Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.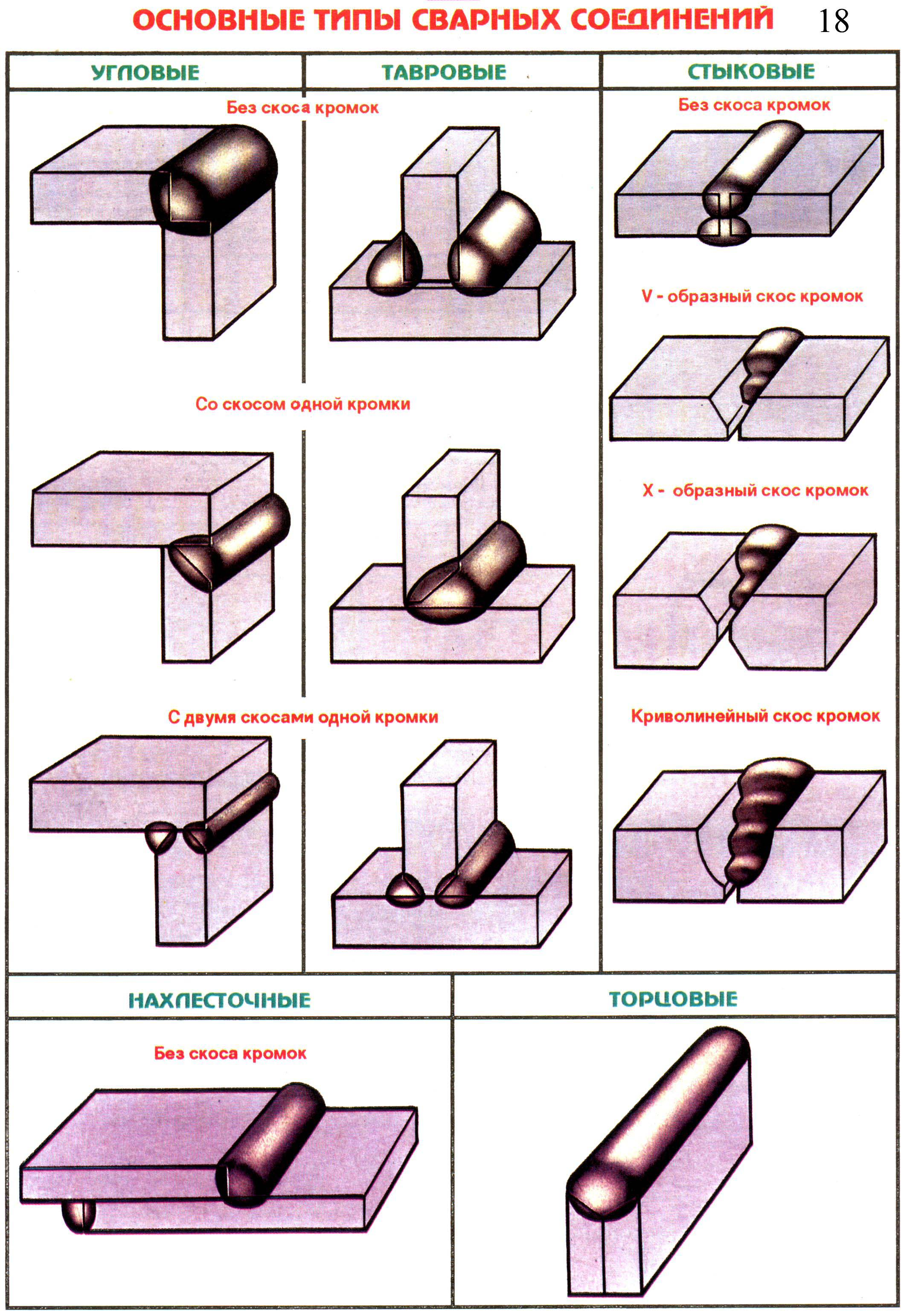
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}ТЕСТ Виды сварных швов | Тест на тему:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Виды сварных швов
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Виды сварных швов.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
- Сварным швом называется:
а) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла;
б) участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
в) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного клея.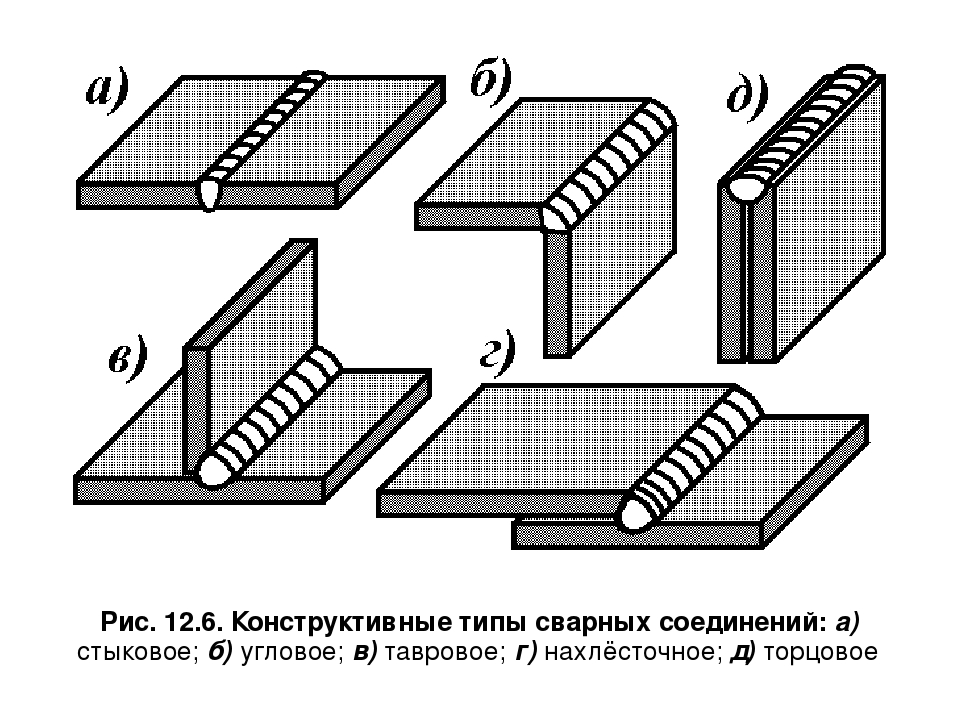
- Стыковым швом называется:
а) сварной шов таврового соединения;
б) сварной шов стыкового соединения;
в) сварной шов торцевого соединения.
- Угловым швом называется:
а) сварной шов стыкового соединения;
б) сварной шов таврового соединения;
в) сварной шов углового, таврового, нахлесточного соединений.
- Непрерывным швом называется:
а) сварной шов с равномерными промежутками по длине;
б) сварной шов без промежутков по длине;
в) сварной шов с неравномерными промежутками по длине
5. Прерывистым швом называется:
а) сварной шов с равномерными промежутками по дайне,
б) сварной шов с промежутками по длине;
в) сварной шов без промежутков по длине.
- Какой шов называется шахматным прерывистым швом?
а) Односторонний прерывистый шов, у которого промежутки на одной стороне расположены против сваренных участков шва с другой стороны.
б) Двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
в) Двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой стороны.
- Что называется валиком?
а) Металл сварного шва, наплавленный или переплавленный за один проход.
б) Металл сварного шва, наплавленный за один проход.
в) Металл сварного шва, переплавленный за два прохода.
- Какой шов называется многослойным?
а) Сварной шов, поперечное сечение которого заварено в один слой.
б) Сварной шов, поперечное сечение которого заварено в два слоя.
в) Сварной шов, поперечное сечение которого заварено в три слоя.
- Что называется корнем шва?
а) Часть сварного шва, расположенная на его лицевой поверхности.
б) Часть сварного шва, наиболее удаленная от его лицевой поверхности.
в) Часть сварного шва, расположенная в последнем выполненном слое.
10. Что называется прихваткой?
а) Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
б) Короткий сварной шов, выполненный в процессе сварки деталей.
в) Сварной шов большой протяженности для фиксации взаимного расположения подлежащих сварке деталей.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | а | б | в | б | б | в | а | б, в | б | а |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
ТЕСТ Виды сварных швов
бюджетное образовательное учреждение Омской области
начального профессионального образования
ТЕСТ
Виды сварных швов
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Виды сварных швов.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
Сварным швом называется:
а) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла;
б) участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
в) участок сварного соединения, образовавшийся в результате кристаллизации расплавленного клея.
Стыковым швом называется:
а) сварной шов таврового соединения;
б) сварной шов стыкового соединения;
в) сварной шов торцевого соединения.
Угловым швом называется:
а) сварной шов стыкового соединения;
б) сварной шов таврового соединения;
в) сварной шов углового, таврового, нахлесточного соединений.
Непрерывным швом называется:
а) сварной шов с равномерными промежутками по длине;
б) сварной шов без промежутков по длине;
в) сварной шов с неравномерными промежутками по длине
5. Прерывистым швом называется:
а) сварной шов с равномерными промежутками по дайне,
б) сварной шов с промежутками по длине;
в) сварной шов без промежутков по длине.
Какой шов называется шахматным прерывистым швом?
а) Односторонний прерывистый шов, у которого промежутки на одной стороне расположены против сваренных участков шва с другой стороны.
б) Двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
в) Двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой стороны.
Что называется валиком?
а) Металл сварного шва, наплавленный или переплавленный за один проход.
б) Металл сварного шва, наплавленный за один проход.
в) Металл сварного шва, переплавленный за два прохода.
Какой шов называется многослойным?
а) Сварной шов, поперечное сечение которого заварено в один слой.
б) Сварной шов, поперечное сечение которого заварено в два слоя.
в) Сварной шов, поперечное сечение которого заварено в три слоя.
Что называется корнем шва?
а) Часть сварного шва, расположенная на его лицевой поверхности.
б) Часть сварного шва, наиболее удаленная от его лицевой поверхности.
в) Часть сварного шва, расположенная в последнем выполненном слое.
10. Что называется прихваткой?
а) Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
б) Короткий сварной шов, выполненный в процессе сварки деталей.
в) Сварной шов большой протяженности для фиксации взаимного расположения подлежащих сварке деталей.
Эталон ответа:
вопрос
1
2
3
4
5
6
7
8
9
10
ответ
б
в
б
б
в
а
б, в
б
а
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.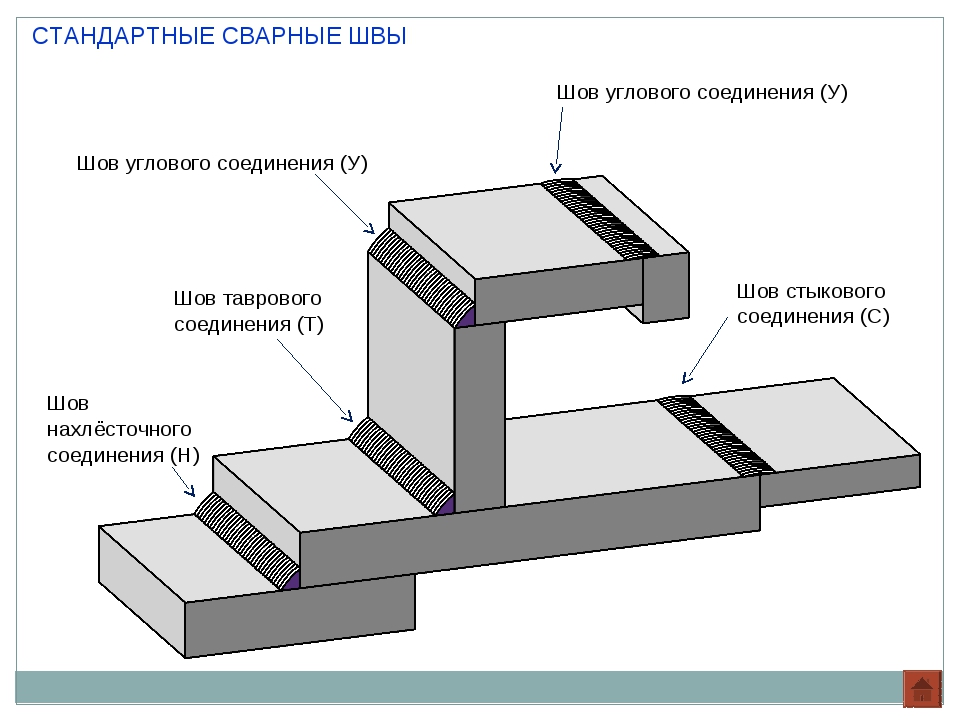
Список использованной литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Виды сварных соединений — Сварные соединения
Виды сварных соединений
Категория:
Сварные соединения
Виды сварных соединений
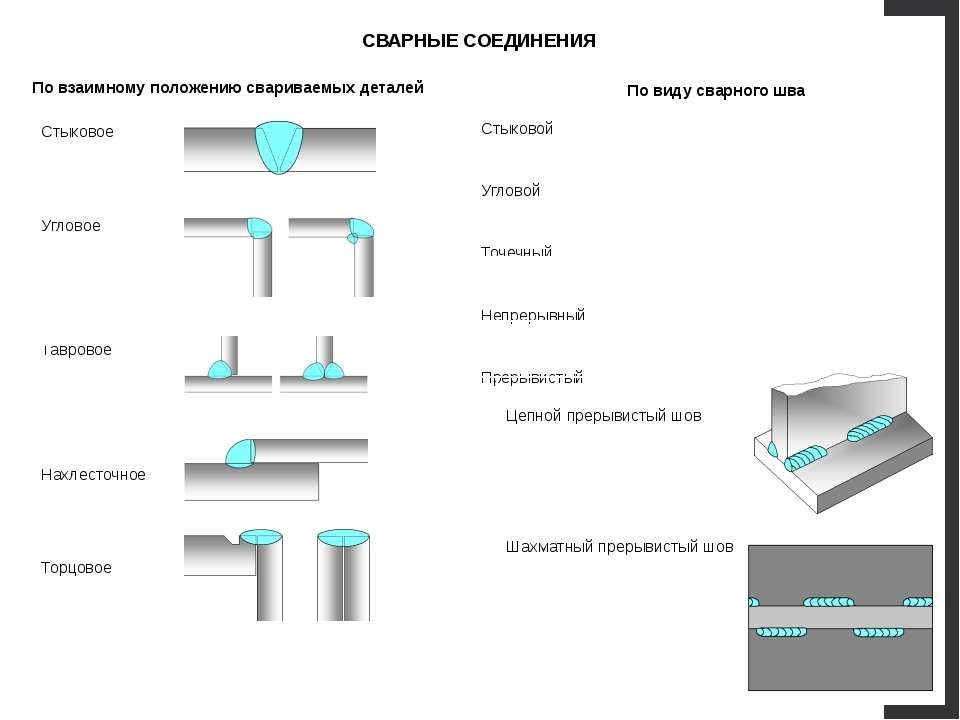
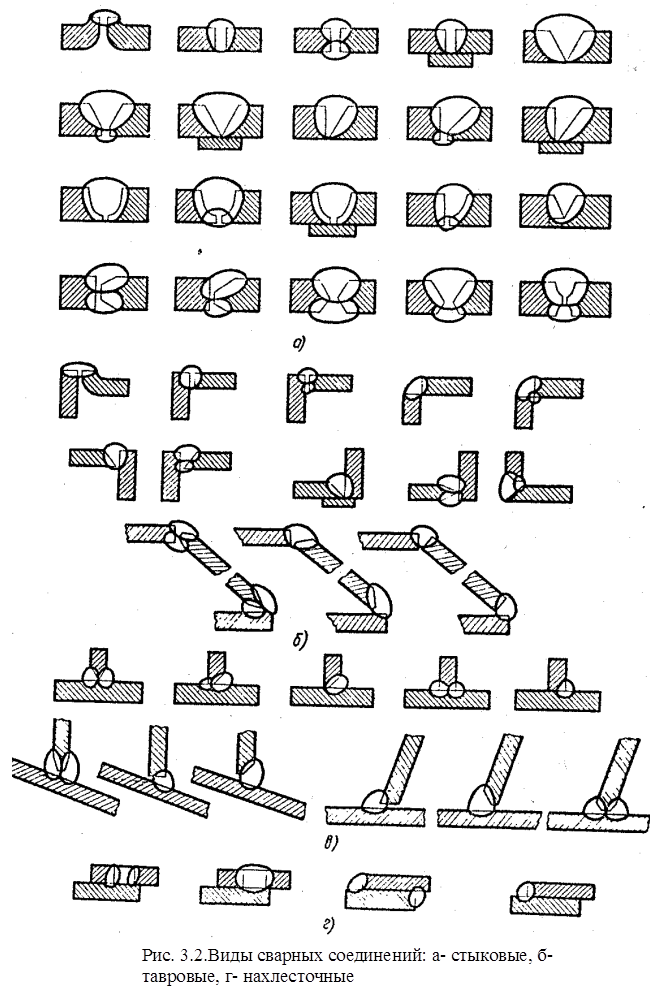
Сварным соединением называют неразъемное соединение нескольких деталей, выполненное сваркой. При сварке плавлением применяют стыковое, нахлесточное, угловое и тавровое соединения. Применяются также соединения прорезные, торцовые, с накладками и электрозаклепочные.
При сварке плавлением применяют стыковое, нахлесточное, угловое и тавровое соединения. Применяются также соединения прорезные, торцовые, с накладками и электрозаклепочные.
В стыковом соединении составляющие его элементы расположены в одной плоскости или на одной поверхности. Оно наиболее распространено в сварных изделиях, так как имеет следующие преимущества перед остальными:
1. Неограниченная толщина свариваемых элементов.
Рис. 1. Основные виды сварных соединений: а — стыковые, б — стыковые с отбортовкой, в — стыковые листов разной толщины, г — нахлесточные, д — угловые, е — тавровые, ж — прорезные, з — торцовые, и — с накладками, к — электрозаклепочные; 1, 3 — свариваемые детали, 2 — накладки
2. Более равномерное распределение силовых линий (напряжений) при передаче усилий от одного элемента к другому.
3. Минимальный расход металла на образование сварного соединения.
4. Надежность и удобство контроля качества соединения рентгеновским излучением с определением места, размеров и характера дефекта сварки.
Недостатками стыковых соединений перед другими видами являются:
1. Необходимость более точной сборки элементов под сварку.
2. Сложность обработки кромок под стыковую сварку профильного металла (уголки, швеллеры, тавры, двутавры).
Угловое соединение — сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев (рис. 38, д).
Тавровое соединение — сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент (рис. 38, е), как правило, угол между элементами прямой.
Угловые и тавровые соединения широко используются при сварке балок, колонн, стоек, каркасов, ферм и др., обеспечивая увеличение жесткости и уменьшение деформаций изделия.
Нахлесточное соединение представляет собой сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга. Эти соединения имеют недостатки: 1. Расход основного металла на перекрытия в соединении.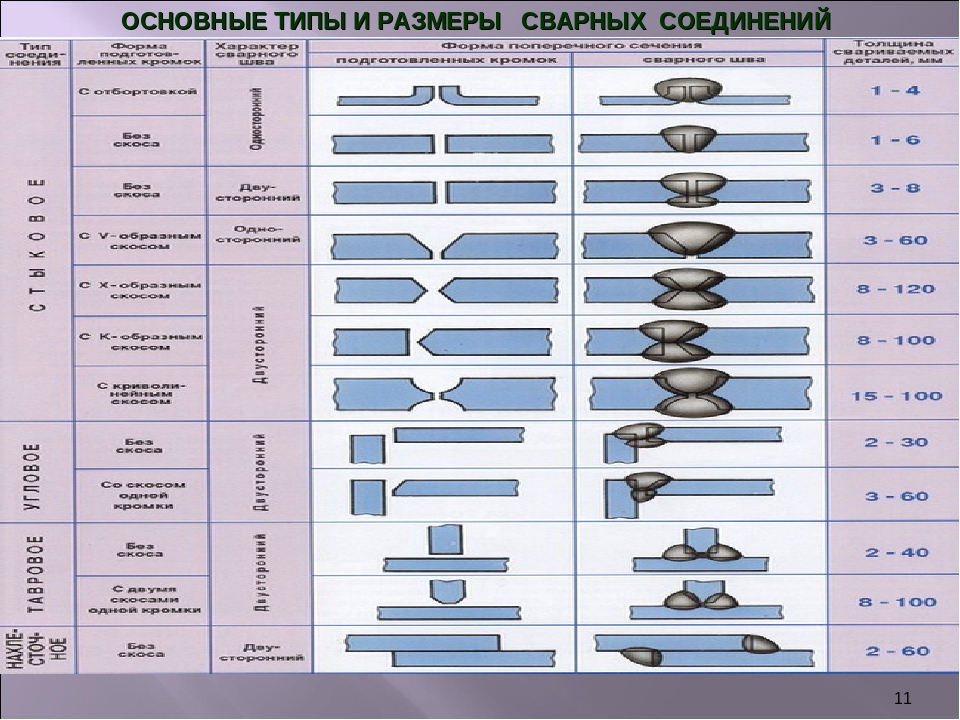 Необходимость экономии металла ограничивает применение нахлесточных соединений для элементов толщиной до 20 мм. Величина нахлестки (перекрытия) должна быть не менее 5 толщин наиболее тонкого из свариваемых элементов.
Необходимость экономии металла ограничивает применение нахлесточных соединений для элементов толщиной до 20 мм. Величина нахлестки (перекрытия) должна быть не менее 5 толщин наиболее тонкого из свариваемых элементов.
2. Распределение силового потока в нахлесточном соединении является нелинейным, поэтому оно хуже работает на переменную или динамическую нагрузку, чем стыковое. В конструкциях, работающих при низких температурах и подвергающихся действию переменных или динамических нагрузок, следует избегать нахлесточных соединений.
3. Возможность проникновения влаги в щель между перекрываемыми листами (при односторонней сварке), что вызывает ржавление сварного соединения.
4. Сложность определения дефектов сварки.
Преимуществами нахлесточного соединения являются:
1. Отсутствие скоса кромок под сварку.
2. Простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Прорезные соединения применяются тогда, когда длина шва нахлесточного соединения не обеспечивает достаточной прочности.
Соединения с накладками применяют только в тех случаях, когда не могут быть выполнены стыковые или на-хлесточные соединения.
Рис. 2. Распределение силовых линий в соединениях: а — стыковом, б —- нахлесточном
Накладки применяются также для соединения элементов из профильного металла и для усиления стыковых соединений.
Соединения электрозаклепками применяют в нахлесточных и тавровых соединениях. При помощи электрозаклепок получают прочные, но не плотные соединения. Верхний лист пробивается или просверливается, а отверстие заваривается так, чтобы был частично проплавлен нижний лист (или профиль). При толщине верхнего листа до 6 мм его можно предварительно не просверливать, а проплавлять дугой, горящей под флюсом или в защитном газе, при этом можно применять и неплавящиеся электроды.
Основные типы и конструктивные элементы электрозаклепоч-ных швов сварных соединений устанавливаются ГОСТ 14776—69.
