Виды резьбовых соединений — Энциклопедия по машиностроению XXL
Стандартизация всех видов резьбовых соединений также осуществлена по принципу от целого к частному, причем одними из первых советских стандартов были именно стандарты на резьбы. Объясняется это тем, что число резьбовых соединений, выполняемых в промышленности в течение каждого года, измеряется многими миллиардами. Стандартизованные резьбы подразделяются на резьбы общего и специального назначения, которые также постоянно охватываются стандартами (конические резьбы для баллонов, вентилей или труб, применяемых в нефтяной промышленности, и т. п.). Основные размеры резьбы в стандартах определяются ее профилем, диаметром и шагом, причем профиль стандартной метрической резьбы, построенной на основе равностороннего треугольника, в настоящее время приведен в соответствие с международным стандартом ИСО. Изменения в профиле резьбы позволяют унифицировать резьбовые детали в ряде стран, применяющих метрические резьбы, и дают технологические преимущества.
ВИДЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ [c.561]
I. Виды резьбовых соединений и нх особенности [c.561]
| Рис. 67. Виды резьбовых соединений. |
ВИДЫ РЕЗЬБОВЫХ СОЕДИНЕНИИ [c.375]
Перечисленные виды резьбовых соединений относят к напряженным соединениям.
Рассмотрим основные виды резьбовых соединений и стандартных резьбовых крепежных деталей. [c.61]
Допуски на резьбы выбирают в зависимости от назначения и вида резьбовых соединений и условий их работы [31 ], [41 ]. [c.147]
Указания к работе №23. Вычерчивая с натуры эскиз одного из видов резьбовых соединений, следуйте примерам, приведенным в данном параграфе. Примените упрощения, установленные стандартом. Наносить размеры на эскизе не следует.
Вычерчивая с натуры эскиз одного из видов резьбовых соединений, следуйте примерам, приведенным в данном параграфе. Примените упрощения, установленные стандартом. Наносить размеры на эскизе не следует.
Виды резьбовых соединений. Резьбовым называют соединение составных частей изделия, выполняемое с помощью детали, имеющей резьбу. Резьбу (табл. 1) образуют на цилиндрическом или коническом стержне нарезанием канавок с сечением определенного профиля или накаткой. [c.466]
| Рис. 8 I. Некоторые виды резьбовых соединений- |
В общем виде условия прочности резьбы на срез и смятие можно выразить следующими уравнениями Р ср Кр1 . где Р — осевая нагрузка, действующая на резьбовое соединение ср и — соответственно площадь среза и смятия резьбы.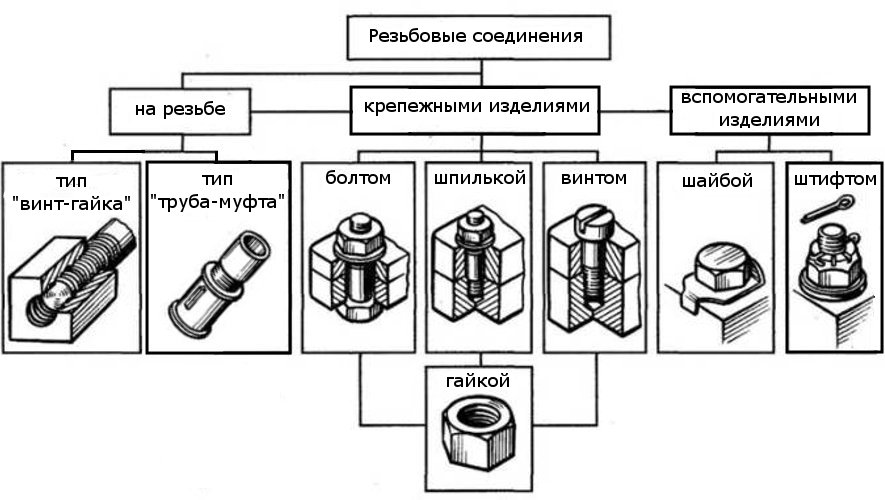
В конструкции уплотнительного устройства (рис. 13.1, б) применены два резьбовых соединения — накидной гайки 3 со штуцером 4 и штуцера 4 с корпусом 6. Герметичное уплотнение между штоком 1 и штуцером 4 создано сальниковым уплотнением, состоящим из уплотнительной набивки 7, зажимаемой втулкой 2 при завинчивании гайки 3. Уплотнительную набивку выполняют из шнура, изготовленного из пряжи и пропитанного густой смазкой или графитовым порошком, или в виде колец из резины, тефлона. Объем набивки выполняют таким, чтобы между торцами втулки 2 и штуцера 4 после сборки нового соединения оставался зазор, в пределах которого можно перемещать втулку 2 во время эксплуатации для компенсации износа набивочного материала, подтягивая гайку 3. Торцевое уплотнение между штуцером 4 и корпусом 6 обеспечивает прокладка 5 из податливого материала паронита, резины и т. п.
В чертежах общего вида на изображениях резьбовых соединений разрещается не показывать разность между глубиной отверстия под резьбу и длиной резьбы, изображая конец глухого резьбового отверстия, как на рисунке 15.
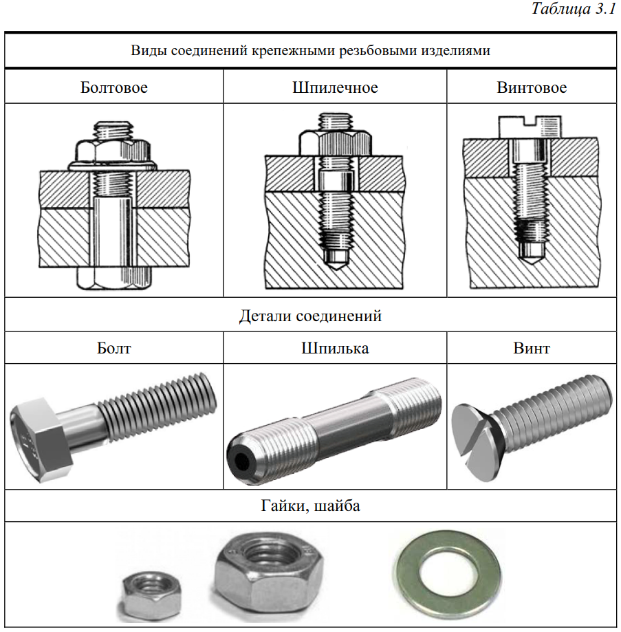
Резьбовые соединения — самый распространенный вид разъемных соединений. Они осуществляются с помощью крепежных резьбовых деталей — болтов, винтов, шпилек, гаек и других деталей, основным параметром которых является резьба. Резьба получается прорезанием на поверхности стержня канавок при движении плоской [c.276]
Наружный и внутренний осмотр конструкции, включая все резьбовые соединения, проводят в соответствии с [31, 57, 81, 84, 106-109]. При визуальном и измерительном контроле объекта определяют состояние изоляционного покрытия (наличие адгезии, трещин, нарушений сплошности и механических повреждений). Оценку состояния изоляционного покрытия трубопроводов и системы ЭХЗ осуществляют согласно ГОСТ 9.602-89 и методике [77]. Устанавливают наличие и размеры поверхностных дефектов конструкции трещин, вздутий, рисок, рванин, надрывов, закатов, вмятин, сплошной или локальной (язвы, каверны, питтинги) коррозии. При наличии на дефектном участке диагностируемого объекта продольного или кольцевого сварных швов отмечают их дефекты трещины, кратеры, вмятины, подрезы, поры, смещение кромок, виды коррозионных поражений.
Прорезные пружины (рис. 21) изготовляют из цилиндрических труб фрезерованием сквозных прорезей, они как бы состоят из плоских колец, соединенных перемычками. Пружины закрепляют с помощью резьбовых соединений на торцах и они могут служить в равной степени как пружинами сжатия, так и пружинами растяжения. Они находят применение, в частности, в точных приборах различного вида, поскольку при осевом нагружении их торцы, в отличие от винтовых пружин растяжения — сжатия, перемещаются строго поступательно.
