Сварочные электроды ЭА-395/9
Электроды покрытые металлические ЭА-395/9 используются для ручной дуговой сварки сталей ГОСТ 9466-75.
Сварочные электроды ЭА-395/9 предназначены для сварки ответственных конструкций из теплоустойчивых нержавеющих и маломагнитных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки. Сварка допустима во всех пространственных положениях шва постоянным током обратной полярности.
Характеристика электродов ЭА-395/9, область применения и механические свойства металла сварного шва
| Марка электродов | ЭА-395/9 | ГОСТ 9466-75 ГОСТ 10052-75 ТУ 1272-278-00187211-98 | |
| Назначение | Для сварки конструкций из теплоустойчивых нержавеющих и маломагнитных сталей | ||
| Диаметр, мм | 2,0 2,5 3,0 4,0 5,0 | Длина электрода, мм | 250(300) 250;300 300;350 350;(450) 350;450 |
| Механические свойства, не менее | ||||
| металл шва | сварное соединение | |||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. |
| 608(62) | 45 | 120(12) | 529(54) | нет показателей |
| Массовые доли элементов, % в наплавленном металле | |||||||
| углерод, не более | кремний | марганец | хром | никель | молибден | сера, не более | фосфор, не более |
| 0,12 | 0,35-0,7 | 1,2-2,8 | 13,5-1,7,0 | 20,0-27,0 | 4,5-7,0 | 0,018 | 0,02 |
| Содержание ферритной фазы, % | Рекомендуемый ток | Положение шва в пространстве |
| — | ток постоянный, полярность обратная |
Также мы поставляем:
- Сварочные электроды ОР-601
Электроды покрытые металлические ОР-601 предназначены для холодной сварки конструкций из высоколегированного чугуна, а также его сочетаний со сталью, для заварки дефектов в чугунных отливках и для наплавки слоев на изношенные чугунные детали.
 Сварочные электроды по чугуну ОР-601 можно использовать на сварочных агрегатах постоянного или переменного тока.
Сварочные электроды по чугуну ОР-601 можно использовать на сварочных агрегатах постоянного или переменного тока. - Сварочные электроды ЭА-400/10У
Электроды покрытые металлические ЭА-400/10У предназначены для сварки конструкций и оборудования из коррозийно-стойких хромоникелевых и хромоникелемолибденовых сталей марок 08Х18Н10Т, 08Х18Н12Т, 10Х17Н13М2Т, 10Х17Н13М3Т и им подобных, работающих в агрессивных средах. Сварка выполняется на сварочных агрегатах постоянного тока обратной полярности.
- Сварочные электроды ОР-501
Электроды покрытые металлические ОР-501 предназначены для наплавки быстроизнашивающихся стальных и чугунных деталей машин, работающих без ударной нагрузки в условиях абразивного износа, для холодной сварки конструкций из высокопрочного чугуна, а также заварки дефектов. Сварочные электроды ОР-501 можно использовать на сварочных агрегатах постоянного или переменного тока.
 Сварочные электроды по чугуну ОР-601 можно использовать на сварочных агрегатах постоянного или переменного тока.
Сварочные электроды по чугуну ОР-601 можно использовать на сварочных агрегатах постоянного или переменного тока.Весь ассортимент раздела «Электроды для сварки высоколегированных сталей, чугуна и наплавки поверхностных слоев с особыми свойствами»
Мы наработали огромный опыт в организации поставок метизной продукции любой сложности и комплектации. Наша компания поставляет продукцию во все регионы России, включая Москву и Московскую область, Санкт-Петербург и Ленинградскую область, Тулу, Калугу, Брянск, Липецк, Курск, Белгород, Воронеж, Ростов, Рязань и другие.
Наша компания поставляет продукцию во все регионы России, включая Москву и Московскую область, Санкт-Петербург и Ленинградскую область, Тулу, Калугу, Брянск, Липецк, Курск, Белгород, Воронеж, Ростов, Рязань и другие.
ESABESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См. все(110)
Прутки ESAB(6 из 48) См. все(48)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 50) См. все(50)
| |

 Постоянный ток.
Постоянный ток.

 в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде.
в среде чистого Ar. Наплавленный металл типа 316Si обладает высокой стойкостью к коррозии в кислото и хлоросодержащей среде. Лидер продаж!
Лидер продаж! Максимальный рез 32 мм
Максимальный рез 32 мм Изготовлен из высококачественной стали.
Изготовлен из высококачественной стали.ЭА-395/9. Сварочные электроды ЭА-395/9.
ЭА-395/9. Сварочные электроды ЭА-395/9 (тип Э-11Х15Н25М6АГ2).
| Сварочные электроды ЭА-395/9 -3 |
 25.6B20
25.6B20
ГОСТ 9466-75 10052-75
Основное назначение сварочных электродов ЭА-395/9:
ЭА-395/9 электроды предназначеные для сварки ответственных конструкций из сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др., содержащих никель до 25- 35%, но не содержащих ниобий, работающих при температуре до 700°С, а также для сварки соединений из аустенитных сталей (напр., 07Х16Н6, 10Х25Н6АТМФ, 20Х23Н13 и подобных) с перлитными (напр., Ст5пс, 30Л, 20ХГНМ, 25Г2С, 40ХФА и подобные). Благодаря своим характеристикам, ЭА 395 9 электроды способны соединять стали группы АК, востребованных в энергетики, теплоэнергетике, машиностроительной и химической промышленности, а так-же в других отраслях. Металлы группы АК обладают низкой свариваемостью, потому технология сварки стандартными электродами достаточно сложная и трудоемкая, с необходимостью до и после наплавки использования термопечей. Сварочный шов сделанный обычным электродом очень быстро разрушается в агрессивной среде, а ЭА-395/9 — электроды обладающие не окисляемым химическим составом, потому не вступают в реакцию с кислотами и щелочами.
Металлы группы АК обладают низкой свариваемостью, потому технология сварки стандартными электродами достаточно сложная и трудоемкая, с необходимостью до и после наплавки использования термопечей. Сварочный шов сделанный обычным электродом очень быстро разрушается в агрессивной среде, а ЭА-395/9 — электроды обладающие не окисляемым химическим составом, потому не вступают в реакцию с кислотами и щелочами.
ЭА-395 9 изготавливаются на проволоке Св-10Х16Н25АМ6.
Характеристика сварочных электродов ЭА 395/9
Стержень из проволоки марки — Св-10Х16Н25АМ6 по ГОСТ 2246-70
Покрытие электродов – основное.
Коэффициент наплавки ЭА-395/9 – 11,0 г/А·ч.
Производительность наплавки (для диаметра 4,0 мм) – 1,5 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,6 кг.
Геометрические размеры и сила тока при сварке сварочные электродов эа-395/9:
| Марка электродов | Диаметр, мм электродов | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| электроды эа-395/9 | 2 | 290 | 30 – 55 | 103 |
| электроды эа395/9 | 2,5 | 290 | 40 – 65 | 66 |
| электроды эа-3959 | 3 | 340 | 50 – 90 | 48 |
| электроды ЭА 395/9 | 4 | 350 | 110 – 150 | 26 |
| электроды эа 395/9 | 5 | 440 | 120 – 180 | 14 |
Механические свойства металла шва электродов эа-395/9:
| Временное сопротивление разрыву, Мпа | 610 |
| Относительное удлинение, % | 30 |
| Ударная вязкость, Дж/см 2 | 120 |
Химический состав наплавленного металла сварочных электродов эа395/9, %:
| C | Mn | Si | Ni | Cr | Mo | N | S | P |
| не более 0,12 | 1,0-2,2 | 0,35-0,7 | 22,0-27,0 | 13,5-17,0 | 4,5-7,0 | 0,1-0,15 | не более 0,018 | не более 0,025 |
Oсобые свойства электродов ЭА-395/9:
Сварочные электроды ЭА-395/9 склонны к образованию пор при сварке в потолочном положении при содержании азота в металле шва более 0,12%. Металл шва имеет аустенитную структуру. Жаропрочность на уровне жаропрочности стали одноименного состава (Х15Н25М6). Поскольку электроды ЭА-395/9 имеют фтористо-калиевое покрытие в химическом составе шва присутствует достаточно феррита, что позволяет защищать шов от образования микротрещин и разрывов. Соединение получается очень аккуратным обладающее высокой пластичностью и вязкостью, что позволяет шву выдерживать резкие перепады температур и высокие нагрузки.
Металл шва имеет аустенитную структуру. Жаропрочность на уровне жаропрочности стали одноименного состава (Х15Н25М6). Поскольку электроды ЭА-395/9 имеют фтористо-калиевое покрытие в химическом составе шва присутствует достаточно феррита, что позволяет защищать шов от образования микротрещин и разрывов. Соединение получается очень аккуратным обладающее высокой пластичностью и вязкостью, что позволяет шву выдерживать резкие перепады температур и высокие нагрузки.
Применение электродов эа 395/9:
Сварка ответственных конструкций из высокопрочных среднелегированных сталей, сварка разнородных сталей. Рекомендуется для сварки листовых металлоконструкций, работающих при знакопеременных нагрузках и низких температурах.
Технологические особенности сварки электродами ЭА-395/9:
Сварку производят на короткой длине дуги постоянным током обратной полярности. При работе электродами эа395/9 рабочую поверхность необходимо очистить от грязи, ржавчины и окалины до характерного блеска. Электроды следует прокалить в печи около 2-х часов при температуре 195-255 градусов. Данные процедуры позволят работать электроду 395/9 в любом положении кроме вертикального — сверху вниз.
Электроды следует прокалить в печи около 2-х часов при температуре 195-255 градусов. Данные процедуры позволят работать электроду 395/9 в любом положении кроме вертикального — сверху вниз.
Условное обозначение:
Э-11Х15Н25М6АГ2-ЭА-395/9-Ф-АД
Е-001-Б20
ГОСТ 9466-75 10052-75
ОСТ 5.9244-75
ОСТ 5.9374-81
Статья об электродах ЭА-395/9
Сварка разнородных сталей
Купить электроды эа-395/9 Вы можете позвонив по телефону: (495) 799 59 85.
Цена на электроды ЭА-395/9: Прайс-лист
У нас самый широкий выбор сварочных электродов!!!
Всегда на складе ЭА-395/9 ф. 2 мм, ЭА-395/9 ф. 3 мм, ЭА-395/9 ф. 4 мм, ЭА-395/9 ф. 5 мм.
Так-же у нас хорошие цены на электроды: ОЗЛ-8 ОЗЛ-6
ЦЛ-11 ЭА-981/15 ЭА-400/10 ЦТ-15
| Предел текучести sт, МПа | Ударная вязкость aн, Дж/см 2 | |||||||
| 690 | 470 | 37 | 210 |
 25.6B20
25.6B20

| C | Mn | Si | Mo | Ni | Cr | N | S | P |
0. 09 09 | 1.2 | 0.6 | 5.4 | 25.0 | 15.5 | 0.12 | 0.007 | 0.020 |
Сила тока при сварке электродами ЭА 395/9 в разных положениях, А:
| Диаметр, мм | Нижнее | Вертикальное | Потолочное |
| 2,0 | 30-50 | 30-40 | 30-40 |
| 3,0 | 80-100 | 60-80 | 60-80 |
| 4,0 | 120-150 | 110-130 | 110-130 |
| 5,0 | 150-160 | 130-140 | – |
Особые свойства электродов ЭА 395/9:
Электроды ЭА-395/9 cклонны к образованию пор при сварке в потолочном положении при массовой доле азота в металле шва более 0,12%.
Технологические особенности сварки электродами ЭА 395/9:
Процесс сварки этими электродами необходимо производить на очень короткой дуге, следует очень тщательно, до металлического блеска зачищать свариваемые поверхности. Проводить очистку от грязи, масел и посторонних включений. После обязательной прокалки: 200-250°С; 2 ч.
Условное обозначение электродов ЭА 395/9:
ЭА-395/9-Ø-ЛД
ГОСТ 9466-75, ОСТ 5.9244-87,
ОСТ В5Р.9374-81
| ISO | ISO: E16.25.6B20 |
| DIN | E16.25.6B20 |
Купить Электроды ЭА-395/9 у предприятия ЗпСплав можно позвонив по телефонам:
+38 099 966 56 95 +38 098 98 38 318 +38 093 820 88 48
ЭА-395/9. Сварочные электроды ЭА-395/9 (тип Э-11Х15Н25М6АГ2).
Сварочные электроды ЭА-395/9 -3
Сварочные электроды ЭА-395/9 -4
Сварочные электроды ЭА-395/9 -5
ГОСТ 9466-75 10052-75
Основное назначение сварочных электродов ЭА-395/9:
Сварочные электроды ЭА-395/9 предназначены для сварки ответственных конструкций из сталей и сплавов ХН35ВТ, Х15Н25АМ6 и др. , содержащих никель до 25- 35%, но не содержащих ниобий, работающих при температуре до 700°С, а также для сварки соединений из аустенитных сталей (напр., 07Х16Н6, 10Х25Н6АТМФ, 20Х23Н13 и подобных) с перлитными (напр., Ст5пс, 30Л, 20ХГНМ, 25Г2С, 40ХФА и подобные). Стержень из проволоки Св-10Х16Н25АМ6.
, содержащих никель до 25- 35%, но не содержащих ниобий, работающих при температуре до 700°С, а также для сварки соединений из аустенитных сталей (напр., 07Х16Н6, 10Х25Н6АТМФ, 20Х23Н13 и подобных) с перлитными (напр., Ст5пс, 30Л, 20ХГНМ, 25Г2С, 40ХФА и подобные). Стержень из проволоки Св-10Х16Н25АМ6.
Характеристика сварочных электродов ЭА 395/9
Стержень из проволоки марки – Св-10Х16Н25АМ6 по ГОСТ 2246-70
Покрытие электродов – основное.
