Магнитный уголок и другие виды механизмов, и приспособлений для сварки
Магнитные угольники для сварки помогают выполнить фиксацию и установку на них всех требуемых элементов в необходимом положении. Использование магнитного угольника дает возможность экономить силы и время при работе со сварочным инструментом. Помимо этого, использование угольника дает возможность улучшить качество крепления обрабатываемых деталей и заготовок.Приспособления для сварочных работ
На сегодняшний день существует очень большое количество всевозможных приспособлений и устройств, которые помогают облегчить выполнение сварочных работ. Отдельное место среди этих устройств занимают магнитные приспособления для сварки. Их конструкция дает возможность делать надежную фиксацию соединяемых деталей с помощью магнитного притяжения.
Самую большую популярность среди них имеют магнитные устройства для сварочных угловых работ (так называемые магнитные угольники). Этих устройств сегодня существует огромное множество, и они отличаются между собой не только формой, но и наличием в их конструкции вспомогательных приспособлений (элементов), которые помогают упростить крепление разных обрабатываемых деталей друг с другом.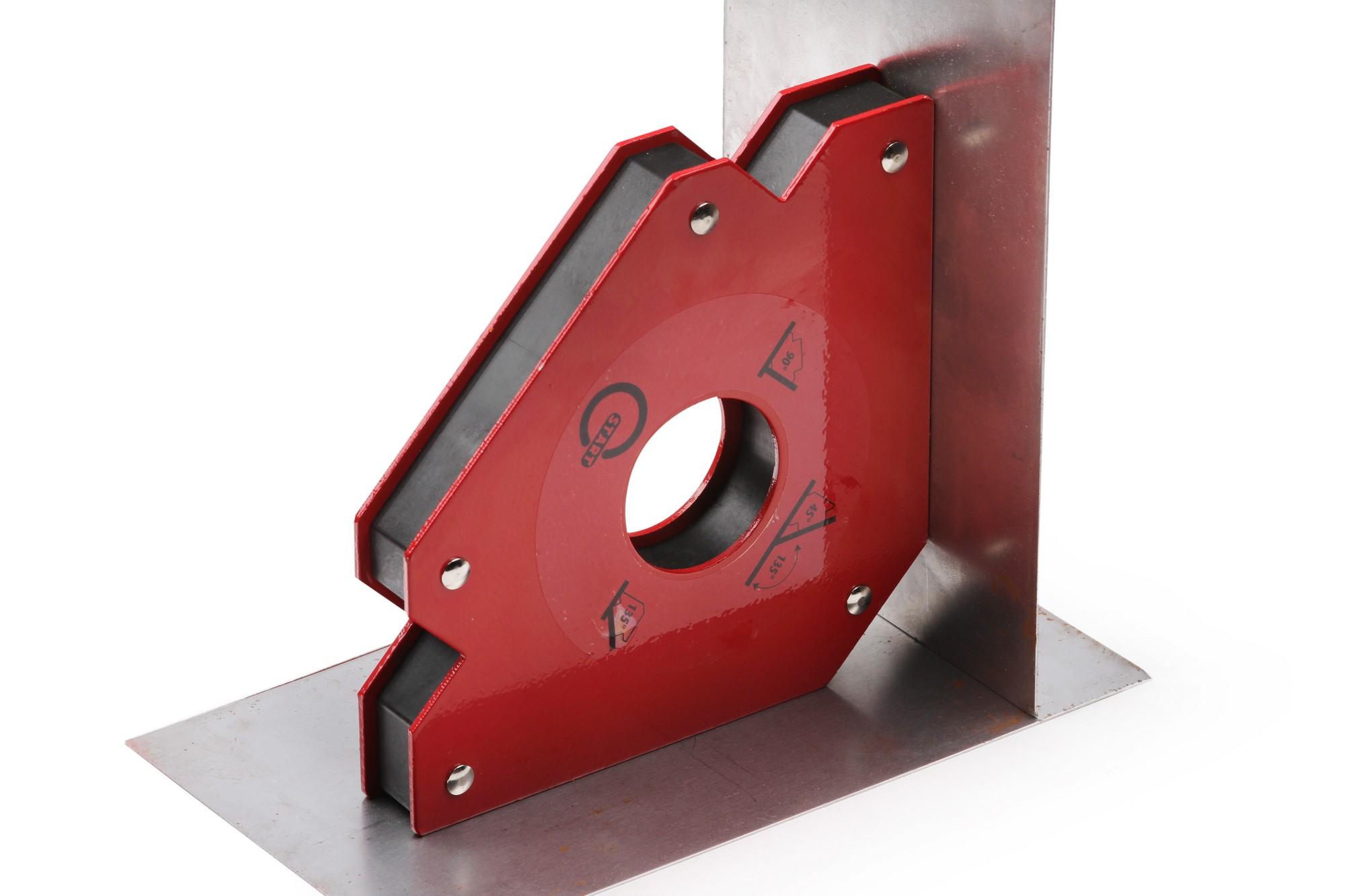 Помимо этого, некоторые отдельные магнитные угольники дают возможность делать изменение угла фиксации.
Помимо этого, некоторые отдельные магнитные угольники дают возможность делать изменение угла фиксации.
Сварочные магнитные угольники, во время выполнения работ, дают возможность крепить друг с другом такие части, как:
- листовые детали;
- рамные конструкции;
- металлические стойки.
Эта возможность объясняется их универсальностью угольника в конструкции. В случае если же использование уголка не дает возможности сделать требуемое крепление, тогда он используется одновременно с другими фиксаторами.
Среди этих устройств можно выделить отдельно держатель Mag Tab, в конструкции которого находится две опорные плоскости. Данные плоскости могут изменять угол своего положения, помимо этого, в них установлены магниты, которые упрощают их крепление к основанию. Также фиксатор оборудован двумя крепежными плоскостями, дающими возможность зафиксировать обрабатываемые части. Они находятся под углом 90 градусов касательно друг друга и имеют невысокую степень свободы, которая позволяет сделать необходимую подгонку перед началом сварочных работ.
Данные магнитные держатели имеют довольно большую силу притяжения, это дает возможность создавать повышенную силу сцепления и статичность обрабатываемого материала во время сварки.
Иные устройства для сварки
Хоть магнитный угольник для сварки и позволяет облегчить процедуру выполнения работ, но в это же время есть еще и более простые приспособления для сварки. К ним относятся специальные зажимы и струбцины, при этом их цена намного ниже. Помимо этого, соорудить эти струбцины можно и своими силами, учитывая ваши личные потребности.Данные приспособления могут служить намного дольше намагниченных, так как наличие повышенных температур во время сварки приводит к снижению магнитного поля. То есть, чем дольше вы будете эксплуатировать магнитный уголок, тем слабее он начинает выполнять намагничивание деталей.
Также среди приспособлений, которые облегчают процесс сварки, можно выделить газовые линзы. Эти линзы дают возможность стабилизировать скорость расхода газа во время аргонодуговой сварки, создавая защиту газу.![]() Газовая защита происходит за счет регулировки доступа воздуха, не допуская его подсоса и появления чрезмерной турбулентности на потоке газа.
Газовая защита происходит за счет регулировки доступа воздуха, не допуская его подсоса и появления чрезмерной турбулентности на потоке газа.
Эти линзы оборудованы сеткой с мелкой ячейкой, которая обеспечивает равномерное поступление подачи газа. Линзы крепятся вместо стандартных цанговых зажимов, причем также необходимо заменить сопло горелки. Как правило, газовые линзы используются для сварки титана либо иных цветных металлов.
Однако подобное приспособление имеет и свои определенные недостатки. Среди недостатков можно выделить такие, как:
- Повышенный расход газа и снижение угла обзора (видимости) во время проведения сварочных работ. Обзорность снижается из-за большого диаметра сопла, что может создавать плохую проварку креплений.
- Во время сварочных работ с цветными металлами необходимо соблюдение определенных условий работы. Для чего понадобится еще одно из устройств – металлический кожух. Металлический кожух в народе еще имеет название «сапожок», он имеет функцию дополнительной защиты.
 Сапожок выполняет защиту прилегающих к участку сварки деталей от расплавления.
Сапожок выполняет защиту прилегающих к участку сварки деталей от расплавления.
 Сапожок выполняет защиту прилегающих к участку сварки деталей от расплавления.
Сапожок выполняет защиту прилегающих к участку сварки деталей от расплавления.Тем более актуальна такая защита во время обработки титановых сплавов. Это объясняется тем, что, если рабочая температура поднимается выше 420 градусов, то расплавленный титан начинает вступать в реакцию с газами. Эта реакция приводит к снижению прочностных показателей и образованию высокой хрупкости металла.
Для качественной работы защитного кожуха его конструкция обязана быть в соответствии с геометрией обрабатываемого элемента и характеристики используемой горелки. Довольно часто кожух изготавливают своими руками.
Фартуки для сварочных работ
Кроме защитных кожухов, также могут использоваться эластичные фартуки. Эти приспособления используют для обработки цилиндрических деталей, так как их конструкция дает возможность огибать округлые формы. Делаются защитные фартуки из медной фольги или тонких листов меди.
Струбцины для сварочных работ
Чтобы фартук был удобней использовать, им пользуются одновременно со струбцинами. Струбцины помогают зафиксировать соединяемые детали друг с другом. Это особенно актуально тогда, когда после тщательной и продолжительной подгонки двух деталей они расходятся даже при небольшом касании электрода. Но такая ситуация может осложниться тем, что разъехавшиеся элементы могут быть соединены друг с другом, и это будет выявлено лишь после охлаждения шва. Использование струбцин помогает не допустить появления таких ситуаций и не приведет к дальнейшему исправлению работ.