Реклама:
Читать далее:
Классификация сварных швов
Статьи по теме:
Виды сварных соединений и их применение в швейном производстве
Развитие производства одежды, улучшение ее ассортимента и увеличение объемов выпуска тесно связано с увеличением доли синтетических волокон в сырьевом балансе.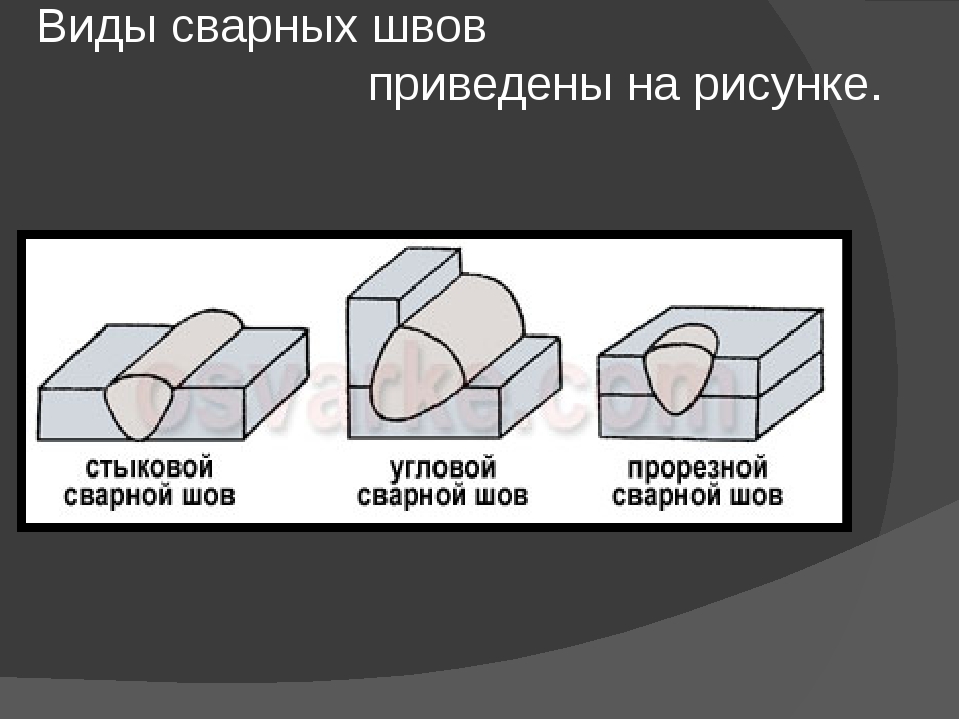 Химические волокна в общем балансе мирового производства волокон всех видов составляют 48,2 %, из них 37,3 % — синтетические волокна, главным образом полиэфирные, полиамидные и полиакрилонитрильные. Синтетические волокна в текстильных материалах позволяют улучшить их потребительские свойства, т. к. для синтетических материалов характерны лёгкость, красивый внешний вид, водостойкость, несминаемость, лёгкость ухода, невысокая цена.
Химические волокна в общем балансе мирового производства волокон всех видов составляют 48,2 %, из них 37,3 % — синтетические волокна, главным образом полиэфирные, полиамидные и полиакрилонитрильные. Синтетические волокна в текстильных материалах позволяют улучшить их потребительские свойства, т. к. для синтетических материалов характерны лёгкость, красивый внешний вид, водостойкость, несминаемость, лёгкость ухода, невысокая цена.
Дальнейшее расширение технологических возможностей высокочастотных методов в швейной отрасли промышленности возможно при изготовлении аппликаций на всех видах материалов, нанесении декоративных швов, приварке карманов, стежке утепленной одежды, одеял, подкладочных материалов, изготовлении одежды из дублированных материалов, имитации стеганых поверхностей при изготовлении спортивных курток и т. д. Примеры сварных соединений приведены на рисунке 1. В швейном производстве применяют три вида сварки: термоконтактную (непрерывную и термоимпульсную), высокочастотную и ультразвуковую.
Однако внедрение высокочастотных методов сварки в перечисленных операциях сдерживается из-за высокого процента электрических пробоев материала, дефектов соединений, нестабильной прочности сварных швов. Это объясняется прежде всего тем, что материалы, в отмеченных операциях, существенно неоднородны по структурным и электрофизическим характеристикам, а существующие режимы высокочастотной сварки, как правило, рассчитаны для материалов с однородной структурой.
Рис. 1. Примеры сварных соединений: а, б — пластиковые упаковки; в — аппликация; г, д, е — выстёгивание ткани с утеплителем
До настоящего времени наибольшее практическое применение в швейной промышленности имела термоконтактная сварка при помощи электронагрева методом последовательной обработки полуфабриката и термоимпульсная методом параллельной обработки.
Сущность термоконтактного способа сварки заключается в том, что нагрев материала осуществляется специальным инструментом при его непосредственном контакте с материалом. Температура нагревателя 300–350 оС. Чтобы не было налипания, используют прокладки из тефлона, кальки. Нагрев инструмента может быть газовый, индукционный, электрический.
Температура нагревателя 300–350 оС. Чтобы не было налипания, используют прокладки из тефлона, кальки. Нагрев инструмента может быть газовый, индукционный, электрический.
Для сварки термопластичных пленок толщиной 0,25–1 мм, а также текстильных материалов с термопластичным полимерным покрытием целесообразно использовать в качестве нагревательного элемента паяльник клиновидной формы, который в результате разогрева внутренних поверхностей свариваемых деталей обеспечивает в зоне контакта сварной шов с последующей его фиксацией прижимными роликами. Методы обработки при этом параллельно-последовательные, скорость продвижения материалов 150 см/мин. При термоконтактной сварке нагрев пленочного материала осуществляется практически мгновенно благодаря пропусканию импульса тока большой силы через нагревательные элементы.
Простота и экономичность термоконтактного способа позволяют использовать его для сварки тонких пленок и текстильных материалов с пленочным термопластичным покрытием при изготовлении специальной и некоторых других видов одежды. Существенными недостатками способа являются: возможность перегрева поверхностного слоя материала, непосредственный контакт нагревателя с материалом и давление его на материал, что приводит к выдавливанию расплава материала в околошовной зоне и снижению прочности соединений.
Существенными недостатками способа являются: возможность перегрева поверхностного слоя материала, непосредственный контакт нагревателя с материалом и давление его на материал, что приводит к выдавливанию расплава материала в околошовной зоне и снижению прочности соединений.
При высокочастотной сварке материалы помещаются между электродами, к которым подаётся переменный ток высокой частоты.
Выделяемое электродами тепло за 2–3 с сваривает материалы. Электроды при этом остаются холодными, поэтому изолировать их нет необходимости. Аппараты для высокочастотной сварки снабжены набором электродов различной формы, поэтому существуют два способа высокочастотной сварки: параллельный и последовательный. Наибольший интерес для швейной промышленности как наиболее производительный представляет параллельный, выполняемый обычно на прессах.
Недостаток высокочастотной сварки — сложность и высокая стоимость установок, а также необходимость местной или общей экранизации.
Этот способ сварки используют для изготовления петель, рельефных отделочных швов в одежде из искусственной кожи, воротников, манжет, карманов мужских сорочек из синтетических тканей, для прикрепления эмблем и аппликаций к деталям одежды.
Ультразвуковая сварка осуществляется за счёт воздействия ультразвуковых колебаний и давления. Ультразвуковую сварку применяют для соединения текстильных материалов из термопластичных волокон. Это тепло размягчает материал, и при сдавливании разогретые поверхности соединяются в зоне контакта. Единого мнения относительно механизма ультразвуковой сварки термопластичных полимеров, в том числе и текстильных синтетических материалов, до настоящего времени нет.
Процесс сварки ультразвуком рассматривается как чистое действие механических колебаний, в результате которых от трения поверхностных слоев в молекулярных цепях возникает необходимое для сварки тепло. При сварке пластмасс, плохо проводящих ультразвуковые колебания, энергия ультразвуковых колебаний преобразуется в тепло в результате микроударов или в результате поглощения ультразвуковых колебаний на свариваемых границах. В начальный момент сварки непосредственно под волноводом, вследствие того, что здесь возникают наибольшие температуры, образуется вязкотекучая прослойка. Под действием сварочного давления она вдавливается во внутренние слои материала. При малой поверхностной плотности материала вязкая масса проникает до его противоположной стороны, оказывая подогревающее действие по всей толщине. Что значительно сокращает продолжительность сварки.
В начальный момент сварки непосредственно под волноводом, вследствие того, что здесь возникают наибольшие температуры, образуется вязкотекучая прослойка. Под действием сварочного давления она вдавливается во внутренние слои материала. При малой поверхностной плотности материала вязкая масса проникает до его противоположной стороны, оказывая подогревающее действие по всей толщине. Что значительно сокращает продолжительность сварки.
Сварка ультразвуком обладает рядом особенностей:
тепло выделяется только в зоне шва, что способствует высокой скорости сварки и незначительным изменениям свойств материала;
сваривать можно загрязненные поверхности, так как все инородные частицы удаляются из зоны шва благодаря сдвиговым колебаниям;
подвод энергии можно осуществлять на значительном расстоянии от места сварки, что позволяет сваривать детали в труднодоступных местах;
сваривать можно различные термопласты;
появляется возможность механизации и автоматизации процессов сварки;
производственные процессы характеризуются экономичностью и чистотой.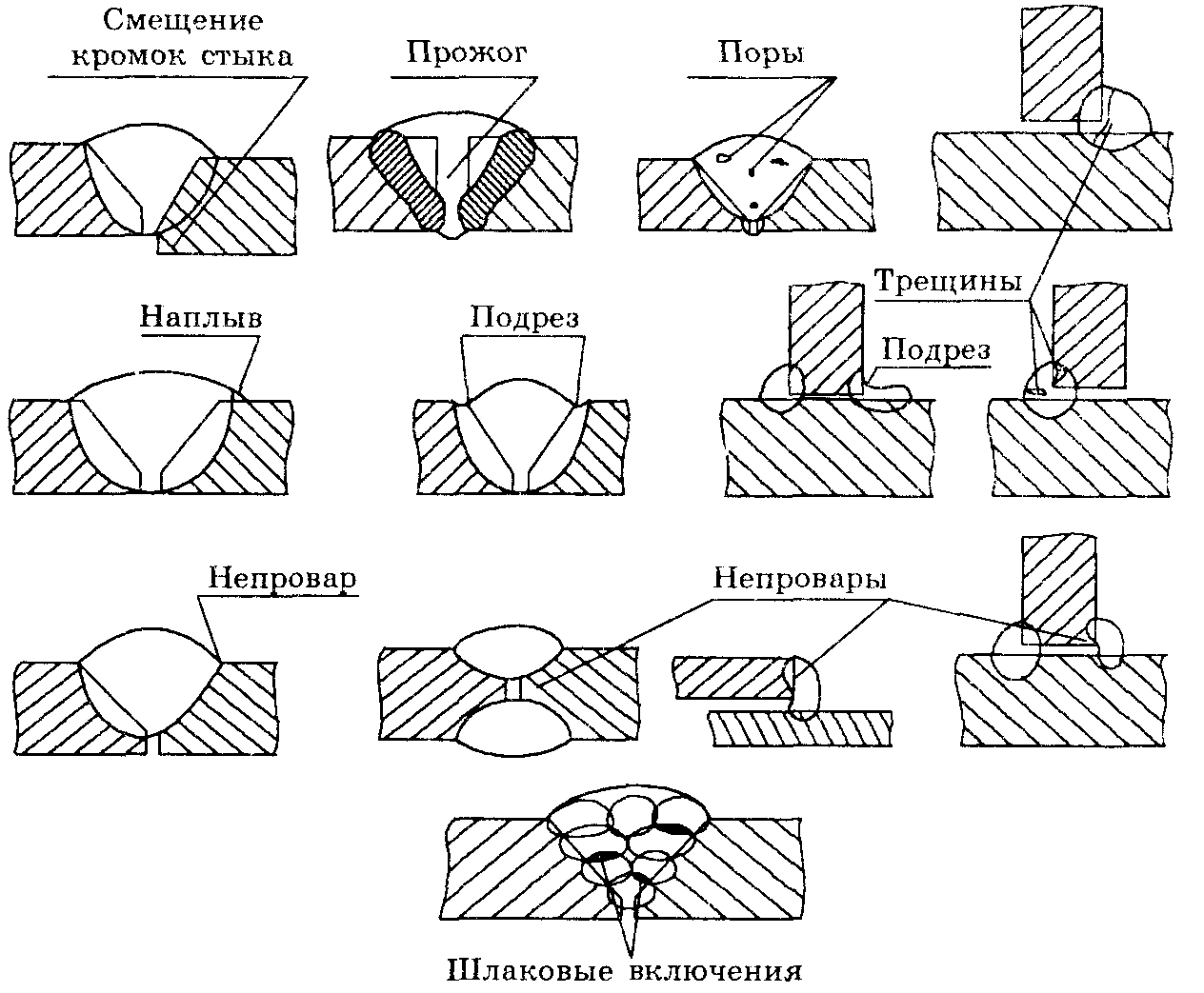
Ультразвуковую сварку осуществляют последовательным способом на машинах проходного типа и по всему контуру шва параллельным способом на прессовом оборудовании.
Область применения ультразвуковой сварки более широкая по сравнению с высокочастотной и термоконтактной сваркой. Этот способ применим для соединения текстильных материалов из всех видов термопластичных волокон. Ультразвуковую сварку применяют для соединения деталей одежды из тканей и трикотажных полотен, основных подкладочных материалов и утеплителя. Путем сваривания можно получать стачные, настрочные, отделочные и другие швы, изготавливать петли, закрепки, прикреплять пуговицы и т. п., выполнять различные по конфигурации и размерам строчки, выполняемые последовательным и параллельным способами.
Анализ отечественной и зарубежной литературы по рассматриваемому вопросу показывает, что технологические параметры процесса соединения материалов с анизотропной структурой в поле токов высокой частоты (ТВЧ), связаны с физико-электрическими и структурными характеристиками материалов более сложными функциональными связями, чем в случае соединения материалов с изотропной структурой. В то же время разработанные в настоящее время режимы соединения и технологические возможности оборудования не учитывают отмеченных особенностей. Этим, в частности, может быть объяснен высокий процент электрических пробоев (до 40 %) при соединении материалов с анизотропной структурой в поле ТВЧ. В этой связи авторы [1] отмечали, что для расширения области использования высокочастотной сварки необходимо обеспечить полное отсутствие случаев пробоя, так как тканевые (как и нетканые) материалы гораздо дороже пленочных
В то же время разработанные в настоящее время режимы соединения и технологические возможности оборудования не учитывают отмеченных особенностей. Этим, в частности, может быть объяснен высокий процент электрических пробоев (до 40 %) при соединении материалов с анизотропной структурой в поле ТВЧ. В этой связи авторы [1] отмечали, что для расширения области использования высокочастотной сварки необходимо обеспечить полное отсутствие случаев пробоя, так как тканевые (как и нетканые) материалы гораздо дороже пленочных
Мало изучены возможности высокочастотной сварки при изготовлении швейных изделий технического назначения, при соединении термопластичных материалов с нетермопластичными с использованием промежуточных веществ и материалов с высоким фактором потерь, или апретирующих составов, позволяющих уменьшить диссипацию энергии в порах материала и повысить эффективность высокочастотных методов сварки. Практически полное отсутствие методик оптимизации расхода отмеченных веществ и вспомогательных материалов, критериев эффективности использования этих методов высокочастотной сварки ограничивают область ее применения в швейной отрасли.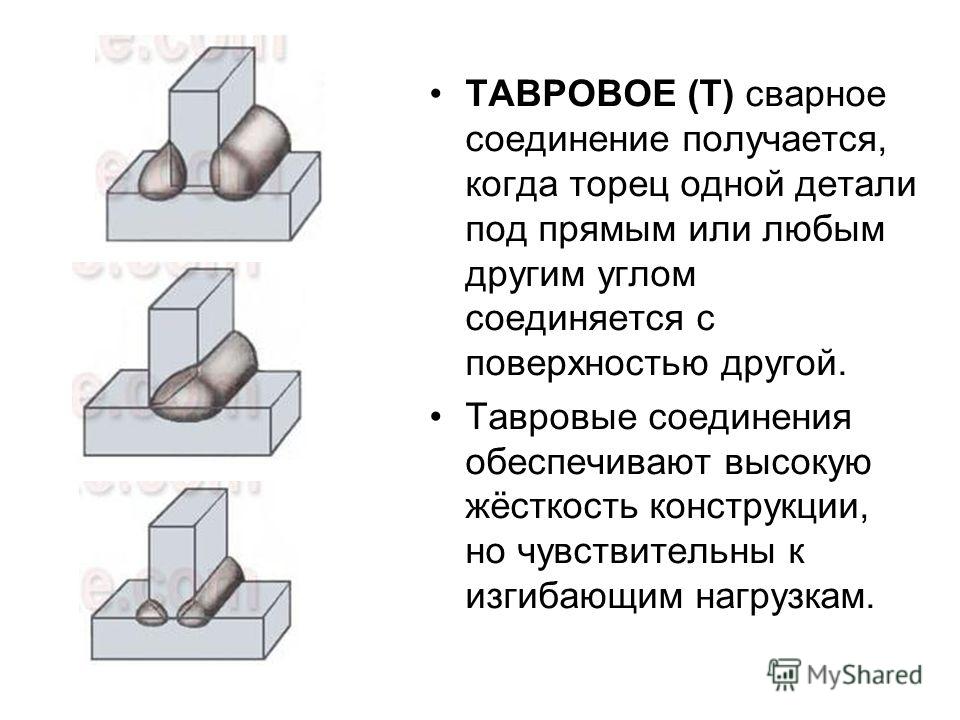
Важно отметить, что до настоящего времени оптимальные режимы соединения отрабатываются эмпирическим экспериментальным путем [2]. Это вызвано значительным несоответствием теоретических данных, полученных при расчете энергетических соотношений процесса, и экспериментальных, особенно в случае работы с материалами с анизотропной структурой. Перспективы роботизации швейной отрасли предъявляют повышенные требования к средствам автоматического управления технологическим процессом. До настоящего времени сварочные установки, в основном, реализуют «жесткий» принцип управления, без обратной связи. Известные же устройства, реализующие «гибкий» принцип обратной связи получили применение лишь при работе с ограниченным классом материалов, при выполнении технологических операций на небольших площадях [3].
Таким образом, учитывая актуальность данного вопроса для швейной отрасли промышленности, определена цель дальнейших исследований, которая заключается в разработке метода соединения деталей швейных изделий из материалов с анизотропной структурой в поле ТБЧ, обеспечивающего качественное соединение, а также разработка критериев качества технологического процесса и оптимальности метода высокочастотной сварки.
Литература:
- Альтер-Песоцкий Ф. Л., Островский Л.М, Фукс Ю. Г. Высокочастотная сварка тканей с термопластичным покрытием. М., ЦНИИи ТЭИЛегпром, 1971, 18 с.
- Альтер-Песоцкий Ф. Л. и др. Применение СВЧ-энергии в текстильной промышленности. Текстильная промышленность № 9, 1975, с.78–80.
- Альтер-Песоцкий Ф. Л. Разработка и внедрение новых технологических процессов отделки текстильных материалов на основе использования электро-физических методов. Электронная обработка материалов № I, 1977, с.63–66.
- Скрипник В.Н. Разработка метода соединения материалов с анизотропной структурой в поле ТВЧ и критерия качества технологического процесса: диссертация и автореферата по ВАК 05.19.04, кандидат технических наук /В.Н. Скрипник -Киев 1984 г. — 236с.
Основные термины (генерируются автоматически): материал, высокочастотная сварка, ультразвуковая сварка, анизотропная структура, высокая частота, высокий процент, обратная связь, параллельный способ, технологический процесс, швейная отрасль.
Виды сварных соединений и типы сварных швов
Основные виды сварных соединений и типы сварных швов [c.60]При выполнении чертежа сварной сборочной единицы необходимо определить виды сварных соединений, выбрать типы сварных швов и обозначить их. При этом следует учитывать, что в курсе черчения выбор типа сварного шва определяют исходя из конструкции свариваемых деталей, а форму и размер скоса кромок под сварку — только в зависимости от толщины свариваемых деталей, без технически обоснованного расчета сварных швов на прочность. [c.404]
И. Какие виды сварных швов и типы сварных соединений применяются при газовой сварке [c.133]
Виды сварных соединений. В зависимости от взаимного расположения свариваемых элементов различают следующие виды сварных соединений стыковые, нахлесточные, тавровые и угловые. Основные типы швов сварных соединений, выполненных ручной электродуговой сваркой, даны в табл. 3.1 (ГОСТ 5264—69).
[c.269]
3.1 (ГОСТ 5264—69).
[c.269]
Сказанное выше о видах сварных соединений, типах сварных швов, их параметрах и расчетных формулах относится также к сварным соединениям из алюминия, алюминиевых сплавов, винипласта, полиэтилена и других материалов. [c.24]
Важной задачей является правильный выбор способа сварки в соответствии с назначением, формой и размерами конструкций. Назначение способа сварки в значительной степени определяется свариваемостью, особенно при соединении разнородных материалов, конструктивным оформлением сварных соединений, степенью их ответственности и производительностью процесса. Необходимо также учитывать тип соединений, присадочный материал, приемы и обеспечение удобства выполнения сборочно-сварочных соединений. Эти условия предопределяют механические свойства соединений и допускаемые напряжения, необходимые для прочностных расчетов конструкций. Так, для сварки длинных швов встык более технологично применение дуговой автоматической сварки. Толстостенные элементы соединяют электрошлаковой сваркой. Для сварки внахлест тонколистовых материалов рационально применение контактной сварки. Некоторые виды свариваемых материалов (алюминиевые и титановые сплавы, нержавеющие стали и т. п.) требуют надежной защиты зоны сварки от окисления, т. е. применения аргонно-дуговой, электронно-лучевой и диффузионной сварки. Необходимо также учитывать возможности механизации и автоматизации процесса выбранного способа сварки.
[c.164]
Толстостенные элементы соединяют электрошлаковой сваркой. Для сварки внахлест тонколистовых материалов рационально применение контактной сварки. Некоторые виды свариваемых материалов (алюминиевые и титановые сплавы, нержавеющие стали и т. п.) требуют надежной защиты зоны сварки от окисления, т. е. применения аргонно-дуговой, электронно-лучевой и диффузионной сварки. Необходимо также учитывать возможности механизации и автоматизации процесса выбранного способа сварки.