Основой резьбовых соединений, представляющих собой наиболее распространенный вид разъемных соединений, является винтовая п а р а, т. е. сочетание винта и гайки. [c.401]
Разъемными называют соединения, разборка которых происходит без нарушения целостности составных частей изделия. Разъемные соединения могут быть как подвижными, так и неподвижными. Наиболее распространенными в машиностроении видами разъемных соединений являются резьбовые, шпоночные, шлицевые, клиновые, штифтовые и профильные,
 31]
31]
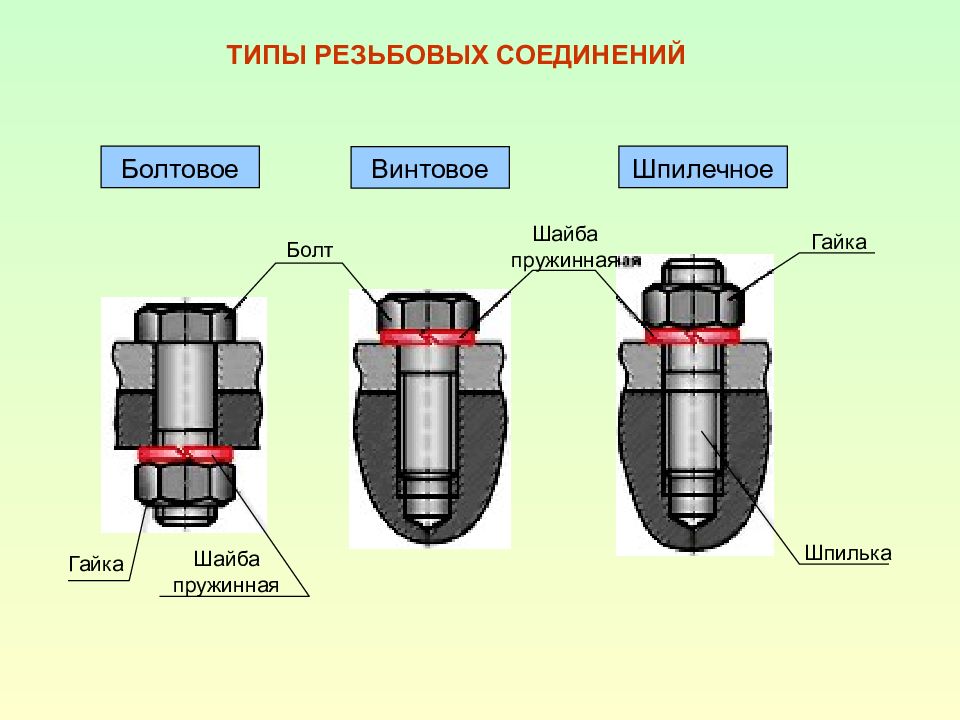
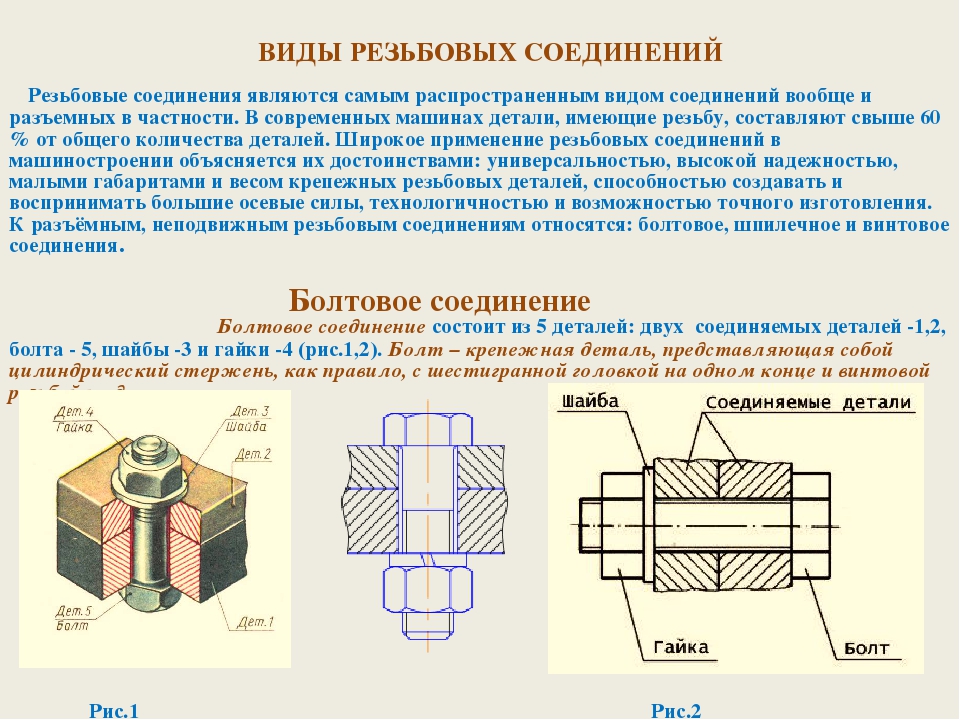
Резьбовые соединения являются самым распространенным видом соединений вообще и разъемных в частности. В современных машинах детали, имеющие резьбу, составляют свыше 60% от общего количества деталей. Широкое применение резьбовых соединений в машиностроении объясняется их достоинствами универсальностью, высокой надежностью, малыми габаритами и весом крепежных резьбовых деталей, способностью создавать и воспринимать большие осевые усилия, технологичностью и возможностью точного изготовления.
На основе сказанного не надо, однако, делать вывода, что вообще во всех случаях следует применять гайки типа 2 (рис. 18). Ясно, что усложнение всякой конструкции, особенно конструкции такой ходовой стандартной детали, как гайка, может быть оправдано только в том случае, если это усложнение дает реально ощутимые результаты. Так как перегрузка нескольких витков резьбы по сравнению с прочими витками лимитирует прочность резьбового соединения только в исключительных случаях, то и соответственно -А виде исключения может быть рекомендовано применение Таек описанного типа.
Резьбовые соединения могут выходить из строя вследствие разрушения (разрыва) стержня болта, среза резьбы, а также еа смятия Основной вид разрушения резьбового соединения — обрыв [c.187]
Резьбовые соединения, т. е. соединения с помощью резьбы, являются наиболее распространенным видом разъемных соединений. Резьбу имеют свыше 60% деталей, применяемых в конструкциях. [c.500]
Виды повреждений. При статической нагрузке наиболее характерными являются дна типа разрушения резьбового соединения обрыв стержня винта и срез либо смятие витков резьбы. Чаще встречается первый тип разрушения, определяемый прочностью стержня винта.
Расчет при статическом нагружении. Различают два основных случая расчета резьбового соединения на прочность — без учета и с учетом предварительной затяжки. При отсутствии предварительной затяжки основная расчетная формула при расчете стержня винта, растягиваемого силой ( , имеет вид [c.
 417]
417]Если нет относительного перемещения поверхностей, то это, как правило, вызывает их смятие (пластическую деформацию). Смятие поверхностей является характерным видом разрушения шпоночных, зубчатых (шлицевых) соединений, упоров и штифтов, осей цепных передач, резьбовых соединений и других деталей машин.