Струбцины помогают зафиксировать соединяемые детали друг с другом. Это особенно актуально тогда, когда после тщательной и продолжительной подгонки двух деталей они расходятся даже при небольшом касании электрода. Но такая ситуация может осложниться тем, что разъехавшиеся элементы могут быть соединены друг с другом, и это будет выявлено лишь после охлаждения шва. Использование струбцин помогает не допустить появления таких ситуаций и не приведет к дальнейшему исправлению работ.В случае если сварка применяется в масштабном производстве каких-то деталей, то целесообразней использовать специальные механизмы, которые дают возможность легко кантовать и удобно укладывать заготовки. Эти приспособления дают возможность автоматизировать весь процесс работы. Естественно, для установки их в домашних условиях они довольно громоздки и имеют очень большую стоимость. Для индивидуального пользования чаще всего используются приспособления, которые не только делают легче сварочные работы, но и облегчают сборку всех частей и узлов обрабатываемых деталей.
Эти приспособления делятся на два основных вида:
- установочные;
- закрепляющие.
Закрепляющие механизмы дают возможность выполнять прочное крепление при помощи разных фиксаторов.
Установочные приспособления дают возможность поставить деталь в нужном положении. Среди этих механизмов можно выделить такие, как шаблоны, упоры и призмы.
Но бывают и универсальные механизмы, которые объединяют в себе и закрепляющую, и установочную функции.
При помощи упоров делается крепление на основных поверхностях. Упоры могут быть съемной или выкидной конструкции и производятся из стальных пластин и брусков, которые фиксируются болтами. Угольники дают возможность делать поворот деталей под определенным углом 30-90 гр. Универсальные механизмы считаются самыми удобными в использовании. При помощи их соединяются детали друг с другом и стягиваются болтами. Точную подгонку деталей можно сделать при помощи эксцентриков.Таким образом, все эти приспособления позволяют производить сварку одному человеку, потому как сборка и фиксация элементов происходит не во время сварки, а перед ней. Также их можно использовать для фиксации элементов и во время порезки, чтобы не допустить падения элементов конструкции.
Также их можно использовать для фиксации элементов и во время порезки, чтобы не допустить падения элементов конструкции.
Магниты-уголки для сварщика (Twin Pack)
Быстрообзор таких полезных приспособлений, как уголки-магниты, которые можно использовтаь вместо струбцин при сварке.Подойдут в качестве полезного инструмента и подарка себе/мужчине/знакомому/родственнику.
Помогают удерживать металлические детали сварщику, когда «прихватывает» конструкцию, в том числе с помощью магнитов можно выставить нужный угол (30°, 45°, 60°, 90°)
Очень мощные, сделаны на основе редкоземельных магнитов.
Если кратко — брал по акции, товар оказался полезным и качественным, так что ждал я не зря))))
Описание и фото подробно под катом
Приветствую всех посетителей сайта Mysku!
Небольшой обзор приспособ для сварщика.
Называют эти приспособы по разному: Магниты для сварки, уголки для сварки, магнитные струбцины, приспособы для сварщика.
В оригинале лот называется так: Welding Magnet/Neodymium Magnetic Clamp, то есть магнитный зажим.
Внешний вид магнитов
Брал магниты по акции за $16 с копейками, основное обсуждение можно почитать на странице с акцией.
Продаются по 2шт/лот
Для нормального использования, например, чтобы сварить короб или бак, требуется минимум 4 штуки, а лучше 8, тогда не просто угол можно выставить, а параллельность деталей.
Инструкция по использованию из описания
Использование различных сторон (углов) магнита
Сам по себе магнит для сварки — небольшой. Есть и побольше и по мощнее.
Характеристики:
Бренд :LISHUAI
Партномер:WM4-304590S
Углы установки: 30°, 45°, 60°, 90°

Усилие на отрыв: 15 кг
Размер: 50х60мм
Тип магнита: Неодимовый магнит
Теперь про посылку. Пришло все в большой коробке
Общая масса более полукилограмма
Внутри упаковано так, чтобы не примагнитилось ничего лишнего к посылке
Посылка содержит две упаковки по два магнита (я заказывал пару лотов). Хотя надо было брать 8 как минимум — так удобнее
Фотография упаковки-блистера с информацией (краткая инструкция)
Масса одной упаковки более 200 г
На упаковке есть краткая информация по использованию
Внешний вид магнитов. На корпусе также есть наклейка с полезной информацией
Смотрите, магниты магнитятся друг к другу и ко всему подряд. Удобно, что на самой магнитной части есть пластиковая рубашка — она будет защищать от металлического мусора
Размеры магнита, как и было указано выше — 50*60 мм
Толщина около 1 см
На треугольном корпусе есть следующие углы: 90°, 60° и 45°.

Фотография пластиковой рубашки
Масса одного магнита составляет чуть меньше 100 г
Заявлено усилие на отрыв 15кг. Только не указано для какой стороны. Площадь соприкосновения магнита разная для разных сторон. Сильнее держит широкая сторона (60 мм), ломанная сторона (с углами 45°-60°) держит несколько слабее. Я попробовал оценить силу простым безменом
Смог сфотографировать только 7 кг. Далее было около 7,5 кг и уже был отрыв (не могу заснять момент отрыва — попробую записать видео). Не уверен в правильности самой методики тестирования силы
Ну и на вскидку немного по использование — очень удобно прихватывать черные металлы перед сваркой.
Выставляете размер, устанавливаете магниты. Если поставить 2, то не нужно выставлять перпендикулярность, так как это обеспечивается парой магнитов. Ну и плюс прямой угол
Пример угла в 45°
Угол 60°.

На самом деле чаще используется только угол 90°, причем удобнее всего магниты применять в паре
Если кратко — магниты хорошие, продуманные, полезные.
Несколько дороговаты, особенно если брать комплект 4-8-16 шт.
Если сравниваете с дешевым магнитами из хозмагов — попробуйте уточнить, какой магнит стоит там (в дешевые ставят и дешевые магниты, усилие на отрыв гораздо меньше).
Так что магниты — самое то! Разве что есть смысл поискать магниты мощнее/больше, под конкретное применение, либо взять отключаемые магниты (с переключателем на корпусе).
Вообще в магазине много подобного, есть магниты с другими углами или другого размера, с выключателями, магниты-площадки, магниты-клеммы
Отключаемые магниты
Спасибо за просмотр!
угольники-уголки (отключаемые и неотключаемые), держатели массы и горелки, зеркала для сварки; обзор оснастки и приспособлений, а также как сделать своими руками
Для качественного проведения сварочных работ необходимо грамотно осуществить  Много времени у исполнителя отнимает процесс фиксации свариваемых заготовок. К тому же собранная конструкция может развалится от контакта с оборудованием или электродом. Сварщику понадобится затратить немало времени и сил на восстановление. Чтобы избежать подобных ситуаций были созданы специальные магнитные аксессуары, предназначенные для фиксации деталей. Такие компактные устройства позволяют не прибегать к помощи коллег и экономить время на создание дополнительных приспособлений большего масштаба (например, “третья рука”).
Много времени у исполнителя отнимает процесс фиксации свариваемых заготовок. К тому же собранная конструкция может развалится от контакта с оборудованием или электродом. Сварщику понадобится затратить немало времени и сил на восстановление. Чтобы избежать подобных ситуаций были созданы специальные магнитные аксессуары, предназначенные для фиксации деталей. Такие компактные устройства позволяют не прибегать к помощи коллег и экономить время на создание дополнительных приспособлений большего масштаба (например, “третья рука”).
Какие бывают фиксаторы для работ по сварке
Существует достаточно большое количество дополнительных приспособлений для фиксации заготовок. Они не являются обязательными предметами для сварщика, но значительно облегчают выполнение работ и повышают качество полученного соединения.
Важно! Следует отметить, что в понятие “магнит” могут входит различные устройства.
Далее мы рассмотрим приспособления различной конфигурации.
Уголки-угольники
Магнитные уголки являются простейшим вид изделия для фиксации свариваемых деталей под необходимым углом. Основное
Держатели имеют простую конструкцию – две металлические пластины, между которых расположен магнит. Поэтому возможность поломки крайне мала. Компактные размеры делают работу с ними простой и удобной. Исполнитель имеет возможность зафиксировать детали практически под любыми углами.
БАРС
- Магнитный угольник БАРС MF-75 предназначен для фиксации металлических конструкций при сварке, пайке, сборке и монтаже, подходят для разметки и клеймения различных деталей, а также для размагничивания инструментов.
- Приспособление применяется для работы с круглыми и прямоугольными трубами, полосами, профилями, уголками, листовым, сплошным и другими формами металла.
- Основной материал – оксид железа (Fe3O4) способен притянуть изделие с силой в 75LBS (34 кгс).
- Углы: 45, 90 и 135 градусов.
- Вес – 1000 гр.
- Размеры: 155 мм. х 100 мм. х 16 мм.
- Достоинства: надежная фиксация заготовок; отличная замена тяжелым зажимам; позволяют освободить руки сварщика; быстрый сбор металлической стружки; облегчают монтаж; сокращают время проведения работ; разнообразные углы крепления.

Видео
Ниже показан ролик рекламный, но он хорошо дает представление о возможностях, открываемых с данного типа оснасткой.
Почему лучше покупать сразу набор
Производители и поставщики реализуют магниты для сварки поштучно. Большинство сварочных работ осуществляется с четырехугольными конструкциями.
Для сложных конструкций может пригодиться и гораздо большее, чем 4 штуки, количество.
Держатели массы
Держатель массы (другие названия: клемма заземления, зажим массы) является нужным приспособлением для сварщика. Клемма массы позволит исключить возможность поражения током и станет гарантом получения надежного и качественного соединения. Промышленностью предоставляются устройства для контакта массы различных типов: прищепка, магнитный зажим, струбцина и центратор. Рассмотрим плюсы и минусы именно магнитных представителей этого рода оснастки (все зажимы массы более подробно рассмотрены в отдельной статье).
Независимо от вида держатели обладают следующими важными преимуществами: удобство применения и скорость работ. Также следует отметить достоинства магнитных держателей:
- применяются для фиксации заготовок различной конфигурации, размеров и диаметров, в отличие от типа “прищепка”;
- успешно используется в труднодоступных местах;
- надежность крепления осуществляется за счет большой площади контакта с заготовкой;
- простота конструкции и отсутствие сложных элементов обеспечивают продолжительный срок службы;
- выдерживают значительные нагрузки и напряжения.

