сварка графитированным электродом медных проводов
На чтение 9 мин. Просмотров 5.9k. Опубликовано Обновлено
Выполнить соединение можно разными способами, но именно сварка является наиболее эффективным, быстрым и надежным из них.
Созданные таким образом швы характеризуются высокой прочностью, отменным показателями электропроводимости, отвечают нормам и требованиям безопасности, служат долгие годы. Для сварки проводов мастера используют графитовые электроды, обладающие неоспоримыми достоинствами.
Достоинства и недостатки графита
Графитированные способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
Таблица режимов сварки графитовыми электродами.Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
- соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
- эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
- электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Применение стержней и особенности работы с ними
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.
Сварка угольной дуги.Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и , а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность.
То есть, подавать минус нужно именно на электрод. - Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности.
Также швы могут иметь пустоты, что влияет на их долговечность.
По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.

Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги.
При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы. - Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка.
Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.
Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
[box type=”fact”]На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.[/box]При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.
 Схема сварки в среде защитного газа.
Схема сварки в среде защитного газа.Точный ток сварки в любом варианте сварщику приходится определять опытным путем, в связи со следующими факторами:
- любая модель инвертора характеризуется определенными особенностями, поэтому крайне важно внимательно прочесть инструкцию к конкретному прибору;
- напряжение сети конкретного строения может не соответствовать 220 Вольтам;
- в медные жилы проводов входят разные по составу компоненты, если они изготовлены разными производителями;
- опыт мастера во многом определяет результаты сварной операции с использованием графитовых стержней.
Важно знать значения силы тока, при достижении которой можно производить эффективное соединение жил проводов с различным сечением при сварке графитовым электродом:
- при сваривании жил диаметром 1,5 мм2, инвертор настраивают на 70 ампер;
- три проводка с таким же сечением следует сваривать при токе 81-91 ампер;
- четыре жилы 3 мм2 свариваются с силой тока в пределах 101-121 ампер.
Сварка алюминиевых проводов
Графитовым электродом осуществляют точечную сварку медных, а также алюминиевых проводов. Операции проводят под флюсом. Это специальный порошок внутри , который расплавляется и продуцирует защитный газ.
 Схема аргоно-дуговой сварки алюминия.
Схема аргоно-дуговой сварки алюминия.Последний предостерегает сварные кромки от контакта с кислородом и окисления вследствие этого.
Актуальное значение силы тока выставляют с помощью регулятора. Ток выпрямляют посредством применения диодного моста и фильтра пульсаций.
Хотя отметим, что опытные мастера могут соединить провода сваркой даже при переменном токе и без регулировки путем выжидания нужного времени удержания дуги. Но выполнение сварочных работ переменным током дает менее качественный результат.
Как правильно сделать и сварить скрутку?
Важно не допустить плавления изоляционного материала провода, для чего потребуется присоединить радиатор из металла к месту выхода скрутки из изоляции. Чаще остальных подбирают медный вариант, потому что этот характеризуется высокой теплопроводностью.
[box type=”fact”]Большая площадь контакта улучшает процесс теплообмена и отводит тепло от скрутки.[/box] Перед началом сварки жил проводов следует осуществить подготовительные работы. Очистите от изоляции и лакового покрытия, если оно присутствует. Скрутку делают максимально плотно, дабы витки тесно контактировали друг с другом.
Перед началом сварки жил проводов следует осуществить подготовительные работы. Очистите от изоляции и лакового покрытия, если оно присутствует. Скрутку делают максимально плотно, дабы витки тесно контактировали друг с другом.
Оптимальная длина скрутки ‒ 5-6 см. При этом концы проводов отрезают на одинаковом расстоянии, дабы они попали в зону действия сварки.
В месте фиксации радиатора к проводам потребуется присоединить зажим массы агрегата, а после ‒ поднести графитовый электрод к обрезанным краям. Контакт для сварки должен быть максимально кратковременным.
Оптимальное время – 1 секунда, по истечении которой на конце скрутки сформируется участок расплавленной меди в виде шара. Таким же образом поддают сварке с помощью графитовых электродов остальные скрутки жил проводов.
Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода , но сварку крайне важно осуществлять с учетом норм безопасности.
 Схема сварки меди с использованием графитового электрода.
Схема сварки меди с использованием графитового электрода.Опишем их подробно:
- ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
- операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
- место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
- после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
- чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
- скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Подведем итоги
Графитированный электрод ‒ популярный расходный материал, применяемый для выполнения сварных соединений проводов из разных металлов: меди, алюминия, стали, чугуна и т.п.
Работать с графитовыми стержнями непросто, но при достаточном уровне мастерства сварные швы получаются долговечными, стойкими к коррозии, высоким температурам, иным негативным факторам извне.
Графитированные электроды
Графитированные (графитовые) электроды и их применение
Графитированные (графитовые) электроды преимущественно находят применение при выплавке стали в дуговых электросталеплавильных печах и в процессах рафинирования стали при внепечной обработке в агрегатах печь-ковш. Графитированные электроды также используются и в других процессах плавки, например, плавки на штейн в руднотермических печах.
Дуговая электрическая печь при производстве стали обеспечивает большую эксплуатационную гибкость по сравнению с кислородным конвертером, так как может быть остановлена и перезапущена вновь относительно быстро, что дает возможность оперативно отвечать на запросы потребителей и динамику рынка. Именно поэтому дуговые печи широко применяются и небольшими сталелитейными заводами, и в литейном производстве. Соответственно, спрос на такой расходный материал, как графитированные электроды, неуклонно повышается.