Резьбовые соединения бывают двух видов ненапряженные (усилие затяжки отсутствует) и напряженные (с наличием предварительной затяжки). Большинство резьбовых соединений относится к затянутым, т. е. таким, которым при монтаже конструкции сообщается первоначальная затяжка. Цели, преследуемые затяжкой, весьма разнообразны. Для ряда конструкций она должна обеспечить требуемую герметичность соединения, например при креплении крышки цилиндров двигателей внутреннего сгорания, паровых котлов, автоклавов и т. п. В других конструкциях затяжка дает возможность предотвратить разъединение узла при действии переменной нагрузки, например при постановке фундаментных шатунных болтов и шпилек. [c.470]
[c.470]
Основными видами резьбовых соединений являются цилиндрические и конические. Резьбы подразделяются по назначешш и по профилю витков. [c.129]
ВЫПОЛНЯЮТСЯ сборкой с гарантированным натягом, сваркой, пайкой, развальцовы-ванием и отбортовкой, клепкой, склеиванием, а также некоторыми видами резьбовых соединений (например, закреплением направляющих планок гужонами). [c.396]
Элементы неподвижных, неразъемных соединений взаимно не перемещаются и при разборке частично или полностью разрушаются. К неподвижным неразъемным соединениям относятся соединения с гарантированным натягом, выполняемые сваркой и пайкой, развальцо-выванием и отбортовкой, заклепочные и клеевые соединения, а также некоторые виды резьбовых соединений (например, закрепление направляющих планок Гужонами). [c.220]
Наиболее распространенным видом разъемных соединений является резьбовое соединение, позволяющее осуществлять сборку и разборку соединяемых деталей без их понреждения. [c.128]
[c.128]
Типы резьбовых соединений и крепежных деталей (рис. 261). Неподвижные соединения деталей осуществляют с помощью болтов /, шпилек 3 или крепежных винтов 4. Установочные винты 5 служат для фиксации положения деталей. Для соединения редко разбираемых деталей, изготовленных из мягких металлов, применяют самонарезающие шурупы 6 по металлу. Имеются также при-зонные, откидные и другие виды специальных болтов и винтов Для резьбовых соединений можно использовать непосредственно детали механизмов и нестандартные болты, шпильки и винты. Например, для фиксации платов 10 применены стойки 11с резьбой. Зубчатое колесо 12 устанавлено с помощью специального [c.403]
В концентрационных элементах два одинаковых электрода контактируют с растворами разных составов. Существуют два типа концентрационных элементов. Первый называется солевым концентрационным элементом. Например, если один медный электрод погружен в концентрированный раствор сульфата меди, а другой — в разбавленный (рис. 2.3), то при замыкании такого элемента медь будет растворяться с электрода, находящегося в разбавленном растворе (анод) и осаждаться на другом электроде (катоде). Обе реакции ведут к выравниванию концентрации растворов. Другой тип концентрационного элемента, имеющий большое практическое значение, — элемент дифференциальной аэрации. Примером может служить элемент из двух железных электродов, погруженных в разбавленный раствор Na l, причем у одного электрода (катода) электролит интенсивно насыщается воздухом, а у другого (анода) — деаэрируется азотом. Различие в концентрации кислорода сопровождается возникновением разности потенциалов, что обусловливает протекание тока (рис. 2.4). Возникновение элемента этого вида вызывает разрушения в щелях (щелевая коррозия), образующихся на стыках труб или в резьбовых соединениях, поскольку концентрация кислорода в щелях ниже, чем снаружи. Этим также объясняется язвенное разрушение под слоем ржавчины (рис. 2.5) или коррозия на границе раздела раствор—.
2.3), то при замыкании такого элемента медь будет растворяться с электрода, находящегося в разбавленном растворе (анод) и осаждаться на другом электроде (катоде). Обе реакции ведут к выравниванию концентрации растворов. Другой тип концентрационного элемента, имеющий большое практическое значение, — элемент дифференциальной аэрации. Примером может служить элемент из двух железных электродов, погруженных в разбавленный раствор Na l, причем у одного электрода (катода) электролит интенсивно насыщается воздухом, а у другого (анода) — деаэрируется азотом. Различие в концентрации кислорода сопровождается возникновением разности потенциалов, что обусловливает протекание тока (рис. 2.4). Возникновение элемента этого вида вызывает разрушения в щелях (щелевая коррозия), образующихся на стыках труб или в резьбовых соединениях, поскольку концентрация кислорода в щелях ниже, чем снаружи. Этим также объясняется язвенное разрушение под слоем ржавчины (рис. 2.5) или коррозия на границе раздела раствор—. воздух (рис. 2.6). Доступ кислорода к участкам металла, покрытым ржавчиной или другими твердыми продуктами коррозии, затруднен по сравнению с участками, покрытыми тонкими пленками или свободными от них.
[c.25]
воздух (рис. 2.6). Доступ кислорода к участкам металла, покрытым ржавчиной или другими твердыми продуктами коррозии, затруднен по сравнению с участками, покрытыми тонкими пленками или свободными от них.
[c.25]
Во многих случаях резьбовое соединение используют в качестве элемента другого соединения, в котором резьбовое соединение создает больщое осевое усилие. Так, в конструкции вакуумно-плотного фланцевого соединения (см. рис. 13.1, а) четыре болтовых соединения сжимают фланцы по торцам вдоль оси, а вакуумную плотность соединения обеспечивает конструкция торцевых частей фланцев 1 и 2 в виде острого зуба и канавки с зажимаемой между ними прокладкой 3 из пластичного металла (меди, алюминия). [c.210]
Винты резьбовых соединений общего назначения бывают крепежные (см. рис. 3.21, б) и установочные. В зависимости от размеров и назначения головки болтов и крепежных винтов (рис. 3.24) весьма разнообразны шестигранные (а), полукруглые (б), цилиндрические (в), потайные (г) и др. Наиболее распространены в машиностроении болты и винты с шестигранной головкой под ключ, как более надежные и удобные в эксплуатации (допускают большую силу затяжки и требуют поворота ключа на / оборота до перехвата). Винты с головкой под отвертку позволяют уменьшить размеры фланца, улучшить внешний вид изделия, но отверткой нельзя обеспечить хорошую затяжку. Поэтому их применяют для малона-груженных соединений. Установочные (стопорные) винты применяют для предотвращения относительного сдвига соединяемых деталей. Установочный винт без головкн со шлицем под отвертку показан на рис. 3.25, а, а с шестигранной головкой под ключ — на рис. 3.25, б. Имеется и много других типов этих винтов. В отличие от крепежных установочные винты имеют резьбу по всей длине.
[c.281]
Наиболее распространены в машиностроении болты и винты с шестигранной головкой под ключ, как более надежные и удобные в эксплуатации (допускают большую силу затяжки и требуют поворота ключа на / оборота до перехвата). Винты с головкой под отвертку позволяют уменьшить размеры фланца, улучшить внешний вид изделия, но отверткой нельзя обеспечить хорошую затяжку. Поэтому их применяют для малона-груженных соединений. Установочные (стопорные) винты применяют для предотвращения относительного сдвига соединяемых деталей. Установочный винт без головкн со шлицем под отвертку показан на рис. 3.25, а, а с шестигранной головкой под ключ — на рис. 3.25, б. Имеется и много других типов этих винтов. В отличие от крепежных установочные винты имеют резьбу по всей длине.
[c.281]
Расчет незатянутых болтов. Характерный пример незатянутого резьбового соединения — крепление крюка грузоподъемного механизма (рис.
