Почему прилипает электрод при сварке
Известно, что в сварочных работах основным расходным сырьем являются электроды. Выпускаются они в разнообразии и подходят для соединения разных металлов в особых условиях эксплуатации. При правильно подобранном материале наплавки и режиме пользования, устраняются многие неблагоприятные явления и некачественные соединения. В таких работах требуется соответствие техническим нормативам, а также высокий профессионализм исполнителя. Ведь существует много причин прилипания сварочных электродов.
Перед выпуском расходное сырье подвергается разным уровням контроля, что гарантирует высокое качество приобретаемой продукции. При покупке потребителю остается только сделать правильный выбор и использовать в соответствии с нормативами для достижения определенной эффективности.
Кроме правильного производства, изготовитель должен обеспечить соответствующее хранение и транспортировку своей продукции. Ведь в результате залипания электродов может испортиться конструкция сварного шва и портиться инвертор.
Какие могут быть причины прилипания электродов при проведении работ?
Основной причиной сливания основного металла с расходником, является достаточное покрытие на сварочном электроде. В основном именно конец электрода является уязвимой областью, где осыпается обмазка. Без этой обмазки дуга останется незащищенной, не стабильной, приводя к залипанию.
Электроды могут залипать из-за их сырости. При увлажненной обмазке дуге трудно зажигаться, где не поможет также повышенный объем рабочего тока. Из-за этого материал лучше заменить другим.
Другой причиной залипания может быть скопление влаги покрытием. Сварными электродами во влажном состоянии не желательно работать из-за большого объема водорода в сварочном шве. Это станет причиной появления трещин и дальнейшего залипания.
Также электроды могут залипать в результате несоответствующего рабочего режима. Большинство специалистов бояться перепаливания главного металла и выбирать слабые режимы. В результате недостаточной силы тока, для зажигания дуги не достаточно энергии. Даже при ее коротком зажигании, заряд исчезает и электрод залипает. Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром).
Даже при ее коротком зажигании, заряд исчезает и электрод залипает. Поэтому следует обращать пристальное внимание на соответствующий выбор сварочного режима. Также нужно пользоваться оборудованием с точным изменением параметров (особенно при пользовании электродов с малым диаметром).
Электроды во время сварки могут липнуть при низком уровне профессионализма, так как может понадобиться опыт зажигания электродов определенного размера и знание деталей работы с разными положениями. Нужно уверенно ловить саму дугу и ее размещение, иначе она будет прерывистой (при высоком размещении электрода) или будет появляться залипание (при его низком положении). Уровень размещения дуги зависит от определенной марки и диаметра электрода.
Элементарной причиной залипания электрода при инверторной сварке является его плохое качество. При приобретении дешевых материалов часто могут проявляться негативные явления.
Рекомендации при сварочных работах
- наличие дополнительной опции «антизалипания» на современном оборудовании.
 Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;
Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы; - правильно выбирать электроды и режимы эксплуатации. Иногда для стабилизации горения дуги достаточно увеличивать силу тока;
- просушивать и прокаливать расходные материалы перед работами, устраняя лишнюю влагу;
- проводить проверку концов у электродов перед первым зажиганием и дальнейшими работами из-за возможного наличия шлаков или осыпания обмазки.
 Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;
Но в сложных ситуациях опция окажется малоэффективной, но позволит легче и проще проводить сварные работы;Почему прилипает электрод при сварке: как избежать этого у инвертора, подготовка и настройка
Во время сварки, особенно у малоопытных сварщиков, нередко случается неприятность-электрод прилипает к заготовке. Дуга при этом не разжигается, и работа останавливается. Почему прилипает электрод при сварке опытные мастера называют для этого несколько причин. Они связаны с состоянием электрода, с настройками аппаратуры и с опытом недостаточным сварщика
Причины
Специалисты выделяют несколько типовых причин залипания электрода.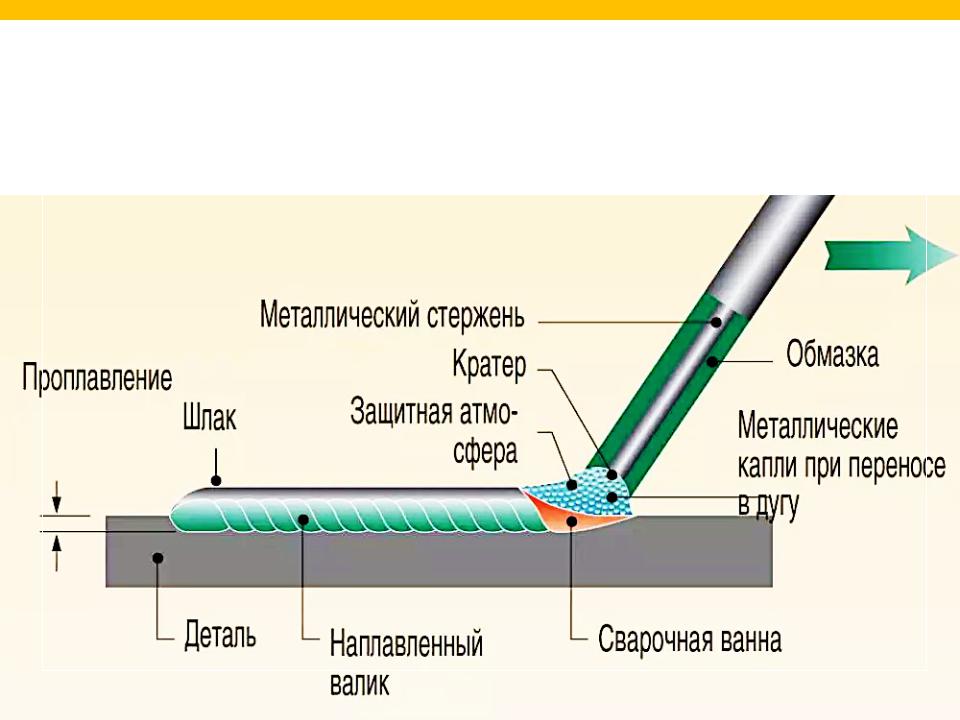
Результат многократного залипания электрода. При малой толщине заготовки это может привести к прожогу.
Среди них: состояние электродов, качество подготовки поверхности заготовки к сварке, настройки инвертора и неправильные приемы розжига.
Сырые электроды
Сварочный электрод состоит из стального сердечника и порошкового покрытия. Материал покрытия достаточно гигроскопичен, и при хранении в условиях высокой влажности поглощает водяные пары из воздуха.
При долгом хранении даже в умеренно влажном помещении обмазка также может отсыреть.
Если на заводе-изготовителе электроды были запаяны в вакуумную полиэтиленовую упаковку влага им не грозит. Но если пленка хоть немного надорвалась при транспортировке электроды неминуемо отсыреют.
Отсыревшая обмазка начинает проводить электрический ток, в результате дуга не разжигается, а электрод прилипает к заготовке.
Низкое качество
Почему залипает электрод, если он сухой? Он может быть недостаточного качества.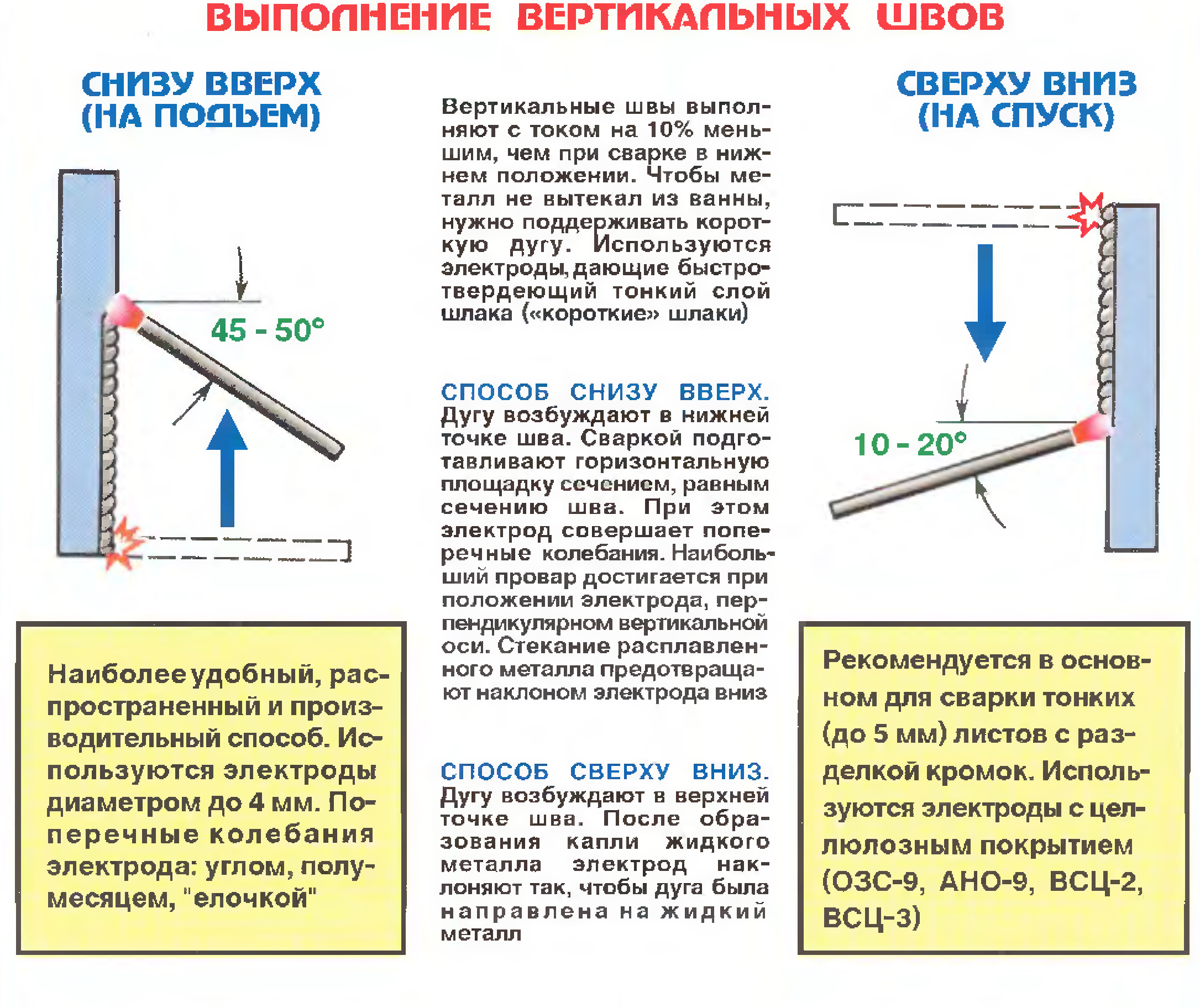 Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Бывает, что материал стержня не подходит к свариваемым сплавам. Неправильный подбор расходников приводит к постоянному затуханию дуги или даже к невозможности ее розжига.