Электрические дуговые печи работают с использованием либо переменного электрического тока или постоянного электрического тока. Подавляющее большинство электродуговых печей используют переменный ток. Каждая из этих печей, как правило, использует девять электродов (в трех колоннах по три электрода в каждой) за один раз. Остальные электродуговые печи, которые используют постоянный ток, как правило, используют одну колонну из трех электродов. В процессе плавки электроды постепенно потребляются, что требует добавление нового электрода. Графитированные электроды соединяются между собой посредством ниппельного соединения, для чего с обоих концов каждого электрода делается резьбовое ниппельное гнездо. Размер электродов варьируется в зависимости от размера печи, параметров трансформатора тока и планируемой производительности печи. Электроды могут быть как небольшие – 75 миллиметров в диаметре, так и довольно крупные – до 750 мм в диаметре и до 2800мм в длину. Соответственно, один графитированный электрод может весить в зависимости от размера от пяти килограмм и до двух тонн.
Особенности в сфере производства и реализации графитированных электродов
Электроды в настоящее время являются единственными доступными продуктами, которые обладают высоким уровнем электропроводности и способностью поддержания высокого уровня тепла в электрической дуговой печи в процессе производства стали. В настоящее время происходит активное развитие технологий производства графитированных электродов и постоянное повышение их качества для удовлетворения современных требований, поскольку любые изменения в металлургических, электрических и механических условиях эксплуатации могут оказать существенное влияние на поведение электродов. Новые технологии плавки в современных печах большого объема и повышенной мощности приводят к более быстрому прогреву электродов, чем в малых печах и требуют значительного повышения устойчивости электродов к термическим и механическим воздействиям. Повышение эффективности работы электродуговых печей приводит к снижению величины потребления графитированных электродов на тонну произведенной стали в электродуговых печах (удельного расхода).
Поставляемые ООО «Новые индустриальные технологии» графитированные электроды соответствуют условиям эксплуатации современных дуговых печей и обладают высокой механической прочностью, отличной теплопроводностью, низким электрическим сопротивлением, что имеет решающее значение для экономичного расхода.
Марки графитированных электродов
Графитированные электроды марки ЭГ (RP – regular power), а также ниппели производятся на основе каменноугольного пека и нефтяного кокса. Подходят для осуществления работы на плотностях тока до 25 А/см2 в дуговых сталеплавильных, рафинировочных ферросплавных, руднотермических печах и прочих электротермических устройствах.
Показатель | Диаметр, мм | RP |
Удельное электросопротивление, | ≤ 300 | 8,5 |
Предел прочности при изгибе, | ≤ 300 | 8,5 |
Плотность, | ≤ 300 | 1,53 |
| Модуль Юнга, ГПа, не более | ≤ 300 | 9,3 |
Графитированные электроды марки ЭГП (HP — high power),а также ниппели производятся на основе каменноугольного пека и нефтяного кокса и имеют дополнительную пропитку пеком. Подходят для осуществления работы в дуговых сталеплавильных печах высокой мощности и установках печь-ковш.
Показатель | Диаметр, мм | HP |
Удельное электросопротивление, | ≤ 400 | 6,5 |
Предел прочности при изгибе, | ≤ 400 | 10,5 |
Плотность, | ≤ 400 | 1,62 |
| Модуль Юнга, ГПа, не более | ≤ 400 | 12,0 |
Электроды графитированные марки ЭГСП (UHP – ultra high power), а также ниппели производятся на основе игольчатого кокса и каменноугольного пека и имеют дополнительную пропитку пеком.
Показатель | Диаметр, мм | UHP |
Удельное электросопротивление, | ≤ 400 | 5,5 |
Предел прочности при изгибе, | ≤ 400 | 11,0 |
Плотность, | ≤ 400 | 1,66 |
| Модуль Юнга, ГПа, не более | ≤ 400 | 14,0 |
ООО «Новые индустриальные технологии» (Екатеринбург) является официальным поставщиком и дилером известных отечественных и зарубежных производителей графитированных электродов, что гарантирует высокое качество поставляемой продукции.
графитированные, омедненные, сварка проводов, из Китая – Расходники и комплектующие на Svarka.guru
Графитовые электроды люди применяют уже более ста двадцати пяти лет. Работать с ними начинал еще изобретатель электросварки Николай Бернадос. В наши дни большая часть сварочных работ выполняется металлическими электродами – стержневыми и проволочными. Графитовые сохраняются для специальных видов сварки.
Достоинства и недостатки

Графитовые электроды обладают следующими достоинствами:- простота изготовления и низкая себестоимость;
- способность проводить большой ток, не разрушаясь;
- высокая проводимость, малые потери тока;
- не окисляются даже при высоких температурах;
- простота применения, не требуется дорогостоящее оборудование;
- работает прямой и обратной полярностью;
- незаменим для ряда технологий сварки
Присущ электродам, сделанным из графита, и ряд недостатков.
- узкий диапазон применимости;
- непригодность для массовых сварочных операций;
- повышает процентную долю углерода в материале шва и в основной детали;
- невозможность сформировать стержень тоньше 6 миллиметров.
В специальных технологиях дуговой сварки преимущества значительно перевешивают недостатки, в таких случаях графитовые изделия незаменимы, для чего и нужны в современной сварке.
Физико-химический состав
Основной компонент графитного сварочного электрода- это кристаллический углерод. Стержень состоит из двух половин, правой и левой. Межу ними проложен диэлектрический слой, содержащий оксиды железа, креолитовых глин, меди, алюминиевого порошка и магния.
Основные слои выполнены либо из цельного коксующегося угля, либо из электродного прессованного графита. Графитовые сварочные материалы при нагреве свариваемых материалов повышают в них содержание углерода.
Отличия от угольного

Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации; нанести медное покрытие.Угольные изделия более прочны, однако электропроводность их ниже от 2 до 4 раз. Это вызывает большие потери тока и может привести к перегреву. Поэтому угольные электроды используют при меньшей плотности тока. Для угольных следует использовать специальный держатель, в то время как графитовые можно вставлять в обычный держак MMA.
