить нужное количество деталей за несколько минут.
Но иногда происходит так, что в магазине вас пытаются обмануть. Чтобы избежать таких ситуаций, важно тщательно разобраться в этом вопросе. Мы расскажем, какое количество электродов продается в пачках и какой у них вес.
Число антикатодов
Почему количество деталей играет большую роль во время покупки? Это логично: цифра влияет на вес упаковки и на количество механизмов в ней. Чем больше деталей в пачке, тем больше будет тара.
Если говорить о параметре количества, то здесь работает такая формула: чем больше диаметр и длина материала, тем меньше штук в упаковке.
Вы обычный покупатель? Тогда вам не обязательно задумываться об этих моментах. Эти данные будут полезны для оптовых покупателей, для которых важны количество электродов и их общий вес.
Бесспорно, информация имеет огромное значение, если число механизмов от 100 и более.
Возьмите на заметку таблицу, в которой вы посмотрите точное число электродов в пачке типа УОНИ-13/55. Учитывайте тот факт, что мы указали средние значения, которые на практике отличны у каждого производителя.
Говоря о других фирмах, число механизмов в таких пачках определить нелегко. На показатель влияет не один фактор: это и форма, и длина, и диаметр деталей.
Они различны при каждой отдельной маркировке. Даже примерные показатели просчитать невозможно. Выход один: внимательное изучение упаковки перед покупкой.
Вес антикатодов
Учитывайте тот факт, что масса отдельного электрода может быть разной исходя из партии. Даже при раскладе, когда изготовитель материала – один и тот же бренд.
На эти показатели влияет объем обмазки, которой покрывают все электроды. Процесс не всегда получается аккуратным и равномерным. Погрешность при этом небольшая. Недовес или перевес одного – примерно 1-2 грамма.
Также происходит учет веса целой упаковки и числа электродов, которые вписываются в рамки условного веса. Этот показатель в 9 случаях из 10 не отличается.
Если вы хотите выяснить вес отдельно взятой детали – поделите вес упаковки на число деталей, которые указаны на пачке. Вы будете знать примерный вес с учетом незначительных погрешностей. Помните, что часто диаметр влияет на вес электродов.
Говоря о массе упаковки деталей, то каждый производитель заявляет свои цифры. Средний показатель – 5 килограмм. Иногда пачка может весить 4, иногда 6 килограмм.
Ознакомьтесь с таблицей примерных значений массы и числа деталей в пачке. Мы говорим об электродах типа УОНИ-13/55.
Как определить, что в вашей упаковке недовес? Вы должны учитывать тот момент, что если на пачке указан вес в 6 килограмм, то не всегда электроды будут именно такой массы.
Часто есть небольшая погрешность, которая не превышает несколько грамм. Все, что выше – это уже обман.
Иногда случается, что определенные продавцы в попытках заработать убирают по одной-две детали из каждой пачки. Затем они продают электроды под видом развесных и получают больше прибыли «мимо кассы».
Время от времени такое происходит, когда в магазине есть большие партии механизмов. Для самозащиты советуем покупать антикатоды у надежных брендов, которые работают официально. Хороший вариант – покупка деталей от производителя.
Подведем итоги
Мы поговорили об основных моментах, которые стоит знать об количестве электродов в пачке и их массе. Параметры достаточно точные, но они могут быть разные исходя из параметров бренда.
Когда вы поработаете не один год, то сможете легко покупать детали и не волноваться о том, что будете обмануты. Уметь определять вес электродов «на глаз» — дело полезное.
Необходимо больше практики в этом вопросе. Это не стоит упускать, ведь получится избежать значительных переплат.
А вас когда-нибудь обманывали в таких случаях? По каким принципам или техникам вы выбираете электроды? Делитесь своим мнением в комментариях! Удачных покупок.
Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М – масса свариваемой конструкции;
К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F – площадь поперечного сечения;
L – длина сварочного шва;
M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
Заказать ЭСАБ-СВЭЛ ОЗЛ-6 3,0х350 мм пачка 2,5 кг ЭСАБ-СВЭЛ электроды в наличии на складе в Санкт-Петербурге
Тип покрытия – основное
Электрод двойного назначения. Первое его назначение – сварка литья и проката из хромникелевых окалиностойких сталей типа 20Х23Н13, 20Х23Н18 и им аналогичных, эксплуатирующихся при температурах до 1000°С. Однако, следует помнить, что металл, наплавленный данными электродами, склонен к охрупчиванию при высоких температурах эксплуатации. Поэтому, если к изделию предъявляются требования не только по окалиностойкости, но и по стойкости к растрескиванию при высоких температурах, данные электроды применяют только для сварки корневого прохода. Наплавленный металл стоек к МКК и не склонен к образованию пор и трещин.
Характеристики
| Марка | ОЗЛ-6 |
| Свариваемый материал | Высоколегированные (нержавеющие) окалиностойкие и жаропрочные стали |
| Диаметр, мм | 3 |
| Ручная дуговая сварка (MMA) | Да |
| Длина, мм | 350 |
| Тип упаковки | Не вакуумная |
| Вес пачки, кг | 2. 5 5 |
| Вес паллеты, кг | 750 |
| Тип сварочного тока | Постоянный |
| Тип покрытия | Основное |
Химический состав, %
| C | max 0,12 |
| Mn | 1,50 |
| P | max 0,030 |
| S | max 0,020 |
| Si | 0,50 |
| Cr | 25,5 |
| Ni | 12,5 |
Механические свойства
| Относительное удлинение, % | min 33 |
| Предел прочности, МПа | min 560 |
| Предел текучести, МПа | min 340 |
| Ударная вязкость (KCU) при +20°C, Дж/см² | min 100 |
Классификация
| ГОСТ | 10052-75: Э-10Х25Н11Г2 |
| ОСТ | 5.9224-75 |
Положение сварки
Электроды ок 46 3мм вес пачки
Электроды ОК 46. 00 цена 134,10 руб за кг с НДС
00 цена 134,10 руб за кг с НДС
ASME / AWS A5.1 E6013
EN ISO 2560-A-E 38 0 RC11
ГОСТ 9467-75, тип Э46
Сварочные электроды ОК 46.00 предназначены для ручной дуговой сварки углеродистых сталей, на переменном Alternating Current (AC) и постоянном токе Direct Current (DC) любой полярности. Сварка производится во всех пространственных положениях.