Коэффициент наплавки ЭА-395/9 – 11,0 г/А·ч.
Производительность наплавки (для диаметра 4,0 мм) – 1,5 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,6 кг.
Геометрические размеры и сила тока при сварке сварочные электродов эа-395/9:
| Марка электродов | Диаметр, мм электродов | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| электроды эа-395/9 | 2 | 290 | 30 – 55 | 103 |
| электроды эа395/9 | 2,5 | 290 | 40 – 65 | 66 |
| электроды эа-3959 | 3 | 340 | 50 – 90 | 48 |
| электроды ЭА 395/9 | 4 | 350 | 110 – 150 | 26 |
| электроды эа 395/9 | 5 | 440 | 120 – 180 | 14 |
Механические свойства металла шва электродов эа-395/9:
| Временное сопротивление разрыву, Мпа | 610 |
| Относительное удлинение, % | 30 |
| Ударная вязкость, Дж/см 2 | 120 |
Химический состав наплавленного металла сварочных электродов эа395/9, %:
| C | Mn | Si | Ni | Cr | Mo | N | S | P |
| не более 0,12 | 1,0-2,2 | 0,35-0,7 | 22,0-27,0 | 13,5-17,0 | 4,5-7,0 | 0,1-0,15 | не более 0,018 | не более 0,025 |
Oсобые свойства электродов ЭА-395/9:
Сварочные электроды ЭА-395/9 склонны к образованию пор при сварке в потолочном положении при содержании азота в металле шва более 0,12%. Металл шва имеет аустенитную структуру. Жаропрочность на уровне жаропрочности стали одноименного состава (Х15Н25М6).
Металл шва имеет аустенитную структуру. Жаропрочность на уровне жаропрочности стали одноименного состава (Х15Н25М6).
Применение электродов эа 395/9:
Сварка ответственных конструкций из высокопрочных среднелегированных сталей, сварка разнородных сталей. Рекомендуется для сварки листовых металлоконструкций, работающих при знакопеременных нагрузках и низких температурах.
Технологические особенности сварки электродами ЭА-395/9:
Сварку производят на короткой длине дуги.
Обязательная прокалка перед сваркой при температуре: 200-250°С; 2 ч.
ГОСТ 9466-75 10052-75
ОСТ 5.9244-75
ОСТ 5.9374-81
Купить электроды эа-395/9 Вы можете позвонив по телефону (495) 799 59 85.
У нас самый широкий выбор сварочных электродов.
Всегда на складе ЭА-395/9 ф. 2 мм, ЭА-395/9 ф. 3 мм, ЭА-395/9 ф. 4 мм, ЭА-395/9 ф. 5 мм.
Так-же у нас хорошие цены на электроды: ОЗЛ-8 ОЗЛ-6
Сварочные электроды ЭА-395
При сваривании ответственных конструкций, которые сделаны из легированных сталей с высокой прочностью используются электроды ЭА-395. Они обеспечивают высокое качество сварочного шва, а также стабильное горениедуги. Также если Вы наносили сварочный шов электродами ЭА-395, то можете быть полностью уверенными в том, что Ваше изделие будет устойчивым к воздействию факторов окружающей среды.
Они обеспечивают высокое качество сварочного шва, а также стабильное горениедуги. Также если Вы наносили сварочный шов электродами ЭА-395, то можете быть полностью уверенными в том, что Ваше изделие будет устойчивым к воздействию факторов окружающей среды.
Электродами ЭА-395 выполняют сварочный шов первого слоя наплавки устойчивого к коррозии металла. Это притом, что изделие имеет 2, 3 и более слоев. Также ЭА-395 можно производить наплавку металла на стали, которые в дальнейшем будут свариваться с аустенитными сталями. Для правильного использования электродов ЭА-395, Вам нужно знать некоторые особенности ЭА-395, а также химический состав наплавленного металла.
Электродами ЭА-395 можно производить сваривание абсолютно во всех пространственных положениях. Также нужно помнить, что сваривание нужно производить с использованием тока обратной полярности. Коэффициент наплавки ЭА-395 составляет 11 г/Ач. Расход ЭА-395 для наплавки 1 килограмма металла составляет 1,6 килограммов электродов. Производительность наплавки составляет 1,5 килограммов в час. Как видите, электроды ЭА-395 имеют много свойств, которые позволяют производить сваривание с максимальным комфортом и качеством.
Производительность наплавки составляет 1,5 килограммов в час. Как видите, электроды ЭА-395 имеют много свойств, которые позволяют производить сваривание с максимальным комфортом и качеством.
А теперь переходим к химическому составу наплавленного металла. В химический состав наплавленного металла входят такие химические элементы, как: карбон, сульфур, молибден, нитроген, фосфор, хром, никель, силиций и марганец. Все эти химические элементы позволяют Вам быть полностью уверенными в том, что сварочный шов, нанесенный электродами ЭА-395, действительно прочен и устойчив к воздействию коррозии.
Электроды ЭА-395 бывают диаметром 2, 3, 4 и 5 миллиметров. Поэтому если Вам кто-то предлагает приобрести ЭА-395 диаметром 1,5 или 6, 7 и более миллиметров, то будьте уверены, что Вам предлагают подделку или электроды собственного производства.
Однако, электроды склонны к образованию пор при сваривании, используя потолочное положение сваривания. Только такое может произойти в том случае, если в металле будет количество азота более 0,12% от всего объема металла. Сваривание электродами ЭА-395 производится при короткой длине дуги. Также свариваемые детали должны быть тщательно очищены и подготовлены к свариванию. Поэтому перед свариванием Вам нужно внимательно очистить металл от разного рода загрязнений.
Сваривание электродами ЭА-395 производится при короткой длине дуги. Также свариваемые детали должны быть тщательно очищены и подготовлены к свариванию. Поэтому перед свариванием Вам нужно внимательно очистить металл от разного рода загрязнений.
Непосредственно, перед тем как начинать сваривание Вам нужно произвести прокаливание электродов ЭА-395. Прокалка производится при температуре не более 250 градусов по Цельсию на протяжении 2 часов. Также заводы-изготовители электродов советуют всем сварщикам приобрести специальную печь для прокалки электродов и использовать ее для того чтобы уменьшить процентное соотношение влаги к объему покрытия всего сварочного электрода.
Электроды сварочные ЭА-395/9 диаметр 3 мм ЭЛЗ
Название:
Артикул:
Текст:
Выберите категорию:
Все
Сварочные электроды
» Электроды для сварки углеродистых и низколегированных сталей
»» Электроды УОНИ 13/55
» Электроды для сварки легированных сталей
» Электроды для сварки высоколегированных сталей
» Электроды для сварки чугуна
» Электроды для сварки цветных металлов
»» для алюминия
»» для бронзы
»» для меди
Угольные электроды
» Круглые омедненные
» Плоские омедненные
» Полые омедненные
» Бесконечные омедненные
Химия для сварки
Диаметр, мм:
Все11,21,62,02,42,52,63,03,24,05,06,06. 46.58.010.012.012.713.016.019.0
46.58.010.012.012.713.016.019.0
Марка электрода:
Все48ХНLB 52UАНЖРАНОВИ-10-6ГСЗИОМР-3МТГНЖНИАТНИИОЗАОЗАНАОЗЛОЗСОК 46.00ОК 48.00ОК 61.30РЦТМЛТМУУОНИ-13/45УОНИ 13/55УОНИ 13/65УОНИ 13/85УОНИИ-13/НЖУОНИИ 13/45УОНИИ 13/55ЦЛЦТЦУЭ138/50НЭАЭЛЗ-52UЭЛЗ-74.70
Тип металла:
Вседля углеродистых и низколегированных сталейдля высоколегированных сталей, нержавейкидля легированных сталейдля чугунадля алюминиядля бронзыдля меди
Вес упаковки, кг:
Производитель:
ВсеСпецЭлектродESABЭлектродный завод (СПб)ЛЭЗСЗСЭ TM MONOLITHKOBELKO (Япония)РИМЕТАЛКChangZheng
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице: 5203550658095
Найти
Электроды сварочные ЭА-395/9
Темы: Электроды сварочные, Ручная дуговая сварка, Сварка стали.
Электроды ЭА-395/9 предназначены для:
- сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в т.ч. сталей типа АК,а также сварка углеродистых и низколегированных сталей с аустенитными сталями;
- выполнения первого слоя при двух- и трехслойной наплавке антикоррозионного покрытия и наплавки кромок изделий из сталей перлитного класса, свариваемых с аустенитными сталями.
Сварка во всех пространственных положениях шва постоянным током обратной полярности.
Характеристика электродов:
Покрытие — основное.
Коэффициент наплавки — 11,0 г/А• ч.
Производительность наплавки (для диаметра 4,0 мм) — 1,5 кг/ч.
Расход электродов на 1 кг наплавленного металла — 1,6 кг.
Типичные механические свойства металла шва
| Временное сопротивление sв, МПа |
Предел текучести sт, МПа |
Относительное удлинение d5, % |
Ударная вязкость aн, Дж/см2 |
|
690 |
470 |
37 |
210 |
Типичный химический состав наплавленного металла, %
|
C |
Mn |
Si |
Ni |
Cr |
Mo |
N |
S |
P |
|
0,09 |
1,2 |
0,6 |
25,0 |
15,5 |
5,4 |
0,12 |
0,007 |
0,020 |
Сварка в различных положениях и сила сварочного тока, А
|
Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
2,0 |
30–50 |
30–40 |
30–40 |
|
3,0 |
80–100 |
60–80 |
60–80 |
|
4,0 |
120–150 |
110–130 |
110–130 |
|
5,0 |
150–160 |
130–140 |
– |
Особые свойства:
Электроды ЭА-395/9 cклонны к образованию пор при сварке в потолочном положении при массовой доле азота в металле шва более 0,12%.
Технологические особенности сварки:
Сварка производится на короткой длине дуги. Поверхности деталей должны быть тщательно зачищены.
После обязательной прокалки: 200-250°С; 2 ч.
Соответствие стандартам:
| ГОСТ 10052 |
Э–11Х15Н25М6АГ2 |
|
ОСТ В5Р.9374–81 |
|
|
ОСТ 5.9244–75 |
|
|
ISO |
E16.25.6B20 |
|
DIN |
E16.25.6B20 |
Условное обозначение
| ЭА-395/9 -Ø-ЛД |
ГОСТ 9466-75, ОСТ 5.9244-87, ОСТ В5Р.9374-81 |
|
Е-Б20 |
Другие материалы относящиеся к теме «
Электроды ЭА-395/9
сварочные»
Сравните ЭА-395/9 с другими марками Группы » Электроды для сварки легированных конструкционных сталей повышенной и высокой прочности»
Сравните ЭА-395/9 с марками Группы » Электроды для сварки специализированных сталей»
Сравнить ЭА-395/9 с марками Группы » Электроды для сварки разнородных сталей и сплавов»
Аустенитные стали
- < Электроды сварочные ЭА-112/15
- Электроды сварочные ЭА-981/15 >
Материалы и сварка: RE: [MW: 5938] RE: 5920] EA 395/9
уважаемые все
перейдите по этой ссылке, чтобы найти подробности
http://www. elmics.ru/material/el/el0301_e.htm
elmics.ru/material/el/el0301_e.htm
QA / QC ENG: AMR SOLIMAN
PETROJET-EGYPT
> Тема: Re: [ MW: 5936] RE: 5920] EA 395/9
> Кому: [email protected]
> От: [email protected]
> Дата: вс, 11 июля 2010 г. 00:51:53 +0000
>
> Спасибо Джон,
>
> Они производятся только в России? Любого другого производителя вы знаете в другом месте?
>
> С уважением
>
> VISHAL MEHTA
>
> SUPERTECH SERVICES LTD
>
> Отправлено на мой BlackBerry® от Vodafone
>
> —— Исходное сообщение ——
> От: » Джон Хеннинг «
> Отправитель: [email protected]
> Дата: пятница, 9 июля 2010 г., 14:30:47
> Кому:
> Reply-To: materials-welding @ googlegroups.com
> Тема: [MW: 5922] RE: 5920] EA 395/9
>
> Попробуйте следующее — российские электроды, предназначенные для смазывания маслом
> применения для ферритных и аустенитных нержавеющих
>
> http: // www . elmics.ru / material / el / el0301_e.htm
elmics.ru / material / el / el0301_e.htm
>
> http: // www.mmk-metiz.ru/eng/content/prices/catalogue/viewdoc_n_en/206
>
> John
>
> —— Исходное сообщение ——
> From: [email protected]
> [mailto: [email protected]] От имени Вишала Мехты
> Отправлено: пятница, 9 июля 2010 г., 12:42
> Кому: [email protected]
> Тема: [MW: 5920 ] EA 395/9
>
> Здравствуйте,
>
> Кто-нибудь может дать подробную информацию об электроде EA 395/9 с его составом
>?
>
> Также кто производители этого электрода и его наличие в
> Индии.
>
> Спасибо
>
> С уважением
>
> VISHAL MEHTA
>
> SUPERTECH SERVICES LTD
>
> Отправлено на мой BlackBerry (r) с Vodafone
>
> —
> Чтобы отправить сообщение этой группе, отправьте электронное письмо на адрес [email protected]
> Чтобы отказаться от подписки на эту группу, отправьте электронное письмо на номер
> materials-welding-unsubscribe@googlegroups. com
com
> Чтобы узнать о дополнительных возможностях, посетите болг этой группы по адресу
> http: // материалы -сварка.blogspot.com/
> Мнения, выраженные / обмениваемые в этой группе, являются личными взглядами участников
> и предназначены только для образовательных целей.
> Пользователи должны принимать свои собственные решения относительно
> решений. применимый код / стандарт / договорные документы.