Технические характеристики
Основными физико-механическими характеристиками изделий служат:
- диаметр;
- удельный вес;
- зольность;
- удельное сопротивление;
- коэффициент линейного расширения при нагреве от 20 до 500оС;
- предел прочности на изгиб;
- модуль упругости.
Кроме того, нормируются максимальный рабочий ток, размеры формируемой канавки и некоторые другие.
Стандарты производства
Требования к технологии производства и качеству сформулированы в ГОСТ 4426-62. В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
- квадратная;
- круглая;
- овальная;
- прямоугольная.
Регламентирован также ряд диметров: от 60 до 550 мм и длин от 1 до 1,7 м.
На стержне следует нарезать резьбу для крепления ниппельного окончания.
Резьба может выполняться со следующим профилем:
- конус;
- цилиндр;
- трапеция.
В стандарте описаны способы и методики контроля качества производителем, приемки и отгрузки продукции
Процесс производства
В качестве сырья для производства используют как природный уголь, добываемый из месторождений, так и искусственно полученный графит. Связующим веществом служат различные смолы. Производство разбивается на следующие технологические стадии:
- экструзия стрежневидных заготовок при большой температуре и давлении;
- окончательная формовка и охлаждение;
- нарезка резьбы;
- омеднение.

Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.
C медным покрытием
Графитовые омедненные электроды используются для сварки заготовок из медных сплавов. Они выпускаются в следующих версиях:
- круглый, с диаметром от 3 до 19 мм;
- плоский, с прямоугольным или квадратным сечением, шириной от 8 до 25 мм;
- полукруглый, широко применяемый тип, с одной стороны плоский, с другой — полукруг, ширина от 10 до 19 мм;
- полый, выпускается для специальных применений — выполнения канавок на изделиях, диаметр от 5 до 13 мм.
Широкий диапазон форм и размеров выпускаемых изделий позволяет подобрать для каждого приложения наиболее подходящий по своим параметрам и возможностям.
Популярные марки
Среди электродов отечественного производства наиболее популярными являются следующие:
- ЭГ— графитированный, производится из нефтяного кокса с добавлением каменноугольного пека. Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
- ЭГС— вместо нефтяного коса используется игольчатый. Такие изделия используют в электропечах на сталелитейных заводах и установках рафинирования металлов.
- ЭГП дополнительно пропитываются пеком. Применяется в установках электродуговой резки, в литейных производствах.
- ЭГСП— изделия на базе игольчатого кокса, с усиленной пропитки пеком. Используются для того, чтобы сваривать цветные металлы, а также в плавильных печах различного назначения.
Обозначение и маркировка
Обозначение изделия указывает на его тип, способ производства и назначение. Маркировка включает в себя первые буквы обозначений:
- П – с пропиткой пеком;
- С – специального назначения;
- Г – графитированный;
- Э – электрод.
Так, например, ЭГСП-1 означает: «графитированные электроды, специального назначения, пропитаны пеком».

Импортные производители, например, из Китая, используют собственные системы марок.
Выбор
Во время выбора электрода для сварных или разделочных работ следует учитывать мощность сварочного аппарата. Его предельный рабочий ток должен соответствовать диаметру выбранного изделия.
Следующий фактор, влияющий на выбор — состав. Добавки должны соответствовать материалу заготовки.
Для сварочных операций рекомендуется выбирать по возможности меньший по диаметру электрод.
Следует также обратить внимание на наличие ниппеля.
Основные режимы и нюансы сваривания
Наиболее важной характеристикой служит плотность рабочего тока.

Зависимость предельной плотности тока от диаметра и марки.Превышение этого ключевого параметра приводит к перегреву изделия и к выходу его из строя, вместе с оборудованием.
Регулировка силы тока
В ходе электродуговой сварки проводов силу тока устанавливают в диапазоне 30-120А, исходя из толщины заготовок, их числа и диаметра электрода. Зависит сила тока также и от химического состава конкретных свариваемых образцов, температуры воздуха и ряда других условий.
Рекомендованные значения для типовых соединений медных проводов следующие:
- две жилы сечением по 1,5 мм2: 70 А
- три жилы по 1,5 мм2: 80-90А;
- три жилы по 2,5 мм2: 80-100А;
- четыре жилы по 2,5мм2: 100-120А.
Вначале лучше провести пробную сварку образца, по ее результатам уточнить значение тока.
Сварка алюминиевых проводов
Для сварки можно применять инвертор достаточной мощности, а можно собрать аппарат самостоятельно. Устройство для сварки алюминиевых проводом отличается чрезвычайной простотой конструкции, его может собрать своими руками домашний мастер, обладающий некоторыми знаниями в области электротехники.
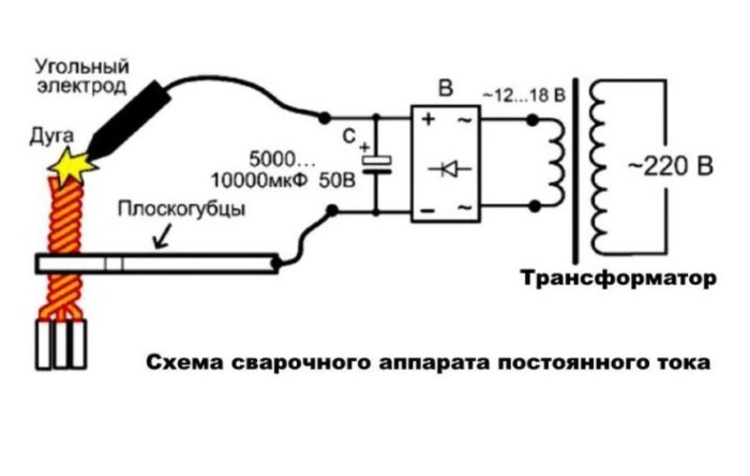
Схема устройства для сварки проводов.Для сборки потребуются:
- понижающий трансформатор с 220 на 12-10 вольт;
- диодный мост достаточной мощности;
- электролитический конденсатор большой емкости;
- пассатижи для массового зажима;
- электродный держатель;
- сварочные провода сечением от 10 мм2.