Электроды для сварки OK 46.00 (также, как и электроды ОЗС-12 или МР-3 синие) являются электродами с рутиловым покрытием. В основе покрытия используется рутиловый концентрат, состоящий из двуокиси титана. Рутиловое покрытие обеспечивает стабильное и мощное горение дуги, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды малочувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
Благодаря уникальной рецептуре, строгого контроля качества, высокотехнологического процесса производства электроды для сварки OK 46.00 характеризуются:
1. легким повторным зажиганием дуги;
2. пониженной темперой в области сварки, что обеспечивает отличную свариваемость: не допускает образование горячих трещин, перегрева в зоне сварки, вскипания ванны и разбрызгивания;
3. малой чувствительностью к ржавчине и загрязненным поверхностям;
4. хорошей отделимостью шлаковой корки;
5. отличным товарным видом швов;
6. экономичностью в работе.
Электроды OK 46.00 применяются в случаях, когда необходимо обеспечить качественную свариваемость конструкций из углеродистой стали.
Применение сварочных электродов ОК46.00Сварочные электроды OK46.00 используются по всему миру, во всех отраслях, особенное распространение электроды получили в судовой промышленности, так как в данной отрасли проводятся огромное количество сварочных работ и при этом особое внимание уделяется качеству швов, обеспечивающих герметичность и стойких к агрессивным средам. Электроды ОК46.00 позволяют повысить скорость выполнения крупномасштабных сварочных работ за счет стабильно высокого качества. Любое пространственное положение сварки и легкий повторный поджиг, позволяет выполнять сварочные работы в ограниченных или стесненных условиях.
Электроды ОК46.00 позволяют повысить скорость выполнения крупномасштабных сварочных работ за счет стабильно высокого качества. Любое пространственное положение сварки и легкий повторный поджиг, позволяет выполнять сварочные работы в ограниченных или стесненных условиях.
Согласно требований, международно-признанным стандартом сварки American Welding Society (AWS) или Американское общество по сварке (AWS) электроды ОК 46-00, соответствуют типу E6013. А в соответствии с Российскими стандартами, согласно ГОСТ 9467-75 , электроды ОК46-00, отвечают требованиям типу Э46 (также, как российские электроды ОЗС-12 или МР-3 синие ).
Сварочные электроды OK 46-00, различных диаметров, тип: E6013 по AWS А5.1 или Э46 по ГОСТ 9467-75, аттестованы Национальным Агентством Контроля и Сварки (НАКС) на соответствие требованиям РД 03-613-03. Аттестат НАКС выдан ЗАО «ЭСАБ-СВЭЛ» от 13 июля 2011 года и действительно до 13 июля 2014 года, на основании протокола аттестации.
Свидетельством НАКС на электроды для сварки ОК 46.00, подтверждается соответствие требованиям РД 03-613-03 для группы технических устройств используемых на опасных производственных объектах: ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК
Подробную информацию об аттестате и сам аттестат можно посмотреть, перейдя на страницу – Аттестат НАКС на электроды OK 46-00
Производитель электродов ОК 46.00В начале XX века в городе Гётеборге, шведским ученым Оскаром Кьельбергом была основана компания «ESAB», Elektriska Svetsnings – Aktiebolaget – электросварочная компания. Фирма «ESAB» производила, разработанную ученым, сварочную продукцию необходимую для судостроительной промышленности.
Сегодня The ESAB Group принадлежит американской компании Colfax Corporation , с коллективом более 8400 человек, занятых по всему миру. Сбытовая сеть компании представлена в 80 государствах, а выпуском продукции заняты 26 производств, в том числе два завода расположенных на территории Российской Федерации. Завод ЭСАБ-СВЭЛ был образован в 2000 году выпускающий, как российские марки электродов, так и марки электродов ОК принадлежащие ESAB. А в 2011 году к The ESAB Group присоединяется Сычевский электродный завод ранее принадлежавший ООО «Мострансгаз».
Завод ЭСАБ-СВЭЛ был образован в 2000 году выпускающий, как российские марки электродов, так и марки электродов ОК принадлежащие ESAB. А в 2011 году к The ESAB Group присоединяется Сычевский электродный завод ранее принадлежавший ООО «Мострансгаз».
Химический состав металла сварного шва (%) в соответствии AWS:
Описание
Условное обозначение – E43 3 R 11
Классификация: Электрод плавящийся
Вид покрытия: Рутиловое
Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже.
К этому виду электродов относятся и электроды с покрытием ильменитовым. Они располагаются между электродами с рутиловыми и кислыми. Ильменитовый концентрат входит в их покрытие, и является основным компонентом. Этот концетрат представляет собой природное соединение диоксидов железа и титана.
Этот концетрат представляет собой природное соединение диоксидов железа и титана.
Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций.
Характеристики
Диаметр, мм – 3 мм;
Сила тока, А:
– Нижнее от 80 до 160;
– Вертикальное от 80 до 140;
– Потолочное от 80 до 180;
Длина, мм – 350;
Количество электродов в 1 кг, шт – 39
Основным расходным материалом в процессе ручной дуговой сварки является сварочный электрод с обмазкой. Покрытие предназначается для защиты сварочной ванны от негативного действия кислорода. Для ее изготовления служит шихта, содержащая различные химические элементы и минералы. Свойства будущему шву задает не только материал металлического стержня, но и состав покрытия.
В маркировке электродов не отображается информация о физических параметрах изделий:
Зачастую, знание этих данных необходимо при проведении расчетов по количеству наплавляемого металла или определении расхода электродов на 1 метр шва. При покупке сварочных материалов также не помешает ориентирование в правильном количестве стержней в пачке с учетом недобросовестности некоторых продавцов.
В данной статье попробуем разобраться в данных вопросах, опираясь на нормативно-технические требования ГОСТов.