Бывалые сварщики проверяют качество подозрительных материалов так: роняют стержень с высоты 1,5 метра на ровный бетонный пол. Если обмазка осыпалась или отслоилась- использовать такую продукцию явно не стоит.
Неправильные настройки аппарата
Недостаточная сила тока, выставленная на сварочном аппарате, также является частой причиной прилипания, особенно у недостаточно опытных работников. Слабый ток не может разжечь дугу, а лишь оплавляет кончик стержня, и он прихватывается к заготовке.
Параметры инвертора нужно выставлять, исходя из:
- материала заготовок,
- их толщины,
- толщины электрода.

Для того, чтобы найти подходящий параметр, следует воспользоваться таблицами из руководства пользователя или на сайте производителя сварочного аппарата.
Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Почему залипает электрод на современном инверторе? Чаще всего это также происходит из-за слишком малого рабочего тока.
Неочищенный металл и неправильный поджог дуги
Еще одна распространенная причина залипания некачественная подготовка поверхности под электросварку. При наличии на заготовке масложировых пятен, следов коррозии окисной пленки, стружки или пыли нарушаются условия формирования разряда, и дуга не разжигается.
Перед сваркой следует подготовить зону шва и околошовную область (10 см в обе стороны):
- зачистить от механических загрязнений проволочной щеткой или шлифмашиной,
- обезжирить.
Следует проводить такую обработку непосредственно перед началом сварки, поскольку через некоторое время окисная пленка восстановится.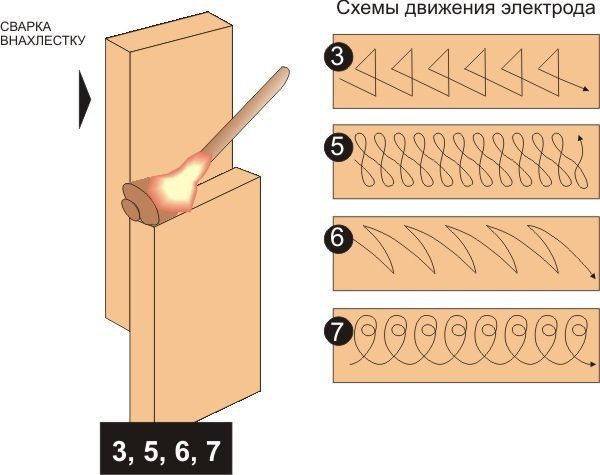
Влияние силы тока
Начинающие сварщики часто боятся прожога заготовки, особенно при ее небольшой толщине. Поэтому они занижают найденные в таблицах значения силы сварочного тока, ошибочно думая, что уж при малом-то токе они потихоньку все сварят без дефектов. Увы, такой подход не работает.
Необходимо устанавливать силу тока по таблицам и учиться правильно разжигать дугу и вести шов.
Влияние питающей сети
Почему еще может липнуть электрод? Стабильность параметров электросети оказывает сильное влияние на розжиг и поддержание электрической дуги.
Особенно часто это происходит при использовании устаревших моделей сварочных аппаратов- трансформаторов переменного тока и выпрямителей.
Если мощность местной сети недостаточная, то само включения сварочного трансформатора вызывает скачкообразные перепады напряжения в сети, и только что разожженная дуга затухает, а кончик электрода прилипает к остывающей сварочной ванне. Особенно часто так происходит при недостатке практического опыта.
Применение сварочных инверторов позволяет избавиться от такой зависимости.
Современные модели имеют функцию «антизалипания», облегчающую работу сварщика.
Недостаток опыта
Почему прилипает сухой электрод при сварке инвертором? Кроме занижения тока, есть еще одна типичная ошибка начинающих сварщиков. Это попытка держать электрод слишком близко к заготовке. Слишком короткий воздушный промежуток приводит к срыву горения дуги, новичок пытается спасти дело, поднося кончик еще ближе- и утыкается им в сварочную ванну, где тот может прилипнуть.
Ошибки встречаются и в траектории движения электрода при розжиге, и ведении его вдоль шва. При недостатке опыта и попытке использования профессиональных электродов, таких, как УОНИ, они также залипают, чаще всего из-за превышения сварочного тока
Необходимо набить руку на учебных заготовках, при приобретении достаточного опыта такой эффект перестает проявляться. Лучше тренироваться на простых конструкционных сталях, и уже потом переходить на легированные или нержавейку. Обучение следует проводить на инверторных сварочных аппаратах.
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка
Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400оС.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
Важно! Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства.
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.
Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием,
- чирканием.
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения.
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
Загрузка…Причины залипания электродов: почему происходит, как предотвратить
Залипание электрода при сварке – частая проблема новичка. Прилипший к поверхности детали пруток очень сложно быстро удалить.
Это негативно влияет на работу, результат сварки и может привести к перегрузке электросети. Поэтому важно знать, как решить эту проблему.
Далее будут рассказаны причины залипания сварочных прутков во время работы, базовые ошибки начинающих мастеров, а также даны советы по предотвращению проблемы.
Содержание статьиПоказать
Причины прилипания сварочных проволок
Проблема с залипанием электрода характерна для работы с трансформаторной аппаратурой, у которой нет возможности настройки режима сварки. Также она часто возникает у молодых, неопытных специалистов, работающих с инверторами.
В продвинутых версиях сварочных инверторов есть функция предотвращения залипания прутка, однако новички чаще берут себе более простые варианты, в которых такой возможности нет. И сталкиваются с прилипанием электрода к металлу.
Каковы же причины залипания во время сварки? Вот основные ошибки и факторы появления этой проблемы.
- Первая причина – повышенный уровень влажности сварочного прутка. Его поверхность обработана специальной обмазкой. Это вещество склонно накапливать влагу, поступающую из окружающей среды. Хранимые без упаковки присадочные прутки быстро отсыревают. Это понижает их рабочие характеристики, что приводит к залипанию во время сварки.
- Вторая причина – некачественные электроды. При работе со сварочным инвертором важно правильно подобрать прутки. Склонные к экономии на расходных деталях новички берут электроды у малоизвестных компаний без подтверждения качества продукта. Такие присадочные проволоки выигрывают в цене, однако могут усложнить выполнение сварочных задач. Прутки низкого качества часто залипают в работе, сводя на нет свое преимущество.
- Третья причина залипания – неверная настройка оборудования. Молодые специалисты нередко игнорируют подготовительный этап работы. Приступая к сварке, они не очищают и не ровняют поверхность детали. Это нарушает контакт сварочного прутка с поверхностью металла. Сварочная дуга в такой ситуации угасает сразу после начала работы. Чтобы сварить неочищенные, непригодные для работы детали, приходится разжигать ее заново, несколько раз. В результате кончик присадочной проволоки начинает прилипать к стыку.
- Четвертая причина – неправильный поджиг сварочной дуги. Основной фактор появления этой проблемы – отсутствие опыта у работника. Неверный поджиг методикой постукиваний, длительная задержка края проволоки на рабочей поверхности детали приводит к перегреву металла. Электрод буквально припаивается к шву, и это не исправится, пока не будет исключена первопричина.
Методы предотвращения залипания
Правильное положение электрода — отсутствие залипания!
Разобравшись с ошибками и первоисточниками залипания электрода во время работы сварочным инвертором, перейдем к методам предотвращения. Что следует предпринимать, чтобы присадочный пруток не прилипал к металлу?
- Решение первое – подготовка сварного прутка и поверхности детали.
Герметичная упаковка и проверенная компания-производитель – два первых критерия выбора сварной проволоки. Отечественная компания Ротекс либо европейский производитель электродов ESAB будут неплохим вариантом.
Их продукт соответствует качественным нормам, и при правильной работе с оборудованием выполняет свою задачу без залипания.
Проволока, оставленная без упаковки дольше, чем восемь часов, требует просушки. Сушить ее можно в электрической печи, учитывая температурный уровень плавления прутка. Без потери рабочих качеств просушка проводится не более 3 раз.
Перед сваркой проводится подготовка рабочей поверхности детали. Она очищается от грязи, пятен, лишних включений, края заравниваются напильником, наждачной бумагой либо шлифовальной машинкой (в зависимости от вида металла).
- Решение второе – правильная настройка аппаратуры.
Предотвратить прилипание и залипание прутка и повысить равномерность швов можно правильно настроив аппарат. Настройки оборудования должны соответствовать виду металла и толщине стенок детали.
Существуют таблицы соответствия, однако полагаться только на них не стоит. Внимательность к поведению металлов и оборудования во время работы поможет определить нюансы сварки для себя самостоятельно.
Начинать стоит с более низких показателей силы тока, постепенно наращивая мощность. В результате сварочный опыт поможет подбирать настройки интуитивно, основываясь на своих знаниях.
- Решение третье – правильный поджиг сварочной дуги.
Многие новички разжигают дугу, постукивая концом прутка по поверхности металла. Однако лучше не стук, а чирканье, как при поджиге спички.
Перед работой стоит провести пару тренировок. Без включения аппарата научиться проводить краем электрода по металлу. Сначала медленно, потом быстрее. Когда это станет легкой задачей, можно переходить к рабочему поджигу.
Важный нюанс при сварке – длина сварочной дуги. Она должна быть достаточной для правильной работы, и создавать эти условия нужно уметь быстро. Промедление приводит к прилипанию электрода и деталь может уйти в брак.
Заключение
Чтобы присадочный пруток не прилипал к поверхности шва, нужно правильно настроить инвертор, пользоваться качественными материалами и правильно проводить поджиг дуги.
