Характеристики основных видов сварки. Конспект
Конспект. Ручная электро-дуговая сварка.
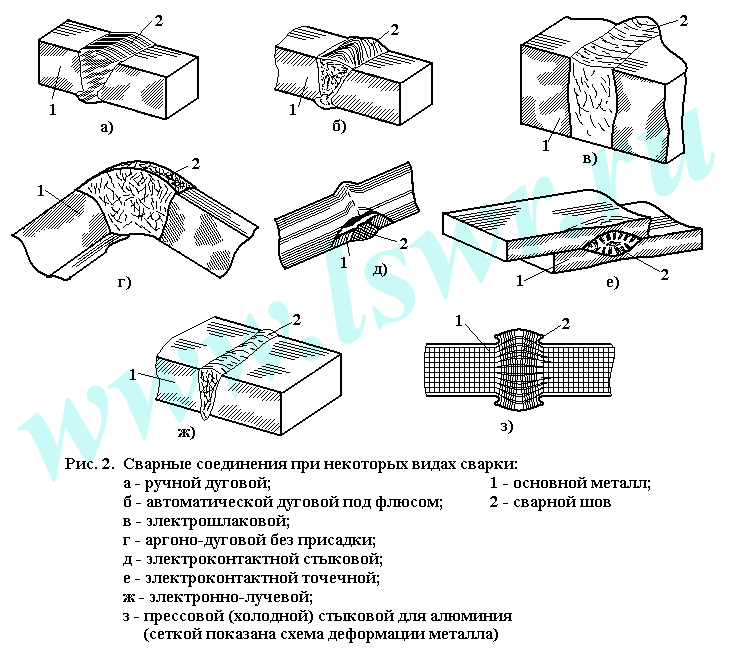
… … …
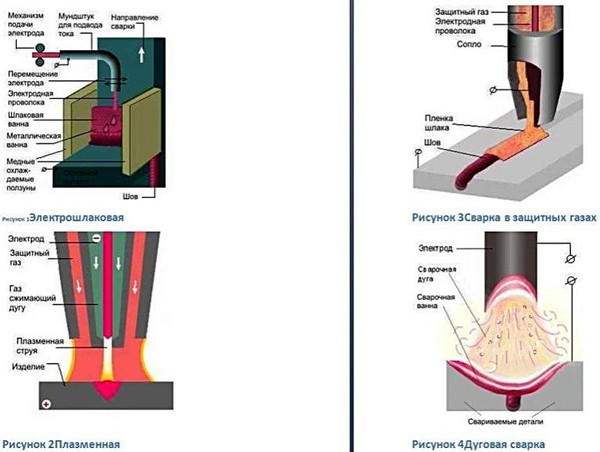
- Автоматическая сварка под флюсом – сущность заключается в том, что сварочная дуга горит между электродной проволокой и свариваемым изделием под слоем сыпучего флюса. Теплотой дуги расплавляется основной металл (кромки свариваемого изделия), сварочная проволока и флюс.
- Электрошлаковая сварка – заключается в следующем: в начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным Омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает, а ток проходя по электропроводному расплавленному шлаку выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки.
- Электронно-лучевая сварка.

- Газовая сварка – основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем.
- Световая сварка – по виду источника света подразделяется на солнечную, лазерную сварку и искусственными источниками света.
- Термитная сварка – состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 200°C) образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор образуя сварной шов.
- Контактная сварка. При этом виде сварки место соединения разогревается и расплавляются теплотой выделяемой при прохождении электрического тока через контактируемые метало свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме соединения бывает точечная сварка, шовная сварка, стыковая сварка, рельефная сварка.
- Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
- Ультразвуковая сварка основана на совместном воздействие на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
- Сварка трением. При вращении одного из стержней и соприкосновении его с другим, концы стержней разогреваются и с приложением осевого усилия свариваются.
- Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
- Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.

 По форме соединения бывает точечная сварка, шовная сварка, стыковая сварка, рельефная сварка.
По форме соединения бывает точечная сварка, шовная сварка, стыковая сварка, рельефная сварка.
- < Сущность и классификация процесса сварки. Конспект
- Виды сварных соединений и швов — Ручная электро-дуговая сварка >
Классификация видов сварки. Краткая характеристика — Студопедия
Билеты для электросварщиков ручной сварки 4, 5 разряда
Билет 1
Классификация видов сварки. Краткая характеристика.
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. (ГОСТ 2601-84).
Сущность сварки заключается в сближении элементарных частиц свариваемых частей на столько, чтобы между ними начали действовать межатомные связи, которые обеспечивают прочность соединения.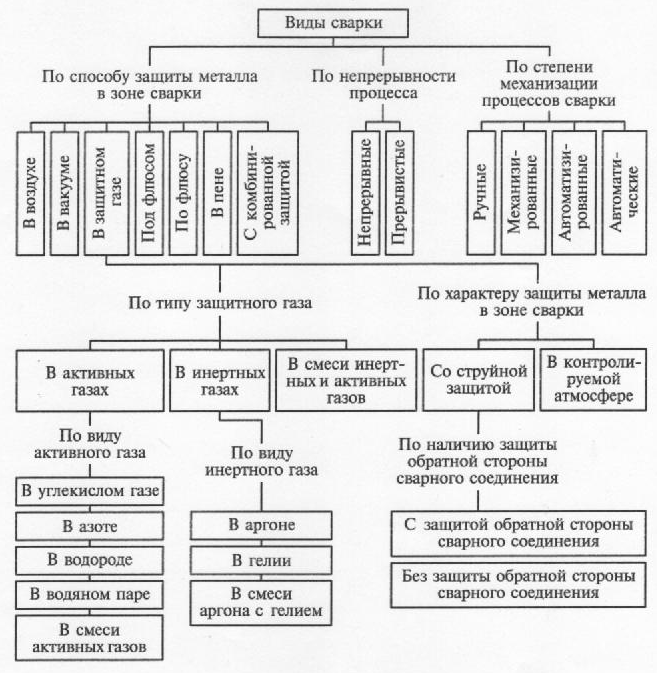
Так как свариваемые поверхности неоднородны, имеют макро- и микро неровности, оксидные пленки, загрязнения, то для сварки необходимо приложить внешнюю энергию.
Классификация способов сварки.
Сварка металлов подразделяется по физическим, техническим и технологическим признакам. Классификация по физическим признакам осуществляется в зависимости от формы энергии, используемой для образования сварного шва. По ГОСТ19521-74 сварка металлов делится на три класса: термических, термомеханический, механический. (рис.1)
Рис.1 Классификация видов сварки по физическим признакам.
Рис.2 Классификация видов сварки по техническим признакам.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, термомеханическому — с использованием тепловой энергии и давления, механическому – с использованием механической энергии.
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень механизации процесса. (Рис.2)
(Рис.2)
Технологические признаки устанавливаются для каждого способа отдельно.
К технологическим признакам для газовой сварки можно отнести: мощность пламени, вид пламени, диаметр присадочной проволоки и т.д.
Дуговая сварка
принципы классификации. Особенности, сферы применения
1 / 1
Мосты, корабли, самолёты – всё, чем так гордится человечество, первоначально строилось при помощи ковки либо клёпки. В конце 19-го века были проделаны первые опыты по свариванию металлов. Уже в начале 20-го века появились значительные успехи сварки в области создания ответственных конструкций.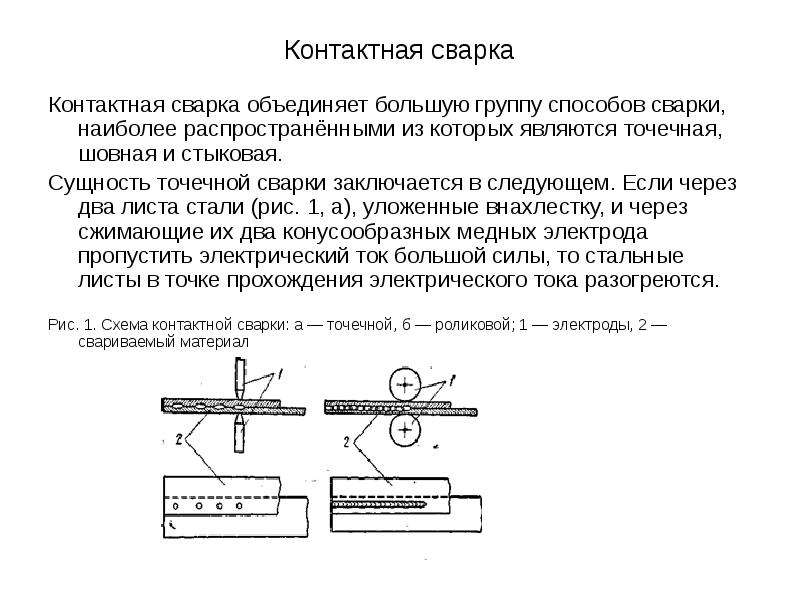
Первый мост, созданный методом сваривания, был сделан в СССР в городе Киеве. Он соединил левый и правый берега Днепра. Мощный толчок развитию сварочных технологий, как ни странно, принесла беда. В годы Великой Отечественной Войны на заводах, эвакуированных за Урал, танки стали собирать сваркой. Время потребовало технологию быстрой и качественной сборки, и она была создана в кратчайшие сроки.
После окончания войны, необходимость быстрого восстановления страны подтолкнула внедрение сварочных технологий в различные отрасли народного хозяйства. Не осталась в стороне от этой прогрессивной технологии и космонавтика. Поскольку Советский Союз был пионером в освоении космоса, то сварка на орбите впервые в мире была произведена на советском космическом корабле «Союз-6» в 1969 году.
Именно в это время сваривание металлов прочно вошло во все отрасли народного хозяйства. Клёпка и ковка остались разве что в арсенале мастеров художественных изделий.
Дальнейшее развитие сварочных технологий в современном мире пошло в сторону улучшения самого процесса, наращивания возможностей сварочных аппаратов и расширения областей применения этой прогрессивной техники.
Принципы классификации сварки
Количество способов и видов сваривания различных материалов уверенно перевалило за полторы сотни. Для того, чтобы качественно сварить металлы, необходимо правильно выбрать метод сваривания. В этом поможет классификация видов сварки. Существует множество «самодельных» классификаций, которые создают хаос в данном вопросе и способствуют закупке оборудования, несоответствующего поставленным задачам. Единственно правильным подходом следует считать практику классифицирования по принципу осуществления физического воздействия, степени технического обеспечения и применению различных технологий.
Признаки физического воздействия
Различают три класса сварки:
Термический класс объединяет в себе процессы, происходящие за счёт использования различных видов тепловой энергии. Наибольший объём работ в этом классе выполняется дуговой и газовой сваркой. Эти два вида обязательны в любых производствах, связанных с созданием металлических конструкций или их ремонтом.
Термомеханический класс предполагает два вида воздействия: нагрев и давление. Ярким примером служит контактная сварка
Состав механического класса не велик, но достаточно интересен. С одной стороны это экономически выгодные виды сварки, а с другой стороны, они требуют столь специфических условий, что имеют очень малую область применения. Экономическая выгода обусловлена отсутствием нагрева. К этому классу относят холодную сварку давлением (гипербарическая), сварку трением, ультразвуковую сварку и сварку взрывом.
К этому классу относят холодную сварку давлением (гипербарическая), сварку трением, ультразвуковую сварку и сварку взрывом.
Технические признаки
Для этой классификации задействованы такие принципы:
-
принцип защиты от окисления;
-
непрерывность процесса;
-
уровень механизации.
Качество шва зависит от степени защиты от окисления. Наиболее распространёнными считаются технологии сваривания в среде защитных газов. Часто встречается защита флюсом, пеной и различными комбинированными способами.
Классификация видов сварки по непрерывности процесса не требует особых разъяснений и имеет всего два вида: непрерывные процессы или прерывистые. По степени механизации тоже сильно не мудрили и остановились на следующем варианте классификации:
-
ручные;
-
механизированные;
-
автоматизированные;
-
автоматические.

Классификация по технологическим принципам
По технологическим принципам виды сварки классифицируются в зависимости от того, какие технологии лежат в основе процесса сваривания. Это очень разветвлённая и не лишённая противоречий классификация, которая постоянно уточняется и обновляется. Например, в отдельный вид выделена технология дуговой сварки, здесь же она разделяется на mig/mag, mma, tig, которые, в свою очередь, разделяются по виду сварочного тока, диаметру и виду электрода и многим другим признакам.
Виды сварки
Ручная дуговая сварка (MMA)
Это основа всех основ. Именно с этого вида сваривания начинался победный марш сварочных технологий по различным отраслям производства. В те времена достаточно было иметь сварочный трансформатор и пачку электродов, чтобы варить везде: от судостроения, трубопроводов, до ворот на даче. В наше время источники сварочного тока стали на порядок легче, намного экономичнее и мощнее.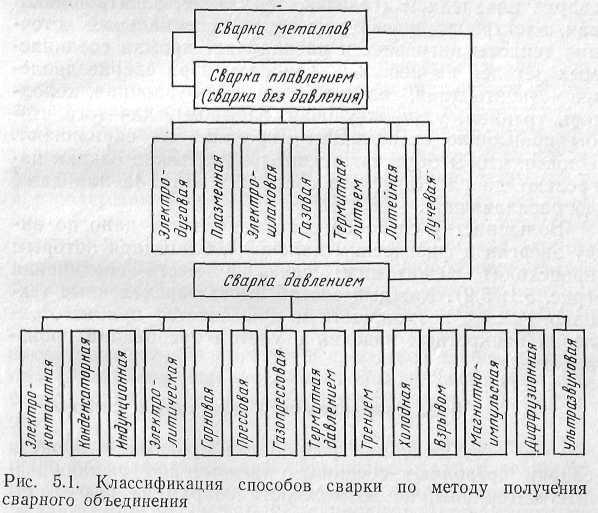 Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Разработано множество технологий сваривания в зависимости от пространственного положения шва, химического состава и толщины металла.
Основное преимущество данного вида сварки – простота и доступность оборудования, возможность выдвинуться в любую точку на местности (при наличии электросети или мобильного генератора). Из недостатков можно отметить небольшой перечень свариваемых материалов. В основном, это чёрные металлы. Как любой вид ручной работы, требует значительной квалификации сварщика. Особенно это касается сваривания потолочных и вертикальных швов, сваривания толстых листов металла.
