Виды закалки металла
По способу охлаждения различают следующие виды закалки.
Закалка в одной среде
Такая закалка проще по выполнению, но не для любой стали и не для любых изделий ее можно применять.
Быстрое охлаждение в большом интервале температур изделий переменного сечения способствует возникновению температурной неравномерности и больших внутренних напряжений, называемых термическими.
Помимо термических напряжений, при превращении аустенита в мартенсит создаются дополнительно так называемые структурные напряжения, связанные с тем, что превращение аустенита в мартенсит происходит с увеличением объема.
Если деталь сложной формы или переменного сечения, то увеличение объема проходит неравномерно и вызывает возникновение внутренних напряжений.
Наличие больших напряжений может вызвать коробление изделия, поводку, а иногда и растрескивание, если величина внутренних напряжений превзойдет предел прочности.
Чем больше углерода, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Сталь с содержанием углерода более 0,8% закаливают в одной среде, если изделия простой формы (шарики, ролики и т.д.). В противном случае предпочитают закалку либо в двух средах, либо по способу ступенчатой закалки.
Закалка в двух средах
Этот способ нашел широкое применение для закалки инструмента из высокоуглеродистой стали.
Состоит он в следующем:
деталь вначале замачивают в воде и охлаждают до температур 500—550°,
затем быстро переносят в масло, где оставляют до полного охлаждения.
Ступенчатая закалка
При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой 300—250°. Выдержка при этой температуре в течение 1,5—2 мин. должна обеспечить выравнивание температур по всему сечению изделия, устраняя тем самым термические внутренние напряжения. Последующее охлаждение производят на воздухе.
В качестве охлаждающей среды используют расплавленные соли, селитры, легкоплавкие металлы.
Ступенчатая закалка уменьшает внутренние напряжения, коробление и возможность растрескивания деталей.
Недостатки ступенчатой закалки
Недостаток этого вида закалки в том, что охлаждение в горячих средах не может обеспечить большую скорость охлаждения в интервале 400—600°.
В связи с этим ступенчатую закалку для углеродистой стали можно применять для изделий небольшого сечения (диаметр до 10 мм, например, сверла).
Для легированных сталей, имеющих небольшие значения критической скорости закалки, ступенчатая закалка применима к изделиям большего сечения.
Закалка с подстуживанием
При таком способе деталь вынимают из печи и перед погружением в охлаждающую жидкость некоторое время выдерживают на воздухе. Время выдержки на воздухе должно быть таким, чтобы не произошел
распад на структуру перлита или сорбита. Это время определяется практикой закалки.
Подстуживание уменьшает внутренние напряжения и коробление и применяется для тонких и длинных деталей.
Поверхностная закалка стали
От некоторых деталей в эксплуатации требуется высокая поверхностная твердость при сохранении достаточно вязкой сердцевины, например зуб шестерни, шейка коленчатого вала и др.
В этом случае сталь сознательно закаливают на небольшую глубину. Существует несколько методов поверхностной закалки стали.
Поверхностная закалка при нагреве ацетилено-кислородным пламенем
Нагрев изделия производится ацетилено-кислородным пламенем. Пламенная горелка (рис. 67), движущаяся вдоль изделия с определенной скоростью, нагревает его поверхность.
Вслед за горелкой с той же скоростью движется трубка, подающая воду, с помощью которой производится охлаждение изделия.
Глубина прогрева и температура нагрева регулируются скоростью перемещения горелки и расстоянием горелки от изделия.
Поверхностная закалка токами высокой частоты
Нагрев изделий токами высокой частоты вызывает разогрев поверхностного слоя изделия.
Это объясняется тем, что токи высокой частоты распространяются с неравномерной
Благодаря этому возникает большая плотность тока у поверхности изделия, вызывающая весьма быстрый разогрев поверхностных слоев металла.
Этот метод имеет ряд преимуществ: высокую производительность, достаточную легкость регулирования глубины закаленного слоя, получение большей твердости, чем при обычных методах закалки, отсутствие окалины и коробления.
Применяемый для этой цели электрический ток получают от специальных генераторов, дающих переменный ток с частотой до 10 млн. гц (т.е. перемен направления тока в секунду). Ток городской сети имеет частоту 50 гц.
Нагрев изделия осуществляется
Индуктор наводит (индуктирует) токи в изделии, помещенном внутри него (рис. 68).
68).
Индуктор изготовляют из полых медных трубок, внутри которых циркулирует охлаждающая вода, поэтому он сам не разогревается за тот короткий промежуток времени, за который деталь успевает нагреться до необходимой температуры.
Форма индуктора должна точно повторить форму изделия, только тогда изделие закалится да одну и ту же глубину по всему сечению. Затруднения бывают при сложной форме детали, что ограничивает применение этого метода.
Охлаждение нагретой детали осуществляется чаще всего либо дополнительным дождевым устройством, либо водой, циркулирующей внутри индуктора.
В связи с тем что новый тип детали требует изготовления нового индуктора, этот метод целесообразно применять при наличии однотипных деталей в массовом или крупносерийном производстве.
§
Способы закалки. Способы закалки стали. Виды закалки стали. Технология закалки стали. Режимы закалки сталей.
В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы охлаждения при закаливании стали.
Закалка стали. Закалка металла. Виды закалки. Температура закалки. Закаливаемость. Прокаливаемость. Критический диаметр.
Режимы закалки стали
1. Закалка в одном охладителе (V1).
Нагретую до нужной температуры деталь переносят в охладитель и полностью охлаждают. В качестве охлаждающей среды используют:
Основной недостаток – значительные закалочные напряжения.
Термическая обработка металла. Термическая обработка металлов и сплавов. Виды термической обработки металлов. Виды термообработки.
2. Закалка в двух сферах или прерывистая (V2).
Нагретое изделие предварительно охлаждают в более резком охладителе (вода) до температуры ~ 300
Прерывистая закалка обеспечивает максимальное приближение к оптимальному режиму охлаждения. Применяется в основном для закалки инструментов (см. Подкладной инструмент).
Недостаток: сложность определения момента переноса изделия из одной среды в другую.
3. Ступенчатая закалка (V3).
Нагретое до требуемой температуры изделие помещают в охлаждающую среду, температура которой на 30 – 50oС выше точки МН и выдерживают в течении времени, необходимого для выравнивания температуры по всему сечению. Время изотермической выдержки не превышает периода устойчивости аустенита при заданной температуре.
В качестве охлаждающей среды используют расплавленные соли или металлы. После изотермической выдержки деталь охлаждают с невысокой скоростью.
Способ используется для мелких и средних изделий.
Отжиг стали. Отжиг второго рода. Полный отжиг. Неполный отжиг. Полный и неполный отжиг. Изотермический отжиг.
Отжиг стали. Отжиг первого рода. Диффузионный отжиг. Отжиг рекристаллизационный. Отжиг для снятия напряжений.
4. Изотермическая закалка (V4).
Отличается от ступенчатой закалки продолжительностью выдержки при температуре выше МН, в области промежуточного превращения.
В качестве охлаждающей среды используют расплавленные соли и щелочи.
Применяются для легированных сталей.
Нормализация стали. Температура нормализации стали. Процесс нормализации стали.
5. Закалка с самоотпуском.
Нагретые изделия помещают в охлаждающую среду и выдерживают до неполного охлаждения. После извлечения изделия, его поверхностные слои повторно нагреваются за счет внутренней теплоты до требуемой температуры, то есть осуществляется самоотпуск (см. Отпуск стали). Применяется для изделий, которые должны сочетать высокую твердость на поверхности и высокую вязкость в сердцевине (инструменты ударного действия: молотки, зубила).
Закалка стали :: Технология металлов
Закалкой называется операция термической обработки, состоящая из нагрева до температур выше верхней критической точки AC3 для доэвтектоидной стали и выше нижней критической точки АС1
для заэвтектоидной стали и выдержки при данной температуре с последующим быстрым охлаждением (в воде, масле, водных растворах солей и пр.).
В результате закалки сталь получает структуру мартенсита и благодаря этому становится твердой.
Закалка повышает прочность конструкционных сталей, придает твердость и износостойкость инструментальным сталям.
Режимы закалки определяются скоростью и температурой нагрева, длительностью выдержки при этой температуре и особенно скоростью охлаждения.
Выбор температуры закалки.
Температура нагрева стали для закалки зависит в основном от химического состава стали. При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной.
При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной.
Для заэвтектоидной стали наилучшая температура закалки — на 20—30° выше АС1 , т. е. неполная закалка. В этом случае сохранение цементита при нагреве и охлаждении будет способствовать повышению твердости, так как твердость цементита больше твердости мартенсита. Нагревать заэвтектоидную сталь до температуры выше Аст не следует, так как твердость получается меньшей, чем при закалке с температуры выше АС1,за счет растворения цементита и увеличения количества остаточного аустенита. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Скорость охлаждения.
Для получения структуры мартенсита требуется переохладить аустенит путем быстрого охлаждения стали,находящейся при температуре наименьшей устойчивости аустенита, т. е.при 650—550° С.
В зоне температур мартенситного превращения, т. е,ниже 240°С, наоборот, выгоднее применять замедленное охлаждение, так как образующиеся структурные напряжения успевают выравняться, а твердость образовавшегося мартенсита практически не снижается.
Правильный выбор закалочной среды имеет большое значение для успешного проведения термической обработки.
Наиболее распространенные закалочные среды —вода, 5—10%-ный водный раствор едкого натра или поваренной соли и минеральное масло. Для закалки углеродистых сталей можно рекомендовать воду с температурой 18° С; а для закалки большинства легированных сталей — масло.
Закаливаемость и прокаливаемость стали.
При закалке стали важно знать еезакаливаемость и прокаливаемость. Эти характеристикине следует смешивать.
Закаливаемость показывает способность стали к повышению твердости при закалке. Некоторые стали обладают плохой закаливаемостью, т. е.имеют недостаточную твердость после закалки. О таких сталях говорят, что они «не принимают» закалку.
Закаливаемость стали зависит восновном от содержания в ней углерода. Это объясняется тем, что твердость мартенсита зависит отстепени искажения его кристаллической решетки. Чем меньше вмартенсите углерода, тем меньше будет искажена его кристаллическая решетка и, следовательно, тем ниже будет твердость стали.
Стали, содержащие менее 0,3% углерода, имеют низкую закаливаемость и поэтому, как правило, закалке не подвергаются.
Прокаливаемость стали характеризуется ееспособностью закаливаться на определенную глубину.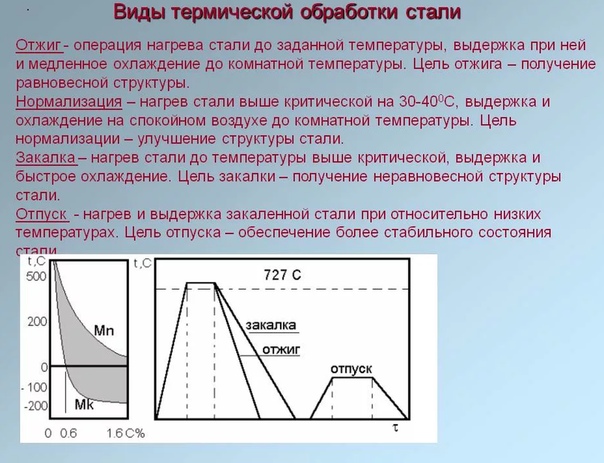 При закалке поверхность детали охлаждается быстрее, так как она непосредственносоприкасается с охлаждающей жидкостью, отнимающей тепло. Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
При закалке поверхность детали охлаждается быстрее, так как она непосредственносоприкасается с охлаждающей жидкостью, отнимающей тепло. Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
Прокаливаемость стали зависит от критической скорости закалки: чем ниже критическая скорость, тем на большую глубину прокаливаются стальные детали. Например, сталь с крупным природным зерном аустенита (крупнозернистая), которая имеет низкую критическую скорость закалки, прокаливается на большую глубину, чем сталь с мелким природным зерном аустенита (мелкозернистая), имеющая высокую критическую скорость закалки. Поэтому крупнозернистую сталь применяют для изготовления деталей, которые должны иметь глубокую или сквозную прокаливаемость, амелкозернистую — для деталей с твердой поверхностной закаленной коркой и вязкой незакаленной сердцевиной.
На глубину прокаливаемости влияют также исходная структура закаливаемой стали, температура нагрева под закалку и закалочная среда.
Прокаливаемость стали можно определить по излому, по микроструктуре и по твердости.
Виды закалки стали.
Существует несколько способов закалки, применяемых в зависимости от состава стали, характера обрабатываемой детали, твердости, которую необходимо получить, и условий охлаждения.
Закалка в одной среде схематично показана на рис. 1 в виде кривой 1. Такую закалку проще выполнять, но ее можно применять не для каждой стали и не для любых деталей, так как быстрое охлаждение деталей переменного сечения в большом интервале температур способствует возникновению температурной неравномерности и больших внутренних напряжений, что может вызвать коробление детали, а иногда и растрескивание (если величина внутренних напряжений превзойдет предел прочности).
Чем больше углерода в стали, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Рис. 1. Кривые охлаждения для различных способов закалки
Заэвтектоидные стали закаливают в одной среде, если детали имеют простую форму (шарики, ролики и т. д.). Если детали сложной формы, применяют либо закалку в двух средах, либо ступенчатую закалку.
Закалку в двух средах (кривая 2)применяют для инструмента из высокоуглеродистой стали (метчики, плашки, фрезы). Сущность способа состоит в том, что деталь вначале замачивают в воде, быстро охлаждая ее до 300—400° С, а затем переносят в масло, где оставляют до полного охлаждения.
Ступенчатую закалку (кривая 3) выполняют путем быстрого охлаждения деталей в соляной ванне, температура которой намного выше температуры начала мартенситного превращения (240—250° С). Выдержка при этой температуре должна обеспечить выравнивание температур по всему сечению детали. Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Ступенчатая закалка уменьшает внутренние напряжения, коробление и возможность образования трещин.
Недостаток этого вида закалки в том, что горячие следы не могут обеспечить большую скорость охлаждения при температуре 400—600° С. В связи с этим ступенчатую закалку можно применять для деталей из углеродистой стали небольшого сечения (до 8—10 мм). Для легированных сталей, имеющих небольшую критическую скорость закалки, ступенчатая закалка применима к деталям большого сечения (до 30 мм).
Изотермическую закалку (кривая 4)проводят так же, как ступенчатую, но с более длительной выдержкой при температуре горячей ванны (250—300° С), чтобы обеспечить полный распад аустенита. Выдержка, необходимая для полного распада аустенита, определяется по точкам а и b и по S-образной кривой (см.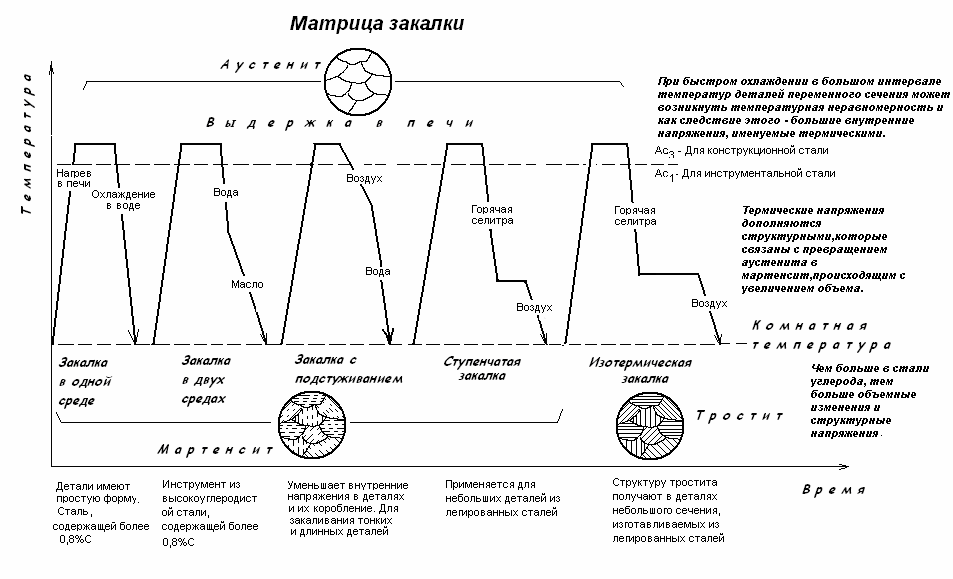 рис. 1). В результате такой закалки сталь приобретает структуру игольчатого троостита с твердостью HRC45 55 и с сохранением необходимой пластичности. После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
рис. 1). В результате такой закалки сталь приобретает структуру игольчатого троостита с твердостью HRC45 55 и с сохранением необходимой пластичности. После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
Изотермическая закалка имеет следующие преимущества перед обычной:
минимальное коробление стали и отсутствие трещин; большая вязкость стали.
В настоящее время широко используют ступенчатую и изотермическую светлую закалки.
Светлую закалку стальных деталей проводят в специально оборудованных печах с защитной средой. На некоторых инструментальных заводах для получения чистой и светлой поверхности закаленного инструмента применяют ступенчатую закалку с охлаждением в расплавленной едкой щелочи. Перед закалкой инструмент нагревают в соляной ванне из хлористого натрия при температуре на 30—50° С выше точки АС1 и охлаждают при 180—200° С в ванне, состоящей из смеси 75% едкого калия и 25% едкого натра сдобавлением 6—8% воды (от веса всей соли). Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
Перед закалкой инструмент нагревают в соляной ванне из хлористого натрия при температуре на 30—50° С выше точки АС1 и охлаждают при 180—200° С в ванне, состоящей из смеси 75% едкого калия и 25% едкого натра сдобавлением 6—8% воды (от веса всей соли). Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
При ступенчатой закалке стали с переохлаждением аустенита в расплавленной едкой щелочи с последующим окончательным охлаждением на воздухе детали приобретают чистую светлую поверхность серебристо-белого цвета; в этом случае отпадает необходимость в пескоструйной очистке деталей и достаточна промывка их в горячей воде.
Закалка с самоотпуском широко применяется в инструментальном производстве. Сущность ее состоит в том, что детали не выдерживают в охлаждающей среде до полного охлаждения, а в определенный момент извлекают из нее, чтобы сохранить в сердцевине изделия некоторое количество тепла, за счет которого производится последующий отпуск. После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончательно охлаждают в закалочной жидкости.
После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончательно охлаждают в закалочной жидкости.
Проконтролировать отпуск можно по цветам побежалости (см. рис. 2), появляющимся на зачищенной поверхности стали при 220—330° С.
Рис. 2. Цвета побежалости при отпуске
Закалку ссамоотпуском применяют для зубил, кувалд, слесарных молотков, кернеров и другого инструмента, требующего высокой твердости на поверхности и сохранения вязкой сердцевины.