Электроды нужно беречь от влаги, поверхность детали подготавливать к работе.
Таким образом, процесс сварки будет проходить без залипания и последствий.
Факторы для выбора правильного электрода
Факторы, влияющие на выбор правильного стержневого электрода Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Поддержка
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры предосторожности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Поддержка
- Пункты обслуживания
- Инструкции и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Свяжитесь с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты
Штучный электрод и основы сварки
Наши сайты
- FMA
- The FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- 50 лет FMA
Наши публикации
- The FABRICATOR
- Подписка на новости
- E-newsletter
- Digital Edition
- Реклама
- The WELDER
- The Tube & Pipe Journal
- STAMPING Journal
- The Additive Report
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / фальцовка
- Расходные материалы
- Транспортные средства
- En Español
- Чистовая
- Гидроформовка
- Лазерная резка
- Лазерная сварка
- Механическая обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- 000
- 000 Резка Oxyfuel Cutting и прочая обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб и труб
- Гидроабразивная резка
Справочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники для покупателей
- Витрины продукции
- Глоссарий
- Доска объявлений Зарегистрируйтесь в справочнике
- Ассоциация производителей и производителей
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
- Наши публикации
- The FABRICATOR
- STUBE Журнал
- The FABRICATOR
- The Additive Report
- The Fabricator en Español
- FABRICATOR
- From The FABRICATOR
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- О
- Подробнее
- STAMPING Journal STAMPING Journal
- Подписаться
- Электронный бюллетень
- Digital Edition
- Рекламировать
- О
- Узнать больше
- Сварщик
- From The WELDER
- Подписка
- Электронный бюллетень
- Цифровое издание
- Рекламировать
- О
- Узнать больше
- The Tube and Pipe Journal
- From The Tube & Pipe Journal
- Подписка
- Электронный бюллетень
- Цифровой Издание
- Рекламировать
- О
- Узнать больше
- The FABRICATOR en Español
- From The Fabricator en Español
- стержень 3/16 дюйма = 0,187 дюйма = 190 ампер
- Стержень 5/32 дюйма = 0,155 дюйма = 150 ампер
- Стержень 1/8 дюйма = 0,125 дюйма = 125 ампер
- Стержень 3/32 дюйма = 0,094 дюйма = 90 ампер
- Стержень 5/64 дюйма = 0,078 дюйма = 75 ампер
- Стержень 1/16 дюйма = 0,062 дюйма = 60 ампер
- Электродуговая сварка Группа процессов сварки плавлением
, в которых электрическая дуга используется для выработки тепла
, необходимого для плавления металла и наполнитель
. - Электрическая цепь
- Постоянный ток (DC)
- Переменный ток (AC)
- Ампер
- Вольт
- Сопротивление
- Ом Закон
- Постоянный потенциал
- Постоянный ток
- Напряжение холостого хода
- Напряжение дуги
- Полярность
- Вт
- Электрическая цепь — это полный путь для
электричества. - Возникновение дуги замыкает электрическую цепь
. - Постоянный ток Тип тока, при котором поток
электронов идет в одном направлении. - При дуговой сварке направление потока
называется полярностью. - Рекомендуется для сварки вне положения и низкосортных водородных электродов
. - Как изменение полярности влияет на приложение нагрева
? - Переменный ток Тип тока, при котором
поток электронов меняет направление на
через равные промежутки времени. - Рекомендуемый ток для электродов SMAW
общего назначения и плоского положения. - Ампер — единица измерения тока.
- Один ампер равен 6,241509481018 электронов
, проходящих через точку в секунду. - Электричество, проходя через сопротивление, вызывает
тепла. - Воздушный зазор — это высокое сопротивление
- Напряжение — это мера электродвижущей силы
(ЭДС). - ЭДС измеряется в вольтах.
- Напряжение на электроде для SMAW определяет
легкость зажигания и жесткость дуги. - Напряжение регулируется на машинах с двойным управлением.
- Сопротивление — это характеристика материала
, который препятствует прохождению электрического тока. - Измеряется в единицах Ом (?)
- Когда электрический ток проходит через сопротивление
, вырабатывается тепло (БТЕ). - Обычно выражается как
- Напряжение равно амперам x сопротивление
- Для дуговой сварки переставляется как
- Ампер — это напряжение, деленное на сопротивление.
- Ом также может быть использован для обучения принципу
электробезопасности. - Сила тока — это вредная часть электрического тока
. - Закон перестановки омов для силы тока показывает, что сила тока
(ток) определяется делением напряжения
на сопротивление. - Напряжение фиксируется схемотехникой.
- Чем выше сопротивление, тем меньший ток будет протекать через
при заданном напряжении. - При нормальной работе трансформатора сила тока
и напряжение изменяются в противоположном направлении
. - По мере увеличения силы тока напряжение уменьшается,
и наоборот. - Источники питания для дуговой сварки
предназначены для ограничения этого эффекта. - Источник питания с постоянным потенциалом предназначен для
создания относительно постоянного напряжения в диапазоне
изменения силы тока. - В основном используется для
- GMAW
- FCAW
- Напряжение имеет лишь небольшое изменение при значительном изменении силы тока
. - В источнике постоянного тока ток
(сила тока) остается относительно постоянным в узком диапазоне
напряжений. - В основном используется для
- SMAW
- TIG
- Повышение напряжения с 20 до 25 вольт (25)
вызывает изменение силы тока с 123 до 132 ампер
(4.8). - Падение напряжения — это снижение напряжения в электрической цепи
между источником и нагрузкой
. - Основная причина — сопротивление.
- Чрезмерное падение напряжения снижает нагрев дуги
. - Существуют ли обстоятельства, при которых чрезмерное падение напряжения
может стать проблемой при сварке штучной сваркой? - Напряжение холостого хода — это потенциальное напряжение
между электродом и изделием, когда дуга
отсутствует. - Чем выше OCV, тем легче зажигается дуга.
- Чем выше OCV, тем круче кривая
вольт ампер. - Напряжение дуги — это электрический потенциал между
электродом и металлом после
возникновения дуги. - Полярность (положительная отрицательная) присутствует во всех электрических цепях
. - Электроэнергия перетекает с отрицательного на положительный
- Регулировка полярности позволяет сварщику
влиять на расположение источника тепла. - Когда выбирают
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
Вход в учетную запись
Поиск
Профилегибочное формование для солнечного сияния на OMCO
Устранение проблем с качеством при резке труб
Were2010-е: Возраст металлообработки?
Художник привносит потрясающее чувство реализма в металлические скульптуры
5 способов обработки отходов штамповки и высечки автоматически
Штемпель второго поколения из Мичигана доказывает свое мастерство с помощью прототипирования
Анализ системы штамповки металла
Инженерный угол: анализ МКЭ самопробивающихся заклепочных соединений в автомобильной промышленности
Jim’s Cover Pass : Маски для лица — новый необходимый магазин СИЗ
Jim’s Cover Pass: Как помочь начинающим сварщикам расшифровывать чертежи
Уголок расходных материалов: Как диагностировать и предотвратить растрескивание сварного шва
От полуавтомата до автоматического: Советы по выбору сварочного пистолета
Автоматизированный производитель трубок инвестирует в гибкий завод технология
Обеспечение 30-летнего роста производителя, инновации
Исследования охватывают сплавы для будущего с низким уровнем выбросов углерода
Варианты цепочки поставок нефти и газа в неопределенные времена
7 маневров по замене движения на испанском языке
¿
Perfeccionando una soldadura de proyección en acero de ultra-alta resistencia
Введение в сварку
Следующая статья представляет собой базовое введение в принципы и практику сварки с уделением особого внимания приложениям для ручной сварки и сварки MIG.
Различные способы сварки / машины
Аппараты для дуговой сварки в экранированном металле (SMAW) / аппараты для ручной сварки
Пример сварочного аппарата стержневой сваркой
Для сварки SMAW используются сварочные аппараты, названные так потому, что сварочный электрод с проволокой с покрытием напоминает палку, которую можно взять с лужайки. Электросварочные аппараты стоят меньше, чем другие сварочные системы, но для их освоения требуется больше практики и навыков. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварщика штангой, прежде чем через несколько лет, возможно, перейти к сварщику с механизмом подачи проволоки.
Заявка
Аппарат для ручной сварки более ограничен в области применения, но никогда не нуждается в дозаправке газовых баллонов. Просто подключите аппарат для ручной сварки, нажмите его выключателем, и он будет готов к сварке. Он также остается готовым к работе до следующего использования. Просто храните сварочный стержень в сухом месте с низкой влажностью, и вы будете готовы к сварке в любое время. Если у вас сварочный аппарат на 120 вольт, вы можете брать его с собой на работу практически куда угодно, даже если сварочная мощность может быть ограничена.(На самом деле, сварочный аппарат может резать сталь. Пруток небольшого диаметра используется при высокой силе тока для пропиливания стали. Обычно внизу помещается слой песка, чтобы уловить все шарики расплавленного металла.)
При сварке палкой используется электрод или сварочный пруток. Для обозначения электродов используются разные номера. Некоторым сварщикам нравятся электроды 6013; другие предпочитают 7018; и электроды 6011 также широко используются. Каждый из них имеет разные характеристики, которые делают его более подходящим для определенных приложений и менее подходящим для других.Цифры предоставляют подробную информацию о характеристиках каждого типа электродов, но эти подробности выходят за рамки данной статьи.
Аппараты для газовой дуговой сварки (GMAAW) / MIG (металл, инертный газ)
Пример сварочного аппарата MIG / подачи проволоки
Сварочные аппараты MIG были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод. Для начала, случайный сварщик; Сварщик MIG значительно упрощает обучение сварке.