Минусы магнитных держателей:
- эффект “магнитного дутья” и отклонение дуги;
- невозможность применения для работы с изделиями из цветных металлов;
- если магнит является неотключаемым, к нему прилипает различный мусор, поэтому его следует периодически чистить;
- перегрев, который случается в случае крепления массы на грязную или ржавую поверхность, может привести к размагничиванию;
- неудобство крепления магнита к заготовкам маленького размера: пруток или арматура.
Преимущества и недостатки других типов представлены в статье “Зажим массы”.[ads-pc-2][ads-mob-2]
PROFI
- Магнитная клемма заземления PROFI предназначен для присоединения к заземлению сварочного кабеля.
- Магнитное основание обеспечивает прекрасное крепление на металлических поверхностях различной формы.
- В местах подключения приспособление дает надежный контакт.
- Небольшая область соприкосновения исключает возможность перегрева.
- Ручка позволяет легко снимать клемму с детали.
- Вес – 400 гр.

Держатели горелки
Держатель представляет собой опору с магнитным основанием, использующуюся для хранения МИГ/МАГ и ТИГ горелок. Приспособление удерживает оборудование, когда оно не используется.
Эксплуатация таких держателей позволяет избежать возможность повреждения горелки, увеличить срок службы сопел для нее, а также повышает удобство выполнения работ.
Особенно важно применение держателей при хранении газовых горелок, так как их сопла трескаются при соприкосновении с холодной поверхностью, на которую кладется оснащение.
Магнитное основание гарантирует устойчивость конструкции, которая может быть расположена на сварочном столе или может крепиться на рабочий аппарат.
ESAB
- Простой и практичный держатель, подходящий для большинства моделей горелок.
Зеркало магнитное сварочное
Магнитное зеркало сварщика предназначено для осмотра и контроля качества сварных швов, облегчает осуществление работ в труднодоступных местах. Магнит позволяет прикреплять зеркало к любой металлической поверхности и не держать его в руках. Большинство моделей имеют гибкий штатив (ножку), что позволяет повернуть приспособление под любым углом. Сварщикам предлагаются и другие типы зеркал сварщика, которые будут проанализированы в отдельной статье.
Магнит позволяет прикреплять зеркало к любой металлической поверхности и не держать его в руках. Большинство моделей имеют гибкий штатив (ножку), что позволяет повернуть приспособление под любым углом. Сварщикам предлагаются и другие типы зеркал сварщика, которые будут проанализированы в отдельной статье.
CIMCO
- Страна производства – Германия.
- Долговечный магнит.
- Гибкая латунная штанга с шарнирным соединением.
- Вес – 460 гр.
- Длина – 500 мм.
Отключаемые и неотключаемые приспособления
Магнитные держатели для сварки могут быть постоянными и отключаемыми. Второй тип крепится к деталям посредством включения активатора магнитного поля. Подобные приспособления имеют следующие достоинства, в сравнении с обычными магнитами: быстрое снятие осуществляется одним поворотом выключателя; возможность отключения магнитного поля позволяет легко очищать устройство от стружки и другого мелкого мусора. Единственным недостатком является более высокая стоимость.
Единственным недостатком является более высокая стоимость.
Foxweld SHIFT-7
- Отключаемый магнитный угольник предназначен для предварительной сборки и фиксации деталей при осуществлении работ по сварке, резке (предотвращает падение частей конструкции) и монтажу, также подходит как элемент для удержания заготовок.
- Прост в использовании, что позволяет выполнять все работы одному человеку.
- Приспособление подходит для любых работ с металлическими предметами.
Размеры
Магнитные приспособления отличаются небольшими габаритами, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения (удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс). Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Важно! Чем выше данный параметр, тем более тяжелые детали магнит может “держать” и тем лучше осуществляется фиксация. Не стоит для принятия решения о покупке принимать в расчет размеры в сантиметрах, лучше смотреть на силу притяжения.
В зависимости от поставленных задач следует выбирать необходимую модель.[ads-pc-3][ads-mob-3]
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник – держатель
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто.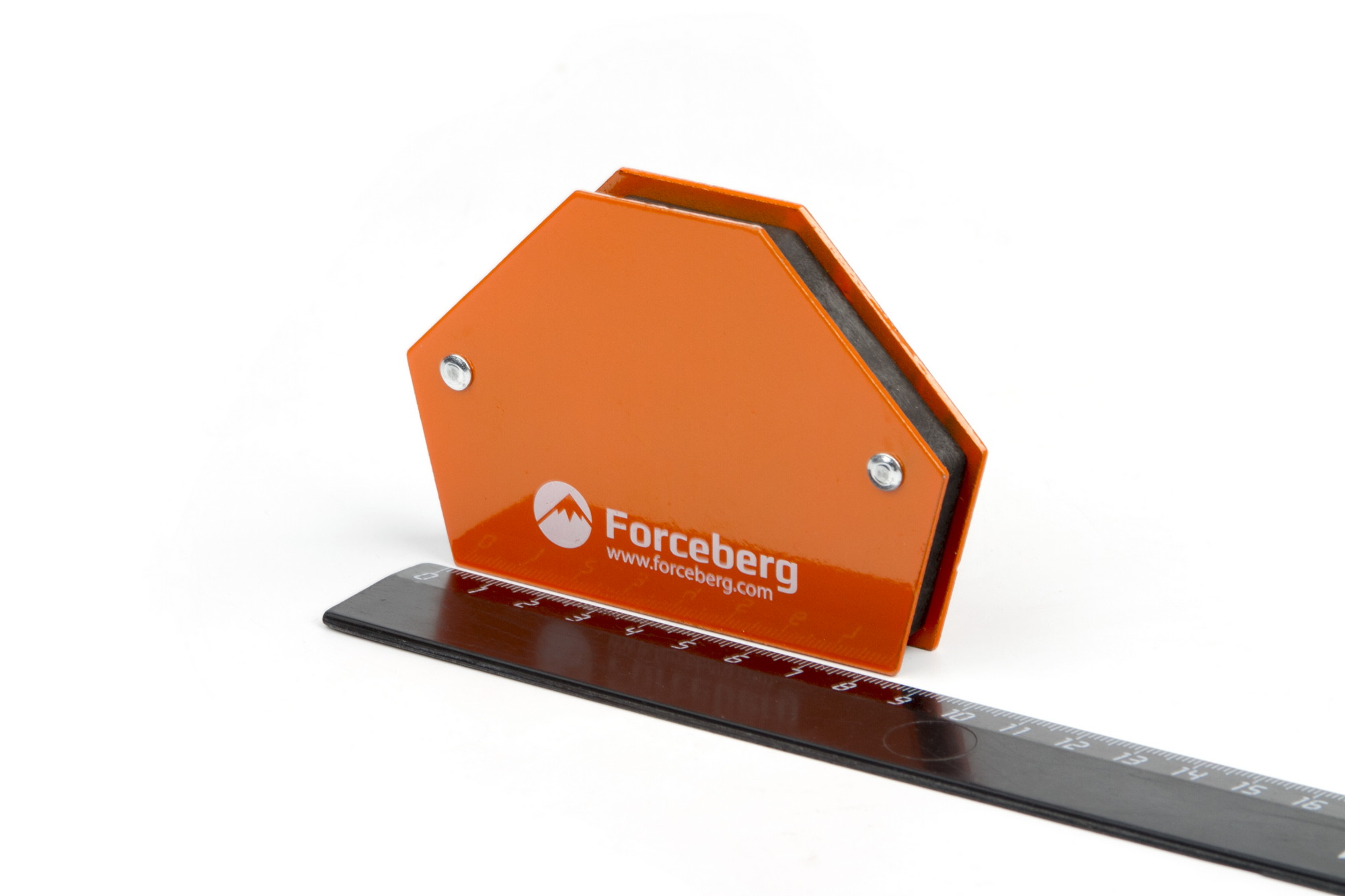 Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
Важно! Углы должны быть максимально прямыми.
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.
Важно! Углы обоих пластин должны совпадать.
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы – три, для трапеции – пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Важно! Следует выбирать немагнитные болты или гайки. Если таковых в распоряжении нет, то можно использовать алюминиевые или медные трубки в качестве торцевых заглушек. Это исключит возможность загрязнения магнита и его размагничивания.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной статье. Видео поможет наглядно изучить процесс.
Сварочное зеркало
Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Делать или купить
Ознакомившись с процессом изготовления магнитных приспособлений каждый исполнитель сможет решить создать изделие своими руками или приобрести “готовое”. Вариант самостоятельного изготовления подойдет для исполнителей, которые любят мастерить что-либо самостоятельно. Кроме этого, не всегда в продаже можно найти нужную или желаемую модель приспособления. Для выполнения некоторых работ сварщику необходим угольник нестандартной формы, для получения угла нужной величины.
Профессиональные сварщики предпочитают приобретать готовое изделие, это позволяет экономить время.[ads-pc-4][ads-mob-4]
Производители
CIMCO – немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
ESAB – шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld – торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС – российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.
Где купить
Раздел “Где купить электроды” содержит широкий перечень торговых компаний, реализующих всю необходимую продукцию для сварки. Предприятия продают и дополнительные средства – сварочные магниты различных видов. Качественные приспособления являются незаменимыми помощниками для получения надежных соединений. Магниты значительно упростят работы разной степени сложности. Они широко применяются и профессиональными специалистами, и сварщиками-любителями.
Магниты значительно упростят работы разной степени сложности. Они широко применяются и профессиональными специалистами, и сварщиками-любителями.