[c.164]
Применяемые типы сварных швов зависят от конструкции деталей, толщины стенки и способа сварки. Большинство сварных соединений в передвижных паровых котлах выполняют в виде односторонних швов встык, получаемых в результате расплавления двух примыкающих кромок с прибавкой наплавляемого металла с одной стороны. Допускаемое напряжение при расчете сварных швов устанавливают в зависимости от предела прочности наплавленного металла шва. Коэффициент прочности принимают согласно указаниям, сделанным выше. [c.259]
[c.259]
Поверхностное упрочнение пластическим деформированием исследовали на сварных соединениях и элементах конструкций самого разнообразного вида с различными типами швов и из различных материалов в зависимости от степени концентрации напряжений, остаточной напряженности, вида и характеристики переменных напряжений, а также температурных условий. [c.237] Дефекты в сварных соединениях возникают прежде всего из-за нарушения режима сварки [18, 120]. Сварочные дефекты наряду с конструктивными концентраторами образуют один из видов присущей сварным соединениям неоднородности — геометрическую неоднородность. Неоднородность в целом зависит от теплофизического и химико-металлургического воздействия сварки. Одним из наиболее распространенных типов дефектов сварного соединения является непровар (местное отсутствие сплавления между свариваемыми элементами, металлом шва и основным металлом, а также между отдельными слоями шва), который возникает вследствие снижения тока, увеличения напряжения и скорости сварки, чрезмерного увеличения угла наклона электрода «вперед».
 Подрез (углубление на основном металле вдоль линии сплавления шва с основным металлом) является следствием повышенной скорости сварки, низкого напряжения дуги и неточного направления электрода по оси стыка. При заполнении сварочным шлаком непроваров и подрезов образуются шлаковые включения. Также включения могут образовываться при сварке многослойных швов на участках, где очистка поверхности предыдущего слоя шва была выполнена недостаточно тщательно или при попадании в сварочную ванну посторонних частиц.
[c.25]
Подрез (углубление на основном металле вдоль линии сплавления шва с основным металлом) является следствием повышенной скорости сварки, низкого напряжения дуги и неточного направления электрода по оси стыка. При заполнении сварочным шлаком непроваров и подрезов образуются шлаковые включения. Также включения могут образовываться при сварке многослойных швов на участках, где очистка поверхности предыдущего слоя шва была выполнена недостаточно тщательно или при попадании в сварочную ванну посторонних частиц.
[c.25]Стандарт устанавливает основные типы сварных швов в зависимости от вида соединения, в котором эти швы применены, размеры и форму полученного шва, а также конструктивные элементы подготовки кромок свариваемых деталей [c.538]
Различают следующие виды сварных соединений встык, внахлестку или с накладками, тавровые и угловые. Классификация основных типов швов, применяемых в различных соединениях, приведена на рис. 9.2, а — х здесь же дано условное обозначение швов графическое и буквенно-цифровое.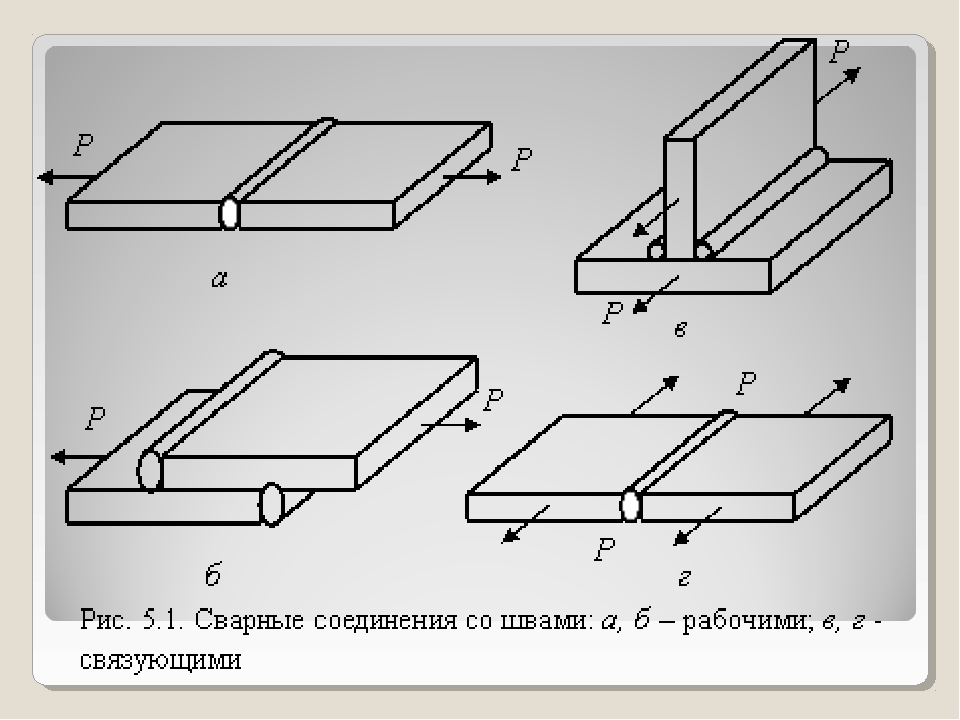 [c.102]
[c.102]
Типы и конструктивные элементы сварных соединений и швов. В табл ХП.1 приведены основные типы сварных соединений, выполняемые ЭШС (ГОСТ 15164—69), типы и виды швов, конструктивные элементы кромок на заготовках, нх размеры. [c.320]
По этому стандарту основные виды сварных соединений аналогичны приведенным выше для РДС и автоматической сварки под флюсом, поэтому графическое представление различных типов сварных соединений для данного способа сварки нами не рассматривается. Здесь используются 28 типов стыковых соединений, 9 угловых, 6 тавровых и 2 нахлесточных. В ГОСТ 14771-76 указаны основные конструктивные размеры и предельные отклонения всех типов сварных соединений. В приложениях к нему даны рекомендуемые значения катетов угловых швов в зависимости от толщины более толстого из свариваемых элементов и предела текучести свариваемой стали. [c.86]
Типы сварных швов в зависимости от вида соединения, формы подготовленных кромок и характера выполнения приведены в ГОСТ 5264—69. Согласно этому ГОСТу, швы стыковых соединений раз-деля отся на 25 типов, условно обозначенных от С1 до С25. Характерные из них показаны на рис. 60.
[c.102]
Согласно этому ГОСТу, швы стыковых соединений раз-деля отся на 25 типов, условно обозначенных от С1 до С25. Характерные из них показаны на рис. 60.
[c.102]
Сварное соединение является элементом сварной конструкции. К сварному соединению относят участки деталей или отдельные детали, соединенные сварным швом. Под сварным швом понимают затвердевший после расплавления металл, соединяющий кромки деталей. При выполнении сварного соединения эти кромки подвергаются определенной подготовке. Взаимное расположение свариваемых частей, форма и размеры кромок после подготовки определяют вид сварного соединения и тип шва. Основные типы сварных швов в зависимости от вида соединений, в которых эти швы применены, размеры и форма швов, а также конструктивные элементы подготовки кромок деталей под сварку регламентируются ГОСТ 5264—58 Швы сварных соединений. Ручная дуговая сварка. Основные типы и конструктивные элементы . ГОСТ устанавливает также условные знаки различных швов при их графическом или буквенно-цифровом обозначении (табл. 39).
[c.97]
39).
[c.97]
При наложении швов важно правильно выбрать режим сварки. Выбор режима ручной сварки обычно сводится к определению диаметра электрода для конкретных условий сварки и изделия и силы тока для этих условий. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и др. Силу сварочного тока обычно выбирают в зависимости от диаметра электрода. Для выбора силы тока можно пользоваться упрощенной зависимостью I = К(1, где / Г = 30…50, с — диаметр электрода. Относительно малый сварочный ток ведет к неустойчивому горению дуги, проблемам с зажиганием и неглубокому провару. Чрезмерно большой ток приведет к сильному нагреву электрода при сварке, риску прожига изделия, повышенному разбрызгиванию электродного металла. При обычных условиях К принимается 35…40. [c.137]
Конструкция сварных соединений и расчет их на прочность. Ограничимся рассмотрением основных видов сварных соединений и типов швов, выполненных электродуговой сваркой. [c.309]
[c.309]
В зависимости от способа сварки все виды сварных соединений стандартизованы. Перечень некоторых стандартов приводится в табл. 1. Типы швов сварных соединений и их обозначения даются в табл. 2. [c.14]
Унификации в первую очередь подлежат посадочные со едино-, ния (по номинальным размерам, типу посадок щ классу точности), резьбы (по диаметру, шагу и классу точности), шлице в ы е и ш гоночные соединения, крепежные Детали и т. д. Целесообразно сокращать номенклатуру материалов, виды отделочных операций, гальванических покрытий, типы сварки, форму сварных швов и др. [c.543]
В зависимости от вида соединения, способа сварки и толщины свариваемых элементов применяют различные типы швов сварных соединений в соответствии с ГОСТ 8713—58 и ГОСТ 5264—58. В табл. 13 приведены основные виды швов сварных соединений конструкций из нержавеющих аустенитных сталей. [c.147]
Основным видом образцов сварных соединений для испытания на длительную прочность, как и при кратковременных испытаниях, являются образцы с поперечным швом.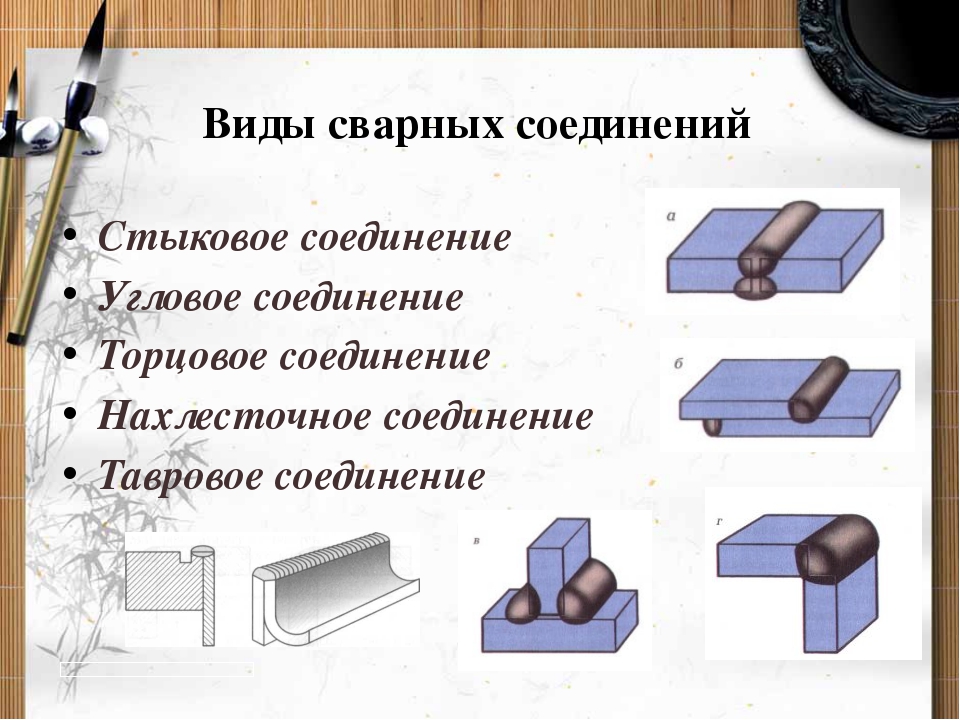 При этом, в зависимости от типа свариваемых изделий, форма образцов может изменяться. В большинстве случаев испытания ведутся на круглых десяти- или пятикратных образцах диаметром 8 или 10 мм. В случае сварки тонколистового материала используются плоские образцы, а для оценки свойств сварных стыков труб малого диаметра—трубчатые образцы. В пп. 2, 3 и 4 приведены значения пределов длительной прочности большинства используемых в сварных конструкциях энергоустановок сталей там же приведены указанные характеристики для металла швов и сварных соединений.
[c.22]
При этом, в зависимости от типа свариваемых изделий, форма образцов может изменяться. В большинстве случаев испытания ведутся на круглых десяти- или пятикратных образцах диаметром 8 или 10 мм. В случае сварки тонколистового материала используются плоские образцы, а для оценки свойств сварных стыков труб малого диаметра—трубчатые образцы. В пп. 2, 3 и 4 приведены значения пределов длительной прочности большинства используемых в сварных конструкциях энергоустановок сталей там же приведены указанные характеристики для металла швов и сварных соединений.
[c.22]
Перед началом сварки можно заливать шлак, расплавленный в специальном кокиле. Для наведения электрошлаковой ванны можно использовать специальные флюсы, электропроводные в твердом состоянии. Оригинален процесс сварки кольцевых швов (рис. 3.65). Сварку начинают на входной планке I. В процессе дальнейшей сварки при вращении изделия дефектный участок в начале шва 2 вырезают для замыкания шва. При замыкании шва вращение изделия прекращается и начинается перемещение сварочной установки вверх (стрелка Б на рис.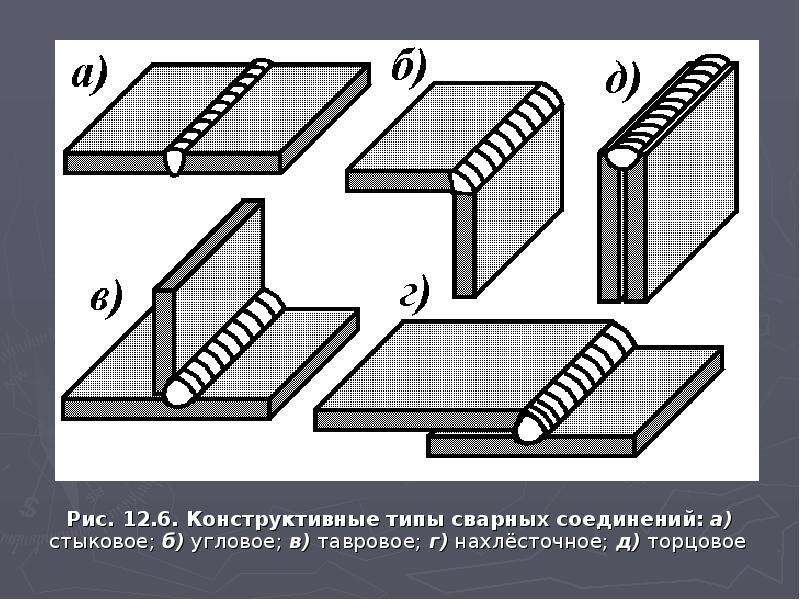 3.65, 6), как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин 3 или коки ля. Типы сварных соединений и вид сварных швов, получаемых при электрошлаковой сварке, показаны на рис. 3.66.
[c.158]
3.65, 6), как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин 3 или коки ля. Типы сварных соединений и вид сварных швов, получаемых при электрошлаковой сварке, показаны на рис. 3.66.
[c.158]
I. С прорезным отверстием и проплавлением 1) буквенное обозначение вида сварки 2) графический знак типа шва сварного соединения (табл. 26) 3) диаметр отверстия d для швов с круглым прорезным отверстием катет шва К Для швов с удлиненным прорезным отверстием ширина проплавления Ъ для швов с проплавлением (табл. 28). [c.303]
В книге рассмотрены физико-химические показатели свариваемости меди и сплавов на ее основе и технологические особенности сварки. Приведены рекомендации по выбору вида сварки, сварочных материалов, типов швов и технике сварки. Рассмотрены дефекты сварных соединений, причины появления й меры предупреждения. Вопросы сварки освещены с точки зрения специфических особенностей организации работ при изготовлении и ремонте конструкций изделий из меди и сплавов на ее основе.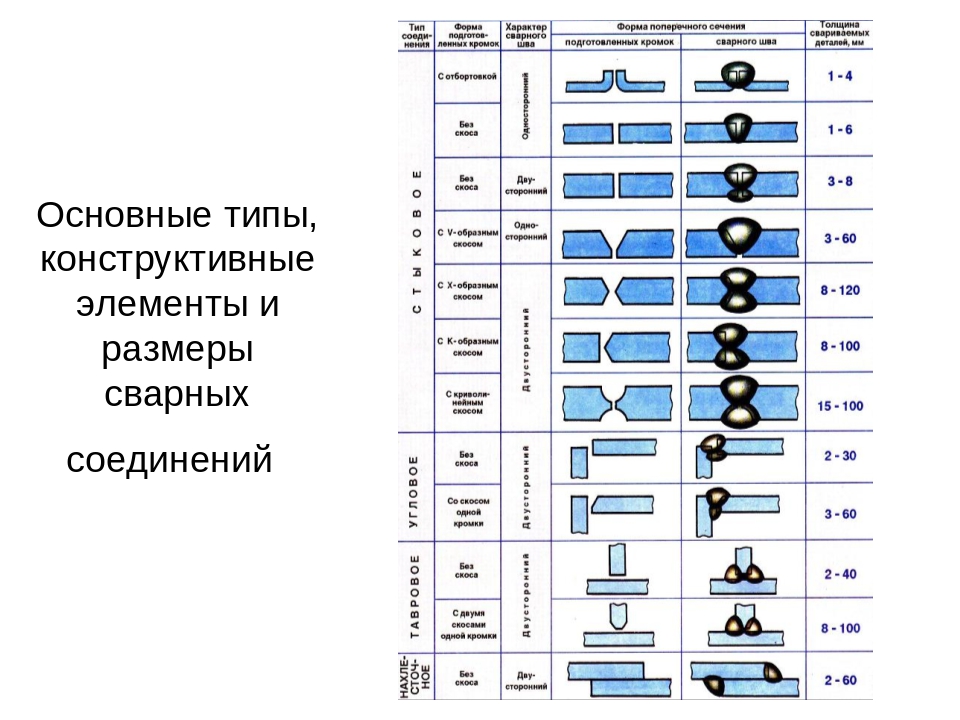 [c.216]
[c.216]
Торцы или кромки соединяемых элементов перед сваркой соответственным образом обрабатываются. Форма обработки зависит главным образом от толщины соединяемых элементов. Обработка кромок должна способствовать полному сплавлению их между собой — получению прочного соединения. Основные виды обработки кромок при стыковых соединениях под ручную сварку показаны на рис. 55. Форма обработки кромок для стыковых сварных соединений регламентируется ГОСТ 5264—58, определяющим виды сварных соединений, форму подготовки кромок и типы сварных швов. [c.108]
II. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов, содержащее буквенное обозначение вида сварного соединения и цифровое обозначение типа шва. Например, для ручной электродуговой сварки по ГОСТ 5264—69 стыковые соединения имеют обозначения С1.. . С25 угловые — У1. . . У10 тавровые — Т1.. . Т11 нахлесточные — Н1. . . НЗ. [c.399]
Испытания позволяют выяснить работоспособность швов в различных типах сварных соединений. Определяется предел прочности на срез или отрыв (в зависимости от вида образца и характера его разрушения)
[c.696]
Определяется предел прочности на срез или отрыв (в зависимости от вида образца и характера его разрушения)
[c.696]
Весьма показательным является изменение длительной прочности швов после нормализации и последующего отпуска. Этот вид термической обработки перспективен, как указывалось ранее, по условиям устранения неоднородности сварных соединений и снижения их склонности к локальным разрушениям. При сравни-иителыю невысоких температурах и длительности до разрушения прочность шва в этом термическом состоянии заметно меньше, чем в отпущенном или исходном. Связано это, очевидно, с эффектом упрочнения швов двух последних состояний за счет наклепа при сварке, снимаемого при нормализации. Однако, когда при более высоких температурах и большой длительности испытания (550° С—10 ч) упрочняющее влияние наклепа устраняется, прочность нормализованного и отпущенного состояния сближается. В этом случае полностью сохраняется преимущество нормализованного и отпущенного состояния шва в смысле наиболее высокой длительной пластичности и меньшей вероятности межзеренного разрушения.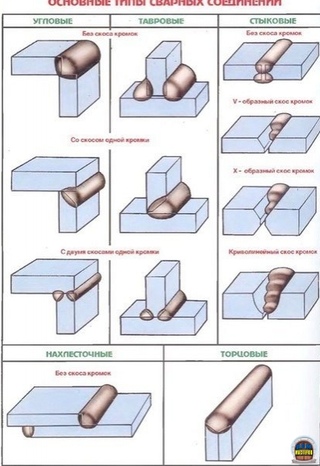 Аналогичное влияние нормализации выявлено и в швах типа Э-ХМФ (см. рис. 34).
[c.178]
Аналогичное влияние нормализации выявлено и в швах типа Э-ХМФ (см. рис. 34).
[c.178]
В табл. 2 приведены рекомендуемые виды и размеры подготовки к омок, а также размеры швов для различных толщин и типов сварных соединений. [c.556]
Основпые типы сварных швов в зависимости от вида соединения, в котором они применяются, а также конструктивные элементы подготовки кромок при сварке углеродистых и низколегированных сталей устанавливаются ГОСТом 5264-58. [c.164]
Швы сварных соединений из двухслойных коррозионно-стойких сталей. Конструкция этих сварных соединений отличается большей сложностью, чем указанные выше. Как правило, эти соединения относятся к категории высокоответственных. Основные типы и КЭ швов сварных соединений из двухслойной коррози-онно-стойкой стали по ГОСТ 10885-85, выполняемых дуговой и электрошлаковой сваркой, указаны в ГОСТ 16098-80, не распространяющемся на швы сварных соединений из трехслойной стали, других видов двухслойной стали (износостойкой и др.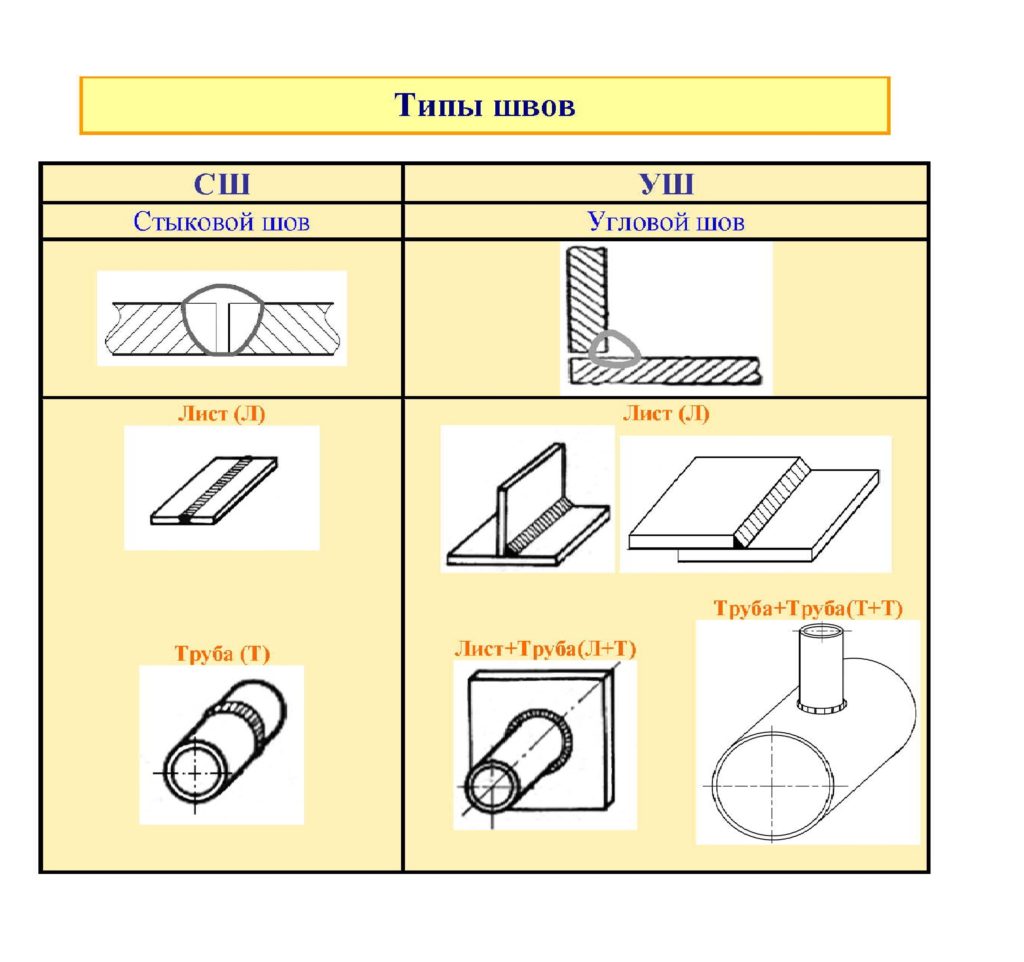 ), а также соединений двухслойной коррозионно-стойкой стали с углеродистой, низко- или высоколегированной сталью.