MIG, также известные как сварочные аппараты с подачей проволоки, используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате приводятся в движение двигателем и с постоянной скоростью подают проволоку через электрододержатель, обычно называемый пистолетом. Свежий сварной шов защищен от кислорода воздуха путем постоянного покрытия инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
MIG обычно предпочтительнее и дороже, чем сварка с подачей проволоки с флюсовым сердечником.Сварочные аппараты, поддерживающие MIG, более дорогостоящие, чем аппараты для сварки сердечником из флюса, поскольку они включают манометр для регулирования потока защитного газа, трубку вокруг гильзы пистолета для подачи газа к пистолету и соленоидный клапан для запуска и остановки потока газа, когда дуга начинается и останавливается. Есть также стоимость газа и стального баллона для его сдерживания. Сварочные аппараты MIG могут использоваться с проволокой с флюсовым сердечником, но аппараты для сварки сердечников с флюсовым сердечником не могут быть оснащены сварочными аппаратами MIG. Преимущество сварочных аппаратов MIG состоит в том, что сварные швы имеют лучший внешний вид и лучшее проплавление.Кроме того, после сварки требуется меньше очистки. Но в ветреную погоду газ, который защищает сварные швы MIG, может быть унесен ветром, прежде чем он выполнит свою работу.
Заявка
Включите сварочный аппарат с механизмом подачи проволоки и дайте ему поработать примерно минуту перед началом сварки. Вы можете толкать или тянуть пистолет.
Многое из того, что относится к практике сварки штангой, применимо и к сварке с устройством подачи проволоки. Твердая рука, правильный угол держателя электрода (жало или пистолет), правильный уровень нагрева, правильная скорость движения и т. Д., необходимы в обоих процессах. Однако при сварке штучным электродом внимание уделяется длине дуги; в то время как для сварочных аппаратов с механизмом подачи проволоки большое значение приобретает количество проволоки, выступающей из конца медного сварочного наконечника на конце сварочной горелки. См. Руководство для сварщика.
Сварочные аппараты с механизмом подачи проволоки намного проще в использовании, чем аппараты для ручной сварки. Они не требуют того же уровня навыков и практики, что и сварка штучной сваркой. Некоторые говорят, что укладывать бусину сварочным аппаратом с механизмом подачи проволоки — это все равно, что класть бусину зубной пасты на столешницу; почти любой может это сделать.Загвоздка в том, что при сварке с механизмом подачи проволоки гораздо труднее увидеть, где вы выполняете сварку.
При сварке с помощью сварочного аппарата с механизмом подачи проволоки нередко можно сойти с места соединения. Эту проблему можно преодолеть, заглянув под пистолет перед сваркой, так как дуги достаточно света, чтобы увидеть часть несваренного соединения, которую можно использовать в качестве направляющей для движущегося пистолета. Это работает, если солнце не падает из-за плеча сварщика. В этом случае внутренняя часть шлема светлая, и даже дугу не разглядеть.Шлем с автоматическим затемнением — огромная помощь и стоит своих денег.
Чтобы убедиться, что ваш сварной шов имеет хорошее проплавление и не является «холодным сварным швом» (сварочный материал, наложенный на основной металл без какого-либо реального соединения), обратите внимание на синие изменения цвета основного металла как с левой, так и с правой стороны сварка как признак хорошего проплавления.
Когда пришло время прекратить сварку аппаратом для ручной сварки, сварщик просто оттягивает электрод от стали, и дуга прекращается.При использовании сварочного аппарата MIG, те, кто привык к сварочным аппаратам приклеивания, должны научиться отпускать спусковой крючок пистолета, прежде чем тянуть пистолет вверх и от стали. Если этого не сделать, из пистолета выскочит несколько дюймов использованной электродной проволоки. Перед повторной сваркой его необходимо обрезать.
На YouTube есть несколько хороших видеороликов о том, как выполнять сварку MIG.
Когда заменять наконечник механизма подачи проволоки
Со временем отверстие в наконечнике изнашивается, и точное место удара проволоки по металлу при нажатии на спусковой крючок становится менее предсказуемым.Когда вы заметите эту непредсказуемость, пора заменить медный наконечник.
Порошковые сварочные аппараты (FCAW)
Сварочные аппаратыпорошковой проволокой используют электрод из тонкой проволоки, в центре которого находится химический порошок. Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода. Это затвердевшее покрытие называется шлаком. После того, как сварной шов остынет, его можно сколоть или счистить щеткой, в зависимости от его толщины. С помощью сварочного аппарата с флюсовым сердечником иногда можно начать новый шов, не обрезая обгоревший конец, но бывают случаи, когда дуга не возникает без предварительной обрезки проволоки, чтобы сделать новый конец.
В то время как для сварки MIG требуется очень чистая сталь, сварщики с флюсовым сердечником могут прокапывать некоторые поверхностные загрязнения для получения хорошего шва. Сварочные аппараты с флюсовым сердечником также могут без проблем использоваться в ветреную погоду.
Дуговая сварка вольфрамовым электродом (GTAW) / TIG (вольфрамовый инертный газ) сварка
СварщикиTIG используют горелку с острым вольфрамовым наконечником, чтобы создать лужу расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления.
Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Для этого требуется много навыков и практики.
Газосварщики
В сварочных аппаратах для кислородно-ацетиленовой (газовой) сварки используются два резервуара: один заполнен кислородом, а другой — ацетиленом. Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке. Газосварщик может резать сталь, нагревать сталь для гибки, как если бы это был кусок мягкой проволоки, а также сваривать или паять.
Handy терминология
Проникновение
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Ткачество
Плетение — это перемещение дуги от одной стороны стыка к другой, чтобы сварной шов проникал в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке вертикального стыка в восходящем направлении.
провисание
Провисание — это расплавленный металл, который вытекает из стыка во время сварки под действием силы тяжести. Это может быть проблемой, если сварной шов выполняется вертикально, над головой или горизонтально вдоль боковой стороны вертикальной поверхности. Избегая чрезмерного нагрева, можно использовать электроды, предназначенные для быстрого затвердевания, фиксировать угол, под которым направлена дуга, и общие манипуляции с дугой могут использоваться для противодействия провисанию.
Сварщик против сварщика
Технически сварщик — это оборудование, используемое для выполнения сварных швов, т.е.е. сварочный аппарат. Сварщик — это человек, который использует сварщика для выполнения сварных швов. Часто для обоих используется «сварщик».
Образовательные ресурсов
Если вы купите нового сварочного аппарата, к нему будет прилагаться тонкое руководство, в котором описаны правила техники безопасности, некоторая механическая информация о сварщике и несколько основных процедур сварки, которые помогут вам начать работу.
Если вы покупаете подержанный сварочный аппарат без руководства, вы, вероятно, можете загрузить руководство для него или руководство для аналогичного устройства.Существует множество вспомогательных средств для человека, который хочет научиться сварке. Некоторые из них представлены в виде текста (в электронном или бумажном виде), а другие — в виде видео. На YouTube есть множество видеоуроков по всем аспектам сварки. Некоторые сделаны хорошо; другие довольно бедны.
Безопасность
Вентиляция
Электросварочные стержни выделяют токсичные пары. Поставьте рядом вентилятор и стойте у открытых ворот гаража. Оцинкованная сталь также выделяет дым, которым вы не хотите дышать.Перед сваркой отшлифуйте цинковое покрытие и обеспечьте хорошую вентиляцию.
УФ ожоги
Закройте открытые участки кожи. Дуговая сварка генерирует ультрафиолетовые лучи, вызывающие рак кожи. Не поддавайтесь искушению выступить из-под сварочного шлема, чтобы увидеть, зажигая дугу. Вместо этого используйте кусок угольного стержня.
Ожоги от брызг
Закройте все открытые участки кожи толстыми и прочными материалами, например кожей, чтобы защитить себя от ожогов, вызванных шариками расплавленного металла.
Подготовка к сварке
Получение хорошей земли
Для хорошей сварки необходимо хорошее заземление. Заземляющие зажимы, которые поставляются со сварочными аппаратами с завода, зачастую недостаточны и обычно со временем изнашиваются. Улучшение грунта действительно может повысить производительность любого сварщика.
Если покрытие основного металла не является чем-то особенным, можно отшлифовать оголенный участок и прикрепить к нему зажим заземления.Простой способ получить хорошую шлифовку через сильно окрашенные или покрытые пластиком поверхности без шлифовки и излишнего повреждения их — это очень плотно прикрепить зажимные клещи Vise-Grip, а затем подсоединить зажим заземления к плоскогубцам, а не к заготовке.
Предварительный нагрев
Газовая горелка для предварительного нагрева металла
Предварительный нагрев стыков газовой горелкой MAPP перед сваркой даст вашему сварщику больше возможностей, чем обычно.Предварительный нагрев также полезен при соединении двух стальных деталей разной толщины. Предварительно нагрейте более толстую деталь, чтобы облегчить получение хорошего шва.
Практика
Хорошей идеей будет сделать несколько тренировочных сварочных швов, прежде чем сваривать что-либо, что необходимо сделать правильно.
Сварочный процесс
Как стоять
Иногда вам нужно будет сваривать, стоя на коленях или приседая. Большую часть времени вы будете стоять.Вам нужна твердая рука. Если возможно, вы можете взять другой рукой руку, держащую пистолет или жало (электрододержатель), чтобы не упасть. Поскольку вы не хотите бороться с тяжелыми кабелями при сварке клещами, повесьте кабель на что-нибудь, даже на руку или плечо, чтобы получилась короткая, очень гибкая петля для подвешивания, которая не ограничивает движения вашей руки или кисти.
Используйте квадратную стойку, расставив ноги, для большей устойчивости. Если вы находитесь рядом со скамейкой, вы можете упереться бедром в нее, чтобы не упасть.Или, если это удобно, при сварке положите локоть на ровную поверхность. Все это приводит к большему контролю.
Удар дуги
Мы, естественно, отпрыгиваем назад, когда начинают лететь искры и мы слышим лопающийся электрический шум. Поначалу одна из самых сложных задач — оставаться устойчивым при первом зажигании дуги. Это верно независимо от того, используете ли вы сварочный аппарат с механизмом подачи проволоки или аппарат для ручной сварки.
Было описано, что зажигание дуги сварочным аппаратом похоже на зажигание спички.Опасность в том, что конец стержня прилипнет к металлу, не образуя дуги. Потом машина начинает очень неприятно рычать. Это случается со всеми довольно часто. Быстро дерните запястьем из стороны в сторону, чтобы вырвать стержень из стали. Когда это происходит, обычно это означает, что вам нужно немного увеличить силу тока на выходе сварочного аппарата. С другой стороны, более высокая сила тока может вызвать слишком много брызг. Уловка состоит в том, чтобы найти правильную температуру (силу тока) для свариваемого металла и используемого стержня.Теоретически можно очень легко поцарапать конец стержня о сталь, как если бы это была спичка. Подумайте о давлении, которое вы используете ногтем, чтобы очистить рукав от ворса. Это примерно правильное давление при зажигании дуги. Затем вы сразу же чуть-чуть отрываете стержень от металла. Отрегулируйте длину дуги так, чтобы вы слышали шипение жарящегося бекона.