Аргонодуговая сварка неплавящимся электродом (TIG)
Этим видом сваривания охвачено не более 1% от всей массы сварочных работ. Но обойтись без него невозможно, если речь идет о цветных металлах. Этот способ позволяет варить практически всё. Причем шов получается высочайшего качества, даже при сваривании тонких листов металла. Отсюда и область применения этого метода распространяется на судостроение, авиастроение, создание космических аппаратов. Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Самое массовое применение этого вида сваривания можно наблюдать в автомобилестроении и кузовном ремонте.
Сварка осуществляется вольфрамовым или графитовым электродом в среде, которая создаётся подачей защитного газа в район сварочной ванны. Применяются смеси из активных и инертных газов, в зависимости от материала свариваемых деталей. Основными недостатками этого метода принято считать значительную стоимость работ, которая складывается из дорогого оборудования, расхода газов и использования сварщиков высокой квалификации.
Полуавтоматическая сварка (MIG/MAG)
Этот вид соединения деталей очень похож на предыдущий, но в качестве электрода здесь используется специальная проволока, которая подаётся в зону сваривания автоматически. Для этого в аппаратах MIG/MAG предусмотрен подающий механизм. Защита сварочной ванны от воздействия кислорода воздуха может производиться либо подачей защитного газа, либо применением порошковой проволоки, либо флюсом.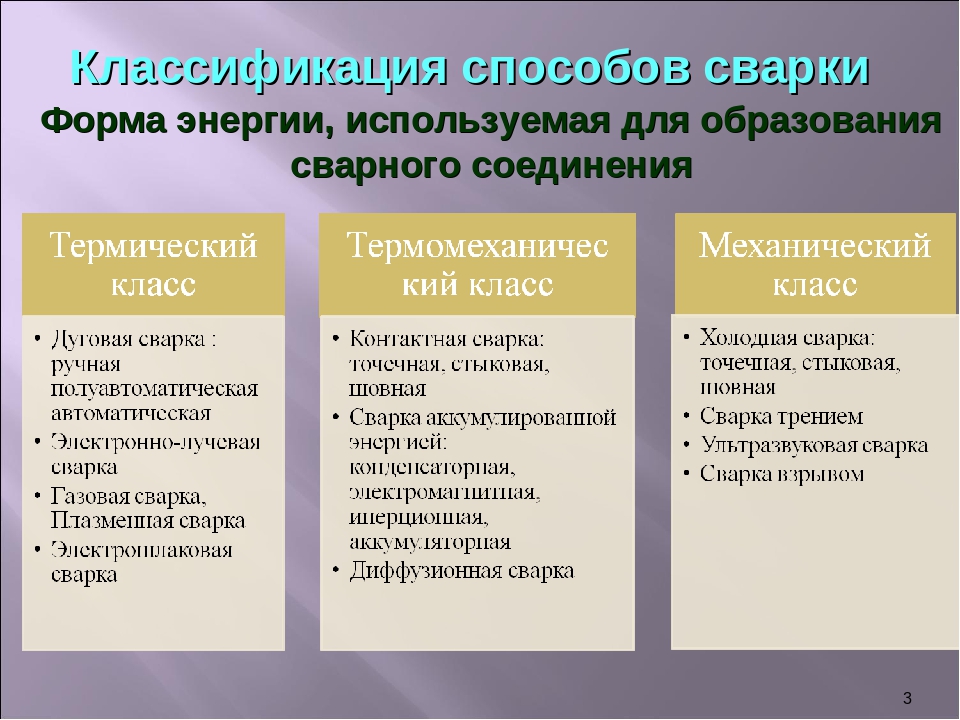 Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Основная область применения полуавтоматов – сваривание цветных металлов и легированных сталей.
Чаще всего в качестве защитного газа используется углекислый газ. Работа на полуавтомате не требует высокой квалификации у сварщика. Ещё один плюс этого вида – его высокая производительность. Поэтому повсеместно распространено использование этого способа на массовых производствах, где имеет место сваривание длинных швов на листовых металлах.
Газовая сварка
Этот вид сваривания имеет больше недостатков, чем преимуществ, но остаётся актуальным более 100 лет. Сразу хочется отметить те преимущества, которые позволяют ему оставаться на плаву:
-
простота оборудования;
-
высокая мобильность;
-
широчайший перечень свариваемых материалов;
-
сварка и резка «в одном флаконе».

Недостатки, которые сдерживают её применение на производстве, в основном, определяются неизбежно широкой зоной нагрева. Из-за этого процессы происходят медленно с большим расходом газа, что сказывается на себестоимости работ. Ещё один минус – это невозможность автоматизации таких процессов и как следствие — необходимость высокой квалификации сварщика.
Точечная (контактная) сварка
В более широком понимании эта сварка называется контактной, но большее распространение получила одна из её разновидностей – точечная сварка, поэтому в обиходе этот вид соединения деталей называют точечной сваркой. Чаще всего, таким образом сваривают листовую сталь. Листы укладывают внахлёст, сильно сдавливают электродами, по которым пропускается электрический ток в тысячи ампер.
Этот вид не требует особой рабочей квалификации, но невозможен без дорогого оборудования и ограничен в толщине и форме соединяемых деталей. Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Зато точечная сварка хорошо автоматизируется и имеет высокую производительность. Наибольшее распространение она получила на массовых производствах, конвейерных линиях. Самый яркий и весомый пример – сварочные роботы в автомобильной промышленности.
Механическая сварка
Чаще её называют сваркой взрывом. С её помощью покрывают одни металлы другими. Выполняется за счёт нагрева, который образуется при трении одного металла о другой.
Электрошлаковая сварка
Очень редкий вид, применяется для получения ковано-сварных изделий. Сварочный ток пропускают через шлак, используя в качестве электродов проволоку, стержни и т.п. Результатом прохождения тока получается плавление кромок и присадочных материалов, которые при остывании образуют шов.Плазменная сварка
Один из тепловых видов сваривания и резки металлов. Очень производительный вид, поддающийся полной автоматизации. Характеристика плазмотрона позволяет создать мощный концентрированный поток плазмы, которым и производится сваривание (чаще резка) металла.
Электронно-лучевая сварка
В этом виде сваривания тепло создаётся электронным лучом. Понятно, что работы должны проводиться в вакуумной камере или на выходе из неё. Вид очень редкий, требует специального дорогого оборудования и применяется в редких случаях.
Лазерная сварка
В отличие от предыдущего вида, лазерная сварка нашла широкое применение в различных отраслях промышленности. Созданы разные типы лазеров (твердотельные, газовые, жидкостные, полупроводниковые), доступные широким слоям населения. Кроме промышленных установок, имеется большое количество самодельных станков с ЧПУ, созданных на основе лазера и микроконтроллерного управления.
Диффузионная сварка
Одна из разновидностей тепломеханической сварки. Детали разогревают и сдавливают одновременно. Для качественного прохождения процессов необходим вакуум. Как следствие, возникает необходимость создания дорогих установок, поэтому применяется только в очень ответственных узлах космической, авиационной и электронной промышленности.
Сварка высокочастотными токами
Специфический вид создания неразъёмных соединений, который традиционно закрепился на автоматизированных линиях по изготовлению трубопроводов. Очень высокопроизводительный и максимально автоматизированный метод. К месту сваривания труб подводится специальный высокочастотный индуктор и через несколько секунд разогретые токами высокой частоты трубы соединены. Ни огня, ни копоти.
Правильный выбор – основа успеха
Виды сварки и сварных соединений
Глава I. ВИДЫ СВАРКИ И СВАРНЫХ СОЕДИНЕНИИ [c.5]Она применяется главным образом для нахлесточных соединений. Схема холодной сварки приведена на рис. 374, е, /. В начальный период пуансоны 2 давят на свариваемые детали, зажатые в кондукторе 3. На рис. 374, е, II к III показаны окончание процесса сварки и сварное соединение. Неразъемное соединение получается в виде точки, диаметр которой обычно больше диаметра пуансона d (рис. 374, е, III). Этим способом можно осуществлять сварку меди, алюминия и других металлов, обладающих высокой пластичностью. [c.388]
Буквенно-цифровые, применяемые в текстах, поясняющих вид сварки и тип соединения. В этом случае буквы характеризуют тип сварного соединения, а цифры — тип шва. Например Т1 — обозначение шва таврового соединения, изображенного на фиг. 103. [c.60]
По виду сварки швы сварных соединений разделяют на швы дуговой сварки (ГОСТ 5264—80) швы автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713-79) [c.13]
Рассмотрены основные виды сварки, различные сварные соединения и швы, а также оборудование, применяемое при сварке и резке. Приведены сведения о сварочных материалах, условиях их хранения и транспортировки, а также об особенностях сварки различных металлов и сплавов. Изложены методы неразрушающего контроля сварных соединений. [c.2]
ВИДЫ и СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ [c.7]
Соединения сварные (ГОСТ 2601—84 ). Сварка —один из наиболее прогрессивных способов соединения составных частей изделия — имеет значительные преимущества перед литьем и соединением заклепками. Существует много видов сварки и способов их осуществления, напрнмер ручная дуговая (ГОСТ 5264—80 ), автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533—75), дуговая сварка в защитном газе (ГОСТ 14771—76 ), контактная сварка (ГОСТ 15878—79) и др. (Подробнее см. ГОСТ 19521—74. Сварка металлов. Классификация.) [c.272]
Гл 1а 1. КЛАССИФИКАЦИЯ ВИДОВ СВАРКИ. НАПЛАВКИ, ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛОВ И СВАРНЫЕ СОЕДИНЕНИЯ [c.4]
Чувствительность металла к тепловому воздействию сварки оценивают по свойствам различных зон соединений и сварных соединений в целом при статических, динамических и вибрационных испытаниях (растяжение, изгиб, определение твердости, определение перехода металла в хрупкое состояние и др.), а также по результатам металлографических исследований в зависимости от применяемых видов и режимов сварки. [c.41]
Монолитность сварных соединений. В технике широко используют различные виды разъемных и неразъемных соединений. Неразъемные соединения, в свою очередь, могут быть монолитными (сплошными) и немонолитными (например, заклепочные). Монолитные соединения получают сваркой, пайкой или склеиванием. [c.8]
Сварка. В настоящее время существует чрезвычайно большое число видов сварки и способов их осуществления (интересующихся отсылаем к ГОСТ 19521—74 Сварка металлов. Классификация и к ГОСТ 2601—74 Сварка металлов. Основные понятия. Термины и определения ). Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, поэтому, изучая эту тему, студент-заочник должен ознакомиться только с основными понятиями этого вида неразъемного соединения, основными правилами изображения сварных соединений и некоторыми их условными обозначениями. [c.62]
Технологичность обеспечивается выбором материала заготовки, типа сварного соединения, конструкции свариваемых элементов, вида сварки и технологии сварки. [c.159]
Сварка нагретой проволокой. Этот вид сварки применяют для соединения труб в различных трубопроводах и для соединения особо сложных деталей. Прочность таких сварных соединений зависит от правильности прогрева свариваемых мест деталей, т. е. [c.160]
Использованные сварочные материалы и технология сварки обеспечивали в условиях статистического нагружения равнопрочность сварных соединений основному металлу. Полученные результаты (рис. 3) свидетельствуют о том, что ири применении многослойного металла сопротивление усталости стыковых соединений практически не изменяется в зависимости от вида сварки и класса прочности стали. Данные результатов испытаний образцов, выполненных из углеродистой и легированной стали, а также сваренных ручной и автоматической сваркой, располагаются в одной области рассеяния, свойственной усталостным испытаниям однотипных сварных соединений из отдельной марки стали. [c.260]
Основным видом образцов сварных соединений для испытания на длительную прочность, как и при кратковременных испытаниях, являются образцы с поперечным швом. При этом, в зависимости от типа свариваемых изделий, форма образцов может изменяться. В большинстве случаев испытания ведутся на круглых десяти- или пятикратных образцах диаметром 8 или 10 мм. В случае сварки тонколистового материала используются плоские образцы, а для оценки свойств сварных стыков труб малого диаметра—трубчатые образцы. В пп. 2, 3 и 4 приведены значения пределов длительной прочности большинства используемых в сварных конструкциях энергоустановок сталей там же приведены указанные характеристики для металла швов и сварных соединений. [c.22]
Применяемые типы сварных швов зависят от конструкции деталей, толщины стенки и способа сварки. Большинство сварных соединений в передвижных паровых котлах выполняют в виде односторонних швов встык, получаемых в результате расплавления двух примыкающих кромок с прибавкой наплавляемого металла с одной стороны. Допускаемое напряжение при расчете сварных швов устанавливают в зависимости от предела прочности наплавленного металла шва. Коэффициент прочности принимают согласно указаниям, сделанным выше. [c.259]
Надежность и долговечность гидротурбин во многом зависят от правильности выбора технологических процессов их изготовления (литья, ковки, различных видов сварки, электродов, термообработки и т. п.). Установление влияния технологических процессов на сопротивление усталости сталей и сварных соединений позволяет оценить преимущества и недостатки различных технологических процессов. [c.5]
Визуальный и измерительный контроль проводят невооруженным глазом или с помощью лупы 4…7-кратного увеличения с обязательным применением источника света и шаблонов или мерительного инструмента. Перед визуальным контролем сварные швы и прилегающие к ним с двух сторон поверхности основного металла шириной не менее 20 мм должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений. При проведении контроля определяют соответствие геометрических параметров сварного соединения стандартам на тот или иной вид сварки и размеры поверхностных нарушений сплошности металла. После этого их сравнивают с нормативными значениями. Если превышения нет, то сварное соединение считается прошедшим данный вид контроля. [c.374]
Есть еще один вид хрупкого разрушения сварных соединений аустенитных сталей и сплавов — термические трещины. Чтобы уменьшить вероятность появления этих трещин, характерных для дисперсионно-твердеющих жаропрочных сталей и сплавов, нужно уменьшить сварочные напряжения, не допустить, чтобы во время термической обработки они могли превысить предел длительной прочности основного металла. А для этого нужно ослабить или полностью исключить неравномерность сварочного нагрева конструкции, исключить литейную усадку шва. Минимальные сварочные напряжения могут быть созданы при отказе от высокотемпературного нагрева, в пределе —- при отказе от сварки плавлением. [c.365]
Технологическая свариваемость — это комплексная характеристика металлов и сплавов, отражающая их реакцию на процесс сварки и определяющая относительную техническую пригодность материалов для выполнения заданных сварных соединений, удовлетворяющих условиям их последующей эксплуатации [6, 10]. Понятие технологической свариваемости часто используют на практике при сравнительной оценке существующих и разработке новых материалов без их прямой привязки к конкретному виду сварных изделий. Чем больше применимых к данному металлу видов сварки и шире для каждого вида сварки пределы [c.94]
Условия термической обработки сварных соединений хромоникелевых сталей (табл. 8.25) во многом зависят от вида сварки и назначения сварной конструкции. [c.461]
В последнее время обнаружен новый вид локальной коррозии сварных соединений аустенитных нержавеющих сталей, который получил название ножевой коррозии. В узкой зоне, прилегающей к сварному шву, происходит линейное разрушение стали, а основная поверхность при этом характеризуется высокой коррозионной стойкостью и сохраняется в пассивном состоянии. Этот эффект связан с режимом нагрева и охлаждения стали при сварке. Даже нержавеющие стали, стабилизированные титаном или ниобием, склонны к ножевой коррозии. [c.59]
Точечная контактная сварка является наиболее производительным и механизированным видом сварки и применяется в массовом производстве сварных изделий, не требующих плотных соединений, при толщинах металла до 8 мм. Этот вид сварки получил наиболее широкое применение при изготовлении каркасов и различных конструкций в самолетостроении, автомобилестроении, вагоностроении, сельхозмашиностроении и др. [c.264]
Изложены основные сведения о видах сварки и сварных соединений, о возможных дефектах и способах их устранения. Рассмотрены вопросы контроля качесчва сварных соединений металлических конструкций и трубопроводов неразрушающнми (внешним осмотром, тече-исканием, капиллярным, магнитным, ультразвуковым и радиационным) и разрушающими (механическими) методами. Даны основы управления качеством сварки конструкций и организации контроля. [c.2]