[c.89]
), а также соединений двухслойной коррозионно-стойкой стали с углеродистой, низко- или высоколегированной сталью.
[c.89]
Поэтому здесь основное внимание уделяется изучению видов сварных соединений, типу и конструкциям сварных швов, их условному изображению и обозначению, общему правилу оформления ч ттежей и спецификации свгфного изделия. [c.3]
На рис. 215 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из деталей плоских и штампованных, изготовляемых гибкой, а соединения вьшол-нены с помощью различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. [c.255]
Сварку без скоса кромок применяют только в том случае, когда требуется соединить относительно тонкие листы материала — до 3 мм. Для того чтобы обеспечить провар, оставляют зазор шириной 0,5 мм. Как и при других видах стыковой сварки, две детали, которые должны быть сварены, надежно крепятся к плоской поверхности, чтобы не возникло их смещение в процессе сварки.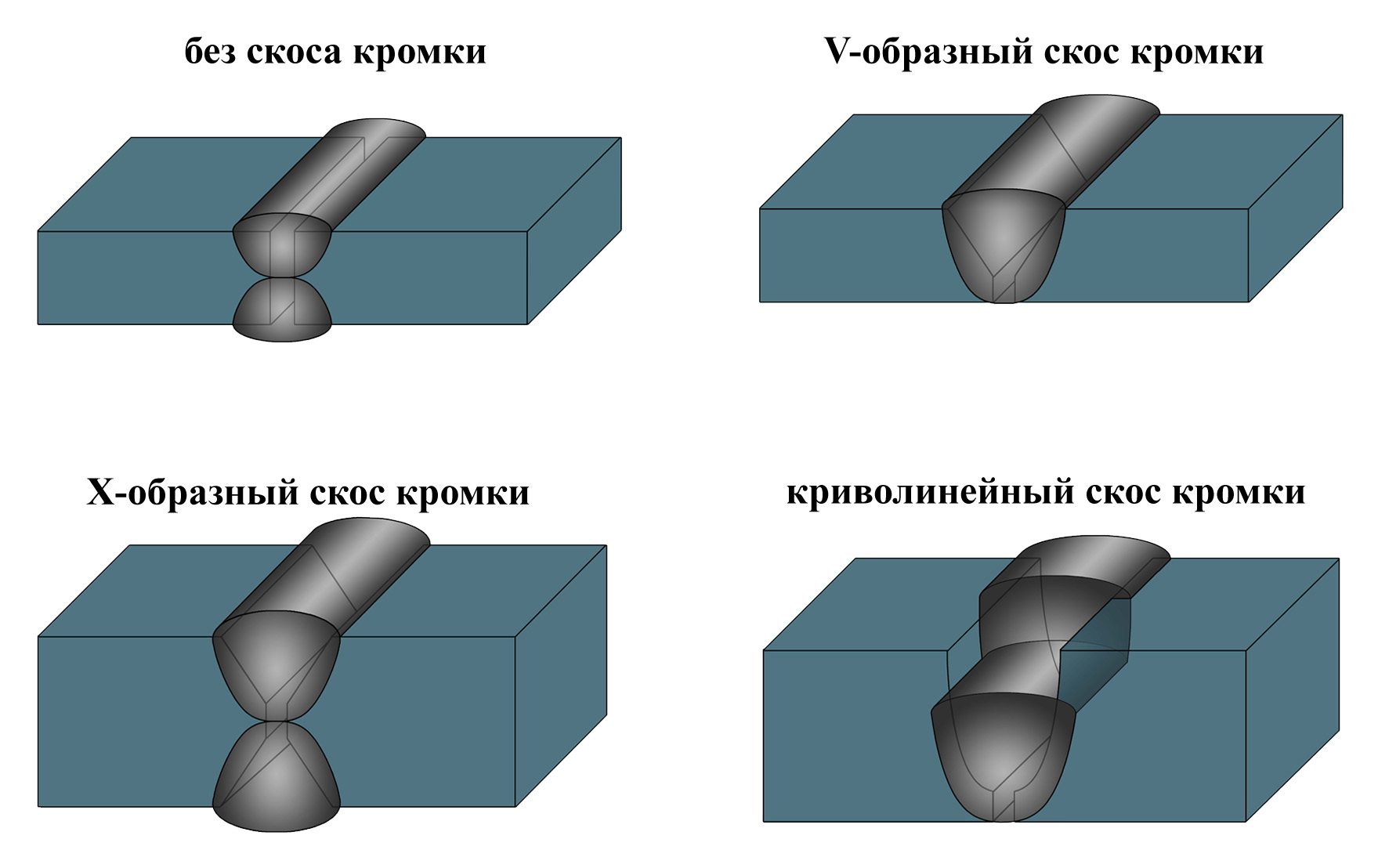 Сварку без скоса кромок обычно выполняют в два прохода верхний шов и шов с обратной стороны. Такие швы могут применяться в случае, если конструкция предназначена для эксплуатации в условиях всех видов нагрузок. Однако при этом необходимо обеспечить полное сплавление кромок листа, в особенности в тех случаях, когда сварные соединения подвержены воздействию переменных нагрузок. У-образный стыковой шов применяют при сварке встык листов толщиной до 10 мм в тех случаях, когда обратная сторона листа недоступна для выполнения Х-образного шва. Кромка листа, подлежащая сварке, должна скашиваться под углом 60° с помощью напильника, рубанка и фуганка. Стыковые соединения с двусторонним скосом кромок (Х-образные швы) являются более прочными по сравнению с другими типами швов. При выполнении такого-шва кромка, разделенная под углом 60°, имеет два вида Х-образная неравносторонняя (для листов толщиной более 5 мм), применяемая в тех случаях, когда требуется абсолютная плотность сварного изделия, но, с одной стороны, сварка почему-либо затруднена Х-образная равносторонняя, дающая наилучшие результаты по плотности и прочности в стыковых соединениях.
Сварку без скоса кромок обычно выполняют в два прохода верхний шов и шов с обратной стороны. Такие швы могут применяться в случае, если конструкция предназначена для эксплуатации в условиях всех видов нагрузок. Однако при этом необходимо обеспечить полное сплавление кромок листа, в особенности в тех случаях, когда сварные соединения подвержены воздействию переменных нагрузок. У-образный стыковой шов применяют при сварке встык листов толщиной до 10 мм в тех случаях, когда обратная сторона листа недоступна для выполнения Х-образного шва. Кромка листа, подлежащая сварке, должна скашиваться под углом 60° с помощью напильника, рубанка и фуганка. Стыковые соединения с двусторонним скосом кромок (Х-образные швы) являются более прочными по сравнению с другими типами швов. При выполнении такого-шва кромка, разделенная под углом 60°, имеет два вида Х-образная неравносторонняя (для листов толщиной более 5 мм), применяемая в тех случаях, когда требуется абсолютная плотность сварного изделия, но, с одной стороны, сварка почему-либо затруднена Х-образная равносторонняя, дающая наилучшие результаты по плотности и прочности в стыковых соединениях. При выполнении таких швов во избежание коробления направление присадки следует производить последовательно в двух противоположных направлениях, при этом вначале проход делается по одной стороне листа, а затем по другой. Торцовые соединения производятся путем образования У-образной выемки скашиванием одного или двух листов свариваемого материала под углом приблизительно 60°. Практика применения прихватки, которая производится при сварке металла, может быть использована также и для сварки пластмасс. Предварительную прихватку удобно применять для сварки фланцев квадрз1ТН0Г0 или круглого сечения на различив
[c.149]
При выполнении таких швов во избежание коробления направление присадки следует производить последовательно в двух противоположных направлениях, при этом вначале проход делается по одной стороне листа, а затем по другой. Торцовые соединения производятся путем образования У-образной выемки скашиванием одного или двух листов свариваемого материала под углом приблизительно 60°. Практика применения прихватки, которая производится при сварке металла, может быть использована также и для сварки пластмасс. Предварительную прихватку удобно применять для сварки фланцев квадрз1ТН0Г0 или круглого сечения на различив
[c.149]
При выборе меди помимо коррозионной стойкости были приняты во внимание и другие технологические и эксплуатационные ее свойства. Медь МЗр, в отличие, например, от многокомпонентных сплавов типа Х17Н13М2Т, представляет собой практически однородный металл высокой чистоты (99,5%). Благодаря этому можно предвидеть физическую однородность и высокую коррозионную стойкость сварных соединений.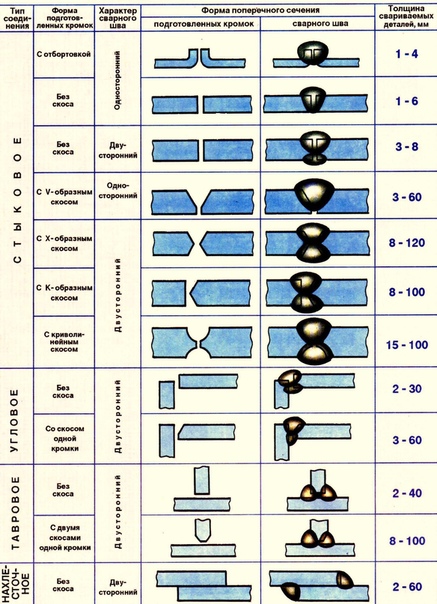 Последние не нуждаются в термической обработке. Возможность возникновения в сварных швах и околошовной зоне межкристаллитной коррозии настолько маловероятна, что многими специалистами отвергается. И, наконец, к достоинствам меди как конструкционного материала нужно отнести отсутствие затруднений при ремонте. Восстановление изношенных медных швов осуществляется сравнительно легко с помощью аргонодуговой сварки с присадочной проволокой. Мелкие дефект в виде оспин в швах, основном металле и плакирующем слое устраняются с помощью аргонодуговой сварки вольфрамовым электродом без присадочной проволоки.
[c.223]
Последние не нуждаются в термической обработке. Возможность возникновения в сварных швах и околошовной зоне межкристаллитной коррозии настолько маловероятна, что многими специалистами отвергается. И, наконец, к достоинствам меди как конструкционного материала нужно отнести отсутствие затруднений при ремонте. Восстановление изношенных медных швов осуществляется сравнительно легко с помощью аргонодуговой сварки с присадочной проволокой. Мелкие дефект в виде оспин в швах, основном металле и плакирующем слое устраняются с помощью аргонодуговой сварки вольфрамовым электродом без присадочной проволоки.
[c.223]
Типы сварных швов.
Привожу небольшой теоретический материал по свойствам и характеристикам сварных соединений.
Никто Вас не обязывает все это знать, но есть тут некоторые моменты облегчающие Вам работу как при подготовке металлических деталей для электросварки, так и для получения качественных электросварных швов в конечном итоге.
Виды сварных соединений, которые делятся по:
- положению, в котором выполняется сварка;
- конфигурации и протяженности;
- способу удержания расплавленного металла шва;
- количеству наложенных слоев;
- применяемому для сварки материалу;
- расположению свариваемых деталей относительно друг друга;
- объему наплавленного металла;
- форме свариваемой конструкции;
- форме подготовленных кромок под сварку,
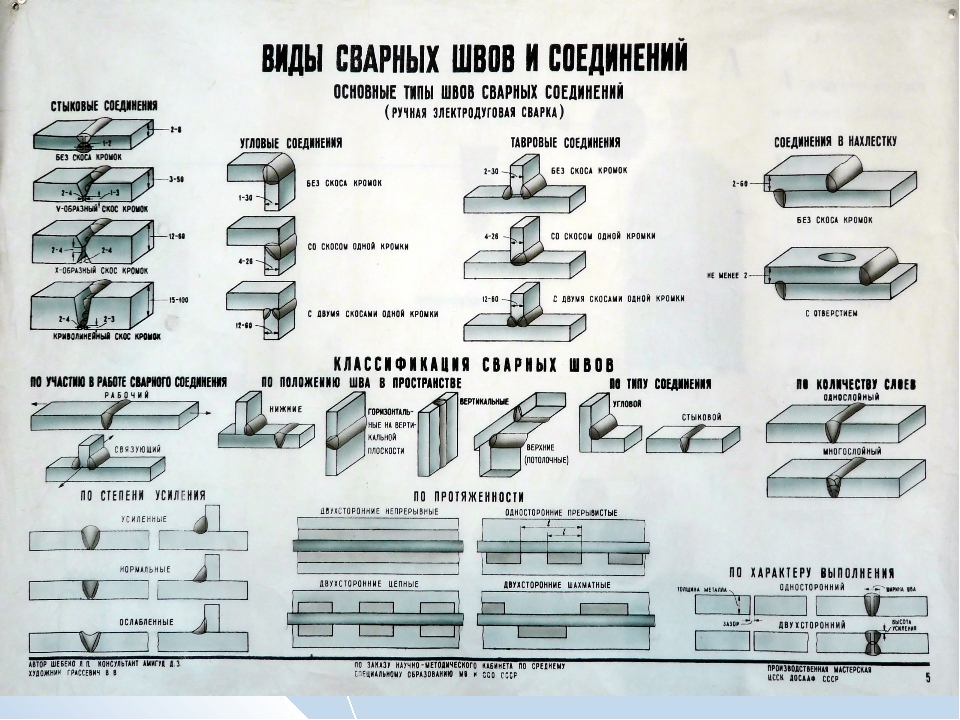
По типу соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на:
- нижние,
- вертикальные,
- горизонтальные,
- потолочные.
По конфигурации сварные швы сварных соединений бывают:
- прямолинейными,
- кольцевыми,
- вертикальными,
- горизонтальными.
По протяженности сварные швы подразделяются на:
- сплошные,
- прерывистые.
Сплошные сварные швы подразделяются на:
- короткие,
- средние,
- длинные.
По способу удержания расплавленного металла сварные швы сварных соединений подразделяются на:
- выполненные без подкладок и подушек,
- на съемных и остающихся стальных
подкладках: на медных, флюсомедных,
керамических и асбестовых подкладках,
флюсовых и газовых подушках.
Сварной шов бывает односторонним и двусторонним.
По применяемому для сварки материалу сварные швы сварных соединений подразделяются на:
- соединения углеродистых сталей,
- легированных сталей;
По пространственному расположению свариваемых деталей сварные швы сварных соединений могут быть:
- под острым или тупым углом,
- под прямым углом,
- располагаться в одной плоскости.

По объему наплавленного металла сварные швы делятся на:
- нормальные,
- ослабленные,
- усиленные.
По форме и виду свариваемой конструкции сварные швы сварных соединений выполняются на:
- плоских конструкциях,
- сферических конструкциях,
по расположению на изделии сварочные швы бывают:
- продольными,
- поперечными.
Сварные швы бывают:
- стыковыми,
- угловыми,
- нахлесточными,
- тавровыми,
- торцевыми.
Стыковыми наз. соединения двух деталей своими торцами, расположенными в одной плоскости или на одной поверхности свариваемых деталей. Толщина свариваемых деталей может быть одинаковой или отличаться одна от другой.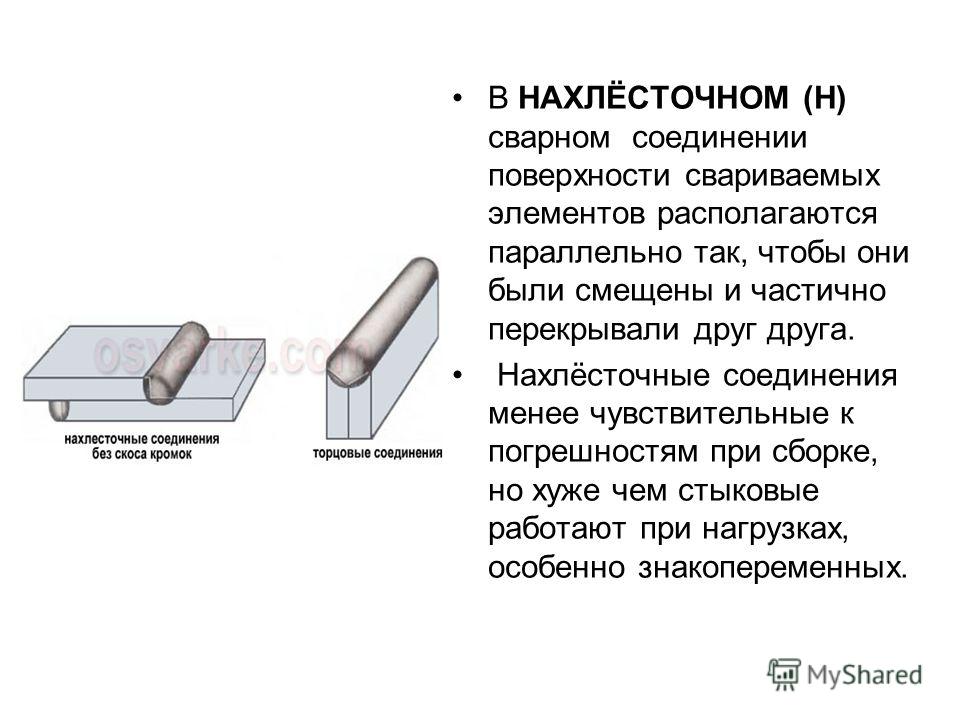 Обычно, на практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Обычно, на практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловыми наз. сварные соединения двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания своих краев. Обычно, такие сварные соединения применяются в строительстве.
Нахлесточными наз. сварные соединения, которые предусматривают наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Обычно, такие соединения встречаются в строительно-монтажных работах, при сооружении ферм, емкостей и т.д.
Тавровыми наз. соединения, в которых к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварные швы различают по количеству слоев наложения, ориентации в пространстве, по длине и т.д. Если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой.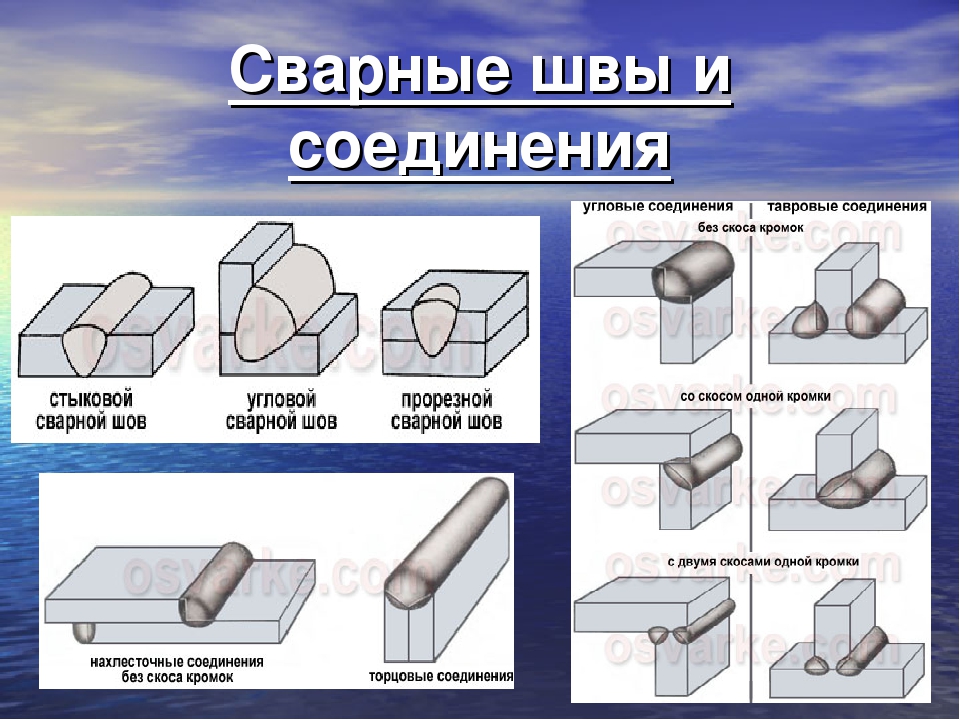 Если сварные швы накладывают один на другой, то такие швы называют многослойными.
Если сварные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва предопределяет его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом( фрезами, абразивными кругами и т.д.).
Различают сварные швы по их положению в пространстве на:
- нижние,
- горизонтальные,
- вертикальные,
- потолочные.

Угол разделки кромок свариваемых деталей выполняется при толщине металла более 3 мм, поскольку отсутствие разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик увеличивает величину сварочного тока.
Разделка кромок свариваемых деталей позволяет вести сварку отдельными слоями небольшого сечения, при этом улучшается структура сварного соединения и уменьшается возникновение сварочных напряжений и деформаций в конструкциях.
Правильно установленный зазор между свариваемыми деталями перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого( корневого) слоя сварочного шва, если подобран оптимальный сварочный режим сварки.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. Допускается смещения свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
Сварные швы классифицируются по количеству наплавленных валиков: однослойные и многослойные; по расположению в пространстве: нижние, горизонтальные, вертикальные и потолочные; по отношению к действующим усилиям на: фланговые, торцовые; по направлению: прямолинейные, круговые, вертикальные и горизонтальные.
На качество сварных соединений влияет много факторов: свариваемость металлов, чувствительность металлов к термическим воздействиям, окисляемость металлов и т.д.
Свариваемость металлов определяет способность отдельных металлов или их сплавов образовывать при определенной технологической обработке соединения, отвечающие заданным параметрам, то есть оказывают влияние физические и химические свойства металлов, строение их кристаллической решетки, наличие примесей, степень легирования и т. д.
д.
далее Основа электросварки.
ПОНРАВИЛОСЬ?
ПОДЕЛИСЬ с ДРУЗЬЯМИ:
Быстрый взгляд на различные типы сварочных процессов
Сварка — ключевой процесс при создании практически любой индивидуальной формы из стальной проволоки или листового металла — от самых маленьких лотков до самых больших тележек из нержавеющей стали. Когда большинство людей думают о сварке, они обычно представляют себе человека в комбинезоне, держащего газовую горелку на большом куске металла и пытающегося расплавить металл.
Однако современные методы сварки гораздо более разнообразны, чем может предположить средний неспециалист.Есть много различных видов сварочного оборудования и методов сварки, которые производители, работающие с металлом, используют помимо традиционного процесса с газовой горелкой, о котором думает большинство людей.