питаться такой агрегат может от электросети или от генератора. Питание от 24- вольтового аккумулятора вызывает неудобства: весит он много, а разряжается быстро.
Провод ниже скрутки охватывается пассатижами, а к концу скрутки подносят графитовый стержень. Разжигается электродуга, и скрутка быстро разогревается, позволяя сварить кончики проводов.
При работе таким аппаратом очень важно не передержать электрод до такой степени, чтобы провода начали оплавляться и стекать. Такой навык приходит с опытом. Опытные сварщики сваривают провода и с помощью переменного тока.
Как правильно сделать и сварить скрутку?
Операция разбивается на несколько этапов:
- зачистка изоляции и лака с проводов;
- скручивание соединяемых концов вместе;
- подрезание скрутки с целью выровнять концы и обеспечить длину соединения в 50 мм;
- установка на скрутку медного зажима-теплоотвода, подключенного к массе;
- поднесение к концу скрутки графитового электрода, разжигание дуги на время в 1-2 секунды;
- формирование на конце скрутки оплавленного шарика металла;
- гашение дуги.
После того, как сваренное соединение остынет, его следует заизолировать изолентой или термоусадочным колпачком.
Требования техники безопасности к эксплуатации
Несмотря на то, что напряжение невысокое и время проведения операции невелико, необходимо строго соблюдать все правила техники безопасности:
- применять персональные защитные средства: маску сварщика, огнестойкая спецодежда, спилковые краги;
- удалить от зоны работ все огнеопасные и легковоспламеняющиеся материалы на расстояние от 5 метров;
- перед началом работ осмотреть оборудование на отсутствие механических повреждений и нарушения изоляции;
- обесточить свариваемые провода.
Выполнение этих несложных требований безопасности к хранению и эксплуатации графитированных электродов позволит сохранить здоровье и жизнь людей и материальные ценности.
Графитовые электроды используются для специальных приложений. Они применяются в металлургии, электролизе, сварке цветных металлов. При подборе электрода нужно учитывать состав и толщину свариваемых заготовок, климатические параметры и возможности сварочного аппарата.
Графитированные электроды UHP, HP, RP
Графитированные электродыПредлагаем графитированные электроды трёх видов:
Сверхмощные (Ultra High Power — UHP)
Для электродуговых сталеплавильных печей — мощностью трансформатора — до 140 МВА, токовая нагрузка на электродах — до 85 кА, ёмкость печей от 30 до 160 тонн
Графитированные электроды марки UHP (ЭГСП) являются самой дорогой и высокотехнологичной маркой электродов.
Мощные (High Power — HP)
Для электродуговых сталеплавильных печей — мощностью трансформатора — до 45МВА, токовая нагрузка на электродах — до 50-60 кА, ёмкость печи от 15 до 30 тонн.
В мощных печах применяются графитированные электроды марки HP, российским аналогом которых являются графитированные электроды марки – ЭГП (электроды графитированные пропитанные).
Маломощные (рядовые Regular Power — RP)
Для электродуговых сталеплавильных печей — мощностью трансформатора 4 — 15МВА, токовая нагрузка на электродах — до 45 кА, ёмкость печи от 0,5т до 25 тонн.
В маломощных печах применяются графитированные электроды марки RP, российским аналогом которых являются графитированные электроды марки ЭГ (электроды графитированные).
Для токовых нагрузок выше 90кА рекомендованы крупногабаритные графитированные электроды – диаметром 700, 750 и 800 мм..
Основным сырьём (наполнителем) при производстве графитированных электродов является нефтяной рядовой кокс либо прокаленный нефтяной (или пековый) игольчатый кокс.
Для производства графитированных электродов марок HP и RP в качестве сырья используется рядовой нефтяной кокс. Для производства графитированных электродов марки UHP используется игольчатый кокс (нефтяной и пековый).
За счет особых характеристик игольчатого кокса (высокая действительная плотность, низкое содержание золы, серы и азота), графитированные электроды, произведенные из данного вида сырья, обладают особыми свойствами, что позволяет им работать на высоких плотностях тока.
характеристики, виды, использование :: SYL.ru
Для выполнения сварочных работ графитовый электрод широко используется. Он изготавливается в нескольких видах, за счет чего может использоваться в различных сферах деятельности.
Особенности
Графитовый электрод относится к категории неплавких. Его характеристики обеспечиваются материалом, использованным в качестве сырья. Основным отличием графита от металла является его электропроводимость. Кроме того, графит не плавится, выдерживая очень высокие температуры. Графит остается прочным материалом даже тогда, когда металл уже плавится от высоких температур.
Электроды из графита производятся в нескольких вариантах, отличающихся размерами и формой наконечника. По своему составу они могут быть двух видов: обычные и с медью (5 %). Медно-графитовый электрод имеет медное покрытие. Благодаря этому металлический сплав обладает улучшенными характеристиками.
Различаются электроды по таким характеристикам, как толщина срезаемого металлического сплава, размер канавок, значение силы тока. На технические характеристики оказывают прямое влияние состав материала и толщина самих стержней.