>
> —
> Чтобы публиковать сообщения в этой группе, отправьте электронное письмо на адрес [email protected]
> Чтобы отказаться от подписки на эту группу, отправьте электронное письмо на адрес [email protected]
> Дополнительные параметры, посетите сайт этой группы по адресу http: // materials-Welding.blogspot.com/
> Мнения, выраженные / выраженные в этой группе, являются личными взглядами участников и предназначены только для образовательных целей. Пользователи должны принимать свои собственные решения относительно. применимый код / стандарт / договорные документы.
применимый код / стандарт / договорные документы.
>
> —
> Чтобы публиковать сообщения в этой группе, отправьте электронное письмо на адрес [email protected]
> Чтобы отказаться от подписки на эту группу, отправьте электронное письмо на адрес [email protected]
> Дополнительные параметры, посетите сайт этой группы по адресу http: // materials-Welding.blogspot.com/
> Мнения, выраженные / выраженные в этой группе, являются личными взглядами участников и предназначены только для образовательных целей. Пользователи должны принимать свои собственные решения относительно. применимый код / стандарт / договорные документы.
Hotmail: Надежная электронная почта с мощной защитой от спама Microsoft. Войти Сейчас.
Мультиматериальные и многофункциональные нейронные интерфейсы: от поверхностных и имплантируемых электродов до оптоволоконных устройств
 org/schema/rscart38″> Нейронные интерфейсы позволили значительно продвинуться в нейробиологии и проложили путь для клинических приложений в диагностике, лечении и профилактике неврологических расстройств.Для всестороннего мониторинга и модуляции нейронной активности требуются различные устройства, такие как электрические, химические и оптические нейронные интерфейсы. Развитие последних устройств с мультимодальными функциями было обусловлено инновациями в области материаловедения, особенно использованием органических мягких материалов, таких как полимеры, аллотропы углерода и гидрогели. Переход от жестких материалов к мягким улучшил характеристики устройства за счет повышенной биосовместимости и гибкости, что обеспечило стабильную долгосрочную работу.В этой статье представлен всесторонний обзор множества нейронных зондов, от поверхностных и имплантируемых электродов до устройств на основе волокна. Мы также подчеркиваем влияние материалов на разработку этих нейронных интерфейсов и их влияние на производительность и срок службы устройства.
org/schema/rscart38″> Нейронные интерфейсы позволили значительно продвинуться в нейробиологии и проложили путь для клинических приложений в диагностике, лечении и профилактике неврологических расстройств.Для всестороннего мониторинга и модуляции нейронной активности требуются различные устройства, такие как электрические, химические и оптические нейронные интерфейсы. Развитие последних устройств с мультимодальными функциями было обусловлено инновациями в области материаловедения, особенно использованием органических мягких материалов, таких как полимеры, аллотропы углерода и гидрогели. Переход от жестких материалов к мягким улучшил характеристики устройства за счет повышенной биосовместимости и гибкости, что обеспечило стабильную долгосрочную работу.В этой статье представлен всесторонний обзор множества нейронных зондов, от поверхностных и имплантируемых электродов до устройств на основе волокна. Мы также подчеркиваем влияние материалов на разработку этих нейронных интерфейсов и их влияние на производительность и срок службы устройства.
У вас есть доступ к этой статье
Подождите, пока мы загрузим ваш контент… Что-то пошло не так. Попробуйте еще раз?Описание материалов и численное моделирование сварных швов из разнородных металлов Научно-исследовательский доклад по теме «Материаловедение»
Доступно на сайте www. sciencedirect.com —
sciencedirect.com —
Структурная целостность
ScienceDirect PrOCed ¡0
Процедурная структурная целостность 2 (2016) 1023-1030
www.elsevier.com/locate/procedia
21-я Европейская конференция по переломам, ECF21, 20-24 июня 2016 г., Катания, Италия
Характеристика материалов и численное моделирование разнородных материалов
Металлический шов
Szabolcs Szavaia *, Zoltan Bezib, Peter Rozsahegyic
а, б, в Bay Zoltan Nonprofit Ltd.по прикладным исследованиям, инженерный отдел, улица Иглой 2, Мишкольц 3519, Венгрия
Аннотация
А 3D Ихемал-механо-металлургический конечный; Элементная (FE) модель была разработана для исследования микроструктуры и распределения остаточных напряжений навоза, представляющего собой сварной шов из аналогичного металла (DMW) на защитном конце сопла корпуса высокого давления реактора ВВЭР 440. Для того, чтобы зафиксировать правильную эволюцию микроструктуры, для настоящего моделирования потребовался ряд свойств материала.Первой задачей механической характеристики было определение с помощью точных экспериментальных устройств и их численной интерпретации механических свойств в терминах кривой зависимости деформации от напряжения всех материалов, из которых изготовлен DMW: аустенитной нержавеющей стали, ферритной стали, зоны термического влияния ферритной стали и нанесения масла. свойства слоев. Для характеристики и проверки также оценивали микроструктуру и карту твердости. Чтобы получить дополнительную информацию для дальнейшего исследования, были определены свойства разрушения основных материалов, зоны термического влияния ферритной стали и слоев масла; также измерил.Сварка »была смоделирована с помощью трехмерной модели пинитового элемента с использованием свойств материала, зависящих от температуры и фазы. Для получения численных результатов использовался коммерческий код пинитового элемента, реализованный с использованием двойного эллипсоидального источника тепла для сварного шва Голдака и комбинированных граничных значений конвективного излучения.
Для того, чтобы зафиксировать правильную эволюцию микроструктуры, для настоящего моделирования потребовался ряд свойств материала.Первой задачей механической характеристики было определение с помощью точных экспериментальных устройств и их численной интерпретации механических свойств в терминах кривой зависимости деформации от напряжения всех материалов, из которых изготовлен DMW: аустенитной нержавеющей стали, ферритной стали, зоны термического влияния ферритной стали и нанесения масла. свойства слоев. Для характеристики и проверки также оценивали микроструктуру и карту твердости. Чтобы получить дополнительную информацию для дальнейшего исследования, были определены свойства разрушения основных материалов, зоны термического влияния ферритной стали и слоев масла; также измерил.Сварка »была смоделирована с помощью трехмерной модели пинитового элемента с использованием свойств материала, зависящих от температуры и фазы. Для получения численных результатов использовался коммерческий код пинитового элемента, реализованный с использованием двойного эллипсоидального источника тепла для сварного шва Голдака и комбинированных граничных значений конвективного излучения. Результаты моделирования обеспечивают размер ЗТВ и объем расплавленной зоны.Объемная доля бейнита и мортерсита может быть определена количественно и в качестве дополнения, что может быть использовано для проверки этой модели с помощью экспериментов и для прогнозирования; объемные доли фаз в новых условиях обработки.В этой статье также представлены результаты распределения остаточных атмосфер по толщине на определенных DMW. Результаты анализа КЭ сравнивали с экспериментальными измерениями в участке сварного шва из ферритной стали.
Результаты моделирования обеспечивают размер ЗТВ и объем расплавленной зоны.Объемная доля бейнита и мортерсита может быть определена количественно и в качестве дополнения, что может быть использовано для проверки этой модели с помощью экспериментов и для прогнозирования; объемные доли фаз в новых условиях обработки.В этой статье также представлены результаты распределения остаточных атмосфер по толщине на определенных DMW. Результаты анализа КЭ сравнивали с экспериментальными измерениями в участке сварного шва из ферритной стали.
Авторские права © 2016 Авторы. Опубликовано Elsevier B.V. Это открытая статья под лицензией CC BY-NC-ND
.(http://creativecommons.org/licenses/by-nc-nd/4.0/).
Экспертная оценка под ответственностью Научного комитета ECF21.
Ключевые слова: МКЭ, сварной шов из разнородных металлов, характеристика материала, остаточные напряжения;
CrossMark
* Szabolcs Szavai. Тел .: + 36-70-205-6455; факс: + 36-46-422-786. Электронный адрес: [email protected]
Тел .: + 36-70-205-6455; факс: + 36-46-422-786. Электронный адрес: [email protected]
Copyright © 2016 Авторы. Опубликовано Elsevier B.V. Это статья в открытом доступе под лицензией CC BY-NC-ND
.(http://creativecommons.org/licenses/by-nc-nd/4.0 /).
Экспертная оценка под ответственностью Научного комитета ECF21.
10.1016 / я.простр.2016.06.131
1. Введение
DMW, которые входят в объем данной статьи, соединяют корпус реактора под давлением с горячей-холодной ветвью и производятся сваркой плавлением, и на их структурную стабильность сильно влияют условия сварки и термообработка после сварки. Этот тип сварки вызывает большие остаточные напряжения.Величина растягивающего напряжения обычно равна пределу текучести соединительных материалов. Остаточное напряжение при сварке может значительно ухудшить характеристики и надежность сварных конструкций. Следовательно, необходимо составить карту и оценить распределение этих остаточных напряжений в сварных соединениях, но необходимо расширенное численное исследование, требующее подробных входных параметров.
Следовательно, необходимо составить карту и оценить распределение этих остаточных напряжений в сварных соединениях, но необходимо расширенное численное исследование, требующее подробных входных параметров.
Поскольку испытание компонентов не может быть выполнено, потребовалась грязь для необходимых характеристик материала и проверки методов оценки.Для этого был изготовлен идентичный навозной шов. Макет отражает конфигурацию DMW реакторов ВВЭР-440, соединяющую корпус реактора с горячей-холодной ветвью. Он представляет собой биметаллический сварной шов плавлением с тремя слоями смазки по направлению к ферритной стороне. Цель заключалась в том, чтобы максимально воспроизвести условия гетерогенного сварного шва в сопле корпуса реактора типа ВВЭР 440 с оригинальной сталью корпуса реактора и сварочным материалом для смазывающих слоев. Это было важно, поскольку границы раздела между сталью корпуса реактора и слоями масла являются наиболее чувствительными участками.При подготовке макета использовалась исходная ферритная сталь и модельный материал для аустенитной стали (X6CrNiTi18-10 (1. 4541). Исходные параметры использовались для сварки и термообработки. MU имеет толщину 40 мм. Подушка имеет две Толщина первого слоя составляет 3 ± 1 мм и он наплавлен стержневыми электродами с покрытием EA-395/9 диаметром 4 мм. После шлифовки первого слоя до соответствия критериям толщины был сварен второй слой. вкл., используя стержневые электроды с покрытием диаметром 4 мм ЭА-400 / 10Т.Общая толщина слоев должна составлять 9 ± 1 мм (рис. 1). После плакирования образец подвергали термообработке, нагревая его до 670 ° C со скоростью 50 ° C / ч в течение 16 часов и давая ему остыть вместе с печью. Сварка проводилась в два этапа без предварительного нагрева и термообработки. Первоначально корневой шов приваривался со стороны корня методом GTAW с использованием электродов Св-04х29Н11М3 0 1,6 мм, которых больше нет в продаже, поэтому используется немного другой тип электрода, а именно Lincoln TIG 316L, так как его химический состав почти не отличается. такой же, как у Св-04х29Н11М3.Заполняющий шов и заглушка приваривались методом SAW электродами Св-04х29Н11М3 диаметром 2 мм и флюсом ОФ-6 в горизонтальном положении (рис.
4541). Исходные параметры использовались для сварки и термообработки. MU имеет толщину 40 мм. Подушка имеет две Толщина первого слоя составляет 3 ± 1 мм и он наплавлен стержневыми электродами с покрытием EA-395/9 диаметром 4 мм. После шлифовки первого слоя до соответствия критериям толщины был сварен второй слой. вкл., используя стержневые электроды с покрытием диаметром 4 мм ЭА-400 / 10Т.Общая толщина слоев должна составлять 9 ± 1 мм (рис. 1). После плакирования образец подвергали термообработке, нагревая его до 670 ° C со скоростью 50 ° C / ч в течение 16 часов и давая ему остыть вместе с печью. Сварка проводилась в два этапа без предварительного нагрева и термообработки. Первоначально корневой шов приваривался со стороны корня методом GTAW с использованием электродов Св-04х29Н11М3 0 1,6 мм, которых больше нет в продаже, поэтому используется немного другой тип электрода, а именно Lincoln TIG 316L, так как его химический состав почти не отличается. такой же, как у Св-04х29Н11М3.Заполняющий шов и заглушка приваривались методом SAW электродами Св-04х29Н11М3 диаметром 2 мм и флюсом ОФ-6 в горизонтальном положении (рис. 1).
1).
Рис. 1. (а) Макроструктура стыкового сварного соединения; б) размеры стыкового сварного шва.
2. Методика эксперимента
Первой задачей механической характеристики было определение с помощью точных экспериментальных устройств и их численной интерпретации механических свойств в терминах кривой зависимости деформации от напряжения всех материалов, из которых изготовлен DMW: аустенитная нержавеющая сталь, ферритная сталь, зона термического влияния ферритной стали и Свойства масляных слоев.Для определения толщины HAZ 15h3MFA мы измерили распределение твердости по Виккерсу (HV1) сварного шва. Визуализация этих значений представлена на рис. 2.
X (мм)
Рис. 2. Визуализация значений твердости (HV1) сварного шва.
Испытания на растяжение проводились при комнатной температуре и 300 ° C. Образцы на растяжение обрабатывались параллельно направлению шва. На рис. 3 показаны позиции. Поперечное сечение образцов 10х2 мм.Для раскроя использовали электрический отрезной станок и сверлильный станок. Используемая машина для испытания на растяжение представляла собой сервогидравлическую двухосную систему испытания материалов Instron 8850.
На рис. 3 показаны позиции. Поперечное сечение образцов 10х2 мм.Для раскроя использовали электрический отрезной станок и сверлильный станок. Используемая машина для испытания на растяжение представляла собой сервогидравлическую двухосную систему испытания материалов Instron 8850.