Расширенный поиск Каталог товаров |
| ||||||
 017300
017300 017700
017700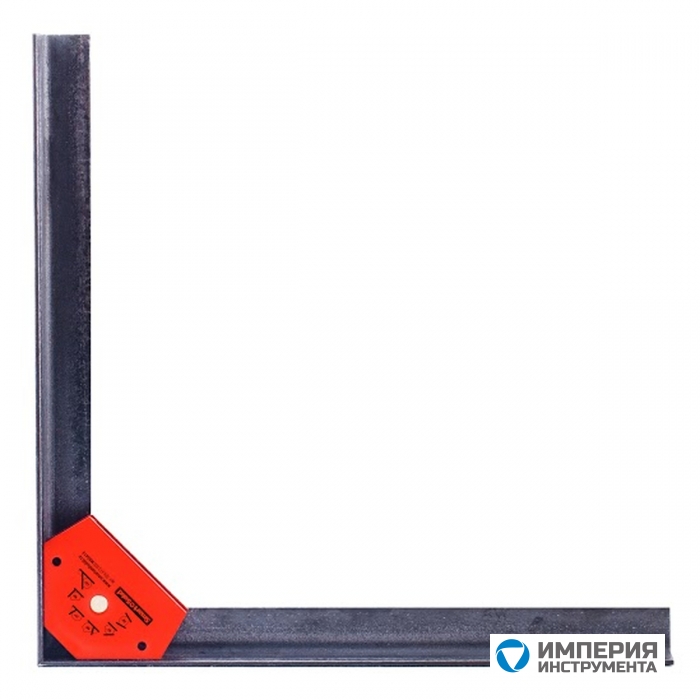 017800
017800Сварные соединения и не только: 10 шагов
Мы подготавливаем горячекатаный плоский пруток для сварки путем предварительного шлифования после чистовой обработки стана. Эта отделка защищает сталь от ржавчины при транспортировке с мельницы к вашему рабочему месту, но если ее не удалить, у вас будет загрязненный сварной шов, который потенциально может сломаться.
Эта отделка защищает сталь от ржавчины при транспортировке с мельницы к вашему рабочему месту, но если ее не удалить, у вас будет загрязненный сварной шов, который потенциально может сломаться.
Рекомендуется использовать угловую шлифовальную машину для снятия фаски с кромок стальной заготовки перед сваркой.Создавая две фаски на стыковых кромках, вы создаете крошечную впадину, в которой будет образовываться сварочная ванна. Выполнение этого для стыковых швов — хорошая идея для обеспечения хорошего проплавления.
Завершите первый прихваточный шов. Для этого поместите электрод, выступающий из пистолета, между бороздкой скошенной впадины, созданной с помощью угловой шлифовальной машины. Ваша проволока не должна касаться основного материала. Нажмите на спусковой крючок на две секунды и завершите движение петли закрепки.
Повторите это действие, чередуя из стороны в сторону, чтобы тепло распределялось равномерно, пока не получится расстояние между гвоздями 1 дюйм к 1. 5 дюймов друг от друга по всему пролету, который соединяется встык.
5 дюймов друг от друга по всему пролету, который соединяется встык.
Проведите сварные швы по стыку, начните с соединения прихваток на внешних краях, а затем продвигайтесь по направлению к центру. нижнюю часть ложи вверх, продвигая сварной шов вперед кончиком пистолета, однако это не всегда удобно и не является хорошим способом начать обучение. Вначале совершенно нормально сваривать в любом направлении / положении, которое удобно и работает на вас.
После завершения сварки плоского стержня у вас остается большая неровность, на которой в сварочную ванну был добавлен присадочный материал. Вы можете оставить это, если хотите, или вы можете отшлифовать его, в зависимости от того, для чего вы используете металл.
Если вы обнаружите зазоры в сварном шве, вы можете зашпаклевать зазоры, в которых шов не прошел должным образом, и снова отшлифовать материал. Обычно это означает, что вам нужно больше мощности и больше проволоки для заполнения сварного шва.
GTA Сварка общих конструкций стыков
Три наиболее распространенных типа сварных соединений GTA — стыковые, угловые и Т (угловые) — каждый из них выполняет определенную функцию в разработке и проектировании изделий, которую другие соединения не могут заполнить. Аналогичным образом, каждый тип соединения требует определенных соображений для успешной сварки GTA, включая понимание того, почему их использовать, и лучших методов сварки для каждого из них.
Предоставлено Weldcraft
| Сварщик на этой фотографии алюминиевого тройника демонстрирует правильное расположение горелки и присадочного металла. |
Вы можете сконфигурировать все три типа соединений из мягкой стали, нержавеющей стали и алюминия, хотя для каждого типа материала требуются свои особые меры предосторожности. Перед сваркой любого соединения любого материала обязательно очистите и подготовьте материал должным образом.
Перед сваркой любого соединения любого материала обязательно очистите и подготовьте материал должным образом.
Кроме того, для каждого типа соединения расположите резак GTAW под углом 70 градусов к шву соединения, а присадочный металл — под углом 20 градусов к соединению ( см. Диаграмму 1 ).Независимо от типа соединения используйте высокочастотный пуск для работы на постоянном токе с низкоуглеродистой и нержавеющей сталью, и используйте постоянную высокую частоту для работы с алюминием переменного тока.
| Схема 1 |
Стыковые соединения
Обычно используется для сосудов под давлением, трубопроводов, резервуаров и других применений, где требуется гладкая поверхность сварного шва, стыковые соединения увеличивают длину или ширину детали за счет соединения кромок двух частей материала в одной плоскости (см. Диаграмму 2) .
Диаграмму 2) .
| Схема 2 |
Для стыковых соединений более толстого материала потребуется скос или зазор между краями материала, но вы можете сделать сварной шов с полным проплавлением на плотно подогнанных стыках, когда материал составляет 1/8 дюйма. толстый или меньше.
Для достижения равномерного проплавления обоих кусков материала (если они одинаковой толщины) вы должны наклонить резак под углом 90 градусов к плоскости обрабатываемой детали ( см. Диаграмму 3 ).Для материалов разной толщины слегка наклоните резак к более толстой детали.
| Схема 3 |
Слишком много тепла может вызвать деформацию и остаточное напряжение в сварных швах углеродистой и нержавеющей стали, поэтому стыковые соединения на тонких материалах следует прихватывать или пропускать сварку (сваривать на дюйм, опускаться на несколько дюймов и сваривать еще на дюйм, пока не дойдете до конец шва — затем вернитесь назад и повторите сварку между существующими швами).
Из-за своих свойств рассеивания тепла алюминий не деформируется так сильно, как нержавеющая сталь, поэтому прихватки можно располагать дальше друг от друга примерно на 3 дюйма.
Тройник
Тройники состоят из двух частей материала, соединяющихся под прямым углом, образуя Т-образную форму. Тавровые соединения требуют углового сварного шва и распространены во многих сферах производства и строительства, включая конструкционную сталь, трубы и производство оборудования. Тройник в трубопроводах требует криволинейного углового сварного шва, поскольку контуры соединительной трубы повторяют изгиб поперечного элемента «Т».
Несмотря на то, что тройники могут давать очень прочные сварные швы, вы должны размещать сварной шов на той же стороне соединения, где к сварному шву будет прикладываться любое усилие ( см. Диаграмму 4 ). Давление с противоположной стороны соединения может вызвать ослабление и привести к разрыву сварного шва. Сварите обе стороны стыка, чтобы добиться максимальной прочности сварного шва, или при приложении давления с обоих направлений.
| Схема 4 |
Поскольку вертикальный кусок материала кромкой в стыке плавится быстрее, чем плоский кусок, угол резака в тройнике должен направлять больше тепла на плоский кусок, чтобы избежать подрезов на вертикальном элементе.Горелка должна располагаться под углом 35-40 градусов к вертикальной детали, а присадочный металл должен располагаться под углом 20-30 градусов к плоской детали (, см. Диаграмму 5 ).
| Схема 5 |
В Т-образных соединениях основной материал часто не позволяет чашке горелки и вольфраму подойти достаточно близко к сварному шву. В этом случае вытяните вольфрам от края чашки, чтобы получить вольфрам примерно до своего диаметра от центра сварного шва.
Плоский бортовой профиль обеспечивает оптимальную прочность и эффективность сварки в Т-образных соединениях. Используйте присадочный металл, который на один размер больше обычного, чтобы заполнить пространство между двумя элементами и получить плоский профиль. Следует избегать выпуклых и вогнутых сварных швов. Выпуклые сварные швы перевариваются и стоят дороже, тогда как вогнутые сварные швы могут давать более слабые сварные соединения.
Используйте присадочный металл, который на один размер больше обычного, чтобы заполнить пространство между двумя элементами и получить плоский профиль. Следует избегать выпуклых и вогнутых сварных швов. Выпуклые сварные швы перевариваются и стоят дороже, тогда как вогнутые сварные швы могут давать более слабые сварные соединения.
Угловой шарнир
Угловое соединение состоит из двух частей материала, соединенных по краям в форме буквы «L». Когда край одного элемента прилегает заподлицо к краю другого элемента, это называется закрытым угловым соединением.Когда два края встречаются в своих углах и есть отверстие, в котором видна толщина элементов, это открытый угловой стык (, см. Диаграмму 6, ).
| Схема 6 |
Закрытый угловой шов обычно можно выполнить сваркой плавлением без добавления присадочного металла. Просто закрепите соединение по краям и соедините два элемента вместе от одного конца до другого.
Просто закрепите соединение по краям и соедините два элемента вместе от одного конца до другого.
Для открытого углового сварного шва всегда требуется присадочный металл.Открытые угловые сварные швы, обычно используемые в мебели и других косметических целях, требуют очень точной фиксации из-за малой глубины шва и легкости плавления кромки материала.
В открытых угловых стыках следует сделать выпуклый бортовой профиль так, чтобы ширина сварного шва была не меньше толщины основного материала. Кроме того, поддерживайте высокую скорость движения тонкого материала, чтобы избежать его плавления до внутреннего угла материала.
Горелка в открытом угловом сварном шве должна рассекать угол, образованный двумя кусками материала, таким образом, чтобы к каждой детали подавалось равное количество тепла.Если две части имеют разную толщину, может потребоваться немного наклонить резак в сторону более толстой части.
Открытые угловые соединения из нержавеющей стали особенно подвержены таким проблемам, как коробление. Возможно, вам придется делать прихваточные швы каждые два дюйма или около того, в зависимости от толщины материала, чтобы обеспечить однородное соединение. Во многих случаях вам может также потребоваться закрепить материал на месте.