Состав и структура электродов
Электрод графитовый состоит из нескольких частей. В качестве основных материалов используются две рабочие части прессованного угля. Между ними устанавливается прокладка (чаще всего из порошка алюминия), которая препятствует соприкосновению двух частей. За счет входящего в состав угля при сварке в металле увеличивается содержание углерода. Графит отличается электропроводностью, прочностью и хрупкостью. И эти показатели улучшаются при нагреве. Плавится он при температуре 3,5 тысячи градусов Цельсия.
Диаметр графитовых стержней изменяется в пределах от нескольких миллиметров до нескольких сантиметров. Одна из сторон электрода выполняется в форме клина (угол его до 70 градусов) или конуса. Длина стержня может быть от пары до 70 сантиметров.
Назначение
Сварка графитовым электродом производится в тех случаях, когда металлическое соединение должно быть максимально прочным. Кроме соединения нескольких частей, электроды данного вида позволяют убрать конструктивные дефекты металлических элементов, возникающих на стадии их литья.
Кроме этого, электрод графитовый применяется при подготовке металла к технологическим процессам различного рода. Он используется для разрезания металлических деталей воздушно-дуговым способом. Еще один способ использования – обработка кромок металла. Этот процесс принято называть строжкой.
Виды стержней
По своему составу электрод графитовый может быть нескольких видов:
- ЭГ – наиболее простой вид стержней, подходящих для использования в домашних условиях. Он рекомендуется для сварки материалов с плотностью до 25 А/см. В их состав входят пек и кокс.
- ЭГС позволяют достичь максимального качества и прочности соединений. Кроме того, с их помощью можно устранить трещины в литых элементах. Данный вид стержней может быть использован в плавильной сфере.
- ЭГП рекомендуется применять с целью резки металлических деталей. Он получил распространение при работе с электродуговыми аппаратами, в плавильной и металлолитейной отрасли.
- ЭГПС. Стержни данного вида изготавливаются из кокса. Для улучшения характеристик кокс пропитан каменноугольным пеком. Благодаря этому соединение металлических элементов получается прочным и надежным. Подходит для работы с электродуговыми аппаратами.
Наличие нескольких видов материалов позволяет расширить область применения электродов данного вида.
Использование стержней
При работе с графитовыми электродами могут применяться два технологических приема:
- Материал подается непосредственно в пламя дуги. При этом между металлическим элементом и электродом размещают сварочную проволоку. Причем проволока должна подаваться немного раньше, чем электрод графитовый. Сварочная проволока подается под углом примерно 30 градусов, а стержень – 70 градусов. Данный прием позволяет увеличить скорость выполнения работы.
- С помощью электрода наплавляется валик основного материала. Туда подается присадочный материал. В отличие от предыдущего способам первым идет электрод, а только после него проволока. В данном случае существует большая вероятность прожога металла. Но при этом скорость выполнения работы значительно выше. За счет этого данный прием больше подходит для работы с толстостенными металлами.
Электролиз с графитовыми электродами проводится только при подключенном постоянном токе. Причем подключение должно быть только прямым. При этом минус подсоединяется на электрод.
Достоинства и недостатки
Среди преимуществ, которыми обладает электрод графитовый, можно выделить следующие:
- Устойчивость к воздействию тока.
- Хорошая проводимость тока, благодаря чему снижается расход электрода в процессе сварки.
- Увеличенный срок службы. Этот показатель выше за счет того, что он не окисляется при повышенных температурах.
- Простота изготовления.
- Доступная стоимость.
- Работа со стержнями может проводиться без использования специальных держателей.
Существует несколько недостатков, о которых необходимо помнить:
- Сложность выполнения тонкого соединения. Это вызвано тем, что минимальный диаметр стержня составляет 6 миллиметров.
- Показатели соединяемых элементов могут ухудшаться из-за повышенной концентрации углерода в металле, которая возникает за счет использования графитовых стержней.
Использование графитовых электродов возможно при выполнении узкого списка работ.
Графитовые электроды для сварки
В рудно-термических и сталеплавильных печах дугового типа для выплавки ферро- и специальных сплавов, низкоуглеродистых и высоколегированных сталей используют графитовые электроды. Преимущественно, они представляют собой цилиндры, но есть изделия и других сечений. На торцах расположена резьба для соединения с ниппелем. Данные изделия превосходят по качеству угольные проводники электрического тока, поскольку материал проходит дополнительную термическую обработку – нагрев в +2500 градусов С. В результате электрическое сопротивление снижается до 6 раз, а плотность тока до 3 раз. Таким образом, графитированные электроды можно устанавливать меньшего диаметра.

Расход электродов из графита
Несмотря на то, что данный вид относится к неплавким, электрод из графита во время плавки расходуется. Но этот процесс происходит крайне медленно. Когда габариты электрода становятся меньше рекомендованных нормативами, с помощью ниппеля его наращивают. Расход изделий варьируется в широком диапазоне, при обычной работе печи – от 4 до 8 кг/на тонну. Для повышения экономичности процесса необходимо строго учитывать следующие параметры:
- качество электродов;
- конструкционные особенности печи;
- режим плавки и ее технологические особенности;
- состав атмосферы печи и температурный режим;
- качество стали или металлолома;
- используемый тип горелок и другое.
Расходуются графитированные электроды незначительно, потеря массы связана с испарением графита при высоких температурах.

Преимущества изделий для сварки из графита
Кроме экономии, за счет использования сварочных электродов из графита меньшего диаметра, в сравнении с угольными устройствами, данные изделия имеют другие достоинства:
- в процессе сварки можно не беспокоиться за целостность электрода из графита, он не растрескается;
- обладая меньшей прочностью, они более выносливы к термическим нагрузкам;
- высокая теплопроводность;
- сварка графитовым омедненным электродом дает наиболее качественные результаты;
- отличная упругость;
- графитовый электрод для дуговой сварки легко поддается обработке, в том числе нарезке, и устойчивы к процессам окисления;
- изделия стойки к химикатам, в том числе к хлорным соединениям.