Правильньи выбор метода и аппаратуры для контроля качества сварных соединений связан с особенностями различных видов сварки и сварных соединений со спецификой возникающих при этом дефектов. Название видов сварки и их классификация даются в ГОСТ 2601 — 74 и 19521—74.19232—73. [c.5]
Сталь 03Х13АГ19 достаточно технологична. Она хорошо деформируется в горячем и удовлетворительно в холодном состоянии. Термическая обработка представляет собой закалку начиная с температуры 980 °С и охлаждение в воде. Сталь удовлетворительно обрабатывается резанием и хорошо сваривается всеми видами сварки. Вязкость сварных соединений удовлетворяет требованиям криогенной техники. [c.130]
М а г н и т н о-и мпульсная свар-ка-вид сварки давлением. Сварное соединение получается в результате соударения соединяемых частей, вызванного воздействием импульсного магнитного поля. Ею [c.15]
Вязкость разрушения сварных соединений приведена в табл. 2 и на рис. 5. Независимо от вида сварки, вязкость разрушения соединений (с трещиной в зоне термического влияния) всех сплавов, кроме стали 0Х13АГ19, меньше вязкости разрушения основного материала Кс составляет в среднем 80 %, а /с и бс- бб % от соответствующих свойств [c.54]
Свариваемость — свойство металлов и сплавов в нормированных условиях сварочных процессов (газовой, кузнечной, дуговой, электроконтактной, злек-трошлаковой и других видов сварки) образовывать сварное неразъемное соединение, соответствующее качеству основного металла, подвергнутого сварке. О свариваемости судят путем испытания натурных сварочных образцов и по поведению основного металла в окопошовной зоне по ГОСТ 13585-68, ГОСТ 6996-66, ГОСТ 3242-69, ГОСТ 7512—75, ГОСТ 10145—62. [c.17]
Для сварных соединений, выполненных угледуговой сваркой, допускаемые напряжения аналогичны напряжениям при дуговой сварке электродами Э34 при условии, что механические свойства наплавленного металла и сварных соединений, выполненных угледуговой сваркой, соответствуют требованиям, приведённым в табл 16 и 17 для ручной сварки электродами Э34. Для сварных соединений, выполненных полуавтоматической сваркой наклонным и лежачим электродами и газовой сваркой, допускаемые напряжения такие же, как при дуговой сварке электродами Э42, при условии, что механические свойства наплавленного металла и сварных соединений, выполненных этими видами сварки, удовлетворяют требованиям, приведённым в табл. 17 и 18 для ручной сварки электродами Э42. При несоответствии качества указанным требованиям допускаемые напряжения назначают, как для ручной сварки электродами Э34 [c.153]
Соаротивление усталости стыковых соединений многослойного металла в зависимости от вида сварки и класса прочности стали. Как было установлено ранее [6], сопротивление усталости однотипных сварных соединений монолитного металла в многоцикловой области практически не зависит от класса прочности конструкцион- [c.259]
Работы при сборке и сварке швов барабана выполняются с применением видов сварки п сварочных материалов в соответствии с п. 2.5 настоящих MPTV с обеспечением свойств металла шва и сварного соединения не ниже значений, указанных в этом пункте. [c.230]
Стали 12Х18Н9Т, 12Х18Н10Т, 03Х18Н11 используют для создания широкой номенклатуры изделий, работающих при температуре от 800 ДО —269 G, изготовляемых методами горячей и холодной пластической деформации с использованием различных видов сварки и пайки. Термическую обработку сварных и паяиых соединений, как правило, не применяют. [c.499]
Обычно, если сплавы типа Ren6 41 термически обработаны на твердый раствор, тщательно очищены и защищены специальными мерами от загрязнения кислородом, они свариваются без растрескивания. Но если вслед за сваркой подвергнуть сварные соединения упрочнению в режиме старения, сплавы интенсивно трещат. Чтобы это явление предотвратить, перед старением со сварных соединений снимают остаточные напряжения посредством повторного нагрева до температуры гомогенизации. После такой обработки соединения можно термически упрочнять без каких-либо затруднений. Однако в некоторых случаях сплавы трещат в процессе нагрева до температуры отжига. Такой вид растрескивания характерен для крупногабаритных медленно охлаждающихся деталей. Сплавы или отдельные плавки сплавов, которые при повторном нагреве до температуры отжига более, чем другие сплавы или плавки, склонны к растрескиванию, назвали «склонными к растрескиванию в условиях деформационного старения». [c.282]
Здесь следует отметить, что в сварных соединениях прочность сцепления металлической основы и включений, расположенных в зоне термического влияния, может уменьшаться в результате высокотемпературного нагрева в процессе сварки, приводящего к изменению механических свойств матрицы. Это определяет пониженное сопротивление листового проката и сварного соединения к СР, что послужило основанием для отнесения СТ к дефектам сварных соединений типа холодных трещин. В условиях низкой пластичности формирование слоистой макротрещины проходит без макропластиче-ских деформаций (рис. 4.3, а) с образованием слоисто-хрупкого разрушения [15]. В более пластичной основе включение деформируется в форму линзы, а затем происходит разрушение основы (рис. 4.3, б). Очевидно, что во втором случае поверхность разрушения при движении СТ будет иметь вязкий вид, что означает повышенное сопротивление СР (слоисто-вязкое разрушение). [c.94]
В зонах сварки или в местах концентрации напряжений разрушение вызывается ростом одной трещины. На рис. 5.34 показана трещина (табл. 5.1), образовавшаяся в зоне термического влияния сварки, в сварном соединении паропровода. На некоторых границах зерен возникают вторичные трещины, однако отчетливо видна одна магистральная трешдна. Картина разрушения при ползучести зажимного болта по основанию стержня и вид трещины, распространявшейся в материале болта, приведены на рис. 5.35. Видно, что клиновидная трещина распространялась вдоль границы зерен. [c.162]
Сталь 25-25-Ti хорошо сваривается всеми видами сварки и имеет следующие характеристики прочности сварных соединений (Tft, кПмм [c.385]
При изготовлении сварных конструкций ьфоме отпуска применяют и другие виды термической обработки — предварительный и сопутствующий подогревы. Необходимость их использования зависит от свариваемости стали, толщины стенки соединяемых элементов конструкции и температуры окружающей среды, при которой проводят сварку. Для низкоуглеродистых и низколегированных сталей, обладающих хорошей свариваемостью, подогрева обычно не требуется. Его применяют лишь при толщине материала более 30 мм и температуре окружающей среды ниже -10 °С. Для других классов сталей предварительный подогрев почти всегда является обязательной операцией при сварке. Условия и вид термической обработки сварных соединений приводятся в нормативно-техни-ческой документации на соответствующий вид технического устройства. [c.369]
Надежность работы в значительной мере зависит от соответствия примененных материалов и их качества требованиям нормативнотехнологической документации. Действующие нормы и правила предусматривают механические испытания и металлографический анализ основного металла и сварных соединений котлов, трубопроводов пара и горячей воды и сосудов, работающих под давлением. Объемы и методы механических испытаний и металлографических исследований строго регламентированы [23, 24, 25]. Механические испытания ставят своей задачей определение механических свойств при комнатной и рабочей температуре, без знания которых нельзя правильно выбрать материал для изготовления детали и оценить состояние металла в процессе эксплуатации. Основными видами механических испытаний являются испытания на растяжение, твердость и на ударный изгиб (динамические испытания). Технологические испытания на загиб, раздачу и свариваемость служат для оценки возможности проведения технологических операций, необходимых для изготовления и монтажа оборудования (сварки, гибки, вальцовки и т. п.). Такие важнейшие для котельных материалов испытания, как испытания на ползучесть, длительную прочность, сопротивление усталости, релаксацию напряжений, не предусматриваются действующими правилами котлонадзора в качестве контрольных и служат в основном для выбора допускаемых напряжений и установления ресурса работы элементов, изготовленных из различных сталей. [c.8]
При использовании твердости как критерия качества термической обработки следует иметь в виду, что твердость сварных соединений в значительной мере зависит от условий термообработки [12]. Например, при твердости металла шва типа Э-09ХМФ выше НВ 250 (2500 МПа) можно однозначно констатировать, что отпуск после сварки не проводился или его темле-ратура была заметно ниже регламентированной. В то же время если твердость ниже НВ 250, то это еще не говорит о качественном проведении термообработки, так как при чрезмерно высоком подогреве (450—500 °С) пониженная твердость может быть получена и в исходном состоянии. Твердость нялсе НВ 220 свидетельствует о качественном проведении отпуска по установленному режиму. На основании сказанного регламентированная твердость после отпуска должна быть ниже возможной в исходном состоянии при чрезмерно высоком подогреве, поэтому для наиболее ответственных и нагруженных сварных соединений предпочтительнее твердость не выше НВ 220 [12]. [c.171]
Краткая характеристика. основных видов сварки
Дуговая сварка является наиболее распространенным и универсальным видом сварки. Относится к сварке плавлением.
Дуговая сварка может классифицироваться по целому ряду дополнительных признаков. Подобная схема классификации приведена на рис. 1.
Плавление основного и присадочного металла производится электрической дугой, горящей между электродом н металлом, который сваривают. Расплавленный основной и присадочный металл (электрод или сварочная проволока) образуют так называемую сварочную ванну; в результате кристаллизации металла сварочной ванны образуется сварной шов.
Для защиты сварного шва от окисления применяют электроды с толстым покрытием с обмазкой, выделяющей при горении дуги жидкие шлаки и восстановительные газы (например, СО; водород).
Сварку угольными электродами с зависимой (рис. 2, б) или независимой (рис. 2, в) дугой с присадочными прутками применяют ограниченно, преимущественно для сваривания тонкостенных изделий из цветных металлов.
Более широко применяют угольные электроды для дуговой резки (особенно для резки шлифованных сталей).
Автоматическая дуговая сварка пол слоем флюса
Этот вид сварки применяется при больших масштабах производства для соединения деталей прямыми и круговыми швами (рис. 3). Электродом служит полая сварочная проволока 1.
Производительность данного процесса в 5—10 раз выше, чем при ручной дуговой сварке; качество сварных швов также высокое.
Рис. 3. Автоматическая дуговая
сварка лод слоем флюса
Сварка в защитных газах
Сварка. осуществляется плавящимися (рис. 4, а) или не — плавящимися (вольфрамовыми) электродами (рис. 4, б) в струе инертных газов.
Данный способ применяют при сваривании деталей из высоколегированных сталей, титановых, никелевых, алю
миниевых и магниевых сплавов. При сварке углеродистых сталей используется более дешевый углекислый газ,
Краткая характеристика основных видов сварки — WikiWeld
Краткая характеристика основных видов сварки — WikiWeld — Библиотека СварщикаДанные таблицы взяты из книги «Каракозов Э.С. Справочник молодого электросварщика». Помимо этого в книге ты сможешь найти множество полезной информации по выбору режимов сварки, технологии, материалов и т.д.
Определение видов сварки
Нанесение с помощью сварки на поверхность изделия слоя металла
Сварка плавлениемСварка изделия посредством местного расплавления соединяемых изделий
Дуговая сваркаСварка плавлением, при которой местное расплавление осуществляется с помощью дуги
Дуговая сварка в защитном газе
Дуговая сварка. Дуга горит в столбе защитного газа
Сварка под флюсом
Дуговая сварка. Дуга горит под слоем защитного флюса
Дуговая сварка НЕплавящимся электродом
Сварка дугой неплавящимся электродом. Например, вольфрамовым электродом
Сварка открытой дугой
Дуговая сварка плавящимся электродом без защитного газа или флюса. Зона души доступна наблюдению
Дуговая сварка плавящимся электродом
Сварка дугой с помощью электрода. Электрод является присадочным металлом
Сварка наклонным электродомДуговая сварка. Неподвижный плавящийся электрод располагается наклонно вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода с помощью пружины или силы тяжести
Сварка лежачим электродомДуговая сварка. Неподвижный плавящийся электрод укладывается вдоль линии сварки. Дуга самостоятельно перемещается по мере расплавления электрода
Ручная дуговая сваркаДуговая сварка. Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщиком
Аргонодуговая сварка
Дуговая сварка. Дуга горит в газовом столбе аргона (защитном газе)
Механизированная (полуавтоматическая) дуговая сварка
Дуговая сварка. Подача плавящегося электрода в зону сварки и перемещение электрода осуществляется сварщикомДуговая сварка. Механизирована подача плавящегося электрода в зону сварки. Перемещение электрода осуществляется сварщиком
Сварка в углекислом газеДуговая сварка. Дуга горит в газовом столбе углекислого газа (защитном газе)
Автоматическая дуговая сварка
Дуговая сварка. Подача плавящегося электрода и перемещение механизированы
Двухдуговая сварка
Автоматическая дуговая сварка двумя дугами. Для создания дуг используется два независимых источника питания
Многодуговая сварка
Автоматическая дуговая сварка дугами. Для создания дуг используются независимые источники питания
Двухэлектродная сварка
Автоматическая дуговая сварка двумя электродами. При этом используется один источник питания
Подводная сварка
Дуговая сварка изделия под водой
Плазменная сварка
Сварка осуществляется сжатой дугой
Электрошлаковая сварка
Сварка плавлением. Нагрев металла осуществляется теплом, которое выделяется при прохождении электрического тока через расплавленный шлак
Газовая сварка
Сварка плавлением. Нагрев металла осуществляется теплом, которое выделяется при сжигании горючего газа и кислорода. Для смешения газов используется газовая горелка
Термитная сварка
Сварка, в которой нагрев металла осуществляется теплом, которое выделяется при сжигании термита
Контактная сварка
Сварка давлением. Нагрев осуществляется с помощью электрического тока, проходящего через находящиеся в контакте соединяемые части
Стыковая контактная сварка
Контактная сварка. Нагрев осуществляется с помощью электрического тока, проходящего через находящиеся в контакте соединяемые части
Предыдущая статьяЭлектроды УОНИ-13/55УСледующая статьяЭлектроды УОНИ-13/85Последние статьи на сайте:
Записи по датам:
Разделы сайта:
Этот сайт использует cookie для хранения данных. Продолжая использовать сайт, Вы даете свое согласие на работу с этими файлами. OK
Краткая характеристика дуговой сварки — Сведения о сварке
Краткая характеристика дуговой сварки
Категория:
Сведения о сварке
Краткая характеристика дуговой сварки
Развитие сварки. Основоположниками дуговой сварки являются В. В. Петров, Н. Н. Бенардос и Н. Г. Славянов. Василий Владимирович Петров (1761—1834) — русский электротехник, профессор Санкт-Петербургской Медико-хирургической академии производил в 1802 г. опыты с вольтовым столбом, впервые в мире получил электрическую дугу и предсказал возможность использования ее для освещения, а также и для расплавления металлов. Долгое время дуга не находила практического применения как в России, так и за рубежом из-за низкого технического развития промышленности.