- товарный знак и наименование завода-изготовителя;
- марка электродов;
- диаметр и длина;
- условное обозначение;
- область применения;
- дата изготовления и номер партии;
- сварочные режимы, характеризующие зависимость сварочного тока от диаметра электрода и толщины металла;
- варианты выполнения сварочных швов – вертикальные, горизонтальные, потолочные;
- масса электродов в пачке;
- другие данные, характеризующие предельное содержание влаги, режимы повторного прокаливания и свойства металла шва.

На данном изображении мы видим, что при диаметре 4,0 мм и длине 450 мм общий вес коробки будет 6,0 кг. Но это лишь конкретная марка и конкретный изготовитель. Для полноты картины давайте посмотрим, что на этот счет прописано в НТД.
Вес пачки
ГОСТ 94 466 – 75 регламентирует массу электродов в пачке в зависимости от диаметра. Согласно п. 6.2. этого документа параметры не должны превышать следующих значений:
| ∅ , мм | Вес, кг |
| 2,5 | 3 |
| 3,0-4,0 | 5 |
| свыше 4,0 | 8 |
Таким образом, это не жестко закрепленные нормы, а указание границы допустимого предела. Однако производители, как правило, придерживаются именно этих цифр. Другие документы, такие как ГОСТ Р ИСО 2560- А и ГОСТ 9467-75 предъявляют требования к типу покрытия, механической прочности металла шва и т.д.
ГОСТ 94 466 – 75. п.6.2. Отклонение массы электродов в коробке или пачке от указанной на этикетке или в маркировке не должно превышать половины расчетной массы одного электрода в сторону уменьшения и расчетной массы двух электродов в сторону увеличения.

Вес пачки в зависимости от марки и производителя
Примерами могут служить весовки следующих марок и производителей:
| Марка | Завод-изготовитель | Диаметр, мм | Вес коробки, кг |
| ESAB-СВЭЛ | 3,5 | 5,3 | |
| 4 | 6,6 | ||
| Тюмень | 3 | 5 | |
| 4 | 6 | ||
| 5 | 5,5 | ||
| ESAB-СВЭЛ | 3 | 4,5 | |
| 4 | 6,0 |
Количество электродов в зависимости от диаметра
В учетом габаритных размеров коробки и ограничениями по весу упаковки, количество стрежней соответствует следующим табличным данным:
| Диаметр, мм | Длина, м | Масса, г | Количество в пачке, шт. | Общий вес упаковки, кг |
| 3 | 350 | 26,5 | 95 | 3 |
| 4 | 450 | 60 | 82 | 5 |
| 5 | 450 | 95 | 52 | 5 |
Вес одного электрода
Хотя толщина покрытия и материал стержня есть нормируемые величины, определенные ГОСТом, в процессе производства неизбежны погрешности, которые будут влиять на вес конечной продукции. Расхождение значений в 1-2 г. считается допустимым. Ведь превалирующим показателем будет выступать вес пачки, измеряемый в граммах, а вес одного электрода можно узнать простым арифметическим действием: поделить общий вес коробки на общее количество находящихся в ней изделий.
Расхождение значений в 1-2 г. считается допустимым. Ведь превалирующим показателем будет выступать вес пачки, измеряемый в граммах, а вес одного электрода можно узнать простым арифметическим действием: поделить общий вес коробки на общее количество находящихся в ней изделий.
ESABESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См. все(110)
Прутки ESAB(6 из 48) См. все(48)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 50) См. все(50)
| |
 Отлично держит дугу, не чувствителен к качеству источника. Относительно мало чувствителен к ржавчине и другим загрязнениям поверхности.
Отлично держит дугу, не чувствителен к качеству источника. Относительно мало чувствителен к ржавчине и другим загрязнениям поверхности.


 Пруток широко применяется в машиностроении, энергетике, нефтехимическом машиностроении (трубопроводы и сосуды под давлением, бойлеры и т.п.)
Пруток широко применяется в машиностроении, энергетике, нефтехимическом машиностроении (трубопроводы и сосуды под давлением, бойлеры и т.п.) 12
12

 Токи: 250 и 400А.
Токи: 250 и 400А.ESAB 7018-1 Stick-электроды VacPac-ed для экономии средств
ESAB Welding & Cutting Products недавно выпустила на рынок США электроды ESAB 7018-1 Prime с низким содержанием водорода (AWS E7018-1 h5R).
ESAB 7018-1 Prime поставляется в картонной коробке весом 24 фунта, содержащей шесть упаковок VacPac с вакуумной герметизацией. По заявлению ESAB, они доступны всех диаметров, от 3/32 дюйма до 5/32 дюйма и длиной 14 дюймов.
Новые электроды удобны в эксплуатации, утверждает компания, обеспечивая хорошее удаление шлака, контроль сварочной ванны и более высокую скорость наплавки.Операторы могут выполнять сварку быстрее, не жертвуя качеством сварки в нестандартном положении. Графитовое покрытие на конце электрода улучшает зажигание дуги. Применения включают в себя производство электроэнергии, конструкционную сталь, морское строительство, изготовление сосудов высокого давления, нефтехимическую промышленность, пищевую промышленность и другие отрасли, где предотвращение образования холодных трещин или образования пористости имеет решающее значение.
«VacPac содержит 4 фунта электродов, потому что средний сварщик при промышленной эксплуатации потребляет от 3 до 5 фунтов электродов за смену», — сказал Халинсон Кампос, менеджер по продуктам для присадочных металлов в ESAB.«По сравнению со стандартными 50-фунтовыми банками VacPac уменьшает или устраняет необходимость утилизировать неиспользованные электроды в конце дня или повторно запекать их в стержневой печи. Четырехфунтовые упаковки также намного легче переносить операторами и дешевле ».
VacPac состоит из ламинированной многослойной алюминиевой фольги, которая герметично закрыта вокруг прочной пластиковой внутренней коробки. Защищенные внешней картонной коробкой, они имеют неограниченный срок хранения и не требуют особых складских условий при осторожном обращении и отсутствии повреждений фольги, утверждает ЭСАБ.При открытии свежие и сухие электроды гарантируются после подтверждения вакуума. Дистрибьюторам предоставляется возможность продавать отдельные 4-фунтовые упаковки.