Стандарты производства графитовых электродов для сварки
Графитовые электроды для сварки изготавливаются в соответствии с российскими стандартами ГОСТ4426-62. Изделия всегда производят в нескольких формах сечения – цилиндр, прямоугольник, квадрат, овал. Диаметр электрода может варьироваться от 7,5 д 55,5 см, а длина – от 100 до 170 см. На нарезанную заготовку обязательно наносится резьба для монтажа ниппеля. Преимущественно используется коническая, цилиндрическая или трапециальная резьба. Но помимо промышленного назначения изделие используется и для иных целей, в частности медных труб и проводов.
Процесс производства
Для изготовления данной продукции используют уголь, причем может быть использован не только природный материал, но и искусственный. В качестве связующих добавок используется деготь или смола. Для отдельных модификаций применяю добавки различных металлов. Процесс изготовления включает в себя следующие этапы:
- экструзия в процессе термической обработки;
- придание изделия формы, согласно виду;
- нанесение на нарезанные куски резьбовых соединений;
- покрытие изделий медным слоем либо методом напыления, либо электролитическим способом.
Графитовый электрод с медным покрытием

Но для того, чтобы работать с изделиями из меди используется другая модификация – графитовый омедненный электрод. Иначе их называют «карандаши». Производители изготавливают несколько видов графитовых омеднённых электродов:
- Круглый. Диаметр может варьировать от 0,32 до 1.9 см. Это изделие широкого применения.
- Бесконечный. Это экономичный вариант исполнения. В процессе работы отходы не остаются. Сечение – круглое. Используется с помощью специальной машинки. Диаметр варьируется от 0,8 до 2,5 см.
- Плоский. Сечение – квадрат или прямоугольник. Типовой диаметр от 0,8 до 2,5 см. На заказ можно приобрести изделия с другими параметрами.
- Полукруглый. Наиболее востребованный тип изделия, с одного конца сечение – круглое, в другого – плоское. Он оптимален для выполнения резательных операций. Диаметр изделия варьируется от 1,0 до 1,9 см. Маркировка выполняется тремя цифрами, среди которых: ширина, радиус и длина.
- Полый. Эти изделия используют для формирования канавок и строжки. Сечение варьируется от 0,5 до 1,3 см. Преимущественно это продукция зарубежных производителей, на российском рынке она представлена мало.
Ассортимент модификаций позволяет расширить применение изделий, например, вполне доступна сварка медных труб графитным электродом. Вопреки расхожему мнению изделия с медным покрытием имеют практически туже стоимость, что и без металлического слоя, поскольку себестоимость изделий увеличивается не более чем на 5%. В результате, учитывая наценки продавцов, цена получается тождественная, как у изделий с покрытием, так и без него.
Сварка медных проводов омедненным графитовым электродом
Отличной альтернативой спаиванию скруток с помощью припоя и флюса сварка медных проводов графитовым проводником. Такая процедура дает отличный результат:
- если для сварки проводов используется графический проводник, соединение получается максимально надежным;
- соединение свариваемого материала осуществляется не по всей поверхности, как в процессе пайки, а только с торца, что купирует риски перегрева электрических проводов при увеличении нагрузки;
- для работы с медными предметами проводником из графита достаточно 1-2 секунд для нагрева, то есть операция выполняется быстро.

На рисунке представлена схема работы, всю операцию по использованию изделия из графита для сварки меди смотрите на видео. В процессе необходимо контролировать силу тока и другие параметры. Если вас интересуют особенности сварки с помощью электрода из графита, смотрите видео внимательно, там вы увидите все тонкости и особенности операции.
Резюмируем
Выполнение сварочных работ с помощью проводников из графита – это всегда гарантировано высокое качество работы. Важно подобрать максимально оптимальный вид продукции, который даст лучшие результаты в каждом конкретном случае. Графитовые проводники оптимальны, как для металлургического производства, так и для сварки медных изделий, в том числе проволоки.
Поделись с друзьями
0
0
0
1
Из чего делают графитированные электроды
Для изготовления графитированных электродов применяют малозольные нефтяной, сланцевые и пековый коксы.
Для повышения эксплуатационных свойств электродов в шихту вводят искусственный и реже естественный графит, а также бой графитированных электродов. Для связывания твердых составляющих шихты электродных изделий применяют средне- и высокотемпературный каменноугольные пеки, а для производства электродной массы — среднетемпературный каменноугольный пек или смесь его с каменноугольной смолой.
При производстве электродной продукции сырые материалы дробят и прокаливают (за исключением графита и обожженного боя) в ретортных или трубчатых вращающихся печах, в результате чего увеличивается их плотность, удаляется основное количество летучих, повышается электропроводность и механическая прочность. Прокаленные материалы измельчают на дробилках и в мельницах различных типов с последующим рассевом материалов на барабанных ситах или вибрационных грохотах.
Подготовленные материалы точно дозируют по видам сырья и его гранулометрическому составу и затем подают в смесительные машины, куда задают и связующее, причем жидкие пек и смолу предварительно нагревают для удаления влаги и частично летучих веществ. В результате тщательного перемешивания при температуре ~150° С получается однородная смесь, называемая электродной массой, которую используют для последующей переработки на электроды, или выдается в качестве готовой продукции, применяемой для самоспекающихся электродов.
Электроды получают на гидравлических прессах методом выдавливания массы через мундштук при давлении (50—200) · 105 Па (50—200 кгс/см2) в зависимости от сечения изделия.