Николай Николаевич Бенардос (1842—1905) автор многих изобретений в различных отраслях техники, в 1882 г. применил дугу для сварки, а в 1885 г. взял патент под названием «Способ соединения и разъединения металлов непосредственным действием электрического тока». Н. Н. Бенардос в 1885 г. организовал в Петербурге общество «Электрогефест», которое выполняло сварочные работы в различных местах России. Сохранившиеся в архиве Н. Н. Бенардоса описания, чертежи и рисунки указывают на то, что по существу все виды дуговой сварки, применяющиеся ныне, предложены им: сварка угольным и металлическим электродами, в том числе и с применением флюса, сварка косвенно действующей дутой, горящей между двумя электродами, сварка в защитном газе. Им предложены также магнитное управление дугой и автоматы для сварки угольным и металлическим электродами.
Инженер Николай Гаврилович Славянов (1854—1897) в 1891г. получил два патента под названиями «Способ и аппараты для электрической отливки металлов» и «Способ электрического уплотнения металлических отливок». Впервые в мире Н. Г. Славянов спроектировал и изготовил сварочный генератор постоянного тока. На Пермском заводе он организовал крупный по тому времени электросварочный цех, в котором с 1891 по 1894 г. лично им и под его руководством было отремонтировано сваркой 1631 изделие общей массой 250 т; при этом было израсходовано 11 т стальных электродов. Н. Г. Славянов в своей практике применял дуговые автоматы (электроплавильники) собственной конструкции. Н. Г. Славяновым опубликовано несколько научных работ по сварке.
Условия получения дуги. Сварочной дугой называется мощный устойчивый электрический разряд, происходящий в газовом промежутке между электродами, либо между электродом и изделием.
Для получения дуги нужна электрическая цепь с источником питания. Для питания дуги электрическим током пользуются при переменном токе сварочным трансформатором, при постоянном токе — сварочным преобразователем, агрегатом с двигателем внутреннего сгорания или сварочным выпрямителем. От источника питания ток подводится сварочными проводами через электро-додержатель к электроду и свариваемому изделию (рис. 1), между которыми горит дуга. Включив источник питания, сварщик зажигает дугу и поддерживает ее горение. Для зажигания дуги на клеммах источника питания должно быть напряжение в несколько десятков вольт. Сила тока, проходящая по сварочной цепи, может достигать нескольких тысяч ампер.
Рис. 1. Сварочная электрическая цепь с дугой
Дуговая сварка плавящимся и неплавящимся электродами. При сварке плавящимся электродом шов образуется за счет расплавления электрода и кромок основного металла, при сварке неплавящимся электродом шов заполняется металлом свариваемых частей.
К плавящимся электродам относят стальные, медные и алюминиевые, а к неплавящимся — угольные, графитовые и вольфрамовые.
При горении дуги плавящийся электрод по мере его плавления необходимо непрерывно подавать в дугу (в зону сварки) и поддерживать по возможности постоянную длину дуги. Длиной дуги L называют расстояние между концом электрода и поверхностью кратера (углубления) в сварочной ванне (рис. 2). При горении дуги с неплавящимся электродом длина дуги с течением времени возрастает и в процессе сварки необходима корректировка.
Защита металла шва от воздуха при дуговой сварке. При горении дуги и плавлении свариваемого и электродного металлов тре-. буется защита сварочной ванны от действия газов воздуха (кислорода, азота, водорода), с тем чтобы они не проникали в жидкий металл и не ухудшали качество металла шва. Поэтому при сварке защищают зону дуги (нагреваемый электрод, саму дугу и сварочную ванну). По способу защиты металла от воздуха дуговая сварка разделяется на следующие виды: сварка покрытыми электродами, порошковой проволокой, в защитном газе, под флюсом и сварка самозащитной проволокой.
Рис. 2. Сварочная дуга: 1 — сварочная ванна, 2 — электрод; L — длина дуги
Рис. 3. Схема сварки под флюсом: 1 — электродная проволока, 2 — образующаяся капля, 3 — газовый пузырь, 4 — дуга, 5 — сварочная ванна, 6—расплавленный флюс, 7 — нерасплавленный флюс, 8 — изделие
Покрытый электрод представляет собой металлический стержень с нанесенными на его поверхность порошкообразными материалами на клеящем растворе. Сварка покрытыми электродами улучшает качество металла шва. Защита металла от воздуха осуществляется за счет шлака и газов, образующихся при плавлении покрытия. Покрытые электроды предназначены для ручной сварки, т. е. такой, где две обязательные операции процесса (подача электрода в зону дуги и перемещение дуги по изделию с целью образования шва) выполняются сварщиком вручную. Ручная сварка покрытыми электродами позволяет выполнять швы в любом пространственном положении и в труднодоступных местах.
При дуговой сварке под флюсом (рис. 3) дуга горит под порошкообразным флюсом, слой которого полностью закрывает дугу и зону сварки. Электродом служит голая металлическая проволока. Флюс защищает расплавленный металл от газов воздуха и улучшает качество металла шва. Дуговая сварка под флюсом выполняется автоматами и полуавтоматами. Сварочный автомат — это аппарат, в котором подача сварочной проволоки в дугу и перемещение дуги по изделию механизированы. В сварочном полуавтомате, перемещаемом вручную, механизирована только подача проволоки. Сварочная проволока вместе с токоподводящим проводом проходит внутри гибкого шланга, поэтому полуавтоматы называются шланговыми.
Для дуги, горящей под флюсом, нужны большие токи, кроме того, управление электродом вручную под флюсом сильно затруднено, поэтому полуавтоматическая сварка под флюсом часто заменяется полуавтоматической сваркой открытой дугой. Сварка открытой дугой выполняется порошковой проволокой, в защитном газе и самозащитной проволокой.
Порошковая проволока представляет собой свернутую из тонкой стальной ленты оболочку, внутри которой запрессован порошок из смеси веществ, играющих ту же роль в повышении устойчивости сварочной дуги и улучшении качества металла шва, что и электродное покрытие или флюс. Сварка порошковой проволокой осуществляется шланговыми полуавтоматами.
Сварку в защитном газе проводят с подачей в зону дуги через электрододержатель струи защитного газа. Сварка выполняется как плавящимся, так и неплавящимся электродом и может быть ручной, полуавтоматической и автоматической. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда (для сварки меди) азот и смеси газов. Инертные газы (аргон, гелий) чаще используют для сварки легированных сталей и химически активных металлов (алюминий, титан и др.) и их сплавов.
Институт электросварки им. Е. О. Патона проводит исследования по сварке самозащитной проволокой. Самозащитная проволока — это голая проволока сплошного сечения, содержащая такие легирующие элементы, которые обеспечивают высокое качество шва. Самозащитная проволока применяется при сварке арматурной стали.
Реклама:
Читать далее:
Сварочный пост
Статьи по теме:
9 самых популярных видов сварочных процессов и их преимущества
Вы когда-нибудь задавались вопросом, какие бывают типы сварочных процессов? Что ж, сварка — это не просто практично; это тоже форма искусства. Конечно, практические приложения положительно влияют на вашу повседневную жизнь: мосты, ваш автомобиль, балки здания, в котором вы работаете, и магазины, в которых вы делаете покупки… и это лишь некоторые из них.
Сварку можно найти во многих вещах: от пайки для самых сложных ювелирных украшений и печатной платы вашего смартфона до гладких стыков скульптур мамонтов.
Какие бывают виды сварочных процессов? Сварщик имеет множество специализаций. Вот их девять:
| 1 | MIG — газовая дуговая сварка металла (GMAW) | Также называется сваркой металла в инертном газе (MIG). Обеспечивает наиболее стабильные результаты сварки. Некоторые считают, что это, вероятно, самое простое место для начинающих. |
| 2 | TIG — газовая дуговая сварка вольфрамом (GTAW) | Также называется сваркой вольфрамовым электродом в инертном газе (TIG).Один из самых аккуратных (чистых) видов сварки, так как не оставляет брызг. |
| 3 | Дуговая сварка порошковой проволокой (FCAW) | Отличное решение для резервуаров, котлов и труб с толстым листом металла. |
| 4 | Дуговая сварка под флюсом | Горячие материалы не разбрызгиваются и не разбрызгиваются, а флюс предотвращает попадание высоких уровней излучения в воздух. |
| 5 | Палка — дуговая сварка экранированного металла (SMAW) | Это также известно как сварка палкой.Не требует газовой защиты, которая требуется для сварки TIG и MIG, и очень портативна. Он также отлично подходит для использования на открытом воздухе с сельскохозяйственной техникой ворот и т. Д. |
| 6 | Термитовая сварка | Позволяет быстро соединять два разнородных металла без использования источника питания. |
| 7 | Кислородно-ацетиленовая (газовая) сварка | Простота обучения и выполнения, а также недорогое решение. |
| 8 | Кузнечная сварка | Лучший вариант для кузнечного дела. |
| 9 | Сварка сопротивлением | Может переводить очень тонкие металлы (0,1 миллиметра) в эти металлы (20 миллиметров). |
Сварка — важный и востребованный набор навыков. Майк Роу сказал: « Важнее всего то же самое, что всегда имело значение. Готовность упорно работать, овладеть востребованным навыком и идти туда, где есть спрос. ”Чтобы доказать свою точку зрения, вот более пристальный взгляд на сварочную дисциплину и возможности карьерного роста в этой области.
Безопасность прежде всего — профессиональные инструменты
Сварка не предназначена для случайных занятий — это одна из самых опасных задач, которые может выполнить профессионал в сфере торговли. Не уверен, что в это веришь? Подумайте об этом: сильная жара, радиоактивные материалы, слепящие ультрафиолетовые лучи и горящие искры — все это часть работы. Это также не для тех, кто следит за модой.Сварочный износ предназначен для работы и защиты.
Итак, какие средства индивидуальной защиты (СИЗ) являются обязательной частью торговли? Ознакомьтесь с важнейшим защитным гардеробом сварщика:
- Огнестойкая одежда и куртка , специально разработанная для сварки. Вы же не хотите выглядеть профессиональным каскадером из боевика, который не готов к такому пламени!
- Сварочные перчатки созданы для выполняемого вами процесса сварки.
- Высокие кожаные ботинки или туфли — лучше всего подходят ботинки со стальным носком. Ваша обувь должна противостоять дождю из тлеющих искр, которые упадут на нее.
- Каски и маски защитные . Как переходные линзы для очков, так и шлем с автоматическим затемнением. Эти шлемы будут регулировать свою темноту в зависимости от яркости искр.
- Респираторы тоже хорошая идея .Особенно если вы работаете в помещении с плохой вентиляцией.
Четыре основные категории сварочной профессии
Все сварочные дисциплины обычно попадают в одну из двух категорий: процессы сварки плавлением и процессы сварки пластмасс. У каждого из них есть несколько специализаций.
Прежде чем мы углубимся в 4 основные категории сварки, ознакомьтесь с основной схемой сварки и родственных процессов.
кредит: Navy BMR1.Сварка плавлением
Нагрев двух материалов до точки плавления с целью их соединения друг с другом, в результате чего получается одна соединенная деталь. . Поскольку это слишком просто, в категории «Сварка плавлением» есть три различных дисциплины:
· Дуговая сварка
Дуговая сварка — это то, о чем большинство людей думают, когда думают о сварке . Дети в классе магазина часто начинают изучать сварку штангой. В то время как в кислородно-ацетиленовом процессе используется газ, в процессе дуговой сварки металлы соединяются вместе за счет тепла, выделяемого электрической дугой.
В дисциплине «Дуговая сварка» пять специализаций:
a) Ручная сварка — дуговая сварка экранированного металла (SMAW) или ручная сварка
Это один из наиболее широко используемых сварочных процессов. Он требует удаления образующегося шлака со сварного шва после завершения процесса сварки. Сварщики обычно удаляют шлак, отколовывая его, а затем опиливая, чтобы он получился гладким и аккуратным.
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
Этот процесс хорошо подходит для различных строительных проектов, ремонта тяжелого оборудования и ремонта трубопроводов, а также для других работ, требующих портативных устройств.
Хотя это может занять больше времени, чем другие виды сварки, сварка палкой может эффективно выполняться под дождем или ветром и не требует защиты от газа. Еще одно его преимущество — простая замена стержней при работе с разными типами металла.
Этот тип сварки также используется, когда требуется подводная сварка.
Что такое сварка STICK? (SMAW) >> Посмотрите видео ниже
b) TIG — газовая дуговая сварка вольфрамовым электродом (GTAW) — также называемая сваркой вольфрамовым электродом в инертном газе (TIG)
Этот процесс сварки, как правило, используется опытными сварщиками, которые научились создавать тонкие и деликатные сварные швы . Для их правильного выполнения обычно требуется больше времени и опыта, чем для некоторых других видов сварки.