Возможно, вам придется делать прихваточные швы каждые два дюйма или около того, в зависимости от толщины материала, чтобы обеспечить однородное соединение. Во многих случаях вам может также потребоваться закрепить материал на месте.
имеют много общего, но также имеют много различий, которые требуют рассмотрения.Понимание их уникальных применений и правильных методов для каждой из них обеспечит прочную основу для успешной сварки GTA.
Угловые швы
В этом разделе вы узнаете об угловых сварных швах. Угловой шов на самом деле небольшой угловой шов, но выглядит и очень похож на стыковой шов. Так и будет поможет вам перейти от угловых швов к открытым стыковым швам.
РИСУНОК 35 — Первый проход углового сварного шва.
Используйте две плоские пластины размером не менее 1/4 дюйма.толстый.
Поместите
края вместе, чтобы они просто соприкасались, и плоские грани пластин
900 «В», ил. 35.
35.
Закрепите пластины в этом положении. Затем поместите сборку на заземленный верстак так, чтобы маленькая буква «V» на краях была обращена вверх. Угол может идти параллельно переднему краю или от него. скамейка.
В этом упражнении важно научиться перемещать электрод. на первом проходе с правильной скоростью, не прожигая края и расплавленный металл просачиваются на нижнюю сторону.
Первый проход
Используйте электроды 1/8 дюйма на ток от 90 до 100 ампер и действуйте следующим образом:
(1) Направьте конец электрода прямо в нижнюю часть буквы «V». проточите и дайте дугу.
(2) Удерживайте дугу так, чтобы конец электрода находился примерно в 1/8 дюйма от дно канавки и наклонено вперед по ходу движения От 5 до 10 градусов.
(3) Когда дуга прочно установится, начинайте двигаться медленно, устойчиво.
скорость к противоположному концу канавки, см. рис.36.
рис.36.
(4) Переместите электрод со скоростью так, чтобы соприкасающиеся края пластины просто плавятся, и дно расплавленной лужи чуть опускается немного за углом.
РИСУНОК 36 — Конец электрода должен быть примерно на 1/8 дюйма выше
дно паза. Двигайте электрод с постоянной скоростью.
Сначала будет сложно сделать этот шов, но продолжайте попытки. Новичок обычно движется слишком быстро и не позволяет луже достигать дна угол, где пластины соприкасаются, иначе он движется слишком медленно, и лужа полностью проваливается.
Правильное сочетание сварочного тока, положения электрода и хода скорость для получения желаемого количества проплавления даст немного отверстие на передней кромке кратера прямо под кончиком электрода.
Это отверстие иногда называют «замочной скважиной». Научитесь следить за этим отверстием замочной скважины и держать его, не позволяя ему становиться слишком большим и вызывать
вы потеряете контроль и прожигаете. Наличие замочной скважины говорит
вы, что вы плавите на обратной стороне канавки.Этот
необходим, если вы хотите, чтобы ваш сварной шов был максимально прочным. Ссылаться
болеть. 37.
Наличие замочной скважины говорит
вы, что вы плавите на обратной стороне канавки.Этот
необходим, если вы хотите, чтобы ваш сварной шов был максимально прочным. Ссылаться
болеть. 37.
РИСУНОК 37 — Следите за «замочной скважиной» при выполнении углового шва.
Практикуйтесь, пока не научитесь координировать плавление и движение, чтобы лужа замерзает за дугой как раз перед тем, как иначе она провалилась бы низ фаски.
Помните, что тепловложение — это комбинация времени, температуры и БТЕ, а также то, что масса металла влияет на плавление.Так
если кажется, что металл в нижней части канавки становится слишком горячим и жидким, либо переместите его немного быстрее, либо слегка сплетите электрод
из стороны в сторону. Это ткачество направит больше тепла на
стороны паза, где металл толще. Если вы прожигаете
или обнаружен большой разрыв, комбинация хлыста и плетения может
использоваться для контроля размера расплавленной лужи и скорости, с которой
наплавленный металл.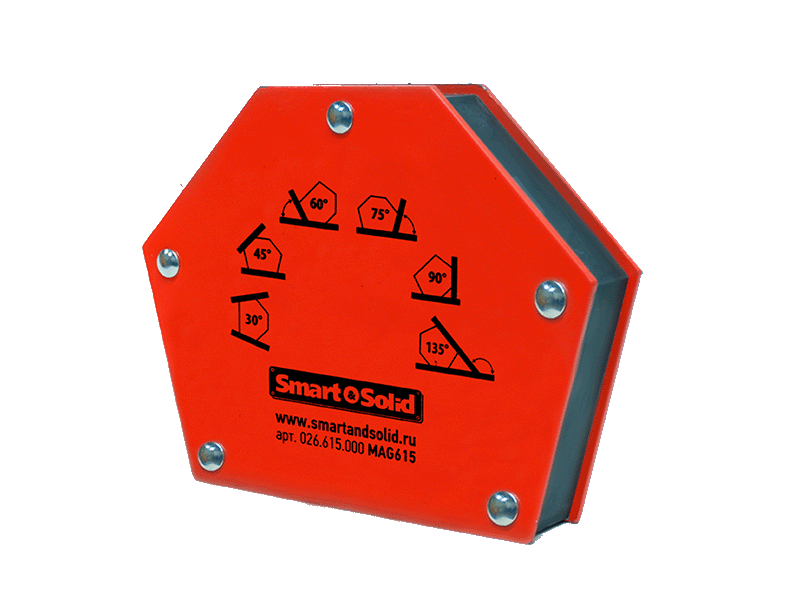
Взбейте вперед по одному из краев пластины примерно на 1/4 дюйма и отогните назад в лужу, чтобы отложить больше металла. Переплетите сварочную лужу, чтобы противоположный край тарелки и снова хлестнуть вперед. Альтернативные края пластины для каждого движения вперед.
Если кажется, что нижние края канавки не нагреваются и не плавятся достаточно, держите электрод прямо в нижней части буквы «V» и при необходимости замедлить поступательное движение.
Сделайте хороший, гладкий, проникающий первый проход.Очистите сварной шов с помощью молотка и металлической щетки, затем внимательно посмотрите на него. Видеть если вы можете найти места, где вы двигались слишком медленно или слишком быстро. Попробуй решите, глядя на сварной шов, где у вас все получилось, а где у вас получилось не очень хорошо.
Самокритика очень важна при обучении сварке.
Второй проход
Теперь при использовании электрода того же размера и типа и той же силы тока
второй проход над первым.
ил. 38. Второй проход должен использовать движение ткачества, изученное в Раздел 6 и используется в Разделе 8.
Помните, когда вы плетете из стороны в сторону, колеблясь с каждой стороны сварного шва и быстро перемещаться по центру.
Сейчас хорошее время, чтобы рассмотреть два важных момента, которые ранее подчеркивалось несколько раз:
(1) Привыкайте смотреть на лужу целиком, а не на какую-либо часть из этого.
(2) Делайте медленное, устойчивое, равномерное движение вперед со скоростью, которая растапливает оба стороны и низ основного металла, наносит нужное количество присадочного металла, а при замерзании сварит две детали в одну сустав такой же сильный, как и каждая его часть.
После завершения второго прохода хорошенько очистите его и осмотрите осторожно.
Если у вас есть подрезы по бокам, вероятно, вы не сделали этого. стесняйтесь достаточно долго по бокам.
стесняйтесь достаточно долго по бокам.
РИСУНОК 38 — Второй проход с использованием ткацкого движения.
Третий проход
V-образный паз, образованный краями пластины, вероятно, не будет заполняется за два прохода с электродом 1/8 дюйма (хотя он должен быть почти заполненный). Поэтому сделайте третий проход (см. Рис. 39), используя электрод того же размера и типа и с той же силой тока.
Этот третий проход будет по сути похож на второй проход, но немного шире, поэтому вам придется больше заботиться о заполнении краев, колеблясь По сторонам.Кроме того, поступательное движение должно быть медленнее, потому что каждое движение плетения от одной стороны к другой будет вносить больше металл, а это требует больше времени.
РИСУНОК 39 — Третий проход с использованием более широкого ткацкого движения.
Если металл сварного шва уложен высоко в центре канавки, это, вероятно,
потому что вы слишком медленно двигались через центр.
Если рябь или бусинки грубые и неровные, это потому, что поступательное движение электрода было неравномерным и недостаточным.
По завершении третьего прохода очистите сварной шов и осмотрите его. осторожно.
Теперь, чтобы проверить качество сварного шва, поместите сварную деталь в тиски (как показан на илл. 40) и прижмите пластины друг к другу, пока они не встретятся. Смотреть на сварном шве, чтобы увидеть, не отделился ли он в центре или оторвался с любой пластины. Он не должен отделяться или отделяться.
РИСУНОК 40 — Сварной шов не должен расслаиваться или отслаиваться при испытаниях, например
это.
Дополнительная практика
Пластины, которые вы использовали для выполнения первого углового шва, можно снова используется для отработки дополнительных угловых сварных швов.
Отметьте пластины сразу за сварным швом и вырежьте сварной шов с обеих частей. Установите части пластины, как раньше, и сделайте еще один сварной шов.
Установите части пластины, как раньше, и сделайте еще один сварной шов.
Воспользуйтесь своими ошибками и сделайте второй шов лучше первого один.
Когда этот второй сварной шов будет завершен, поместите его в тиски (как показано на больной.41) и раздвиньте две пластины, чтобы выровнять узел. Затем посмотрите на нижнюю сторону, чтобы увидеть, есть ли трещины или незакрепленные участки. Металл сварного шва должен быть прочным и прочным, хорошо сплавленным с обеими частями. плиты.
Сделайте еще несколько швов этого типа, тщательно попрактиковавшись, чтобы улучшить ваша техника. По мере практики вы сможете увидеть и понять подробнее о том, что происходит в сварочной ванне. Как вы видите и понимаете больше, вы сможете лучше контролировать лужу.
РИСУНОК 41 — Разорванный сварной шов не должен иметь трещин или несплавленных участков.