Некоторые из типов сварочных процессов, часто используемых Marlin Steel, включают:
Сварка вольфрамовым электродом в среде инертного газа (TIG) Сварка TIG, также известная как газовая дуговая сварка вольфрамом (GTAW), представляет собой процесс дуговой сварки, в котором используется неплавящийся электрод из вольфрама для пропускания электрического тока через металл.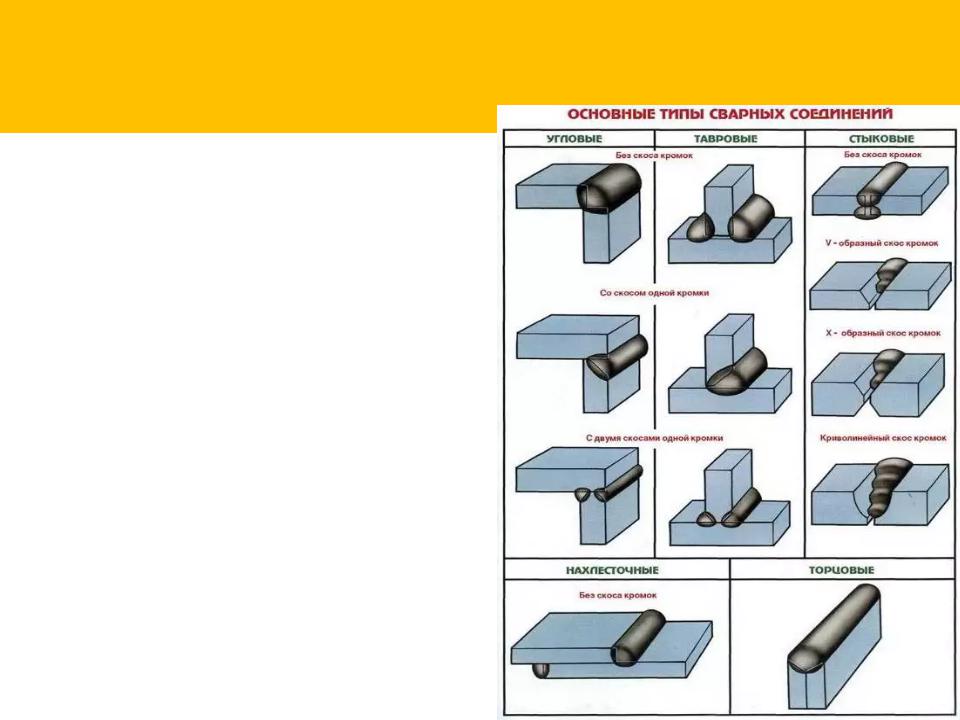 Сопротивление металла этому току заставляет его нагреваться, позволяя ему соединяться с другими материалами, плавясь в них.
Сопротивление металла этому току заставляет его нагреваться, позволяя ему соединяться с другими материалами, плавясь в них.
В зависимости от конкретной машины и используемого процесса, при сварке TIG может использоваться или не использоваться присадочный материал для соединения двух металлических частей.
Сварка в среде инертного газа (MIG) СваркаMIG, также известная как газовая дуговая сварка (GMAW), похожа на сварку TIG, но с одним отличием: сварка MIG использует плавящуюся металлическую проволоку в качестве электрода.Металлическая проволока плавится во время сварки, становясь присадочным материалом, который помогает соединять свариваемые объекты.
Благодаря этому сварочные швы MIG не должны нагревать соединяемые объекты до их точки плавления — вместо этого присадочный материал может служить связующим веществом.
Сварка сопротивлением Подобно дуговой сварке, контактная сварка использует электрический ток, который помогает соединить два куска металла вместе.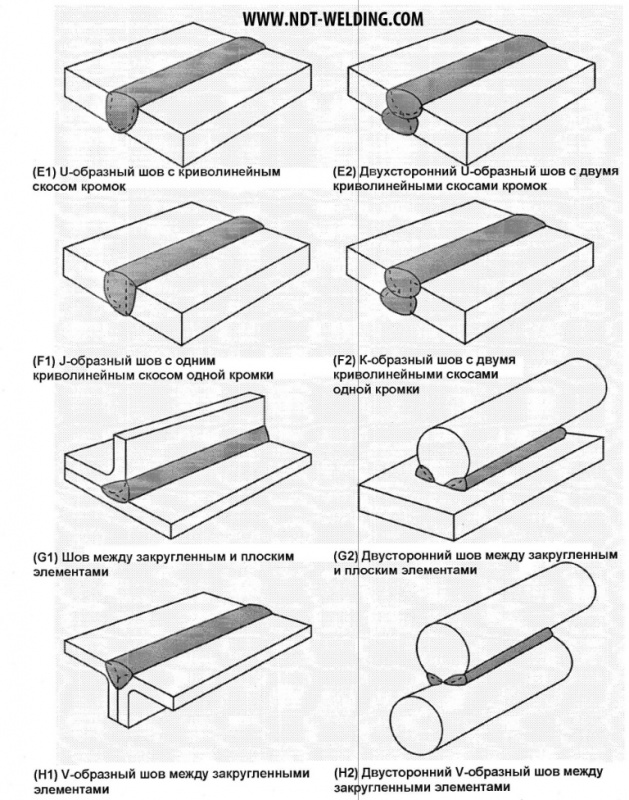 Однако, в отличие от методов дуговой сварки, в контактной сварке не используются присадочные материалы.Кроме того, давление между двумя соединяемыми материалами является гораздо большим фактором для определения качества сварки в соединении, полученном контактной сваркой, чем в случае соединения, полученного дуговой сваркой.
Однако, в отличие от методов дуговой сварки, в контактной сварке не используются присадочные материалы.Кроме того, давление между двумя соединяемыми материалами является гораздо большим фактором для определения качества сварки в соединении, полученном контактной сваркой, чем в случае соединения, полученного дуговой сваркой.
Слишком большое или слишком маленькое давление на сварное соединение может ухудшить характеристики сварки и привести к ряду различных проблем.
Стыковая сварка с высадкойСтыковая сварка — это особый тип контактной сварки, при котором две соединяемые поверхности прижимаются друг к другу перед процессом сварки.При правильном выполнении этот процесс в значительной степени устраняет брызги от процесса сварки, создавая гладкий сварной шов с небольшим количеством выбрасываемого материала.
Виды сварных швов Помимо указания техники сварки, Marlin Steel также устанавливает конкретный тип сварочного действия, который будет использоваться в документации по проектированию корзин для металлических форм. В проектной документации эти инструкции передаются с помощью различных символов сварных швов.
В проектной документации эти инструкции передаются с помощью различных символов сварных швов.
Некоторые типичные типы сварных швов включают:
- Угловые швы. Угловые швы, обозначенные символом прямоугольного треугольника, обычно используются для соединения двух металлических деталей под перпендикулярным углом. По этой причине их иногда называют Т-образными сварными швами (или тройниками).
- Точечная сварка. Как следует из названия, точечная сварка — это соединение двух частей металла путем приваривания определенной точки на одной части металла к другой. Это сравнительно экономично, поскольку размер сварного шва настолько мал по сравнению с другими типами сварного шва. Эти сварные швы обозначены кружком.
- Сварные швы с квадратной кромкой. Это другое название стыковой сварки, при которой две заготовки прижимаются друг к другу перед сваркой. Этот тип сварного шва представлен плоской линией.
- Сварные швы с развальцовкой и канавкой. Представленные изогнутой линией, сварные швы со скосом и канавкой обычно используются для соединения закругленной или изогнутой металлической детали с плоской.
- Щелевые сварные швы. Тип сварного шва, при котором два куска металла внахлест прижимаются друг к другу.В одном куске металла есть прорезь (отсюда и название «щелевой сварной шов»), через которую другой кусок металла доступен для сварки. Это представлено прямоугольным обозначением сварного шва.
 Представленные изогнутой линией, сварные швы со скосом и канавкой обычно используются для соединения закругленной или изогнутой металлической детали с плоской.
Представленные изогнутой линией, сварные швы со скосом и канавкой обычно используются для соединения закругленной или изогнутой металлической детали с плоской.Эти символы позволяют человеку, программирующему сварочное оборудование, точно знать, где и как следует размещать каждый сварной шов, чтобы максимально соответствовать предполагаемым рабочим характеристикам конструкции.
Команда инженеровMarlin имеет многолетний опыт в выборе лучших сварочных инструментов и методов, чтобы помочь нашим клиентам максимально эффективно использовать их металлические формы.Если вам нужна помощь в разработке идеальной корзины из проволоки или листового металла для ваших нужд, свяжитесь с нами сегодня, чтобы узнать стоимость корзины!
Типы сварных швов: Maine Welding Company
Виды сварных швов
Виды сварных швов . Важно различать стык и сварной шов. Каждый должен быть описан, чтобы полностью описать сварное соединение. Существует множество различных типов сварных швов, которые лучше всего можно описать по их форме, если они показаны в поперечном сечении.Самый популярный сварной шов — угловой шов, названный по форме поперечного сечения. Угловые швы показаны на рисунке 6-24. Второй по популярности шов с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок , которые показаны на рисунке 6-25. Другие ** типы сварных швов ** включают фланцевые, электрозаклепочные, щелевые, шовные, наплавочные и подкладочные. Стыки совмещаются со сварными швами для образования сварных соединений. Примеры показаны на рисунке 6-26. Тип используемого сварного шва определяет способ подготовки шва, стыка или поверхности.
Важно различать стык и сварной шов. Каждый должен быть описан, чтобы полностью описать сварное соединение. Существует множество различных типов сварных швов, которые лучше всего можно описать по их форме, если они показаны в поперечном сечении.Самый популярный сварной шов — угловой шов, названный по форме поперечного сечения. Угловые швы показаны на рисунке 6-24. Второй по популярности шов с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок , которые показаны на рисунке 6-25. Другие ** типы сварных швов ** включают фланцевые, электрозаклепочные, щелевые, шовные, наплавочные и подкладочные. Стыки совмещаются со сварными швами для образования сварных соединений. Примеры показаны на рисунке 6-26. Тип используемого сварного шва определяет способ подготовки шва, стыка или поверхности.
Сварка с разделкой кромок. Это валики, размещенные в канавке между двумя соединяемыми элементами. См. Рисунок 6-27, где показаны стандартные типы сварных швов с разделкой кромок.
Наплавочный шов (рис. 6-28). Это сварные швы, состоящие из одной или нескольких ниток или валиков плетения, нанесенных на непрерывную поверхность для получения желаемых свойств или размеров. Этот тип сварного шва используется для наращивания поверхностей или замены металла на изношенных поверхностях. Он также используется для стыковых соединений квадратного сечения.
Сварной шов (рис. 6-28). Электрозаклепка — это кольцевые сварные швы, выполненные через один элемент внахлестку или тройник, соединяющий этот элемент с другим. Сварка может быть выполнена или не выполнена через отверстие в первом элементе; если используется отверстие, стенки могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва. Такие сварные швы часто используют вместо заклепок.
ПРИМЕЧАНИЕ
Отверстие, выполненное угловой сваркой или точечная сварка, не соответствует этому определению.
Сварка с пазом (рис. 6-28). Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с поверхностью другого элемента, который выходит через отверстие. Это отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.
6-28). Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или тройник, соединяющий этот элемент с поверхностью другого элемента, который выходит через отверстие. Это отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.
ПРИМЕЧАНИЕ
Паз, полученный угловым сварным швом, не соответствует этому определению.
Угловой шов (вверху, рис. 6-28). Это сварной шов с приблизительно треугольным поперечным сечением, соединяющий две поверхности примерно под прямым углом друг к другу, как в случае соединения внахлестку или тройника.
Сварка оплавлением (рис. 6-29). Сварка оплавлением (пункты 6-5 г).
Сварной шов (рис. 6-29). Сварной шов, выполненный дуговой или контактной сваркой. Если процесс сварки не указан, этот термин означает сварку контактным швом.
Точечная сварка (рис. 6-29). Сварка, выполненная точечной дуговой или контактной точечной сваркой. Если процесс сварки не указан, этот термин означает контактную точечную сварку.
Если процесс сварки не указан, этот термин означает контактную точечную сварку.
Осадочный сварной шов (рис. 6-29). Сварочный шов методом осадки.
13 различных типов вакансий сварщиков (плюс важные факты о сварке)
Узнайте о различных типах сварочных работ, названиях должностей и видах сварки, если вы планируете карьеру в области сварки чтобы получить необходимые навыки и методы, необходимые для того, чтобы стать успешным сварщиком.
Сварка — одна из важнейших профессий во многих отраслях промышленности по всему миру. Он играет значительную роль в целом ряде областей.Он жизненно важен для создания автомобилей, самолетов, самолетов, строительных конструкций, ветряных турбин, нефтяных вышек и буквально всего, что сделано из металла .
Сварка — это сплавление отдельных металлических частей вместе.
Если вы думаете, что работа сварщиков ограничивается только обрабатывающей промышленностью, вы будете приятно удивлены, узнав, что сварщики необходимы для различных отраслей, таких как строительство, сельское хозяйство, автомобильная промышленность и этот список можно продолжать.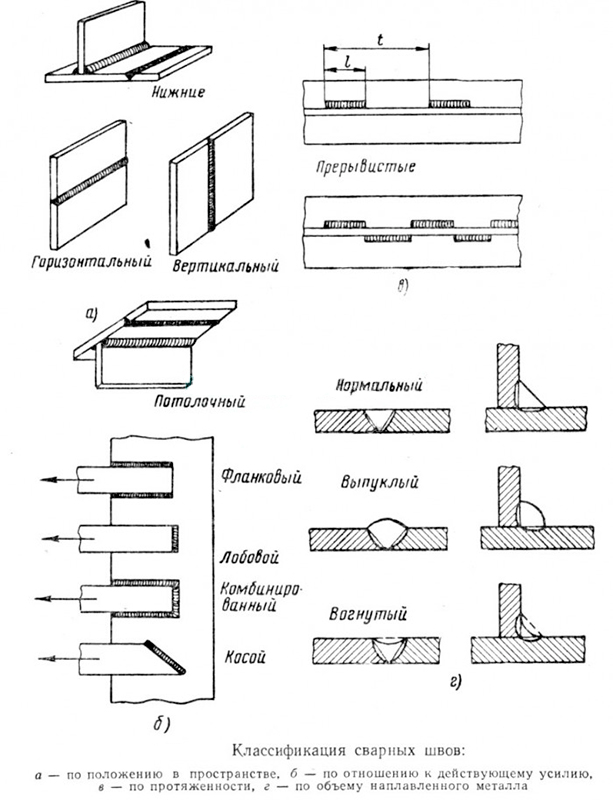 Именно из-за огромного объема работы уровень занятости сварщиков продолжает расти.
Именно из-за огромного объема работы уровень занятости сварщиков продолжает расти.
Когда вы слышите термин «сварка», первое, что, вероятно, приходит вам в голову, — это человек в большой маске, работающий над соединением двух кусочков металла вместе. Вы, вероятно, также думаете, что сварка в основном требуется, когда дело доходит до ремонта сломанных труб или изготовления металлических каркасов. Однако такое мышление неверно (по большей части). Сварка включает в себя множество видов работ, каждая из которых требует уникального набора навыков.
Мы живем в мире промышленных революций, и технологических достижений, где инновации и творчество развиваются беспрецедентно быстрыми темпами. Сталь стала основным строительным материалом, и благодаря этому были разработаны многие технологии изготовления. Раньше заклепки и болты были наиболее часто используемыми методами соединения стали. Однако сегодня процесс сварки перерос старые, более трудоемкие методы.
Как мы упоминали ранее, сварочные работы не ограничиваются только обрабатывающей промышленностью. Поскольку эта профессия очень важна и обширна, давайте рассмотрим различные виды работ сварщика.
Поскольку эта профессия очень важна и обширна, давайте рассмотрим различные виды работ сварщика.
Связано: Типы вакансий в сфере недвижимости | Альтернативная работа для архитекторов | Типы дизайнеров интерьеров | Как открыть сварочный цех у себя в гараже
Виды работы сварщикаНе каждый может быть хорошим сварщиком. Это сложная работа, требующая точности, терпения и внимания к деталям. Доступны различные программы обучения и ученичества, которые помогают людям освоить методы и навыки, необходимые для того, чтобы стать успешным сварщиком.Навыки приобретаются на практике.
Ни одна промышленность не может выжить без конструкций и оборудования, созданных в результате промышленного изготовления, которое, в свою очередь, не может существовать без сварки. Поскольку сегодня сварка используется практически во всех отраслях промышленности, для каждого вида сварочной работы требуется свой набор навыков. Некоторые сварочные работы могут потребовать от вас путешествовать с места на место, а некоторые — нет. В области сварки вы можете выбрать множество карьерных возможностей.
В области сварки вы можете выбрать множество карьерных возможностей.
Для вашего сведения перечислены многие виды сварочных работ:
1. Строительные сварщикиСварка — один из важнейших процессов в строительной отрасли, будь то жилищное строительство или коммерческое строительство. Металл используется при строительстве зданий, мостов или при разработке проектов гражданского строительства. Строительные сварщики берут на себя разумный риск, так как для этого типа работы они должны работать на открытом воздухе, на высоте нескольких сотен футов над землей. Работа строительных сварщиков — одна из самых высокооплачиваемых в строительной отрасли.
Вы можете предположить, что работа строителей-сварщиков во всех типах конструкций (жилых и коммерческих) одинакова. Однако между ними есть существенная разница.
Сварщики, работающие в сфере жилищного строительства, умеют выполнять более мелкие задачи, такие как соединение труб, по которым проходит газ или вода. У них есть опыт работы, прежде всего, с вопросами, связанными с водопроводом в жилых домах. С другой стороны, профессиональный строительный сварщик хорошо подготовлен для выполнения более сложных и ответственных работ.Они необходимы в областях, где используется большее количество металлических компонентов, которые необходимо сваривать. Они работают с технологически продвинутыми зданиями коммерческого назначения, где требуются обширные конструкции водопровода, сложные системы отопления, вентиляции и кондиционирования воздуха и дополнительные электрические кабели.
У них есть опыт работы, прежде всего, с вопросами, связанными с водопроводом в жилых домах. С другой стороны, профессиональный строительный сварщик хорошо подготовлен для выполнения более сложных и ответственных работ.Они необходимы в областях, где используется большее количество металлических компонентов, которые необходимо сваривать. Они работают с технологически продвинутыми зданиями коммерческого назначения, где требуются обширные конструкции водопровода, сложные системы отопления, вентиляции и кондиционирования воздуха и дополнительные электрические кабели.
Навыки, необходимые строительному сварщику, зависят от характера выполняемой им работы. В любом случае работа строительного сварщика — один из важнейших видов сварочных работ.
2. Производство сварщиков Любая отрасль, производящая изделия и оборудование из металла, требует квалифицированных сварщиков-изготовителей на борту. Обрабатывающая промышленность не ограничивается только автомобильной промышленностью, но распространяется на любую отрасль, в которой металл используется в своей продукции. Наиболее распространенные отрасли обрабатывающей промышленности, в которых требуются сварщики, включают производство строительных конструкций и сельскохозяйственных металлов, горнодобывающую промышленность и, конечно же, производство автомобилей.
Наиболее распространенные отрасли обрабатывающей промышленности, в которых требуются сварщики, включают производство строительных конструкций и сельскохозяйственных металлов, горнодобывающую промышленность и, конечно же, производство автомобилей.
Сварщики-производители отвечают за сварку металлических компонентов разных типов и размеров, чтобы исправить старый продукт или создать новый.
Качество металлических изделий и оборудования зависит от того, насколько хорошо каждый компонент был соединен друг с другом, что делает работу сварщика чрезвычайно важной в обрабатывающей промышленности.
3. Сварщики металлоконструкций Сварщики металлоконструкций более известны как слесари-металлисты.Они профессионалы в области сборки стальных конструкций и каркасов. Сварщик металлоконструкций участвует в изготовлении и возведении несущего каркаса больших и малых зданий. Они работают в ряде отраслей, включая строительные компании, горнодобывающие компании, судостроительные компании, аэрокосмические компании и нефтегазовые компании.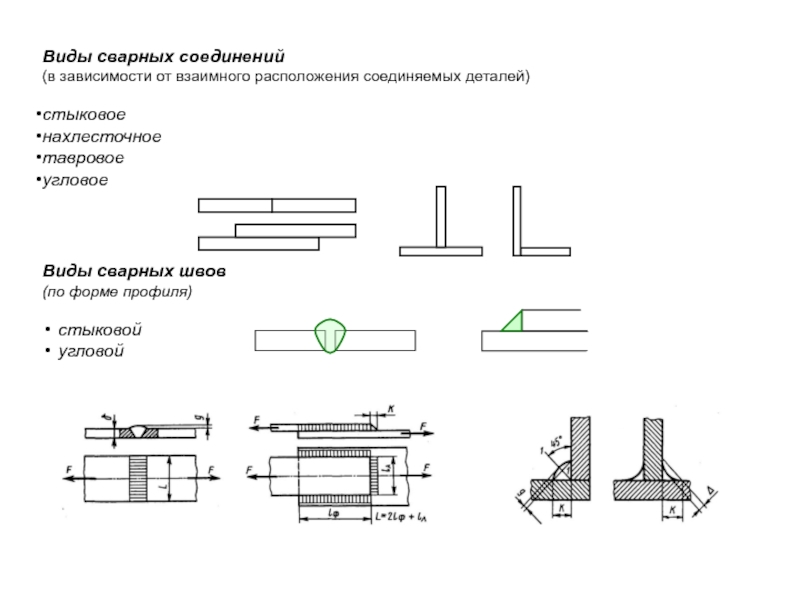
Работа сварщика металлоконструкций довольно опасна. Они часто работают на больших высотах, где ветер может сдувать подвесную балку и нанести серьезный вред сварщику.
4. Рабочие по обработке листового металлаРаботник по обработке листового металла — специалист по сварке, который отвечает за создание, установку и ремонт изделий из листового металла. Работник по обработке листового металла изучает предоставленные ему чертежи и решает, какой метод сварки будет использоваться и какой тип материала будет использоваться. Они выполняют резку и сварку, чтобы подготовить металлические листы необходимых размеров. Готовые изделия монтируют на стройках металлисты.Если изделие представляет собой отдельные детали, слесарщики собирают их и соединяют с помощью сварки.