 3.15). Под действием силы тяжести груза Q стержень крюка работает на растяжение, а опасным будет сечение, ослабленное нарезкой. Статическая прочность стержня с резьбой (которая испытывает объемное напряженное состояние) приблизительно на 10% выше, чем гладкого стержня без резьбы. Поэтому расчет стержня с резьбой условно ведут по расчетному диаметру dp d—0,9p, где р — шаг резьбы с номинальным диаметром d (приближенно можно считать dpKdi). Условие прочности нарезанной части стержня на растяжение имеет вид
[c.44]
3.15). Под действием силы тяжести груза Q стержень крюка работает на растяжение, а опасным будет сечение, ослабленное нарезкой. Статическая прочность стержня с резьбой (которая испытывает объемное напряженное состояние) приблизительно на 10% выше, чем гладкого стержня без резьбы. Поэтому расчет стержня с резьбой условно ведут по расчетному диаметру dp d—0,9p, где р — шаг резьбы с номинальным диаметром d (приближенно можно считать dpKdi). Условие прочности нарезанной части стержня на растяжение имеет вид
[c.44]Перенос материала. В механизме изнап1ивания твердых тел перенос материала с одной поверхности на другую играет особо важную роль. Он характерен для всех видов трения, кроме трения при жидкостной смазке, и обнаруживается при таких технологических операциях, как резание, клепка и сборка резьбовых соединений. При выполнении этих операций металл переносится с резца на обрабатываемую поверхност , (и в обратном направлении), с пневматического молотка на заклепки, с ключа на гайки болтов. Перенос материала происходит отдельными частицами, средний размер которых имеет определенную величину для данн1.1Х условии трения.
[c.90]
Перенос материала происходит отдельными частицами, средний размер которых имеет определенную величину для данн1.1Х условии трения.
[c.90]
Высокая коррозионная стойкость алюминия и его сплавов в условиях агрессивных сред, характерных для нефтедобывающей промышленности, делает перспективным их использование в качестве конструкционного материала для изготовления буровых, насоснокомпрессорных труб и деталей газопромыслового оборудования. Известно, что алюминий и его сплавы подвергаются коррозионному разрушению в результате общего растворения, питтинга, межкристаллит-ной коррозии, коррозии под напряжением, расслаивающейся коррозии. Вид коррозионного разрушения определяется составом алюминиевого сплава, зависит от состава коррозионной среды и условий эксплуатации. Так, при использовании бурильных труб из алюминиевых сплавов возможно развитие контактной коррозии за счет соединения их с остальными замками. В зазорах резьбовых соединений происходят процессы щелевой коррозии, а при нагружении таких соединений пере-меннылА нагрузками возникают процессы фреттинг-коррозии. Значительное влияние на характер коррозионного разрушения оказывает pH коррозионно-активной среды. Практика эксплуатации алюминиевых труб показывает, что с увеличением pH от 1 до 13 меняется характер коррозионного поражения равномерная коррозия — в сильнощелочной, щелевая — в сильно кислой областях, питтинговая — при pH = 3-11.
[c.120]
Значительное влияние на характер коррозионного разрушения оказывает pH коррозионно-активной среды. Практика эксплуатации алюминиевых труб показывает, что с увеличением pH от 1 до 13 меняется характер коррозионного поражения равномерная коррозия — в сильнощелочной, щелевая — в сильно кислой областях, питтинговая — при pH = 3-11.
[c.120]
При расчете резьбового соединения, с предвгфнгеяьноб затяжкой необходимо учитывать действие мшеита скручиванш1 т> стержень винта и равного моменту трения на резьбе. Расчетная формула в этом случае (см. формулу 2.150) принимает вид [c.418]
Расчет при циклическом нагружении. Резьбовые соединения при таком виде нагружения выполняют с предварительной затяжкой. Поэтому при их расчете необходимо исходить из максимальных переменных напряжений цикла, учитывающих и напряжения, вызванные затяжкой. При ориентировочных расчетах можно воспользо- [c.418]
Виды резьбовых соединений и история их создания
Сегодня резьбовые соединения встречаются на каждом шагу, в быту и производстве, и никто не задумывается о том, что когда-то было время, когда этот тип стыковки еще не был изобретен. История его создания насчитывает несколько веков, за это время было изобретено множество видов винтового крепежа, вот некоторые из них: гайка, болт, винт, шпилька. По ГОСТу http://www.volat-spb.ru/krepezh/shpilki/ изготовление и размерный ряд каждого из них строго регламентируется, стандарты эти разрабатывались в течение долгого времени. В настоящее время разработана их классификация , достаточно подробная и ясная.
История его создания насчитывает несколько веков, за это время было изобретено множество видов винтового крепежа, вот некоторые из них: гайка, болт, винт, шпилька. По ГОСТу http://www.volat-spb.ru/krepezh/shpilki/ изготовление и размерный ряд каждого из них строго регламентируется, стандарты эти разрабатывались в течение долгого времени. В настоящее время разработана их классификация , достаточно подробная и ясная.
История создания и использования резьбового крепежа
Историки датируют первые экземпляры резьбового крепежа древними веками, археологи обнаружили их в римских развалинах. Тогда техническое исполнение резьбы было чрезвычайно сложно, ни соответствующих станков, ни инструментов еще не существовало, и данный вид соединения был редким и потому дорогим. Его применяли в ювелирных украшениях, а также для сложных приспособлений, использовавшихся в медицине.
В средние века резьбу начали применять достаточно широко, в Англии появились первые станки для ее изготовления, однако все было достаточно примитивно и сложно.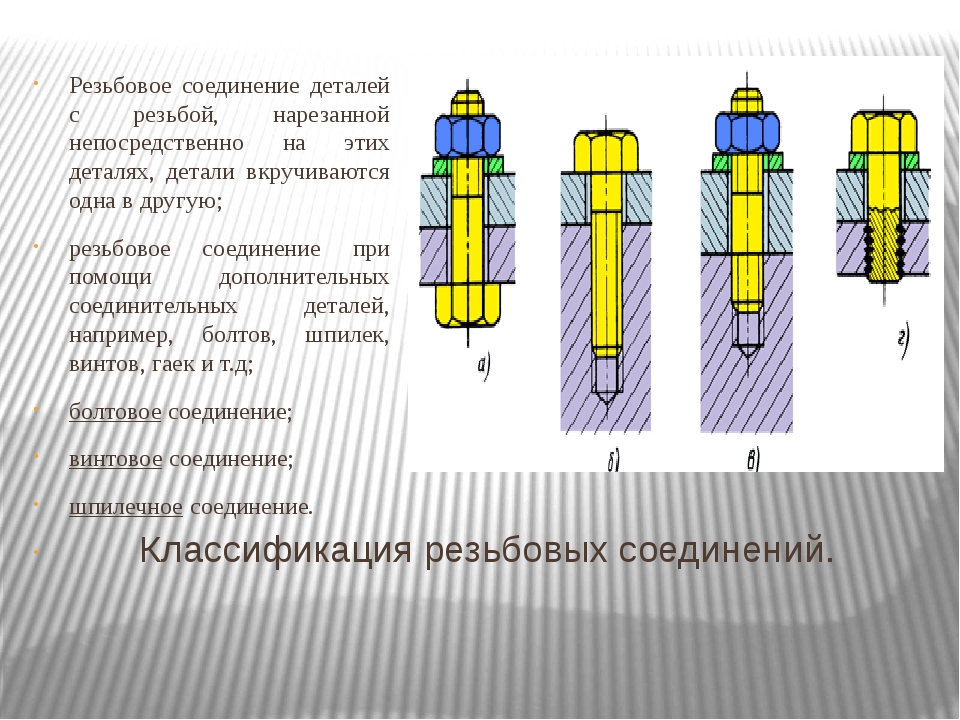 У каждого мастера был свой шаг резьбы, пара гайка-болт была индивидуальной, и в случае утери или порчи одного из компонентов, требовалась полная замена пары. Места, где применялся резьбовой крепеж, были самыми неожиданными – от доспехов рыцарей до печатных станков. Метрическая резьба и стандартизация в этой области появились только в 19 веке, что дало сильный толчок к развитию технического прогресса.
У каждого мастера был свой шаг резьбы, пара гайка-болт была индивидуальной, и в случае утери или порчи одного из компонентов, требовалась полная замена пары. Места, где применялся резьбовой крепеж, были самыми неожиданными – от доспехов рыцарей до печатных станков. Метрическая резьба и стандартизация в этой области появились только в 19 веке, что дало сильный толчок к развитию технического прогресса.