Способы охлаждения при закалке.
Быстрое охлаждение стальных деталей при закалке является причиной возникновения в них больших внутренних напряжений. Эти напряжения иногда приводят к короблению деталей, а в наиболее тяжелых случаях — к трещинам. Особенно большие и опасные внутренние напряжения возникают при охлаждении в воде. Поэтому там, где можно, следует охлаждать детали в масле. Однако в большинстве случаев для деталей из углеродистой стали это невозможно, так как скорость охлаждения в масле значительно меньше критической скорости, необходимой для превращения аустенита в мартенсит. Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Внутренние напряжения зависят также от способа погружения деталей в закалочную среду. Необходимо придерживаться следующих основных правил:
детали, имеющие толстую и тонкую части, погружать в закалочную среду сначала толстой частью;
детали, имеющие длинную вытянутую форму (метчики, сверла развертки), погружать в строго вертикальном положении, иначе они покоробятся (рис. 3).
Рис. 3. Правильное погружение деталей и инструментов в закаливающую среду
Иногда по условиям работы должна быть закалена не вся деталь, а лишь часть ее. В этом случае применяют местную закалку: деталь нагревают не полностью, а в закалочную среду погружают целиком. В этом случае закаливается только нагретая часть детали.
В этом случае закаливается только нагретая часть детали.
Местный нагрев мелких деталей производят в соляной ванне, погружая в нее только ту часть детали, которую требуется закалить; так закаливают, например, центры токарных станков. Можно поступать и так: нагреть деталь полностью, а охладить в закалочной среде только ту часть, которая должна быть закалена.
Дефекты, возникающие при закалке стали.
Недостаточная твердость закаленной детали — следствие низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
Исправление дефекта: нормализация или отжиг с последующей закалкой; применение более энергичной закалочной среды.
Перегрев связан с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
И справление дефекта: отжиг (нормализация) и последущая закалка с необходимой температуры.
Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. Такая сталь хрупка и исправить ее невозможно.
Окисление и обезуглероживание стали характеризуются образованием окалины (окислов) на поверхности деталей и выгоранием углерода в поверхностных слоях. Этот вид брака термической обработкой неисправим. Если позволяет припуск на механическую обработку, окисленный и обезуглероженный слой нужно удалить шлифованием. Чтобы предупредить этот вид брака, детали рекомендуется нагревать в печах с защитной атмосферой.
Коробление и трещины — следствия внутренних напряжений.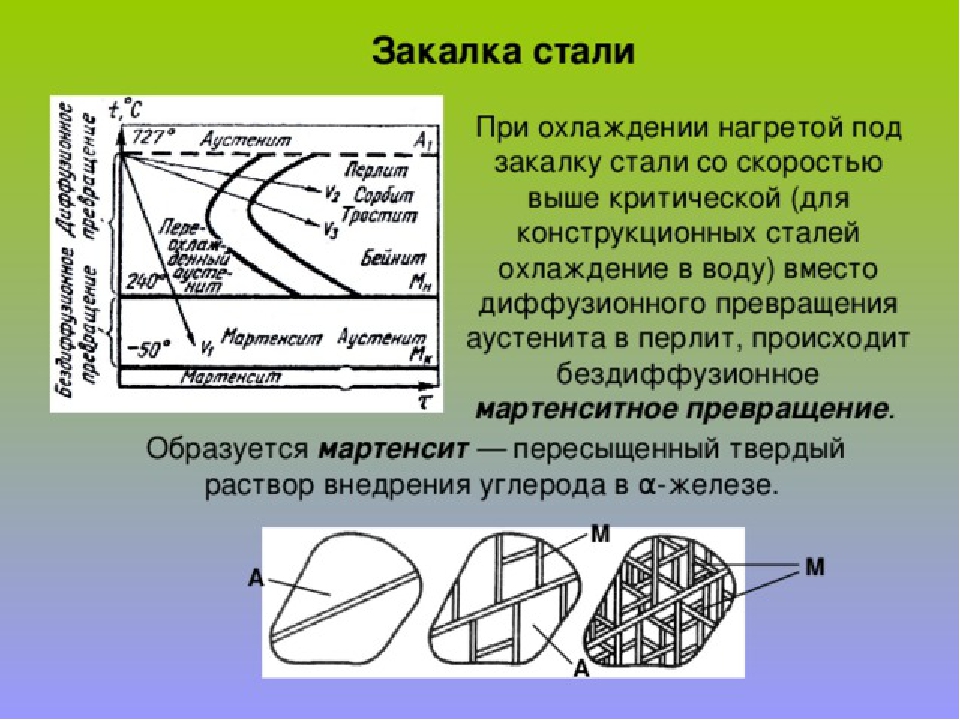 Во время нагрева и охлаждения стали наблюдаются объемные изменения, зависящие от температуры и структурных превращений (переход аустенита в мартенсит сопровождается увеличением объема до 3%). Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Во время нагрева и охлаждения стали наблюдаются объемные изменения, зависящие от температуры и структурных превращений (переход аустенита в мартенсит сопровождается увеличением объема до 3%). Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Образование трещин обычно наблюдается при температурах ниже 75—100° С, когда мартенситное превращение охватывает значительную часть объема стали. Чтобы предупредить образование трещин, при конструировании деталей необходимо избегать резких выступов, заостренных углов, резких переходов от тонких сечений к толстым; следует также медленно охлаждать сталь в зоне образования мартенсита (закалка в масле, в двух средах, ступенчатая закалка). Трещины являются неисправимым браком, коробление же можно устранить последующей рихтовкой или правкой.
Источник:
Остапенко Н. Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
описание процесса термообработки, температуры и виды закалки, способы охлаждения и дефекты
Без термообработки в работе с металлами не обойтись. Оттого насколько правильно была проведена термическая обработка зависят качественные характеристики металлического изделия. Его прочность и долговечность в службе. В этой статье вы сможете узнать как правильно проводить термообработку (закалку) стальных изделийЗакалка стали
Закаливание является операцией по термической обработке металла. Она состоит из нагревания металла до критической температуры, при которой изменяется кристаллическая решетка материала, либо до температуры, при которой происходит растворение фазы в матрице, существующей при низкой температуре.
Важно понимать:
- После достижения критической температуры металл подвергается резкому охлаждению.
- После закаливания сталь приобретает структуру мартенсита (по имени Адольфа Мартенса) и поэтому обретает твердость.

- Благодаря закаливанию прочность стали повышается. Металл становится еще тверже и более износостойким.
- Следует различать обычную закалку материала и закалку для получения избытка вакансий.
Режимы закалки различаются по скорости протекания процесса и температуре нагревания. А также имеются различия по длительности выдержки при данном температурном режиме и скорости охлаждения.
Выбор температуры для закалки
Решение, при какой температуре производить закалку металла обусловлено химическим составом стали.
Закалка бывает двух видов:
- полная;
- неполная.
Руководствуясь диаграммой критических точек можно видеть, что доэвтектоидную сталь при процессе полного закаливания следует нагревать выше точки Ас3 на 30–50 градусов. В результате у стали будет структура однородного аустенита. Впоследствии под действием процесса охлаждения он превратится мартенсит.
Рисунок №1. Критические точки.
Неполное закаливание чаще применяется для инструментальной стали. Цель неполного закаливания — достигнуть температуры, при которой проходит процесс образования избыточных фаз. Нагревание стали происходит в температурном промежутке от Ас1 — Ас2. При этом в структуре мартенсита сохранится какое-то количество феррита, оставшегося после закаливания стали.
Для закаливания заэвтектоидной стали лучше придерживаться температуры на 20–30 градусов больше Ас1 — неполная закалка. Из-за этого при нагревании и охлаждении будет сохраняться цементит, что повышает твердость мартенсита. При закалке не следует нагревать заэвтектоидную сталь свыше положенной температуры. Это может сказаться на твердости.
Скорость охлаждения
Структура мартенсита получается при быстром охлаждении аустенита в тот момент, когда температура стали способствует наименьшей устойчивости аустенита (около 650-550 градусов).
При переходе в зону температур, в которой происходит мартенситное превращение (ниже 240 градусов) применяется замедленное охлаждение. В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
Для проведения успешной термической обработки очень важно правильно выбрать среду закаливания. Часто в качестве закалочной среды могут применяться:
- вода;
- раствор едкого натрия (5–10 %) или поваренной соли;
- минеральное масло.
Для закаливания углеродистой стали лучше использовать воду, температура которой 18 градусов. Для закалки легированной стали подойдет масло.
Характеристики стали: закаливаемость и прокаливаемость
Не следует смешивать важные характеристики стали — закаливаемость и прокаливавемость.
Закаливаемость
Эта характеристика говорит о способности стали к обретению твердости после закаливания. Существуют виды стали, которые плохо поддаются закалке и после процесса термообработки сталь становится недостаточно твердой. Про такой материал говорят — «не принял закалку».
Способность к твердости у мартенсита связана со степенью искаженности его кристаллической решетки. Меньшее содержание углерода в мартенсите способствует меньшим искажениям в кристаллической решетки, а, значит, твердость стали будет ниже. Если в стали содержится углерода менее 0.3%, то у такого сплава закаливаемость низкая, и обычно такие сплавы не подвергаются закалке.
Прокаливаемость
Эта характеристика может сказать о том, насколько глубоко сталь закалилась. При закаливании поверхность стальной детали остывает быстрее нежели сердцевина. Это происходит потому что поверхность находится в непосредственном контакте с жидкостью для охлаждения, которая отнимает тепло. А центральная часть стальной детали отдает свое тепло через толщу металла и поверхность, где ее и поглощает охлаждающая жидкость.
На прокаливаемость влияет критическая скорость закаливания — чем она (скорость) ниже, тем глубже прокаливается сталь. К примеру, крупнозернистая сталь, у которой небольшая критическая скорость закалки, прокаливается глубже, чем мелкозернистая сталь, у которой высокая критическая скорость закалки.
Глубина прокаливаемости зависит от исходной структуры закаливаемого сплава, температуры нагрева и закалочной среды. Прокаливаемость стали определяется по излому, микроструктуре и твердости.
Виды закалки стали
Способов закаливания металла существует множество. Их выбор обусловлен составом стали, характером изделия, необходимой твердостью и условиями охлаждения. Часто используется ступенчатая, изотермическая и светлая закалка.
Закаливание в одной среде
Обратившись к графику кривых охлаждения для различных способов закалки, можно видеть, что закалке в одной среде соответствует кривая 1. Выполнять такое закаливание просто. Однако, подойдет она не для каждой стальной детали. Из-за быстрого понижения температуры у стали переменного сечения в температурном интервале возникает температурная неравномерность и большое внутреннее напряжение. От этого стальная деталь может покоробиться и растрескаться.
Рисунок №2. Кривые охлаждения.
Большое содержание углерода в стальных деталях может вызвать объемные изменения структурных напряжений, а это, в свою очередь, грозит появлением трещин.
Заэвтектоидные стали, имеющие простую форму, лучше закаливать в одной среде. Для закалки более сложных форм применяется закалка в двух средах или ступенчатая закалка.
Закаливание в двух средах (на рисунке №2 это кривая 2) применяется для инструментов, изготовленных из высокоуглеродистой стали. Сам метод состоит в том, что сталь вначале охлаждается в воде до 300-400 градусов, после чего ее переносят в масляную среду, где она прибывает пока полностью не охладится.
Ступенчатая закалка
При ступенчатом закаливании (кривая 3) стальная деталь помещается вначале в соляную ванну. Температура самой ванны должна быть выше температуры, при которой происходит мартенситное превращение (240–250 градусов). После соляной ванны сталь перемешают в масло, либо на воздух. Используя ступенчатою закалку можно не бояться, что деталь покоробится или в ней образуются трещины.
Недостаток такой закалки заключает в том, что ее можно применять лишь для заготовок из углеродистой стали с небольшим сечением (8–10 мм).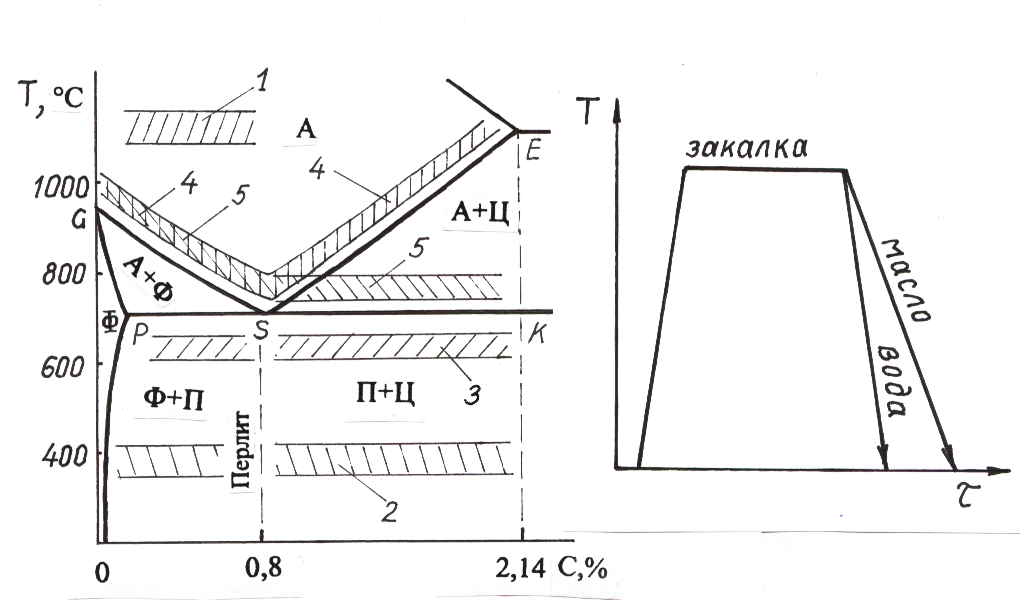 Ступенчатая закалка может применяться для деталей из легированной стали с большим сечением (до 30 мм).
Ступенчатая закалка может применяться для деталей из легированной стали с большим сечением (до 30 мм).
Изотермическая закалка
Изотермическому закаливанию на графике соответствует кривая 4. Закаливание проводится аналогично ступенчатой закалке. Однако, в горячей ванне сталь выдерживается дольше. Это делается так, чтобы вызвать полный распад аустенита. На схеме выдержка показывается на S-образной линии точками a и b. Сталь, прошедшая изотермическую закалку, может охлаждаться с любой скоростью. Средой охлаждения могут служить расплавленные соли.
Преимущества изотермического закаливания:
- сталь почти не поддается короблению;
- не появляются трещины;
- вязкость.
Светлая закалка
Для проведения такого закаливания требуется специально оборудованная печь, снабженная защитной средой. На производстве, чтобы получить чистую и светлую поверхность у закаленной стали следует использовать ступенчатую закалку. После нее сплав охлаждается в расплавленной едкой щелочи. Перед процессом закалки стальная деталь нагревается в соляной ванне из хлористого натрия с температурой на 30–50 градусов выше точки Ас1 (см «Схему критических точек»). Охлаждение детали проходит в ванне при 180–200 градусов. Охлаждающей средой служит смесь состоящая из 75% смесь едкого калия, 25% едкого натрия, в которую добавляется 6–8% воды (от веса соли).
После нее сплав охлаждается в расплавленной едкой щелочи. Перед процессом закалки стальная деталь нагревается в соляной ванне из хлористого натрия с температурой на 30–50 градусов выше точки Ас1 (см «Схему критических точек»). Охлаждение детали проходит в ванне при 180–200 градусов. Охлаждающей средой служит смесь состоящая из 75% смесь едкого калия, 25% едкого натрия, в которую добавляется 6–8% воды (от веса соли).
Закалка с самоотпуском
Применяется при производстве инструментальной стали. Основная идея закалки заключается в изъятии стальной детали из охлаждающей среды до момента ее полного охлаждения. Изъятие происходит в определенный момент. В сердцевине стальной детали сохраняется определенное количество тепла. За его счет и производится последующий отпуск. После того как за счет внутреннего тепла стальное изделие достигнет нужной температуры для отпуска, сталь помещают в закалочную жидкость, для окончательного охлаждения.Р исунок №3 — Т аблица побежалости.
Отпуск контролируется по цветам побежалости (см рисунок №3), которая формируется на гладкой поверхности металла при 220–330 градусах.
При помощи закалки самоотпуском изготавливаются кувалды, зубила, слесарные молотки и другие инструменты, от которых требуется высокая твердость на поверхности с сохранением внутренней вязкости.
Способы охлаждения при закаливании
При быстром охлаждении стальных изделий при закалке существует угроза возникновений больших внутренних напряжений, что приводит к короблению материала, а иногда и трещинам. Для того чтобы этого избежать там, где возможно, стальные детали лучше охлаждать в масле. Углеродистую сталь, для которой такое охлаждение невозможно, лучше охлаждать в воде.
Кроме среды охлаждения на внутренне напряжение изделий из стали влияет, каким образом они погружаются в охлаждающую среду. А именно:
- изделия, имеющие толстую и тонкую часть, лучше погружать в закалочную жидкость сначала объемистой частью;
- если изделие имеет вытянутую форму (сверла, метчики), нужно погружать строго вертикально, в противном случае они могут покоробиться.
Иногда требуется закалить не всю деталь, а только ее часть. Тогда применяется местная закалка. Изделие нагревается не полностью, зато в закалочную жидкость погружают всю деталь.
Дефекты при закаливании стали
- Недостаточная твердость. Возникает если была низкая температура нагрева, малая выдержка при рабочей температуре или имело место недостаточная скорость охлаждения. Можно исправить: применить более энергичную среду; сделать отжиг, а затем закалить.
- Перегрев. Происходит если стальная деталь нагревается до температуры, превышающей допустимую. При перегреве образуется крупнозернистая структура, что приводит к хрупкости детали. Можно исправить: с помощью отжига и закалки при нужной температуре.
- Пережог. При нагреве стальной детали до высокой температуры, близкой к температуре плавления (1200–1300 градусов) в окислительной атмосфере. Внутрь стальных изделий проникает кислород, по границам зерен формируются окислы. Такая сталь не исправляется.
- Окисление и обезуглероживание. В этом случае на поверхности стальных деталей образуются окалины (окислы), а в поверхностных слоях стали выгорает углерод. Этот брак исправить невозможно. Для предупреждения брака следует пользоваться печами с защитной атмосферой.
- Коробление и трещины. Возникают из-за внутренних напряжений. Трещины — это неисправимый брак. Коробление можно удалить при помощи рихтовки или правки.
 Такая сталь не исправляется.