Большинство специалистов по обслуживанию листового металла являются специалистами в области технического обслуживания. Наиболее распространенные области, в которых требуется специалист по обработке листового металла, — это обслуживание систем кондиционирования, отопления и вентиляции, а также ремонт кровли.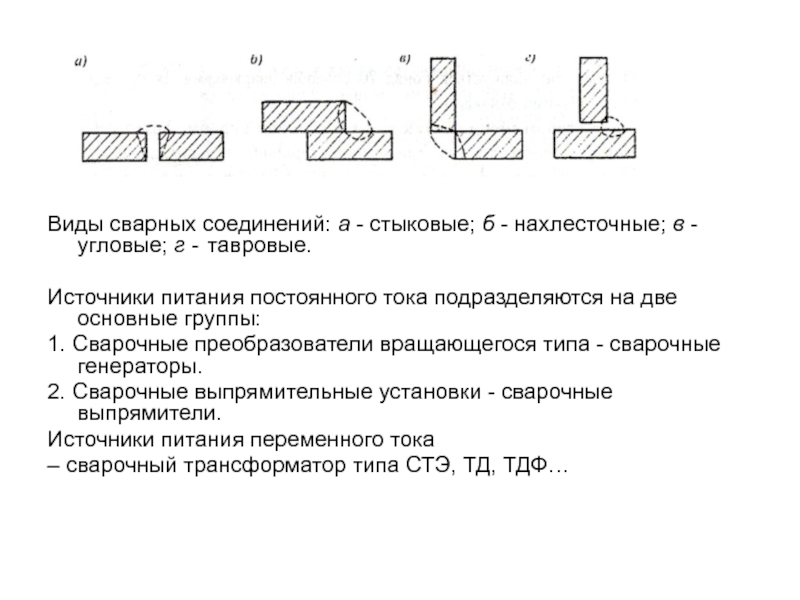
Как можно понять по названию, котел — это специализированный сварщик, который занимается изготовлением и установкой котлов и больших емкостей, предназначенных для хранения жидкостей и газов.Работа котельных включает сборку, установку и ремонт закрытых чанов, котлов и больших сосудов, в которых хранятся жидкости и газы. Их работа сложна с физической точки зрения, поскольку обычно она связана с работой в закрытых помещениях, а также в местах с очень высокими температурами и влажностью.
Котельные обычно должны выезжать на место, где они необходимы, и часто вынуждены жить вдали от дома в течение длительного времени. Чтобы иметь возможность работать профессиональным котельщиком, необходимо пройти обучение и иметь опыт работы в области сварки, поскольку котлы обычно изготавливаются из железа, меди, стали или нержавеющей стали.
Эта работа включает чтение чертежей, отливку металлических пластин и их гибку в требуемых формах, а также сварку отдельных металлических частей вместе. Эти сварщики также несут ответственность за тестирование и обслуживание изготовленных котлов. Более того, они участвуют в модернизации котлов, чтобы они соответствовали отраслевым стандартам, и, следовательно, повышали их эффективность.
Эти сварщики также несут ответственность за тестирование и обслуживание изготовленных котлов. Более того, они участвуют в модернизации котлов, чтобы они соответствовали отраслевым стандартам, и, следовательно, повышали их эффективность.
Котельные чаще всего требуются на нефтеперерабатывающих заводах и в добывающих компаниях.Обратной стороной этого является то, что объем их работы ограничен только этими отраслями. Однако они могут понадобиться в любой отрасли, где требуются котлы и большие емкости для хранения.
Помимо ремонта и технического обслуживания котлов и резервуаров для хранения, производителей котлов занимаются ремонтом и производством оборудования для борьбы с загрязнением воздуха, водоочистных сооружений, доменных печей, технологических резервуаров и резервуаров для хранения, а также дымовых труб.
6. Сварочные аппараты для промышленного обслуживания Отрасли промышленности используют машины и оборудование, требующие значительных усилий.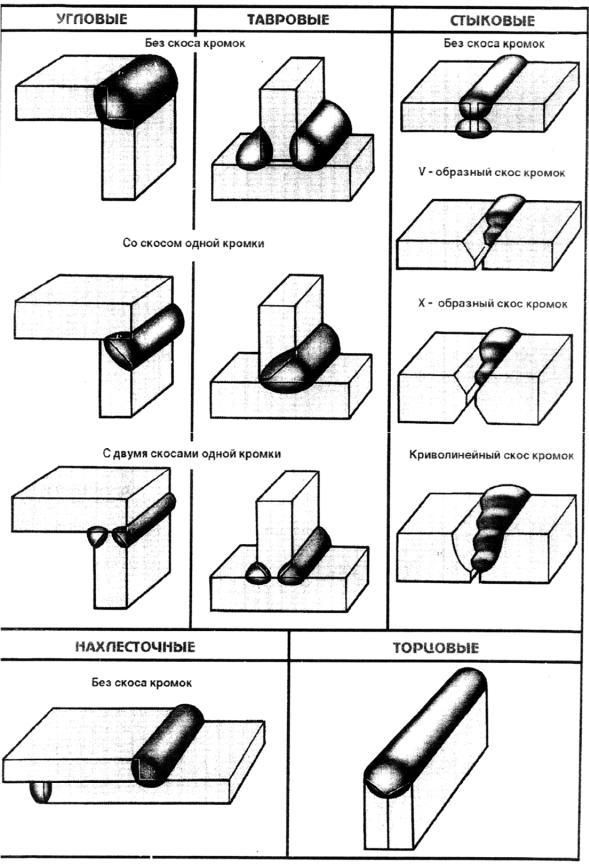 Следовательно, это оборудование подвержено значительному износу, что делает их уязвимыми. Промышленные сварщики для технического обслуживания обязаны ухаживать за машинами и оборудованием в различных отраслях промышленности, чтобы убедиться, что они не нуждаются в немедленном ремонте.
Следовательно, это оборудование подвержено значительному износу, что делает их уязвимыми. Промышленные сварщики для технического обслуживания обязаны ухаживать за машинами и оборудованием в различных отраслях промышленности, чтобы убедиться, что они не нуждаются в немедленном ремонте.
Сварщик, обслуживающий промышленные предприятия, имеет квалификацию в области сварки и может выполнять ремонт, модификацию, а также изготовление установок и оборудования.
В случае выхода оборудования из строя его восстановление может занять несколько часов, что может существенно повлиять на производительность.Следовательно, необходимо иметь на борту промышленных сварщиков, которые могут регулярно проверять весь объект и обеспечивать своевременный ремонт.
7. Промышленные сварочные аппараты после останова Как упоминалось ранее, оборудование, используемое в различных отраслях промышленности, подвергается сильному трению и растяжению, что приводит к его износу.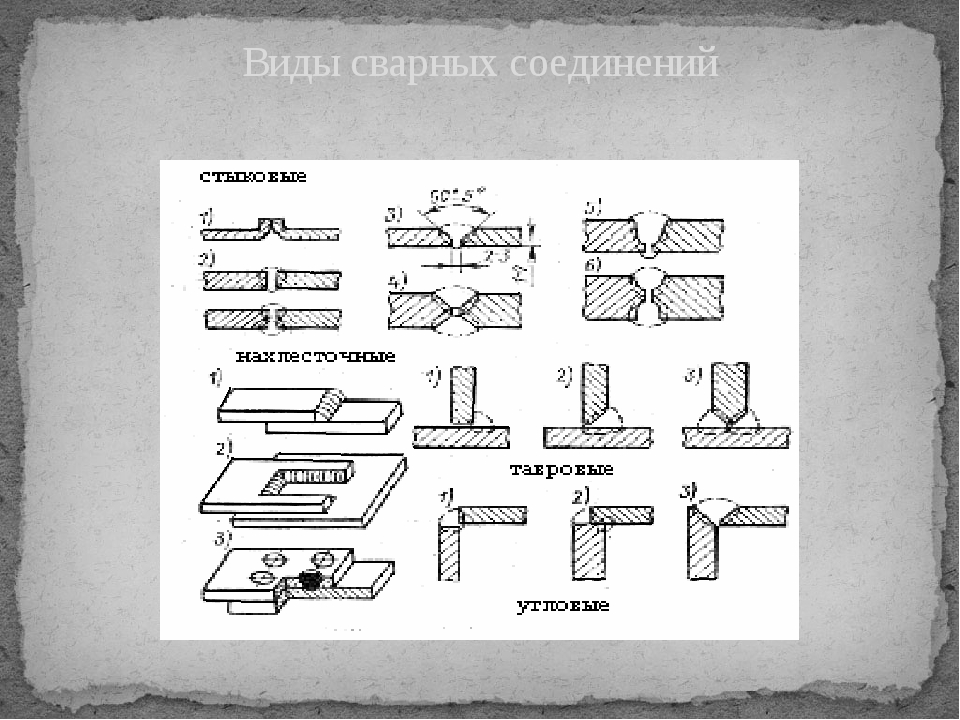 Это делает необходимость регулярного обслуживания. Однако иногда оборудование необходимо полностью отключить для ремонта.Это называется техобслуживанием при останове, и сварщики, которые работают с ним, известны как , сварщики при останове, .
Это делает необходимость регулярного обслуживания. Однако иногда оборудование необходимо полностью отключить для ремонта.Это называется техобслуживанием при останове, и сварщики, которые работают с ним, известны как , сварщики при останове, .
Промышленные сварочные аппараты при останове обычно используются компанией и не передаются на аутсорсинг на каждый период технического обслуживания при останове. Эти сварщики работают на заводе, когда он остановлен, то есть не работает. Сварные швы на установках проверяются на предмет возможных разрывов или утечек. Техническое обслуживание при остановке может занять от нескольких недель до нескольких месяцев, в зависимости от размера проверяемого предприятия и объема необходимого ремонта.
8. Сварщики Нефтегазовая оснастка — одна из крупнейших отраслей промышленности, где сварщики являются необходимой частью рабочей силы. Сварщики необходимы, будь то наземная установка или морская площадка.
Сварщики буровых установок отвечают за установку искусственного стального острова на морской буровой установке и за строительство всей наземной буровой станции. Сварщики необходимы не только для первоначальной сборки станка, но и для повседневного ремонта и обслуживания.Сварщики буровых установок должны быть доступны в любое время, чтобы принимать вызовы службы экстренной помощи для ремонта. По этой причине сварщики буровой установки обычно находятся на месте.
Они не только облегчают ремонт и техническое обслуживание, но также приваривают хомуты и трубы, а также выполняют все функции, которые могут потребовать их опыта в сварке.
Сварщики, работающие на станках, должны быть физически сильными, уметь работать в тяжелых погодных условиях и управлять своей производительностью в потенциально опасных ситуациях.Поскольку работа сварщиков на станке сложнее и сложнее по сравнению с другими видами сварочных работ, им платят почти , вдвое больше, чем , по сравнению со сварщиками других типов.
Pipefitters — специализированные сварщики, пользующиеся большим спросом. Такие отрасли, как газовая промышленность, нефтегазовая промышленность, электроэнергетика и водоснабжение, используют трубопроводы для транспортировки своей продукции по стране и по всему миру.Pipefitters — это сварщики, которые работают в этой специализированной нише.
Работу слесаря часто путают с работой сантехника. Однако эти две профессии сильно отличаются друг от друга. Работа слесаря - это сварка, которой обычный сантехник не обучен.
Специалисты по трубопроводу отвечают за придание металлам различных размеров и гибку в соответствии со спецификациями конструкций, необходимых для конкретного промышленного использования. Они вовлечены в процесс, начиная с планирования и заканчивая установкой.
Монтажник обычно начинает с создания чертежа установки трубы. Они также принимают решение о типе и размере трубы, которую необходимо изготовить, а также определяют, какое оборудование и материалы потребуются для правильного выполнения работы.
После того, как трубы будут изготовлены, монтажник доставит эти трубы на место, где они необходимы, и обеспечит их правильную установку. После завершения установки монтажник выполняет серию тестов перед тем, как объявить, что трубопровод пригоден для использования.
На этом работа монтажника заканчивается. Они должны регулярно проверять трубопровод на предмет утечек и других возможных повреждений, чтобы убедиться, что система находится в безупречном рабочем состоянии.
10. Motorsports WeldersУ вас когда-нибудь была возможность стать свидетелем гонки NASCAR? Автоспорт, как и NASCAR, — это автомобили и экшн. Однако частью команды являются не только машина и гонщик, но и каждая команда, участвующая в этих видах спорта, имеет вклад разных профессионалов; сварщики — одни из самых важных.
С момента изготовления гоночного автомобиля до его обслуживания и ремонта после гонки сварщики автоспорта всегда на ногах.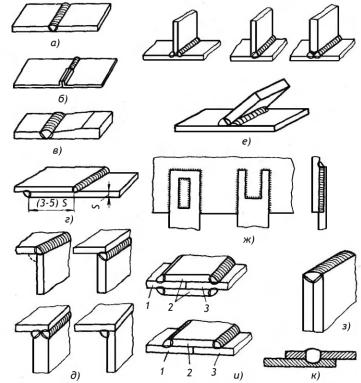 Автомобили, которые используются для участия в автоспорте, не похожи на обычные автомобили, которые вы водите по улицам. Это специальные автомобили, специально разработанные для того, чтобы выдерживать экстремальные давления и напряжения и обеспечивать максимальную производительность.
Автомобили, которые используются для участия в автоспорте, не похожи на обычные автомобили, которые вы водите по улицам. Это специальные автомобили, специально разработанные для того, чтобы выдерживать экстремальные давления и напряжения и обеспечивать максимальную производительность.
Сварщики в автоспорте должны быть в курсе, когда речь идет о типах используемых материалов.Постоянно появляются новые и экзотические металлы. Существуют также различные правила и нормы, которые необходимо соблюдать, когда речь идет о типах используемых металлов, а также о том, как они свариваются. Это означает, что сварщикам автоспорта необходимо оставаться в курсе всех новых разработок.
Работа сварщиков автоспорта не заканчивается созданием автомобиля. Они обязаны убедиться, что конечный продукт обеспечивает безопасность и благополучие водителя.На их плечах также лежит ремонт и восстановление машины после того, как она прошла через несколько ударов и аварий во время гонки. Такая работа может показаться волнующей, но она чрезвычайно рискованна и вызывает стресс.
Сварка является неотъемлемой частью судостроительной отрасли. Он используется не только в судостроении, но и в ремонте и обслуживании. Эта отрасль в значительной степени полагается на сварку для постоянного сплавления двух металлических частей с целью получения маслонепроницаемых и водонепроницаемых соединений.Сварка также является одним из самых трудоемких и дорогостоящих направлений судостроения. Это делает сварщиков верфи очень важной частью отрасли.
Сварщики верфи не только строят корабли, но и регулярно их осматривают и проводят необходимый ремонт. Сварщики верфей необходимы на грузовых судах, военных судах, исследовательских судах, а также для производства, ремонта и обслуживания всего оборудования, связанного с кораблями.
Этим сварщикам часто требуется путешествовать между портами.В связи с характером их работы и масштабом их обязанностей этот вид работы сварщика имеет солидный пакет заработной платы.
Иногда сварщики верфей входят в постоянную команду корабля и едут туда, куда идет судно. Они должны быть на борту все время, чтобы обеспечить безупречное обслуживание судна, даже когда оно находится в море.
12. Военные сварщикиВоенные сварщики , как следует из названия, — это сварщики, которые работают на военных.Они задействованы в армии, военно-воздушных силах и флоте. Военные сварщики отличаются от обычных сварщиков, потому что они работают на военных. Под этим мы подразумеваем, что военные сварщики должны пройти базовую военную подготовку, изучить протоколы и быть в такой же физической форме, как и другие военные профессионалы.
Военные сварщики участвуют в производстве, ремонте и техническом обслуживании транспортных средств, оружия и оборудования, которое используется в военных целях. От них часто требуется работать в опасных зонах для сварки поврежденного объекта, ремонта автомобилей и даже самолетов. Военным сварщикам, связанным с флотом, часто требуется, чтобы они жили на кораблях в течение длительного времени и выполняли все работы по техническому обслуживанию и ремонту во время их пребывания на корабле.
Военным сварщикам, связанным с флотом, часто требуется, чтобы они жили на кораблях в течение длительного времени и выполняли все работы по техническому обслуживанию и ремонту во время их пребывания на корабле.
Военные вспомогательные сварщики являются неотъемлемой частью команды, которая следит за тем, чтобы оружие было надежным, автомобили были в идеальном рабочем состоянии, а оборудование полностью защищено и прочно. Этот вид работы сварщика сопряжен с высоким риском, но хорошо оплачивается.
13. Сварщики под водойПодводная сварка, без сомнения, одна из самых сложных и самых опасных профессий.Обычно сварщик работает либо непосредственно в воде, либо в закрытом сухом отсеке, который опускается в воду.
Когда подводный сварочный аппарат работает в глубоководных условиях, он подвергается настолько сильному давлению воды, что может раздавить их тело. Образование пузырей также ухудшает их видимость. Подводные сварщики работают над ремонтом трубопроводов, кораблей, дамб, морских нефтяных буровых установок, подводных обитателей и даже объектов ядерной энергетики.
Подводные сварщики могут использовать сухую или влажную сварку, в зависимости от характера работы.Этот вид сварки невероятно опасен, но при этом является одной из самых высокооплачиваемых работ в области сварки.
Типы сварочных работ ЗаголовкиТак как существует множество типов сварочных работ, так же и названия сварочных работ. Каждый вид сварочной работы дает сварщику уникальное название в зависимости от выполняемой им работы. Некоторые из наиболее распространенных наименований , связанных со сварочными работами, включают:
1. Сварщики «Сварщик» — это общий термин, который включает в себя множество типов сварщиков.Он охватывает все виды сварочных работ, перечисленных выше. Как вы уже знаете, сварщик, в общем, означает профессионал, который плавит металлы. Они могут использовать различные типы сварки, наиболее распространенной из которых является дуговая сварка. Сварщики знают все типы металлов и способы сварки.
Сварщики знают все типы металлов и способы сварки.
Подобно сварщикам, паяльники и паяльники используют тепло для соединения металлов. Разница между сваркой и пайкой / пайкой состоит в том, что последняя добавляет металлический наполнитель, который представляет собой сплав для связывания двух металлических частей.Сплавы, которые используются в качестве наполнителей, имеют более низкую температуру плавления, и поэтому эти процессы проводятся при более низких температурах.
3. ФрезыФрезы — это профессионалы, которые режут металлы на куски определенных размеров с помощью тепла. Затем эти металлы сплавляются друг с другом посредством сварки. В отличие от сварки, которая используется для соединения металлов вместе с металлами , за их разделение отвечают резцы.
4. Оператор сварочного аппарата Сварку можно выполнять вручную или с помощью сварочного аппарата.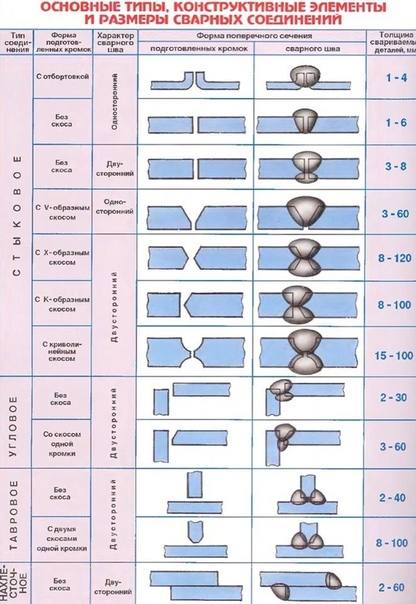 Люди, работающие со сварочными аппаратами, известны как операторы сварочных аппаратов. Они обладают обширными знаниями о различных методах сварки, сварочном оборудовании и обладают навыками работы с современным оборудованием. Операторов сварочных аппаратов нанимают более крупные компании, желающие перейти на автоматизированные процессы.
Люди, работающие со сварочными аппаратами, известны как операторы сварочных аппаратов. Они обладают обширными знаниями о различных методах сварки, сварочном оборудовании и обладают навыками работы с современным оборудованием. Операторов сварочных аппаратов нанимают более крупные компании, желающие перейти на автоматизированные процессы.
Инспекторы по сварке — это именно то, что следует из названия.Они проверяют работу, проделанную другими сварщиками. Они несут ответственность за обеспечение высокого качества работы, которую выполняли другие сварщики, и дают добро на переход к следующему этапу производства. Они проводят инспекционные испытания на качество и прочность сварных конструкций.
Типы сварки Если у вас появился интерес к сварке и вы хотите начать свою карьеру в этой области, возможно, вы захотите узнать о различных типах сварки.Теперь, когда вы знаете все возможные области, в которых вы можете начать карьеру, типы сварки могут дать вам лучшее представление о том, где вы можете видеть себя в этой отрасли.
Более известный как MIG (металлический инертный газ), этот тип сварки использует непрерывно подаваемый плавящийся электрод для образования электрической дуги между электродом и основной материал. Материал нагревают до тех пор, пока он не расплавится и не соединится с другим металлом.Это один из самых простых способов сварки, который отлично подходит как для любителей, так и для начинающих.
2. Газовая дуговая сварка вольфрамом (GTAW)Газовая дуговая сварка вольфрамом, также известная как TIG (вольфрамовый инертный газ), использует вольфрамовый электрод для создания электрической дуги. В этом методе используется отдельная присадочная проволока.
3. Дуговая сварка экранированного металла (SMAW) Это более широко известно как сварка стержнем, поскольку в ней используется стержневой электрод.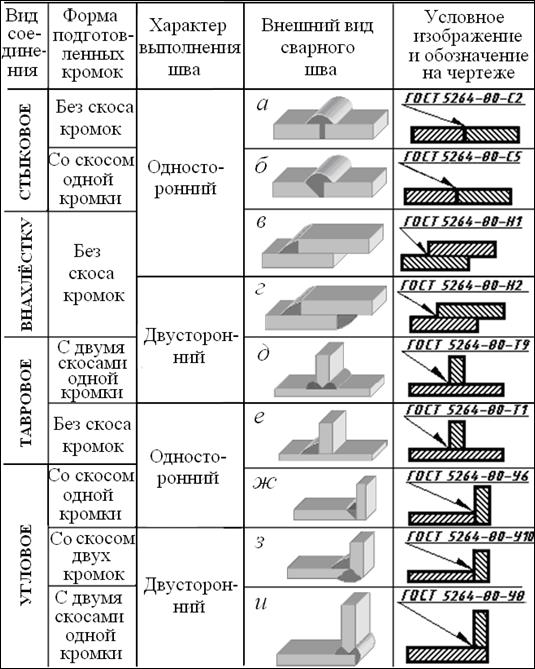 Электрод расходный. Он покрыт флюсом, который выделяет газ, который защищает ванну расплавленного металла от факторов окружающей среды.
Электрод расходный. Он покрыт флюсом, который выделяет газ, который защищает ванну расплавленного металла от факторов окружающей среды.
Подобно SMAW, в дуговой сварке порошковой проволокой используется плавящийся электрод, но в этом случае электрод сплошной, а не покрытый флюсом, он имеет тонкую металлическую трубку, в которой находится флюс.
5. Электронно-лучевая сваркаЭлектронно-лучевая сварка запускает луч электронов, движущихся с очень высокой скоростью, в свариваемом материале.Энергия электронов используется для плавления листа металла, который затем может плавиться.
6. Сварка атомарным водородом (AHW)Этот вид сварки используется для сварки вольфрама, который очень устойчив к нагреванию. Это помогает плавить вольфрам, не повреждая металл.
7. Плазменно-дуговая сварка Этот метод отлично подходит для сварки небольших участков. Он включает пропускание электрического тока через небольшое сопло, которое проходит через защитные газы.Это обеспечивает точность, необходимую для сварки небольших участков.