Обозначение «-1» указывает на свойства Charpy V-Notch, измеренные при более низких температурах. ESAB 7018-1 Prime обеспечивает ударную вязкость после сварки: 78 фут-фунтов при -50 ° F и 168 фут-фунтов при -20 ° F. Электроды с обозначением -1 также могут использоваться, когда в процедурах требуется стандартный электрод E7018, но не наоборот.
ESAB 7018-1 Prime также имеет обозначение h5R, что означает менее 4 миллилитров диффузионного водорода на 100 граммов наплавленного сварного шва.Эти электроды можно использовать прямо из упаковки VacPac без необходимости запекать или временно хранить их в специальных печах или колчанах для удовлетворения требований к низкому содержанию водорода, сообщила компания. Электроды из h5R, разработанные для обеспечения влагостойкости, также поглощают менее 0,4% влаги после 12 часов воздействия при 80 ° F и относительной влажности 80%.
Хотя ESAB 7018-1 Prime является новым продуктом для США, это признанный глобальный продукт, продаваемый в Канаде, ЕС, на Ближнем Востоке и в Азии под названием OK 55. 00. ЭСАБ производит эти электроды с низким содержанием водорода на своем заводе в Перстропе, Швеция, где система качества сертифицирована Кодексом ASME по котлам и сосудам под давлением и другими международными организациями.
00. ЭСАБ производит эти электроды с низким содержанием водорода на своем заводе в Перстропе, Швеция, где система качества сертифицирована Кодексом ASME по котлам и сосудам под давлением и другими международными организациями.
Для получения дополнительной информации посетите www.esab.com.
Лечение боли в спине TENS: преимущества пояса TENS
TENS, или чрескожная электрическая стимуляция нервов, — это лечение боли в спине, при котором для облегчения боли используется электрический ток низкого напряжения.
TENS обычно выполняется с помощью блока TENS, небольшого устройства с батарейным питанием.Устройство можно прикрепить к ремню и подключить к двум электродам. Электроды проводят электрический ток от аппарата TENS к коже.
Как TENS может помочь при боли в спине
Существует мало исследований, подтверждающих, как — или даже если — действительно работает TENS. Его использование восходит к 1960-м годам, когда была введена теория боли в виде воротного контроля. Согласно теории, стимуляция нервов закрывает механизм «ворот» в спинном мозге, что может помочь устранить болевые ощущения.Во время процедуры TENS при боли в спине электроды накладываются на кожу над болезненным участком спины. Это создает электрические импульсы, которые проходят по нервным волокнам и вызывают покалывание. Обезболивание обычно начинается немедленно и прекращается вскоре после лечения.
Другая теория гласит, что стимуляция нервов может помочь организму вырабатывать натуральные обезболивающие, называемые эндорфинами.
Исследования, однако, по большей части не подтвердили использование только TENS при болях в спине.В одном обзоре четырех исследований, сравнивающих TENS и плацебо, противоречивые данные затруднили определение того, полезны ли TENS для уменьшения интенсивности боли в спине.
Использование TENS
TENS при правильном использовании в целом безопасно. Если вы думаете, что хотели бы попробовать TENS от боли в спине, поговорите со своим врачом. Техника работает по-разному у разных людей, и не для всех. Ваш врач может посоветовать не использовать TENS, если у вас есть кардиостимулятор или вы находитесь на первых неделях беременности.
Техника работает по-разному у разных людей, и не для всех. Ваш врач может посоветовать не использовать TENS, если у вас есть кардиостимулятор или вы находитесь на первых неделях беременности.
Перед запуском TENS попросите вашего врача или физиотерапевта показать вам, как пользоваться аппаратом TENS. Обязательно внимательно следуйте инструкциям и соблюдайте следующие меры предосторожности:
- Используйте TENS только по назначению врача. Сообщите своему врачу, если ваше состояние изменится.
- Не оставляйте электроды на месте надолго, не проверив и не очистив кожу под ними.
- Если под электродами появляется сыпь или ожог, продолжающийся более шести часов, прекратите ДЕСЯТКИ.Также позвоните своему врачу или физиотерапевту.
- Не кладите электроды на сломанную или раздраженную кожу.
- Не садитесь за руль при использовании блока TENS.
- Не используйте устройство в душе или ванне.
- Не используйте прибор TENS с грелками или холодными компрессами.
- Не используйте TENS во время сна.

Новая конструкция электродов может привести к созданию более мощных аккумуляторов | MIT News
Новые исследования инженеров Массачусетского технологического института и других организаций могут привести к созданию аккумуляторов, которые могут иметь большую мощность на фунт и работать дольше, исходя из давно преследуемой цели использования чистого металлического лития в качестве одного из двух электродов батареи, анода.
Новая концепция электродов разработана лабораторией Цзюй Ли, профессора ядерных наук и инженерии Battelle Energy Alliance и профессора материаловедения и инженерии. Он описан сегодня в журнале Nature , в статье, написанной в соавторстве с Юмин Ченом и Цзыцян Ванем из Массачусетского технологического института, а также с 11 другими сотрудниками Массачусетского технологического института, а также в Гонконге, Флориде и Техасе.
Конструкция является частью концепции разработки безопасных полностью твердотельных аккумуляторов без жидкого или полимерного геля, обычно используемого в качестве материала электролита между двумя электродами аккумулятора. Электролит позволяет ионам лития перемещаться вперед и назад во время циклов зарядки и разрядки батареи, и полностью твердый вариант может быть безопаснее, чем жидкие электролиты, которые обладают высокой летучестью и были источником взрывов в литиевых батареях.
Электролит позволяет ионам лития перемещаться вперед и назад во время циклов зарядки и разрядки батареи, и полностью твердый вариант может быть безопаснее, чем жидкие электролиты, которые обладают высокой летучестью и были источником взрывов в литиевых батареях.
«Было проделано много работы над твердотельными батареями с металлическими литиевыми электродами и твердыми электролитами», — говорит Ли, но эти усилия столкнулись с рядом проблем.