Такая сталь не исправляется.Заключение
Самое важно при закалке металла это четкое соблюдение технологии. Любой отклонение в сторону приводит к нежелательным последствиям. Если делать все правильно, то даже в домашних условиях можно провести процесс закаливания стали.
Оцените статью: Поделитесь с друзьями!Способы закалки стали
Закалка стали представляет собой процесс термической обработки стали, который заключается в её нагреве выше критической температуры, и быстрым её охлаждением, в результате чего образуется неравновесная структура стали.
Процесс закалки стали применяется для повышения её прочности и твёрдости.
Давайте рассмотрим основные способы закалки стали.
Закалка стали в одном охладителе.
Данный способ один из наиболее применимых на производстве, и заключается в нагреве детали до температуры закалки и её охлаждения в одном общем охладителе.
При охлаждении детали в жидком охладителе, деталь в жидкости перемещают в вертикальном направлении или же специальными круговыми движениями.
Кроме этого для равномерного охлаждения используют циркуляцию охлаждающей жидкости.
В случаях закалки не всей детали проводят, так называемую местную закалку, при этом в охлаждающую жидкость погружается только та часть детали, которая должна пройти процедуру закаливания, или же процесс охлаждения может, осуществляется под охлаждающими струями.
Закалка стали с подструживанием.
Данный способ закалки заключается в следующем. На промежутке между выниманием детали из печи и погружением в охлаждающую жидкость, она некоторое время держится на воздухе, так сказать подстуживается. При проведении процедуры подстуживания закаляющаяся деталь не должна остыть ниже критической точки. Применение подстуживания уменьшает внутренние напряжение и коробление стальных деталей.
При проведении процедуры подстуживания закаляющаяся деталь не должна остыть ниже критической точки. Применение подстуживания уменьшает внутренние напряжение и коробление стальных деталей.
Закалка стали в средах.
Данный способ закаливания заключается в том, что деталь для начала охлаждают до 300-400 градусов в воде (сильный охладитель), после чего переносят в среду слабого охладителя, масло. Данный способ закалки направлен на предотвращение аустенита в мартенсит.
Ступенчатая закалка стали.
Данный вид закаливания заключается в том, что сталь нагревают до температуры закаливания, после чего охлаждают в расплавленных солях, которые имеют температуру более высокую, нежели температура начала мартенситного превращения для данного вида стали. По истечении определённого времени, стальная деталь вынимается из данной среды, и процесс охлаждения продолжается на воздухе.
Изотермическая закалка стали.
Данный вид закаливания широко применим на производственных предприятиях.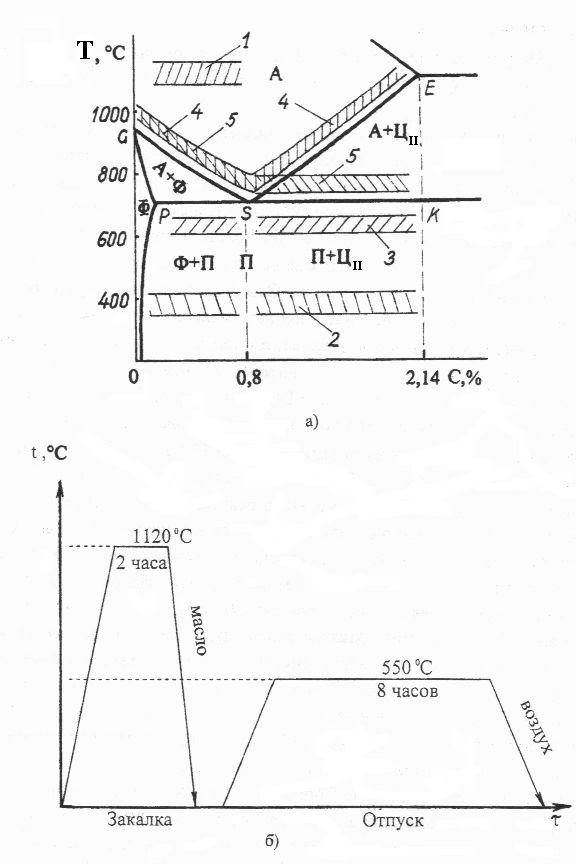 Изотермическая закалка заключается в охлаждении нагретых стальных деталей в специальных соляных ваннах, при этом температура данных ванн должна быть в пределах 250-400 градусов.
Изотермическая закалка заключается в охлаждении нагретых стальных деталей в специальных соляных ваннах, при этом температура данных ванн должна быть в пределах 250-400 градусов.
После истечении определённого времени сталь продолжает остывать на воздухе.
Основным недостатком данного способа является малая стойкость тиглей.
Читайте так же:
Обработка стали холодом
Приемущества использования для крыши металлочерепицы
Закалка стали
Требуется закалка деталей (стали) ? НТУ ХПИ выполняет все виды работ по закалке металла. В головах наших заказчиков во всём мире мы ассоциируемся с термином «качество»
Далее более подробно изложено о самой закалке стали, её видах, закалочных средах и других её особенностях.
Введение
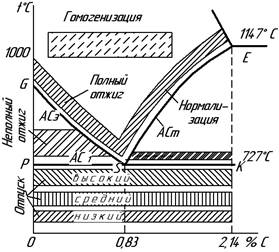
В зависимости от исходного химического состава и температуры сплавы на основе системы железо – углерод могут находиться в различном фазовом и структурном состоянии (рис 1).
При этом к сталям относятся сплавы железо – углерод содержащие от 0 до 2,14 % углерода. В зависимости от равновесной структуры, определяемой содержанием углерода, стали подразделяются на доэвтектоидные, эвтектоидные и заэвтектоидные. К доэвтектоидным относят стали содержащие от 0 до 0,78 % углерода. К эвтектоидным – стали содержащие около 0,78% углерода. И к заэвтектоидным – стали содержащие от 0,78 до 2,14 % углерода.
Рис 1. Диаграмма состояния железо – углерод (железо – цементит).
Закалка стали
Закалкой называется нагрев стали на 30 – 50 ºС выше температуры аустенизации (Ас3) для доэвтектоидных и эвтектоидных сталей, или выше температуры полного растворения перлита (Ас1) для заэвтектоидных сталей, выдержке при данной температуре для завершения фазовых превращений и последующем охлаждении со скоростью выше критической (рис 2).
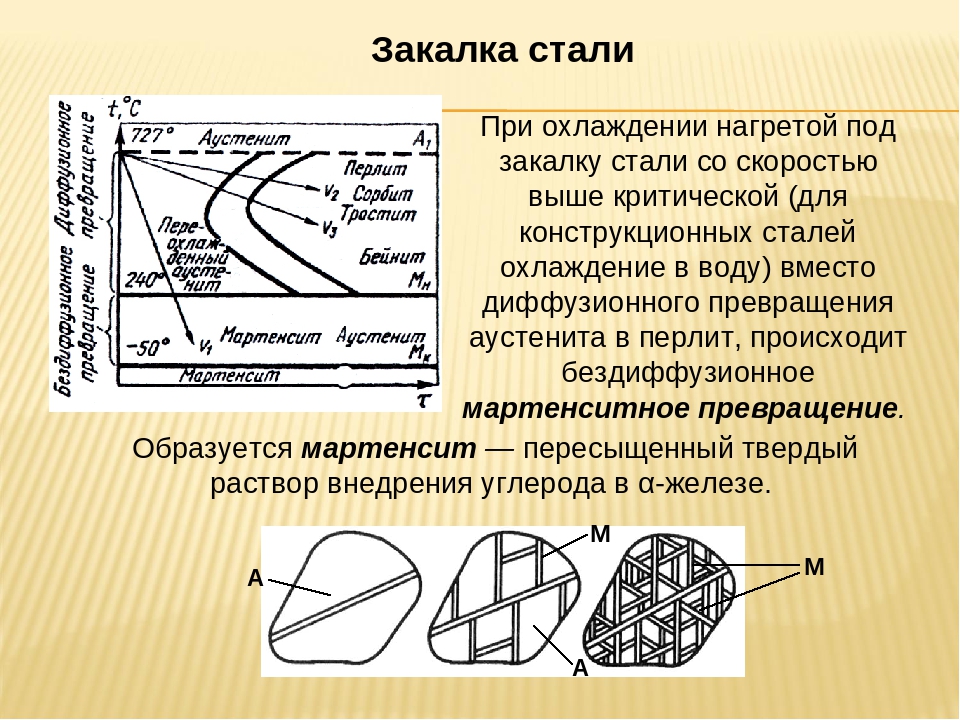
Рис 2. Термокинетическая диаграмма превращения переохлажденного аустенита, где Vк – критическая скорость закалки, а Vз – оптимальная скорость закалки.
Для углеродистых сталей критическая скорость охлаждения велика (400-1200 ºС/сек), поэтому охлаждение обычно проводят в воде или водных растворах. Для легированных сталей, аустенит которых более устойчив, критическая скорость охлаждения меньше, поэтому их охлаждают в масле и в других средах.
В большинстве случаев закалка металла не является окончательной операцией термической обработки. Чтобы уменьшить остаточные напряжения и хрупкость, вызванные закалкой, сталь после закалки подвергают отпуску. Достаточно часто при отпуске можно подкорректировать объемные изменения, вызванные закалкой, и стабилизировать размеры, что важно для прецизионных стальных деталей.
Инструментальную сталь, как правило, закаливают для повышения твердости, прочности и износостойкости. Конструкционную же сталь закаливают в первую очередь для повышения прочности, при сохранении высокой вязкости и пластичности. Некоторые виды сталей закаливают исключительно для придания высокой износостойкости.
Температура нагрева стали под закалку
Выбор температуры нагрева для закалки деталей, в основном, определяется их химическим составом и конкретной целью закалки. Как уже упоминалось выше, доэвтектоидные и эвтектоидные стали нагревают до температуры на 30 – 50 ºС выше температуры аустенизации (Ас3). При этом исходная структура (перлит + феррит) превращается в аустенит, который при последующем резком охлаждении превращается в мартенсит. Заэвтектоидные стали обычно нагревают на 40 – 80 ºС выше температуры полного растворения перлита (Ас1). В результате образуется аустенит и сохраняется определенное количество нерастворенного цементита (карбидов). После охлаждения такая сталь состоит из мартенсита и нерастворенных карбидов, и характеризуется повышенной твердостью. Верхний предел температуры при нагреве под закалку заэвтектоидной стали принято ограничивать, поскольку чрезмерное увеличение температуры вызывает рост зерна, охрупчивание закаленной стали, и усиливает коробление (рис 3).
Рис 3. Фрагмент диаграммы состояния железо – углерод (нанесены типичные температуры нагрева под закалку).
В то же время для многих видов сталей температура нагрева под закалку намного превышает указанные выше значения, что вызвано специальным легированием. Например, нагрев под закалку высокохромистых инструментальных и нержавеющих сталей содержащих 11 – 14 % Cr ведут до температур на 150 – 250 ºС выше температуры аустенизации (Ас3). В противном случае в их структуре останется слишком большое количество не растворившихся карбидов, что приведет к снижению твердости и прочности закаленной стали.
Продолжительность нагрева при закалке стали
Продолжительность нагрева стали под закалку определяется следующими факторами:
1. Необходимо обеспечить прогрев изделия по всему сечению;
2. Должно быть учтено время необходимое для завершения фазовых превращений;
3. Длительность нагрева не должна быть излишне большой, чтобы предотвратить рост зерна и поверхностное обезуглероживание.
Продолжительность нагрева в пламенных и электропечах обычно вычисляют из расчета 1 мин на 1 мм сечения детали плюс время, необходимое для завершения фазовых превращений. Прецизионные детали и детали сложных форм при нагреве под закалку рекомендуется предварительно подогревать в печи при температуре 400 – 600 ºС для уменьшения коробления.
Охлаждающие среды для закалки стали
Охлаждение при закалке стали должно обеспечивать получение мартенсита в заданном сечении детали, и не должно при этом вызывать дефекты: коробление, трещины, излишне высокие остаточные напряжения и т.п.
Высокая скорость охлаждения при закалке предпочтительна в температурном интервале от точки аустенизации вплоть до начала мартенситного превращения (Ас3 – Мн, или Ас1 – Мн). Это позволяет подавить промежуточный перлитный распад переохлажденного аустенита и обеспечить наиболее полное мартенситное превращение. Однако когда мартенситное превращение уже пошло (Мн – Мк) предпочтительной является пониженная скорость охлаждения. Сохранение высокой скорости охлаждения в температурном интервале мартенситного превращения нежелательно, поскольку может привести к росту остаточных напряжений вплоть до растрескивания изделий.
Сохранение высокой скорости охлаждения в температурном интервале мартенситного превращения нежелательно, поскольку может привести к росту остаточных напряжений вплоть до растрескивания изделий.
Следует отметить, что слишком медленное охлаждение (медленнее 50 – 100 ºС/час) в интервале температур (Мн – Мк) также бывает нежелательно, поскольку может вызвать частичный отпуск мартенсита и увеличение количества остаточного аустенита в закаленной стали. В результате, твердость такой стали окажется пониженной.
В качестве охлаждающих сред для закалки стали обычно используют кипящие жидкости: воду, водные растворы солей и щелочей, керосин, и наиболее часто – закалочные минеральные масла. При закалке в этих средах различают три основных периода охлаждения (рис 4):
Рис 4. Скорость охлаждения стали в различных охлаждающих средах при закалке: 1 – вода; 2 – 10%-ный водный раствор NaОН; 3 – 10%-ный водный раствор NaCl; 4 – минеральное масло.
1. Пленочное охлаждение: на поверхности закаливаемой детали образуется так называемая “паровая рубашка”. В этот период скорость охлаждения невелика из-за отсутствия стабильного контакта охлаждающей среды с поверхностью закаливаемой детали.
2. Пузырьковое кипение: при разрушении “паровой рубашки” обеспечивается прямой контакт поверхности закаливаемой детали с охлаждающей средой и наступает наиболее интенсивный отвод теплоты.
3. Конвективный теплообмен: при завершении кипения охлаждающей среды на поверхности закаливаемой детали наступает стадия конвективного теплообмена, при которой подогретые слои жидкости, расширяясь, устремляются в верхнюю зону закалочного бака, а на их место поступает охлаждающая среда из более холодных центральных и нижних зон. В этот период теплоотвод характеризуется наименьшей интенсивностью.
Относительная скорость охлаждения для различных закалочных сред и типичный температурный интервал в режиме пузырькового кипения приведены в таблице 1.
Таблица 1. Относительная охлаждающая способность закалочных сред.
Охлаждающая среда и ее исходная температура. | Температура пузырькового кипения ºС. | Относительная интенсивность охлаждения в интервале пузырькового кипения. |
| Вода 20 ºС | 400 – 100 | 1,0 |
| Вода 40 ºС | 350 – 100 | 0,7 |
| Вода 80 ºС | 250 – 100 | 0,2 |
| 10%-ный водный раствор NaCl, 20 ºС | 650 – 100 | 3,0 |
| 10%-ный водный раствор NaОН, 20 ºС | 650 – 100 | 2,0 |
| Минеральное масло, 20 – 200 ºС | 500 – 250 | 0,3 |
Для закалки углеродистой и отдельных видов низколегированных сталей чаще всего применяют воду и водные растворы NaCl и NaОН, поскольку устойчивость переохлажденного аустенита у этих сталей невелика.
Вода как закалочная среда имеет определенные недостатки:
1. Слишком высокая скорость охлаждения в области температур мартенситного превращения, что часто становится причиной дефектов и выбраковки части закаленных деталей.
2. С повышением температуры воды ее закалочная способность стремительно снижается, в связи с чем необходим строгий контроль за температурой воды в закалочном баке.
Для закалки легированных сталей, устойчивость переохлажденного аустенита у которых высока, наибольшее распространение в качестве охлаждающей среды получили минеральные масла.
Минеральные масла как закалочная среда имеют определенные преимущества:
1. Постоянство закаливающей способности в широком интервале температур (40 – 150 ºС, и даже 20 – 200 ºС).
2. Невысокая скорость охлаждения в температурном интервале мартенситного превращения, что позволяет полностью избежать или свести к минимуму появление закалочных дефектов.
Следует отметить, что несмотря на стабильность охлаждающей способности в широком интервале температур, все-же рекомендуется поддерживать температуру закалочного масла в диапазоне 60 – 90 ºС, когда его вязкость минимальна.
Закаливаемость и прокаливаемость стали
Закаливаемостью называют способность стали увеличивать твердость при закалке. Основным фактором влияющим на закаливаемость стали является содержание углерода (чем больше в мартенсите углерода, тем выше твердость). Остальные легирующие элементы изменяют закаливаемость незначительно.
Прокаливаемость – это способность стали получать закаленный слой с мартенситной структурой и высокой твердостью на определенную глубину. Прокаливаемость, косвенным индикатором которой является критическая скорость охлаждения, сильнее всего зависит от легирования (добавки Mn, Cr, Ni, Mo, W, V и т.д.), и незначительно зависит от содержания углерода (рис 5, 7).
Прокаливаемость стали в ограниченных сечениях можно определить по распределению твердости по сечению образцов (рис 5).
В общем случае прокаливаемость определяют методом торцовой закалки. Цилиндрический образец стандартных размеров и формы (рис 6), нагретый под закалку по стандартному режиму, охлаждают с торца водой на специальной установке. Когда охлаждение образца завершено, измеряют твердость по его длине (высоте). Поскольку скорость охлаждения по мере удаления от торца убывает, то закономерно уменьшается и твердость. Результаты измерений отображают на графике в координатах: твердость – расстояние от торца.
Когда охлаждение образца завершено, измеряют твердость по его длине (высоте). Поскольку скорость охлаждения по мере удаления от торца убывает, то закономерно уменьшается и твердость. Результаты измерений отображают на графике в координатах: твердость – расстояние от торца.
Рис 5. Распределение твердости по сечению закаленной стали в зависимости от состава: а) – сталь с 0,4 % С; б) – сталь с 0,4 % С, 0,85 % Mn и 1,0 % Cr; в) – сталь с 0,4 % С, 3,5 % Ni и 1,5 % Cr. Цифрой 1 показана твердость полумартенситной зоны (50 % мартенсита) в HRC.
Прокаливаемость стали, даже одной и той же марки, может изменяться в значительных пределах из-за неоднородности химического состава, размера и формы детали, величины зерна, предыстории термической (и термомеханической) обработки и других технологических факторов. Поэтому прокаливаемость каждой марки стали описывают не кривой, а так называемой полосой прокаливаемости, которая точнее отражает прокаливаемость стали в изделии.
Рис 6. Определение прокаливаемости методом торцовой закалки: а) – изменение твердости по длине образца; б) – схема торцовой закалки; 1) – охлаждение в масле; 2) – охлаждение в воде.