Виды резьбовых соединений
Сегодня существует большое разнообразие видов резьбовых соединений, они классифицируются по следующим признакам:
- По направлению линии – на правую и левую резьбу;
- По профилю резьбы – круглый, трапецеидальный, треугольный, упорный, прямоугольный;
- По конфигурации поверхности, на которой нанесена резьба – коническая и цилиндрическая;
- По расположению на крепеже – наружная или внутренняя. К первому типу относятся винты, болты, шпильки, саморезы, ко второму – гайки, муфты;
- По системе измерений – на метрическую и дюймовую.


Несмотря на то, что в основном у нас в стране используется метрическая резьба, есть область, где используется дюймовая — сантехника. Традиционно сечение труб, размеры кранов и шаг резьбы измеряются там в дюймах.
Наиболее распространены такие резьбовые соединения, где используются гайка и болт или шпилька. По ГОСТу их изготовление производится из углеродистой или легированной стали, а также цветных металлов и их сплавов. Шпилька отличается от болта тем, что не имеет головки, и резьба нарезана на обоих концах цилиндрического стержня. Использование таких соединений универсально, его можно встретить везде – начиная от тяжелого машиностроения, заканчивая бытовыми нуждами. Автомобильные ступицы, фланцевые соединения, монтаж резервуаров и многое другое – везде болты и шпильки играют главную роль и обеспечивают прочную и надежную фиксацию.
Резьбовые соединения. Крепёжные изделия с метрической резьбой | Трубопроводы
Определение резьбовых соединений
Резьба – чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии; равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом.
Резьбовые соединения – соединения деталей с помощью резьбы.
Виды резьбовых соединений
К резьбам крепежных изделий относят крупную и мелкие метрические резьбы по ГОСТ 24705-2004 (ИСО 724:1993), ГОСТ 9150-81, а также резьбы со спиральными вставками; к специальным — трубную, прямоугольную, упорную, круглую, трапецеидальную и др. В данной статье речь пойдёт о метрической резьбе.
Деталь с внутренней резьбой называют гайкой, с наружной — болтом (винтом, шпилькой).
Параметры метрической резьбы, в том числе резьбы крепёжных изделий
Рис. 1. Метрическая резьба и её профиль.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
Номинальный профиль резьбы и его элементы показаны на рис. 1. Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси.
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25…600 мм и шаги 0,075…6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25…68 мм) и мелкий шаг (при диаметрах 1…600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
Угол подъёма резьбы (винтовой линии)
.Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение n0P, где n0 — число заходов.
Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
Заключение
Метрическая резьба является наиболее распространённой в виду широкой стандартизации метрической системы мер.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding WALTER | Каталог WALTER 2012 Инструмента и оснастки (Всего 2148 стр.) | ||||||||
1344 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр.D418 | ||||||||
Виды резьб резьбовых соединений и их обозначения Часть 3 Метрическая упорная резьба Однозаходная и многозаходная Область применения Виды резьб резьбовых соединений и их обозначения Часть 3 Метрическая упорная резьба Однозаходная и многозаходная Область применения _ Для гидравлических прессов В горнодобывающей промышленности Для пластиковых и стеклянных ёмкостей при производстве упаковки GS GS 22 KS KS 22 KS 22 от 10 мм до 50 мм DIN 6063-1 Для пластиковых ёмкостей при производстве упаковки Профиль (эскиз) Техническая информация — Резьбонарезание Виды резьбы по DIN (выдержка из DIN 202) 1 Полное название указано в соответствующих стандартах. D 418 Обозначение 1 Номин. Название Символ Примеры размер По стандарту Область применения S S 48 x 8 от 10 мм до 640 мм от DIN 513-1 до DIN 513-3 При воздействии однонаправленных сил S 40 x 14 P 7 Упорная резьба 45° S 630×20 от 100 мм до 1250 мм DIN 2781 Упорная резьба S 25 x 1,5 от 6 мм до 40 мм DIN 20401-1 и DIN 20401-2 S 22 от 10 мм до 50 мм DIN 55525 | ||||||||
См.также / See also : | ||||||||
Виды резьбы в машиностроении / Thread types and applications | Диаметр под резьбу / Tap drill sizes | |||||||
Нарезание резьбы метчиками / Tapping | Метчики Конструкция / Thread taps for metal | |||||||
Нарезка резьбы на токарном станке / Thread turning | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Бесстружечные метчики (раскатники) / Cold forming roll taps | Перевод дюймов в мм Таблица / Inches to mm Conversion table | |||||||
| Резьбовой инструмент Walter Рекомендации компании по технологии резьбонарезания на станках | ||||||||
| Каталог WALTER 2012 Инструмента и оснастки (Всего 2148 стр.) | ||||||||
| | 1341 | 1342 Виды резьб резьбовых соединений и их обозначения Часть 1 Выдержка из немецкого национльного стандарта DIN 202 Профиль (эскиз резьбы) Название Символ Обозначен | 1343 Виды резьб резьбовых соединений и их обозначения Часть 2 Метрическая трапецеидальная резьба ISO Однозаходная и многозаходная TR Скруглённая трапецеидальная ре | 1345 Виды резьб резьбовых соединений и их обозначения Часть 4 Профиль (эскиз) Название Символ Обозначение Примеры Номинальный размер Цилиндрическая круглая резьба | 1346 Виды резьб резьбовых соединений и их обозначения Часть 5 Цилиндрическая дюймовая резьба Панцирная резьба Pg 2 Pg 21 от 7 мм до 48 мм DIN 40430 В электротехник | 1347 Виды резьб резьбовых соединений и их обозначения Часть 6 По иностранным стандартам Унифицированная резьба UNC Трубная резьба Whitworth BSW А — 20 BSW BS 84 Ве | ||
| WALTER | ||||||||
| | Каталог WALTER 2017 Инструмент и оснастка для станков (2605 страниц) | Каталог WALTER 2016 Общий Инструмент режущий и оснастка (нем.яз. / DEU) (2605 страниц) | Каталог WALTER 2016 Новый инструмент для металлообработки Вер. 16-2 (276 страниц) | Каталог WALTER 2016 Продукция для металлообработки Инновации Вер. 16-1 (116 страниц) | Каталог WALTER 2015 Новый инструмент и оснастка 2015-1 (336 страниц) | Каталог WALTER 2014 Новая продукция 14-2 (324 страницы) | ||
Каталог WALTER 2013 Новая инструментальная продукция Инновации Вер 13-1 (276 страниц) | Каталог WALTER 2013 Дополнение к общему (832 страниц) | Каталог WALTER 2012 Новинки Инструмент для мехобработки Вер 12-2 (232 страницы) | Каталог WALTER 2012 Инструмент и оснастка (2148 страниц) | Каталог WALTER 2012 Инструмент и оснастка Valenite (англ.яз / ENG) (2590 страниц) | Каталог WALTER 2008 Новый металлорежущий инструмент (215 страниц) | |||
Каталог WALTER 2007 Режущий инструмент и оснастка (830 страниц) | ||||||||
Каталоги инструмента и оснастки для металлообработки на станках / | ||||||||
— — | ||||||||
Виды резьбовых крепежей
Резьбовые крепежные детали — это такие детали, которые крепятся к объекту или сцепляются друг с другом при помощи резьбового соединения. К таким деталям относятся: болты с гайками, винты и шпильки. Основным преимуществом таких деталей является простота в эксплуатации, взаимозаменяемость, универсальность и высокая надежность. Ложку дегтя в бочку меда добавляют самоотвинчивание, концентрация напряжений в отверстиях под крепления и отсутствие герметичности.