Одна из самых больших проблем заключается в том, что когда батарея заряжается, атомы накапливаются внутри металлического лития, вызывая его расширение.Затем металл снова сжимается во время разряда по мере использования батареи. Эти повторяющиеся изменения размеров металла, что-то вроде процесса вдоха и выдоха, мешают твердым телам поддерживать постоянный контакт и имеют тенденцию к разрушению или отделению твердого электролита.
Другая проблема заключается в том, что ни один из предложенных твердых электролитов не является действительно химически стабильным при контакте с высокореактивным металлическим литием, и они имеют тенденцию к разложению со временем.
Большинство попыток преодолеть эти проблемы были сосредоточены на разработке материалов твердых электролитов, которые были бы абсолютно устойчивы по отношению к металлическому литию, что оказалось трудным.Вместо этого Ли и его команда приняли необычную конструкцию, в которой используются два дополнительных класса твердых тел: «смешанные ионно-электронные проводники» (MIEC) и «электронные и литий-ионные изоляторы» (ELI), которые абсолютно химически стабильны в контакте с литием. металл.
Исследователи разработали трехмерную наноархитектуру в виде сотового массива гексагональных трубок MIEC, частично пропитанных твердым металлическим литием, чтобы сформировать один электрод батареи, но с дополнительным пространством, оставленным внутри каждой трубки.Когда литий расширяется в процессе зарядки, он течет в пустое пространство внутри трубок, двигаясь как жидкость, хотя и сохраняет свою твердую кристаллическую структуру. Этот поток, полностью ограниченный внутри сотовой структуры, снижает давление от расширения, вызванного зарядкой, но без изменения внешних размеров электрода или границы между электродом и электролитом. Другой материал, ELI, служит решающим механическим связующим звеном между стенками MIEC и слоем твердого электролита.
Другой материал, ELI, служит решающим механическим связующим звеном между стенками MIEC и слоем твердого электролита.
«Мы разработали эту структуру, которая дает нам трехмерные электроды, похожие на соты», — говорит Ли. Пустоты в каждой трубке конструкции позволяют литию «ползти назад» в трубки, «и таким образом он не создает напряжения, вызывающего трещину в твердом электролите». Расширяющийся и сжимающийся литий внутри этих трубок движется внутрь и наружу, как поршни автомобильного двигателя внутри их цилиндров. Поскольку эти структуры построены с наноразмерными размерами (трубы имеют диаметр от 100 до 300 нанометров и высоту в несколько десятков микрон), результат похож на «двигатель с 10 миллиардами поршней с металлическим литием в качестве рабочей жидкости», Ли говорит.
Поскольку стенки этих сотовых структур сделаны из химически стабильного материала MIEC, литий никогда не теряет электрического контакта с материалом, говорит Ли. Таким образом, вся твердая батарея может оставаться механически и химически стабильной в течение всех циклов использования. Команда экспериментально доказала эту концепцию, проверив тестовое устройство через 100 циклов зарядки и разрядки без какого-либо разрушения твердых частиц.
Команда экспериментально доказала эту концепцию, проверив тестовое устройство через 100 циклов зарядки и разрядки без какого-либо разрушения твердых частиц.
Обратимое металлическое покрытие Li и снятие углеродных трубок с внутренним диаметром 100 нм.Предоставлено исследователями.
Ли говорит, что, хотя многие другие группы работают над тем, что они называют твердыми батареями, большинство из этих систем действительно лучше работают с жидким электролитом, смешанным с твердым электролитом. «Но в нашем случае, — говорит он, — все действительно надежно. В нем нет никакой жидкости или геля ».
Новая система может привести к созданию безопасных анодов, которые весят всего четверть меньше, чем их традиционные аналоги в литий-ионных батареях, при той же емкости накопителя.В сочетании с новыми концепциями облегченных версий другого электрода, катода, эта работа может привести к существенному снижению общего веса литий-ионных батарей. Например, команда надеется, что это приведет к появлению мобильных телефонов, которые можно будет заряжать только раз в три дня, не делая телефоны тяжелее и громоздче.
Одна новая концепция более легкого катода была описана другой командой во главе с Ли в статье, опубликованной в прошлом месяце в журнале Nature Energy , соавторами которой являются постдок MIT Чжи Чжу и аспирант Дайвэй Юй.Этот материал позволит сократить использование никеля и кобальта, которые дороги и токсичны и используются в современных катодах. Новый катод зависит не только от емкости этих переходных металлов в циклическом режиме батареи. Вместо этого он будет больше полагаться на окислительно-восстановительную способность кислорода, который намного легче и больше. Но в этом процессе ионы кислорода становятся более подвижными, что может заставить их вылетать из катодных частиц. Исследователи использовали высокотемпературную обработку поверхности расплавом соли, чтобы создать защитный поверхностный слой на частицах оксида металла, богатого марганцем и литием, что резко снизило потери кислорода.
Даже несмотря на то, что поверхностный слой очень тонкий, всего от 5 до 20 нанометров на частице шириной 400 нанометров, он обеспечивает хорошую защиту нижележащего материала. «Это почти похоже на иммунизацию», — говорит Ли, — против разрушительного воздействия потери кислорода в батареях, используемых при комнатной температуре. Настоящие версии обеспечивают по крайней мере 50-процентное улучшение количества энергии, которое может быть сохранено при заданном весе, с гораздо большей стабильностью при езде на велосипеде.
«Это почти похоже на иммунизацию», — говорит Ли, — против разрушительного воздействия потери кислорода в батареях, используемых при комнатной температуре. Настоящие версии обеспечивают по крайней мере 50-процентное улучшение количества энергии, которое может быть сохранено при заданном весе, с гораздо большей стабильностью при езде на велосипеде.
Команда пока построила только небольшие лабораторные устройства, но «я ожидаю, что это можно будет очень быстро расширить», — говорит Ли.Необходимые материалы, в основном марганец, значительно дешевле никеля или кобальта, используемых в других системах, поэтому эти катоды могут стоить всего в пятую часть от стоимости обычных версий.
В исследовательские группы входили исследователи из Массачусетского технологического института, Гонконгского политехнического университета, Университета Центральной Флориды, Техасского университета в Остине и Брукхейвенских национальных лабораторий в Аптоне, штат Нью-Йорк. Работа поддержана Национальным научным фондом.