Как следует из названия, в этом процессе сварки используется газ, обычно аргон, для защиты расплавленной сварочной ванны от загрязняющих веществ, переносимых по воздуху. Сварка TIG известна тем, что дает точные и чистые сварные швы на любом металле, будь то
- Сплавы
- Алюминий
- Латунь
- Бронза
- Хромомолибден
- Медь
- Золото
- Магний
- Никель
- Сталь или нержавеющая сталь
GTAW — это полезный процесс сварки для ремонта детской коляски Red Flyer Wagon, рамы велосипеда, снегоуборочной машины и даже для создания произведений искусства.
Этот процесс создает чистые сварные швы. Итак, если вас беспокоит внешний вид сварного шва, это хороший косметический процесс.
Поскольку вы регулируете тепловыделение так же, как ускоритель в машине или скорость иглы на швейной машине, вы можете контролировать, сколько бусинок вы создаете.
Что такое сварка TIG? >> Посмотрите видео ниже
c) MIG — газовая дуговая сварка металла (GMAW) — также называется сваркой в среде инертного газа (MIG)
Это вторая по популярности методика сварки после сварки палкой.Некоторые считают это несколько архаичным процессом, но он не требует такой высокой точности и не такой сложный, как некоторые другие методы сварки.
Одна из причин, по которой сварщикам легче освоить этот процесс, заключается в том, что он не требует такого же уровня точности, как другие сварочные процессы. Им можно управлять одной рукой, потому что электрод автоматически проходит через горелку.
Этот процесс часто используется для:
- Ремонт автомобилей
- Строительство
- Сухой док Морские работы
- Сантехника
- Робототехника
Сварщик должен знать об окалине и пористости сварного шва.Если за ними не ухаживать должным образом, прочность и целостность сварного шва будут нарушены.
Что такое сварка MIG? (GMAW) >> Посмотрите видео ниже
d) Дуговая сварка порошковой проволокой (FCAW)
При работе с этим процессом сварки вы будете использовать проволоку с центром на основе флюса вместо использования защитного газа . Это также хорошо работает на открытом воздухе, потому что флюс нелегко сдувает сварной шов и на него не влияют грязные или ржавые металлы.
Изображение предоставлено: Исследовательские воротаНесмотря на то, что они производят много дыма и брызг, они могут проникать лучше, чем одно из газовых растворов.
Этот процесс часто используется и при любительской сварке.
Что такое сварка порошковой проволокой? (FCAW) >> Посмотрите видео ниже
e) Дуговая сварка под флюсом (SAW)
В этом процессе элементы процедуры сварки — сварочная проволока, электрическая дуга и сварное соединение — покрываются слоем флюса. Создает щит для расплавленного материала и предотвращает разбрызгивание и брызги . Барьер защищает человека или робота, выполняющего эту функцию.
Дуговая сварка под флюсом хорошо подходит для быстрых сварных швов, которые требуются в условиях высокой производительности. Тем не менее, вы ограничены использованием стали, нержавеющей стали и некоторых видов никеля для SAW.
· Газовая сварка, также называемая кислородно-ацетиленовой сваркой
В этом процессе используется смесь топливных газов и кислорода в горелке для достижения высоких температур, необходимых для этого процесса .В самый разгар процесса этот процесс достигает почти 3500 градусов по Цельсию (6332 градуса по Фаренгейту).
Изображение предоставлено: TechminyДля сравнения: большинство газовых грилей достигают только 500-550 градусов по Фаренгейту, а самая горячая печь для пиццы на древесных гранулах на розничном рынке достигает 930 градусов по Фаренгейту . Этот процесс сварки достигает температуры почти , в семь раз превышающей температуру самой горячей печи для пиццы на сегодняшний день!
Этот процесс часто используется с тремя различными типами пламени:
Некоторые из преимуществ использования процессов газовой сварки включают:
- Переносной .Газ хранится под давлением в стальных баллонах, которые могут быть мобильными.
- У него есть специально разработанные устройства безопасности , например пламегасители.
- Универсальный . Помимо сварки, это оборудование также можно использовать для «газовой резки» более крупных материалов.
- Выучить и применить полученные знания довольно просто.
- Относительно невысокая стоимость .
· Термитная сварка
Thermit представляет собой комбинацию алюминиевого порошка и оксида металла. Когда он воспламеняется, он приводит к расплавлению металла в результате экзотермической ненасильственной реакции. Затем этот жидкий металл заливается туда, куда сварщик хочет, и когда он затвердевает, образует сварное соединение.
Изображение предоставлено: Alt_driverОбычно это связано с высокой стоимостью, поэтому его не используют так часто, как столетие назад. Он до сих пор используется, потому что это относительно простой и быстрый процесс, который можно использовать для соединения как похожих, так и разнородных типов металлов. В отличие от некоторых других процессов, он также не требует значительного энергоснабжения.
Для получения необходимой реакции смесь Thermit должна быть нагрета как минимум до 1300 градусов по Цельсию (около 2372 градусов по Фаренгейту).
2. Процесс сварки пластмасс
Если вы когда-нибудь случайно оставляли пластиковую лопатку или ложку на горячей сковороде, вы по опыту знаете, что пластик действительно плавится и разжижается.
Сварка пластмасс использует эту концепцию и создает молекулярную связь между двумя совместимыми кусками термопласта.Этот процесс обычно требует использования термопластичного сварочного стержня для создания поверхности, которая может быть связана с другим.
Тем не менее, обычно есть два разных подхода к сварке пластмасс и композитов:
- Внешний нагрев
- Внутренний нагрев
Для этого процесса предпочтительны термопласты, поскольку они могут плавиться и затвердевать многократно . Это может быть достигнуто с помощью горячей пластины, инструментов для имплантации, лазерных или инфракрасных инструментов, радиочастот, процессов вращения или ультразвуковых и вибрационных методов.
Этот процесс часто используется в:
- Производство и ремонт автомобилей
- Производство медицинского оборудования
- Определенное текстильное производство
Этот процесс сварки выгоден, поскольку его можно использовать на стыках любой формы и практически с любыми типами термопластичных полимеров. Еще одним преимуществом является то, что он имеет довольно низкую цену и хорошо подходит для процессов массового производства.
3.Кузнечная сварка
Концепция использования кузницы для нагрева или плавления металла использовалась тысячелетиями. Фактически, это самый старый из существующих методов сварки.
Как только металл нагревается до пластичного состояния, профессионал может толкать его до состояния покорения — буквально . Нагретому металлу придают новую желаемую форму, а затем охлаждают, чтобы установить процесс.
Кузнецы, работающие над подковами в старых вестернах, легко приходят на ум, когда думают о процессе ковки, но это не ограничивается профессионалами. Сегодня кузнечная сварка широко используется в авиакосмической промышленности , оружейной промышленности и автомобилестроении.
Хотя это медленный процесс, требующий высокого уровня навыков, он популярен, потому что не требует наполнителя.
4. Сварка сопротивлением
Этот относительно эффективный и экологически чистый процесс сварки представляет собой термоэлектрический процесс, во время которого электрическое сопротивление используется для создания тепла, в результате чего соединяемые материалы становятся жидкими.
Изображение предоставлено: RocdacierСуществует четыре хорошо известных типа сварки сопротивлением:
| Стыковая сварка оплавлением | Обычно используется в сталелитейной промышленности для сварки прутков и труб. Это происходит за счет зажима двух деталей в держателях электродов. |
| Сварка с выступом | Этот процесс в основном используется для изготовления гаек и болтов.Чтобы этот процесс работал, в месте, где необходимо сварить деталь, помещается ямка, и через нее проходит большой ток, в то время как через электрод прикладывается давление. Это приводит к плавлению и сплющиванию лунки для создания сварного шва. |
| Точечная сварка | Считается, что это наименее сложный вид контактной сварки. Этот процесс в основном создается путем помещения двух разных частей под вес наковальни и приложения медных электродов к месту соединения, чтобы пропустить через них ток и расплавить их.Затем сварной шов быстро охлаждается. |
| Сварка швов | Если вы хотите получить герметичное соединение в процессе контактной сварки, вы должны использовать этот процесс. Это также известно как непрерывная точечная сварка. Он считается непрерывным, потому что электроды имеют форму ролика, который используется для протекания тока к соединяемым деталям. Ток в ролике плавит детали там, где они должны быть соединены, и создает одно сплошное сварное соединение. |
Сварщики невероятно удобны!
Все эти различные сварочные процессы могут показаться немного сложными — возможно, даже сбивающими с толку, но знаете ли вы, что на сегодняшнем рынке труда существует ОГРОМНЫЙ спрос на сварщиков?
Это профессия, безусловно, востребованная. На момент написания этой статьи на одном популярном форуме по трудоустройству было более 3800 списков активных вакансий для сварщиков, на другом — более 2400, а на третьем — более 7200.
Узнайте больше о самых высокооплачиваемых сварочных работах — Здесь вы можете найти статью с нашего веб-сайта о : Зарабатывают ли сварщики хорошие деньги? | Самые высокооплачиваемые сварочные работы
Это здорово, но… Как можно научиться профессиональному сварщику?
Может быть, вы ищете новую карьеру или только начинаете. В любом случае, за ваше зачисление борется множество технических и профессиональных школ. Если вас беспокоят расходы, вот лишь несколько потенциальных возможностей получения стипендии:
Есть также несколько крупных компаний, у которых есть возможность ученичества, так что вы можете начать, не имея основы, и учиться на работе.Если вы думаете, что хотите узнать больше об этом, посетите сайт Apprenticeship.Gov Министерства труда США.
Теперь вы должны иметь лучшее представление о том, сколько различных типов сварочных процессов существовало. Если вы думаете о карьере в отрасли, ознакомьтесь с указанными выше ресурсами и приступайте к работе!
Статья по теме: Где работают сварщики?
Какие бывают виды сварки?
Есть несколько различных типов сварочных аппаратов, доступных для покупки, и важно понимать, какой тип сварочного аппарата лучше всего соответствует вашим потребностям.Некоторые сварщики лучше справляются с определенными видами работ и с разными материалами.
Четыре основных типа сварки:
- Сварка MIG
- Сварка TIG
- Сварка порошковой краской
- Сварка палкой
Каждый из них имеет различные преимущества и недостатки.
- Сварке MIG легко научиться работать с самыми разными металлами.
- Сварка TIG может быть немного сложнее для освоения, чем MIG, но она позволяет использовать несколько специализированных методов сварки, которых MIG не может достичь.
- Сварка порошковой проволокой очень похожа на сварку MIG и идеально подходит для наружных работ и работ с ржавым или поврежденным металлом.
- Ручная сварка — это универсальный инструмент, который можно использовать в помещениях, на открытом воздухе и в самых разных обстоятельствах. Это может быть немного дороже, чем другие процессы.
Сварка MIG, также известная как GMAW (газовая дуговая сварка металла), является самым простым для быстрого обучения типом. Сварка MIG (металл в инертном газе) не только проста в освоении, но и позволяет быстро работать с различными материалами, включая алюминий и сталь.
Сварочные аппараты MIG полезны для множества задач; они относительно недорогие, если вы не хотите промышленную модель; и их легко освоить, даже если вы новичок. У них действительно есть довольно много механизмов, которых нет у других сварщиков, и это делает внимательное обслуживание сварщика MIG более важным. Текущие расходы включают замену проволоки и сварочный газ.
Что это хорошо для
Сварочные аппараты MIG отлично подходят для универсальных сварочных работ. У них есть несколько ключевых преимуществ.
- Этот вид сварки универсален и хорошо подходит для многих материалов и различной толщины.
- Позволяет выполнять быстрые работы.
- Легко учиться.
- Можно автоматизировать; используется на сборочных конвейерах автомобилей и т.п.
Стоимость
Ни один сварочный аппарат не является дешевым, но, конечно, не так уж и сложно найти достойного сварщика MIG в вашем ценовом диапазоне.
- Стоимость большинства сварочных аппаратов MIG составляет от 400 до 1500 долларов.
- Самые дешевые модели стоят от 95 долларов.
- Высококачественные модели могут стоить от 2500 до 3500 долларов.
Помните, что эта начальная стоимость не включает стоимость замены проволоки, сварочного газа и технического обслуживания. Подробнее см. Скрытые затраты ниже.
Сложность использования
Сварочные аппараты MIG идеально подходят для начинающих.
- Легко учиться.
- Легче по сравнению с другими видами сварки.
Как это обслуживать
У сварочного аппарата MIG больше движущихся частей, чем у других сварочных аппаратов, и поэтому обслуживание может быть сложным.Тем не менее крайне важно, чтобы вы внимательно относились к своему сварщику MIG и регулярно его обслуживали.
Не забудьте выключить сварочный аппарат и отсоединить его от сети при его чистке! Если вы недавно выполняли работу, убедитесь, что у сварщика достаточно времени, чтобы он остыл, прежде чем пытаться его очистить.
Поскольку сварщики MIG используют катушки с металлической проволокой в процессе сварки, сварщики MIG с большей вероятностью попадут грязь и мусор во внутренние части машины. При правильном обращении с машиной это не приведет к необратимым повреждениям.
Для удаления грязи и пыли с вашего сварочного аппарата MIG:
- Очистите машину сжатым воздухом
- Используйте проволочную щетку для очистки машины
При очистке особое внимание уделяйте приводному ролику, механизму подачи проволоки и вкладышу горелки. , так как в этих областях наиболее вероятно скопление мусора. Рекомендуется чистить сварочный аппарат MIG примерно раз в неделю.
Кроме того, храните съемные детали сварочного аппарата, такие как сопло пистолета, в упаковке, предоставленной вашим производителем.Это гарантирует, что ваши сварочные детали не получат вмятин и царапин, которые повлияют на качество сварки.
Если у вас нет упаковки от производителя, хранение сопла пистолета и аналогичного сварочного оборудования в отдельных отсеках снизит вероятность столкновения деталей друг с другом и получения вмятин.
Скрытые затраты
Двумя основными текущими расходами сварщика MIG являются замена проволоки и сварочный газ.
Замена проволоки стоит от 3 до 15 долларов за фунт в зависимости от материала, который вы покупаете.Проволока поставляется в катушках и может быть куплена в небольших количествах (один фунт на катушку) или в больших количествах (более тридцати фунтов на катушку). Покупка оптом обычно снижает стоимость фунта.
Прогнозирование того, как часто вам нужно будет покупать запасной провод, полностью зависит от того, как быстро вы переберете фунт провода. Если вы будете вести учет того, как быстро вы склонны прожигать свой провод, будет легко предсказать, как часто вам будут нужны новые покупки.
Стоимость сварочного газа может сильно колебаться в зависимости от того, где вы живете.Уточните у местных или в Интернете поставщиков сварочных материалов, чтобы узнать, какой диапазон цен на сварочный газ находится в вашем регионе.