Рис 7. Полосы прокаливаемости сталей различного состава. Цифрой 1 указана твердость полумартенситной зоны (50 % мартенсита) в HRC.
Типичные полосы прокаливаемости для углеродистой и легированных конструкционных сталей содержащих 0,4 % С приведены на рис 7. Рис 7 также наглядно демонстрирует влияние легирующих элементов на прокаливаемость стали.
Основные виды объемной закалки
Непрерывная закалка
Непрерывной закалкой называют закалку в одном охладителе. Это самый распространенный вид закалки подходящий для большинства марок сталей и деталей относительно простой геометрии. Все остальные виды закалки, как правило, применяются для деталей сложной формы, деталей с переменными сечениями, а также для случаев, когда частично можно пожертвовать твердостью закаленной детали ради достижения максимальной конструктивной прочности и вязкости.
Прерывистая закалка.
Прерывистой закалкой называют последовательную закалку в двух охлаждающих средах. Наиболее часто применяемый вид прерывистой закалки заключается в предварительном охлаждении в воде (или водных растворах) до температуры несколько выше Мн, а затем в быстром переносе в менее интенсивный охладитель (чаще всего в масло), в котором деталь остывает окончательно. Второй, также распространенный вид прерывистой закалки, это прерывистая закалка в масле с последующим охлаждением на воздухе в интервале (Мн – Мк). Этот вид закалки часто применяется для высоколегированных высокопрочных сталей эксплуатируемых в сложнонапряженном состоянии. Основным достоинством прерывистой закалки является уменьшение внутренних напряжений и увеличение конструктивной прочности закаленной стали.
Ступенчатая закалка
При ступенчатой закалке сталь подвергают охлаждению, как только она нагревается до заданной температуры, и исключают дополнительную выдержку для завершения фазовых превращений. Такой вид закалки подходит только для нелегированных и некоторых низколегированных сталей, фазовые превращения в которых протекают с высокой скоростью. Для остальных классов сталей такая закалка не применима. Выигрыш, которого позволяет достичь ступенчатая закалка, заключается в уменьшении коробления и фазовых напряжений.
Такой вид закалки подходит только для нелегированных и некоторых низколегированных сталей, фазовые превращения в которых протекают с высокой скоростью. Для остальных классов сталей такая закалка не применима. Выигрыш, которого позволяет достичь ступенчатая закалка, заключается в уменьшении коробления и фазовых напряжений.
Неполная изотермическая закалка
Неполная изотермическая закалка заключается в быстром охлаждении до температуры чуть выше Мн, а затем в кратковременной (5 – 15 мин) выдержке при этой температуре, с последующим спокойным охлаждением, как правило, проводимым на воздухе. Температура промежуточной выдержки при неполной изотермической закалке в основном зависит от марки стали и температуры Мн, и обычно лежит в пределах 225 – 360 ºС. Неполная изотермическая закалка частично стабилизирует переохлажденный аустенит, в результате чего твердость закаленной стали уменьшается, а вязкость – возрастает.
Полная изотермическая закалка
Полная изотермическая закалка отличается от неполной тем, что выдержка при температуре чуть выше Мн, значительно более длительная (45 – 60 мин и более). Температура, при которой производится промежуточная изотермическая выдержка также чуть выше (275 – 400 ºС) и граничит с областью бейнитного превращения переохлажденного аустенита. Далее следует спокойное окончательное охлаждение. Структура стали подвергнутой полной изотермической закалке преимущественно состоит из бейнита и остаточного аустенита. На окончательном этапе охлаждения может образоваться мартенсит, количество которого невелико. В результате полной изотермической закалки можно получить максимальные значения конструктивной прочности и вязкости закаленной стали. Однако твердость при полной изотермической закалке обычно не превышает 60 – 70 % от максимально достижимой для стали данной марки.
Температура, при которой производится промежуточная изотермическая выдержка также чуть выше (275 – 400 ºС) и граничит с областью бейнитного превращения переохлажденного аустенита. Далее следует спокойное окончательное охлаждение. Структура стали подвергнутой полной изотермической закалке преимущественно состоит из бейнита и остаточного аустенита. На окончательном этапе охлаждения может образоваться мартенсит, количество которого невелико. В результате полной изотермической закалки можно получить максимальные значения конструктивной прочности и вязкости закаленной стали. Однако твердость при полной изотермической закалке обычно не превышает 60 – 70 % от максимально достижимой для стали данной марки.
Так же в последнее время очень популярны темы: светлая закалка, закалка в вакууме, закалка в защитных газах, все эти методы применяют для защиты поверхности деталей от окисления при закалке. Также популярна закалка ножей. Всё это Вы можете выполнить у нас без коробления и поводки с надлежащими твёрдостью, прочностью и вязкостью.
Общайтесь с нами:
Особенности закалки различных видов стали – способы, температура, прочие нюансы
Закалка — это процесс термической обработки, заключающийся в нагреве стали до температуры выше критической и последующем быстром охлаждении, со скоростью подавляющей распад аустенита на феррито-цементитную смесь и обеспечивающей структуру мартенсита.
Содержание
Блок: 1/7 | Кол-во символов: 265
Источник: https://HeatTreatment.ru/zakalka-stalej
Какие металлы подлежат калению
Закалка металла — это термическая обработка, которой чаще всего подвергаются углеродистые и легированные стали с целью повышения их твердости и улучшения прочностных характеристик. Несколько реже встречается термообработка цветных металлов, в частности отпуск, отжиг и закалка меди, латуни и бронзы, а также сплавов алюминия и титана. Необходимо отметить, что закаливание этих соединений в отличие от углеродистых сталей не всегда приводит к их упрочнению, некоторые сплавы меди после этого, наоборот, становятся более пластичными и мягкими. Гораздо чаще изделия из цветных металлов подвергаются отпуску для снятия напряжения после отливки, штамповки, прокатки или волочения.
Гораздо чаще изделия из цветных металлов подвергаются отпуску для снятия напряжения после отливки, штамповки, прокатки или волочения.
Блок: 2/10 | Кол-во символов: 705
Источник: https://WikiMetall.ru/metalloobrabotka/zakalka-stali.html
Свойства стали после закалки
После закалки увеличивается твердость и прочность стали, но при этом повышаются внутренние напряжения и возрастает хрупкость, провоцирующие разрушение материала при резких механических воздействиях. На поверхности изделия появляется толстый слой окалины, который необходимо учитывать при определении припусков на обработку.
Внимание! Некоторые изделия закаляются частично, например, это может быть только режущая кромка инструмента или холодного оружия. В этом случае на поверхности изделия можно наблюдать четкую границу, разделяющую закаленную и незакаленную части. Закаленную часть на клинках называют «хамон», что в переводе на современный язык металлургии означает «мартенсит».
Определение! Мартенсит – основная составляющая структуры стали после закалки. Вид этой микроструктуры – игольчатый или реечный.
Вид этой микроструктуры – игольчатый или реечный.
Для уменьшения внутренних напряжений и роста пластичности осуществляют следующий этап термообработки – отпуск. При отпуске происходит некоторое снижение твердости и прочности.
Блок: 2/5 | Кол-во символов: 1021
Источник: https://metallz.ru/articles/zachem_nuzhna_i_kak_provoditsya_zakalka_stali/
Как избежать образования окалины и обезуглероживания при закалке
Многие детали из стали проходят закалку уже после того, как была выполнена их финишная обработка. В таких случаях недопустимо, чтобы поверхность деталей была обезуглерожена или на ней образовалась окалина. Существуют способы закалки изделий из стали, которые позволяют избежать таких проблем. Закалка, выполняемая в среде защитного газа, который нагнетается в полость нагревательной печи, может быть отнесена к наиболее передовому из таких способов. Следует иметь в виду, что используют такой метод лишь в том случае, если печь для нагрева полностью герметична.
На фото виден момент гидросбива на стане горячей прокатки — удаление окалины
Более простым способом, позволяющим избежать обезуглероживания поверхности металла при закалке, является применение чугунной стружки и отработанного карбюризатора. Для того чтобы защитить поверхность детали при нагревании, ее помещают в специальную емкость, в которую предварительно засыпаны эти компоненты. Для предотвращения попадания в такую емкость окружающего воздуха, который может вызвать процессы окисления, снаружи ее тщательно обмазывают глиной.
Если после закалки металла его охлаждают не в масле, а в соляной ванне, ее следует регулярно раскислять (не менее двух раз за смену), чтобы избежать обезуглероживания поверхности детали и появления на ней окисла. Для раскисления соляных ванн могут быть использованы борная кислота, бурая соль или древесный уголь. Последний обычно помещают в специальный стакан с крышкой, в стенках которого имеется множество отверстий. Опускать такой стакан в соляную ванну следует очень осторожно, так как в этот момент на ее поверхности вспыхивает пламя, которое затухает через некоторое время.
Существует простой способ, позволяющий проверить качество раскисления соляной ванны. Для этого в такой ванне нескольких минут (3–5) нагревают обычное лезвие из нержавеющей стали. После соляной ванны лезвие помещают в воду для охлаждения. Если после такой процедуры лезвие не гнется, а ломается, то раскисление ванны прошло успешно.
Объемная закалка толстостенных заготовок
Блок: 3/5 | Кол-во символов: 2138
Источник: http://met-all.org/obrabotka/termo/osobennosti-zakalki-stali.html
Выбор температуры для закалки
Решение, при какой температуре производить закалку металла обусловлено химическим составом стали.
Закалка бывает двух видов:
- полная;
- неполная.
Руководствуясь диаграммой критических точек можно видеть, что доэвтектоидную сталь при процессе полного закаливания следует нагревать выше точки Ас3 на 30–50 градусов. В результате у стали будет структура однородного аустенита. Впоследствии под действием процесса охлаждения он превратится мартенсит.
Впоследствии под действием процесса охлаждения он превратится мартенсит.
Рисунок №1. Критические точки.
Неполное закаливание чаще применяется для инструментальной стали. Цель неполного закаливания — достигнуть температуры, при которой проходит процесс образования избыточных фаз. Нагревание стали происходит в температурном промежутке от Ас1 — Ас2. При этом в структуре мартенсита сохранится какое-то количество феррита, оставшегося после закаливания стали.
Для закаливания заэвтектоидной стали лучше придерживаться температуры на 20–30 градусов больше Ас1 — неполная закалка. Из-за этого при нагревании и охлаждении будет сохраняться цементит, что повышает твердость мартенсита. При закалке не следует нагревать заэвтектоидную сталь свыше положенной температуры. Это может сказаться на твердости.
Блок: 3/9 | Кол-во символов: 1190
Источник: https://stanok.guru/metalloobrabotka/termoobrabotka-metalla/zakalka-stali-process-termoobrabotki. html
html
Какой бывает закалка металла
О том, что воздействие высокой температуры на металл может изменить его структуру и свойства, знали еще древние кузнецы и активно использовали это на практике. В дальнейшем уже научно было установлено, что закалка изделий, изготовленных из стали, предполагающая нагрев и последующее охлаждение металла, позволяет значительно улучшать механические характеристики готовых изделий, значительно увеличивать срок их службы и даже в итоге уменьшать их вес за счет увеличения прочности детали. Что примечательно, закалка деталей из недорогих сортов стали позволяет придать им требуемые характеристики и успешно использовать вместо более дорогостоящих сплавов.
Смысл процесса, который называется закалка изделий из стальных сплавов, заключается в нагреве металла до критической температуры и его последующем охлаждении. Основная цель, которая преследуется такой технологией термообработки, заключается в повышении твердости и прочности металла с одновременным уменьшением его пластичности.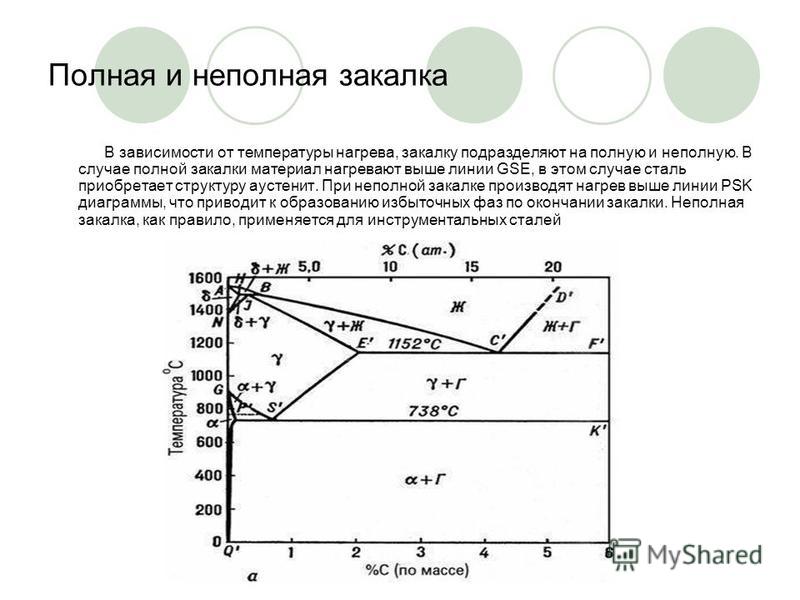
Существуют различные виды закалки и последующего отпуска, отличающиеся режимами проведения, которые и определяют конечный результат. К режимам закалки относятся температура нагрева, время и скорость его выполнения, время выдержки детали в нагретом до заданной температуры состоянии, скорость, с которой осуществляется охлаждение.
Наиболее важным параметром при закалке металлов является температура нагрева, при достижении которой происходит перестройка атомной решетки. Естественно, что для сталей разных сортов значение критической температуры отличается, что зависит, в первую очередь, от уровня содержания в их составе углерода и различных примесей.
После выполнения закалки повышается как твердость, так и хрупкость стали, а на ее поверхности, потерявшей значительное количество углерода, появляется слой окалины. Толщину этого слоя обязательно следует учитывать для расчета припуска на дальнейшую обработку детали.
Диаграмма состояний железо-углерод
При выполнении закалки изделий из стальных сплавов, очень важно обеспечить заданную скорость охлаждения детали, в противном случае, уже перестроенная атомная структура металла может перейти в промежуточное состояние. Между тем, слишком быстрое охлаждение тоже нежелательно, так как оно может привести к появлению на детали трещин или к ее деформации. Для того, чтобы избежать образования таких дефектов, скорость охлаждения после падения температуры нагретого металла до 200 градусов Цельсия, несколько замедляют.
Для нагрева деталей, изготовленных из углеродистых сталей, используют камерные печи, которые могут прогреваться до 800 градусов Цельсия. Для закалки отдельных марок стали критическая температура может составлять 1250–1300 градусов Цельсия, поэтому детали из них нагреваются в печах другого типа. Удобство закалки сталей таких марок заключается в том, что изделия из них не подвержены растрескиванию при охлаждении, что исключает необходимость в их предварительном прогреве.
Очень ответственно следует подходить к закалке деталей сложной конфигурации, имеющих тонкие грани и резкие переходы. Чтобы исключить растрескивание и коробление таких деталей в процессе нагрева, его следует проводить в два этапа. На первом этапе такую деталь предварительно прогревают до 500 градусов Цельсия и лишь затем доводят температуру до критического значения.
Нагрев стали при закалке токами высокой частоты
Для качественной закалки сталей важно обеспечить не только уровень нагрева, но и его равномерность. Если деталь отличается массивностью или сложной конфигурацией, обеспечить равномерность ее нагрева можно только в несколько подходов. В таких случаях нагревание производится с двумя выдержками, которые необходимы для того, чтобы достигнутая температура равномерно распределилась по всему объему детали. Увеличивается суммарное время нагревания и в том случае, если в печь одновременно помещаются сразу несколько деталей.
Блок: 2/5 | Кол-во символов: 3932
Источник: http://met-all. org/obrabotka/termo/osobennosti-zakalki-stali.html
org/obrabotka/termo/osobennosti-zakalki-stali.html
Охлаждение стали при закалке
Основу большинства охлаждающих жидкостей, используемых при закалке изделий из сталей, составляет вода. При этом важно, чтобы такая вода не содержала в своем составе примесей солей и моющих средств, которые могут значительно повлиять на скорость охлаждения. Емкость, в которой содержится вода для закалки изделий из металла, не рекомендуется использовать в других целях. Важно также учитывать и то, что для охлаждения металла в процессе закалки, нельзя использовать проточную воду. Оптимальной для охлаждающей жидкости считается температура в 30 градусов Цельсия.
Закалка изделий из стали с использованием для их охлаждения обычной воды, имеет ряд существенных недостатков. Самый главный из них — это растрескивание и коробление деталей после их охлаждения. Как правило, таким способом охлаждения пользуются, когда выполняется цементирование металла, поверхностная закалка стали или термическая обработка деталей простой конфигурации, которые в дальнейшем будут подвергаться финишной обработке.
Для изделий сложной формы, изготовленных из конструкционных сталей, применяют другой тип охлаждающей жидкости – 50%-й раствор каустической соды, нагретый до температуры 60 градусов Цельсия. После охлаждения в таком растворе закаленная сталь приобретает светлый оттенок.
Очень важно при работе с каустической содой соблюдать технику безопасности, обязательно использовать вытяжку, размещаемую над ванной. При опускании раскаленной детали в раствор образуются пары, очень вредные для здоровья человека.
Закалка стали в муфельной печи
Лучшей охлаждающей жидкостью для тонкостенных деталей из углеродистых сталей и изделий, выполненных из легированных сплавов, являются минеральные масла, которые обеспечивают постоянную (изотермическую) температуру охлаждения, вне зависимости от условий окружающей среды. Главное, чего следует избегать при использовании такой технической жидкости, — это попадания в нее воды, что может привести к растрескиванию деталей в процессе их охлаждения. Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
Однако, если в такую охлаждающую жидкость все же попала вода, ее можно легко удалить из нее, нагрев масло до температуры, превышающей температуру кипения воды.
У закалки стали с использованием масла в качестве охлаждающей жидкости есть ряд существенных недостатков, о которых обязательно стоит знать. При контакте масла с раскаленной деталью выделяются пары, вредные для человеческого здоровья, кроме того, масло в этот момент может загореться. У масляной ванны есть и такое свойство: после ее использования на детали остается налет, а сама охлаждающая жидкость со временем теряет свою эффективность.
Все эти факторы следует учитывать при выполнении закалки металлов в масляной среде и принимать следующие меры безопасности:
- погружать детали в масляную ванну при помощи щипцов с длинными ручками;
- все работы выполнять в специальной маске из закаленного стекла и в перчатках, изготовленных из толстой ткани с огнеупорными свойствами или из грубой кожи;
- надежно защищать плечи, шею, грудь рабочей одеждой, изготовленной из толстой огнеупорной ткани.