Купить сварочные электроды в Интернете по лучшей цене
Сварка с лучшими сварочными электродами и стержнями в ИнтернетеПроцесс сварки помогает соединить два куска металла.Для этого используются инструменты, известные как сварочные электроды. Другими словами, они помогают в изготовлении оборудования для использования в большом количестве промышленных установок. Некоторые из наиболее распространенных промышленных применений, в которых используется сварочный процесс, включают автомобильное и автомобильное строительство, строительство судов и самолетов, строительство мостов и строительство заводских навесов и многое другое.
Различные типы сварочных электродов, доступные в Интернете
Вы можете купить различные типы сварочных электродов в Интернете.К наиболее распространенным типам сварочных электродов относятся чугунные электроды, электроды из дуплексной нержавеющей стали, электроды из мягкой нержавеющей стали, вольфрамовые электроды и т. Д.
Д.
в основном используются в обрабатывающих отраслях, которые производят хирургическое оборудование , , химические удобрения и т. Д.
Вольфрамовые электроды — это электроды с покрытием и электроды без покрытия, однако электроды без покрытия не служат долго, как электроды с покрытием. Электроды без покрытия также известны как неизолированные электроды, которые используются при автоматической сварке под флюсом с дугой в защитном газе, помещенной в удлиненный бугор над стыком.
Помимо этого, обычно используются другие типы электродов: расходный электрод и неплавящийся электрод.
Расходуемые электроды — это электроды, структура которых при использовании претерпевает значительные изменения. Эти электроды расходуются при их использовании. Неплавящиеся электроды — это те, которые не расходуются в процессе сварки. Выбор между использованием расходуемого и неплавящегося электрода лежит между типами металла, которые предназначены для сварки.
Купите электроды лучших марок в Интернете на Moglix
Электроды очень важны для обрабатывающей промышленности; Если вы ищете электроды лучших марок, вы можете проверить их ассортимент на Moglix.com.
Ador — Это ведущий производитель сварочных электродов, у нас есть эксклюзивный ассортимент сварочных электродов высшего качества.
JMV — У нас есть огромный ассортимент электродов JMV, это известная марка для систем склеивания.
Arcon — это один из лучших брендов в сварочной отрасли. Мы предлагаем большой ассортимент электродов Arcon , которые вы можете купить по доступной цене.
Почему стоит покупать сварочные электроды в Интернете в Moglix?
Если у вас ограниченный бюджет и вы не знаете, где купить лучшие сварочные электроды, ваши заботы скоро исчезнут; Теперь вы можете купить качественные сварочные электроды в Интернете по привлекательным ценам в компании Moglix. Предлагаемая нами продукция на 100% подлинна и прослужит дольше. Вы можете купить сварочные стержни и электроды по лучшей цене тоже лучших производителей.
Предлагаемая нами продукция на 100% подлинна и прослужит дольше. Вы можете купить сварочные стержни и электроды по лучшей цене тоже лучших производителей.
Вы также можете ознакомиться со всем нашим каталогом сварочного оборудования, который включает оборудование для сварки и резки, сварочные аппараты, сварочные трансформаторы, сварочные кабели , и многое другое.
М.К. Miller Manufacturing — доверяют специалисты по коррозии со всего мира
M.C. Miller Manufacturing — доверяют мировые инженеры-коррозионеры — электрод RE-5CОсобенности и преимущества
- Электрод сравнения медь / сульфат меди с прочной керамической заглушкой с конической поверхностью (RE-5C).
- Предназначен для работы на мягких почвах.
- Медная катанка высокой чистоты и прочная трубка из лексана.
- Электрод имеет прозрачное «окно» для просмотра состояния насыщенного раствора сульфата меди.
- Насыщенный раствор сульфата меди готовится (внутри трубки Lexan) конечным пользователем в соответствии с предоставленными инструкциями.
- Поставляется с зарядом кристаллов сульфата меди внутри трубки из лексана.

Паспорт безопасности (SDS):
Руководства:
Брошюры:
- Длина: 6.75 дюймов (17,15 см)
- Диаметр: 3,49 см (1,375 дюйма)
- Сухой вес: 5,0 унций (141,7 г)
- Конец разъема: Наружная резьба 1 / 4-20 с накатанной гайкой
Как настроить новый электрод для использования в полевых условиях:
Как сохранить электрод после использования:
 youtube.com/embed/yosOwf3o_60″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/yosOwf3o_60″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Приобретите здесь или у официального дистрибьютора, чтобы гарантировать подлинность M.Продукция C. Miller
, здесь идет сообщение 2 …
, здесь идет сообщение 3 …
Стимулятор спинного мозга | Johns Hopkins Medicine
Стимулятор спинного мозга — это имплантированное устройство, которое посылает электричество низкого уровня непосредственно в спинной мозг для облегчения боли.
Что такое стимулятор спинного мозга и как он работает?
Стимуляторы спинного мозга состоят из тонких проводов ( электродов ) и небольшого батарейного блока, подобного кардиостимулятору ( генератор ).Электроды помещают между спинным мозгом и позвонками ( эпидуральное пространство ), а генератор помещают под кожу, обычно около ягодиц или живота. Стимуляторы спинного мозга позволяют пациентам отправлять электрические импульсы с помощью пульта дистанционного управления, когда они чувствуют боль. Пульт дистанционного управления и его антенна находятся вне корпуса.
Стимуляторы спинного мозга позволяют пациентам отправлять электрические импульсы с помощью пульта дистанционного управления, когда они чувствуют боль. Пульт дистанционного управления и его антенна находятся вне корпуса.
Эксперты до сих пор не до конца понимают механизмы стимуляции спинного мозга, но теперь они знают, что она может воздействовать на несколько групп мышц прямо из позвоночника и даже влиять на то, как мозг ощущает боль.
Традиционные стимуляторы спинного мозга заменяют ощущение боли легким покалыванием, называемым парестезией. Для пациентов, которые считают эти парестезии неудобными, новые устройства предлагают стимуляцию «субвосприятия», которую невозможно почувствовать.