Спрессованные электроды охлаждают водой на специальных рольгангах и затем обжигают в многокамерных газовых печах непрерывного действия. В результате обжига связующее превращается в кокс, что обеспечивает резкое повышение механической прочности, электропроводности и термической стойкости электродов. Обжиг ведут при температурах 1200—1300° С под сводом печи в защитной засыпке из мелкого коксика, предохраняющей электроды от сгорания и деформации. Продолжительность обжига зависит от размеров и плотности изделий и обычно составляет 320—400 ч.
Для получения графитированных электродов обожженную заготовку подвергают графитизации в электрических печах сопротивления при 2500—3000° С в течение 50—60 ч, причем сопротивлением в этих печах служат сами электроды и пересыпка — коксик фракции 10— 30 мм. Общая продолжительность графитизации, включая загрузку, графитизацию, остывание и разгрузку печи, составляет 7—10 сут. В результате графитизации повышается электропроводность, теплопроводность и химическая стойкость, уменьшается твердость электродов.
Обожженные угольные и графитированные электроды подвергают механической обработке: обточке цилиндрической поверхности, обработке торцов и нарезке ниппельных гнезд. Ниппельное соединение обеспечивается ниппелем с винтовой нарезкой, ввинчиваемым в ниппельные гнезда в торцах электродов. У угольных электродов иногда нарезают на одном конце электрода конический ниппель, а на другом конце —коническое гнездо. Для графитированных электродов применяют цилиндрические и конические ниппели (рис. 43). Ниппели вытачивают из специальных заготовок, обладающих высокой плотностью и механической прочностью, что обеспечивается дополнительной пропиткой обожженных заготовок пеком под давлением 5-106 Па (5 ат) при температуре 280—300° С.
Для повышения эксплуатационных качеств графитированных электродов в ряде случаев на их поверхность наносят различные защитные покрытия, или их пропитывают различными солями, или вводят в массу при их изготовлении различные добавки, снижающие окисление электрода во время его службы. Это позволяет снизить расход электродов на 20—30%.
Электроды графитовые
Производитель
Новочеркасский электродный завод — крупнейший производитель графитовых электродов в России и Восточной Европе. Завод извлекает выгоду из близости к рынкам ЕС, а также к крупным портам Балтийского, Каспийского и Черного морей, что позволяет гарантировать быстрые и эффективные поставки по всему миру. В России завод расположен в кластере металлургических предприятий, что дает возможность обеспечить нашим клиентам отличную логистику.
Электроды графитовые
| ДИАМ., ММ | ДИАМ., МАКС., ММ | ДИАМ., МИМ, ММ | 1500 | 1800 | 2100 | 2400 | 2700 |
|---|---|---|---|---|---|---|---|
| 250 | 253 | 247 | |||||
| 300 | 307 | 302 | |||||
| 303 | 297 | ||||||
| 350 | 358 | 352 | |||||
| 353 | 347 | ||||||
| 400 | 409 | 403 | |||||
| 403 | 397 | ||||||
| 450 | 460 | 454 | |||||
| 500 | 511 | 505 | |||||
| 550 | 562 | 556 | |||||
| 600 | 613 | 607 | |||||
| 650 | 663 | 659 | |||||
| 700 | 714 | 710 |
Типичные свойства графитовых электродов
| Свойства | Диаметр, мм | Марка | |||
|---|---|---|---|---|---|
| RP | HP | SHP | UHP | ||
Удельное электрическое сопротивление (мкОм) | 250-700 | 7,0-11,0 | 5,0-7,5 | 5,0-7,5 | 4,0-6,0 |
| Прочность на изгиб (МПа) | 250-450 | 6,5-14,0 6,5-9,5 | 9,0-17,0 8,0-15,0 | 9,0-15,0 8,0-13,0 | 9,0-14,0 8,0-13,0 |
Кажущаяся плотность (г / см 3 ) | 250-450 500-700 | 1,55–1,65 1,54–1,64 | 1,65-1,75 1,65-1,75 | 1,65-1,78 1,65-1,75 | |
| Температурное расширение в диапазоне 20-520 ° С, 10 -6 × К -1 , не более | 250-700 250-700 | 1,7 0,2-0,9 | 1,5 0,2-0,7 | ||
Размеры штифта / Tpi 4 Шаг резьбы 6.35 мм
ДИАМЕТР ЭЛЕКТРОДА * ММ | КОД ОБОЗНАЧЕНИЯ IEC | ДИАМЕТР ММ | ДЛИНА ММ |
|---|---|---|---|
| 250 | 152T4N | 152,40 | 190,50 |
| 300 | 177T4N | 177.80 | 215.90 |
| 350 | 203T4N | 203,20 | 254,00 |
| 203T4L | 203,20 | 304,80 | |
| 400 | 222T4N | 222,25 | 304,80 |
222T4L | 222,25 | 355.60 | |
| 450 | 241T4N | 241,30 | 304,80 |
241T4L | 241,30 | 355,60 | |
| 500 | 269T4N | 269,88 | 355,60 |
269T4L | 269.88 | 457,20 | |
| 550 | 298T4N | 298,45 | 355,60 |
298T4L | 298,45 | 457,20 | |
| 600 | 317T4N | 317,50 | 355,60 |
317T4L | 317.50 | 457,20 | |
| 650 | 355Т4Н | 355,60 | 457,20 |
355Т4Л | 355,60 | 558,80 | |
| 700 | 374T4N | 374,65 | 457,20 |
| 374T4L | 374.65 | 558,80 |
Нестандартные размеры штифта могут быть изготовлены по запросу *
Размеры штифта / Tpi 3 шаг резьбы 8,47 мм
ДИАМЕТР ЭЛЕКТРОДА * ММ | КОД ОБОЗНАЧЕНИЯ IEC | ДИАМЕТР ММ | ДЛИНА ММ |
|---|---|---|---|
| 300 | 177Т3N | 177.16 | 270,90 |
| 350, 400 | 215Т3Н | 215,90 | 304,80 |
| 350, 400 | 215Т3L | 215,90 | 355,60 |
| 400, 450 | 241Т3N | 241,30 | 338,70 |
241Т3L | 241.30 | 355,60 | |
| 500 | 273Т3Н | 273,05 | 355,60 |
273Т3L | 273,05 | 457,20 | |
| 550 | 298Т3L | 298,45 | 457,20 |
Нестандартные размеры штифта могут быть изготовлены по запросу *
Свойства контактов
СВОЙСТВА | ЕДИНИЦ |
| |
|---|---|---|---|
Удельное электрическое сопротивление | мкОм | 3.50–5,50 | |
Прочность на изгиб | МПа | мин. 15 | |
Кажущаяся плотность | г / см3 | мин. 1,70 | |
Тепловое расширение | мкм / (К × м) | 0.5–1,5 макс. | |
— основной расходный материал для сталеплавильного производства из ДСП
Описание
Графитовый электрод UHP используется для переработки стали в электродуговых печах. Его основным ингредиентом является ценный игольчатый кокс, который производится из нефти или каменноугольной смолы. Графитовые электроды имеют цилиндрическую форму и имеют резьбовые участки на каждом конце. Таким образом, графитовые электроды могут быть собраны в электродную колонну с помощью электродного ниппеля.