План резки образцов для испытаний на растяжение
РАЗДЕЛ C-C МАСШТАБ 1: 1
Рис. 3. Положения образца для испытания на растяжение (WELD1 включает слои масла).
Приборный контроль твердости планировалось использовать для определения упруго-пластических свойств различных зон сварного соединения МУ3.Планировалось также сопоставление результатов инструментальных испытаний на твердость и результатов испытаний на растяжение при комнатной температуре.
Рис. 4. Сравнение (а) испытаний ABIT — результатов испытаний на растяжение и прочностных свойств при 22 ° C; (б) прочностные характеристики при 300 ° С.
Вмятины в различных зонах (сварные швы, слои стыковки, HAZ и ферритный материал). Результаты испытаний ABIT и результаты испытаний на растяжение представлены на той же диаграмме на рис. 4. Между двумя результатами есть существенные различия.Причиной тому может быть различное стрессовое состояние. Прочностные характеристики при 300 ° C также можно увидеть на рис. 4.
Испытания JR проводились с использованием образцов 10×20 SE (B) без боковых канавок при комнатной температуре и при температуре +300 ° C для ферритного основного материала, трех буферных слоев и основного материала из нержавеющей стали, стабилизированной титаном. Расположение образцов показано на рис. 5. Поверхность образцов имеет трещины. Самая низкая вязкость разрушения была у буферных слоев при обеих температурах.Эти значения были самыми низкими при +300 ° C с расчетными значениями начала вязкого разрыва Jq около 100 кДж / м2. Вязкость разрушения как функция местоположения и температуры проиллюстрирована на рис. 6. Используемые параметры испытания на предварительное растрескивание и разрушение основаны на стандартной спецификации ASTM E1820. После испытаний на разрушение были измерены длина трещин до трещин и длина распространенной трещины. Самая низкая вязкость разрушения была измерена в буферных слоях.
6. Используемые параметры испытания на предварительное растрескивание и разрушение основаны на стандартной спецификации ASTM E1820. После испытаний на разрушение были измерены длина трещин до трещин и длина распространенной трещины. Самая низкая вязкость разрушения была измерена в буферных слоях.
Рис. 5. План разреза образцов излома (WELD1: смазывающие слои, WELD2: аустенитный шов).
Рис. 6. Значения JIq, измеренные при комнатной температуре и 300 ° C в другом слое.
3. 3D конечно-элементное моделирование
В этой статье была разработана трехмерная термомеханически-металлургическая модель конечных элементов (КЭ) для исследования возможности моделирования такого рода соединений в реальных конструкциях.
Сварка макета DMW моделируется с использованием трехмерной (3D) термомеханической и металлургической конечно-элементной модели.Рабочие задания:
• Моделирование процесса плакирования
• Имитация термообработки после плакирования
• Моделирование процесса стыковой сварки
Предварительная обработка, расчеты и постобработка МКЭ выполнялись программами MSC. Marc и Simufact.welding на основе кода MSC.Marc. Для анализа температурного поля сварки и остаточного напряжения сварки в макете DMW выполняется процедура расчета методом конечных элементов термоэластопласта-металлургии.Термомеханические и металлургические характеристики рассчитываются с использованием комбинированной формулы.
Marc и Simufact.welding на основе кода MSC.Marc. Для анализа температурного поля сварки и остаточного напряжения сварки в макете DMW выполняется процедура расчета методом конечных элементов термоэластопласта-металлургии.Термомеханические и металлургические характеристики рассчитываются с использованием комбинированной формулы.
Рис. 7. Сетка КЭ для DMW
Моделирование (в 3D) выполняется на несколько упрощенных геометриях (рис. 7). В случае плакирования свариваемая пластина имела длину 200 мм вместо 780 мм из-за высоких затрат вычислительного времени и ресурсов компьютера по сравнению со случаем моделирования сварки для пластины полной длины.
Один слой оболочки разделен на 9 валиков по толщине листа (40 мм).Количество слоев облицовки — четыре. В случае процесса сварки учитывается длина сварной пластины 200 мм, а общее количество смоделированных проходов составляет 39 (рис. 8). Между сваркой слоев считается время охлаждения ~ 5 мин, поскольку температура охлаждения между проходами является важным фактором в конечном распределении остаточных напряжений. Температура между проходами составляла 250 ° C в первом слое оболочки и ниже 100 ° C в других слоях оболочки и во всем слое стыкового шва.
Температура между проходами составляла 250 ° C в первом слое оболочки и ниже 100 ° C в других слоях оболочки и во всем слое стыкового шва.
Рис.8. Сварочные слои: (а) проходы плакировки; (б) сварные проходы.
Для моделирования DMW модели КЭ создаются с помощью 8-узловых шестиугольных элементов, количество элементов — 64120, а количество узлов — 68798. Пластина 15h3MFA моделируется как просто поддерживаемая как во время последовательностей наплавки, так и во время последовательностей стыковой сварки. Из-за ожидаемых высоких температур и градиентов напряжений вблизи источника тепла используется относительно мелкая сетка. Размеры элементов постепенно увеличиваются с удалением от зоны термического влияния.В случае стыковой сварки используется относительно более крупная сетка.
В программе MSC.Marc для моделирования сварки используется модель источника тепла Goldak. Распределение источника тепла объединяет два разных эллипса, то есть один в переднем квадранте источника тепла, а другой в заднем квадранте. Двойной эллипсоидальный источник тепла для сварных швов Goldak можно использовать для задания объемных потоков в 3D, как это представлено в Goldak et al. (1984) и руководство по программному обеспечению MSC.Marc (2013).
Двойной эллипсоидальный источник тепла для сварных швов Goldak можно использовать для задания объемных потоков в 3D, как это представлено в Goldak et al. (1984) и руководство по программному обеспечению MSC.Marc (2013).
MSC.Код MARC содержит реализацию технологии добавления или удаления материала, которая очень подходит для моделирования сварочных процессов Lindgren et al. (1999). Этот метод требует, чтобы вся модель, включая весь объем материала в течение всего процесса, была определена и построена заранее. В методе деактивированного элемента
Элементы-заполнители изначально деактивированы при анализе и не отображаются в почтовом файле. Когда элементы физически создаются движущимся источником тепла, они активируются в модели и появляются в почтовом файле.Первоначально неактивные элементы были активированы для имитации добавления присадочного материала. Термическая и механическая активация элементов разделены. Критерием термической активации является то, что элемент должен находиться внутри объема источника тепла.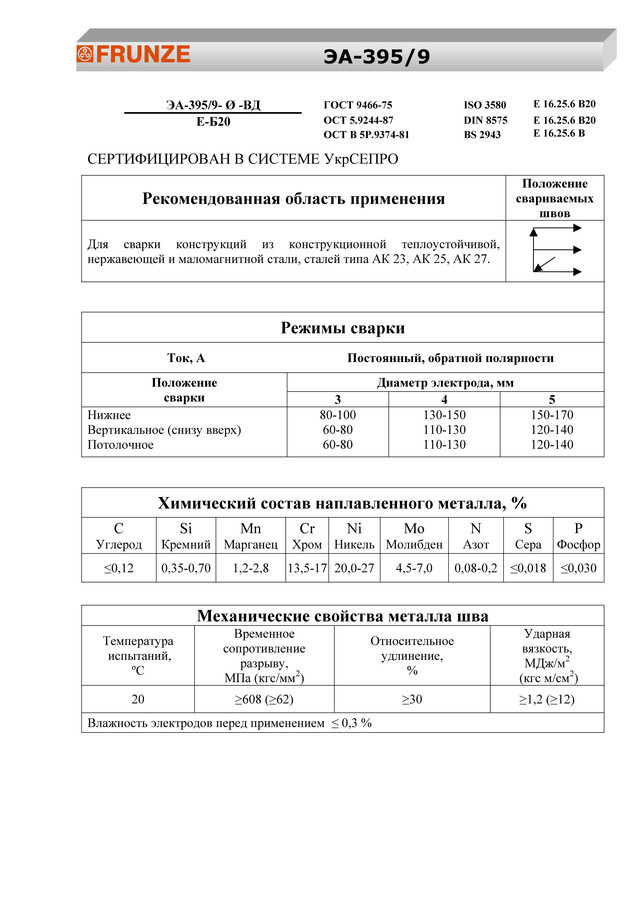 Механическая активация элемента достигается, когда температура в элементе падает ниже порогового значения. Выбранное пороговое значение составляет 1800 К. На всех свободных поверхностях всех FE-моделей наблюдаются конвективные тепловые потери с коэффициентом теплопередачи h = 15 Вт / мК и радиационные тепловые потери с использованием коэффициента излучения e = 0.5 определены.
Механическая активация элемента достигается, когда температура в элементе падает ниже порогового значения. Выбранное пороговое значение составляет 1800 К. На всех свободных поверхностях всех FE-моделей наблюдаются конвективные тепловые потери с коэффициентом теплопередачи h = 15 Вт / мК и радиационные тепловые потери с использованием коэффициента излучения e = 0.5 определены.
Метод полного решения Ньютона-Рафсона с прямым решателем разреженных матриц используется для получения решения. Во время термического анализа температура и свойства материала, зависящие от температуры, изменяются очень быстро, MSC.Marc (2013). Таким образом, считается, что полная методика Ньютона-Рафсона с использованием модифицированных свойств материала дает более точные результаты.
4. Свойства материала
Чтобы зафиксировать правильную эволюцию микроструктуры, для настоящего моделирования требуется ряд свойств материала.Упругое поведение моделируется с использованием изотропного правила Гука с температурно-зависимым модулем Юнга. Термическая деформация учитывается в модели с помощью коэффициента теплового расширения. Критерием текучести является поверхность текучести по Мизесу. В модели учитывается деформационное упрочнение с помощью изотропного закона Гука для ферритной стали.
Термическая деформация учитывается в модели с помощью коэффициента теплового расширения. Критерием текучести является поверхность текучести по Мизесу. В модели учитывается деформационное упрочнение с помощью изотропного закона Гука для ферритной стали.
Поскольку кривые напряжение-деформация были доступны только при комнатной температуре и 300 ° C, а для моделирования требовалось несколько других вводимых параметров, термометаллургические свойства стали 15х3МФА были получены с помощью программного обеспечения JMatPro Saunders et al.Размер зерна m начиная с 1200 ° C.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 Истинная пластическая деформация [-]
Рис. 9. Деформационное упрочнение фаз для 15х3МФА.
Нержавеющая сталь не имеет твердотельного фазового превращения во время охлаждения, а время нагрева относительно невелико, можно ожидать, что деформациями из-за фазового превращения и ползучести можно пренебречь в настоящем моделировании. В случае нержавеющих сталей деформационное упрочнение учитывается с помощью комбинированного закона упрочнения Чабоша Smith et al.(2014). Модель в MSC.Marc требует, по крайней мере, пяти параметров (c, y, Q, b, oy), что является приемлемым числом для определения из экспериментальных кривых зависимости напряжения от деформации (таблица 1). Используя эти параметры, модель дает адекватное описание реального поведения упругопластического материала. Другие термомеханические свойства материалов аустенитных сталей (таблица 1) были получены с помощью программного обеспечения JMatPro. Для каждого материала необходимо определить смесь исходных элементов микроструктуры в модели КЭ.В случае 100% бейнита 15х3МФА и для других материалов 100% аустенита использовались исходные фракции Ohms et al. (2015).
В случае нержавеющих сталей деформационное упрочнение учитывается с помощью комбинированного закона упрочнения Чабоша Smith et al.(2014). Модель в MSC.Marc требует, по крайней мере, пяти параметров (c, y, Q, b, oy), что является приемлемым числом для определения из экспериментальных кривых зависимости напряжения от деформации (таблица 1). Используя эти параметры, модель дает адекватное описание реального поведения упругопластического материала. Другие термомеханические свойства материалов аустенитных сталей (таблица 1) были получены с помощью программного обеспечения JMatPro. Для каждого материала необходимо определить смесь исходных элементов микроструктуры в модели КЭ.В случае 100% бейнита 15х3МФА и для других материалов 100% аустенита использовались исходные фракции Ohms et al. (2015).
Таблица 1. Термомеханические свойства при комнатной температуре.
E [ГПа] (Аустенит) / (F./MB/P.) Урожайность Oy [МПа] Q [МПа] b C [МПа] Y Удельная теплоемкость (аустенит) / (F. /M./B. / P.) [КДж / кг ° C] Тепловое расширение (аустенит) / (F./M./B./P.) [1 / ° C * 10-5] Теплопроводность (аустенит) [Вт / м ° C]
ЭА-395/9 212 365 1500 50 3000 6 0.434 1,623 11,95
EA-400 / 10T 203420500 50 1900 3,5 0,443 1,831 13,46
316L 198 280600125 1700 3,2 0,444 1,872 13,59
X6CrNiTi18-10 196270300 50 1800 1,9 0,450 1,898 14,12
15h3MFA 197/212 Фазы Фазы Фазы Фазы Фазы 0,451 / 0,446 2,431 / 1,251 17,28 / 28,77
На основена основе на основе
5. Результаты и обсуждение
Модель DMW была подтверждена имеющимися экспериментальными результатами.Была разработана имитационная модель и проведены обширные численные расчеты для определения распределения остаточных напряжений DMW. Контур деформированной сетки и фотография сечения ДМВ сравниваются на рис. 10. Искажение модели и размер зоны сплавления и зоны термического влияния (ЗТВ) хорошо согласуются с экспериментальными наблюдениями. Результаты моделирования показывают размер ЗТВ и объем расплавленной зоны. Зона расплава — это область макета, где формируется фактический сварной шов, а зона термического влияния — это смежная область, где тепло может вызвать твердофазное превращение, но плавление не происходит.Дополнительная возможность модели — это возможность прогнозировать объемную долю различных фаз.