Поскольку стержень выгорает во время сварки, вам нужно будет непрерывно и постепенно опускать электрододержатель (стингер) все ближе и ближе к металлу для поддержания необходимой длины дуги.Если вы чувствуете разочарование из-за того, что стержень часто заедает, когда вы пытаетесь зажечь дугу, используйте угольный стержень, чтобы зажег дугу. Этот метод особенно полезен, если вы воткнули стержень один или два раза, и на конце стержня начинает отслаиваться покрытие.
Некоторые общие рекомендации по настройке нагрева
В руководство для сварщика будет включена таблица для установки диапазона нагрева (силы тока) для толщины свариваемого металла.Если вы используете сварочный аппарат с подачей проволоки, эта таблица также предложит настройку скорости подачи проволоки. Возможно, вам придется внести небольшие корректировки для получения наилучшего сварного шва. Некоторые новые сварочные аппараты автоматически устанавливают правильные настройки нагрева и скорости подачи проволоки, как только оператор устанавливает толщину металла. Если вы используете аппарат для ручной сварки, размер стержня в тысячных долях дюйма примерно равен допустимому сварочному току для этого стержня. Все они обычно имеют диапазон силы тока, который простирается снизу вверх от этих чисел.Итак:
Вы можете обнаружить, что ваши фактические настройки будут немного ниже, чем эти предложения. Но все равно остается четким соответствие, что диаметр стержня в тысячных долях дюйма очень близок к правильной настройке силы тока.
Сварка рукоятью, флюсовым сердечником и MIG: не двигайтесь слишком быстро
Держите электрод (стержень) под углом примерно 75 градусов к рабочей поверхности. Очень распространенная ошибка — слишком быстрое перемещение дуги по длине сустава. Это приводит к плохому и неполному сварному шву. Когда вы продвигаетесь вперед по суставу с правильной скоростью, на переднем крае бусинки рядом с ее вершиной появится полумесяц, как восьмая луна. Двигайтесь слишком быстро, и вы не увидите восьмой лунный серп света.Немного попрактиковавшись, вы сможете отличить этот полумесяц от яркой вспышки, создаваемой дугой. Сварка — это не просто наложение валика сварочного прутка на стык, но и плавление основного металла под поверхностью, так что он тоже сплавляется. Это называется проникновением.
Проникновение
Чтобы добиться лучшего проплавления сварных швов, не стыкуйте две детали вплотную друг к другу. Вместо этого оставьте между ними небольшой промежуток.Это позволяет дуге опускаться между двумя деталями и улучшать сварку. Размер зазора зависит от толщины металла, толщины стержня и настройки силы тока, используемой на выходе сварочного аппарата. Этот зазор не должен быть слишком большим. Также необходима хорошая подгонка. Это означает, что нет больших зазоров, которые сварной шов не может перекрыть за один проход.
Позиция
Лучший выбор — никогда не выполнять сварку «в неправильном положении». Это означает, что вы всегда надеетесь сваривать шов под вами на рабочей поверхности, обращенной вверх.Сварка «вне позиции» происходит, когда стык находится над вами, вертикально или вдоль стены, например, стены. Для каждого из них требуются специальные методы, чтобы предотвратить «провисание», когда расплавленный металл вытекает из соединения, прежде чем он успеет достаточно остыть и затвердеть.
Во время обучения вы можете положить тренировочные сварные швы в тиски и стучать по ним очень большим молотком, чтобы резко согнуть их. Вам нужен сварной шов, который не рвется, или, если это произойдет, он сломается рядом с соединением в основном металле, но не в соединении.
Горячая сторона — короткая
Всегда учитывайте тепловую деформацию.
Тепловая деформация всегда является проблемой при сварке. Вы кладете горячую расплавленную сталь. Когда он остывает, он сжимается. Одна из самых сложных задач — сварить две детали так, чтобы получился угол 90 градусов, а по окончании измерения угол 90 градусов. Горячая сторона — это короткая сторона. Все, что было популярным в последнее время, в конце концов сблизит больше всего.
Есть несколько мер, которые вы можете предпринять в качестве профилактических или корректирующих мер. Вы можете спланировать порядок и направление сварки деталей, чтобы минимизировать эффект усадки. Вы можете прихватывать стороны стыка и проверить настройку перед тем, как продолжить. Будем надеяться, что прихваточные швы ограничат усадку.
Вы можете угадать, сколько будет усадки, и откроете расположение установки, предполагая, что вы выполняете сварку от внешней части угла к внутренней части, так что детали будут размещены должным образом, когда сварные швы остынут; но это почти то же самое, что прогнозировать выигрышные числа в лотерее.Тем не менее, гадайте, открыв косяк. Сделайте замеры. Откройте стык на 1/16 дюйма больше 12 дюймов для уголка толщиной 1/8 дюйма и размером 1 дюйм. Готовое изделие сварить и измерить, когда оно остынет. Разрежьте соединение и отрегулируйте степень открытия соединения для компенсации. Снова сварить и проверить.
Вы можете прижать детали к чему-нибудь твердому перед сваркой и толкать их во время охлаждения, чтобы снять напряжение в надежде, что детали не будут двигаться во время охлаждения.Вы можете проверить детали после того, как они остынут, нагреть их и снова согнуть в желаемое положение. В общем, избегайте чрезмерного нагрева при сварке и избегайте большего количества проходов, чем необходимо.
Горячая сталь всегда сжимается при охлаждении, а при сварке используется горячая сталь. Планируйте и строите так, чтобы оставалась открытой дверь для внесения исправлений.
Предупреждение: При сварке несущего элемента создается ослабленная зона, склонная к поломке. Сварные швы к несущему элементу всегда должны быть параллельны длине элемента.
Оставаться на стыковой линии
Чаще всего рекомендуется практиковаться, чтобы научиться удерживать дугу на линии соединения.
Сварочные маски поставляются с прозрачными линзами поверх тонированных линз. Они загрязняются, покрываются ямками и даже меняют цвет. Все это влияет на видимость. Периодически очищайте или заменяйте прозрачные линзы.
Вы также можете зажать направляющую, чтобы рука могла следовать за ней. Это может быть кусок доски толщиной около 1 дюйма.Пятка одной руки может упираться в нее, создавая прямую линию для движения по свариваемому шву.
Сварщик использует кусок дерева, чтобы направлять руку.Поторопитесь и подождите
Фактическая сварка занимает очень мало времени. Подготовка к сварке требует времени. Вам, вероятно, удастся сварить вместе кусочки стали толщиной 1/8 дюйма, не делая фаски на соединяемых краях. Даже 1/8 дюйма приклада следует приваривать с обеих сторон для обеспечения проплавления и прочности.Старая поговорка — немного сваривать и много остывать. После сварки удары молотком по сварному шву снижают напряжения в сварном шве.
Есть еще вопрос о рабочем цикле. У каждого сварщика есть рабочий цикл. Это означает, что при непрерывном использовании он перегреется и прекратит сварку. Рабочий цикл часто составляет 20/80. Это означает, что после сварки в течение 2 минут (20 процентов) вы должны дать сварщику остыть в течение 8 минут (80 процентов). Часто сварка может быть завершена менее чем за 2 минуты, и вам в любом случае потребуется более 8 минут, чтобы подготовиться к следующей сварке, так что все работает.
чугун чугун
Иногда можно встретить что-нибудь из чугуна. Его молекулярная структура сильно отличается от стали. При сварке чугуна сварной шов будет связываться с одной стороной соединения, но будет очень хрупким с другой стороны, и соединение вскоре разделится, образуя новый разрыв. Это может озадачить и расстроить, но есть способы обойти проблему. Самый простой — умеренно, но не слишком сильно, молотком по обеим сторонам сварного шва растереть, и делать это непрерывно, пока сварной шов не остынет достаточно, чтобы вы могли держать его рукой.Другой способ — предварительно нагреть стык перед сваркой, а затем покрыть его нагретым песком, чтобы он очень медленно охладился.
Приварите немного в одном месте, а затем продвиньтесь на несколько дюймов к другому, другому и так далее. В конце концов, приварите еще немного к первому валику, затем к следующему и следующему. Продолжайте вращение, пока не закончите. Идея состоит в том, чтобы избежать чрезмерного нагревания любого места.
Вы можете вставить частично использованные электроды так, чтобы обгоревший конец находился у рта хранителя.Так вы легко найдете их и примените, прежде чем создавать новую удочку.
Helpful аксессуары
Шлем с автоматическим затемнением — огромная помощь и стоит своих денег.
Хранитель ограничивает воздействие влаги с помощью электродов или стержней. Коммерческие хранители доступны по очень разумной цене.
Горелка с угольной дугой — очень полезный аксессуар для сварочного аппарата на 230 вольт. Он позволяет нагревать сталь для облегчения гибки.
Кусок алюминиевого уголка, длиной около 18 дюймов, пригодится, так как сталь не прилипает к алюминию, поэтому нет опасности, что вы приварите что-нибудь к алюминию.Это удобный аксессуар, который можно положить в тиски. К нему можно прижимать предметы перед сваркой. Это помощь при сварке тонких материалов, которые могут легко прожечь. Алюминий действует как опорная пластина, поглощая излишки тепла и предотвращая образование дырок в тонкой стали. Тем не менее, вы должны сваривать короткими очередями с помощью сварочного аппарата с механизмом подачи проволоки, иначе вы все равно можете прожечь отверстие. Вы даже можете перевернуть его так, чтобы он выглядел как «V», а затем уложите два куска прута в «V», чтобы сварить их встык, удерживая их на одной линии.
Придет день, когда друг принесет что-нибудь, чтобы вы сварили его, и ему потребуются средства защиты глаз. Хорошо иметь недорогую дополнительную сварочную маску.