Многие из новейших устройств устанавливаются врачами с высокоспециализированной подготовкой в области интервенционного обезболивания под контролем рентгена и / или ультразвука.
Для чего используется стимуляция спинного мозга?
Стимуляция спинного мозга применяется чаще всего после того, как нехирургические методы лечения боли не принесли достаточного облегчения. Стимуляторы спинного мозга могут использоваться для лечения или купирования различных типов хронической боли, в том числе:
Стимуляторы спинного мозга могут использоваться для лечения или купирования различных типов хронической боли, в том числе:
- Боль в спине, особенно боль в спине, которая продолжается даже после операции (синдром неудачной операции на спине)
- Боль после операции
- Арахноидит (болезненное воспаление паутинной оболочки, тонкой оболочки, покрывающей головной и спинной мозг)
- Боль в сердце (стенокардия), не поддающаяся лечению другими средствами
- Травмы спинного мозга
- Боль, связанная с нервом (например, тяжелая диабетическая нейропатия и невропатия, связанная с раком в результате облучения, хирургического вмешательства или химиотерапии)
- Заболевания периферических сосудов
- Комплексный регионарный болевой синдром
- Боль после ампутации
- Висцеральная боль в животе и боль в промежности
Стимуляция спинного мозга может улучшить общее качество жизни и сна и снизить потребность в обезболивающих.Обычно он используется вместе с другими видами лечения боли, включая лекарства, упражнения, физиотерапию и методы релаксации.
Кому нужен стимулятор спинного мозга?
Как и при любом лечении, ваш врач захочет убедиться, что стимуляция спинного мозга подходит вам — и что она может значительно облегчить вашу хроническую боль. Чтобы дать эту рекомендацию, ваш специалист по боли, скорее всего, закажет визуализацию и психологический скрининг. Некоторые страховые компании требуют психологического обследования, чтобы убедиться, что такие расстройства, как депрессия или тревога, не усугубляют вашу боль.
Каждый пациент индивидуален, но, как правило, наибольшую пользу от стимуляции спинного мозга получают те, кто:
- Не испытывали достаточного обезболивания с помощью лекарств, малоинвазивных методов лечения или предшествующих операций
- Не страдаете психическими расстройствами, снижающими эффективность процедуры
Типы стимуляторов спинного мозга
Стимуляторы спинного мозга бывают трех основных типов:
- Обычный имплантируемый генератор импульсов (IPG) — это стимулятор кода позвоночника на батарейках.Во время операции батарея помещается в позвоночник. Когда он разрядится, батарею необходимо заменить в другой хирургии. Это устройство может быть хорошим выбором для людей, страдающих болью только в одной части тела, поскольку оно имеет более низкую электрическую мощность.
- Перезаряжаемый IPG работает аналогично обычному устройству, с той разницей, что аккумулятор можно перезарядить без дополнительной хирургической операции. Поскольку источник энергии является перезаряжаемым, эти стимуляторы могут производить больше электроэнергии. Это может быть лучшим выбором для людей, страдающих болями в пояснице, одной или обеих ногах, поскольку электрический сигнал может распространяться дальше.
- Радиочастотный стимулятор использует аккумулятор, который находится вне тела. Сегодня этот стимулятор редко используется из-за более новых разработок и усовершенствованных технологий. В нем есть перезаряжаемые батареи, и, как и в случае с перезаряжаемыми IPG, он может быть лучше для людей с болями в пояснице и ногах из-за мощности устройства.
Ваш хирург объяснит, как работать с устройством и регулировать интенсивность электрического сигнала, который поддерживают все три типа стимуляторов. Для разных положений тела могут потребоваться разные настройки стимулятора, например, одна настройка лучше подходит для сидения, а другая — для ходьбы).Чтобы облегчить вам доступ к наиболее часто используемым настройкам, большинство устройств позволяют врачам сохранять две или три предустановленные программы. Некоторые новые устройства имеют несколько форм волны для подачи электричества, включая высокочастотную, импульсную и высокоплотную стимуляцию.
Хирургический стимулятор спинного мозга
Стимуляторы спинного мозга требуют двух процедур для тестирования и имплантации устройства: пробной и имплантации.
Испытание на стимулятор спинного мозга
Первый шаг — испытательный срок.Ваш хирург имплантирует вам временное устройство для проверки. Ваш хирург осторожно вставит электроды в эпидуральное пространство позвоночника, руководствуясь специальным рентгеновским снимком, называемым рентгеноскопией. Местоположение вашей боли влияет на то, где эти электроды будут размещены вдоль позвоночника. Во время процедуры ваш хирург может попросить вас поделиться мнением о том, как лучше расположить электроды.
Для этой пробной процедуры обычно требуется только один разрез в нижней части спины для установки электродов.Генератор / аккумулятор будет находиться вне тела, обычно на поясе, который вы носите на поясе.
Примерно в течение недели вы будете оценивать, насколько хорошо устройство снижает вашу боль. Испытание считается успешным, если уровень боли снизился на 50% или более.
В случае неудачи провода можно легко удалить в клинике без повреждения спинного мозга или нервов. В случае успеха планируется хирургическая операция по имплантации устройства на постоянной основе.
Имплантация стимулятора спинного мозга
Во время процедуры постоянной имплантации генератор помещается под кожу, а пробные электроды заменяются стерильными.В отличие от пробных электродов, они будут закреплены швами для минимизации движения.
Имплантация может занять около 1-2 часов и обычно выполняется амбулаторно.
После проведения местной анестезии хирург сделает один разрез (обычно вдоль нижней части живота или ягодиц), чтобы удерживать генератор, и другой разрез (вдоль позвоночника), чтобы вставить постоянные электроды. Надрезы примерно равны водительскому удостоверению.Как и в пробной процедуре, для определения места размещения электродов используется рентгеноскопия.
После подключения и запуска электродов и генератора хирург закроет надрезы.
Ваш хирург может назначить седативный эффект, чтобы вам было комфортно, и попросит вас высказать свое мнение во время установки электродов.