Сварка TIG (вольфрамовым инертным газом) также известна как GTAW (газовая дуговая сварка вольфрамом). Для создания сварочной дуги при GTAW-сварке используется вольфрамовый электрод. Этот электрод не расходуется, что позволяет его многократно использовать и сводит на нет расходы на замену проводов, как в MIG.
Сварочные аппараты TIG хорошо работают с такими материалами, как сталь и алюминий. У них есть регулируемые параметры нагрева, и они могут дать лучшие результаты при работе с тонкими металлами, чем MIG.Их, как правило, немного сложнее освоить, чем MIG, и к тому же они изначально дороже. Однако у сварщиков TIG меньше затрат на техническое обслуживание, чем у сварщиков MIG.
Что это хорошо для
Сварка TIG обычно используется для более специализированных работ, чем сварка MIG.
- Сварка TIG хорошо подходит для нержавеющей стали, алюминия и меди.
- Большинство сварщиков TIG имеют регулируемые параметры нагрева, что позволяет точно контролировать проект.
- Обычно используется для сварки более тонких материалов, с которыми не справляется MIG.
Помимо этих преимуществ, сварка TIG имеет один ключевой недостаток по сравнению со сваркой MIG. Выполнение работ с использованием сварки TIG занимает много времени; из двух, сварка MIG намного быстрее, чем TIG.
Стоимость
- Миниатюрный сварочный аппарат TIG можно найти примерно за 100–400 долларов.
- Промышленные сварочные аппараты TIG могут стоить до 22 000 долларов.
- Большинство сварщиков TIG немного дороже, чем средние сварщики MIG, в среднем от 800 до 2000 долларов.
Сложность использования
Сварку TIG труднее освоить, чем сварку MIG. При этом, однако, новые модели TIG довольно удобны для пользователя и не требуют большого опыта или обучения, чтобы научиться эффективно использовать.
Как обслуживать
Обслуживание сварочного аппарата TIG включает в себя многие из тех же процессов, что и обслуживание MIG. У сварочных аппаратов TIG меньше посторонних деталей, чем у аппаратов MIG, но они по-прежнему требуют частого обслуживания.
Еще раз убедитесь, что машина выключена, отключена от сети и остыла, прежде чем чистить ее. Сварочный аппарат TIG можно очищать сжатым воздухом или стальной щеткой, как и сварочный аппарат MIG, и следует очищать его примерно раз в неделю.
Скрытые затраты
Сварщикам TIG не требуется столько постоянных затрат, как сварщикам MIG. Вам все равно придется покупать сварочный газ, а иногда и заменять проволоку. Когда какая-то часть сварочного аппарата TIG ломается или изнашивается, вы можете приобрести новую деталь по разумной цене.
Механизмы подачи проволоки, горелки, резаки, кабели и разъемы легко найти и купить.
В целом у сварщиков TIG гораздо меньше «скрытых» затрат, чем у сварщиков MIG.
При сварке порошковой проволокой используется электрод с полой проволокой. В процессе сварки порошковой проволокой создается собственный защитный газ, который позволяет выполнять сварку в условиях, когда MIG не справляется. Сильный ветер уносит защитный газ, образующийся при сварке MIG, но при сварке порошковой проволокой образуется защитный газ, который может выдерживать сильный ветер.Таким образом, порошковая сварка идеально подходит для работ на открытом воздухе.
Порошковая сварка дает менее привлекательный внешний вид сварного шва, чем MIG, поскольку при этом образуется шлак, который необходимо удалить вручную после охлаждения. Таким образом, сварка MIG является идеальным решением для сварки в помещении, а сварка порошковой проволокой лучше подходит для сварки на открытом воздухе.
Порошковая сварка и сварка MIG очень похожи, и нередко можно найти сварщика, который работает и с MIG, и с порошковой проволокой. Между ними есть два ключевых различия:
- Для сварки MIG требуется внешний резервуар для газа, а для сварки с флюсовой сердцевиной — нет.
- При сварке порошковой проволокой используется полая внутри проволока, что позволяет выполнять различные виды работ.
Что это хорошо для
Помимо хорошей работы в условиях сильного ветра, порошковая сварка также хорошо подходит для работ с поврежденным или ржавым металлом.
Порошковая сварка выполняет две основные функции.
- Идеально подходит для работы на открытом воздухе при сильном ветре.
- Хорошо работает с ржавыми или покрытыми пятнами металлами.
Стоимость
Порошковые сварочные аппараты обычно стоят от 100 до 400 долларов.Усовершенствованные модели имеют функции, позволяющие выполнять сварку как порошковой проволокой, так и сварку MIG. Эти модели стоят от 700 долларов.
Трудность использования
Сварку порошковой проволокой относительно легко освоить, сравнимо со сваркой MIG. Это легче освоить, чем сварка TIG.
Как обслуживать
Для обслуживания сварочного аппарата с флюсовой сердцевиной используйте тот же процесс, что и для чистки сварочного аппарата MIG. Не забудьте выключить и отсоединить сварочный аппарат с флюсовой сердцевиной, затем проверить механизм подачи проволоки, приводной ролик и лайнер горелки.Старайтесь чистить сварочный аппарат с флюсовой сердцевиной примерно раз в неделю. Как и в случае со сварочным аппаратом MIG, храните посторонние детали в отдельных отсеках для хранения, чтобы на них не было вмятин.
Скрытые затраты
Как и при сварке MIG, порошковая сварка требует приобретения отдельных катушек порошковой проволоки. Для сварки порошковой проволокой не требуются внешние газовые баллоны, поэтому покупка дополнительной проволоки — единственная «скрытая стоимость», которая сопряжена со сваркой порошковой проволокой. Опять же, иногда вам может понадобиться купить запасную деталь, но единственные текущие расходы, с которыми вы столкнетесь при сварке порошковой проволокой, — это замена проволоки.
Сварка палкой также известна как SMAW (дуговая сварка защищенного металла) или сварка покрытым электродом. В нем используется электрод фиксированной длины, соединенный с электрическим зарядом для соединения различных металлов вместе.
Для чего это хорошо
Сварка палкой очень универсальна, что позволяет выполнять работы как в помещении, так и на открытом воздухе в различных погодных условиях. Этот вид сварки хорошо подходит для многих типов металлов.
Ручная сварка имеет несколько ключевых преимуществ.
- Он относительно портативный и хорошо подходит для удаленной работы.
- Не чувствителен к ветру, как сварка порошковой проволокой.
- Используется с большинством типов металлов, но не работает с химически активными металлами.
Стоимость
Как и в случае с другими сварочными аппаратами, сварка палкой имеет широкий диапазон цен.
- Недорогие модели в среднем стоят 200-500 долларов.
- Модели высшего класса исчисляются тысячами.
Сложность использования
Сварку палкой, в отличие от MIG, трудно механизировать.Им нужно управлять вручную, хотя нетрудно узнать, знаком ли сварщик с TIG.
Как это обслуживать
При сварке палкой значительно меньше движущихся частей, чем при сварке MIG, поэтому обслуживание упрощается. По-прежнему важно содержать аппарат для ручной сварки в чистоте от грязи и отложений, и для обеспечения бесперебойной работы аппарата для ручной сварки должно быть достаточно еженедельной очистки лайнера пистолета, ролика проволоки и других чувствительных деталей.
Скрытые затраты
Сварка палкой имеет недостатки.Это очень медленный процесс наплавки металла, более медленный, чем при других трех типах сварки. Кроме того, это дороже на фунт наплавленного металла из-за низких рабочих циклов.
MIG, TIG, порошковая и стержневая — четыре основных типа сварки. У каждого есть свои преимущества и недостатки.
Сварка МИГ:
- Универсальна и хорошо работает со многими материалами и толщиной.
- Быстрая и простая работа.
Сварка TIG:
- Хорошо работает с нержавеющей сталью и другими твердыми металлами.
- Тонкий контроль над проектом.
- Обычно используется для сварки тонких и тонких материалов.
Порошковая сварка:
- Идеально для сварки при сильном ветре.
- Используется для сварки ржавых металлов.
- Процесс, аналогичный сварке MIG.
Сварка палкой:
- Переносной; полезно для удаленной работы.
- Как и при сварке порошковой проволокой, идеально подходит для сварки при сильном ветре.
- Используется с большинством типов металлов, но не с химически активными металлами.
- Процесс медленнее, чем сварка MIG.
- Более дорого за фунт наплавленного металла
10 типов сварочных процессов [Диаграмма, PDF]
Из этой статьи вы узнаете, что такое сварка? 10 различных типов сварочных процессов с их рабочими , преимуществами , недостатками , приложениями и другими.
А также вы можете скачать PDF-файл этой статьи в конце.
Что такое сварка?
Сварка — это процесс неразъемного соединения, при котором две металлические детали вместе образуют одну деталь за счет нагрева металлов до их точек плавления. Дополнительный металл, также называемый присадочным металлом, добавляется во время процесса нагрева, чтобы помочь склеить две детали вместе.
В общем, это процесс, в котором две одинаковые (или) разные металлические детали могут быть соединены путем нагревания их до температуры, достаточно высокой для плавления металлов с (или) без приложения давления и с (или) без добавка наполнителя.
Сварочный аппарат
Сварочный аппарат используется для нагрева и нанесения присадочного металла. Присадочный металл подается для образования соединения либо от самого электрода (или) с помощью присадочного материала. Температура выделяемого тепла составляет порядка 6000–7000 ° C. Итак, давайте обсудим, какие существуют типы сварочных процессов и как они используются в промышленности?
Читайте также:
Типы сварки ПроцессыНиже приведены типов сварочных процессов в зависимости от способа получения тепла:
- Сварка MIG
- Сварка палкой
- Сварка TIG
- Плазма Дуговая сварка
- Электронно-лучевая сварка
- Лазерная сварка
- Газовая сварка
- Дуговая сварка флюсовым кордом
- Автономная водородная сварка
- Электрошлаковая сварка
1.Сварка MIG
Сварка MIG Держатели для сварки металлов в среде защитного газа. Этот процесс сварки MIG также называется дуговой сваркой металлическим электродом в газе (GMAW), которую также можно назвать сваркой проволокой.
В этом типе сварки тонкая проволока работает как электрод, который подается с катушки, прикрепленной к горелке, через гибкую трубку и выходит из сопла сварочного пистолета или горелки. При нажатии на курок сварочного пистолета проволока подается непрерывно.
2.Дуговая сварка защищенным металлом (SMAW)Это также называется ручной дуговой сваркой металлическим электродом, дуговой сваркой под защитным флюсом или электродной сваркой. В этом типе процесса сварки, при котором дуга возникает между металлическим стержнем или электродом (покрытым флюсом) и заготовкой, поверхность как стержня, так и заготовки плавится, образуя сварочную ванну.
При одновременном расплавлении флюсового покрытия на стержне выделяются газ и шлак, которые защищают сварное соединение от окружающей среды.Дуговая сварка экранированным металлом — это процесс, идеально подходящий для соединения черных и цветных металлов с толщиной материала во всех положениях.
3. Сварка TIGСварка TIG — это дуговая сварка вольфрамовым электродом в среде инертного газа. Американское общество сварщиков называет ее также (GTAW). Этот процесс сварки также называют газовой сваркой.
При сварке TIG используется вольфрамовый электрод, поскольку вольфрам имеет высокую температуру плавления. Когда мы берем электрод для сварки TIG, он нагревается, но не плавится, мы говорим, что это неплавящийся электрод.Неплавящиеся электроды не означают, что они не вечны, это означает, что они не плавятся и не становятся частью сварного шва.
4. Плазменно-дуговая сварка (PAW)Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, использующий тепло, генерируемое сжатой дугой между вольфрамовым неплавящимся электродом и заготовкой (процесс с переносимой дугой) или водой. -охлаждаемое сужающее сопло (процесс непереносимой дуги).
Плазма представляет собой газовую смесь положительных ионов, электронов и молекул нейтрального газа.Процесс перенесенной дуги создает плазменные струи с высокой плотностью энергии и может использоваться для высокоскоростной сварки и резки керамики, медных сплавов, стали, алюминия, никелевых сплавов и титановых сплавов.
5. Электронно-лучевая сварка (EBW)Электронно-лучевая сварка — это процесс сварки, в котором используется тепло, создаваемое пучком электронов высокой энергии. Электроны ударяются о заготовку, и их кинетическая энергия преобразуется в тепловую энергию, нагревая металл, так что края заготовки могут быть соединены, и после замораживания образуется сварной шов.
EBM также является процессом сварки в жидком состоянии. В котором соединение металла с металлом выполняется в жидком или расплавленном состоянии. Его также называют сварочным процессом, поскольку он воспринимает кинетическую энергию электронов для соединения двух металлических деталей.
6. Лазерная сварка (LBW)Лазерная сварка (LBW) — это процесс сварки, в котором тепло формируется высокоэнергетическим лазерным лучом, направленным на заготовку. Луч лазера нагревает и оплавляет концы заготовки, образуя стык.
При лазерной сварке (LBM) соединение формируется как последовательность точечных швов с перекрытием или как непрерывный шов. Лазерная сварка используется в электронике, связи и авиакосмической промышленности для производства медицинского и научного оборудования, состоящего из небольших компонентов.
7. Газовая сваркаГазовая сварка выполняется путем плавления соединяемых сторон или поверхностей газовым пламенем и обеспечения совместного стекания расплавленного металла, таким образом создавая сплошное сплошное соединение при охлаждении.
Кислородно-ацетиленовые смеси используются в гораздо большей степени, чем другие, и занимают видное место в сварочной промышленности. Температура оксиацетиленового пламени в самой горячей области составляет около 3200 ° C, в то время как температура, достигаемая в кислородно-водородном пламени, составляет около 1900 ° C.
8. Дуговая сварка порошковой проволокой (FCAW)Этот тип сварки почти аналогичен сварке MIG. Фактически, сварщики MIG часто могут выполнять дуговую сварку порошковой проволокой. При этой сварке проволока имеет сердечник из флюса, который образует газовый экран вокруг сварного шва.Это снижает потребность во внешнем газоснабжении.
FCAW лучше подходит для грубых тяжелых металлов, поскольку это процесс сварки с высокой температурой нагрева. Для этого обычно используется при ремонте тяжелой техники. Это процесс, при котором не образуется слишком много отходов. Поскольку нет необходимости во внешнем газе, он также стоит меньше.
9. Сварка атомарным водородомСварка атомарным водородом — это высокотемпературная сварка, известная как дуговая атомная сварка.Этот тип сварки требует использования газообразного водорода для защиты двух электродов из вольфрама. Он может достигать температуры выше ацетиленовой горелки и может выполняться с присадочным металлом или без него.