Источник: Instructables
PPT — презентация PowerPoint по электросварке | бесплатно для просмотра
Название: Электродуговая сварка
1
Электродуговая сварка
2
Определение
Преимущества электрической дуги перед газовой
сваркой?
3
Обычные процессы электродуговой сварки
Что означают эти сокращения?
4
Дополнительные процессы дуговой сварки
Дуговая сварка под флюсом
Электрошлаковая сварка
Электрогазовая сварка
Плазменно-дуговая сварка
Дуговая сварка шпильками
5
Требования к дуговой сварке
Как эти процессы дуговой сварки соответствуют трем требованиям
?
Присадочный материал
Экранирование
Тепло
SMAW
GMAW
FCAW
GTAW
6
Тепло
7
Дуговая сварка Электрические термины
Чтобы понять, как электродуговая сварка
производит правильный нагрев для дуговой сварки, вы должны
понять следующие четырнадцать (14) электрических терминов
.
8
Термины 1 — электрическая цепь
Почему это важно для дуговой сварки?
9
Термины2 — Постоянный ток
10
Термины3 — Переменный ток
11
Термины4 — Ампер
Зная эти факты, как можно изменить количество
тепла в сварном шве?
Каковы характеристики электрода
, который использовался при чрезмерной плотности тока?
Каков эффект, когда использовался электрод
с недостаточным током?
12
Термины5 — Напряжение
Если аппарат для дуговой сварки имеет двойное управление, что будет регулировать
с двумя элементами управления?
Почему электричество перепрыгивает через воздушный зазор?
13
Термины6 — Сопротивление
От чего зависит количество тепла, которое будет производить электрический ток
?
Регулируется ли сопротивление в процессе SMAW?
Регулируется ли сопротивление в процессе GMAW?
14
Термины7 — Закон об омах
Как применяется закон Ома к дуговой сварке?
15
Термины7 — Ohms Lawcont.
- Закон
Что нужно делать, чтобы поддерживать высокое сопротивление
при дуговой сварке?
Если вы случайно столкнулись с электрическим током
во время дуговой сварки, сила удара
будет определяться напряжением в цепи
и вашим сопротивлением.
16
ТерминыПостоянный потенциал Постоянный ток
17
Термины8 — Постоянный потенциал
18
Термины8 — Постоянный потенциалконт.
Что это означает для GMAW и FCAW?
19
Термины9 — Постоянный ток
20
Термины9 — Постоянный ток-продолж.
Напряжение не регулируется для большинства источников постоянного тока
. Можно ли
изменить напряжение при сварке с источником питания SMAW
?
Да
Как?
21
Термины10 — Падение напряжения
Да
Объясните!
22
Термины11 — Напряжение холостого хода
Регулируется ли OCV на источнике сварочного тока?
23
Термины12 — Напряжение дуги
Какое будет иметь большее значение, напряжение OCV или дуги
?
Постоянно ли напряжение дуги после зажигания дуги
?
24
Термины13 — Полярность
Выбор правого стержневого электрода
Сварка штангой требует много практики, а выбор правильного электрода для работы может оказаться сложной задачей.
Доступен широкий ассортимент стержневых электродов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока.При выборе стержневого электрода учитывайте тип основного металла, стыковку и положение сварки. Прежде чем приступить к сварке, следует учесть приведенные ниже рекомендации.
Оцените свой основной металл
Шаг первый — определите состав основного металла. Ваша цель — подобрать (или точно сопоставить) состав электрода с типом основного металла, это поможет обеспечить прочный сварной шов. Если сомневаетесь, задайте себе эти вопросы:
Как выглядит металл?
Если вы работаете с сломанной деталью или компонентом, проверьте наличие крупной и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
Металл магнитный?
Если основной металл магнитный, велика вероятность, что основным металлом является углеродистая или легированная сталь. Если основной металл немагнитен, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, такой как алюминий, латунь, медь или титан.
Какие искры испускает металл при прикосновении к болгарке?
Как показывает практика, большее количество вспышек в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Чтобы предотвратить растрескивание или другие проблемы со сваркой, согласовывайте минимальный предел прочности электрода на разрыв с пределом прочности основного металла. Вы можете определить это, обратившись к первым двум цифрам классификации AS / NZS (см. Рисунок 1).Например, число «43» на электроде 4313 указывает на то, что присадочный металл дает сварной шов с минимальным пределом прочности на растяжение 430 МПа, что означает, что он будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Некоторые электроды могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими источниками. Чтобы определить правильный тип тока для электрода, обратитесь ко вторым двум цифрам классификации AS / NZS (см. Рис. 1), которые представляют тип покрытия и тип совместимого сварочного тока (см. Рис. 2).
Рисунок 1
Рисунок 2
Например, электрод E4916 можно использовать в плоском, горизонтальном, вертикальном и верхнем положении (все).
Тип используемого тока также влияет на профиль проплавления сварного шва. Например, электрод, совместимый с DCEP, такой как E4310, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также может «прокапывать» ржавчину, масло, краску и грязь.Электрод, совместимый с DCEN, например E4312, обеспечивает мягкое проплавление и хорошо работает при перекрытии двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E4313, дает мягкую дугу со средним проваром и должен использоваться для сварки чистого нового листового металла.
Толщина, форма и посадка основного металла
Для толстых материалов требуется электрод с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва.Электроды с классификационными номерами AS / NZS, оканчивающимися на 15, 16 или 18, обладают превосходными характеристиками с низким содержанием водорода и хорошей ударной вязкостью (высокими значениями ударной вязкости), позволяющими выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например 4313. Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Вы также захотите оценить конструкцию стыка и подгонку. Если вы работаете над стыком с плотной посадкой или стыком без фаски, используйте электрод, обеспечивающий дугу копания, чтобы обеспечить достаточное проникновение, например E4310 или E4311.Для материалов с широкими корневыми отверстиями выберите электрод, например E4312, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
Затем оцените условия, в которых будет находиться сварная деталь. Если он будет использоваться в высокотемпературной или низкотемпературной среде, подвергаясь повторяющейся ударной нагрузке, электрод с низким содержанием водорода и более высокой пластичностью снизит вероятность образования трещин. Также проверьте характеристики сварки. Если вы работаете в критически важных областях, таких как изготовление сосудов высокого давления или котлов, вероятно, потребуется использовать электрод определенного типа.
Для достижения наилучших результатов удалите излишки прокатной окалины, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость движения. Если очистка основного металла невозможна, электроды E4310 или E4311 создают глубокую проникающую дугу, которая может прорезать загрязнения.
Если вам нужна помощь в выборе сварочного электрода, позвоните одному из наших специалистов по присадочным металлам.
Национальный
Фухай Лю — 0419 864 812
Мэтью Хефферан — 0417096 188
Северный Квинсленд
Крейг Робертсон — 0439 278960
Новый Южный Уэльс
Родни Хиггинс — 0418 877 953
Южный Квинсленд
Рохин Резерфорд — 0413 045 914
Западная Австралия
Алекс Лонгман — 0412 417 246
Сварка для начинающих | Изучите основы сварки
Некоторые из моих самых ранних воспоминаний связаны со склеиванием бумаги, чтобы что-то сделать в детском саду.Моими материалами тогда были куски плотной бумаги, вырезанные тупыми ножницами, и большая туба с пастой. В настоящее время у меня возникает то же чувство каждый раз, когда я склеиваю два куска металла с помощью сварочного аппарата.
Сварка может быть интересной и выгодной для всех, кто хочет создать что-то из разнообразного сырья. Длинный
Прошли те времена, когда стояли огромные стационарные стальные шкафы, которые занимали место в гараже и потребляли 220 вольт. Теперь сварщиком может быть удобная «коробка для жужжания» размером с коробку для снастей или устройство для подачи проволоки, работающее от бытового тока 110 В и переносимое с места на место одной рукой.Для домашнего хобби или обычного небольшого использования на ферме небольшая машина — это обычно просто билет. На этой фотографии изображен авторский сварочный аппарат с механизмом подачи проволоки на верхней полке и сварочный аппарат на нижней полке тележки с роликами. В тележке также есть зажимы, проволочные щетки, сварочные стержни, каски, маркеры и перчатки.Когда я рос в очень сельской местности, меня впервые познакомил со сваркой мой отец. Он был генеральным подрядчиком, который реконструировал старые дома, был пастором сельской церкви, и его всегда призывали предоставлять общие услуги разнорабочего для людей из нашей небольшой общины … всегда отказываясь платить за свои услуги.Человек с минимальным формальным образованием, папа мог изучить проблему или потребность, а затем набросать простой рисунок в небольшом блокноте, который он носил в кармане рубашки. Затем он посетит свою груду труб, уголков и листовой стали в углу своей небольшой лавки на заднем дворе и заберет все необходимое. От нескольких минут до нескольких часов спустя он бы построил необходимый инструмент, деталь или другой
штуковина, необходимая для решения поставленной задачи.Мое первое воспоминание о том, как он сваривал, было со мной, когда я сидел на гаражном стуле, сделанном из колеса грузовика, двухфутового куска плоской стальной полосы и старого чугунного сиденья сельскохозяйственного орудия.Этот прочный табурет был одним из первых сварочных проектов отца задолго до того, как он помог маме создать меня. Спустя 45 лет табурет по-прежнему стоит в его мастерской, он такой же прочный и удобный, как и прежде. Помимо изготовления всевозможных необходимых предметов, папа также делал вращающиеся бельевые веревки и декоративные вешалки для растений из выброшенного сельскохозяйственного оборудования. Он также заработал репутацию своими самодельными грузовыми прицепами и нестандартными сцепными устройствами.