Восстановление стимулятора спинного мозга
Большинство пациентов уезжают в тот же день, что и процедура — после того, как закончилась анестезия. В течение нескольких дней после операции разрезы могут быть болезненными.Старайтесь не растягиваться, не скручиваться и не дотягиваться до разрезов. Повязки будут наложены на места разрезов, которые можно будет снять примерно через 3 дня. В большинстве случаев разрезы заживают в течение 2-4 недель после операции.
Ваш врач обсудит ваш план выздоровления, но обычно рекомендуется более легкая физическая активность в течение примерно 2 недель после операции.
После того, как ваш хирург разрешит вам заниматься регулярной деятельностью, вы можете вернуться к работе и снова водить машину (с выключенным стимулятором).Обычно это происходит через 1-2 недели после операции.
Осложнения со стимулятором спинного мозга
Осложнения операции на стимуляторе спинного мозга редки, но ни одна процедура не обходится без риска. У небольшого процента пациентов могут возникнуть:
- Инфекция, которая может возникнуть в первые 2-8 недель.
- Кровотечение.
- Миграция устройства (т. Е. Электроды перемещаются из своего исходного положения, и стимулятор не так эффективно блокирует боль). Это часто требует дополнительной хирургической операции, чтобы вернуть электроды в нужное место.
- Повреждение устройства (например, при падении или интенсивной физической нагрузке стимулятор сломался).
- Прокол твердой мозговой оболочки. Твердая мозговая оболочка окружает спинной мозг. Стимуляторы спинного мозга вводятся в эпидуральное пространство, область за пределами твердой мозговой оболочки. Если игла или электрод войдут слишком глубоко и проткнут их, спинномозговая жидкость может вытечь. Эти проколы могут вызвать сильную головную боль.
- Травма спинного мозга. Хотя чрезвычайно редки, введение стимулятора спинного мозга может вызвать повреждение нервов и паралич.
Жизнь со стимулятором спинного мозга
Как правило, обезболивающее, обеспечиваемое стимуляторами спинного мозга, позволяет пациентам делать гораздо больше, чем они могли до операции, но есть определенные ограничения, о которых следует помнить.
Можно ли сделать рентген и компьютерную томографию со стимулятором спинного мозга?
Пока стимулятор спинного мозга выключен, рентгеновские снимки и компьютерная томография, как правило, безопасны. Перед сканированием всегда сообщайте своему врачу, медсестре или техническому специалисту, что у вас есть стимулятор спинного мозга.
Совместимы ли стимуляторы спинного мозга МРТ?
Нет, МРТ не всегда безопасны для тех, у кого есть устройства для стимуляции спинного мозга. Некоторые новые устройства совместимы с определенными моделями аппаратов МРТ и местами сканирования, но сначала вашему врачу необходимо будет оценить особенности вашего стимулятора. Если ваше устройство несовместимо с МРТ, МРТ может вызвать серьезные травмы.
Заранее свяжитесь со своим специалистом по боли, чтобы он или она могли взвесить, будет ли процедура мешать или вредить вашей модели стимулятора.
Сработает ли мой стимулятор спинного мозга с точки зрения безопасности аэропорта?
Да, ворота безопасности аэропорта обнаружат ваш стимулятор, но ваш врач выдаст вам удостоверение личности, которое может позволить вам обойти машину.
Некоторые люди считают, что ворота безопасности аэропорта создают неудобные (но безвредные) помехи для их стимуляторов. Если вы не можете избежать прохождения проверки безопасности, выключите устройство перед тем, как пройти через нее.
Могу ли я водить машину со стимулятором спинного мозга?
Нет, вам следует выключать стимулятор, когда вы ведете машину или работаете с тяжелой техникой, так как резкие изменения уровня стимуляции могут отвлечь внимание.
Могу ли я плавать со стимулятором спинного мозга?
Плавать можно с постоянным имплантированным генератором, но нельзя намочить временный стимулятор. Вам нужно будет избегать ванн и душа в течение этого короткого испытательного периода.
ESAB VacPac 7018-1 Prime Stick Electrodes — Baker’s Gas & Welding Supplies, Inc.
Описание
ESAB 7018-1 Prime — это надежный высококачественный электрод, обеспечивающий высокую скорость наплавки и очень низкое влагопоглощение.Он обеспечивает превосходный контроль сварочной ванны, минимальный уровень разбрызгивания, хорошее зажигание дуги и легкое удаление шлака, что упрощает сварку, в том числе при сварке вне положения. Особенно подходит для сварки высокопрочных низколегированных сталей. Следует отметить низкотемпературную ударную вязкость металла шва.Предотвращение водородного растрескивания в толстых конструкционных сталях или пористости в металле сварного шва из нержавеющей стали или на основе никеля путем регулирования повторного поглощения влаги покрытием электродов с низким содержанием водорода может быть очень дорогостоящим.В сложных приложениях, таких как морское производство, затраты на хранение и транспортировку с контролируемым климатом и связанные с этим административные расходы часто превышают стоимость самих расходных материалов. Благодаря вакуумной упаковке ESAB 7018-1 Prime VacPac эти затраты полностью исключены.
Настоящая 100% герметичная упаковка
Без повторного выпекания, без духовок, без колчанов
Безопасная сварка после открытия
Экономия средств за счет упрощенного хранения и обращения
Сниженный риск водородного растрескивания или пористости
Сварщикам легче носить с собой
Доступны посменные размеры упаковки
Недвижимость
Типичные свойства при растяжении
Типичные свойства Шарпи с V-образным пазом
Состояние | Величина удара | Тестирование Температура |
Сварной | 77.4 фут / фунт | -49 ° F |
Сварной | 73,7 фут / фунт | -58 ° F |
Допуски | АБС; 3Y H5; SB; BV; 3Y H5; SB; CWB; Е4918-1-h5; SB; DNV-GL; 3-летние H5 |
Классификации | SFA / AWS A5.1; Э7018-1х5 Р; SFA / AWS A5.1; Э7018х5 Р; CSA W48; Е4918-1-h5; EN ISO 2560-A; E 46 5 B 32 H5 |
Тип сплава: | Углерод-марганец |
Тип покрытия: | Imperial_Basic Покрытие |
Диффузионный водород: | <4,0 мл / 100 г |
Сварочный ток: | переменного тока, постоянного тока + |