10. Электрошлак СваркаЭто усовершенствованный процесс сварки, который используется для соединения тонких концов двух металлических деталей по вертикали. Вместо того, чтобы использовать сварной шов с внешней стороны стыка, он будет выполняться между концами двух деталей.
Проволока медного электрода проходит через металлическую направляющую трубку, которая выполняет роль присадочного металла.Когда добавляется мощность, возникает дуга, и сварка начинается ниже шва и медленно продвигается вверх, создавая сварной шов на месте шва.
Типы сварочных позицийНиже приведены четыре основных типа сварочных позиций:
- Плоское положение (1G и 1F)
- Горизонтальное положение (2G и 2F)
- Вертикальное положение (3F и 3G)
- Положение над головой (4G и 4F)
Наиболее очевидным типом выполнения является горизонтальное положение, иногда называемое положением руки вниз.Это предполагает сварку в верхней части стыка. В этом случае расплавленный металл тянется вниз по стыку. Результат — более быстрая и легкая сварка.
В 1G и 1F цифра 1 относится к плоскому положению, тогда как буква G соответствует сварному шву с разделкой кромок, а буква F — угловому шву.
2. Горизонтальное положение (2G и 2F)Это более сложное положение, чем плоское положение, и для его исправления требуется больше навыков сварщика.
2G — это положение сварного шва с разделкой кромок, которое включает размещение оси сварного шва в горизонтальной плоскости или почти горизонтально.Лицевая сторона сварного шва должна лежать примерно в вертикальной плоскости.
2F — положение углового шва, при котором сварка выполняется на верхней стороне поверхностей, которые почти горизонтальны, относительно поверхности, которая почти вертикальна. В этом положении резак обычно находится под углом 45 градусов.
3. Вертикальное положение (3F и 3G)В этом положении и деталь, и сварной шов лежат вертикально или почти вертикально. 3F и 3G ведут к положениям вертикального галтеля и вертикального паза.
Когда сварка выполняется вертикально, сила тяжести толкает расплавленный металл вниз и, следовательно, имеет тенденцию складываться. Чтобы противодействовать этому, вы можете использовать вертикальное положение вверх или вниз.
Чтобы проверить его в восходящем вертикальном положении, направьте пламя вверх, поместив его под углом 45 градусов к изделию. Таким образом, сварщик будет наносить металл из нижних частей заготовки для сварки навстречу силе тяжести.
4. Положение над головой (4G и 4F)В этом положении для сварки сварка выполняется снизу соединения.Это самая сложная и трудная позиция для работы. Позиции 4G и 4F предназначены для сварных швов с разделкой кромок и угловых швов.
В верхнем положении металл, нанесенный на соединение, приводит к отверстию на детали, которое происходит в валике с более высокой коронкой. Чтобы этого избежать, держите лужу небольшого размера. Если сварочная ванна становится слишком длинной, выключите на мгновение пламя, чтобы дать расплавленному металлу остыть.
Преимущества сварки Процесс- Хороший сварной шов будет прочнее основного или основного металла.
- Более быстрый процесс по сравнению с клепкой и литьем.
- Полные жесткие соединения могут быть получены с помощью сварочного процесса.
- Применимо ко всем металлам и сплавам.
- Сложные формы можно изготавливать сваркой.
- Сварочное оборудование портативное и простое в обслуживании.
- В процессе сварки не возникает шума, как при клепке.
- Процесс сварки требует меньше рабочего места по сравнению с клепкой.
- Любое пространство стыка может быть легко выполнено.
- Выделяет вредное излучение, пары и пятна (внезапная вспышка искры).
- Сварные соединения более хрупкие и, следовательно, их усталостная прочность меньше, чем у соединяемых элементов.
- Приводит к деформации и вызывает внутренние напряжения.
- Для правильной фиксации металлов требуются определенные приспособления и приспособления.
- Для сварки необходимы квалифицированные рабочие и электричество.
- Контроль сварочных работ сложнее и дороже, чем клепальных работ.
Область применения сварки настолько разнообразна и обширна, что без преувеличения можно сказать, что нет металлургической промышленности или отрасли машиностроения, в которых сварка не использовалась бы в той или иной форме. а именно автомобильная промышленность, судоходство, авиакосмическая промышленность и строительство. Он в основном используется для изготовления.
Вот некоторые из приложений:
- Судостроение
- Железнодорожные вагоны
- Автомобильные шасси и кузовостроение
- Кузова землеройных машин
- Оконные ставни
- Двери, ворота
- Все виды сборочных работ.
Заключение
Как вы теперь знаете, Сварка — это прочный процесс соединения , в котором две части металла вместе образуют одну часть путем нагрева металлов до их точек плавления. Некоторые виды сварки выполняются машинами и требуют дорогостоящего специализированного оборудования. Сварка — это более быстрый метод, связанный с клепкой и литьем.
Надеемся, что мы развеяли все ваши сомнения по поводу Welding Process . Если у вас остались сомнения по поводу « Типы сварки Процесс », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество Facebook для вас, ребята, если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу в Facebook.
Спасибо, что прочитали. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Скачать статью в формате PDF
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших новых публикациях.
Вы можете прочитать больше в нашем блоге:
Сварочный центр Calumet: Общие сведения о сварке
Понимание сварочной отрасли
Требования к трудоустройству
- Необходимо пройти тест на наркотики.
- Должен иметь аттестат средней школы или GED.
- Должен уметь стоять 5-7 часов в день.
- Должен быть в состоянии поднять 20 фунтов.
- Должен иметь приемлемое или исправленное зрение
- Должен уметь читать, писать и понимать английский язык.
Новые вакансии
По мере того, как нынешние сварщики уходят на пенсию они вызывают ожидаемую нехватку около 200 000 квалифицированных сварщиков в США.С.
Поколения бэби-бумеров (люди в возрасте 50 лет и старше) выполняли большинство сварочных работ.
До сих пор у молодого поколения не было рабочих мест, которые могли бы присоединиться к этой сфере.
Молодое поколение было оторвано от трудовых занятий.
Местные строительные проекты
Некоторые работодатели и члены профсоюзов сообщили, что они сочли необходимым нанять квалифицированных сварщиков. из других штатов для удовлетворения потребностей крупных строительных проектов и работ по расширению в Северо-Западной Индиане.
Безопасность работы — люди против машин и компьютеров
Машины и технологии не заменят людей в строительстве и промышленная сварка в этом сроке службы.
Из-за специфики работы строительная и промышленная сварка по-прежнему является областью, требующей сварщиков-людей. Машины и компьютеры просто не имеют технология, которая будет использоваться во всех различных местах и сценариях, в которых люди могут создавать сварные швы.
Технологии еще недостаточно развиты, чтобы доверять критике, исправлениям и проблемам, а не человеческому глазу.
Машины и технологии могут составить конкуренцию людям в производстве, производстве и сварке кузовов автомобилей, в которых используется сварка GMAW / mig. Работодатели в этих сферах по-прежнему предпочитают, чтобы опытный сварщик контролировал использование оборудования.
Выбранная сваркаЭтот раздел предназначен для объяснения возможных возможностей работы, которые студенты CWC могут проводить исследования. Это не предназначено для защиты или продвижения какого-либо типа работы.
Разведанные месторождения
Профсоюзы
Вступление в профсоюз — Либо подайте заявку на программу профессионального обучения, либо получите работу в компании, у которой есть активный союз.Стажировка — это, как правило, четыре года оплачиваемой программы обучения, используемой для новых членов профсоюзов для обучения своей работе.
Подача заявки на ученичество
Каждый профсоюзный холл имеет свои собственные даты и критерии подачи заявлений.
Профсоюз выбирает новых членов один раз в год. Школа не может объединять учащихся в профсоюзы или помогать в отборе любым основным способом.
Некоторые профсоюзы отдают предпочтение кандидатам, обладающим знаниями в области сварки.
Не обладая знаниями в области сварки, люди сообщали, что они ждали 3-4 года, прежде чем им предложили место для стажировки или отказались от них.Знания в области сварки обычно значительно сокращает это время. Ниже приведены ссылки на информацию о четырех популярных профсоюзных залах в нашем районе, а также подробные сведения о нашем понимании их предпочтений в области сварки.
Котельные
Что такое Boilermaker? Нажмите здесь
Информация для регистрации в Local Boilermaker: Нажмите здесь
Информация о процессе выбора: при выборе членства первоочередное внимание уделяется сертификации труб. Сертификации пластин имеют второй приоритет во время выбор членства
Монтажники
Что такое монтажники? Щелкните здесь Местные монтажники
Информация о подписке: Щелкните здесь Информация о процессе отбора
: Кандидаты отбираются на основе результатов теста на пригодность и собеседования.Местный 597 принимает почти 2000 претендентов на около 150 ученических мест.
Сварочный опыт может сделать соискателя более привлекательным.
Металлургический рабочий
Кто такой металлург? Щелкните здесь
Local Ironworker информация для регистрации Щелкните здесь Информация о процессе отбора
: Этот профсоюз заинтересован в сертификации SMAW / клееных пластин.
Специалисты по обработке листового металла
Что такое работник по обработке листового металла? Щелкните здесь
Местные мастера по обработке листового металла Информация о подписке: Щелкните здесь Информация о процессе выбора
: Это объединение заинтересовано в сварке предварительно отформованных тонких материалов.
Сварщик конструкций и сосудов высокого давления
Существует множество возможностей для сварки, для начала которых не требуется членство в профсоюзе.
Сварка конструкций и сосудов высокого давления обычно выполняется в промышленных и строительных условиях.
Примеры работы: ремонт железных дорог, производство стали, ремонт резервуаров, инженерные мастерские и разъездные строительные работы.
Производство, производство и производство Сварщик
Эти типы работ обычно выполняются в процессе сварки GMAW / mig.В этих областях довольно легко найти работу, потому что их так много. рабочие места доступны.
Заработная плата обычно намного ниже, чем заработная плата сварщиков конструкций и сосудов высокого давления.
Auto Body Welder
Сварка автомобильных деталей имеет много «крутизны» и обычно выполняется сваркой GMAW / mig или GTAW / tig.
Заработная плата обычно не соответствует инвестициям в обучение.
Альтернативная карьера
Обучение сварщикам — одна из лучших сред, с которыми вы столкнетесь как сварщики.Сварка в полевых условиях намного грязнее, опаснее и может проводиться на открытом воздухе в элементы.
Альтернативная карьера — отличный запасной вариант для людей, которые любят сварку, но ненавидят работать в поле.
Инструкторы по сварке
Большой спрос со стороны крупных компаний с внутренним отделом обучения сварке.
Лучшая рабочая среда, чем строительные и промышленные работы.
Работа требует хорошо развитого набора навыков, но, как правило, оплачивается меньше, чем строительные и промышленные работы.
Торговый представитель по сварке
Очень востребован в этой области из-за большого объема сварочных работ.
Pay, как правило, зависит от результатов продаж, а обучение сварке будет иметь значение
Обучение в CWC не приведет к работе в …
Сварщик
Требуется четырехлетняя степень в специализированном колледже или университете.
Подводная сварка
Требуется специальная подготовка в глубоководной среде в прибрежной школе.
Сварка над водой ПОЛНОСТЬЮ отличается от сварки под водой в открытом море.
Сварочная инспекция
Это поле имеет свой собственный критерий сертификации, не требующий способности сваривать. Инспекторы
делают упор на рентгеновском исследовании сварного шва и ультразвуковом исследовании сварного шва на наличие дефектов и дефектов.
* Примечание. Эти карьеры сварщика представляют лишь часть возможных вариантов карьеры в сварочной отрасли. Эти описания предназначены только для предоставления полезная информация в помощь тем, кто заинтересован в карьере сварщика.
Другой процесс = разные возможности Различные сварочные процессы приводят к разным видам работ.
Разные сварочные процессы НЕ означают разный уровень квалификации.
Чем больше сварочных процессов знает человек, тем шире он работает.
В этом разделе представлены:
Рекомендации по наиболее применимому процессу сварки
Наше понимание типа работы, включающей каждый процесс
Термины процессов
Сварочные процессы имеют несколько названий.Люди больше знакомы с краткосрочным термином, таким как «сварка палкой», что сокращенно от дуговой сварки защищенного металла, или аббревиатура SMAW. SMAW — это кодовая книга и термин сертификации.
Ниже приведены взаимозаменяемые названия четырех процессов сварки , которые преподаются в нашей школе. Это поможет вам найти процесс, который вы ищете. для в нижеследующих описаниях.
Палка? SMAW- дуговая сварка защищенного металла (также известная как дуговая сварка)
Mig? GMAW? Газовая дуговая сварка металла (также известная как сварка проволокой)
Tig? GTAW? Газовая вольфрамовая дуговая сварка (также известная как гелиарная сварка)
Fluxecore? FCAW? Дуговая сварка порошковой проволокой
SMAW / сварка стержнем
# 1 Рекомендуемый процесс
Приводит к работе, ориентированной на карьеру, с высокой заработной платой, медицинскими льготами и 401K
Используется в основном в строительстве, промышленности и железных дорогах
Основной набор навыков, востребованный профсоюзами труда
Сварка GMAW / mig
# 2 Рекомендуемый процесс
Можно выучить в течение 2 недель, что сразу дает возможность трудоустройства.
Типичная зарплата, как правило, составляет 11 долларов.00–15,00 долларов в час, максимум
Используется при изготовлении, производстве, производстве или сварке кузовов автомобилей.
Сварочные работы MIG многочисленны и их довольно легко выполнить.
(Студенты обычно берут сварочные работы в режиме миграции, чтобы немедленно устроиться на работу, чтобы сэкономить деньги и вернуться для дальнейшего обучения)
FCAW / сварка Fluxcore
# 3 Рекомендуемый процесс
Обеспечивает высокую заработную плату, медицинские льготы, 401K
Используется при производстве металлоконструкций
Возможности этой области ограничены по сравнению с SMAW и GMAW
Сварка GTAW / TIG
Рекомендуется только в дополнение к другим процессам
Или
Рекомендуется после получения 3-5 лет опыта работы с другим процессом
Этот процесс имеет репутацию ведущего к высокооплачиваемой работе и пользуется большим спросом.Однако работодатели, ищущие сварщиков TIG, в последнее время не будут интересоваться квалифицированные сварщики и опыт работы 3-5 лет.
Используется в высокотехнологичной ядерной сфере, в пищевой промышленности, на инженерном оборудовании, в маломощных автомобильных или ремонтных сварочных работах.