Болты
Все резьбовые крепежные детали характеризуются определенным классом прочности, в нашей стране определяемом ГОСТом. Для болтов, шпилек и крепежных винтов из углеродистых сталей существует одиннадцать степеней прочности, которые отражают номинальное временное сопротивление, отношение предела текучести к временному сопротивлению и номинальный предел текучести. Болт отличается от крепежного винта тем, что для его функционирования в качестве крепежа используется гайка, а крепежный винт закручивается в одну из деталей. На данный момент существуют болты с полной и неполной резьбой, чаще используются более универсальные болты с полной резьбой. Чтобы болты не развинчивались самопроизвольно, используют шайбы, помещаемые под головку болта.
Винты
Винт — это самая распространенная деталь среди резьбовых соединений. По типу соединения различают крепежные винты, которые служат для разъемного соединения, и установочные винты, которые фиксируют детали взаимно. Крепежные винты часто делают с разнообразными «секретами», затрудняющими разъем деталей посторонними лицами: от Y-образного гнезда под отвертку до пятигранной головки, что встречается на железных дорогах советской прокладки. Установочные винты используются для жесткой фиксации деталей относительно друг друга, для чего часто на концах винтов есть углубления для более прочного соединения. В отдельных деталях могут быть даже специальные гнезда для необычных винтовых концов.
Шпильки
Шпилька — это то же самое, что и винт, но без головки. Конструктивно шпильки представляют собой стержень с нанесенной по всей длине резьбой. Шпилечное соединение применяют на тех деталях, где уже есть подготовленная резьба нужного диаметра: шпилька вкручивается в деталь и фиксируется гайками, возможно использование шайб. Шпильки обычно применяются в качестве крепления подвесных конструкций, воздуховодов, в машиностроении и других отраслях. Для работы со сложными конструкциями могут использоваться шпильки длиной до двух метров, но обычно мы имеем дело со шпильками длиной от полусантиметра до пяти сантиметров.
Гайки
Гайка — это металлическая деталь с резьбовым отверстием посередине. Чаще всего гайки имеют квадратное или шестигранное сечение, что обеспечивает совместимость детали с инструментами. При закручивании гайки важно правильно рассчитать усилие, так как перекрученная гайка деформируется сама и может повредить скрепляемые детали, для расчета усилия используются специальные динамометрические ключи. Существует несколько разновидностей гаек.
Самая популярная — это шестигранная гайка; чуть реже встречается так называемая «низкая гайка» с чуть меньшей высотой — для труднодоступных мест. Для создания эстетичного крепления используется колпачковая гайка, одна из сторон которой выполнена в виде сферы. Гайка с фланцем имеет широкой основание для увеличения площади крепления и снижения давления на деталь. И, наконец, существует гайка-барашек — на внешних сторонах такой гайки находятся дополнительные выступы, которые позволяют закручивать ее без инструментов.
Шурупы
Шуруп — это то же самое, что и винт, только с коническим концом и большим шагом резьбы. Кстати, слово «шуруп» происходит от немецкого слова «schraube», что означает «винт». В отличие от винтов шурупы служат для соединения мягких материалов: древесины, пластмасс и мягких металлов. Основное отличие шурупов от всех остальных крепежных элементов такого типа — отсутствие необходимости в резьбе: шуруп ввинчивается или прямо в материал, или в предварительно просверленное отверстие меньшего диаметра.
Путаница резьбовых соединений
Сегодня в гидравлических установках используют ввертные втулки с метрической и дюймовой резьбой. В равной степени это относится и к ввертным блокам. Поскольку четкая маркировка часто отсутствует, то при проведении ремонтных работ часто происходит путаница.
В отдельных случаях гидравлические соединения должны выдерживать рабочее давление свыше 500 бар. Помимо этого в рабочей магистрали могут еще возникать пиковые нагрузки, которые значительно превышают расчетное давление. Не только сама гидравлическая магистраль, но гидравлические соединительные элементы на протяжении долгого времени подвергаются общей нагрузке гидравлического оборудования. Производители и эксплуатационники оборудования и машин в силу законодательных актов, норм и соответствующих регулирующих механизмов обязаны заботиться о максимальной безопасности оборудования и машин. Важной предпосылкой этого является четкая однозначно понимаемая маркировка монтируемых деталей. Опыт показывает, что применительно в ввертным резьбам это бывает далеко не всегда.
Ввертные втулки и резьбовые ответстия могут быть как метрическими, так и дюймовыми. Например, порой бывает, что ввертная втулка G1/2” без ощутимых проблем может быть вкручена в резьбовое ответссие М22х15. Соединение кажется «прочным» и «устойчивым к давлению». Однако при подаче на него давления может произойти вырывание ввертной детали. Опытные люди определяют неправильную пару резьб по большему люфту деталей при сборке резьбового соединения. У ремонтников, которые эпизодически привлекаются к ремонту гидравлики, такие навыки могут отсутствовать.
Единообразие
Гармонизированные нормы безопасности DIN EN ISO 4413 требуют, чтобы в гидравлической установке все присоединительные отверстия, ввертные втулки и резьбовые соединения, по возможности, были ограничены минимумом нормативных типовых рядов. Шаг, который в новых машинах уменьшит риск путаницы видов резьбы. Однако для сферы ремонтных работ эта предпосылка решения проблемы пока недостаточна. Ремонтный специалист почти всегда ограничен во времени. А в производственном цехе стоят машины с различно установленным гидравлическим оборудованием. И даже если все производители машин будут выполнять все требования DIN EN ISO 4413, это не даст решающего преимущества. Как и прежде опасность путаницы резьбы будет оставаться актуальной.
Отвечает Сергей Анатольевич, директор гостиницы Новосибирск, если речь зашла про стандартные маркировки, то я, как руководитель это сравниваю со своими номерами категории люкс и премиум, ведь наш отель отвечает всем требованиям безопасности DIN EN ISO 4413 и для своих номеров детали мы закупаем в интернет магазине урраа, когда нашим клиентам заняться нечем, они охотно играются с деталями и берут их с собой в путешествия.
Стандартная маркировка как вариант решения
В равной степени и для первичного оснащения, и для технического обслуживания стандартная маркировка резьбовых отверстий и ввертных штуцеров будет наилучшим решением. Для этого существуют соответствующие предложения. Так, например, для метрического варианта по DIN ISO 216 делать на всех ввертных втулках желобок по окружности. Для резьбовых отверстий предлагается выпуклая круговая линия или штампованное «М». Решения, с помощью которого можно будет однозначно идентифицировать метрические резьбовые соединения. Для дюймовой резьбы по DIN ISO 228 также необходимо разработать практичные варианты маркировки. Опасность путаницы будет устранена только тогда, когда маркировка станет составной частью соответствующих норм. Процесс, который требует времени. Никому не хочется сидеть и ждать. На этот период времени мы предлагаем следующие решения:
- Маркировка деталей может быть включена в техническое задание для новых разработок или конечную спецификацию клиента.
- Могут быть полезны и калибры шага резьбы. Для проверки шаблон резьбы накладывается на резьбу и устанавливается против света. Если свет проходит, то резьба не соответствует шагу шаблона.
- «Last but not least» (последний по счёту, но не по значению). Обучение монтажников и ремонтных специалистов значительно уменьшит опасность путаницы резьбы. Кто знает об опасности, тому легко ее избежать.
Критические комбинации: дюймовая наружная резьба в метрическую внутреннюю резьбу.
|
Дюймовая |
Метрическая |
|||||
|
Наружная резьба |
Номинальный диаметр |
Шаг резьбы |
Наружная резьба |
Номинальный диаметр |
Шаг резьбы |
|
|
G 1/8″ |
9,7 мм |
0,9 |
M10x1,0 |
10мм |
1 |
|
|
G ¼» |
13,1 мм |
1,3 |
M 14×1,5 |
14 мм |
1,5 |
|
|
G ½» |
20,9 мм |
1,8 |
M 22×1,5 |
22 мм |
1,5 |
|
|
G ¾» |
26,4 мм |
1,8 |
M 27 x 2,0 |
27 мм |
2 |
|
|
G 1¼» |
41,9 мм |
2,3 |
M 42 x 2,0 |
42 мм |
2 |
|
|
G 1½» |
47,8 мм |
2,3 |
M 48×2,0 |
48 мм |
2 |
|
Опасность того, что при свинчивании ввертной втулки/внутренней резьбы произойдет путаница соединений, нельзя недооценивать. Если в процессе эксплуатации сорвется такое неправильное соединение, возникает реальная опасность для людей и машин. Используя маркировку обоих типов резьбы, эту проблему можно избежать. Пока обязанность маркировки резьбы будет включена в действующие нормы, может пройти немало времени. При этом, как производители машин и оборудования, так и эксплуатационники оборудования могут без бюрократических импульсов проявить свою активность.