Результаты моделирования показывают размер ЗТВ и объем расплавленной зоны. Зона расплава — это область макета, где формируется фактический сварной шов, а зона термического влияния — это смежная область, где тепло может вызвать твердофазное превращение, но плавление не происходит.Дополнительная возможность модели — это возможность прогнозировать объемную долю различных фаз.
Рис. 10. Деформация после сварки; (а) деформированная форма; (б) искажение на нижней стороне.
Рис. 11. Доля каждой фазы после сварки; (а) фракция бейнита; (б) мартенситная фракция.
Объемная доля бейнита и мартенсита (рис. 11) может быть определена количественно и служить дополнительным ответом, который можно использовать для проверки этой модели с помощью экспериментов и для прогнозирования объемных долей фаз в новых условиях обработки.На рис. 12 представлено распределение остаточных напряжений модели после сварки. Как и ожидалось, обычно рассчитывались более низкие напряжения в основном металле и более высокие напряжения в ЗТВ, а также в зонах сварки.
Рис. 12. Распределение остаточных напряжений [Па] после стыкового шва.
6. Резюме
В данном исследовании прогноз остаточных напряжений был выполнен для сварного макета из разнородных металлов. Трехмерная модель использовалась для прогнозирования полей напряжений после сварки, особенно продольных остаточных напряжений, которые, как правило, наиболее вредны для целостности конструкции среди компонентов напряжения в стыковых сварных соединениях разнородных сталей между ферритными и аустенитными сталями, которые находятся в эссенции обладают разными термическими и механическими свойствами.
Все результаты представлены с учетом свойств материала, зависящих от температуры, фазового перехода и границы конвекции. Кроме того, были проведены экспериментальные измерения с использованием дифракции нейтронов для оценки остаточных напряжений в сварных образцах. Было найдено приемлемое согласие между предсказанными и измеренными данными, которое подтверждает правильность используемой модели. Результаты моделирования позволяют получить высокоточный прогноз конечного остаточного напряжения в стыке разнородных металлов.Кроме того, необходимо учитывать важные производственные процессы и разрабатывать более разумные модели материалов. Как численная модель, так и эксперимент показывают, что деформационное упрочнение соответствует конечным остаточным напряжениям.
Результаты моделирования позволяют получить высокоточный прогноз конечного остаточного напряжения в стыке разнородных металлов.Кроме того, необходимо учитывать важные производственные процессы и разрабатывать более разумные модели материалов. Как численная модель, так и эксперимент показывают, что деформационное упрочнение соответствует конечным остаточным напряжениям.
7. Благодарность
Представленная работа была проведена в рамках проекта MULTIMETAL, который получил финансирование от Седьмой рамочной программы Европейского сообщества (FP7 / 2012-2015) в рамках грантового соглашения № 295968.
Список литературы
Голдак, Дж., Чакраварти, А., Бибби, М., 1984. Новая модель конечных элементов для модели источников тепла при сварке. Металлургические операции Б. 15, 299305.
MSC.Marc 2013.1 Том A: теория и информация для пользователя
Lindgren, L.-E. , Runnemalm, H., Näsström, M., 1999. Моделирование многопроходной сварки толстой пластины. Международный журнал числовых
, Runnemalm, H., Näsström, M., 1999. Моделирование многопроходной сварки толстой пластины. Международный журнал числовых
Методы в инженерии 44 (9), 1301-1316.Сондерс, Н., Го, З., Ли, X., Миодовник, А.П., Шилле, Дж. П., 2004. Расчет диаграмм TTT и CCT для сталей общего назначения, Внутренний отчет, Sente Software Ltd., Великобритания ..
Smith, M.C., Smith, A.C., Wimpory, R., 2014. Обзор цикла измерения и анализа остаточного напряжения NeT Task Group 1 на
образец сварного шва на пластине, Международный журнал сосудов под давлением и трубопроводов, 93-140. Ом, К., Мартин, О., Бези, З., Белезнай, Р., Szavai, Sz., 2015. MULTIMETAL Deliverable D3.10, Измерения остаточного напряжения макета-3. Технический отчет, JRC, BZF.
Д-р Бадр Г. Атейя — Список публикаций
Д-р Бадр Г. Атейя — Список публикацийД-р Бадр Г. Атея
Список публикаций
1. «Новый потенциометрический метод для микро-
и полумикродная оконечность серебра. Анализ двоичных и троичных
Смеси:, H.Халифа, Б.Г. Атейя, Microchem. J., 12, 440–466 (1967).
«Новый потенциометрический метод для микро-
и полумикродная оконечность серебра. Анализ двоичных и троичных
Смеси:, H.Халифа, Б.Г. Атейя, Microchem. J., 12, 440–466 (1967).
2. «Микроопределение окислителей. Использование йодата калия. и Periodate как первичный эталон для ртути (II), «H. Khalifa and Б.Г. Атея, Microchem. J., 13, 147–154 (1968).
3. «Анализ многокомпонентных Смеси хрома «Х. Халифа и Б. Г. Атейя, Microchem. J., 13, 247–252 (1968).
4. «Определение йодида. Ионы в присутствии некоторых комплексообразующих агентов », Х.Халифа и Б.Г. Атея, Микрохим. J., 13, 664-670 (1968).
5. «Кинетика Fe 2+ / FeCl 2 Реакция на пиролитические графитовые электроды, Б. Г. Атейя и Л. Г. Остин, J. Electrochem. Soc., 120, 1216–1219 (1973).
6. «Кинетика олова-станника» Реакция на пиролитические графитовые электроды », Б.Г. Атея, Л.Г. Остин, Дж. Электроанал. Chem., 51, 85-90 (1974).
7. «Стационарная поляризация. на пористых проточных электродах с малым диаметром пор: I-обратимый
Кинетика, Б.G. Ateya, L. G. Austin, J. Electrochem. Соц., 124,
83-89 (1977).
на пористых проточных электродах с малым диаметром пор: I-обратимый
Кинетика, Б.G. Ateya, L. G. Austin, J. Electrochem. Соц., 124,
83-89 (1977).
8. «Стационарная поляризация. на пористых проточных электродах с малым диаметром пор: II-необратимый Один и последовательный двухэлектронный перенос кинетики, Б.Г. Атея. и L.G. Austin, J. Electrochem. Soc., 124, 1540-1548 (1977).
9. «Распределение времени пребывания in Mills », Л. Г. Остин, П. Т. Лаки и Б. Г. Атейя, Цемент и Concrete Research, 1, 241-256 (1971).
10. «Электрохимические процессы. Внутри полостей и их связь с питтингом и растрескиванием », Б.Г. Атейя и Х. У. Пикеринг, Водород в металлах, стр. 207-222. И. М. Берштейн и А. В. Томпсон, редакторы; №2 в технологиях материалов / металлообработки Серия, Американское общество металлов (1974) ..
11. «О природе электрохимических
Реакции на вершине трещины при зарядке металла водородом », Б.
Г. Атейя, Х. У. Пикеринг, J.Электрохим. Soc., 122, 1018-1026 (1975).
Soc., 122, 1018-1026 (1975).
12. «Тиосемикарбазид как ингибитор. по кислотной коррозии железа », Б. Г. Атейя, Б. М. Або-Эльхаир и И. А. Абдель-Хамид, Наука о коррозии, 16, 163–169 (1976).
13. «Адсорбция тиосемикарбазида. на железных катодах «Б. Г. Атейя, J. Electroanal. Chem., 76, 183-189. (1977).
14. «Кинетика коррозии. мягкой стали в присутствии цианогуанидинформальдегидных смол », М.И. Селим, А. А. Ясин, Б. Г. Атейс, Коррозия, 17, 923-930. (1977).
15. «Условия, при которых Ион Растворение происходит в трещинах при загрузке стали водородом », Б. Г. Атейя и Х. У. Пикеринг, Труды Международной конференции по Коррозионное растрескивание под напряжением и водородная хрупкость сплавов на основе железа. pp. 1183-1188, R. W. Staehle, J. Hochman, R. D. McCright and J. E. Slater, Ред., КДЕС, Хьюстон (1977).
16.«Радиальная диффузия и вход
Эффекты в пористых проточных электродах, Б. Г. Атейя, J. Electroanal.
Chem., 76, 191-198 (1978).
17. «Кинетика множественных электронов. Переносные реакции на пористых электродах с заливкой при стационарном и проточном режимах Условия, Б. Г. Атея, J. Electroanal. Chem., 76, 315-325 (1977).
18. «Гидродинамическое воздействие на Эффективность пористых проточных электродов », Б.Г. Атея, Э. А.С. Арафат, С.A. Kafafi, J. Apl. Электрохимия, 7, 107-112 (1977).
19. «Электрохимическое восстановление. кислорода на пористых проточных электродах », Х. Халифа, Б.Г. Атея, и Э. А. Арафат, J. Electroanal. Chem., 81, 301-307 (1977).
20. «Эффект массопереноса. в водной фазе при репассивации активированных поверхностей и устойчивости защитных пленок «, Б. Г. Атейя и Г. У. Пикеринг, Труды Четвертого Международного симпозиума по пассивности, стр.350-368, Р. П. Франкенталь и Дж. Крюгер, редакторы, Электрохимическое общество, Принстон, Нью-Джерси (1978).
21. «Эффект электроосаждения.
Металлы на проникновении водорода через железные мембраны «С. Чаттерджи,
Б. Г. Атейя и Г. В. Пикеринг, Metallurgical Transactions, 9, 389-395
(1978).
Чаттерджи,
Б. Г. Атейя и Г. В. Пикеринг, Metallurgical Transactions, 9, 389-395
(1978).
22. «Питтинг Коррозионное поведение цинкового сплава «Цинк-Титан»: исследования с помощью СЭМ и микрозонда », С. М. Абдель Халим и Б. Г. Атейя, Предотвращение коррозии и борьба с ней, 27 (4) 10-13 августа (1980).
23. «О механизме коррозии». сплава Cu-9,4 Ni-1,7 Fe в насыщенном воздухе водном растворе NaCl » I-Kinetic Investigations, К. Като, Б. Г. Атея, Дж. Э. Кастл и Х. В. Пикеринг, J. Electrochem. Soc., 127, 1890-1896 (1980).
24. «О механизме коррозии». сплава Cu-9,4 Ni-1,7 Fe в насыщенном воздухом водном растворе NaCl », II-Состав защитного поверхностного слоя, К. Като, Дж. Э. Ка Касл, Х. У. Пикеринг, Дж.Электрохим. Soc., 127, 1897–1903 (1980).
25. «Кинетика водорода. Реакция эволюции на электродах из мягкой стали в серной кислоте, Б. Г. Атейя и Ф. М. А. Эль-Низами, Наука о коррозии, 20, 461-464 (1980).
26. «Эффекты радиальной диффузии. по эффективности пористых проточных электродов », Б.Г. Атея,
J. Applied Electrochem., 10, 627-634 (1980).
по эффективности пористых проточных электродов », Б.Г. Атея,
J. Applied Electrochem., 10, 627-634 (1980).
27. «Электрохимические свойства. сильных органических кислот для использования в качестве электролитов топливных элементов: сульфоновая кислота метана, Трихлоруксусная, хлордифторуксусная, пентафторпропановая, бензойная и Бензолсульфоновые кислоты, Н.Роберт, Б.Г. Атейя, Т. Повейга и Л. Г. Остин, J. Electrochem. Soc., 127, 2641-2646 (1980).
28. «Циклическая вольтаметрия меди. в растворах гидроксида натрия «, С. М. Абдель Халим и Б. Г. Атейя, J. Electroanal. Chem., 117, 309-319 (1981).
29. «Эффекты ионной миграции от концентрации и скорости массопереноса в диффузионном слое Растворение металлов «Б.Г. Атейя и Х.У. Пикеринг, J. Applied Electrochem., 11, 453-461 (1981).
30. «Тормозящие эффекты трифенила.
Хлорид тетразолия при коррозии алюминия в 1N HCl, Б.М.
Або Эль-Хаир и Б. Г. Атейя, Предотвращение коррозии и борьба с ней, 28 (4),
7-9 (1981).
31. Ингибирование коррозии и адсорбция. Поведение некоторых тиоамидов на мягкой стали, Б. Г. Атейя, Б. Э. Эль-Анадули. и F.M.A. Эль-Низами, Бюллетень химического общества Японии, 54, 3157-3161 (1981).
32. «Поглощение водорода во время Электроосаждение и водородная зарядка покрытий Sn и Cd на железе ». М.Заманзаде, А. Аллам, К. Като, Б. Г. Атейя и Х. У. Пикеринг. J. Electrochem. Soc., 129, 284-289 (1982).
33. «Подавление кислоты Коррозия железа хлоридом трифенилтетразолия », Б.Г. Атея, Б. М. Або Эль-Хайр и Р. Аль-Касими, Наука о коррозии, 22, 717-721 (1982).
34. «Электрохимическое поведение. меди в алкогольных средах. Действие гама бромацетоацетанилида как хелатирующего Агент «М. М. Хатер, Б. Г. Атейя и М.А. Зайед, Египет. J. Chem., 26 (1), 1-11 (1983).
35. «Эффект радиальной диффузии». по поляризации пористых проточных электродов, Атея Б.Г. J. Applied Electrochem., 13, 417-427 (1983).
36. «Применение пористого
Проточные электроды. I. Экспериментальное исследование эволюции водорода.
Реакция на электроды с набивным слоем «, Б. Г. Атейя, J. Applied Electrochem.,
13, 417-427 (1983).
I. Экспериментальное исследование эволюции водорода.
Реакция на электроды с набивным слоем «, Б. Г. Атейя, J. Applied Electrochem.,
13, 417-427 (1983).