Охлаждение в масляной ванне
Для закалки сталей отдельных марок охлаждение осуществляют при помощи потока воздуха, создаваемого специальным компрессором. Очень важно, чтобы охлаждающий воздух был совершенно сухим, так как содержащаяся в нем влага может вызвать растрескивание поверхности металла.
Существуют способы закалки стали, при которых используют комбинированное охлаждение. К ним обращаются для охлаждения деталей из углеродистых сталей, имеющих сложный химический состав. Суть таких способов закалки заключается в том, что сначала нагретую деталь помещают в воду, где за короткое время (несколько секунд) ее температура снижается до 200 градусов, дальнейшее охлаждение детали проводят уже в масляной ванне, куда ее следует переместить очень оперативно.
Блок: 4/5 | Кол-во символов: 3853
Источник: http://met-all.org/obrabotka/termo/osobennosti-zakalki-stali.html
Скорость охлаждения
Структура мартенсита получается при быстром охлаждении аустенита в тот момент, когда температура стали способствует наименьшей устойчивости аустенита (около 650-550 градусов).
При переходе в зону температур, в которой происходит мартенситное превращение (ниже 240 градусов) применяется замедленное охлаждение. В результате успевают выравнится образующиеся структурные напряжения в то время, как твердость образовавшегося мартенсита не снижается.
Для проведения успешной термической обработки очень важно правильно выбрать среду закаливания. Часто в качестве закалочной среды могут применяться:
- вода;
- раствор едкого натрия (5–10 %) или поваренной соли;
- минеральное масло.
Для закаливания углеродистой стали лучше использовать воду, температура которой 18 градусов. Для закалки легированной стали подойдет масло.
Блок: 4/9 | Кол-во символов: 823
Источник: https://stanok.guru/metalloobrabotka/termoobrabotka-metalla/zakalka-stali-process-termoobrabotki.html
Оборудование для термообработки сталей
Основное оборудование, на котором проводится термическая обработка изделий из сталей и цветных металлов, состоит из двух основных групп: установок для нагрева заготовок и закалочных ванн. Нагревательные устройства включают в себя следующие виды оборудования:
Нагревательные устройства включают в себя следующие виды оборудования:
- муфельные термопечи;
- устройства индукционного нагрева;
- установки для нагрева в расплавах;
- газоплазменные установки;
- аппараты лазерной закалки.
Первые три вида могут выполнять прогрев всего объема изделия до требуемой температуры, а последние — только поверхностного слоя металла. Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа.
Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки.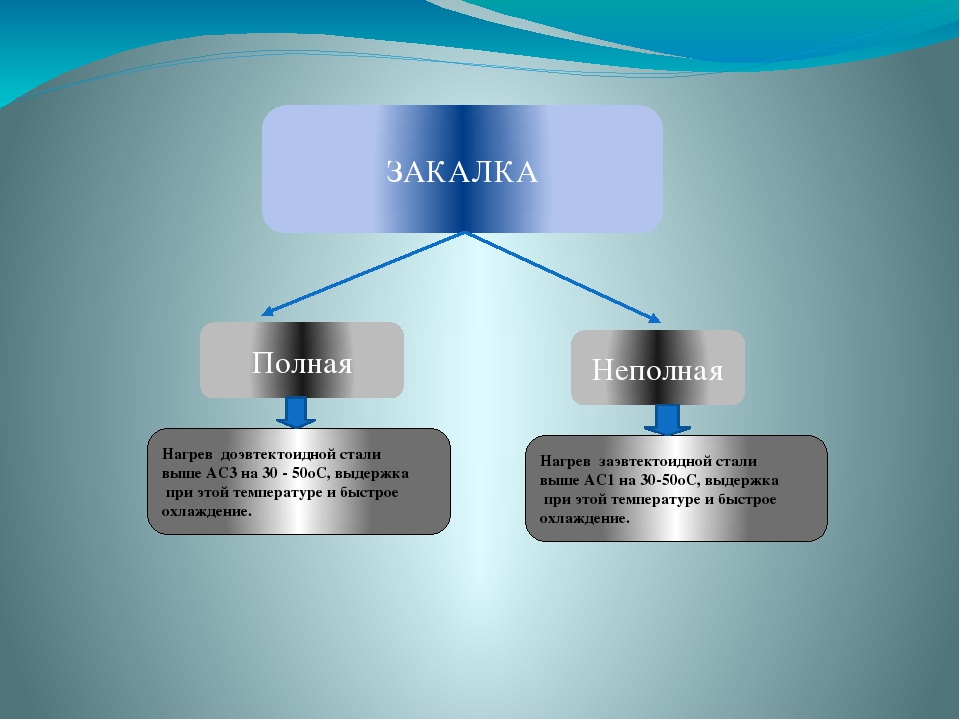
Блок: 5/10 | Кол-во символов: 1298
Источник: https://WikiMetall.ru/metalloobrabotka/zakalka-stali.html
Факторы, влияющие на положение с-кривых:
— Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
— Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
— Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
— Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Блок: 5/7 | Кол-во символов: 732
Источник: https://HeatTreatment.ru/zakalka-stalej
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).
Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием — сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
При закалке на бейнит возможно получение двух разных структур: верхнего и нижнего бейнита. Верхний бейнит имеет перистое строение. Он образуется в интервале 500-350°С и состоит из частиц феррита в форме реек толщиной <1 мкм и шириной 5-10 мкм, а также из тонких частиц цементита. Структура верхнего бейнита отличается более высокой твердостью и прочностью, но пониженной пластичностью. Нижний бейнит имеет игольчатое мартенситоподобное строение, образуется в интервале 350-200 °С. Нижний бейнит состоит из тонких частиц ε-карбидов, расположенных в пластинках феррита. Бейнитное превращение никогда не идет до конца. В структуре всегда есть мартенсит и остаточный аустенит. Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье «Технология закалки на бейнит».
Более предпочтительной, в плане эксплуатационных характеристик, является структура нижнего бейнита. Изделия с такой структурой используются в вагоностроении, в деталях испытывающих ударно-растягивающие напряжения. Технология закалки на бейнит требует специального закалочного оборудования. Дополнительные материалы по этой технологии можете найти в статье «Технология закалки на бейнит».
Обработка холодом (5) применяется для сталей, у которых температура конца мартенситного превращения Мк находится ниже комнатной температуры.
Блок: 6/7 | Кол-во символов: 3720
Источник: https://HeatTreatment.ru/zakalka-stalej
Заключение
Самое важно при закалке металла это четкое соблюдение технологии. Любой отклонение в сторону приводит к нежелательным последствиям. Если делать все правильно, то даже в домашних условиях можно провести процесс закаливания стали.
Блок: 9/9 | Кол-во символов: 238
Источник: https://stanok.guru/metalloobrabotka/termoobrabotka-metalla/zakalka-stali-process-termoobrabotki.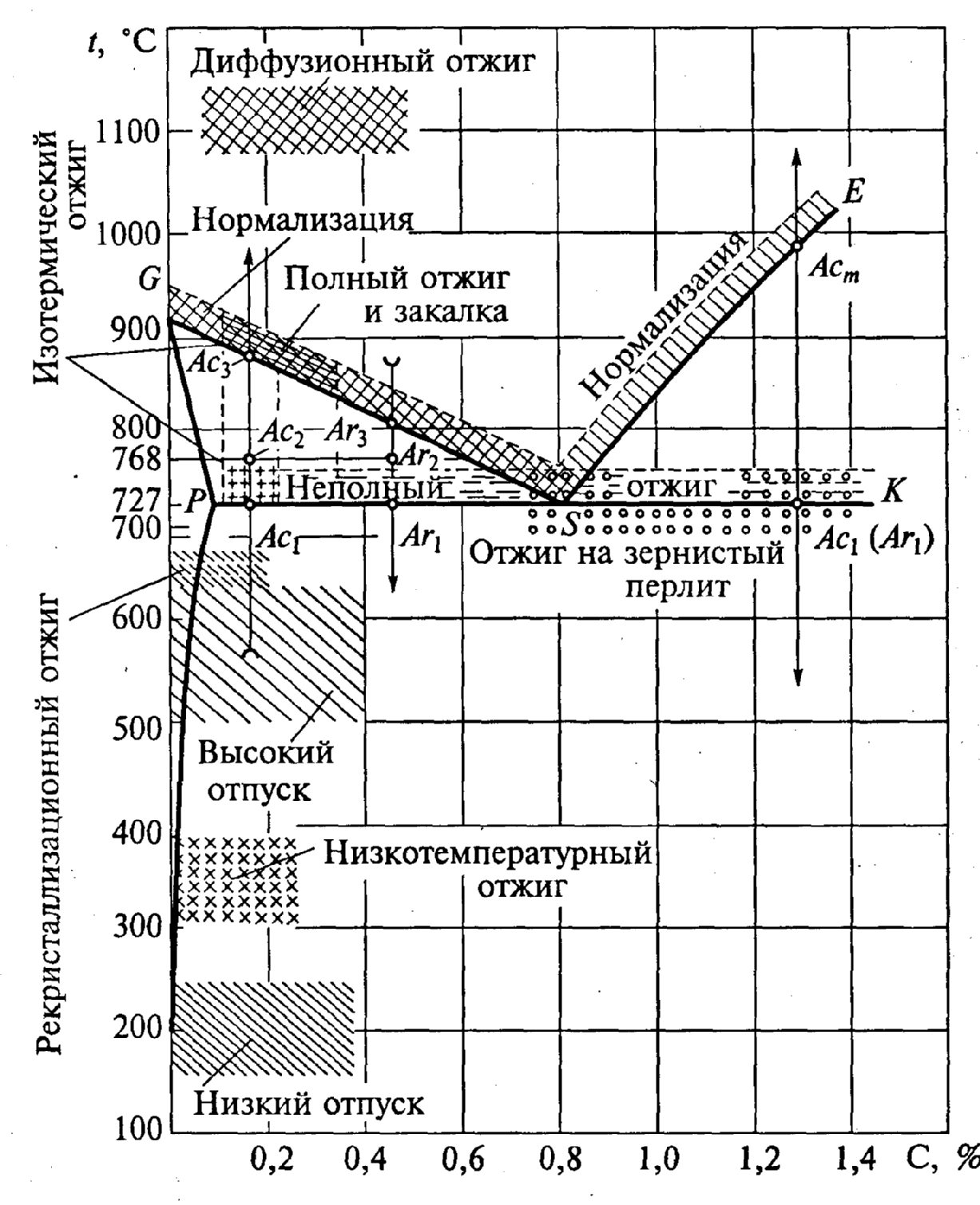 html
html
Количество использованных доноров: 5
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/zakalka-stali.html: использовано 2 блоков из 10, кол-во символов 2003 (7%)
- https://metallz.ru/articles/zachem_nuzhna_i_kak_provoditsya_zakalka_stali/: использовано 2 блоков из 5, кол-во символов 2735 (10%)
- http://met-all.org/obrabotka/termo/osobennosti-zakalki-stali.html: использовано 3 блоков из 5, кол-во символов 9923 (36%)
- https://HeatTreatment.ru/zakalka-stalej: использовано 5 блоков из 7, кол-во символов 8729 (32%)
- https://stanok.guru/metalloobrabotka/termoobrabotka-metalla/zakalka-stali-process-termoobrabotki.html: использовано 4 блоков из 9, кол-во символов 3952 (14%)
26 различных типов стали
Сталь стала основным товаром с тысячами различных вариаций в зависимости от ее предполагаемого использования, поэтому давайте рассмотрим наиболее часто используемые различные типы стали, их отличительные свойства, а также способы их использования.
Железо является наиболее доступным минералом, распространяющимся по ядру и мантии Земли, хотя в чистом виде оно чрезвычайно мягкое и требует окисления до оксида железа.Плохая прочность и долговечность этой формы сильно затрудняют использование железа. Для улучшения этих свойств в чистое железо добавляют до 2% углерода, в результате чего получается очень прочное и твердое вещество, называемое сталью.
Благодаря своей высокой прочности и прочности, сталь используется для изготовления всего, от швейных игл до нефтяных танкеров, а также инструментов, необходимых для их производства. Тем не менее, в сталь часто добавляют другие типы металлов, чтобы добиться различных качеств в зависимости от предполагаемого использования.
С помощью этих металлических добавок до настоящего времени было произведено 3500 различных вариантов стали, каждая из которых обладает различными структурными, химическими и физическими характеристиками и свойствами. Еще более поразительным является тот факт, что более 75% этих вариантов были введены в последние два десятилетия для удовлетворения быстро развивающихся промышленных потребностей.
Давайте рассмотрим наиболее часто используемые типы стали, их отличительные свойства и использование:
Углеродистая сталь
Большая часть стали во всем мире в той или иной форме представляет собой углеродистую сталь.Он содержит железо, углерод и различные количества других легирующих элементов. В качестве основного легирующего элемента углеродистой стали углерод составляет около 90% всего производства стали.
Помогает создавать более прочный и более жесткий металл. Это связано с тем, что атомы, присутствующие в углероде, позволяют ему проходить через кристаллическую решетку железа, слегка искажая решетку и заполняя промежутки между атомами металла.
Учитывая эту характеристику, получаемые изделия из углеродистой стали чрезвычайно твердые.Эту прочность определяет количество присутствующего углерода, далее классифицируя его по трем категориям:
Узнайте все о лезвии из углеродистой стали здесь.
Высокоуглеродистая сталь
Высокоуглеродистая сталь обычно содержит от 0,61% до 1,5% углерода, что приводит к получению прочной, хрупкой и твердой стали. Чтобы улучшить его износостойкость, его подвергают соответствующей термообработке. Помимо того, что он используется для изготовления высокопрочных проволок и пружин, он является полезным материалом для производства амортизирующего оборудования.
Чтобы улучшить его износостойкость, его подвергают соответствующей термообработке. Помимо того, что он используется для изготовления высокопрочных проволок и пружин, он является полезным материалом для производства амортизирующего оборудования.
Среднеуглеродистая сталь
Этот вариант включает содержание углерода от 0,31% до 0,6%, что приводит к получению умеренно пластичной стали с большей прочностью на разрыв, чем у низкоуглеродистой стали. Чтобы затвердеть, его часто обрабатывают закалкой — одной из форм термической обработки. Поскольку он очень пластичен и может принимать различные формы и размеры, этот тип является наиболее часто используемым из трех. От небоскребов до заборов, мостов и домов — вы увидите, что он используется повсюду.
Низкоуглеродистая сталь
Низкоуглеродистая сталь содержит до 0.3% углерода. Несмотря на то, что низкоуглеродистая сталь обладает высокой пластичностью и пластичностью, она характеризуется низким пределом прочности на разрыв, который, безусловно, можно улучшить с помощью процесса холодной прокатки. Это включает прокатку стали между двумя полированными роликами в условиях высокого давления. Среди его наиболее распространенных применений — производство металлических листов, коробок, труб, цепей, проводов, ящиков, заклепок, рам автомобилей и т. Д.
Это включает прокатку стали между двумя полированными роликами в условиях высокого давления. Среди его наиболее распространенных применений — производство металлических листов, коробок, труб, цепей, проводов, ящиков, заклепок, рам автомобилей и т. Д.
Источник: Techpedia
Легированная сталь
Легированная сталь состоит из различного количества различных металлов. кроме железа.Эти дополнения помогают управлять свойствами стали для конкретных целей. В определенной степени используются такие металлы, как алюминий, никель, кремний, хром, марганец, титан и медь. Использование этих металлов приводит к характеристикам, не присущим углеродистой стали. Желаемые изменения происходят в прочности, формуемости, коррозионной стойкости, пластичности и прокаливаемости стали.
Обычно легированная сталь более восприимчива к различным видам обработки и используется в более специализированных отраслях, таких как бытовая техника, судостроение и автомобильная промышленность. Он может быть более прочного или более осязательного, с высокой устойчивостью к ржавчине или более подходящим для сварки.
Он может быть более прочного или более осязательного, с высокой устойчивостью к ржавчине или более подходящим для сварки.
Легированная сталь часто используется для производства трубопроводов, автозапчастей, генераторов энергии, трансформаторов и электродвигателей.
В зависимости от комбинации легирующих элементов легированные стали могут иметь множество различных вариаций. Мы собрали наиболее широко используемые типы:
Вольфрам Сталь
Вольфрам, также известный как вольфрам, в основном представляет собой тусклый серебряный металл, который имеет самую высокую температуру плавления среди всех типов металлов в чистом виде.Что отличает его от других типов металлов, так это его прочность и способность выдерживать высокие температуры. Благодаря этим характеристикам этот металл используется в различных стальных сплавах для повышения устойчивости к коррозии и износу.
Кроме того, в соплах ракетных двигателей используется вольфрамовая сталь для достижения высокой термостойкости. В сочетании с кобальтом, никелем и железом вольфрамовая сталь может использоваться для производства лопаток турбин для многих типов самолетов. Кроме того, многие другие машины и инструменты требуют высокой термостойкости, поэтому в них используется вольфрамовая сталь.
В сочетании с кобальтом, никелем и железом вольфрамовая сталь может использоваться для производства лопаток турбин для многих типов самолетов. Кроме того, многие другие машины и инструменты требуют высокой термостойкости, поэтому в них используется вольфрамовая сталь.
Источник: Весы
Узнайте больше о вольфрамовой стали здесь.
Никелевая сталь
Никелевый стальной сплав — один из наиболее часто используемых стальных сплавов во всем мире. Помимо высокого содержания никеля, составляющего около 3,5%, он содержит около 0,35% углерода. Его особенность в том, что добавление никеля усиливает конструкционную сталь без пропорционального снижения пластичности. Это повышение ударной вязкости помогает противостоять трещинам, которые могут быть вызваны сильными ударами, ударами и нагрузками.
Кроме того, во время закалки никель снижает деформацию стали. Никелевая сталь обеспечивает невероятную чувствительность к термообработке, поскольку добавление никеля снижает температуру стали, что делает ее идеальной для термообработки.
Источник: Bright hub engineering
Марганцевая сталь
Марганцовистая сталь — это деформируемая сталь с содержанием марганца от 11 до 14%. Благодаря отличным характеристикам наклепа и износостойкости марганцовистая сталь используется в производстве сложных железнодорожных путей.Другие современные применения включают ковши, шкафы для дробеструйной обработки, скребки, защитные пластины от высверливания и т. Д.
Источник: West Yorkshire Steel
Узнайте больше о марганцевой стали здесь.
Ванадиевая сталь
Ванадиевая сталь известна своими коррозионно-стойкими свойствами, а также способностью поглощать удары. Ванадиевая сталь используется не только для труб и трубок, несущих химические вещества, но и в виде тонкого слоя для связи титана со сталью в аэрокосмической сфере.Достаточно всего лишь 1% ванадия и хрома для достижения устойчивости к ударам и вибрации, что делает его идеальным для применения в автомобилях.