Он включает пропускание электрического тока через небольшое сопло, которое проходит через защитные газы.Это обеспечивает точность, необходимую для сварки небольших участков.
Сварка — это обширная область, в которой есть бесчисленные возможности карьерного роста для людей, которые хотят начать свою карьеру в области сварки. Различные виды работ сварщика требуют разных навыков. Вы можете выбрать такую работу сварщика, которая, по вашему мнению, хорошо сочетается с вашим увлечением и навыками.
Типы сварки — химия есть сварка
Сварка (TIG) — это процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод.Зона сварки защищена от атмосферного загрязнения инертным защитным газом (аргон или гелий), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.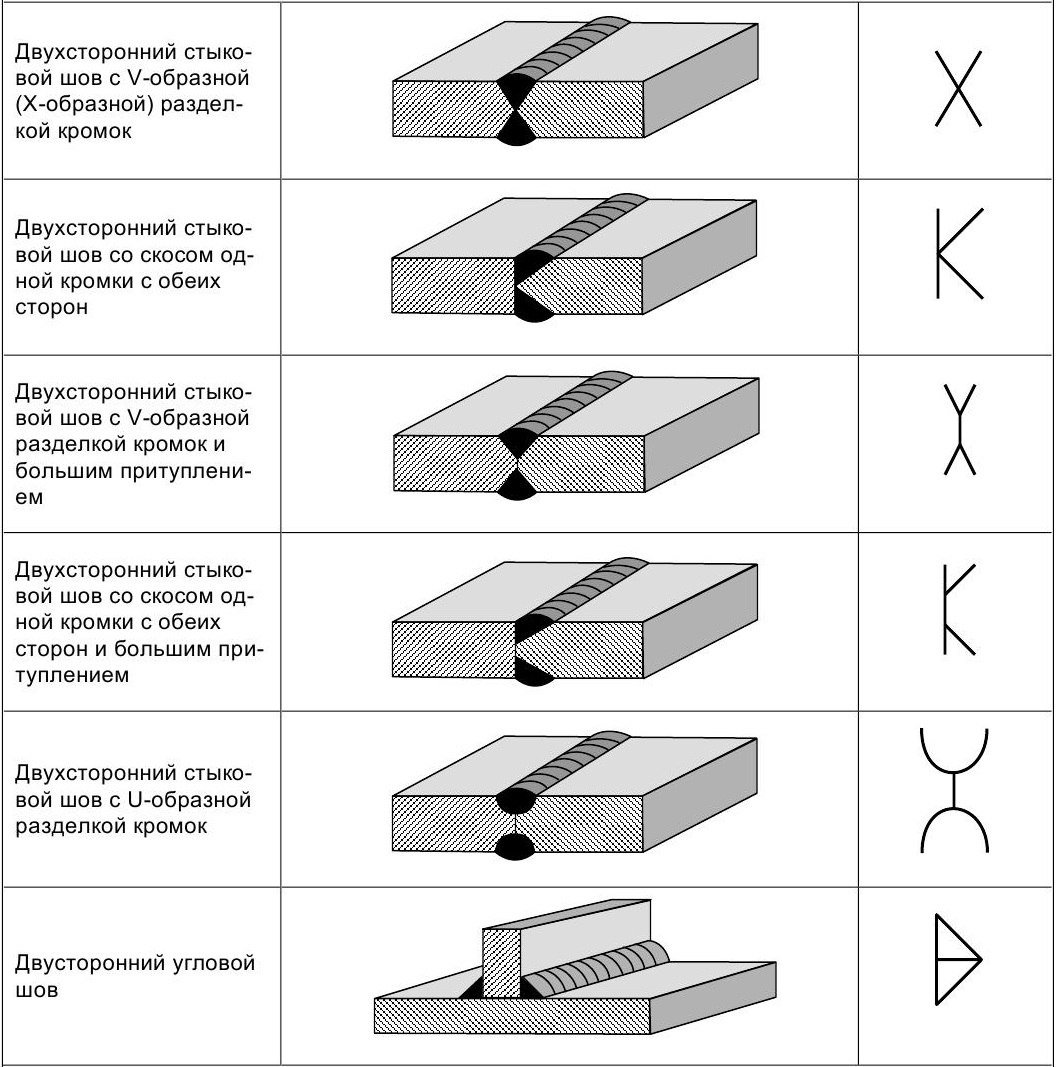 TIG чаще всего используется для сварки тонких секций нержавеющей стали и цветных металлов, таких как как алюминиевые, магниевые и медные сплавы.Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в газовой среде, что позволяет получать более прочные и качественные сварные швы. Однако TIG сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный с этим процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
TIG чаще всего используется для сварки тонких секций нержавеющей стали и цветных металлов, таких как как алюминиевые, магниевые и медные сплавы.Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в газовой среде, что позволяет получать более прочные и качественные сварные швы. Однако TIG сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный с этим процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
Сварка в среде инертного газа (MIG)
Вместе с проволочным электродом через сварочную горелку проходит защитный газ, который защищает процесс от загрязнений в воздухе.Процесс может быть полуавтоматическим или автоматическим.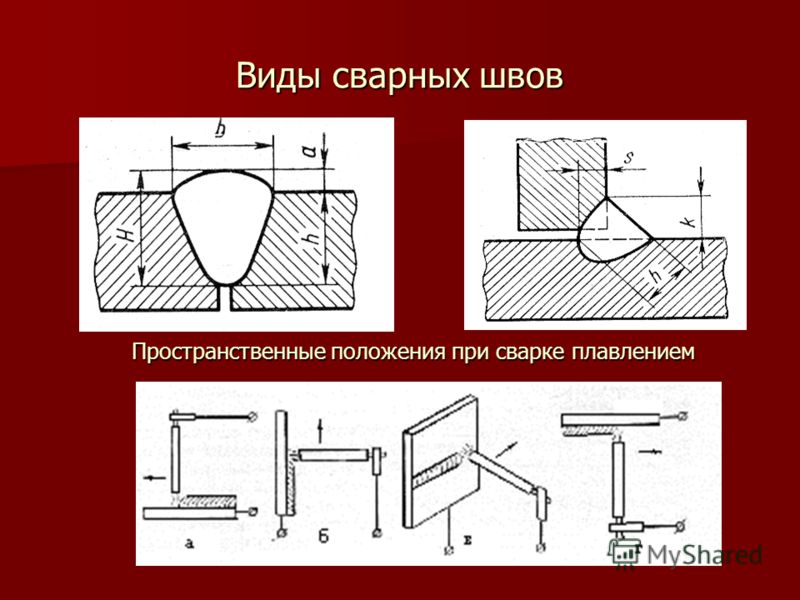 Источник постоянного напряжения постоянного тока чаще всего используется с MIG, но можно использовать системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в MIG: шаровидный, короткозамкнутый, распылительный и импульсный, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения. Первоначально был разработан для сварки алюминия и других цветных металлов в 1940-е годы MIG вскоре стал применяться для обработки сталей, поскольку он обеспечивал более быстрое время сварки по сравнению с другими сварочными процессами.Стоимость инертного газа ограничивала его использование в сталях до тех пор, пока несколько лет спустя не стали широко использоваться полуинертные газы, такие как диоксид углерода. Дальнейшие разработки в 1950-х и 1960-х годах сделали этот процесс более универсальным, и в результате он стал широко используемым промышленным процессом. Сегодня MIG является наиболее распространенным процессом промышленной сварки, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.
Источник постоянного напряжения постоянного тока чаще всего используется с MIG, но можно использовать системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в MIG: шаровидный, короткозамкнутый, распылительный и импульсный, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения. Первоначально был разработан для сварки алюминия и других цветных металлов в 1940-е годы MIG вскоре стал применяться для обработки сталей, поскольку он обеспечивал более быстрое время сварки по сравнению с другими сварочными процессами.Стоимость инертного газа ограничивала его использование в сталях до тех пор, пока несколько лет спустя не стали широко использоваться полуинертные газы, такие как диоксид углерода. Дальнейшие разработки в 1950-х и 1960-х годах сделали этот процесс более универсальным, и в результате он стал широко используемым промышленным процессом. Сегодня MIG является наиболее распространенным процессом промышленной сварки, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.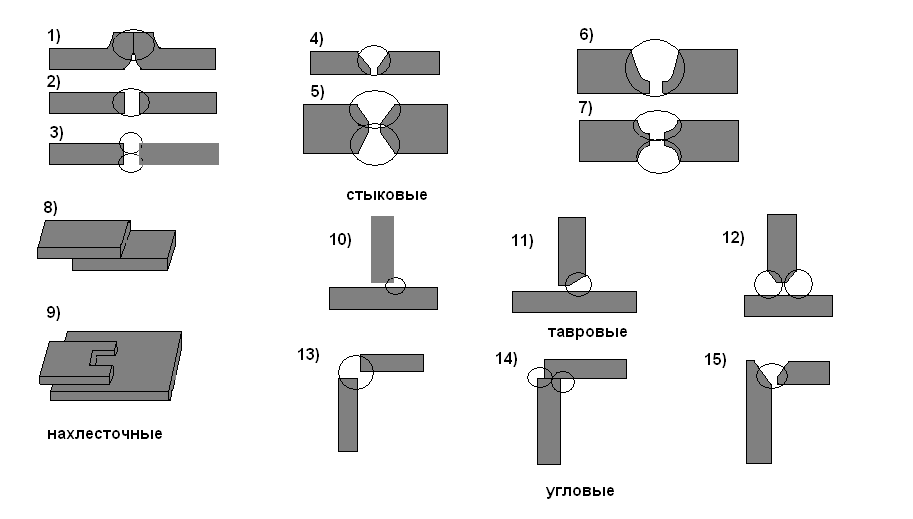
Оксиацетилен
Использует топливные газы и кислород для сварки и резки металлов.Чистый кислород вместо воздуха используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала детали.
При газокислородной сварке сварочная горелка используется для сварки металлов. Сварка металла происходит, когда две детали нагреваются до температуры, при которой образуется общая ванна расплавленного металла. В ванну расплава обычно добавляют дополнительный металл, называемый наполнителем. Присадочный материал зависит от свариваемых металлов.
При газокислородной резке используется горелка для нагрева металла до температуры возгорания.Затем поток кислорода направляется на металл, превращая его в оксид металла, который вытекает из пропила в виде шлака.
Сварка SMAW (сварка палкой) Этот процесс используется в основном для сварки чугуна и стали (включая нержавеющую сталь), но этим методом также можно сваривать алюминиевые, никелевые и медные сплавы.
Как работает сварка электродом:
Электрический ток в форме переменного или постоянного тока от источника сварочного тока используется для образования электрической дуги между электродом и соединяемыми металлами.Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение. При наложении сварного шва флюсовое покрытие электрода распадается, выделяя пары, которые служат защитным газом и образуют слой шлака, оба из которых защищают зону сварки от атмосферного загрязнения. Этот процесс используется в основном для сварки железа и Стали (включая нержавеющую сталь), а также алюминиевые, никелевые и медные сплавы можно сваривать этим методом.
Виды сварных швов — Стыковые соединения — Угловые швы — Фаски-канавки
Типы сварных швов
Существуют различные типы сварных швов, которые можно выполнять в каждом из основных соединений.В их числе:
Стыковое соединение, рис. 2.
• Стыковой шов с квадратной канавкой.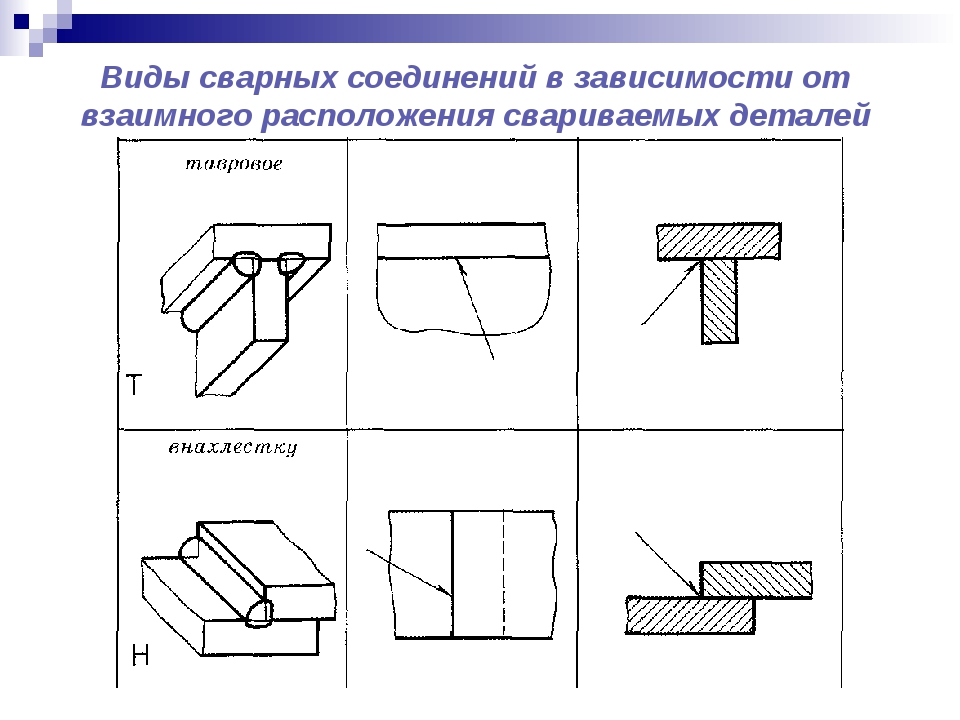
• Стыковая сварка под фаску.
• Стыковая сварка с V-образной канавкой.
• Стыковая сварка с J-образной канавкой.
• Стыковая сварка с U-образной канавкой.
• Стыковая сварка с развальцовкой и V-образной канавкой.
• Стыковая сварка под развальцовку, под фаску.
Тройник, рис. 3.
• Угловой шов.
• Электрозаклепка.
• Щелевой шов.
• Сварка со скосом под кромку.
• Сварка с J-образной канавкой.
• Сварной шов под развальцовку, под фаску.
• Сквозной шов.
Рисунок 2: Типы сварных швов, которые могут быть выполнены с помощью простого стыкового соединения
Рис. 3: Типы сварных швов, которые могут быть выполнены с помощью основного таврового соединения.
Рис. 4 Типы сварных швов, которые могут быть выполнены с использованием основного соединения внахлест.
Соединение внахлест, рис. 4.
• Угловой шов.
• Электрозаклепка.
• Щелевой шов.
• Точечная сварка.
• Сварка со скосом под кромку.
• Сварка с J-образной канавкой.
• Сварной шов под развальцовку, под фаску.
Угловой шарнир, рисунок 5.
• Угловой шов.
• Точечная сварка.
• Сварка под квадратные кромки или встык.
• Сварка с V-образной канавкой.
• Сварка со скосом под кромку.
• Сварной шов с U-образной канавкой.
• Сварка с J-образной канавкой.
• Сварной шов с развальцовкой под V-образную канавку.
• Торцевой сварной шов.
• Приварной угловой фланец.
Торцевое соединение, рис. 6.
• Сварной шов с квадратной канавкой или стыковой шов.
• Сварка со скосом под кромку.
• Сварка с V-образной канавкой.
• Сварка с J-образной канавкой.
• Сварной шов с U-образной канавкой.
• Приварка кромко-полка.
• Приварной угловой фланец.
Двойные сварные швы
В некоторых случаях сварка не может быть выполнена только с одной стороны соединения. Когда сварной шов необходимо выполнить с обеих сторон, это называется двойным швом. На рисунке показаны общие области применения двойных сварных швов в базовых конструкциях соединений.
Когда сварной шов необходимо выполнить с обеих сторон, это называется двойным швом. На рисунке показаны общие области применения двойных сварных швов в базовых конструкциях соединений.
Рис. 5: Типы сварных швов, которые могут быть выполнены с помощью основного углового соединения.
Рис. 6. Применение двойных сварных швов.
Рис. 7: Типы сварных швов, которые могут быть выполнены с помощью основного краевого соединения.
Полное руководство по различным типам сварки
Полное руководство по различным типам сварки
Сварка определяется как процесс, при котором два или более куска металла или термопласта соединяются вместе с помощью тепла и давления. Процесс нагревания смягчает материал и позволяет ему склеиваться как единое целое в области стыка при приложении адекватного давления. Концепция сварки впервые возникла в средние века, хотя она не вошла в процесс сварки, как сегодня, до последних лет 19 века. До этого процесс, известный как «кузнечная сварка», был единственным способом соединения двух металлических предметов вместе. Кузнечная сварка заключалась в использовании пламени для нагрева металла до чрезвычайно высоких температур, а затем в сколачивании каждой детали вместе, пока они не стали одним целым. Этот метод был заменен примерно во время промышленной революции. Электрические и газовые методы нагрева пламенем оказались намного безопаснее и быстрее для сварщиков. Практически каждый материальный объект, который сделал общество тем, чем оно является сегодня, был создан с помощью сварных строительных инструментов или был сварен сам.Из-за этого у сварщиков есть широкий спектр сфер деятельности: многие сварщики специализируются на сварке труб или сварке автомобилей, а другие — на машинном оборудовании. Возможности безграничны для сварщиков, поскольку сварка может выполняться в самых разных местах, в том числе под водой, хотя не все формы сварки одинаковы. В некоторых формах сварки используется газ, в других — электрическая, а в новейших формах используется лазер.
До этого процесс, известный как «кузнечная сварка», был единственным способом соединения двух металлических предметов вместе. Кузнечная сварка заключалась в использовании пламени для нагрева металла до чрезвычайно высоких температур, а затем в сколачивании каждой детали вместе, пока они не стали одним целым. Этот метод был заменен примерно во время промышленной революции. Электрические и газовые методы нагрева пламенем оказались намного безопаснее и быстрее для сварщиков. Практически каждый материальный объект, который сделал общество тем, чем оно является сегодня, был создан с помощью сварных строительных инструментов или был сварен сам.Из-за этого у сварщиков есть широкий спектр сфер деятельности: многие сварщики специализируются на сварке труб или сварке автомобилей, а другие — на машинном оборудовании. Возможности безграничны для сварщиков, поскольку сварка может выполняться в самых разных местах, в том числе под водой, хотя не все формы сварки одинаковы. В некоторых формах сварки используется газ, в других — электрическая, а в новейших формах используется лазер. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен.Наиболее широко используемые методы сварки — дуга, электрошлаковая, порошковая, газовая металлическая дуга, газовая вольфрамовая дуга, металлический инертный газ, плазменная дуга, дуга в экранированном металле, подводная дуга и вольфрамовый инертный газ.
Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен.Наиболее широко используемые методы сварки — дуга, электрошлаковая, порошковая, газовая металлическая дуга, газовая вольфрамовая дуга, металлический инертный газ, плазменная дуга, дуга в экранированном металле, подводная дуга и вольфрамовый инертный газ.
Дуговая сварка
Дуговая сварка — популярный вид сварки из-за низкой стоимости процесса. Процесс начинается с устройства, вырабатывающего электрический ток. Это устройство может сильно отличаться от процесса к процессу, но всегда позволяет электрическому току проходить через материалы, которые без устройства считались бы непроводящими.Это называется «дуговой сваркой», потому что между сварочным устройством и свариваемыми материалами возникает электрический ток, который иногда дает вид дуги. Первая основная форма дуговой сварки была изобретена в 1802 году. Сегодня существует множество других подкатегорий дуговой сварки.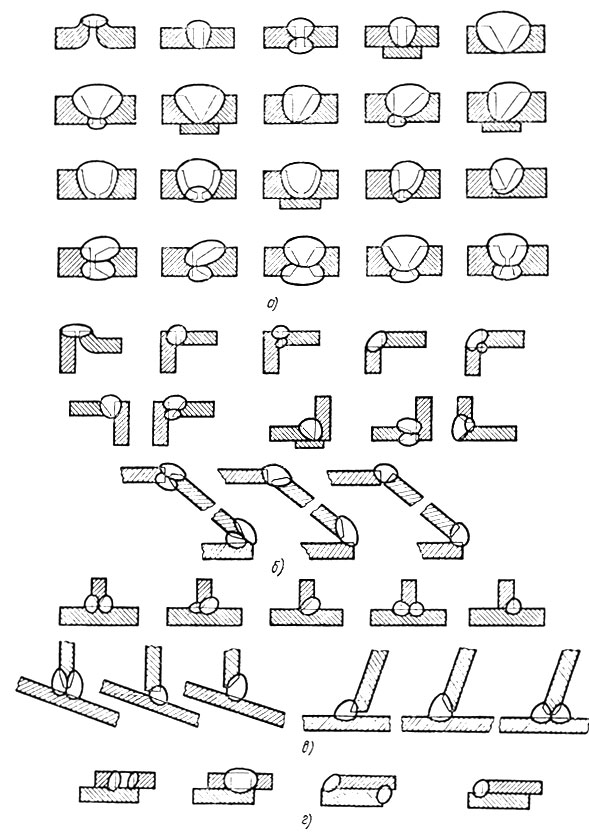
Электродуговая сварка
Управление по охране труда: дуговая сварка и резка
Дуговая сварка — безопасный выбор, эксплуатация и обслуживание
Дуговая сварка Плюсы и минусы
Электрошлаковая сварка
Электрошлаковая сварка вошла в практику в середине 1950-х годов.Электрошлак — это обычно быстрый процесс сварки, используемый для соединения больших материалов, таких как толстые стальные пластины. Эти пластины или материалы обычно располагаются в вертикальном положении, поскольку электрошлаковая сварка предназначена для сварки под этим углом, не вызывая деформации сварщика. Название «Электрошлак» произошло от использования заполненных водой медных участков внутри устройства, которые были включены и спроектированы исключительно для предотвращения попадания расплавленного «шлака» в другие участки при его разжижении.
Фундаментальные аспекты электрошлаковой сварки титановых сплавов
Система и способ электрошлаковой сварки стыковых вертикальных колонн
Электрошлаковая сварка в узкий зазор
Расходные материалы для электрошлаковой и электрогазовой сварки
Порошковая сварка
Сварка порошковой проволокой была создана и введена в эксплуатацию в начале 1950-х годов. Его цель заключалась в том, чтобы дать еще один вариант популярному использованию «сварки палкой». Процесс порошковой сварки в основном используется для проектов, требующих высокой скорости, поскольку это автоматический вид сварки. Многие строители используют этот процесс на работе из-за скорости и возможности использовать порошковую сварку в различных ситуациях на различных материалах.
Его цель заключалась в том, чтобы дать еще один вариант популярному использованию «сварки палкой». Процесс порошковой сварки в основном используется для проектов, требующих высокой скорости, поскольку это автоматический вид сварки. Многие строители используют этот процесс на работе из-за скорости и возможности использовать порошковую сварку в различных ситуациях на различных материалах.