37. «Применение пористого Проточные электроды.II. Выделение водорода и удаление ионов металлов при Насадочные электроды из металлической ваты », Б. Г. Атея, А. А. Атея и М. Э. Эль-Шакре, J. Appl. Electrochem., 14, 357-366 (1984).
38. «Применение пористого Проточные электроды, III. Влияние выделения газа на поровый электролит Сопротивление, Б. Г. Атейя и М. Е. Эль-Шакре, J. Appl. Электрохим., 14, 367-371 (1984).
39. «Влияние тиомочевины на Кинетика коррозии мягкой стали в H 2 SO 4 , » Б.Г. Атея, Б. Э. Эль-Анадули и Ф. М. Эль-Низами, Наука о коррозии, 24, 497-507 (1984).
40. «Адсорбция тиомочевины. по мягкой стали «Б. Г. Атейя, Б. Э. Эль-Анадули и Ф. М. Эль-Низми, Наука о коррозии, 24, 509-515 (1984).
41. «Влияние температуры
по сопротивлению поляризации, I. Управление активацией, Б. Э. Аль-Анадули,
Б. Г. Атейя и Ф. М. Эль-Низами, Наука о коррозии, 26, 419-424 (1986).
Управление активацией, Б. Э. Аль-Анадули,
Б. Г. Атейя и Ф. М. Эль-Низами, Наука о коррозии, 26, 419-424 (1986).
42.«Эффект серосодержащего Ингибиторы коррозии при абсорбции водорода железом », Б.Г. Атея и Х. Э. Абд Элал, Коррозия: промышленные проблемы, лечение и методы управления, Proc. 1-й Арабской конф. О коррозии, стр. 201, В. Эшворт, редактор, Pergamon Press, Oxford (1987).
43. «Адсорбция. коллекционеров по минералам. Эффекты бокового взаимодействия и молекулярного Размер, А. Йехиа, Б. Г. Атейя и А. А. Юссоф, в Advances in Fine Обработка частиц, стр.171–180, J. Hanna и Y. Attia, Editors, Elsevier, Нью-Йорк (1990).
44. «Применение пористого Проточные электроды. IV. Выделение водорода на электродах с набивкой железных сфер в текущих щелочных растворах, Б. Э. Эль-Анадули, М. М. Хадер, М. М. Салех и Б. Г. Атея, J. Applied Electrochem., 21, 166–169 (1991).
45. «Воздействие газовых пузырей на
Поляризационное поведение пористых проточных электродов », Б. Г.Ateya, B.E. El-Anadouli, J. Electrochem. Soc., 138, 1331-1336 (1991).
Г.Ateya, B.E. El-Anadouli, J. Electrochem. Soc., 138, 1331-1336 (1991).
46. «Кинетика восстановления Оксид железа с водородом, М. М. Хадер, Б. Э. Эль-Анадули, Э. Эль-Наггар. and B.G. Ateya, J. Solid State Chem., 93/2, 283-290 (1991).
47. «Выделение водорода на металлизированных Электроды с пластиковой насадкой, Б. Э. Эль-Анадули, М. М. Хадер, М. М. Салех, Б. Г. Атея, Electrochim. Acta., 36, 1899–1905 (1991).
48.»Значение эффективности Фактор для заливных пористых электродов, Б. Э. Эль-Анадули и Б. Г. Атея, в Моделирование батарей и топливных элементов, стр. 1-16, Р. Э. Уайт, Редактор, The Electrochemical Soc., Нью-Джерси (1991).
49. «Состояние заряда в Плотное молекулярное облако «, М. С. Эль-Навави, Б. Г. Атейя и А. Айад, J. Astrophys. And Space Science, 190, 257-270 (1992).
50. «Воздействие пузырьков газа на
профили тока и потенциала в пористых проточных электродах »,
Б.E. El-Anadouli и B.G. Ateya, J. Appl. Electrochem. , 21, 277-284 (1992).
, 21, 277-284 (1992).
51. «Применение металлизированного Пластиковые электроды для электрохимического извлечения металлов, Б. Э. Эль-Анадули, Афифи С.Э., Салех М.М. и Атейя Б.Г. Металлизированные пластмассы 3: основы и прикладные аспекты, стр. 73-82, К. Л. Миттал, редактор, Пленум, Нью-Йорк (1992).
52. «Адсорбция олеиновой кислоты. по кальциту «, А. Йехиа, Дж. Д. Миллер и Б. Г. Атея, Mineral Engineering, 6, 79-86 (1992).
53. «Кинетика восстановления Рутил с водородом », М. М. Хадер, Ф. Н. Хейри, Б. Э. Эль-Анадули. and B.G. Ateya, J. Phys. Chem., 97, 6074-6077 (1993).
54. «Тормозящие эффекты бензотриазола. по коррозионному растрескиванию под напряжением латуни в растворе нитрита «, С. М. Сайед, Эль-С. А. Ашур и Б. Г. Атея, Наука о коррозии, 36, 221-120 (1994).
55. «Поведение при коррозии под напряжением. из а-аль-бронзы в соленой воде «Б.Г. Атейя, Эль-С. А. Ашур, С. М. Сайед, Коррозия (NACE), 50, 20-25 (1994).
56. «Коррозия а-ал-бронзы.
в соленой воде «, Б. Г. Атейя, С. М. Сайед и Эль-С. А. Ашур, J.
Электрохим. Soc., 141, 71-78 (1994).
«Коррозия а-ал-бронзы.
в соленой воде «, Б. Г. Атейя, С. М. Сайед и Эль-С. А. Ашур, J.
Электрохим. Soc., 141, 71-78 (1994).
57. «Применение пористого проточного материала Электроды: V. Электровыделение цинка из проточного щелочного цинката при Электроды с насадочным слоем «, М. Э. Эль-Шакре, М. М. Салех, Б. Э. Эль-Анадули. and B.G. Ateya, J. Electrochem.Soc., 141, 441-447 (1994).
58. «Тормозящие эффекты бензотриазола. по коррозии а-аль-бронзы в соленой воде », Э. А. Ашур, С. М. Сайед и Б. Г. Атейя, J. Appl. Electrochem., 25, 137-141 (1995).
59. «Влияние фосфатов на Восприимчивость латуни к коррозионному растрескиванию под напряжением в нитрите натрия, Э.-С.А. Ашур и Б.Г. Атея, Corrosion Sci, 37, 371-380 (1995).
60. «Распределение анодных и участки катодной реакции во время крекинга с участием окружающей среды «, Б.Г. Атейя и Х. У. Пикеринг, Наука о коррозии, 37, 1443-1453 (1995).
61. «Выделение водорода и
Поглощение в канавках границ зерен в сенсибилизированной нержавеющей стали
в условиях анодной поляризации », А. Сегал, Б. Г. Атейя и
H. W. Pickering, J. Electrochem. Soc., 142, L198-L200 (1995).
Сегал, Б. Г. Атейя и
H. W. Pickering, J. Electrochem. Soc., 142, L198-L200 (1995).
62. «Электрообеспечение неблагородных» Металлы с одновременным выделением водорода при протекании через пористые электроды. I. Теоретический », М.M. Saleh, J. W. Weidner и B.G. Ateya, J. Electrochem. Soc., 142, 4113-4121 (1995).
63. «Электрообеспечение неблагородных» Металлы с одновременным выделением водорода при протекании через пористые электроды. II. Экспериментальный «М. М. Салех, Дж. В. Вайднер, Б. Э. Эль-Анадули и B.G. Ateya, J. Electrochem. Soc., 142, 4122-4128 (1995).
64. «Зависящий от времени химикат Исследование сжимающихся межзвездных облаков. I. Изобилие азота и Углеродосодержащие виды », М.Ю. Амин, М. С. Эль-Навави, Б. Г. Атейя и A. Aiad, Earth, Moon and Planets, 69, 95-112 (1995).
65. «Зависящий от времени химикат
Исследование сжимающихся межзвездных облаков. II. Изобилие кислорода и серы
Молекулы », М. Ю. Амин, М. С. Эль-Навави, Б. Г. Атейя и А. Айад,
Земля, Луна и планеты, 69, 113-126 (1995).
Г. Атейя и А. Айад,
Земля, Луна и планеты, 69, 113-126 (1995).
66. «Зависящий от времени химикат Исследование сжимающихся межзвездных облаков. III. Распределение заряда в «Межзвездных облаках», М.Ю. Амин, М. С. Эль-Навави, Б. Г. Атейя и A. Aiad, Earth, Moon and Planets, 69, 127-123 (1995).
67. «Выделение водорода в штабеле Электроды с медным экраном из проточных щелочных растворов, М. С. Эль-Деаб, М. Э. Эль-Шакре, Б. Э. Эль-Анадули и Б. Г. Атейя, Int. J. Водородная энергия, 21, 273-280 (1996).
68. «Автокаталитическое восстановление гематита с водородом в условиях поверхностного контроля. Вакансия Основанный механизм »М.Х. Абдель Хамид, М. М. Хадер, А. Э. Махгуб, Б. Э. Эль-Анадули и Б. Г. Атейя, J. Sol. Стат. Chem., 123, 249-254 (1996).
69. «Высокотемпературная коррозия. низколегированной стали в высокотемпературном растворе хлорида натрия », В. А. Ганем, Ф. М. Байёми и Б. Г. Атея, Corrosion Sci., 38, 1171-1186 (1996).
70. «Эффекты потенциальных и
Кинетические параметры формирования пассивирующей поверхности, богатой благородными металлами.
Слои при селективном растворении бинарных сплавов, Б.Г. Атея
и H. W. Pickering, Corrosion Sci., 38, 1245-1267 (1996).
«Эффекты потенциальных и
Кинетические параметры формирования пассивирующей поверхности, богатой благородными металлами.
Слои при селективном растворении бинарных сплавов, Б.Г. Атея
и H. W. Pickering, Corrosion Sci., 38, 1245-1267 (1996).
71. «Электролитическое производство» водорода на пористых графитовых электродах с Pt из проточной щелочи Solutions, М. С. Эль-Деаб, М. Э. Эль-Шакре, Б. Э. Эль-Анадули и B.G. Ateya, J. Appl. Electrochem., 26, 1133-1137 (1996).
72. «Синергетические взаимодействия Между падением ИК-потенциала и изменением состава во время активации и распространение щелей », H.W. Pickering и B.G. Ateya, Proc. 13-й международный Коррозионная конференция, Мельбурн, Австралия, 25-29 ноября 1996 г.
73. «Кинетика высоких температур. Коррозия стали с низким содержанием Cr-Mo в водном растворе NaCl, В. А. Ганем, Ф. М. Байюми и Б. Г. Атея, in Proc. 2-я Арабская конференция по коррозии, Кувейт, 12-15 октября 1996 г.
74. «Электрохимическое поведение.
медно-алюминиевого сплава в концентрированных щелочных растворах », Э.
А. Ашур и Б.Г. Атея, Электрохим. Acta, 42, 243-250 (1997).
«Электрохимическое поведение.
медно-алюминиевого сплава в концентрированных щелочных растворах », Э.
А. Ашур и Б.Г. Атея, Электрохим. Acta, 42, 243-250 (1997).
75. «Электрообеспечение неблагородных» Металлы с одновременным выделением водорода при протекании через пористые электроды. III. Эффекты времени «, М. М. Салех, Дж. В. Виднер, Б. Э. Эль-Анадули. and B.G. Ateya, J. Electrochem. Soc., 144, 922-927 (1997).
76. «Действие хлорид-ионов». по поглощению и проникновению водорода в железо, А. М. Аллам, B.G. Ateya и H. W. Pickering, Corrosion, 53, 284-289 (1997).
77. «Эффект бензотриазола» по поглощению водорода железом, М. Х. Абдель Хамид, Б. Г. Атейя. и Х. У. Пикеринг, 144, L58 — L61 (1997).
78. «Синергетические эффекты
Истощение хрома и падение омического потенциала на восприимчивость к межгранулярным
Коррозия и водородное охрупчивание сенсибилизированной нержавеющей стали »,
А. Сегал, Б. Г. Атейя и Г. В. Пикеринг, Acta Mater. , 45, 3389-3399
(1997).
, 45, 3389-3399
(1997).
79.»Влияние тиосульфата на Коррозионное растрескивание под напряжением сенсибилизированной нержавеющей стали 316 », Э. А. Ашур, Э. Абд Эльмегид и Б. Г. Атейя, Коррозия, 53, 612-616 (1997).
80. «Кинетика легирования. Cu 5 ат.% золота », Б. Г. Атейя, Дж. Д. Фриц и Х. У. Пикеринг, J. Electrochem. Soc., 144, 2606-2613 (1997).
81. «Эффекты межфазной границы» Адсорбция на минеральной плавучести «, Ахмед Йехиа, Асем А. Атия и Бадр Г. Атея, в «Труды XX Международной обработки Конгресс, Ахен, Германия, сентябрь.21-26, 1997.
82. «Адсорбция сульфоната. на монокристалле флюорита, исследованном методом внутреннего отражения FT-IR Спектроскопия, А. Йехиа, А. А. Атия, Б. Г. Атея, Наука адсорбции. and Technology, 15, 685-694 (1997).
83. «Эффекты бокового взаимодействия по адсорбции некоторых ПАВ на границе раздела вода-воздух », А. Йехиа, А. Аттиа, Б.Г. Атея, Афинидад, 55: (473) 40-44 (1998).
84. «Сравнительная адсорбция
катионных и анионных поверхностно-активных веществ », A. Yehia, A. A. Ateya и B.
Г. Атейя, Наука и технология адсорбции, 16, 431-438 (1998).
«Сравнительная адсорбция
катионных и анионных поверхностно-активных веществ », A. Yehia, A. A. Ateya и B.