Источник: mining. com
com
Хромистая сталь
Добавление хрома снижает критическую скорость охлаждения и увеличивает стойкость стали к окалине, износостойкость и жаропрочность. Он в основном используется для повышения коррозионной стойкости. Обладая высокой эластичностью и прочностью на разрыв, хромистая сталь часто используется для производства деталей машин и автомобилей, камнедробилок и сейфов.
Источник: Borinox
Хромованадиевая сталь
В хромованадиевой стали используются как хром, так и ванадий, сочетающие в себе свойства каждого из них. Обладая чрезвычайно высокой прочностью на разрыв, сталь легко режется, но не является хрупкой. Обычно используются шестерни, оси, шатуны, рамы автомобилей и так далее.
Кремниевая сталь
Что касается магнитной силы, кремнистая сталь является наиболее важным материалом, используемым сегодня. В то время как небольшие количества кремнистой стали используются в импульсных трансформаторах и небольших реле, в таких приложениях, как большие двигатели и генераторы, используются тонны кремнистой стали. Среди его свойств очень востребованы снижение насыщения, удельное сопротивление, магнитострикция и магнитокристаллическая анизотропия. С добавлением всего 1-2% кремния сталь наиболее широко используется для производства постоянных магнитов.
Среди его свойств очень востребованы снижение насыщения, удельное сопротивление, магнитострикция и магнитокристаллическая анизотропия. С добавлением всего 1-2% кремния сталь наиболее широко используется для производства постоянных магнитов.
Узнайте все о Silicon Steel здесь.
Молибден Сталь
Молибден, являясь ценным легирующим агентом для сталей, помогает улучшить ударную вязкость, свариваемость и коррозионную стойкость стали. Это делает его идеальным для использования в конструкционных сталях, поэтому они широко используются в морской среде.Нефте- и газопроводы и шарикоподшипники также используют молибденовую сталь.
Источник: Metalpedia
Кобальт Сталь
Кобальтовые сплавы обладают огромной коррозионной стойкостью, износостойкостью, жаропрочностью и магнитными свойствами. Некоторые более жесткие области применения кобальта включают лопатки и лопатки газовых турбин. Тем не менее, этот тип стали чаще используется для изготовления режущих инструментов.
Источник: Science direct
Алюминий Сталь
Добавление алюминия помогает реализовать способность отражать тепло.Обладая плотностью около одной трети плотности стали, он используется в приложениях, где важны малый вес и высокая прочность. Таким образом, алюминиевые стали широко используются для производства выхлопных систем мотоциклов и автомобилей. Помимо автомобильной промышленности, алюминиевая сталь широко используется в производстве энергии, архитектуре, приготовлении пищи, упаковке, передаче электроэнергии и т. Д.
Источник: Aalco
Инструментальная сталь
Инструментальная сталь — это тип стали, используемый для производства различных марок инструментов, используемых для самых разных целей, включая ударные инструменты, режущие инструменты, такие как инструменты для изготовления ножей, и другие.Они состоят из металлических сплавов, таких как вольфрам, кобальт, молибден и ванадий в различных количествах. Они не только прочные и долговечные, но и очень устойчивы к нагреванию.
В зависимости от типа производимого инструмента качество инструментальной стали различается, в результате чего существует множество вариантов в категории инструментальных сталей:
Ударопрочная инструментальная сталь
Как следует из названия, этот вариант инструментальной стали предназначен для предложения высокая устойчивость к ударам при различных температурах.С низким содержанием углерода, кремния и молибдена, он абразивный и умеренно вязкий. Эта сталь в основном используется для производства таких инструментов, как отвертки, пробойники, долота и инструменты для клепки.
Инструментальная сталь специального назначения
Эта инструментальная сталь специально разработана для достижения средней вязкости и пластичности с использованием низколегированной стали. Их часто используют для изготовления гаечных ключей, оправок и метчиков.
Инструментальная сталь для горячей обработки
Инструментальная сталь для горячей обработки используется для производства инструментов, требующих высокой термостойкости в течение продолжительных периодов времени, например, тех, которые используются при ковке, экструзии, штамповке, литье и лезвиях для горячей резки.
Водоотверждаемая инструментальная сталь
Водоотверждаемая инструментальная сталь, как самый дешевый вид, является наиболее широко используемой инструментальной сталью в производстве инструментов. Чтобы придать твердость предметам или инструментам, эту сталь закаливают в воде. Обладая высокой устойчивостью к поверхностному износу, эта сталь часто используется для изготовления напильников, фрез, молотков, лезвий и подобных изделий.
Быстрорежущая инструментальная сталь
Быстрорежущая инструментальная сталь состоит из сплавов стали вольфрама, молибдена и ванадия.Эти компоненты твердые и сохраняют свою твердость при воздействии высоких температур, что позволяет производить сталь, которая идеально подходит для высокоскоростного оборудования, такого как сверла, развертки, пилы, пробойники, метчики и т. Д.
Инструментальная сталь для холодной обработки
Эта инструментальная сталь Вариант включает высокое содержание хрома для достижения низкой деформации при закалке, которая может осуществляться воздухом или маслом. Эта особенность означает, что производимые инструменты не трескаются легко. Как высокопрочная сталь, инструментальная сталь для холодной обработки идеально подходит для изготовления лезвий ножей, штампов, инструментов для чеканки и т. Д.
Эта особенность означает, что производимые инструменты не трескаются легко. Как высокопрочная сталь, инструментальная сталь для холодной обработки идеально подходит для изготовления лезвий ножей, штампов, инструментов для чеканки и т. Д.
Формовочная сталь
Формовочная сталь использует углеродистые стали для изготовления форм для литья под давлением и пресс-форм для пластмасс. Кроме того, еще одним распространенным применением является литье под давлением из цинка.
Источник: Science strike
Нержавеющая сталь
Хотя нержавеющая сталь состоит из нескольких металлических сплавов, хром является основным элементом, составляющим от 10 до 20% от общего состава стали. Нержавеющая сталь, ранее известная как «нержавеющая» сталь, очень популярна благодаря своему внешнему виду и высокой устойчивости к ржавчине.Точнее, она примерно в 200 раз более устойчива к ржавлению, чем другие типы стали, особенно когда количество хрома превышает 11%.
Благодаря своей высокой коррозионной стойкости нержавеющая сталь является самым дорогим типом стали. Как высокопрочный тип, нержавеющая сталь способна противостоять износу, который неизбежен в результате повседневного использования. Невидимый слой хрома служит для предотвращения окисления, чтобы еще больше повысить устойчивость к царапинам и коррозии.Другие металлические компоненты, из которых состоит нержавеющая сталь, включают молибден и никель.
Как высокопрочный тип, нержавеющая сталь способна противостоять износу, который неизбежен в результате повседневного использования. Невидимый слой хрома служит для предотвращения окисления, чтобы еще больше повысить устойчивость к царапинам и коррозии.Другие металлические компоненты, из которых состоит нержавеющая сталь, включают молибден и никель.
В зависимости от области применения размеры и марки нержавеющей стали могут быть разными, и они могут иметь форму листов, стержней, труб, пластин и проволоки. Основываясь на кристаллической структуре и механических свойствах нержавеющей стали, ее можно разделить на различные типы:
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь содержит около 12-17% хрома, вплоть до 0.1% углерода, следовые количества никеля и других легированных металлов в небольших количествах, таких как алюминий, молибден и титан. Хотя ферритные стали являются прочными, прочными и магнитными, их можно дополнительно упрочнить путем холодной обработки. Однако они не поддаются термообработке, а это значит, что их нельзя закалить с помощью этой техники.
Однако они не поддаются термообработке, а это значит, что их нельзя закалить с помощью этой техники.
Аустенитная нержавеющая сталь
Аустенитная сталь содержит гораздо больше хрома, чем ее аналоги из нержавеющей стали. Содержание хрома в этом типе стали может достигать 18%, в то время как другие элементы включают никель, составляющий 8%, и углерод при 0.8%. Несмотря на то, что аустенитная сталь не поддается термообработке, она популярна благодаря своим немагнитным свойствам, что делает ее одной из наиболее широко используемых сталей во всем мире. Некоторые распространенные применения включают производство труб, пищевого оборудования и кухонной утвари.
Мартенситная нержавеющая сталь
Состоящая из 11-17% хрома, мартенситная сталь содержит приблизительно 1,2% углерода и менее 0,4% никеля. Мартенситные стали не только чувствительны к термообработке, но также обладают магнитными свойствами.Стоматологические и хирургические инструменты, ножи, лезвия и другие режущие инструменты изготовлены из мартенситной нержавеющей стали.
Дуплексная нержавеющая сталь
Дуплексная сталь — это просто комбинация ферритных и аустенитных сталей, в результате чего сталь намного прочнее, чем обе по отдельности. Он не только сваривается, но и устойчив к коррозии. Тем не менее, он не обладает магнитной силой.
Нержавеющая сталь с дисперсионным упрочнением
Эта сталь состоит из 17% хрома и 4% никеля, что приводит к разновидности закаленной стали.Кроме того, в различных количествах также добавляются некоторые другие металлы, включая алюминий, медь и ниобий. Этому типу можно придать различную форму, что делает их идеальными для использования в компонентах двигателей и контейнерах для ядерных отходов. Он также обеспечивает умеренную коррозионную стойкость.
Источник: Techpedia
Какие четыре типа стали?
Сталь — такой мощный элемент, который бывает нескольких различных сортов и обладает уникальным химическим составом. Теперь, когда свойства стали и различные стальные сплавы настолько обширны, было бы шокирующим осознавать, что все виды стали, даже обрабатываемые с ЧПУ, состоят всего из двух частей: железа и углерода.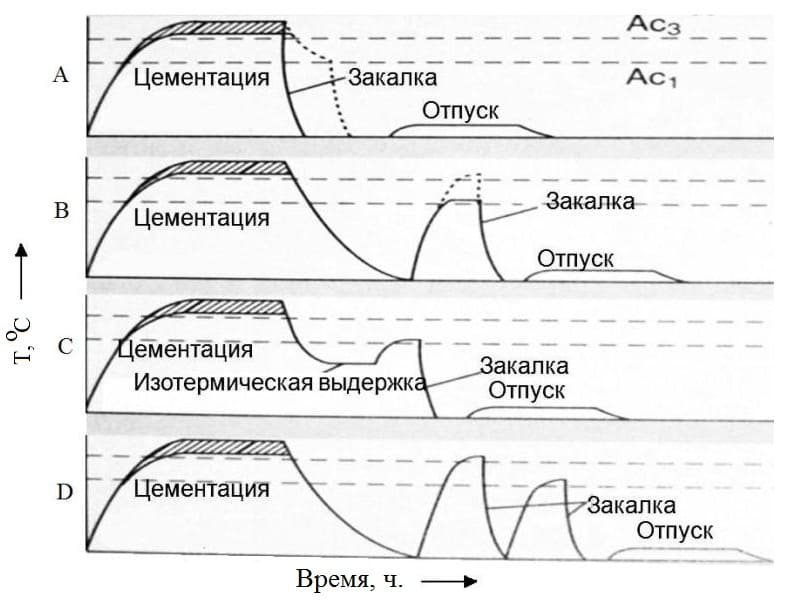
Однако настоящая разница начинается тогда, когда появляются дополнительные углеродные и легирующие элементы. Видите ли, долговечность и прочность стали определяются теми дополнительными аспектами (такими как марганец и фосфор), которые вводятся при ее формулировании, и это то, что определяет ее категорию для конкретных применений. Итак, если вам интересно, какой тип стали покупать для ваших конкретных нужд, вы должны понимать химическую структуру физических свойств стали, которые подразделяются на четыре основных типа.
Четыре основных типа стали
1. Углеродистая сталь
Углеродистая сталь выглядит тусклой, матовой и, как известно, подвержена коррозии. В целом, существует три подтипа этой стали: низкоуглеродистая, средне- и высокоуглеродистая сталь, при этом низкоуглеродистая сталь содержит около 30% углерода, средняя 0,60% и высокая 1,5%. Само название на самом деле происходит от того факта, что они содержат очень небольшое количество других легирующих элементов.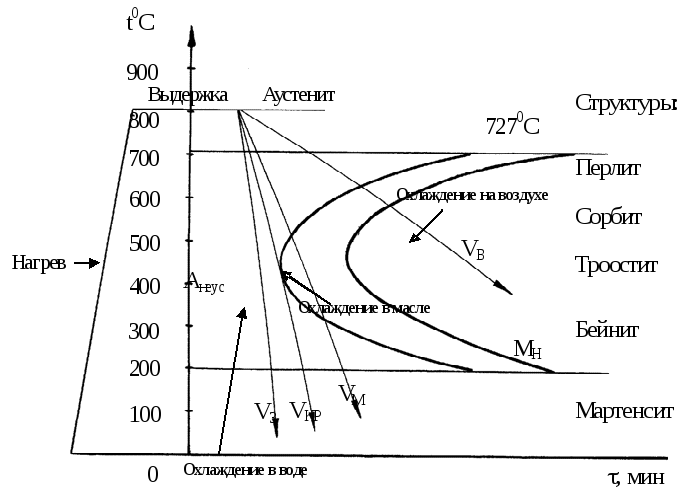 Они исключительно прочные, поэтому их часто используют для изготовления таких вещей, как ножи, высоковольтные провода, автомобильные детали и другие подобные предметы.
Они исключительно прочные, поэтому их часто используют для изготовления таких вещей, как ножи, высоковольтные провода, автомобильные детали и другие подобные предметы.
Факт: углеродистые стали составляют около 90% всего производства стали.
СтальC45 / AISI 1045 — это среднеуглеродистая сталь, подходящая для таких деталей, как шестерни, болты, оси и валы общего назначения, шпонки и шпильки. Немедленно укажите цену на деталь из углеродистой стали
2. Легированная сталь
Далее идет легированная сталь, которая представляет собой смесь нескольких различных металлов, таких как никель, медь и алюминий. Они, как правило, более дешевые, более устойчивые к коррозии и используются для некоторых автомобильных запчастей, трубопроводов, корпусов судов и механических проектов.Для этого сила зависит от концентрации элементов, которые он содержит.
Легированная сталь AISI 4317 / 18NiCrMo5: высокая прочность и ударная вязкость сердечника, сверхмощные подшипники, кулачковые толкатели, собачки сцепления, компрессорные кольца, валы вентиляторов, сверхмощные шестерни, валы насосов. Мгновенно укажите цену на деталь из легированной стали
Мгновенно укажите цену на деталь из легированной стали
3. Инструментальная сталь
Инструментальная стальизвестна своей твердостью, устойчивостью к нагреванию и царапинам. Название происходит от того факта, что они очень часто используются для изготовления металлических инструментов, таких как молотки.Для них они состоят из таких вещей, как кобальт, молибден и вольфрам, и это основная причина того, почему инструментальная сталь обладает такими улучшенными характеристиками прочности и термостойкости.
4. Нержавеющая сталь
И последнее, но не менее важное: нержавеющая сталь, вероятно, является наиболее известным типом на рынке. Этот сорт блестящий и обычно содержит от 10 до 20% хрома, который является их основным легирующим элементом. Такая комбинация делает сталь устойчивой к коррозии и очень легко формуется в различные формы.Из-за простоты использования, гибкости и качества нержавеющая сталь может использоваться в хирургическом оборудовании, бытовом оборудовании, изделиях из серебра и даже использоваться в качестве наружной облицовки коммерческих / промышленных зданий.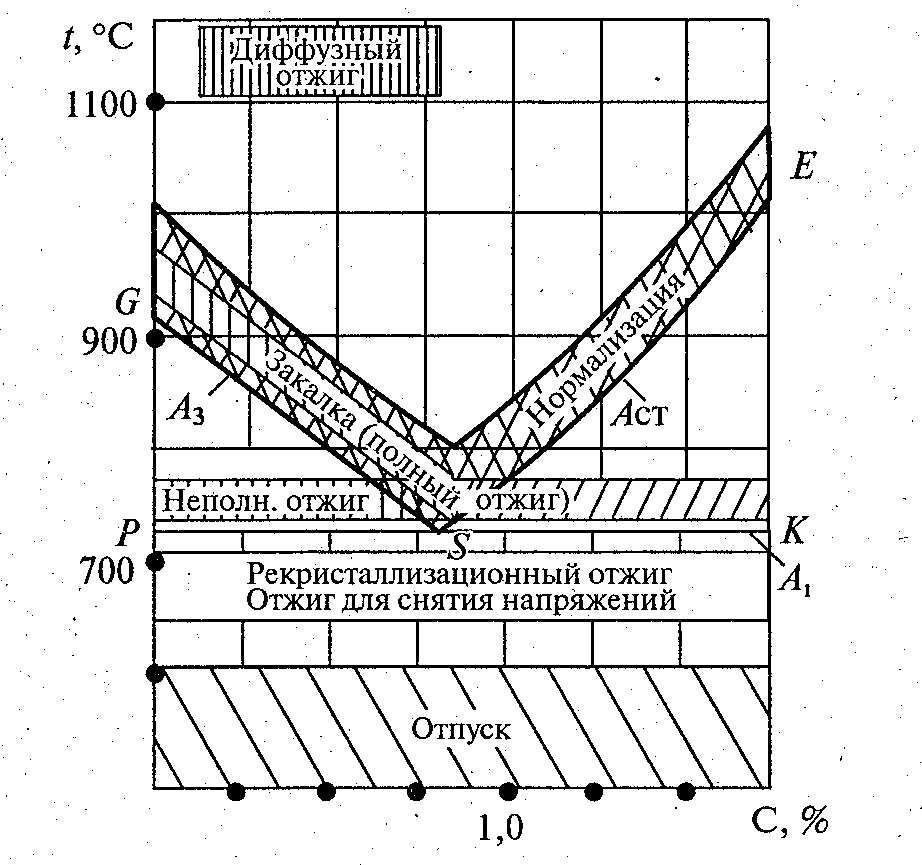
Факт: существует более 100 марок нержавеющей стали, что делает ее невероятно универсальным материалом, который можно изменять.
Нержавеющая сталь 316L: подходит для теплообменников, трубопроводов, материалов для наружного строительства в прибрежных районах, браслета для часов, корпуса и т. Д.для современных часов, оборудования для использования в морской, химической, красочной, пищевой промышленности. Мгновенно укажите цену на деталь из нержавеющей стали
Марки стали
, для которых необходимо учитывать Классстали очень часто используется инженерами, учеными, архитекторами и даже государственными учреждениями, чтобы укрепить свою уверенность в стабильности и качестве материалов.