Предыдущая: Филе
Сварные швы
Далее:
Глоссарий терминов по сварке ГЛАВНАЯ
Учебное пособие поTIG — сварка внешнего угла
Главное, что отличает внешние угловые стыки
от других стыков — меньшее газовое покрытие. Нет стали, чтобы подпрыгнуть
газ выключен, поэтому газ проходит мимо сварного шва, а не висит
вокруг, чтобы защитить его.Мы увеличили расход газа с 6 л / мин до 9 л / мин.
для этого соединения, и пока мы остались с газовым кожухом номер 7,
немного большего размера можно использовать для улучшения газового покрытия вдоль
соединение.
Нет стали, чтобы подпрыгнуть
газ выключен, поэтому газ проходит мимо сварного шва, а не висит
вокруг, чтобы защитить его.Мы увеличили расход газа с 6 л / мин до 9 л / мин.
для этого соединения, и пока мы остались с газовым кожухом номер 7,
немного большего размера можно использовать для улучшения газового покрытия вдоль
соединение.
Вылет вольфрама уменьшен примерно до 4 мм. Видимость сварного шва это не проблема, поэтому имеет смысл приваривать ближе к источнику газа.
В наружном углу сварной шов выполняется на двух краях, которые будут имеют тенденцию к возгоранию, поэтому токи также снижаются от стыковых швов — мы использовал около 50 ампер с 1.6 мм вольфрам и используется наполнитель 1,0 мм стержень.
Все стыки по возможности сварены сверху — это
перевернуть конструкцию на бок намного проще, чем делать TIG
сваривайте вертикально, но для внешнего угла это означает, что ваша рука будет
быть на скамейке запасных. Чтобы обеспечить точное положение резака, мы
используя деревянный брусок подходящего размера, чтобы положить руку на него.
Чтобы обеспечить точное положение резака, мы
используя деревянный брусок подходящего размера, чтобы положить руку на него.
Сварной шов выглядит немного более серебристым, чем предыдущие швы.Это потому что мы свариваем нержавеющую сталь, которая очень чувствительна к газу — серебристый цвет — это поверхностное окисление, которое можно удалить с помощью полировальный круг.
Ток и скорость хода настроены так, что сварной шов просто плавит края угла, оставляя плавную кривую.
Приварка угла с внутренней стороны сварка) обычно дает более прочный сварной шов, чем сварка за пределами угла.Угловой шов усиливает соединение где сварной шов на внешнем углу будет иметь тенденцию становиться немного тоньше чем исходный материал.
Мы могли бы добиться более прочного сустава, оставив промежуток между двумя
листов (открытый угловой стык), а затем идет на проплавление, как в
стыковое соединение. Из нержавеющей стали потребуется продувка защитным газом
задняя часть сустава.
Из нержавеющей стали потребуется продувка защитным газом
задняя часть сустава.
советов по сварке квадратных труб — Baker’s Gas & Welding Supplies, Inc.
Сварка труб квадратного сечения может быть успешно выполнена таким же образом, как и любой другой материал. Для стандартного угла 45 градусов вы будете использовать один угловой сварной шов, один угловой шов и два плоских шва. На двух участках, где будут размещаться угловые и угловые сварные швы, не требуется никаких подготовительных работ, кроме удаления ржавчины, грязи или мусора, которые могут быть в зоне сварного шва. Перед выполнением двух плоских сварных швов вам необходимо очистить и снять фаску с используемого металла.Использование скоса на плоских сварных швах обеспечит надлежащий провар на обеих частях свариваемой квадратной трубки.
Чтобы начать процесс сварки, вам нужно будет разрезать две части квадратной трубки, убедившись, что обе части имеют один конец под углом 45 градусов. Для этого вам нужно установить ленточную пилу на распил под углом 45 градусов. После того, как вы правильно установили ленточную пилу, вам нужно будет зажать квадратную трубку в тисках ленточной пилы. После того, как оба ваших отрезка квадратной трубы были скошены, вы должны теперь использовать шлифовальный станок с 4-дюймовым твердым шлифовальным кругом, чтобы удалить заусенцы со всех четырех сторон каждого отрезка отрезка трубы.Как только это будет сделано, вы должны скосить каждую сторону квадратной трубки, которая была обрезана под углом 45 градусов.
Для этого вам нужно установить ленточную пилу на распил под углом 45 градусов. После того, как вы правильно установили ленточную пилу, вам нужно будет зажать квадратную трубку в тисках ленточной пилы. После того, как оба ваших отрезка квадратной трубы были скошены, вы должны теперь использовать шлифовальный станок с 4-дюймовым твердым шлифовальным кругом, чтобы удалить заусенцы со всех четырех сторон каждого отрезка отрезка трубы.Как только это будет сделано, вы должны скосить каждую сторону квадратной трубки, которая была обрезана под углом 45 градусов.
После того, как вы закончили срезать квадратную трубу, поместите две части квадратной трубы на плоскую рабочую поверхность так, чтобы срезы были обращены друг к другу. Соединяя скошенные стороны квадратной трубки вместе, вы должны оставить зазор 1/16 между обеими частями. Затем вам нужно будет разместить рамный квадрат в углу, который вы создали, соединив две части трубы вместе под углом 90 градусов.После того, как квадратная рамка установлена на место, вы можете включать сварочный аппарат.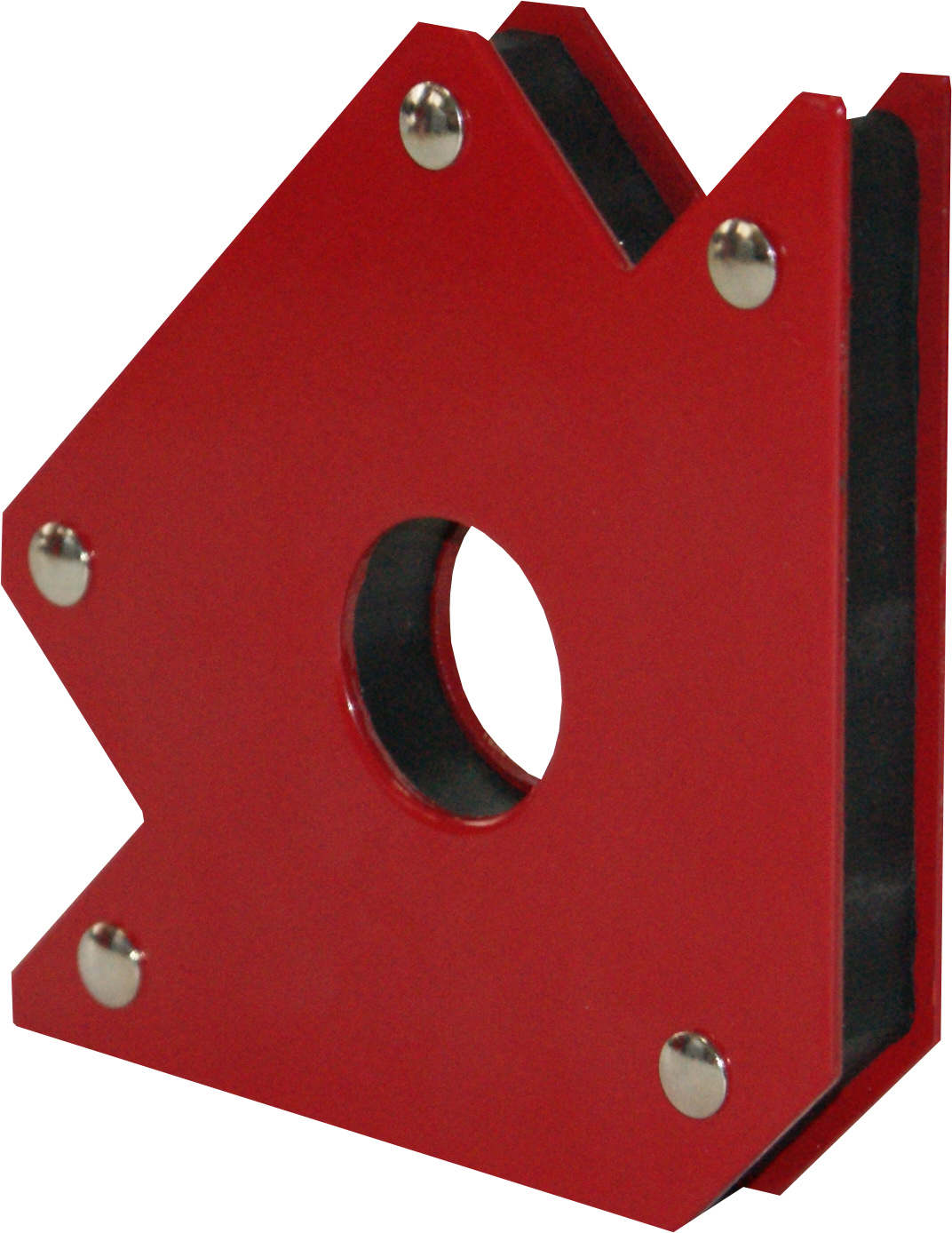 Вы также должны потратить это время, чтобы также надеть все сварочное защитное снаряжение. После того, как вы правильно оделись, вы можете начинать сварку, используя прихваточный шов на внутренней части скошенных углов углового шва. Во время сварки трубок вы должны постоянно проверять угол по отношению к квадрату обрамления, чтобы убедиться, что ваш угол по-прежнему находится под углом 90 градусов. Теперь вы должны наложить прихваточный шов на заднюю часть скошенного угла и еще один прихваточный шов на плоской поверхности квадратной трубы с разрезом под углом 45 градусов.После того, как вы успешно наложили эти прихваточные швы, вам следует перевернуть деталь и выполнить те же прихваточные швы на обратной стороне.
Вы также должны потратить это время, чтобы также надеть все сварочное защитное снаряжение. После того, как вы правильно оделись, вы можете начинать сварку, используя прихваточный шов на внутренней части скошенных углов углового шва. Во время сварки трубок вы должны постоянно проверять угол по отношению к квадрату обрамления, чтобы убедиться, что ваш угол по-прежнему находится под углом 90 градусов. Теперь вы должны наложить прихваточный шов на заднюю часть скошенного угла и еще один прихваточный шов на плоской поверхности квадратной трубы с разрезом под углом 45 градусов.После того, как вы успешно наложили эти прихваточные швы, вам следует перевернуть деталь и выполнить те же прихваточные швы на обратной стороне.