Для удовлетворения требований более высокой эффективности работы и снижения общих затрат все более популярными становятся дуговые печи большой мощности сверхвысокой мощности. По этой причине на рынке будут доминировать графитовые электроды сверхвысокого давления диаметром более 500 мм.
Характеристика
- Выдерживает большие токи, высокую скорость разряда.
- Хорошая стабильность размеров, непростая деформация.
- Устойчив к растрескиванию и растрескиванию.
- Высокая стойкость к окислению и термическому удару.
- Высокая механическая прочность, низкое электрическое сопротивление.
- Высокая точность обработки, хорошая обработка поверхности.
Приложение
Графитовые электроды широко используются для производства легированных сталей, металлов и других неметаллических материалов и др.
- Электродуговая печь постоянного тока.
- Электродуговая печь переменного тока.
- Печь под флюсом.
- Ковш печь.
Электропечь с эксцентриковым днищем
Графитовый электрод для вакуумной печи-ковша
Графитовый электрод для электродуговой печи
Спецификация
| Диаметр. (дюйм) | Сопротивление (≤, мкОм · м) | Плотность (≥, г / см 3 ) | Прочность на изгиб (≥ МПа) | Модуль упругости (≤, ГПа) | Зольность (≤,%) | CTE (100 ° C — 600 ° C) (≤, 10 -6 / ° C) | Токовая нагрузка (А) | Плотность тока (А / см 2 ) |
|---|---|---|---|---|---|---|---|---|
| 10 | 5.5 | 1,67 | 11 | 14 | 0,3 | 1,5 | 8100–12200 | 20–30 |
| 12 | 5,5 | 1,67 | 11 | 14 | 0,3 | 1,5 | 15000–22000 | 20–30 |
| 14 | 5.5 | 1,67 | 11 | 14 | 0,3 | 1,5 | 20000–30000 | 20–30 |
| 16 | 5,5 | 1,67 | 11 | 14 | 0,3 | 1,5 | 25000–40000 | 19–30 |
| 18 | 5.5 | 1,66 | 11 | 14 | 0,3 | 1,5 | 32000–45000 | 19–27 |
| 20 | 5,5 | 1,66 | 11 | 14 | 0,3 | 1,4 | 38000–55000 | 18–27 |
| 22 | 5.5 | 1,66 | 11 | 14 | 0,3 | 1,4 | 42000–66000 | 17–26 |
| 24 | 5,5 | 1,66 | 11 | 14 | 0,3 | 1,4 | 49000–76000 | 17–26 |
| Диаметр (мм) | Длина (мм) | ||||||
|---|---|---|---|---|---|---|---|
| Номинальный диаметр | Фактический диаметр | Номинальная длина | Допуск | Короткая длина | |||
| (дюйм) | (мм) | (макс.) | (мин.) | (шероховатое пятно) | |||
| 10 | 250 | 256 | 251 | 248 | 1600/1800 | ± 100 | — 275 |
| 12 | 300 | 307 | 302 | 299 | 1600/1800 | ||
| 14 | 350 | 357 | 352 | 349 | 1600/1800 | ||
| 16 | 400 | 409 | 403 | 400 | 1600/1800/2000/2200 | ||
| 18 | 450 | 460 | 454 | 451 | 1600/1800/2000/2200 | ||
| 20 | 500 | 511 | 505 | 502 | 1800/2000/2200/2400 | ||
| 22 | 550 | 562 | 556 | 553 | 1800/2000/2200/2400 | ||
| 24 | 600 | 613 | 607 | 604 | 2000/2200/2400 | ||
Качество поверхности
- На поверхности электрода должно быть менее двух дефектов или отверстий, максимальный размер которых указан в таблице ниже.
- На поверхности электрода не должно быть поперечной трещины. Длина продольной трещины должна составлять менее 5% окружности электрода, а ширина — от 0,3 до 1,0 мм.
- Ширина черной области на поверхности электрода должна быть меньше 1/10 окружности электрода, а длина — меньше 1/3 длины электрода.
| Размер дефекта по спецификации | Номинальный диаметр графитового электрода (мм) | |
|---|---|---|
| 300–400 | 450–600 | |
| Диаметр (мм) | 20–40 (<20 мм должно быть незначительным) | 30–50 (<30 мм должно быть незначительным) |
| Глубина (мм) | 5–10 (<5 мм должно быть незначительным) | 10–15 (<10 мм должно быть незначительным) |