(Обычно выполняется при сварке труб вместе с SMAW / стержнем или на очень дорогих материалах)
Пояснение к сертификации
Сварочная сертификация требуется всеми строительными нормами для сварки.Для получения сертификата сварщик должен пройти квалификационный экзамен сварщика при наличии аттестата. квалифицированный свидетель. В ходе квалификационного испытания сварщика проверяется сварное соединение с использованием национальных стандартов по сварке.
Квалификационные испытания сварщиков обычно проводятся перед приемом на работу. Когда работодатель просит кандидата стать сертифицированным сварщиком, обычно они указывает на то, что кандидат должен в какой-то момент пройти сертификационный тест.
После приема на работу сварщик пройдет сертификационные испытания для каждого типа сварного шва, который работодатель ожидает от него.Сертификаты не подлежат передаче.
Типы сертификации
Есть сотни возможных сертификационных испытаний. Сертификаты различаются в зависимости от:
Процессы, позиции, размеры, материалы, стандарт сертификации, и метод проверки качества.
Для получения дополнительной информации:
Нажмите здесь
Большинство сертификатов проходит через работодателя. Когда человек сдает квалификационный экзамен сварщика без участия работодателя, сертификация называется аттестацией сварщика. персональная аттестация.
Сертификаты соответствуют национальным стандартам. Не существует государственного сварщика.
Примером национального стандарта сертификации является Американское общество сварщиков.
Затраты
Услуги по тестированию Calumet стоят около 200 долларов? 400 долларов за сертификационный тест.
Работодатели обычно платят за сертификационные испытания.
Некоторые сварщики предпочитают иметь один или два личных сертификата, подтверждающих их способность пройти сертификационный тест работодателя при поиске работы.
Истечение срока действия сертификата
Срок действия сертификата работодателя не истекает, если квалифицированная сварка выполняется не реже одного раза в шесть месяцев.
Персональные сертификаты истекают каждые 6 месяцев. Для возобновления сертификации необходим жизнеспособный свидетель для проверки качества сертифицированного сварного шва до истечение срока. Если срок действия персонального сертификата истек, сварщик должен будет полностью повторно проверить его.
типов сварочных стержней | USESI
Сварочные стержни используются в процессе сварки для добавления присадочного металла к свариваемой области.Его также можно использовать в качестве электрода в некоторых методах дуговой сварки. Читайте дальше, чтобы узнать больше о различных типах сварочных стержней и их функциях в процессе сварки.
Что такое сварочный стержень?
Сварочные прутки обычно изготавливаются из тех же материалов, из которых сделаны основные металлы. Они удерживаются вместе электрододержателем, который используется для изоляции сварщика от электрического тока, который присутствует во время процесса сварки.
Во многих процессах дуговой сварки сварочный стержень может также действовать как электрод, направляя дугу в зону сварки.Сварочные стержни, которые также можно использовать в качестве электрода, помечены префиксом E. Если выполняемая дуговая сварка не требует использования защитного газа, рекомендуется использовать сварочный стержень с флюсовым покрытием. Это покрытие будет испаряться при воздействии высокой температуры и создавать газ, который действует как щит, удерживая воздух и другие загрязнения вдали от области сварного шва, что может помочь человеку, выполняющему сварку, создать чистый сварной шов.
Типы сварочных стержней
Существуют различные типы сварочных стержней, которые различаются по материалам, из которых они сделаны.Это следующие:
Стальные сварочные стержни: Это наиболее распространенные типы, используемые сегодня, поскольку большинство свариваемых материалов изготавливаются из стали. Они бывают из различных стальных сплавов, таких как низкоуглеродистая сталь, низколегированная сталь и нержавеющая сталь, которые могут использоваться в различных областях. Они доступны с флюсовым покрытием или без него.
Алюминиевые сварочные стержни: Они используются для сварки деталей из алюминия, включая алюминиевые сплавы, которые не похожи друг на друга по своей природе.Их можно использовать со стандартным оборудованием для дуговой сварки и сварки MIG, а также с методами сварки TIG.
Бронзовые сварочные стержни: Эти типы сварочных стержней используются, когда необходимо выполнить пайку для соединения меди с другими металлами. Он также может восстанавливать поврежденные бронзовые детали. При пайке используются бронзовые сварочные стержни из-за их высокой устойчивости к коррозии в соленой воде.
Композитные сварочные стержни: Они состоят из двух или более слоев материала, которые в сочетании друг с другом обеспечивают более высокое качество сварки.Сварочные стержни с сердечником из флюса, используемые в этих применениях, имеют флюс, расположенный в центре сварочного стержня, а не во внешнем слое стержня. Это позволяет использовать флюс таким образом, который ранее было невозможно, а также предотвращает износ флюса при обращении с ним или хранении.
Важно знать различные типы сварочных стержней, чтобы знать, какой из них нужен для успешного выполнения поставленной задачи. Если вы не уверены, какой тип удилища приобрести, лучше всего проконсультироваться с коллегой или другим специалистом или обратиться к руководству для получения этой информации.Сварка — важная часть производственного процесса. Удачи в ваших усилиях!
Типы сварочного пламени • Tri-State Fabricators
Сегодня мы узнаем о типах сварочного пламени, используемых при газовой сварке. В моем последнем посте мы рассказали про газовую сварку . В этом процессе сварки горючие газы сгорают и образуют высокотемпературное пламя, которое в дальнейшем используется для создания сварного шва. Пламя играет ведущую роль в создании сварного шва, и от него во многом зависят свойства сварного шва.Существует три типа пламени: естественное пламя, пламя науглероживания и пламя окисления. Естественное пламя содержит синхронизированную смесь топлива и кислорода, в пламени науглероживания больше топлива, а в пламени окислителя больше кислорода. Для разных материалов использовалось разное пламя в зависимости от состояния сварного шва.
Как известно, существует три основных сварочных пламени. Это следующие.
Natural Flame:
Как следует из названия, это пламя имеет равное количество кислорода и газообразного топлива по объему. Это пламя полностью сжигает топливо и не оказывает никакого химического воздействия на свариваемый металл.Он в основном используется для сварки мягкой стали, нержавеющей стали, чугуна и т. Д. Он производит мало дыма. Это пламя имеет две зоны. Внутренняя зона имеет белый цвет и имеет температуру около 3100 градусов по Цельсию, а внешняя зона имеет синий цвет и имеет температуру около 1275 градусов по Цельсию.
Пламя цементации:
В этом пламени избыток топливного газа. Это пламя химически реагирует с металлом и образует карбид металла. По этой причине в этом пламени не используются металлы, поглощающие углерод.Это дымное и тихое пламя. У этого пламени есть три области. Внутренняя зона имеет белый цвет, промежуточная зона — красного цвета, а внешний конус — синего цвета. Температура внутреннего конуса составляет около 2900 градусов по Цельсию. Это пламя используется для сварки среднеуглеродистой стали, никеля и т. Д.
Окислительное пламя:
Когда количество ацетилена уменьшается от естественного пламени или увеличивается количество кислорода, внутренний конус имеет тенденцию исчезать, и возникновение пламени называется окислительным пламенем. . Он горячее естественного пламени и имеет две четко определенные зоны.Внутренняя зона имеет очень яркий белый цвет и имеет температуру около 3300 градусов по Цельсию. Внешнее пламя имеет синий цвет. Это пламя используется для сварки бескислородных медных сплавов, таких как латунь, бронза и т. Д.
Это все о типах пламени, используемых при сварке. Если у вас есть какие-либо вопросы относительно этой статьи, задавайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей. Спасибо, что прочитали.
Первоначальный источник
Объяснение к сварке палкой, MIG и TIG
Что это такое и когда я их использую?
Полезное, но простое объяснение 3 основных процессов дуговой сварки, которое поможет вам решить, что вам нужно, прежде чем покупать какое-либо сварочное оборудование.
Ручная сварка
Другое название: Дуговая сварка экранированного металла
Сокращения: SMAW, FCAW, MMA
Процесс ручной сварки, в процессе сварки штучной сваркой используется электрический ток для образования электрической дуги между стержнем, покрытым флюсом, и металлами, соединяемыми с помощью источника питания, посредством переменного или постоянного тока. Покрытие из флюса на электроде затем распадается, выделяемые пары действуют как защитный газ, и образуется шлак, который действует как защита сварного шва.
Этот процесс часто используется в сфере технического обслуживания и ремонта, при строительстве стальных конструкций и на промышленных предприятиях в основном для сварки чугуна и стали, однако процесс SMAW часто является хорошим выбором для таких материалов, как алюминий, никель и медь. FCAW (дуговая сварка флюсовым кордом) была разработана как альтернатива сварке стержнем, полуавтоматическая дуговая сварка часто используется в строительных проектах из-за высокоскоростной сварки и портативности.
Несмотря на то, что первоначальный процесс сварки был основан в 1881 году, ручная сварка все еще имеет свои преимущества.Это универсальный и простой процесс, благодаря которому он стал популярным в секторе технического обслуживания и ремонта. Затраты на оборудование и расходные материалы также невысоки и широко доступны, что делает его популярным как среди малых предприятий, так и среди любителей.
Однако к недостаткам относятся проблемы с качеством, такие как разбрызгивание сварочного шва, проблемы с пористостью, плохое плавление, неглубокий провар и растрескивание — следовательно, этому базовому процессу нет места во многих сварочных операциях, требующих высоких стандартов сегодняшнего дня.Как и во всех сварочных процессах, для работы требуются стандартные методы охраны труда и техники безопасности, такие как СИЗ и удаление дыма.
Сварка МИГ Другое название: газовая дуговая сварка металла
Сокращения: MIG или MAG или GMAW
Прочтите ниже или переходите сразу к видео!
В процессе используется защитный газ вдоль электрода wire , который нагревает два соединяемых металла. Защитный газ защищает сварной шов от атмосферного загрязнения, поскольку электрическая дуга нагревает проволоку, образуя сварочную ванну, соединяющую материал.В этом методе чаще всего используется источник постоянного напряжения и постоянного тока, однако можно использовать постоянный и переменный ток, что полезно для определенных приложений.
Он имеет четыре основных метода переноса металла: шаровидный, с коротким замыканием, распыление и импульсное распыление, каждый из которых имеет свои свойства и преимущества / ограничения.
Globular: считается наименее желательным из-за его высокой теплопередачи, плохой поверхности сварного шва и образования большого количества брызг.Однако преимущества включают использование CO2 в качестве защитного газа, который является наиболее дешевым и экономичным. Globular также предлагает высокие скорости наплавки, поэтому его можно рассмотреть, когда скорость требуется сверх эстетики сварного шва. Возможно только для черных металлов.
Короткое замыкание: использует более низкий ток, чем шаровая сварка, предлагая значительно меньшее тепловложение, позволяя сваривать более тонкие материалы и уменьшая количество остаточных напряжений и деформаций в зоне сварного шва.Обеспечивает более высокое качество сварных швов и меньшее количество брызг, также возможна сварка во всех положениях. Однако это происходит гораздо медленнее, также важно правильно ввести параметры для обеспечения стабильной дуги. Короткое замыкание не рекомендуется для более толстых материалов, так как это может привести к отсутствию плавления и проплавления из-за более низкой энергии дуги. Как и в случае с шаровидным графитом, этот процесс можно использовать только с черными металлами.
Распылительная дуга: Распылительная дуга, хорошо подходящая для работы с нержавеющей сталью и алюминием, была первым методом переноса металла с использованием процесса GMAW.Высокое качество отделки сварного шва и устранение разбрызгивания достигается за счет того, что металл сварочного электрода быстро проходит по стабильной электрической дуге от электрода к заготовке.
Из-за большой сварочной ванны, создаваемой высоким током и напряжением, необходимыми для завершения процесса, он в основном подходит для более толстых материалов, превышающих 6,4 мм, а также ограничивает использование в основном плоскими и горизонтальными положениями сварки. Обычно этот процесс непрактичен для корневых швов. Меньшие электроды и меньшее тепловложение могут повысить универсальность процесса.
Импульсное распыление: На основе описанного выше метода распыления импульсное распыление представляет собой вариант, при котором применяется импульсный ток для расплавления присадочной проволоки, что позволяет снизить сварочный ток, тем самым уменьшая подвод тепла и площадь сварочной ванны. Обеспечение гораздо меньшей зоны термического влияния (HAZ) позволяет использовать для более тонких материалов, чем при стандартном переносе распылением, и использовать во всех положениях сварки. Он также подходит для сварки почти всех металлов, это один из самых универсальных сварочных процессов. Однако требуется специальный источник питания с возможностью импульсной сварки MIG, и для этого процесса в качестве основного защитного газа требуется аргон с низкой концентрацией CO2.
Оборудование, необходимое для сварки с использованием процесса MIG, — это подходящий источник питания (для определения требуемых функций используются четыре метода), сварочная горелка и устройство подачи проволоки, электрод (проволока из металлического сплава), подача защитного газа и правильный заземление, регулятор и питание от сети.
СварщикиMIG — это наиболее часто встречающиеся профессии. Сварку MIG во многих странах часто называют дуговой сваркой, и в настоящее время она считается наиболее распространенным сварочным процессом в сварочной отрасли.
Сварка МИГ — один из самых простых видов сварки для начинающих….
Сварка TIG
Другое название: Газовая вольфрамовая дуговая сварка
Сокращения: TIG или GTAW
Прочтите ниже или переходите сразу к видео!
Для сварки TIG / GTAW используется вольфрамовый электрод. Область сварного шва и электрод защищены инертным защитным газом (вольфрамовый инертный газ — TIG), обычно аргоном или гелием, а присадочный металл обычно подается в зону сварного шва — вручную для ручного нанесения или с помощью устройство подачи проволоки в механизированных приложениях.Однако методы автогенной сварки и сварки плавлением не требуют присадочного материала.
Сваривание вместе тонкой нержавеющей стали или цветных металлов, таких как алюминий и медь, является наиболее распространенным применением этого метода. Это позволяет оператору гораздо лучше контролировать сварку, что приводит к более высокому качеству и прочности сварных швов, однако это, в свою очередь, делает процесс намного более трудоемким, чем сварка MIG или Stick, и намного более сложным.
Процесс сварки TIG используется в отраслях, где требуется сварка тонкостенных труб, в том числе в авиакосмической промышленности и производстве велосипедов.Однако он также хорошо подходит для отраслей, где целостность сварного шва имеет решающее значение, таких как атомная промышленность, из-за высоких коррозионно-стойких свойств, поскольку сварной шов имеет такую же химическую целостность, что и основной металл.
Требуемое оборудование включает источник постоянного тока (постоянного или переменного тока при сварке алюминия), сварочную горелку, вольфрамовый электрод, защитный газ и соответствующий регулятор, заземление и питание от сети.