Я хочу сказать, что научиться сварке может каждый.У папы не было формального образования, но даже сегодня он все еще может поспевать за самым опытным торговцем. Я никогда не ходил на курсы сварки, кроме его импровизированных уроков
в гараже за нашим домом рос, но я рубил и упаковывал классические рамы грузовиков, ремонтировал прицепы, заменял ржавчину на патч-панели на старинных автомобилях, ремонтировал тракторы и построил свою долю ангаров для растений и грилей для барбекю, а также сделал новинки из подков и гвоздей. И хотя это не мой главный интерес, я заработал на сварке более чем достаточно денег, чтобы клиенты могли оплачивать мое оборудование и расходные материалы для моего собственного использования.Первый шаг
Первый шаг — определить тип проектов, которыми вы хотите заниматься. Будете ли вы делать в своей мастерской безделушки и подарки в качестве хобби? Или вам нужна небольшая портативная машина, которую можно вынести на подъездную дорожку или поле для ремонта прицепного устройства или сельскохозяйственного орудия. Если вас интересуют хобби и сварка листового металла, такого как панели кузова автомобилей или деки газонокосилок, лучше всего вам подойдет небольшая машина для подачи проволоки. Для более крупного ремонта стали вам потребуется более мощная машина, а портативный сварочный аппарат с потребляемой мощностью 110 или 220 вольт — это всего лишь билет с минимальными вложениями.
Существует множество передовых методов и оборудования для сварки — MIG и TIG для алюминия и нержавеющей стали, газовая дуга, углеродная дуга и, в последнее время, атомарный водород. Но они предназначены для опытных сварщиков и здесь не рассматриваются. Моя цель — поделиться некоторой информацией с новичком или сварщиком-любителем и убедить того, кто не занимается сваркой, в том, что пора взять прут (или катушку для сварочного аппарата с механизмом подачи проволоки) в руки и устранить необходимость в найме дорогостоящего магазина или установка на грузовике на заказ для выполнения простого повседневного ремонта металла.
Наряду с ручной сваркой и сваркой с подачей проволоки существует также кислородно-ацетиленовая сварка, или «газовая сварка». Прелесть «газовой» сварки в том, что вы можете использовать одно и то же устройство для резки и сварки металла. Хотя кислородно-ацетиленовая сварка имеет некоторые ограничения при работе с тонким листовым металлом, возможность резки и сварки на одном и том же оборудовании часто делает ее первым вариантом для многих новичков. Возможно, я расскажу о газовой сварке в одной из следующих статей.
Выберите сварочный аппарат
Дуговая сварка включает любой метод, в котором для создания дуги используется электричество.Это может быть сварка стержнем, также называемая сваркой «жужжащим ящиком», при которой используется расходный сварочный стержень как для создания дуги, так и для придания сварному шву дополнительного присадочного металла. Это может быть сварка в среде инертного газа металла, также известная как MIG, при которой используется устройство подачи проволоки с защитным газом. Более простой и менее дорогой вариант сварки MIG — это устройство подачи проволоки, в котором используется проволока с флюсовым сердечником. Я расскажу о плюсах и минусах защитного газа чуть позже.
При любой форме дуговой сварки свариваемый материал по существу плавится под действием мощной электрической дуги.Например, металл присоединяется к отрицательному источнику питания, затем сварочный наконечник (либо проволока в устройстве подачи проволоки, либо наконечник сварочного стержня при сварке штангой) прикрепляется к положительной стороне источника питания. Когда положительно заряженный наконечник находится в непосредственной близости от отрицательно заряженного металла, подлежащего сварке, возникает электрическая «дуга». Эта дуга — это то, что сильно нагревает металл до точки плавления, позволяя соединить детали вместе. Эта дуга также создает ослепляющее сияние и устрашающее «гудение», связанное со сваркой.Когда я был маленьким мальчиком, я обнаружил, что наблюдать за ярким светом дуги (разумеется, через темное защитное стекло сварочного шлема) и слышать это мощное жужжание в сочетании с ливнем искр, создаваемых расплавленным металлом, столь же приятно, как фейерверк на Четвертом году Июль.
Некоторые более дорогие сварочные аппараты позволяют пользователю изменять отрицательную / положительную полярность с помощью переключателя для повышения производительности в зависимости от свариваемого материала. Но для простой сварки дома или на ферме достаточно простого аппарата переменного тока.
Сварка с подачей проволоки
Любой, кто экспериментировал с различными методами, склонен согласиться с тем, что сварка MIG — это самый простой процесс для изучения и освоения. Вспышка дуги и связанный с ней «жужжащий» звук менее устрашающе, чем при сварке стержнем. Аппарат подает проволоку в зону дуги с заранее определенной скоростью, что избавляет человека, выполняющего сварку, от необходимости измерять скорость, с которой вводить новый материал в сварной шов и соответственно двигаться.
СваркуMIG можно разделить на два основных типа: подача защитного газа или проволока с сердечником.Большинство машин будет работать с использованием обоих методов. Если вы хотите, чтобы сварные швы выглядели чище, или вы собираетесь покрасить или нанести какое-либо другое нанесенное финишное покрытие на сварное соединение, тогда вам может понадобиться машина, которая предлагает опцию защитного газа. Остатки, оставшиеся после использования проволоки с флюсовым сердечником, трудно очистить, и они могут вызвать проблемы с адгезией краски на линии.
Базовые машины с опцией защитного газа можно легко найти по цене от 200 до 400 долларов, и для них требуется только 110 вольт бытового тока.«Защитный газ» — негорючий газ, который закупается в баллоне под давлением и используется в аппаратах для сварки MIG или TIG. Газ проходит через сварочный аппарат и подается к сварочному наконечнику, где он создает невидимый газовый «экран» над и вокруг формируемого сварного шва. Газ помогает создать более гладкий и привлекательный сварной шов. Газ, закупаемый для сварки MIG, обычно представляет собой смесь аргона и кислорода. В этом случае проволока, используемая в сварочном аппарате, должна быть сплошной проволокой. Проволока продается в рулонах и легко устанавливается в корпус сварочного аппарата через люк на боковой стороне аппарата.
Для общего ремонта и любительских работ сварка флюсовой проволокой намного проще и дешевле. Сварочная проволока с флюсовым сердечником имеет небольшую полоску сварочного флюса, встроенную в центр проволоки. Флюс — это твердый материал, который имеет консистенцию некачественного бетона и при перегреве выделяет газ. Газ реагирует так же, как смесь аргона и кислорода при газовой сварке, вытесняя природный кислород и создавая невидимый газовый карман для образования сварного шва. Преимущества сварки с флюсовой проволокой заключаются в том, что аппарат легче переносить с места установить, не таща за собой баллон с сварочным газом, а также соответствующий манометр и шланг, и вы сэкономите на расходах на газ.Сварочный аппарат с подачей проволоки на 110 В, оснащенный рулоном проволоки с флюсовым сердечником, является автономным, легко переносимым куда угодно устройством для соединения металлов.
Возможности устройства подачи проволоки в основном связаны с вопросом о том, какой толщины металл будет сваривать. Максимальная рекомендуемая толщина материала четко указана в рекламных материалах, прилагаемых к любой новой машине. Подобные детали обычно можно найти где-нибудь на самой машине, обычно внутри боковой панели доступа. Честно говоря, учитывая низкую стоимость нового сварочного аппарата с механизмом подачи проволоки, нет причин покупать подержанный аппарат, у которого могут возникнуть какие-то невидимые проблемы.Я использую одну и ту же недорогую машину последние 10 лет или около того, без единой проблемы.
После того, как вы приобрели сварочный аппарат с механизмом подачи проволоки и познакомились с ним, начните практиковаться на некоторых кусках листовой стали, уголка или трубах. Во-первых, и это относится к любому сварочному проекту, убедитесь, что металл чистый и не содержит ржавчины, масел или смазки. Загрязненный или покрытый ржавчиной металл — настоящая проблема для работы, и сварной шов после завершения будет не таким прочным. Я расскажу о проволочных щетках и других сварочных инструментах ближе к концу этой истории.Затем установите на аппарате рекомендованную температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемое руководство будет в руководстве пользователя, которое поставляется вместе с машиной. Начните с перекрытия соединяемых кусков металлолома.
Сопло с выступающей сварочной проволокой следует удерживать под углом 45 градусов к L, образованному стыком двух металлических кусков внахлест.Удерживайте сварочный наконечник под углом 45 градусов к L, образованному стыком с кончиком проволоки, который выступает из сопла примерно на 5/8 дюйма от металла.Когда ваш сварочный шлем или щит на месте (о шлемах я расскажу подробнее позже) нажмите на курок сварочного сопла. Сразу же проволока продвинется и образуется дуга. Начните медленно перемещать сопло по длине свариваемого стыка, сохраняя расстояние между наконечником сопла и металлической поверхностью. Некоторые люди проталкивают сварной шов, в то время как другие предпочитают отодвигать наконечник от уже уложенного шва. Нет правильного пути, просто разные мнения сварщиков, как профессиональных, так и любительских.Невозможно выразить словами, насколько быстро или медленно двигается наконечник. Только метод проб и ошибок даст вам почувствовать темп, в котором вам следует двигаться. Вот тут и пригодится практика на обрезках.
Хотя есть кривая обучения, она очень мала, и вы удивитесь, как быстро вы начнете делать идеальные сварные швы. Примеры идеальных и неидеальных сварных швов см. На прилагаемых фотографиях. Теперь начните практиковаться, и как только вы сможете наполовину сделать последовательную бусинку, начните творчески подходить к безделушкам и гаджетам, которые вы можете варить в свое удовольствие.Поэкспериментируйте с регулировкой температуры сварного шва и скорости подачи проволоки в это время. Вы быстро разовьете любовь к сварке и удивитесь, как вы могли так долго не делать этого самостоятельно.
Автор сваривает два куска тонкого листового металла с помощью переносного сварочного аппарата с механизмом подачи проволоки.Цель состоит в том, чтобы получить чистый, прочный сварной шов, соединяющий две части металла с хорошим проваром.
По мере улучшения ваших навыков вы можете переходить к углам под углом 90 градусов, вертикальным сварным швам и более толстым металлам. Как только вы сможете уложить хороший валик, возьмите сваренную тренировочную деталь и попытайтесь сломать или разорвать сварной шов.Вы быстро обнаружите проблемы с проникновением или адгезией. Правильное проникновение придет с практикой и увеличением мощности, пока не достигнете нужной точки для соединяемого металла. Общее практическое правило заключается в том, что вы должны иметь возможность переворачивать сварные детали и видеть, где тепло передается через металл, что проявляется в обесцвечивании на противоположной стороне от сварного шва.