После выполнения прихваточных швов следующим шагом является сварка заднего угла квадратной трубы. Для этого поместите пистолет MIG в верхнюю часть угла и нажмите спусковой крючок, перетаскивая сварочную лужу вниз для выполнения сварки. Как только это будет завершено, вам нужно будет повернуть две части квадратной трубки и выполнить угловой сварной шов на внутренней стороне угла, начиная сварной шов вверху и перетаскивая сварной шов вниз, перемещая пистолет MIG по круговой схеме для шва. равномерно сварите обе части квадратной трубки.Срез под углом 45 градусов следует приваривать ровно, начиная сварку с внутреннего угла и работая сварным швом с внешним углом косого соединения. После того, как этот шаг будет завершен, вы должны перевернуть трубку и сварить последнюю плоскую сторону среза под углом 45 градусов. После того, как вы закончили всю сварку, вы можете отшлифовать углы и получить идеальный изгиб на 90 градусов квадратной трубки.
равномерно сварите обе части квадратной трубки.Срез под углом 45 градусов следует приваривать ровно, начиная сварку с внутреннего угла и работая сварным швом с внешним углом косого соединения. После того, как этот шаг будет завершен, вы должны перевернуть трубку и сварить последнюю плоскую сторону среза под углом 45 градусов. После того, как вы закончили всю сварку, вы можете отшлифовать углы и получить идеальный изгиб на 90 градусов квадратной трубки.
6 различных типов сварных соединений — в чем различия?
0Последнее обновление: 25 марта 2020 г.
Изображение предоставлено: Hortlander, Flickr
Вы боретесь с терминологией сварных швов или не знаете, как сварить конкретный шов наилучшим образом для вашего проекта? Без подробного руководства или значительного опыта это может быть сложно.Читайте дальше, и вы узнаете о шести соединениях, их различиях и о том, на что обращать внимание при их сварке.
Есть два типа сварных швов, выполняемых в шести различных соединениях. Все они просты для понимания, и когда каждое имя будет объяснено, вы оцените полезные словесные перехваты, которые каждое имя должно запомнить.
Все они просты для понимания, и когда каждое имя будет объяснено, вы оцените полезные словесные перехваты, которые каждое имя должно запомнить.
Два типа сварных швов
Эти два шва могут выполняться одинаково. Их сила может отличаться в зависимости от того, как они подготовлены и выполнены в своих настройках, но в основном это пространство, в которое вы ввариваетесь, определяет его название.
1. Стыковая сварка
Стыковой шов — это когда две грани разных пластин плотно прилегают друг к другу и заподлицо вдоль их вершин. Иногда они расположены под небольшим углом, но обычно они выровнены прямо. Этот сварной шов получил свое название, потому что две пластины обычно стыкуются друг с другом встык.
Этот тип сварного шва может иметь участки, вырезанные из углов пластин различной формы и размеров. Они называются подготовкой к сварке и добавляются для обеспечения большей глубины сварного шва.Соединение также может иметь два квадратных конца без какой-либо подготовки к сварке. Чем больше добавляется подготовка к сварке, тем прочнее будет соединение, в результате чего на работу добавляется время. Поэтому, когда проект не требует этого, лучше сваривать их квадратные концы, а не вырезать подготовительные швы.
Чем больше добавляется подготовка к сварке, тем прочнее будет соединение, в результате чего на работу добавляется время. Поэтому, когда проект не требует этого, лучше сваривать их квадратные концы, а не вырезать подготовительные швы.
2. Угловой шов
Этот тип сварного шва находится внутри внутреннего угла двух пластин. Чаще всего угол составляет 90 °, но может быть любой угол меньше, если вы можете сваривать его, и любой угол больше примерно до 145 °.Он получил название «скругление», потому что «скругление» — это старое слово, используемое для описания куска материала треугольной формы, аналогичного форме внутреннего угла, с которым вы привариваете угловой шов. Я помню угловой шов под термином «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Тройник
Тройник, как следует из названия, представляет собой соединение в форме буквы T. Один кусок металла ложится ровно, а другой участок приваривается, стоя на боку или концом вверх.Это простой на вид косяк. Хотя этот сварной шов, как правило, легче во многих отношениях, его может быть сложно выполнить из-за того, что сварной шов растягивается в любом направлении из-за недостаточной площади поверхности между двумя сварными швами.
Один кусок металла ложится ровно, а другой участок приваривается, стоя на боку или концом вверх.Это простой на вид косяк. Хотя этот сварной шов, как правило, легче во многих отношениях, его может быть сложно выполнить из-за того, что сварной шов растягивается в любом направлении из-за недостаточной площади поверхности между двумя сварными швами.
Это почти всегда имеет сварные швы на обеих длин вертикальной пластины, и часто имеет концы сварены, завершив его с четырех сторон, слитых с опорной плитой.
Что нужно знать при сварке тройников
Важно знать, как сварные швы растягивают и деформируют металл.Элемент, который стоит вертикально, должен быть под определенным углом, и если вы закрепите его под прямым углом и приварите его там, он всегда будет тянуться к стороне, которую вы свариваете первой. Поэтому необходимо сварить его так, чтобы этого не произошло. Есть два хороших способа предотвратить это, описанные ниже. Используемый материал и требования к отделке поверхности определят наилучший способ обеспечить концы стыка в пределах допустимого угла.
Вариант первый
Закрепите пластину так, чтобы она располагалась под правильным углом и в правильном месте.Затем прикрепите скобы к обеим свариваемым секциям, проверяя по ходу, что они не смещались и не тянулись в процессе. Когда будет достаточно скоб, чтобы он не двигался, выполните четыре шага выполнения. Полностью сварите соединение, подождите, пока он остынет, отрежьте скобы (следя за тем, чтобы не врезаться в работу) и отшлифуйте сварной шов мягким шлифовальным кругом, например, откидным кругом, чтобы оставить чистую поверхность. Этот вариант можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Второй вариант
Прикрепите пластину под небольшим углом к стороне, которую вы будете сначала сваривать, чтобы при сварке она заняла то положение, в котором должна находиться. Это требует опыта и никогда не будет освоено сразу. Вам нужно будет узнать, на сколько пластина будет тянуть в различных обстоятельствах, потому что она будет меняться в зависимости от материала и размера ваших сварных швов. Со временем вы станете точнее с ним, но тем временем продолжайте практиковаться, постепенно корректируя ненужные кусочки тарелки, чтобы прочувствовать это.
Со временем вы станете точнее с ним, но тем временем продолжайте практиковаться, постепенно корректируя ненужные кусочки тарелки, чтобы прочувствовать это.
После завершения сварки проверьте правильность угла. Убедитесь, что ваш измерительный инструмент очищает сварной шов для точного измерения. Например, если стык должен быть под углом 90 °, для используемого квадрата потребуется отрезать угол между двумя измерительными сторонами, чтобы он очищал сварной шов при использовании.
Если угол неправильный, постучите по сварной пластине мягким молотком, чтобы убедить ее встать на место. Чем горячее сварной шов, тем легче он будет двигаться. Убедитесь, что он изгибается по сварному шву, а не изгибает пластину над швом.Не используйте стальной молоток; в противном случае вы можете вмять пластину при ударе.
Квадратное соединение
Квадратное соединение похоже на тройник, только это L, а не T. Пластина A лежит ровно, а пластина B стоит на своем конце, заподлицо с концом пластины A, чтобы свариваться встык. На другой стороне листа будет угловой шов под углом 90 °. Пластины могут быть одинаковой или разной длины, ширины и толщины. Любой конец пластины A также может быть приварен к пластине B, в зависимости от требований проекта.Название «квадратное соединение» относится к стыку 90 °, то есть под тем же углом, что и квадрат.
На другой стороне листа будет угловой шов под углом 90 °. Пластины могут быть одинаковой или разной длины, ширины и толщины. Любой конец пластины A также может быть приварен к пластине B, в зависимости от требований проекта.Название «квадратное соединение» относится к стыку 90 °, то есть под тем же углом, что и квадрат.
Что нужно знать при сварке квадратного стыка
Квадратные соединения обычно не так прочны, как тройники. Квадратное соединение имеет стыковой сварной шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройника, в котором с обеих сторон имеется два угловых шва. Для повышения прочности стыкового шва стоит предусмотреть подготовку стыкового шва. Следуйте одному из двух вариантов, предусмотренных в разделе тройникового соединения, чтобы закончить квадратным соединением, а не угловым соединением от вытягивания пластины А.
стыковое соединение
Это соединение для большинства стыковых швов, отсюда оно и получило свое название. Две пластины соединяются один за другим и проходят заподлицо по верхней и нижней сторонам. Это может быть труднее выполнить сварку из-за того, что у него меньше визуальной направляющей линии для выполнения прямого шва, в отличие от большинства других соединений. Также требуется подготовка сварного шва, чтобы придать ему достаточную прочность, если только он не является критическим сварным швом или имеет большую выпуклую поверхность с глубоким проплавлением.
Две пластины соединяются один за другим и проходят заподлицо по верхней и нижней сторонам. Это может быть труднее выполнить сварку из-за того, что у него меньше визуальной направляющей линии для выполнения прямого шва, в отличие от большинства других соединений. Также требуется подготовка сварного шва, чтобы придать ему достаточную прочность, если только он не является критическим сварным швом или имеет большую выпуклую поверхность с глубоким проплавлением.
Что нужно знать при сварке стыковых соединений
При сварке стыковых соединений, чем больше будет подготовленных сварных швов, тем прочнее он будет.Будьте осторожны, чтобы не продуть дно, если у вас есть обширная подготовка к сварке. Часто для этого необходим подкладочный шов. Подложка — это когда вы заполняете небольшой участок в нижней части подготовительного шва сварным швом перед тем, как сварить его полностью.
Хотя большее количество сварного шва приведет к более прочному сварному шву, если вы вложите в него слишком много тепла, превышение температуры приведет к искривлению или искривлению вашего проекта. Сварка с обеих сторон помогает, но она все равно может деформировать пластины при воздействии слишком большого количества тепла.