Г. Атейя, Наука и технология адсорбции, 16, 431-438 (1998).
85. «Электрохимическое удаление свинца из проточных электролитов с использованием электродов с насадочным слоем », М.С. Эль-Деаб, М. М. Салех, Б. Э. Эль Анадули и Б.Г. Атея, суб. в J. Electrochem. Soc., 146, 208-213 (1999).
86. «Значение аспекта Коэффициент щелевой коррозии, Б.Г. Атейя, Х.В. Пикеринг, Труды 8-го Международного симпозиума по пассивности металлов и полупроводников, P000-000, Б. М. Айвс и др., Электрохимическое общество (1999).
87. «Действие иодид-ионов. по кинетике поглощения водорода железом, М. Х. Абд Эль Хамид, B.G. Ateya, H. W. Pickering, J. Electrochem. Soc., Представленный (1999).
88. «Действие сульфидных ионов.
о целостности защитной пленки бензотриазола на Alfa Brass
в соленой воде «Э.A. Ashour, H. S. Hegazy и B.G. Ateya, J. Electrochem.
Soc. , Представленный (1999).
, Представленный (1999).
89. «Значение открытия Размер, соотношение сторон и коэффициент масштабирования при щелевой коррозии », B. G. Ateya, M. Abdulsalam и H. W. Pickering, J. Electrochem. Soc., Представленный (1999)
90. «Значение потенциала Распределение в щелях железа в нейтральных хлоридных средах », М. Абдусалам, Б.Г. Атея и Х. Пикеринг, Труды Международного Симпозиум в честь Н.Сато: пассивность и локальная коррозия, Гавайи, Октябрь (1999).
91. «Характеристика Начальные этапы селективного растворения сплавов Cu-Au », Б.Г. Атея. С.Гех и Х.В. Пикеринг, в стадии подготовки.
92. «Расчет ставки Константа поглощения водорода металлами, М. Х. Абд Эльхамид, Б. Г. Атейя и Х. У. Пикеринг, в стадии подготовки.
93. «Расчет ставки Константы и покрытие из поляризационных кривых выделения водорода », М.Х. Абд Эльхамид, Б. Г. Атейя и Х. У. Пикеринг, на стадии подготовки.
94. «Эффект бензотриазола»
по кинетике адсорбции водорода в железе, М. Х. Абд Эльхамид,
Б. Г. Атейя и Г. У. Пикеринг, в стадии подготовки.
Х. Абд Эльхамид,
Б. Г. Атейя и Г. У. Пикеринг, в стадии подготовки.
95. «Синергетическое ингибирование Влияние бензотриазола и ионов меди на проникновение водорода через Iron, М. Х. Абд Эльхамид, Б. Г. Атейя и Х. У. Пикеринг, в стадии подготовки.
96. «Поведение при коррозии под напряжением. алюминиевой бронзы Alfa в концентрированных щелочных растворах », Э.Ашур, Э. А. Абдель Эль Мегид и Б. Г. Атейя, в стадии подготовки.
Для связи с доктором Атейей: атея @ kuc01.kuniv.edu.kw
Последнее обновление: 13 сен 1999 г.
Стимуляция парализованных четырехглавых мышц с помощью последовательно и пространственно распределенных электродов при динамическом разгибании колена | Журнал нейроинжиниринга и реабилитации
Jacobs PL, Nash MS. Рекомендации по упражнениям для людей с травмой спинного мозга.Sports Med. 2004; 34 (11): 727–51.
PubMed Статья PubMed Central Google ученый
Майерс Дж., Ли М., Киратли Дж. Сердечно-сосудистые заболевания при травме спинного мозга: обзор распространенности, риска, оценки и лечения. Am J Phys Med Rehabil. 2007; 86 (2): 142–52.
PubMed Статья PubMed Central Google ученый
Нэш М.С. Физические упражнения как оздоровительное занятие после травмы спинного мозга.J Neurol Phys Ther. 2005; 29 (2): 87–103.
PubMed Статья PubMed Central Google ученый
Bresnahan JJ, Farkas GJ, Clasey JL, Yates JW, Gater DR. Эргометрия кривошипа улучшает факторы риска сердечно-сосудистых заболеваний и мобильность сообщества независимо от состава тела при высоком двигательном полном повреждении спинного мозга. J Spinal Cord Med. 2018;: 1–21. https://doi.org/10.1080/107
Эргометрия кривошипа улучшает факторы риска сердечно-сосудистых заболеваний и мобильность сообщества независимо от состава тела при высоком двигательном полном повреждении спинного мозга. J Spinal Cord Med. 2018;: 1–21. https://doi.org/10.1080/107
.2017.1412562. https: //www.ncbi.nlm.nih.gov / pubmed / 29334345.
Creasey GH, Ho CH, Triolo RJ, Gater DR, DiMarco AF, Bogie KM, Keith MW. Клиническое применение электростимуляции после травмы спинного мозга. J Spinal Cord Med. 2004; 27 (4): 365–75.
PubMed Статья Google ученый
Hagen EM. Острые осложнения травм спинного мозга. Мир J Orthop. 2015; 6 (1): 17–23.
PubMed PubMed Central Статья Google ученый
 org/ScholarlyArticle»> 7
org/ScholarlyArticle»> 7Brurok B, Helgerud J, Karlsen T., Leivseth G, Hoff J.Влияние аэробной высокоинтенсивной гибридной тренировки на ударный объем и пиковое потребление кислорода у мужчин с травмой спинного мозга. Am J Phys Med Rehabil. 2011; 90 (5): 407–14.
PubMed Статья Google ученый
Дэвис Г.М., Хамзайд Н.А., Форнусек К. Кардиореспираторные, метаболические и биомеханические реакции во время функциональной электростимуляции ног: польза для здоровья и фитнеса. Искусственные органы. 2008; 32 (8): 625–9.
PubMed Статья Google ученый
Декер М.Дж., Гриффин Л., Абрахам Л.Д., Брандт Л.Поочередная стимуляция синергетических мышц во время цикла функциональной электростимуляции улучшает выносливость у людей с травмой спинного мозга. J Electromyogr Kinesiol. 2010; 20 (6): 1163–9.
CAS PubMed Статья Google ученый
Долбоу Д.Р., Горжи А.С., Гатер Д.Р., Мур-младший. Изменения в составе тела после 12 месяцев езды на велосипеде FES: случай 60-летней женщины с параплегией. Спинной мозг. 2014; 52 Дополнение 1: 3–4.
Артикул Google ученый
Frotzler A, Coupaud S, Perret C, Kakebeeke TH, Hunt KJ, Donaldson NDN, Eser P. Цикл FES в больших объемах частично восстанавливает потерю костной массы у людей с хронической травмой спинного мозга. Кость. 2008; 43 (1): 169–76.
PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 12
org/ScholarlyArticle»> 12Bersch I, Tesini S, Bersch U, Frotzler A. Функциональная электрическая стимуляция при травме спинного мозга: клинические данные по сравнению с повседневной практикой.Искусственные органы. 2015; 39 (10): 849–54.
PubMed Статья PubMed Central Google ученый
Popović DB. Достижения в области функциональной электростимуляции (ФЭС). J Electromyogr Kinesiol. 2014; 24 (6): 795–802.
PubMed Статья PubMed Central Google ученый
Duffell LD, de Donaldson NN, Newham DJ. Почему метаболическая эффективность FES-цикла низкая? IEEE Trans Neural Syst Rehabil Eng.2009; 17 (3): 263–9.
PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 15
org/ScholarlyArticle»> 15Gorgey AS, Black CD, Elder CP, Дадли, Джорджия. Влияние параметров электростимуляции на утомляемость скелетных мышц. J Orthop Sports Phys Ther. 2009; 39 (9): 684–92.
PubMed Статья PubMed Central Google ученый
Хант К.Дж., Фанг Дж., Сенгсуван Дж., Гроб М., Лаубахер М.Об эффективности езды на велосипеде FES: рамки и систематический обзор. Технол Здравоохранение. 2012; 20 (5): 395–422.
CAS PubMed PubMed Central Google ученый
Maffiuletti NA. Физиологические и методологические аспекты использования нервно-мышечной электростимуляции. Eur J Appl Physiol. 2010; 110 (2): 223–34.
PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 18
org/ScholarlyArticle»> 18Newham DJ, Donaldson Nde N.FES велоспорт. Acta Neurochir Suppl. 2007; 97 (Pt 1): 395–402.
CAS PubMed PubMed Central Google ученый
Chou LW, Binder-Macleod S. Влияние частоты стимуляции и утомления на соотношение сила-интенсивность для скелетных мышц человека. Clin Neurophysiol. 2007; 118 (6): 1387–96.
PubMed PubMed Central Статья Google ученый
Делей Г., Ларош Д., Бабо Н.Влияние модели электростимуляции на выработку силы четырехглавой мышцы и утомляемость. Мышечный нерв. 2014; 49 (5): 760–3.
PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 21
org/ScholarlyArticle»> 21Дрейбати Б., Лавет С., Пинти А., Пумарат Г. Влияние частоты электростимуляции на силу и утомляемость скелетных мышц. Ann Phys Rehabil Med. 2010; 53 (4): 266–71.
CAS PubMed Статья PubMed Central Google ученый
Eser PC, Donaldson Nde N, Knecht H, Stussi E.Влияние различных частот стимуляции на выходную мощность и утомляемость при FES-циклировании у недавно травмированных ученых. IEEE Trans Neural Syst Rehabil Eng. 2003; 11 (3): 236–40.
PubMed Статья PubMed Central Google ученый
Биндер-Маклеод С., Кесар Т. Уловистое свойство скелетных мышц: недавние открытия и клинические последствия. Мышечный нерв. 2005; 31 (6): 681–93.
PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 24
org/ScholarlyArticle»> 24Cometti C, Babault N, Deley G.Влияние схем электростимуляции с постоянной и двойной частотой на производство силы в мышцах-разгибателях колена. PLoS ONE. 2016; 11 (5): 0155429.
Артикул CAS Google ученый
Скотт В.Б., Ли СКК, Джонстон Т.Э., Бинкли Дж., Биндер-Маклеод С. Влияние модели электростимуляции на силовые реакции парализованных четырехглавых мышц человека. Мышечный нерв. 2007; 35 (4): 471–8.
PubMed Статья PubMed Central Google ученый
Аксоз Э.А., Лаубахер М., Биндер-Маклеод С., Хант К.Дж.Эффект стохастической модуляции межимпульсного интервала при стимулированном изокинетическом разгибании ног. Eur J Transl Myol. 2016; 26 (3): 229–34.
Артикул Google ученый
Грэм ГМ, Трэшер Т.А., Попович МР. Влияние случайной модуляции параметров функциональной электростимуляции на утомляемость мышц. IEEE Trans Neural Syst Rehabil Eng. 2006; 14 (1): 38–45.
PubMed Статья PubMed Central Google ученый
Graupe D, Suliga P, Prudian C, Kohn KH.Стохастически модулированная стимуляция для снижения мышечной усталости в стимулируемых местах у пациентов с параличом нижних конечностей с использованием функциональной электрической стимуляции для разгибания ног. Neurol Res. 2000; 22 (7): 703–4.
CAS PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 29
org/ScholarlyArticle»> 29Трэшер А., Грэм ГМ, Попович МР. Снижение мышечной утомляемости за счет функциональной электростимуляции с использованием случайной модуляции параметров стимуляции. Искусственные органы.2005; 29 (6): 453–8.
PubMed Статья PubMed Central Google ученый
Горжи А.С., Дадли, Джорджия. Роль длительности импульса и длительности стимуляции в максимизации нормализованного крутящего момента во время нервно-мышечной электростимуляции. J Orthop Sports Phys Ther. 2008; 38 (8): 508–16.
PubMed PubMed Central Статья Google ученый
Gorgey AS, Mahoney E, Kendall T, Dudley GA.Влияние параметров нервно-мышечной электростимуляции на удельное напряжение. Eur J Appl Physiol. 2006; 97 (6): 737–44.
Eur J Appl Physiol. 2006; 97 (6): 737–44.
PubMed Статья Google ученый
Месин Л., Мерло Э., Мерлетти Р., Орицио С. Исследование набора двигательных единиц во время стимулированных сокращений передней большеберцовой мышцы. J Electromyogr Kinesiol. 2010; 20 (4): 580–9.
CAS PubMed Статья Google ученый
Okuma Y, Bergquist AJ, Hong M, Chan KM, Collins DF.Место электростимуляции влияет на пространственное распределение двигательных единиц, задействованных в передней большеберцовой мышце. Clin Neurophysiol. 2013; 124 (11): 2257–63.
PubMed Статья Google ученый
 org/ScholarlyArticle»> 34
org/ScholarlyArticle»> 34Heckman CJ, Enoka RM. Моторный блок. Compr Physiol. 2012; 2 (4): 2629–82.
CAS PubMed Google ученый
Райхель М., Брейер Т., Майр В., Раттай Ф. Моделирование трехмерного электрического поля в процессе функциональной электростимуляции.Искусственные органы. 2002; 26 (3): 252–5.
PubMed Статья Google ученый
Бергквист AJ, Clair JM, Lagerquist O, Mang CS, Okuma Y, Collins DF. Нервно-мышечная электростимуляция: последствия электрически вызванного сенсорного залпа. Eur J Appl Physiol. 2011; 111 (10): 2409–26.
CAS PubMed Статья Google ученый
 org/ScholarlyArticle»> 37
org/ScholarlyArticle»> 37Дауни Р.Дж., Беллман М., Каваи Х., Грегори С.М., Диксон В.Сравнение индуцированного мышечного утомления при асинхронной и синхронной электростимуляции в трудоспособных группах населения и популяциях с травмой спинного мозга. IEEE Trans Neural Syst Rehabil Eng. 2015; 23 (6): 964–72.