Описание процесса дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой — окончательный отчет
Раздел VIII, таблица 8.2 — Сварка порошковой проволокой
Газовая дуговая сварка металлов
Процесс газовой дуговой сварки (GMAW), созданный в 1940-х годах, является еще одним процессом автоматической сварки.Этот метод заключается в использовании сварочного пистолета, который автоматически подает металл шва через пистолет для использования. Сварочный пистолет также автоматически распределяет защитный газ в качестве защиты от природных элементов. Этот процесс экономит много времени и лучше всего подходит для большого количества сварочных работ.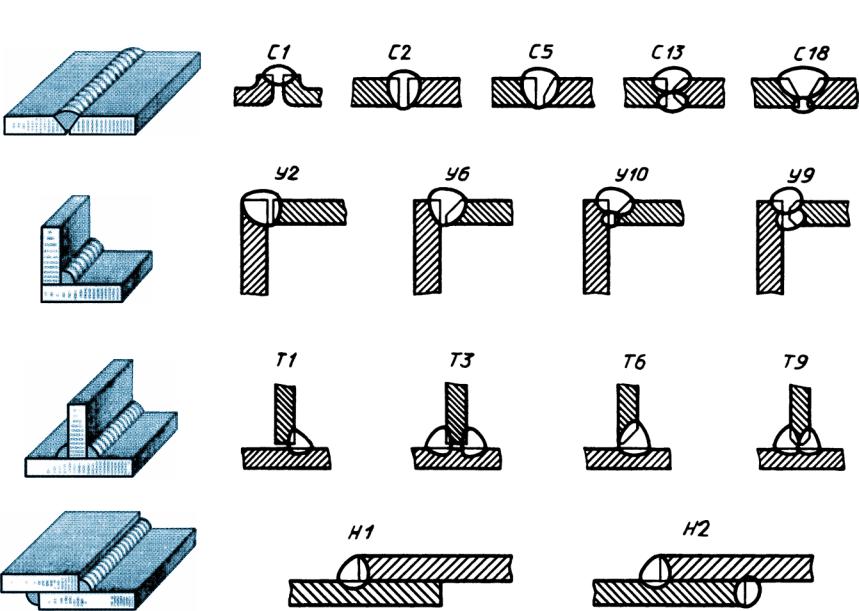 Первоначально он был разработан для использования с алюминием. Сегодня этот метод в основном используется сварщиками в автомобильной и производственной промышленности.
Первоначально он был разработан для использования с алюминием. Сегодня этот метод в основном используется сварщиками в автомобильной и производственной промышленности.
Параметрическая оптимизация процессов газовой дуговой сварки металлов с использованием факторного подхода
Обучение GMAW
Моделирование макро- и микроструктур GMAW
Характеристики процесса газовой дуговой сварки металла
Газовая вольфрамо-дуговая сварка
Газовая вольфрамо-дуговая сварка считается одним из самых сложных и трудоемких сварочных процессов, используемых сегодня (наряду с плазменной дуговой сваркой).Это потому, что это требует большого внимания и навыков из-за небольшой площади пространства между «дугой» пламени и свариваемым материалом. Обычно этим процессом свариваются небольшие полосы металла, не содержащие много железа. Несмотря на то, что это сложно, при правильном выполнении он дает чрезвычайно прочные высококачественные сварные швы. Сварщики, производящие велосипеды и самолеты, как коммерческие, так и военные, часто используют газовую вольфрамо-дуговую сварку, в то время как многие другие сварщики никогда не столкнутся с этим процессом. С момента выпуска в 1941 году в этот процесс было внесено очень мало изменений.
С момента выпуска в 1941 году в этот процесс было внесено очень мало изменений.
Газовая вольфрамо-дуговая сварка Введение
Газовая вольфрамо-дуговая сварка мягкой стали
Последние достижения в области газо-вольфрамовой дуговой сварки ванадиевых сплавов
Сварка MIG (металлический инертный газ)
Сварка металла в инертном газе — это процесс сварки, при котором для защиты металла шва используется газ. Газ защищает свариваемый металл от воздействия природных элементов окружающей среды, таких как кислород.Это позволяет сварщику работать с постоянной скоростью, что делает процесс довольно быстрым. Эксплуатация оборудования не требует от сварщиков особого мастерства, однако оборудование, используемое для сварки MIG, может использоваться только в помещении из-за газа, участвующего в процессе сварки. MIG Welding был первоначально выпущен в 1940-х годах, но претерпел множество модернизаций, пока не был усовершенствован в 1960-х годах.
Советы по сварке в среде инертного газа (MIG)
Сварочные процессы: MIG
Что такое сварка MIG?
Основы сварки MIG
Плазменно-дуговая сварка
Плазменная сварка очень похожа на газовую вольфрамо-дуговую сварку (GTAW). Эти два процесса часто сравнивают, потому что они в основном работают одинаково, только с использованием другого типа горелки. Этот метод был разработан в 1954 году, но и сегодня его продолжают совершенствовать. Плазменная сварка также требует большей концентрации, чем GTAW, из-за меньшей дуги и точности сварки. При плазменной сварке электрический ток проходит через очень маленькое сопло, которое проходит через защитные газы, что обеспечивает исключительную точность при сварке небольших участков.Плазменная сварка может нагревать металлы до очень высоких температур, что может привести к более глубоким сварным швам. Как и GTAW, этот процесс сварки обычно используется в авиастроении.
Эти два процесса часто сравнивают, потому что они в основном работают одинаково, только с использованием другого типа горелки. Этот метод был разработан в 1954 году, но и сегодня его продолжают совершенствовать. Плазменная сварка также требует большей концентрации, чем GTAW, из-за меньшей дуги и точности сварки. При плазменной сварке электрический ток проходит через очень маленькое сопло, которое проходит через защитные газы, что обеспечивает исключительную точность при сварке небольших участков.Плазменная сварка может нагревать металлы до очень высоких температур, что может привести к более глубоким сварным швам. Как и GTAW, этот процесс сварки обычно используется в авиастроении.
Процесс плазменно-дуговой сварки — как работает плазменная сварка
Горелка для тройной газовой плазменной сварки
Технические аспекты плазменно-дуговой резки
Технология сварки: PAW
Дуговая сварка экранированного металла
Дуговая сварка экранированного металла (SMAW) также называется «дуговой сваркой». Этот процесс известен как самый популярный и широко используемый сегодня в сварке. Первая форма SMAW была создана в 1938 году, но процесс и оборудование продолжают модернизироваться. Это ручной процесс сварки, очень простой и недорогой в эксплуатации. Результаты часто не такие «аккуратные», как при использовании других методов, и разбрызгивание расплава — обычное явление. Сварка палкой в основном используется строительными сварщиками, работающими на стальных конструкциях и в других отраслях промышленности, которые требуют сварки, но не имеют больших бюджетов.
Этот процесс известен как самый популярный и широко используемый сегодня в сварке. Первая форма SMAW была создана в 1938 году, но процесс и оборудование продолжают модернизироваться. Это ручной процесс сварки, очень простой и недорогой в эксплуатации. Результаты часто не такие «аккуратные», как при использовании других методов, и разбрызгивание расплава — обычное явление. Сварка палкой в основном используется строительными сварщиками, работающими на стальных конструкциях и в других отраслях промышленности, которые требуют сварки, но не имеют больших бюджетов.
Global Security: дуговая сварка в среде защитного газа
Сварка стержневой сваркой (SMAW)
Основы дуговой / электродной сварки экранированным металлом
Определение характеристик сварочного дыма от электродов SMAW
Дуговая сварка под флюсом
Процесс дуговой сварки под флюсом можно правильно использовать только для материалов с высоким содержанием железа, таких как нержавеющая сталь. Устройство, используемое в этом процессе, может быть автоматическим или полуавтоматическим, что делает процесс сварки довольно быстрым. Хотя это быстрый процесс, электрическая дуга должна постоянно быть покрыта «флюсом», чтобы защитить металл от атмосферы во время процесса сварки.Эта крышка также предотвращает образование брызг при сварке, что делает ее более безопасной для сварщиков, чем некоторые другие виды сварки. Процесс назван в честь необходимости «погружения» в флюсовую оболочку.
Хотя это быстрый процесс, электрическая дуга должна постоянно быть покрыта «флюсом», чтобы защитить металл от атмосферы во время процесса сварки.Эта крышка также предотвращает образование брызг при сварке, что делает ее более безопасной для сварщиков, чем некоторые другие виды сварки. Процесс назван в честь необходимости «погружения» в флюсовую оболочку.
Техническое руководство по дуговой сварке под флюсом
Дуговая сварка под флюсом с подачей холодной проволоки
Руководство по дуговой сварке под флюсом
Дефекты сварки дуплексных стальных соединений под флюсом
Сварка TIG (вольфрамовый инертный газ)
Сварка вольфрамом в среде инертного газа во многом схожа со сваркой металла в среде инертного газа (MIG).Основное различие между этими двумя формами сварки заключается в том, что TIG использует вольфрамовую форму тока, а MIG — металлический электрод. Поскольку в сварке TIG используется вольфрам, внутри сварочного аппарата требуется дополнительный наполнитель, так как вольфрам не плавится в процессе сварки. Вольфрам уникален тем, что его можно нагреть до более высокой температуры перед плавлением, чем все другие металлы. Сварка вольфрамом в среде инертного газа обычно используется в отраслях промышленности, которые работают с нержавеющей сталью.
Вольфрам уникален тем, что его можно нагреть до более высокой температуры перед плавлением, чем все другие металлы. Сварка вольфрамом в среде инертного газа обычно используется в отраслях промышленности, которые работают с нержавеющей сталью.
Принципы сварки TIG
Руководство по охране здоровья и безопасности: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Словарь по сварке — Сварка TIG
Руководства по сварке TIG
Сварка MIG и TIG
Топ 5 типов сварных соединений
Соединения регулярно используются для длительной сварки.Требования к сварке безграничны. Для различных применений требуются определенные типы сварных швов. Различные типы сварных соединений созданы для удовлетворения потребностей и усилий каждого отдельного случая.
Сварка достигла высокого уровня. Применения варьировались от авиационной промышленности, автомобилестроения, гидравлических турбин, шкивов, маховиков, прокатных клетей, изготовления и домашнего использования.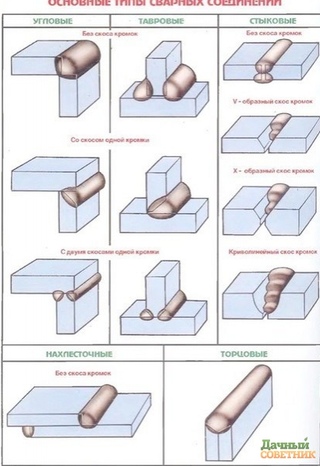
Эти соединения обеспечивают высокую эффективность, малый вес, гладкий внешний вид, низкую стоимость, гибкость в изменении и соединение в сложных местах с помощью сварки.Процесс сварки подходит для комбинирования компонентов.
Как определить сварной шов?AWS определяет сварку как «способ соединения материалов». Сварные стыки являются границами, в противном случае — точками соединения разнородных металлов.
Существует много типов соединений, но Общество сварки в Америке классифицировало их на стыковые, угловые, кромочные, тройники и соединения внахлест. Эти соединения имеют отличный вид на стыке, в котором происходит настоящая сварка.
Нам нужна подготовка швов перед сваркой. Процесс подготовки включает в себя фрезерование, резку, штамповку, ковку, литье, заполнение, механическую обработку, шлифование, плазменную сварку, кислородно-ацетиленовую резку.
Пять типов сварных соединений Для различных работ в рамках проекта требуются различных типов сварных соединений , чтобы соответствовать требованиям и прочности каждого отдельного применения.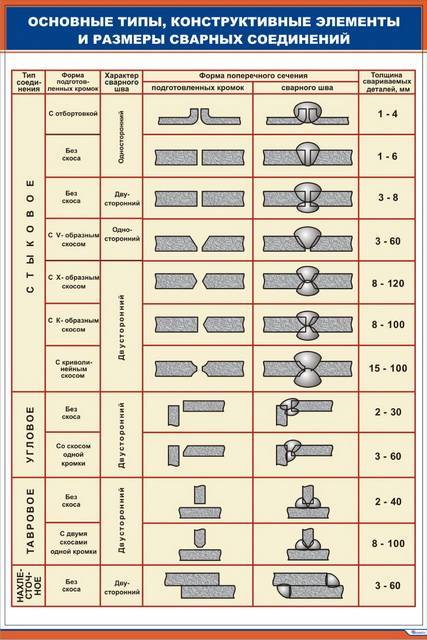 Опытные профессионалы после многих лет работы классифицировали соединения по пяти типам: стыковые, внахлест, угловые, краевые и тройники.
Опытные профессионалы после многих лет работы классифицировали соединения по пяти типам: стыковые, внахлест, угловые, краевые и тройники.
Тройник Сварной шов может быть получен путем соединения двух концов под углом 90 градусов, при этом один элемент находится посередине другого в группе. Два конца соединены буквой Т, поэтому его название — тройник.
Тройники считаются угловыми сварными швами. Можно создать этот шов с трубой или сварки труб на опорной плите. Необходимо принять дополнительные меры для обеспечения существенного проникновения сварного шва в кровлю.
Применение сварки для тройникового соединения включает в себя соединение металлической детали с некоторой базой, соединение тонких пластин, конструкционные и машинные приложения.
Сварочные образцы для создания тройников- Вставная сварка
- Угловой сварной шов
- Щелевой сварной шов
- Конический сварной шов
- Развальцовка Конический сварной шов
- J-образный сварной шов
- Сквозной шов
 Сварное соединение внахлест
Сварное соединение внахлест Мы можем создать сварной шов ap l , поместив два металла разной толщины один над другим и соединив их с помощью сварки. Это угловой тип, который можно приваривать как с одной стороны, так и с двух сторон. Он создает соединение внахлест, когда две металлические детали накладываются друг на друга внахлест.
Применение для сварки внахлест включает сварку TIG, контактную точечную сварку и сварку стержнем. Мы используем этот процесс для автоматизации производства пластмассы, столов, дерева, каркаса и корпусов.
Типы сварки для создания соединений внахлест- Угловой сварной шов
- Конический сварной шов
- Вставной шов
- J-образный шов
- Щелевой шов
- Точечный сварной шов
- Развальцовочный сварной шов со скосом и канавкой
Краевые сварные швы, образованные при прикреплении деталей из листового металла с отбортованными кромками к соседним деталям Это соединение представляет собой сварной шов с разделкой кромок, в нем две детали размещаются рядом и свариваются на одной плоскости в сварном шве . Для более тяжелых применений требуется, чтобы присадочный материал плавился и плавился в стыке для усиления основного материала.
Для более тяжелых применений требуется, чтобы присадочный материал плавился и плавился в стыке для усиления основного материала.
Сварное соединение типа Edge не входит полностью по ширине шва, поэтому не считается подходящим для таких применений, как напряжение и давление. Применение этого соединения включает случаи, когда кромки листов расположены рядом и примерно в параллельной плоскости зоне сварки, а толщина листов меньше 3 мм.
Типы сварки для создания стыков под приварку кромок- Сварной шов с квадратной канавкой
- Сварной шов с канавкой под углом
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Сварной шов с V-образной канавкой
- Приварной шов с кромкой и фланцем
- Сварной шов с угловым фланцем
Угловое соединение может быть выполнено путем соединения угла двух металлических листов под прямым углом. Две металлические части теперь соединяются, образуя L. Это наиболее популярное сварное соединение в индустрии листового металла, позволяющее соединить лист под прямым углом.
Две металлические части теперь соединяются, образуя L. Это наиболее популярное сварное соединение в индустрии листового металла, позволяющее соединить лист под прямым углом.
Применение угловых соединений включает листовой металл при проектировании коробок, коробчатых рам и других изделий.
Типы сварки для создания угловых соединений- Угловой сварной шов
- Точечный сварной шов
- Прямой сварной шов
- Канавочный сварной шов
- V-образный сварной шов
- J-образный шов
- Развальцованный V-образный шов
- Краевой угловой шов-фланец
- U-образный шов приварной
- Угловой фланец приварной
Стыковое сварное соединение может быть создано путем соединения двух металлических концов. Здесь два конца лежат бок о бок на вершине однородной плоскости. Это общепринятый сварочный шов.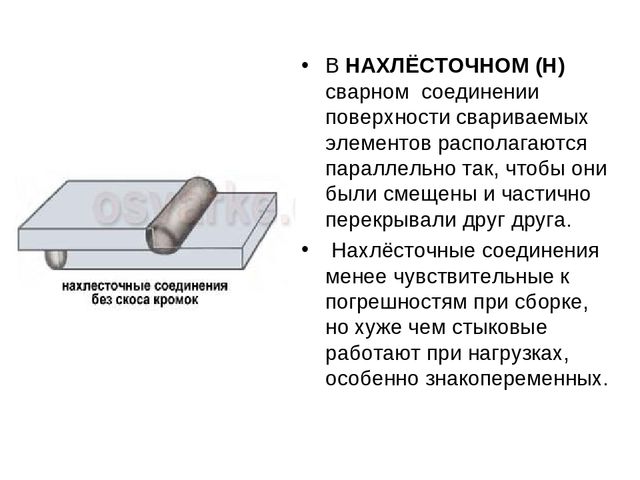 Это обычное соединение для труб, клапанов, фитингов, фланцев и других устройств. Сварка стыкового соединения также называется сваркой с квадратной канавкой. Это соединение обычно используется для соединения металлических или даже пластмассовых деталей.
Это обычное соединение для труб, клапанов, фитингов, фланцев и других устройств. Сварка стыкового соединения также называется сваркой с квадратной канавкой. Это соединение обычно используется для соединения металлических или даже пластмассовых деталей.
- Квадратный сварной шов
- Стыковой сварной шов
- U-образный шов
- J-образный шов
- Клиновидный шов
- Раструб V-образный сварной шов
- Конический шов под развальцовку
Это самый распространенный сварочный шов , выполненный дуговой сваркой.Он составляет почти 75% стыков в процессе дуговой сварки. Угловое сварное соединение — это еще одна терминология для соединений внахлест, угловых и тройниковых соединений. Для выполнения этого углового соединения не требуется никакой подготовки краев..jpg) Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.
Эти типы сварных соединений обычно используются в системах трубопроводов для соединения труб с раструбными соединениями.
Существует множество способов подготовки сварных швов.
- Резка
- Литье
- Ковка
- Обработка
- Пиление
- Штамповка
- Маршрутизация
- Кислородноацетиленовая резка
- Плазменная резка
- Шлифовка
Клепка и сварка — это методы соединения металла с металлом.Оба метода имеют свои преимущества и недостатки. Выбор зависит от ситуации в проекте. Ни один из них не лучший при всех обстоятельствах. Мы обсудим сильные и слабые стороны обоих процессов соединения металлов.
Сварка предпочтительнее клепки- Сварку можно разместить в любом месте металла. Кромки можно сваривать без нахлеста. Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
- Сварка позволяет сэкономить лишний вес в процессе строительства. Металл сам соединяется с металлом и не добавляет никакого оборудования. Клепка имеет свой вес, чтобы добавить веса узлу.
- Прочность при заклепывании снижается, а при сварке она остается неизменной или даже улучшается.
- Эстетический внешний вид имеет первостепенное значение в некоторых проектах, которые могут быть поставлены под угрозу из-за клепки, в то время как это очень хорошо сделано в технике сварки.Эстетический вид и прочность идут рука об руку.
- Типы стыков при сварке лучше себя зарекомендовали, так как происходит фактическая стыковка краев свариваемым металлом.
- Соединение труб и колонн — простой вариант с помощью сварки, а с помощью клепки — невозможно.
- Более быстрый способ соединения металла — это сварка различных типов сварных соединений и выполнение проекта намного быстрее.
- При сварке требуется меньше персонала, поэтому он становится экономичным.
- Сварка является гибкой, что позволяет легко вносить изменения, что невозможно при клепке.
 Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
Технология клепки требует некоторого свободного пространства от края, чтобы присоединиться к металлическому контуру.
Большинство людей обычно не осознают, насколько опасной может быть сварка. С потоком электричества и тепла сварка может оказаться серьезной операцией. Сварка может вызвать ожоги глаз, кожи, удары током, поражение электрическим током и разлетающиеся обломки.
Большинство обученных сварщиков знают о мерах предосторожности, которых следует придерживаться. Но ни новичок, ни новичок не знают, какие меры предосторожности следует соблюдать во время сварки.
Подробная информация об оплате: Советы по технике безопасности при сварке
Мы постараемся добавить пару вещей, которые могут помочь. В случае ожога кожи промойте пораженный участок холодной водой и тщательно осмотрите. Если образовался волдырь или обугливание, обратитесь за медицинской помощью. В случае легкого ожога вы обрабатываете область алоэ вера, чтобы успокоить кожу, и обезболивающим, чтобы облегчить боль.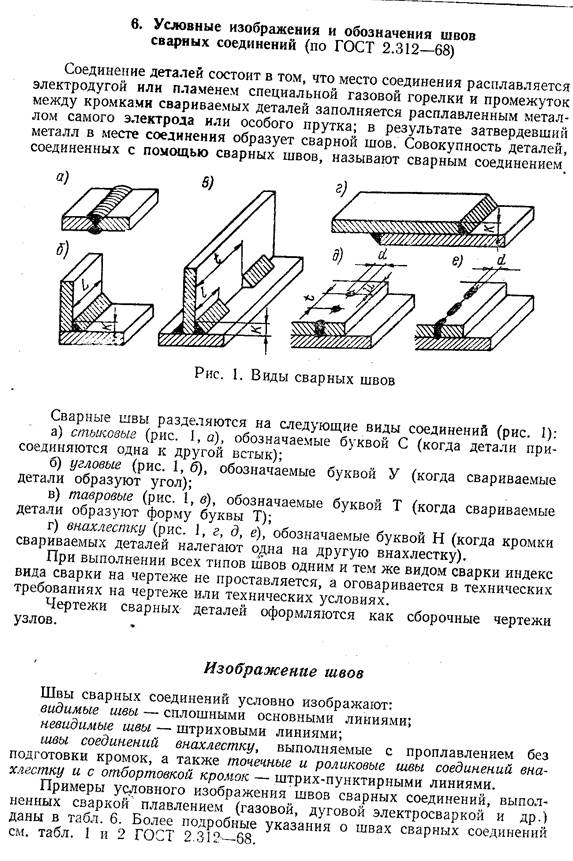
При поражении глаза случается глаз сварщика или глаз дуги. Ожог роговицы глаза.Ожог роговицы обычно заживает естественным путем в течение нескольких дней. Иногда травмы могут перерасти в шок, который не приведет к дальнейшим осложнениям и исчезнет. При осложненном шоке рекомендуется медицинская помощь.
Вам также может понравиться .
7 ошибок при сварке MIG и их предотвращение
5 самых распространенных опасностей при сварке MIG и их предотвращение
10 распространенных технических ошибок, которые делает новый сварщик, и как их предотвратить
Шесть эффективных советов по профилактическому обслуживанию станков с ЧПУ
Заключение Мы работаем, экспериментируем и изучаем сварку в течение многих лет и осознаем тот факт, что некоторые соединения прочнее других, не обращая особого внимания на различия.