- Система классификации ASTM: Эта система присваивает каждому металлу буквенный префикс в зависимости от его категории.Например, буква «А» обозначает сталь и железо. Затем ему присваивается порядковый номер, который отражает особые свойства этого металла.
- Система оценок SAE: В этой системе оценок для классификации используется четырехзначный номер. Первые два указывают на тип стали вместе с концентрацией легирующих элементов, а последние два отражают концентрацию углерода в этом конкретном металле.
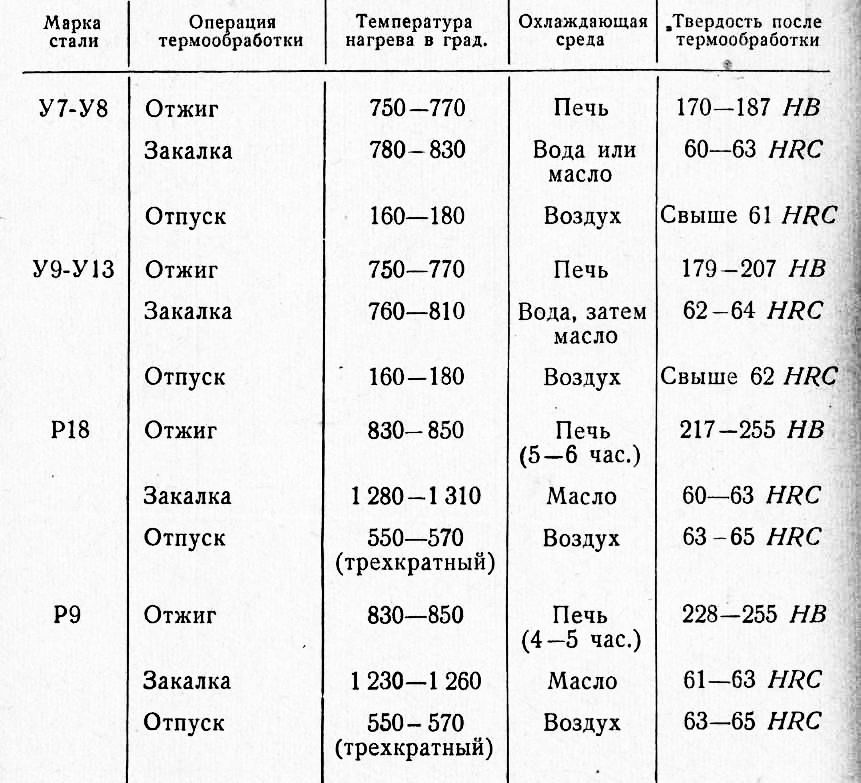
Заключение
В 1967 году в мире было произведено всего 500 миллионов тонн стали.Однако в 2016 году это число выросло до более 1600 миллионов. Кроме того, по данным Всемирной ассоциации производителей стали, 55% веса обычного автомобиля приходится на сталь. В этой реальности трудно представить мир без стали. Имея более 3500 различных марок стали, возможности ее использования кажутся безграничными. От производства, изготовления до обработки стали с ЧПУ — каждый тип имеет свое идеальное место и характеристики, чтобы удовлетворить практически любые потребности.
В конце концов, разные свойства стали происходят из-за использования разных стальных сплавов и делятся на четыре типа, которые мы видим сегодня.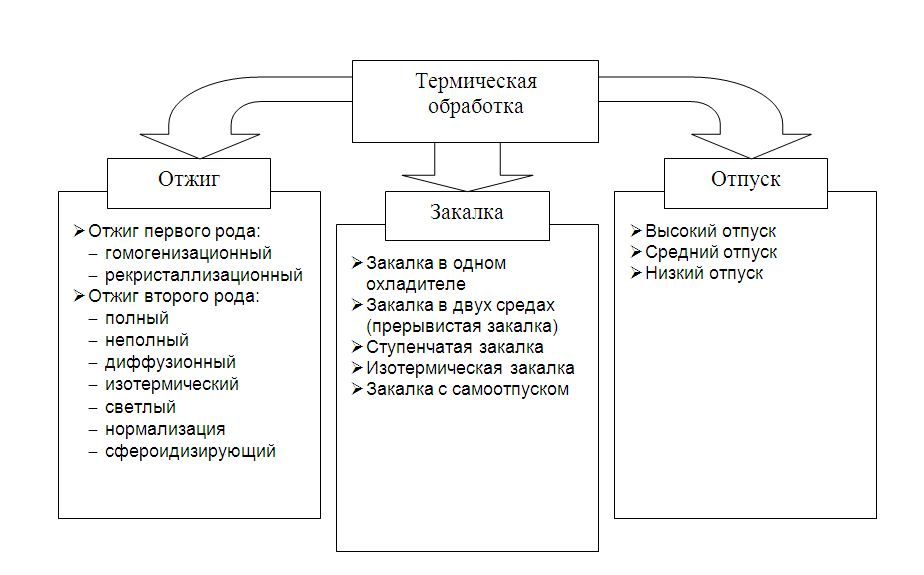 Итак, если вы думаете о покупке стали, найдите время, чтобы определить идеальные свойства стали, которые вам нужны, и правильный сорт для выполнения той работы, которую вы стремитесь выполнить. Вы будете благодарить себя, сделав это сейчас, вместо того, чтобы позже обнаружить, что выбрали не тот.
Итак, если вы думаете о покупке стали, найдите время, чтобы определить идеальные свойства стали, которые вам нужны, и правильный сорт для выполнения той работы, которую вы стремитесь выполнить. Вы будете благодарить себя, сделав это сейчас, вместо того, чтобы позже обнаружить, что выбрали не тот.
Источники и дополнительная литература
https: // www.meadmetals.com/blog/steel-grades#:~:text=The%20Four%20Types%20of%20Steel,elements%20b except%20carbon%20and%20iron.
https://www.metalsupermarkets.com/types-of-steel/
https://www.oughttco.com/steel-grades-2340174
https://en.wikipedia.org/wiki/Tool_steel#~: : text = 10% 20Bibliography-, Water% 2Dharpting% 20group, имеющий% 20to% 20be% 20water% 20. & text = The% 20toughness% 20of% 20W% 2Dgroup, зерно% 20размер% 20 во время обработки% 20heat% 20.
https://www.worldsteel.org/media-centre/press-releases/2017/world-steel-in-figures-2017.HTML
https://www.etf. com/sections/features-and-news/1289-cars-and-metal-metal-and-cars?nopaging=1&__cf_chl_jschl_tk__=3a8ca3d4790939c87c877dcfb2e55cd6233860cb-1600380671-0-AasJiDTBvhrkbY9YZHsDpzuaM-dpqbZOVjFpgmW-THnSW1enoB8aJgcv3id1B0g8hsOA_W0Cc5nUrnMnODkbsm64bthN- EhygbGpib0cUoZBi-O_iSX3sjZYrmoQEqq0KDXlKO2iscWjgPnCnFLvhiRpIs2RRmmSExzW3VEz51em5wiYtKsVO2ZWvx7Px8hkvbhBU-IJtpkrPSQy_qK_hZcjiu14ZPKEukYBqWLBpy_b6jJyx3ToAjECPcBiKrUDUte13WCLcBqdj4u_-9HBsQSNNC_uJo7qsMCmazJ0ATdkhJDAM2zMBsqhxeqxr8cFo-TsOAFrjrya4VJ4_rGhqgiGlrdSbSshIyyZ-WxEqIq45nob3TtucY8kQnhmLjSEfLGXwnVHfMytHPSXgsdk-XCDhHqPuvJMfa6GTvDlDUAvvaj1xFZBYWF42R_0aBCKlw
com/sections/features-and-news/1289-cars-and-metal-metal-and-cars?nopaging=1&__cf_chl_jschl_tk__=3a8ca3d4790939c87c877dcfb2e55cd6233860cb-1600380671-0-AasJiDTBvhrkbY9YZHsDpzuaM-dpqbZOVjFpgmW-THnSW1enoB8aJgcv3id1B0g8hsOA_W0Cc5nUrnMnODkbsm64bthN- EhygbGpib0cUoZBi-O_iSX3sjZYrmoQEqq0KDXlKO2iscWjgPnCnFLvhiRpIs2RRmmSExzW3VEz51em5wiYtKsVO2ZWvx7Px8hkvbhBU-IJtpkrPSQy_qK_hZcjiu14ZPKEukYBqWLBpy_b6jJyx3ToAjECPcBiKrUDUte13WCLcBqdj4u_-9HBsQSNNC_uJo7qsMCmazJ0ATdkhJDAM2zMBsqhxeqxr8cFo-TsOAFrjrya4VJ4_rGhqgiGlrdSbSshIyyZ-WxEqIq45nob3TtucY8kQnhmLjSEfLGXwnVHfMytHPSXgsdk-XCDhHqPuvJMfa6GTvDlDUAvvaj1xFZBYWF42R_0aBCKlw
https: // эн.wikipedia.org/wiki/Steel#:~:text=Carbon%20steels,-Modern%20steels%20are&text=Carbon%20steel%2C%20composed%20simply%20of,the%20hardenability%20of%20thick%20sections.
http://www.osst БОЛЬШЕ.com/resources/articles/starin-steel-grades.php#:~:text=There%20are%20over%20100%20grades,chromium%2C%208%25%20nickel
5 Виды термообработки и их назначение при прецизионной обработке
Есть много способов изменить поведение металлов и их реакцию на прецизионную обработку. Один из таких методов — термическая обработка. Термическая обработка может быть применена к детали до того, как сделать материал более поддающимся механической обработке, или компоненты могут быть подвергнуты механической обработке перед стадиями окончательной закалки и нагрева. Термическая обработка может влиять на ряд различных аспектов металла, включая прочность, твердость, ударную вязкость, обрабатываемость, формуемость, пластичность и эластичность. Это также может повлиять на физические и механические свойства металла, чтобы изменить использование металла или изменить будущую работу с ним.Здесь мы более подробно рассмотрим различные типы термической обработки и их влияние на детали во время точной обработки.
Один из таких методов — термическая обработка. Термическая обработка может быть применена к детали до того, как сделать материал более поддающимся механической обработке, или компоненты могут быть подвергнуты механической обработке перед стадиями окончательной закалки и нагрева. Термическая обработка может влиять на ряд различных аспектов металла, включая прочность, твердость, ударную вязкость, обрабатываемость, формуемость, пластичность и эластичность. Это также может повлиять на физические и механические свойства металла, чтобы изменить использование металла или изменить будущую работу с ним.Здесь мы более подробно рассмотрим различные типы термической обработки и их влияние на детали во время точной обработки.
ЗАКАЛКА
При термообработке для упрочнения металла металл нагревается до температуры, при которой элементы в металле превращаются в раствор. До этого дефекты в структуре кристаллической решетки металла являются основным источником «отдачи» или пластичности. Термическая обработка устраняет эти недостатки, превращая металл в надежный раствор с мелкими частицами для упрочнения металла.После того, как металл тщательно нагревается до нужной температуры для образования твердого раствора, его быстро охлаждают, чтобы уловить частицы в растворе.
Термическая обработка устраняет эти недостатки, превращая металл в надежный раствор с мелкими частицами для упрочнения металла.После того, как металл тщательно нагревается до нужной температуры для образования твердого раствора, его быстро охлаждают, чтобы уловить частицы в растворе.
При дисперсионном твердении частицы примесей добавляются в металлический сплав для дальнейшего повышения прочности.
ЗАКАЛКА КОРПУСА
В процессе цементации внешний слой металла упрочняется, а внутренний металл остается мягким. Для металлов с низким содержанием углерода, таких как железо и сталь, в поверхность необходимо ввести дополнительный углерод.Закалка — это процесс, который часто используется в качестве заключительного этапа после того, как деталь уже обработана. Высокая температура используется в сочетании с другими элементами и химикатами для создания твердого внешнего слоя. Поскольку закалка может сделать металлы более хрупкими, упрочнение может быть полезно в тех случаях, когда требуется гибкий металл с прочным слоем износа.
ОТЖИГ
Отжиг — это метод термообработки, при котором металл, такой как алюминий, медь, сталь, серебро или латунь, нагревают до определенной температуры, выдерживают при этой температуре в течение некоторого времени, чтобы произошло преобразование, а затем охлаждают на воздухе.Этот процесс увеличивает пластичность металла и снижает твердость, чтобы металл стал более пригодным для обработки. Медь, серебро и латунь можно охлаждать быстро или медленно, тогда как черные металлы, такие как сталь, всегда нужно охлаждать постепенно, чтобы мог произойти отжиг. Отжиг может использоваться перед обработкой металла для повышения его стабильности, что снижает вероятность растрескивания или разрушения более твердых материалов.
НОРМАЛИЗАЦИЯ
Нормализация — это процесс отжига стали, при котором она нагревается на 150-200 ° F выше, чем при отжиге, и выдерживается при критической температуре, достаточной для того, чтобы произошло превращение.Обработанная таким образом сталь должна охлаждаться на воздухе.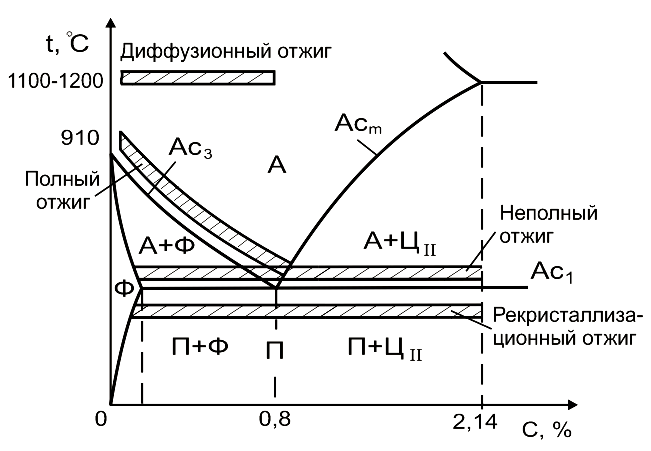 Термическая обработка при нормализации приводит к более мелким аустенитным зернам, тогда как воздушное охлаждение дает более мелкие ферритные зерна. Этот процесс улучшает обрабатываемость, пластичность и прочность стали. Стандартизация также полезна для удаления столбчатых зерен и дендритной сегрегации, которые могут возникнуть во время литья детали.
Термическая обработка при нормализации приводит к более мелким аустенитным зернам, тогда как воздушное охлаждение дает более мелкие ферритные зерна. Этот процесс улучшает обрабатываемость, пластичность и прочность стали. Стандартизация также полезна для удаления столбчатых зерен и дендритной сегрегации, которые могут возникнуть во время литья детали.
ТЕМПЕРАЦИЯ
Закалка — это метод термической обработки, используемый для повышения упругости сплавов на основе железа, таких как сталь.Металлы на основе железа очень твердые, но часто слишком хрупкие, чтобы их можно было использовать в большинстве случаев. Отпуск можно использовать для изменения твердости, пластичности и прочности металла, что обычно облегчает его обработку. Металл будет нагреваться до температуры ниже критической точки, поскольку более низкие температуры уменьшают хрупкость при сохранении твердости. Для повышения пластичности при меньшей твердости и прочности требуются более высокие температуры.
Другой вариант — приобрести закаленный материал или упрочнить материал перед обработкой. Хотя это затрудняет обработку, это устраняет риск изменения размеров деталей, в отличие от процесса термообработки после обработки. Это также может устранить необходимость в шлифовальном цехе для получения жесткой отделки или допусков.
Хотя это затрудняет обработку, это устраняет риск изменения размеров деталей, в отличие от процесса термообработки после обработки. Это также может устранить необходимость в шлифовальном цехе для получения жесткой отделки или допусков.
Термическая обработка может быть важной частью процесса прецизионной обработки для преобразования металлов и обеспечения того, чтобы ваши детали и детали работали так, как вам нужно.Поговорите с одним из наших квалифицированных инженеров по точному производству о ваших требованиях и о том, как найти правильный метод термообработки для вашего проекта точного машиностроения.
различных типов стали и свойств
По данным Всемирной ассоциации производителей стали, существует более 3500 различных марок стали, обладающих уникальными физическими, химическими и экологическими свойствами.
По сути, сталь состоит из железа и углерода, хотя именно количество углерода, а также уровень примесей и дополнительных легирующих элементов определяют свойства каждой марки стали.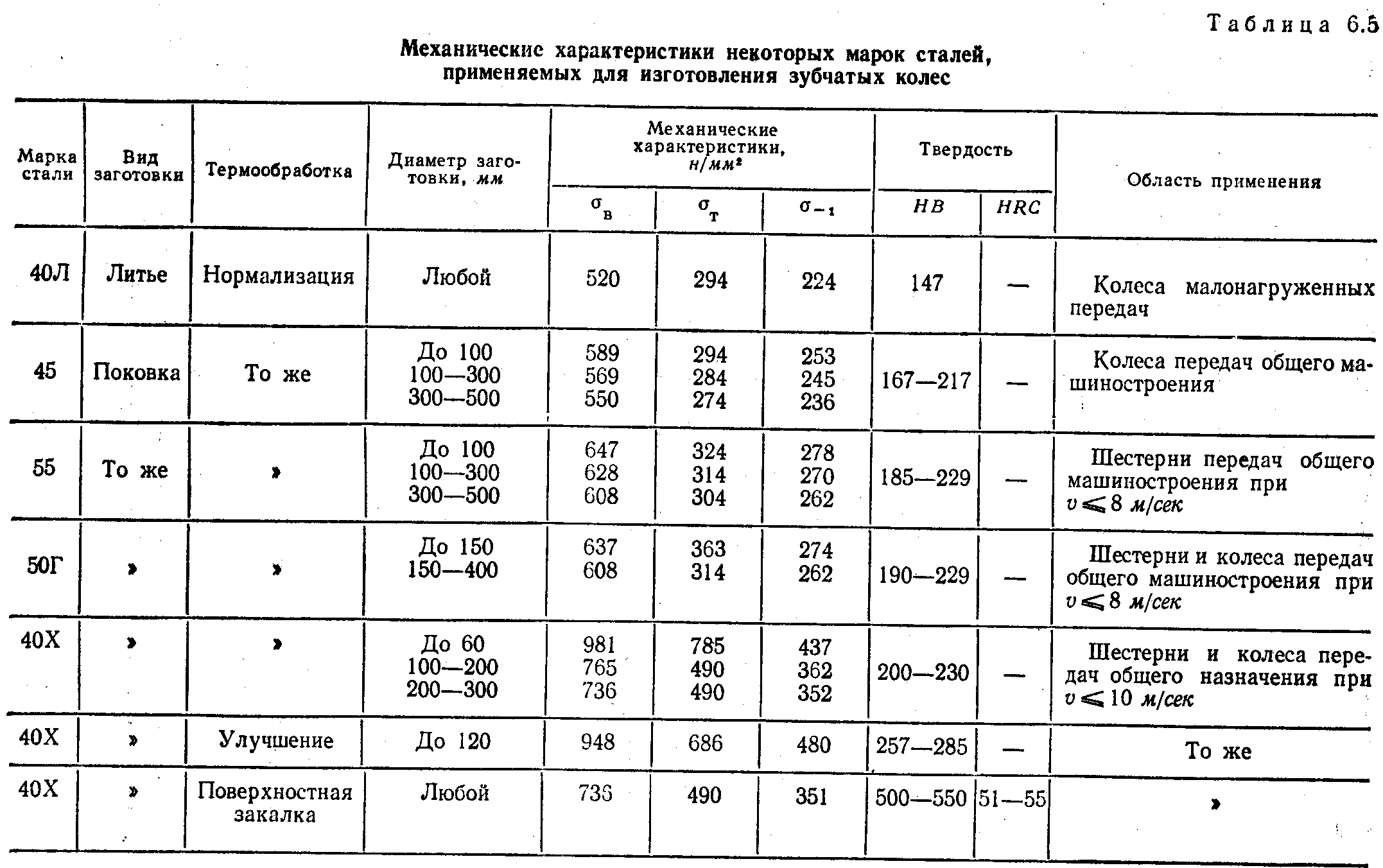
Содержание углерода в стали может варьироваться от 0,1% до -1,5%, но наиболее широко используемые марки стали содержат только 0,1% -0,25% углерода. Такие элементы, как марганец, фосфор и сера, присутствуют во всех сортах стали, но, в то время как марганец оказывает положительное действие, фосфор и сера вредны для прочности и долговечности стали.