PubMed Статья PubMed Central Google ученый
Botter A, Oprandi G, Lanfranco F, Allasia S, Maffiuletti NA, Minetto MA. Атлас мышечно-двигательных точек нижней конечности: значение для процедур электростимуляции и расположения электродов.Eur J Appl Physiol. 2011; 111 (10): 2461–71.
PubMed Статья PubMed Central Google ученый
Гоббо М., Гаффурини П., Биссолотти Л. , Эспозито Ф., Орицио С. Чрескожная нервно-мышечная электрическая стимуляция: влияние расположения электродов и настроек амплитуды стимула на мышечный ответ. Eur J Appl Physiol. 2011; 111 (10): 2451–9.
, Эспозито Ф., Орицио С. Чрескожная нервно-мышечная электрическая стимуляция: влияние расположения электродов и настроек амплитуды стимула на мышечный ответ. Eur J Appl Physiol. 2011; 111 (10): 2451–9.
CAS PubMed Статья PubMed Central Google ученый
Gobbo M, Maffiuletti NA, Orizio C, Minetto MA.Идентификация мышечно-моторных точек необходима для оптимизации использования нервно-мышечной электростимуляции. J Neuroeng Rehabil. 2014; 11:17.
PubMed PubMed Central Статья Google ученый
Pournezam M, Andrews BJ, Baxendale RH, Phillips GF, Paul JP. Снижение мышечной утомляемости человека с помощью циклической стимуляции. J Biomed Eng. 1988; 10 (2): 196–200.
CAS PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 42
org/ScholarlyArticle»> 42Попович Л.З., Малешевич Н.М.Мышечная усталость четырехглавой мышцы у пациентов с параличом нижних конечностей: сравнение стимуляции поверхности одним электродом и несколькими подушечками. Conf Proc IEEE Eng Med Biol Soc. 2009; 2009: 6785–8.
PubMed PubMed Central Google ученый
Malesevic NM, Popovic LZ, Schwirtlich L, Popovic DB. Распределенная низкочастотная функциональная электрическая стимуляция задерживает мышечную усталость по сравнению с традиционной стимуляцией. Мышечный нерв. 2010; 42 (4): 556–62.
PubMed Статья PubMed Central Google ученый
Лаубахер М., Аксоз А.Е., Ринер Р., Биндер-Маклеод С., Хант К.Дж. Выходная мощность и характеристики усталости с использованием пространственно распределенной последовательной стимуляции в задаче динамического разгибания колена. Eur J Appl Physiol. 2017; 117 (9): 1787–98.
Eur J Appl Physiol. 2017; 117 (9): 1787–98.
PubMed PubMed Central Статья Google ученый
Бергквист А.Дж., Баббар В., Али С., Попович М.Р., Масани К.Снижение утомляемости при агрегированной и распределенной последовательной стимуляции. Мышечный нерв. 2017; 56 (2): 271–81.
PubMed Статья PubMed Central Google ученый
Саенко Д.Г., Нгуен Р., Попович М.Р., Масани К. Снижение мышечной усталости во время чрескожной нервно-мышечной электростимуляции за счет пространственного и последовательного распределения источников электростимуляции. Eur J Appl Physiol. 2014; 114 (4): 793–804.
PubMed PubMed Central Статья Google ученый
 org/ScholarlyArticle»> 47
org/ScholarlyArticle»> 47Нгуен Р., Масани К., Мицера С, Морари М., Попович МР.Пространственно распределенная последовательная стимуляция снижает утомляемость парализованных трехглавых мышц верхней челюсти: тематическое исследование. Искусственные органы. 2011; 35 (12): 1174–80.
PubMed Статья Google ученый
Броман Х., Де Лука С.Дж., Мамбрито Б. Взаимодействие набора моторных единиц и скоростей стрельбы в управлении мышцами человека. Brain Res. 1985; 337 (2): 311–9.
CAS PubMed Статья Google ученый
Де Лука С.Дж., ЛеФевер Р.С., МакКью МП, Ксенакис А.П.Поведение двигательных единиц человека в разных мышцах при линейно меняющихся сокращениях. J Physiol. 1982; 329: 113–28.
CAS PubMed PubMed Central Статья Google ученый
Кастро MJ, Apple Jr DF, Hillegass EA, Dudley GA. Влияние полного повреждения спинного мозга на площадь поперечного сечения скелетных мышц в течение первых 6 месяцев после травмы. Eur J Appl Physiol Occup Physiol. 1999; 80 (4): 373–8.
CAS PubMed Статья PubMed Central Google ученый
Дадли-Явороски С, Шилдс РК.Пластичность мышц и костей после травмы спинного мозга: обзор адаптации к неиспользованию и к электрической стимуляции мышц. J Rehabil Res Dev. 2008; 45 (2): 283–96.
PubMed PubMed Central Статья Google ученый
 org/ScholarlyArticle»> 52
org/ScholarlyArticle»> 52Malisoux L, Jamart C, Delplace K, Nielens H, Francaux M, Theisen D. Влияние длительного паралича мышц на механику отдельных волокон человека. J. Appl Physiol (1985). 2007; 102 (1): 340–9.
Артикул Google ученый
Лившиц Л.М., Мизрахи Дж., Айнцигер П.Д.Взаимодействие массива конечных электродов со слоистой биологической тканью: влияние размера и конфигурации электродов. IEEE Trans Neural Syst Rehabil Eng. 2001; 9 (4): 355–61.
CAS PubMed Статья PubMed Central Google ученый
Хуан И, Чжэнь З., Сун И, Чжу К., Ван С., Лю Дж. Моторная тренировка увеличивает стабильность паттернов активации в первичной моторной коре. PLoS ONE. 2013; 8 (1): 53555.
Артикул CAS Google ученый
Мартин Р., Садовски К., Обст К., Мейер Б., Макдональд Дж.Функциональная электростимуляция при травме спинного мозга: от теории к практике. Верхний спинной мозг Inj Rehabil. 2012; 18 (1): 28–33.
PubMed Статья PubMed Central Google ученый
Кэри Т.С., Боден С.Д. Важное руководство по отчетам о серии случаев. Позвоночник (Phila Pa 1976). 2003; 28 (15): 1631–4.
Google ученый
Джангрегорио Л., Маккартни Н.Потеря костной массы и атрофия мышц при травме спинного мозга: эпидемиология, прогноз переломов и стратегии реабилитации. J Spinal Cord Med. 2006; 29 (5): 489–500.
J Spinal Cord Med. 2006; 29 (5): 489–500.
PubMed PubMed Central Статья Google ученый
Ванденборн К., Эллиотт М.А., Уолтер Г.А., Абдус С., Окереке Э., Шаффер М., Тахерния Д., Эстерхай Дж. Продольное исследование адаптации скелетных мышц при иммобилизации и реабилитации. Мышечный нерв. 1998; 21 (8): 1006–12.
CAS PubMed Статья PubMed Central Google ученый
Ditor DS, Hamilton S, Tarnopolsky MA, Green HJ, Craven BC, Parise G, Hicks AL. Концентрация Na +, k + -атпазы и распределение типов волокон после травмы спинного мозга. Мышечный нерв. 2004; 29 (1): 38–45.
CAS PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 60
org/ScholarlyArticle»> 60Адамс Г.Р., Харрис Р.Т., Вудард Д., Дадли Г.А.Картирование электрической стимуляции мышц с помощью МРТ. J Appl Physiol. 1993; 74 (2): 532–7.
CAS PubMed Статья PubMed Central Google ученый
Берри HR, Kakebeeke TH, Donaldson N, Perret C, Hunt KJ. Энергетика парализованного цикла: адаптация к 12 месяцам тренировок большого объема. Технол Здравоохранение. 2012; 20 (2): 73–84.
CAS PubMed PubMed Central Google ученый
Chilibeck PD, Jeon J, Weiss C, Bell G, Burnham R.Гистохимические изменения в мышцах людей с травмой спинного мозга после функциональных тренировок с электрической стимуляцией. Спинной мозг. 1999; 37 (4): 264–8.
CAS PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 63
org/ScholarlyArticle»> 63Duffell LD, Donaldson N. d. Н., Перкинс Т.А., Раштон Д.Н., Хант К.Дж., Какебик Т.Х., Ньюхэм Д. Длительная интенсивная езда на велосипеде с электрической стимуляцией у людей с травмой спинного мозга: влияние на свойства мышц и их отношение к выходной мощности.Мышечный нерв. 2008; 38 (4): 1304–11.
PubMed Статья PubMed Central Google ученый
Gorgey AS, Khalil RE, Lester RM, Dudley GA, Gater DR. Парадигмы тренировки электростимуляции нижних конечностей после травмы спинного мозга. J Vis Exp. 2018; 132: e57000.
Google ученый
Hodson-Tole EF, Wakeling JM. Набор моторных единиц для динамических задач: текущее понимание и будущие направления.J. Comp Physiol B. 2009; 179 (1): 57–66.
2009; 179 (1): 57–66.
PubMed Статья PubMed Central Google ученый
Рубинштейн С., Камен Г. Снижение скорости активации двигательных единиц во время длительных сокращений с максимальным усилием у молодых и пожилых людей. J Electromyogr Kinesiol. 2005; 15 (6): 536–43.
PubMed Статья PubMed Central Google ученый
Кун А., Келлер Т., Лоуренс М., Морари М.Влияние размера электродов на избирательность и комфорт при чрескожной электростимуляции предплечья. IEEE Trans Neural Syst Rehabil Eng. 2010; 18 (3): 255–62.
PubMed Статья PubMed Central Google ученый
 org/ScholarlyArticle»> 68
org/ScholarlyArticle»> 68Лаубахер М., Аксоз Э.А., Биндер-Маклеод С., Хант К.Дж. Сравнение проксимально и дистально расположенных пространственно распределенных последовательных электродов стимуляции в задаче динамического разгибания колена.Eur J Transl Myol. 2016; 26 (2): 110–5.
Артикул Google ученый
Алон Г, Кантор Г, Хо Х.С. Влияние размера электродов на основные возбудительные реакции и выбранные параметры стимула. J Orthop Sports Phys Ther. 1994; 20 (1): 29–35.
CAS PubMed Статья PubMed Central Google ученый
Келлер Т., Кун А. Электроды для чрескожной (поверхностной) электростимуляции.J Автоматическое управление. 2008; 18 (2): 35–45.
Артикул Google ученый
 org/ScholarlyArticle»> 71
org/ScholarlyArticle»> 71Binder-Macleod S, Halden EE, Jungles KA. Влияние интенсивности стимуляции на физиологические реакции двигательных единиц человека. Медико-спортивные упражнения. 1995; 27 (4): 556–65.
CAS PubMed Статья Google ученый
Эльбасиуны С.М., Мороз Д, Бакр М.М., Мушахвар В.К. Лечение спастичности после травмы спинного мозга: современные методы и направления на будущее.Neurorehabil Neural Repair. 2010; 24 (1): 23–33.
PubMed Статья Google ученый
Кесар Т., Чоу Л-В, Биндер-Маклеод С. Влияние частоты стимуляции в зависимости от модуляции длительности импульса на мышечную усталость. J Electromyogr Kinesiol. 2008; 18 (4): 662–71.
PubMed Статья Google ученый
 org/ScholarlyArticle»> 74
org/ScholarlyArticle»> 74Биндер-Маклеод С., Герин Т. Сохранение выходной силы за счет постепенного снижения частоты стимуляции четырехглавой мышцы бедра человека.Phys Ther. 1990; 70 (10): 619–25.
CAS PubMed Статья Google ученый
Грегори К.М., Диксон В., Бикель С.С. Влияние различной частоты и продолжительности импульса на производство крутящего момента в мышцах и утомляемость. Мышечный нерв. 2007; 35 (4): 504–9.
PubMed Статья Google ученый
Биринг-Соренсен Б., Кристенсен И.Б., Кьяер М., Биеринг-Соренсен Ф. Мышца после травмы спинного мозга.Мышечный нерв. 2009; 40 (4): 499–519.
PubMed Статья CAS Google ученый
 org/ScholarlyArticle»> 77
org/ScholarlyArticle»> 77Салтин Б., Хенрикссон Дж., Найгаард Э., Андерсен П., Янссон Э. Типы волокон и метаболические потенциалы скелетных мышц у людей, ведущих сидячий образ жизни, и бегунов на выносливость. Ann N Y Acad Sci. 1977; 301: 3–29.
CAS PubMed Статья Google ученый
Лившиц Л.М., Эйнцигер П.Д., Мизрахи Дж.Распределение тока в скелетных мышцах, активируемых функциональной электрической стимуляцией: формулировка серии изображений и изометрическая кривая набора. Ann Biomed Eng. 2000; 28: 1218–28.
CAS PubMed Статья Google ученый
Лаубахер М., Аксоз Э.А., Берш И., Хант К.Дж. Дорога в Cybathlon 2016 — велокоманда функциональной электростимуляции ИРПТ / СПЗ. Eur J Transl Myol. 2017; 27 (4): 259–64.
Eur J Transl Myol. 2017; 27 (4): 259–64.
Артикул Google ученый
Ринер Р.Кибатлон способствует развитию вспомогательных технологий для людей с ограниченными физическими возможностями. J NeuroEngineering Rehabil. 2016; 13 (1): 49.
Артикул Google ученый
Brown TI, Huang Y, Morgan DL, Proske U, Wise A. Новая стратегия контроля уровня активации в искусственно стимулированной мышце. IEEE Trans Rehabil Eng. 1999; 7 (2): 167–73.
CAS PubMed Статья PubMed Central Google ученый
Дусет Б.М., Лам А, Гриффин Л.Нервно-мышечная электростимуляция для функции скелетных мышц.