Сварка с обеих сторон помогает, но она все равно может деформировать пластины при воздействии слишком большого количества тепла.
Нахлест
Соединение внахлест — это когда одна плита перекрывает другую, оставляя две секции для угловых швов, одну сверху и одну снизу.Часто это самый надежный сварной шов из-за большой площади поверхности между сварными швами. Я лично считаю, что это самый простой в сварке шов. Термин «соединение внахлестку» происходит от слова «перекрытие». Две перекрывающиеся пластины обозначаются сокращенным термином «соединение внахлест».
Что нужно знать при сварке соединений внахлест
Эти стыки гладкие под сварку. Когда они будут размещены в нужном месте, больше не о чем беспокоиться, кроме как просто сварить их.Это отличный вариант для начала сварки. Если вы можете включить эти соединения в свой проект, это добавит дополнительной прочности там, где в противном случае ее могло бы не хватить.
Как и в случае с другими соединениями, будьте осторожны, чтобы не подвергать сварные швы слишком большому нагреву, так как они все равно могут деформироваться, даже если имеют приличное сечение перекрытия. Если есть деформация пластин, она будет на концах без изгиба внахлест, поскольку они являются самым слабым местом.
Если есть деформация пластин, она будет на концах без изгиба внахлест, поскольку они являются самым слабым местом.
Кромочный стык
Краевое соединение — это соединение двух пластин лицом к лицу друг с другом, как соединение внахлест, но кромки, по крайней мере, на одной стороне соединенных деталей встречаются.На нем всегда есть один стыковой шов. Иногда это все, что он может иметь, но он может также иметь три другие стороны, сваренные угловыми или стыковыми швами.
Что нужно знать при сварке краевых швов
Если у вас только один стыковой сварной шов, имейте в виду, что при сварке пластина, скорее всего, разделится, как отверстие моллюска. Имеет смысл зажать или прихватить сварной шов перед сваркой соединения. Если на нем несколько сварных швов, то краевой сварной шов может быть сплошным, как соединение внахлест, из-за большой площади поверхности, зажатой между сварными швами.
Может быть сложно добиться хорошего внешнего вида кромочного сварного шва, если он сваривается без предварительной подготовки.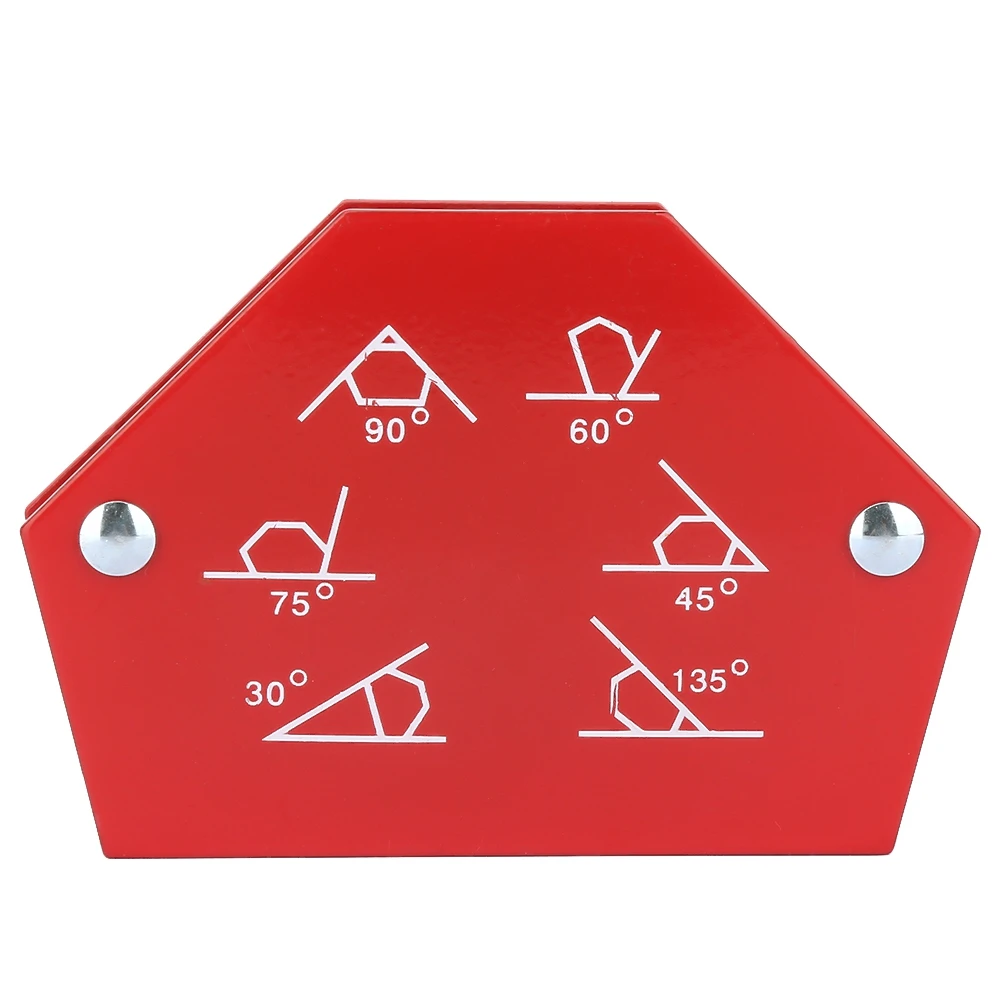 Если позволяет время, рекомендуется разрезать один клин между пластинами. Это придаст больше прочности и улучшит внешний вид.
Если позволяет время, рекомендуется разрезать один клин между пластинами. Это придаст больше прочности и улучшит внешний вид.
Угловой шарнир
Как следует из названия, это соединения, в которых соприкасаются только углы двух пластин. Угол между пластинами варьируется, но часто он составляет 90 °, и остается большая V, которую нужно заполнить. Любая сторона углового соединения обычно сваривается, но внутренний угол иногда остается без сварного шва.При правильной сварке получается гладкая вогнутая поверхность, которая выглядит фантастически.
Что нужно знать при сварке угловых соединений
Обязательно закрепите угловые соединения, чтобы они не выходили из-под угла. Не нагревайте его, так как это усилит тягу. Даже если он закреплен, сильная жара может деформировать сустав. Ему нужно будет снять тепловое напряжение, которое фиксирует скоба, чтобы вместо этого он мог исказить весь проект. Имейте в виду, что прочность пластин зависит только от угла, так как обычно это все, что сваривается, если не используются постоянные распорки. Поэтому убедитесь, что в углу есть безупречные сварные швы.
Поэтому убедитесь, что в углу есть безупречные сварные швы.
Заключение
Должно быть легко определить, какие соединения использовать для вашего проекта, в зависимости от положений, в которых должны находиться ваши детали, наличия доступа для выполнения там сварного шва и прочности, необходимой для вашего проекта. Всегда проверяйте нагрузку, которую будет нести каждая деталь, чтобы убедиться, что вы используете для нее правильные соединения.
Запомните слова «крючки», которые есть в каждом имени, так что вы будете относить их к нужному суставу, так как их имена позволяют легко их распознать.Не стесняйтесь делиться любыми комментариями или задавать любые вопросы ниже.
Похожие сообщения:
Mig Welding Technique and Quick Project с использованием угловых соединений
Нажмите здесь, чтобы подписаться на мое видео недели !
Видео на этой неделе демонстрирует технику сварки MIG при выполнении проекта сварки кубиков.
Я остановился на этом проекте, потому что он включает небольшую компоновку и подгонку, а также внешние угловые соединения. Я думаю, что это был бы отличный проект для студентов-сварщиков, а также для всех, кто хочет что-то сделать, попрактиковавшись в методах сварки MIG. Также потому, что его можно закончить быстро и для студентов; это может быть важно для продолжения работы и укрепления уверенности.
Для внешних угловых соединений, подобных показанным на видео (11 ga, 1/8 ″, 3 мм), есть несколько методов сварки MIG, которые будут работать: перемещение на 1/4 ″ вперед и 1/8 ″ назад, из стороны в сторону. сторона z переплетения, или овалы внахлест и т. д.
Похоже, техника сварки MIG с перекрытием овалов, кругов или «петель» стала моим методом сварки по умолчанию.
Это потому, что это просто и работает. Кроме того, перемещение источника света, кажется, помогает мне видеть вещи более ясно и помогает мне оставаться на связи.
Для этого сварочного проекта я использовал проволоку 0,7 мм er70s6 hb28 hobart mig. 17 вольт и около 180-200 дюймов в минуту скорости подачи проволоки. Сварщик MIG, который я использовал, считывает значение силы тока только под нагрузкой, поэтому я никогда не видел его.Я бы оценил усилители примерно в 100, сравнивая лужу с другими машинами, которые я использовал, которые отображали усилители.
17 вольт и около 180-200 дюймов в минуту скорости подачи проволоки. Сварщик MIG, который я использовал, считывает значение силы тока только под нагрузкой, поэтому я никогда не видел его.Я бы оценил усилители примерно в 100, сравнивая лужу с другими машинами, которые я использовал, которые отображали усилители.
Какие уроки можно извлечь из такого простого сварочного проекта?
- важность точной резки металла. (разница в размерах действительно складывается, когда все части должны быть соединены вместе угол к углу)
- принципы компоновки (разметка сетки путем деления части на 4 части может быть учебной возможностью)
- важность удаления заусенцев со спилов и очистки металла перед сваркой
- важность хорошего заземления для Миг-сварки (необходимы небольшие прихваточные швы; любые пропуски зажигания из-за слабого грунта в целом приводят к большим прихваточным швам и более некрасивым швам)
- важность использования достаточного количества прихваточных швов (слишком мало прихваточных швов и зазоров могут открыться)
- настройка сварочного аппарата mig для оптимального режима (на такой маленькой детали трудно скрыть недостатки, а также брызги)
- последовательность сварки
- МиГ техника сварки на внешнем угловом стыке; одно из наиболее распространенных сварных соединений при производстве листового металла.