Различные типы стали производятся в соответствии со свойствами, необходимыми для их применения, и используются различные системы классификации для различения сталей на основе этих свойств.
По химическому составу сталь можно разделить на четыре группы:
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Инструментальная сталь
В таблице ниже показаны типичные свойства сталей при комнатной температуре (25 ° C). Широкий диапазон предела прочности на разрыв, предела текучести и твердости во многом обусловлен различными условиями термической обработки.
Углеродистая сталь
Углеродистые стали содержат следовые количества легирующих элементов и составляют 90% от общего объема производства стали.Углеродистые стали можно разделить на три группы в зависимости от содержания в них углерода:
- Низкоуглеродистые стали / Мягкие стали содержат до 0,3% углерода
- Среднеуглеродистые стали содержат 0,3-0,6% углерода
- Высокоуглеродистые стали содержат более 0,6% углерода
Легированные стали
Легированные стали содержат легирующие элементы (например, марганец, кремний, никель, титан, медь, хром и алюминий) в различных пропорциях, чтобы влиять на свойства стали, такие как ее прокаливаемость, коррозионная стойкость, прочность, формуемость, свариваемость или пластичность.Применения легированной стали включают трубопроводы, автомобильные детали, трансформаторы, генераторы и электродвигатели.
Нержавеющая сталь
Нержавеющие стали обычно содержат от 10 до 20% хрома в качестве основного легирующего элемента и ценятся за высокую коррозионную стойкость. Сталь, содержащая более 11% хрома, примерно в 200 раз более устойчива к коррозии, чем низкоуглеродистая сталь. Эти стали можно разделить на три группы в зависимости от их кристаллической структуры:
- Аустенитные стали: аустенитные стали немагнитны и не подвергаются термообработке и обычно содержат 18% хрома, 8% никеля и менее 0%.8% углерода. Аустенитные стали составляют самую большую часть мирового рынка нержавеющей стали и часто используются в пищевом оборудовании, кухонной утвари и трубопроводах.
- Ферритные: Ферритные стали содержат следовые количества никеля, 12-17% хрома, менее 0,1% углерода, а также другие легирующие элементы, такие как молибден, алюминий или титан. Эти магнитные стали нельзя упрочнить термической обработкой, но можно упрочнить холодной обработкой.
- Мартенситные: Мартенситные стали содержат 11-17% хрома, менее 0.4% никеля и до 1,2% углерода. Эти магнитные и термически обрабатываемые стали используются в ножах, режущих инструментах, а также в стоматологическом и хирургическом оборудовании.
Инструментальная сталь
Инструментальные стали содержат вольфрам, молибден, кобальт и ванадий в различных количествах, что повышает термостойкость и долговечность, что делает их идеальными для режущего и сверлильного оборудования.
Стальные изделия также можно разделить по формам и областям применения:
- Длинные / трубчатые изделия включают стержни и стержни, рельсы, проволоку, уголки, трубы, а также формы и секции.Эти продукты обычно используются в автомобильной и строительной отраслях.
- Плоские изделия включают пластины, листы, рулоны и полосы. Эти материалы в основном используются в автомобильных деталях, бытовой технике, упаковке, судостроении и строительстве.
- Прочие продукты включают клапаны, фитинги и фланцы и в основном используются в качестве материалов для трубопроводов.
4 типа термообработки стали
В нашем последнем сообщении в блоге мы рассмотрели три этапа термообработки, которые включают нагрев металла до заданной температуры (этап нагрева) и поддержание этой температуры в течение определенного периода времени. время (стадия выдержки) и охлаждение до комнатной температуры с помощью метода, который зависит от типа металла и желаемых свойств (стадия охлаждения).В этом посте мы рассмотрим четыре основных типа термической обработки стали, которой сегодня подвергается: отжиг, нормализация, закалка и отпуск.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термически обработанные изделия под ключ из нашего общенационального склада листового, пруткового и листового проката.
Сталь для термической обработки: отжиг
Целью отжига является обратное закалке.Вы отжигаете металлы, чтобы снять напряжение, смягчить металл, повысить пластичность и улучшить структуру их зерен.
Без соответствующей стадии предварительного нагрева сварка может привести к получению металла с неравномерной температурой, даже с расплавленными участками рядом с участками с комнатной температурой. В таких условиях сварка может сделать металл более слабым: по мере охлаждения сварного шва, наряду с твердыми и хрупкими пятнами, возникают внутренние напряжения. Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.
Отжиг стали
Для отжига сталей и других черных металлов для получения наивысшего уровня пластичности необходимо медленно нагреть металл до соответствующей температуры, выдержать его, а затем дать ему медленно остыть, либо закопав его в какой-нибудь изоляционного материала или просто выключив печь и давая печи и детали медленно остыть вместе.
Время, в течение которого металл впитается, зависит как от его типа, так и от его массы. Если это низкоуглеродистая сталь, для нее потребуется максимально возможная температура отжига, а по мере увеличения содержания углерода температура отжига будет снижаться.Для получения дополнительной информации об отжиге вы можете просмотреть наше руководство по отжигу для более подробного объяснения.
Сталь для термической обработки: нормализация
Целью нормализации является удаление любых внутренних напряжений в результате термической обработки, механической обработки, ковки, формовки, сварки или литья. Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.
В чем разница между отжигом и нормализацией?
Нормализация применяется только к черным металлам, таким как сталь.Но есть еще одно ключевое отличие в процессе термообработки: при нормализации, когда металл нагревается до более высокой температуры, он охлаждается воздухом после извлечения из печи.
Нормализованная сталь прочнее отожженной стали. Обладая высокой прочностью и высокой пластичностью, она прочнее, чем отожженная сталь. Если металлическая деталь должна выдерживать удары или иметь максимальную ударную вязкость, чтобы противостоять внешним воздействиям, обычно рекомендуется нормализовать, а не отжигать.
Поскольку нормализованные металлы охлаждаются воздухом, масса металла является ключевым фактором, определяющим скорость охлаждения и получаемую в результате степень твердости детали.Во время нормализации более тонкие кусочки будут быстрее остывать на воздухе и станут тверже, чем более толстые. Но при отжиге и его печном охлаждении твердость как толстых, так и тонких деталей будет сопоставима.
Термообработка Сталь: Закалка
Закалка предназначена не только для закалки стали, но и для ее повышения. К сожалению, закаливание имеет не только плюсы. Хотя закалка действительно увеличивает прочность, она также снижает пластичность, делая металл более хрупким.После закалки вам может потребоваться отпустить металл, чтобы удалить часть хрупкости.
Для упрочнения большинства сталей вы должны использовать первые две стадии термообработки (медленный нагрев с последующей выдержкой в течение определенного времени до однородной температуры), третий этап отличается. Когда вы закаливаете металлы, вы быстро охлаждаете их, погружая в воду, масло или рассол. Большинству сталей для закалки требуется быстрое охлаждение, называемое закалкой, но некоторые из них могут успешно охлаждаться на воздухе.
По мере добавления сплавов к стали скорость охлаждения, необходимая для ее упрочнения, снижается. В этом есть положительный момент: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к упрочнению увеличивается вместе с содержанием углерода. При превышении 0,80% вы можете повысить износостойкость за счет образования твердого цементита, но не можете повысить твердость.
Когда вы добавляете в сталь сплавы для повышения ее твердости, вы также увеличиваете способность углерода к упрочнению и упрочнению.Это означает, что содержание углерода, необходимое для получения наивысшего уровня твердости, в легированных сталях ниже, чем в простых углеродистых сталях. В результате легированные стали обычно обладают лучшими характеристиками, чем простые углеродистые стали. .
При закалке углеродистой стали ее необходимо охладить до температуры ниже 1000 ° F менее чем за одну секунду. Но как только вы добавляете в сталь сплавы и увеличиваете эффективность угля, вы увеличиваете этот временной предел более чем на одну секунду. Это позволяет вам выбрать более медленную закалочную среду для получения заданной твердости.
Обычно углеродистые стали закаливают в рассоле или воде, а легированные стали закаливают в масле. К сожалению, закалка — это процесс, который вызывает высокое внутреннее напряжение, и для разгрузки стали одним из вариантов является ее отпуск. Непосредственно перед тем, как деталь остынет, вы вынимаете ее из закалочной ванны при температуре 200 ° F и даете остыть на воздухе. Диапазон температур от комнатной до 200 ° F называется «диапазоном растрескивания», и вы не хотите, чтобы сталь в закалочной среде проходила через него.Читайте дальше, чтобы узнать больше о темперировании.
Сталь для термической обработки: закалка
После закалки металла, будь то корпус или пламя, и создания внутренних напряжений после быстрого охлаждения, присущего процессу, сталь часто оказывается тверже, чем необходимо, и слишком хрупкой. Ответ может заключаться в закалке стали для уменьшения хрупкости и снятия или снятия внутренних напряжений.
Во время отпуска вы:
- Нагреваете сталь до заданной температуры ниже ее температуры закалки
- Удерживаете сталь при этой температуре в течение определенного периода
- Охлаждаете сталь, обычно на неподвижном воздухе
Если это звучит знакомо, ты прав! Закалка состоит из тех же трех этапов, что и термическая обработка.Основное отличие — это температура отпуска и ее влияние на твердость, прочность и, конечно же, пластичность.
При отпуске стальной детали снижается твердость, вызванная закалкой, и развиваются определенные физические свойства. Отпуск всегда следует за закалкой и, хотя он снижает хрупкость, он также смягчает сталь. К сожалению, смягчение стали при отпуске неизбежно. Но степень потери твердости можно регулировать в зависимости от температуры во время отпуска.
В то время как другие процессы термообработки, такие как отжиг, нормализация и закалка, всегда включают температуры выше верхней критической точки металла, отпуск всегда проводится при температурах ниже нее.
При повторном нагреве закаленной стали вы начинаете отпуск при 212 ° F и продолжаете до тех пор, пока не достигнете критической точки. Чтобы выбрать желаемую твердость и прочность, вы можете установить температуру отпуска. Минимальная продолжительность отпуска должна составлять один час, если толщина детали меньше одного дюйма; если его толщина превышает один дюйм, вы можете добавить еще час на каждый дополнительный дюйм толщины.
Скорость охлаждения после отпуска не влияет на большинство сталей. После того, как вы вынули стальную деталь из закалочной печи, вы обычно охлаждаете ее на неподвижном воздухе, как и в процессе нормализации. Но, как и во всех других процессах термообработки, есть некоторые отличия, которые выходят за рамки этого сообщения в блоге.
Если вас интересует отпуск, просто знайте, что отпуск снимает внутренние напряжения, возникающие при закалке, снижает хрупкость и твердость, а также может фактически повысить предел прочности закаленной стали при отпуске до температуры 450 ° F; выше 450 ° F прочность на разрыв снижается.
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термически обработанные изделия под ключ из нашего общенационального склада листового, пруткового и листового проката. Пожалуйста, свяжитесь с Kloeckner Louisville или позвоните по телефону (678) 259-8800 для получения информации о термообработке.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям.Мы предлагаем термически обработанные изделия под ключ из нашего общенационального склада листового, пруткового и листового проката.
Определены типы углеродистой стали | ЭонКоат, ООО
Определение типов углеродистой стали
Вы можете быть удивлены, узнав, что не вся сталь одинакова. Фактически, существует три основных типа углеродистой стали, каждая из которых имеет свои особенности использования и особенности. Тип углеродистой стали также определяет, насколько хорошо она сочетается с другими компонентами, что очень важно для предотвращения коррозии.Всякий раз, когда вы собираетесь работать с углеродистой сталью, важно определить, какой тип вам понадобится, и потребуются ли какие-либо добавки сплава или термические процессы для повышения его прочности.
Чтобы прояснить различные типы, мы определим три типа углеродистой стали ниже — взгляните на их описание и сценарии использования, чтобы определить, какой тип подходит для вашего проекта.
НизкоуглеродистыйТакже известная как «мягкая сталь», низкоуглеродистая сталь является самым дешевым вариантом с точки зрения стоимости, но ее также легко сгибать и придавать форму, что делает ее идеальной для множества применений (включая листы, винты и арматурные стержни). .Его часто можно найти на кухне в виде посуды или столовых приборов (нержавеющая сталь — низкоуглеродистая), но низкое содержание углерода в этой стали означает, что она не подходит для закалки (но она может выдерживать воздействие посудомоечной машины без образования ржавчины. ).
Хотя это не самая прочная сталь в ее естественном состоянии — просто подумайте, как легко вы можете согнуть ложку из нержавеющей стали руками — можно добавить другие сплавы, чтобы улучшить или изменить ее основные свойства. Это может включать добавление алюминия для повышения качества волочения или увеличение содержания марганца в конструкционной стали.Чтобы еще больше повысить прочность низкоуглеродистой стали, можно повысить твердость поверхности за счет науглероживания, что сделает ее более устойчивой к истиранию.
Средний углеродСредний углерод имеет немного более высокий компонент основного углерода, чем низкоуглеродистый (от 0,31% до 0,60%, в отличие от 0,04% до 0,30% с низким содержанием углерода), а также немного больше природного марганца. Из-за этого средний углерод может быть прочнее, чем низкий, но ему труднее придать форму.Однако он по-прежнему находит множество применений — благодаря своей прочности и износостойкости он идеально подходит для различных деталей машин или автомобилей.
В состав среднеуглеродистых сплавов обычно добавляются такие сплавы, как хром, никель и молибден, чтобы повысить его устойчивость к нагрузкам — идеально для создания таких предметов, как шпильки и шестерни, которые будут подвергаться значительному износу. Если требуется дополнительная закалка, среднеуглеродистую сталь можно нагреть и выдержать до достижения однородной температуры, а затем пропитать и охладить.
ВысокоуглеродистыйТакже известная как «углеродистая инструментальная сталь», самая прочная углеродистая сталь, которую вы можете купить, также, как и ожидалось, является самой негибкой. Высокоуглеродистая сталь содержит больше углерода, чем два других типа (от 0,60% до 1,4%), но она также может принимать сплавы для изменения своих свойств. Сплавы хрома и марганца можно добавлять в высокоуглеродистую сталь во время ее формования, чтобы избежать коррозии. Это также идеальный тип стали для термической обработки для повышения ее твердости.
Однако следует помнить, что термообработка может сделать высокоуглеродистую сталь очень твердой, но также и хрупкой, а это означает, что необходимо принять другие меры для предотвращения растрескивания. В блоге Misumi используется пример стали 52100, которая обычно используется для линейных валов, и отмечается, что поверхность закалена для контакта с нагруженным шариком, в то время как внутренний сердечник остается незакаленным, поэтому вал не становится хрупким изнутри.
Выбирайте сталь с умомКогда вы определяете, с какой углеродистой сталью работать, важно, чтобы вы ознакомились с различными свойствами каждого из трех типов: низких, средних и высоких.В зависимости от того, для чего используется материал, вы захотите выбрать тип, который лучше всего соответствует вашим потребностям, или который лучше всего обрабатывать дополнительными сплавами или нагреванием, чтобы сделать его идеальным. В любом случае не забудьте нанести на углеродистую сталь хорошее антикоррозионное покрытие — это может иметь решающее значение для срока службы стали.
Цементационная сталь
Прочный сердечник и жесткий корпус — необходимые атрибуты компонентов из цементированной стали.Такое сочетание свойств обеспечивает износостойкость и усталостную прочность на поверхности, а также ударную вязкость в сердечнике. Это достигается за счет науглероживания поверхности детали, затем закалки и отпуска детали. Науглероженные компоненты включают шестерни всех типов, распределительные валы, универсальные шарниры, ведущие шестерни, компоненты рычагов, оси и оправки. Все эти компоненты должны противостоять износу и усталости, иметь присущую прочность и при этом допускать механическую обработку.
Типичные приложения включают
- Транспортировка: Упрочненные компоненты необходимы в любом транспортном средстве с приводом от двигателя, будь то небольшой автомобиль, гоночный автомобиль, грузовик или морское судно.
- Производство энергии: Зубчатые колеса и крупногабаритные детали должны выдерживать циклические нагрузки и износ на гидроэлектростанциях, ветрогенераторах, гребных приводах буровых установок и паротурбинных передачах электростанций.
- Общее машиностроение: Общее машиностроение: В этой области применяются кузнечные прессы, металлопрокатное оборудование, станки; трансмиссии горно-шахтного оборудования и тяжелые трансмиссии; землеройная техника и тяжелые строительные краны.Износостойкость и хорошая усталостная прочность всегда являются ключевыми характеристиками цементируемых сталей, используемых для этих целей.
Для всего, что движется, требуются закаленные шестерни.
Во время науглероживания компонент нагревается в среде, выделяющей углерод, до температуры, при которой сталь полностью аустенитная. Растворимость углерода в аустените намного выше, чем в феррите, что позволяет углероду проходить через поверхность стали и диффундировать в компонент.Науглероживание может увеличить содержание углерода на поверхности до 0,7%. Контроль времени при температуре позволяет контролировать глубину диффузии углерода и, следовательно, толщину «гильзы». Это также позволяет сохранить содержание углерода в сердечнике на уровне около 0,25%.