Резьбовые соединения, применяемые на мотоциклах
Резьбовые соединения — основной вид разборных соединений двух или нескольких деталей, узлов и агрегатов. Они встречаются в любом механизме, в том числе и в мотоциклах, которые «нашпигованы» резьбой сверху донизу — от вентилей колесных камер до крепления проводов и ободка фары.
Резьбовые соединенияПри длительной эксплуатации мотоцикла приходится периодически менять отдельные его детали. Со временем резьбовые соединения, на которых собран мотоцикл, ослабевают и, рано или поздно, встает вопрос об их замене. Но что такое резьбовое соединение само по себе и какие виды резьбовых соединений существуют?
Прежде всего, что такое собственно «резьба»? Резьба — это винтовая канавка того или иного профиля, прорезанная на цилиндрической или конической поверхности. В зависимости от формы канавки наиболее распространены треугольная, трапецеидальная, полукруглая и упорная резьбы. Различают также однозаходные и многозаходные резьбы, а по месту нарезки — наружные и внутренние. Кроме того, резьбы отличаются по их параметрам. И, наконец, встречаются правые и левые резьбы. В машиностроении применяются три вида треугольных резьбовых соединений: метрическая, дюймовая и трубная. Поскольку в конструкции отечественных мотоциклов используется в основном однозаходная правая (то есть завинчивание происходит по часовой стрелке) метрическая резьба, то и разговор будет именно о ней. Исключением из правила в конструкции мотоцикла являются левые резьбы на шейках коленвала, выходная резьба на вторичном валу КПП и иногда — на колесных осях, а также дюймовая резьба на вентилях камер, единая для всех транспортных средств. Профиль метрической резьбы имеет вид треугольника с углом 60° в его вершине. Резьбы делятся на основную крепежную и несколько мелких. Основные параметры, по которым различаются резьбы,— диаметр и шаг, задающиеся в миллиметрах. Шагом резьбы называется расстояние между вершинами двух соседних витков. Диаметр наружной резьбы равен внешнему диаметру ее выступов, а диаметр внутренней — диаметру ее впадин, то есть для определения диаметра резьбы измеряется наружный диаметр болта или другой детали с резьбой, а для внутренних резьбовых отверстий диаметр определяется по подходящему болту. Для обозначения резьбы на чертежах применяются специальные записи, включающие в себя основные параметры. Примеры таких обозначений: М8; М8Х1; М10Х1,- М1 ОХ 1.25, где М — метрическая резьба, первая цифра — наружный диаметр резьбы, вторая цифра — шаг резьбы. На приведенных примерах видно, что вторая и третья резьбы имеют одинаковые шаги, но разные диаметры, а третья и четвертая — одинаковые диаметры, но разные шаги. В обозначении первой резьбы указан только диаметр, это означает, что данная резьба — одна из основных крепежных, шаг в этом случае просто не указывается.
Резьба может быть нарезана либо на каком-то узле или части конструкции (наружная, например, на валу или оси, а внутренняя — в отверстии, просверленном в кожухе или картере), либо утолщенной головкой различных форм. На части стержня или на всей его длине нарезана резьба, в головке имеются прямоугольный паз, так называемый «шлиц», или крестообразное углубление («крест») или углубление в форме правильного шестигранника, которые предназначены для завинчивания и отвинчивания винтов с помощью отверток или специальных ключей. Болт — крепежная деталь в виде цилиндрического стержня с утолщенной головкой в форме правильного шестигранника, которая предназначена для завинчивания и отвинчивания болтов с помощью рожковых, накидных, торцовых ключей или головок.
Шпилька — крепежная деталь в виде стержня, имеющего резьбу на обоих концах. Гайка — крепежная деталь, имеющая отверстие с резьбой. По форме гайки бывают круглыми, шестигранными, корончатыми, гайками-барашками и т. д.
Наконец, шуруп — крепежная деталь в виде винта с очень большим шагом винтовой нарезки, заборным конусом для ввинчивания в мягкий материал и шлицом или «крестом» под отвертку. Чаще всего на мотоцикле применяют болты, винты и гайки. Винты могут быть с выступающей или потайной головкой. Гайки вместе со стопорными или прокладочными шайбами наворачиваются на любую деталь с внешней резьбой, имеющуюся на мотоцикле (включая оси крепления колес). Шпильки обычно одним концом вворачиваются в тело кожуха или картера, свободным же концом они про пускаются в гладкое отверстие другой детали, после чего на шпильку надевается шайба и завинчивается гайка, стягивающая обе или несколько деталей. Шурупы как таковые на мотоцикле не применяются, но может использоваться их разновидность, так называемые «саморезы», которыми обычно крепятся детали из тонкой жести или мягкого материала.
Теперь вернемся к вопросу, поставленному в начале,— замена резьбовых частей. Понятно, что если выходит из строя крупная деталь, например, ось колеса, то ее проще заменить целиком. А вот если резьбу замяло, сбило или срезало, можно ли как-то исправить это в условиях домашней мастерской? Разумеется, можно. Такое восстановление резьбы может выглядеть следующим образом.
1. Если наружная резьба замята на конце, то несколько крайних ниток можно просто спилить напильником или на наждаке, сделав широкую фаску. Длина резьбы уменьшится незначительно, а деталь удастся сохранить.
2. Если наружная или внутренняя резьба незначительно замяты на самой резьбовой части, а деталь не является силовой или несущей, то можно «прогнать» резьбу заново, подобрав плашку или метчик соответствующих размеров. В месте повреждения после нарезки профиль резьбы будет несколько меньше по диаметру. Если длина поврежденного участка составляет более одной трети резьбовой части, то такую деталь лучше заменить или использовать где-нибудь в менее ответственном соединении.
3. Если сорвана резьба в гайке большого размера, то можно рассверлить отверстие под диаметр следующей резьбы и нарезать ее. Такие гайки можно использовать, но только в малоответственных соединениях, вообще же, изношенный крепеж лучше заменять новым.
4. Если сорвана резьба в теле детали, то точно также, если, конечно, позволяет толщина детали, можно рассверлить отверстие и нарезать новую резьбу большего диаметра, изготовив затем ремонтную шпильку или использовав болт соответствующего размера. Возможен и другой вариант, когда в отверстие с перерезанной резьбой вворачивается «футорка», то есть трубка, у которой снаружи нарезана ремонтная резьба, а внутри — резьба прежнего размера. При этом могут использоваться стандартные шпилька или болт. Теперь несколько советов по нарезанию резьбы вручную. При нарезании наружной резьбы на обрабатываемой детали прежде необходимо сделать фаску, «заход». На собственно резьбовом участке перед нарезкой желательно снять несколько десятых миллиметра по диаметру. Это нужно для того, чтобы при работе излишки металла не рвали нарезанную резьбу. Еще лучше, если диаметр заготовки под резьбу изначально выбран на несколько десяток меньше диаметра резьбы. При выборе диаметра отверстия под внутреннюю резьбу обычно руководствуются формулой «диаметр отверстия равен диаметру резьбы минус шаг резьбы». Так, например, для резьбы М5Х0,8 диаметр отверстия будет равен 5—0,8=4,2 мм, для резьбы М12X1,25 диаметр отверстия будет равен 10,8 мм (сотые доли в таких случаях можно опустить) и т. д. При этом, особенно в случае нарезания резьбы в мягком металле или материале, можно, и даже нужно, увеличить диаметр отверстия на величину от одной до нескольких десятых миллиметра в зависимости от размеров резьбы. Это правило действует, начиная с резьбы диаметром 5 мм.