Автор соединяет два уголка с помощью сварочного аппарата на 220 вольт. Надлежащая защита глаз является обязательной, а перчатки и другое защитное снаряжение защищают от разлетающихся искр.Если вы решили использовать защитный газ, подсоедините шланг подачи и баллон в соответствии с рекомендациями производителя. При открытом клапане баллона и выключенном питании нажмите курок на сопле и прислушайтесь к выходу газа из наконечника. Это позволяет узнать, что газ течет правильно. При сварке газ должен начать выходить из наконечника за мгновение до того, как проволока дугой коснется свариваемого металла.
Ручная сварка
Первым сварщиком, которого я помню, был динозавр в виде станка в кузнице моего дедушки.Сварщик был примерно вдвое меньше современного холодильника, имел пару больших латунных регулировочных ручек спереди и ряд вставных розеток по всей длине аппарата, причем каждое отверстие было помечено другим номером. Для прикрепления к свариваемому металлу использовался тяжелый проволочный вывод с зажимом на конце. Другой провод, с держателем стержня на другом конце, был вставлен в машину в одно из отверстий в ряду в зависимости от силы тока, с которой вы хотели сваривать. Аппарат не был портативным, занимал много места и был совершенно ужасен в использовании.
Дома у моего отца была машина новее, ярко-красный Lincoln®… примерно на треть размера и намного проще, с переключателем включения / выключения, одной большой черной пластиковой ручкой регулировки мощности и двумя проводами. Вы можете легко установить дополнительный комплект колес на базу и получить более портативный инструмент. Но все же рядом должна была быть розетка на 220 В. Этим сварочным аппаратом он пользовался около 25 лет, а в день, когда он перестал работать, поехал в ближайший хозяйственный магазин и купил новый от того же производителя. Сейчас он работает с этой машиной 20 лет, и за это время она сослужила ему огромную службу.
Я не из тех, кто бросает имена, поэтому скажу только, что в наши дни есть несколько производителей, производящих качественные сварочные аппараты. Независимо от того, какой инструмент или часть оборудования вы покупаете, небольшое исследование в Интернете и общение с друзьями или экспертами в данной области — хороший способ определиться с брендом. Как вы, вероятно, увидите на фотографиях, я использую сварочный аппарат Miller. Так получилось, что я живу всего в нескольких милях от дилера Miller, и в то время, когда я покупал машину, у магазина была отличная сделка на этот почти новый агрегат.Я уверен, что мог бы быть в равной степени доволен Lincoln или любым другим брендом, если бы он функционировал должным образом. Мой сварщик примерно вдвое меньше машины моего отца, и я таскаю его на нижнем уровне тележки. Мой сварщик MIG сидит на верхней полке с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток для поездки. Мой аппарат MIG работает от 110 бытового тока, а мой сварочный аппарат — от 220. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогими 110 единицами.У меня есть удлинительный шнур длиной 40 футов 220, который позволяет мне брать сварщиков в любое место в моем магазине 30X40 или на подъездную дорожку для работы с более крупным оборудованием.
Хороший сварной шов выглядит как ряд положенных на бок десятицентовиков. Как только сварной шов остынет, используйте молоток, чтобы сбить внешний слой шлака, чтобы обнажить сам шов.Как и при сварке MIG, первым делом необходимо ознакомиться со сварочным аппаратом и его возможностями, описанными производителем. Эти знания хранятся в вашей голове для использования в будущем, теперь пора приступить к сварке.При сварке штангой серьезной проблемой является выбор сварочного стержня. Стержни, которые обычно можно найти в магазинах бытовой техники или сельскохозяйственных товаров, будут иметь маркировку «E6011», «E6013» или, возможно, «E7020». Буква «E» обозначает, что стержень подходит для электродуговой сварки. Первые два числа обозначают предел прочности материала стержня на разрыв при снятии напряжения в сварном шве, выполненном стержнем. Число «60» означает 60 000 фунтов на квадратный дюйм и так далее. Третье число обозначает положение сварки, для которого предназначен стержень. «3» означает плоскую сварку, «2» означает угловые или стыковые соединения, а «1» означает, что он подходит для всех положений.Четвертое число дает представление о типе покрытия и другую дополнительную информацию, которая не требуется любителю или непрофессиональному сварщику. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Я бы посоветовал вам начать с хорошего универсального удилища, такого как E6011. Он справится с большинством ремонтов дома или фермы, от деки газонокосилки до ковша фронтального погрузчика. Затем вам нужно выбрать правильный размер стержня. Для начала выберите стержень примерно такой же толщины, как свариваемый материал.По мере совершенствования навыков вы можете перейти к сварке гораздо более толстого материала, сделав несколько проходов и наложив сварной шов. Но это происходит после некоторой практики.
Держа сварочный аппарат со стержнями в руке и выключенный аппарат, вставьте сварочный стержень в зажим держателя стержня на конце сварочного кабеля. Другой зажим прикрепите к свариваемому материалу. Отрегулируйте настройку машины в соответствии с рекомендациями производителя в отношении толщины материала. Расположив конец стержня на расстоянии не менее нескольких дюймов от материала, включите выключатель питания.Вы услышите очень отчетливый гул, когда машина включится. Теперь, когда шлем или щит на месте, медленно переместите кончик стержня в сторону свариваемого соединения. В то время как сварочный аппарат MIG издает дугу, когда проволока продвигается и касается металла, в сварочном аппарате штангой вам придется «поцарапать» металл концом стержня, чтобы зажечь дугу. Это один из самых сложных аспектов обучения сварке клеем. Поцарапайте наконечник и слишком быстро или далеко отодвиньте его от металла, и дуга сломается. Если царапать слишком медленно, то наконечник стержня прилипнет к свариваемому металлу.Возвратно-поступательное движение обычно нарушает адгезию, но иногда необходимо выключить машину и принудительно освободить стержень от материала, прежде чем начинать заново. Снова потренируйтесь с металлическим ломом и убедитесь, что поверхности как можно более чистые.
Чтобы обеспечить хорошее проникновение тепла и адгезию сварного шва, переверните свариваемый металл и обратите внимание на изменение цвета напротив сварного шва.После возникновения дуги медленно продвигайте стержень вдоль стыка, чтобы сформировать валик сварного шва. Вы можете использовать небольшое движение вперед и назад или заставить наконечник перемещаться по крошечным кругам, перекрывая только что сваренную область при каждом проходе.При любой сварке наблюдайте за сварным швом, как если бы он формируется, и убедитесь, что оба соединяемых куска материала плавятся, а стержень (или проволока) добавляется к валику для создания дополнительного материала в соединении. При сварке штангой стержень расплавится и упадет в расплавленную лужу, и вам придется постоянно перемещать оставшийся наконечник стержня ближе, чтобы поддерживать дугу. Прекратите сварку, когда стержень используется до такой степени, что рядом с держателем остается только пара дюймов флюсового покрытия. На этом этапе вы можете заменить стержень и приварить еще.Но помните, что оставшаяся часть старого удилища будет очень горячей, поэтому будьте осторожны.
Помните, что практика делает лучше, а чем больше практики, тем лучше. С базовым пониманием, теперь все, что остается делать, это сваривать и наслаждаться своим новым навыком.
При сварке необходима соответствующая защита глаз. Доступны несколько типов шлемов, в том числе (слева направо) автоматическое затемнение, широкий обзор и откидной щит.Прежде чем закончить, было бы неправильно, если бы я не обсуждал связанное со сваркой оборудование.В первую очередь — это защита глаз. Интенсивное излучение сварочной дуги может быстро вызвать необратимое повреждение зрения. Новый сварщик, скорее всего, будет иметь по крайней мере ручной сварочный щиток. Повесьте его на стену, когда внук или сосед захочет посмотреть, как вы когда-нибудь сварите. Купите сварочный шлем, который закрывает лицо и шею. Не только линза обеспечит адекватную защиту зрения, но и остальная часть шлема защитит ваше лицо и шею от болезненных и вредных радиационных ожогов.Последним и величайшим достижением в области сварки стал шлем с автоматическим затемнением. Шлемы старого образца нужно было опускать непосредственно перед зажиганием дуги и поднимать для просмотра вашей работы после того, как дуга была сломана. Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный обзор через линзу до тех пор, пока за доли секунды не сформируется дуга стержня или наконечника проволоки. Линза мгновенно становится черной, и ваши глаза получают необходимую защиту. И как только дуга сломается, линза обратит процесс в обратном направлении и осветлится, чтобы вы могли рассмотреть сварной шов.
Следующим по важности должны быть перчатки для сварщиков. Эти толстые длинные перчатки не являются обязательными, но обеспечивают защиту как от излучения дуги, так и от искр, которые являются частью процесса соединения металлов. Они также удобны для токарной обработки и обработки недавно сваренного металла. Другая дополнительная одежда для сварщиков — кожаные или плотные брезентовые рубашки, брюки или фартуки. Избегайте сварки в теннисных туфлях и не засовывайте штанины в ботинки. Несколько лет назад, модифицируя раму классического грузовика, я уронил кусок расплавленного металла из сварного шва прямо на мою теннисную обувь.Расплавленный металл прогорал так быстро, как будто ботинка даже не было. А в худшем случае мой отец однажды сваривал, засунув джинсовые ноги в ковбойские сапоги. Большой кусок расплавленного металла упал с сварного шва и соскользнул с его штанины в ботинок. Прежде чем он успел снять сапог, металл расплавил нейлоновый носок до арки ступни. Сильный ожог и последующая инфекция зажили месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, защищенных флюсом, после их остывания.
Другое оборудование, которое делает сварку более приятной, включает длинные кожаные перчатки, различные зажимные клещи, молоток для измельчения шлака и проволочные щетки.Избегайте сварочных работ, стоя на мокрой поверхности, и убедитесь, что рабочее место хорошо вентилируется. Это простые вещи, но с любым проектом вы иногда торопитесь и начинаете что-то делать, не руководствуясь здравым смыслом. Тем не менее, сварка — увлекательный и полезный навык. Вы найдете бесчисленное количество применений для сварных проектов для себя и друзей, и, похоже, в наши дни все меньше и меньше магазинов предлагают сварочные услуги.После того, как вы в достаточной мере улучшите свои навыки, вы можете подумать о выполнении оплачиваемой работы для других людей. Что может быть лучше хобби, которое окупается?
.