При нарезании резьбы вручную необходимо точно сцентрировать метчик по отверстию или плашку по заготовке, в противном случае резьба может получиться однобокой, рваной или нарезанной с неправильным углом. При нарезании же резьбы в отверстии метчик может просто уйти в сторону от отверстия и «врезаться» в тело детали, что обычно приводит к его поломке.
Материал опубликован в журнале «Мото».
Читайте также:
Регулировка карбюратора К 65.
Полный обзор типов подключения (включая изображения)
Типы подключения могут быть огромными. Существует несколько различных типов подключений, и в некоторых случаях они могут быть очень похожи друг на друга. В этом блоге мы собираемся изучить различные типы подключения, с которыми вы можете столкнуться, и подчеркнем разницу между ними.
Итак, прежде чем вы выдернете волосы из-за разочарования и замешательства, погрузитесь в разговор с нами. Мы упростим вам задачу, сохранив вас и ваши волосы.
Типы соединений можно найти с несколькими комбинациями соединений, иногда затрудняя определение того, какой конец является каким. Мы включили изображения в качестве наглядного пособия, чтобы вы могли понять разницу между различными типами подключения.
Мы рассматриваем следующие типы подключения:
- Резьбовое
- Колючая / вставка
- Мини-стержень / Поли-стержень
- Комбинированные ниппели / приспособления для ремонта шлангов
- Наконечник / Головка / Втулка
- Нажимная посадка
- Поворот и замок
- Пластиковый Quick Connect
- Flare
- Сжатие
- Садовый шланг
- Припой / медь
- Обжим / холодное расширение
Резьбовой
Резьба — ключевой компонент большинства фитингов.Вы, вероятно, несколько раз сталкивались с потоками, но они, возможно, не назывались потоками. Национальная трубная резьба (NPT) относится к измерению конической резьбы на резьбовых трубах и фитингах.
Темы делятся на две категории: мужские и женские. Наружная резьба находится на внешней стороне трубы или фитинга, а внутренняя резьба — на внутренней. Чаще наружная и внутренняя резьбы называются MPT и FPT.
Теперь вы, возможно, видели другой термин, размер железной трубы (IPS), представленный как мужская железная труба (MIP) и внутренняя железная труба (FIP).Интересный факт, это означает то же самое, что и MPT и FPT. Как только вы узнаете, что они практически одинаковы, вам будет намного проще искать нужные соединения.
Колючая / вставка
Если резьба является ключевым компонентом фитинга, то зазубрины тоже. Как видно на рисунках, легко отличить колючую от нитки. Не знаете термина колючий, может быть, вы слышали о Insert? Колючая и вставка одинаковы. Некоторые называют их зазубринами, а некоторые — вставками.Оба верны. Заусеницы вставляются в трубку и благодаря своей конструкции лучше остаются на месте.
Колючие соединения на фитингах не всегда выглядят одинаково на всех деталях, которые вы увидите. Зубцы могут быть большими, маленькими или более разнесенными, в зависимости от фитинга и того, для чего он предназначен.
Мини-стержень / Поли-стержень
Mini Barb, иногда называемый Poly-barb, соединяется с полиэтиленовой трубкой и имеет отличную вибростойкость.Они бывают меньшего размера, чем обычные зазубрины.
Комбинированные ниппели / приспособления для ремонта шлангов
Комбинированные ниппели используются для перехода от шланга к трубе или клапанам. Устройства для ремонта шлангов используются для соединения двух отрезков шланга вместе или ремонта поврежденного участка шланга. Комбинированные ниппели и приспособления для ремонта шлангов подходят для шлангов с прямым концом из термопласта и натурального каучука. Зубцы на этих фитингах специально разработаны для этих целей.
Наконечник / Головка / Втулка
Вставные / розеточные соединения можно найти в фитингах из ПВХ сортов 40 и 80.Скольжение считается «внутренним» соединением фитингов из ПВХ и также может называться ступицей. Slip / Socket позволяет вставить гладкий конец.
Патрубок вставляется в соединение с прорезью / розеткой, как правило, с использованием клея для закрепления соединения. Патрубок считается «охватываемым» соединением фитингов из ПВХ. Конец патрубка имеет такой же внешний диаметр, как и труба.
Как вы можете видеть на рисунке, переходник / розетка — это верхнее соединение, а патрубок — это нижнее соединение.
Нажимная посадка
Фитинги и шаровые краны можно найти на фитингах и шаровых кранах. Они в основном используются для соединения с медной трубкой (CTS), CPVC или PEX. CTS — это труба намного меньшего размера, чем NPT, что означает, что труба NPT не может использоваться в соединениях Push-fit. Соединение выполняется простым проталкиванием трубки через опору для трубки в соединение. Для отсоединения трубки и фитинга можно использовать специальный инструмент для отсоединения, что позволяет использовать их повторно.
Поворот и блокировка
Соединения Twist и Lock представляют собой комбинацию технологии push-fit и сжатия.Они могут зафиксироваться на месте, повернув стопорную гайку по часовой стрелке, что позволяет им плотно прикрепить к трубке. Отсюда и произошло название Twist and Lock.
Пластиковый Quick Connect
Пластиковые фитинги быстрого соединения очень похожи на фитинги Push-fit. Похоже, но не то же самое. Трубка проталкивается в гнездо фитинга до тех пор, пока конец трубки не упирается в ограничитель трубки, после чего соединение становится плотным и надежным.
Вспышка
Раструбные соединения обычно встречаются, как вы уже догадались, на развальцовочных фитингах.Резьба на развальцованных фитингах не доходит до конца фитинга, как показано на рисунке. Раструб — это тип компрессионного фитинга, который чаще всего используется с металлическими трубками. Скорее всего, вы столкнетесь с коннекторами только с внутренней или с внутренней резьбой.
Сжатие
Компрессионные соединения обычно встречаются на компрессионных фитингах. Вы видите здесь закономерность? Как видно на картинке, они состоят из трех отдельных частей. Когда вы затягиваете гайку, на втулку, фиксирующую соединение, оказывается давление.Они используются в водопроводных системах для соединения труб, таких как медь или полиэтилен. Иногда сжатие может быть представлено как CP.
Садовый шланг
Резьба для садового шланга (GHT) бывает мужской (MGHT) и внутренней (FGHT). Важно отметить, что GHT отличается от NPT. Соединения садового шланга несовместимы с NPT, хотя оба имеют резьбу. Если требуется штуцер для водяного шланга, его следует искать. Вы можете видеть на картинке, что верхнее соединение — это MPT, а нижнее соединение — MGHT.
Припой / медь (C)
В прошлом это было очень распространенное соединение, но сейчас оно не так популярно. Из-за рисков, связанных с процессом пайки. Медная труба вставляется в фитинг, и припой заполняет зазор между фитингом и трубой.
Обжим / холодное расширение
Обжимные соединения и соединения холодного расширения подходят для использования с трубками Pex. Труба обжимается на фитинг с помощью специального инструмента. Это делается путем добавления обжимного кольца на трубку.Кольцо взаимодействует с ребрами фитинга, обеспечивая надежное соединение.
Подобно обжимному соединению, при холодном расширении используется специальное «кольцо» для затяжки соединения, только оно обычно называется гильзой. Соединение выполняется путем размещения муфты на трубке pex, растягивания муфты и затем вставки фитинга. Если дать муфте и трубке время вернуться к исходному размеру, это обеспечит очень надежное соединение.
A Руководство по трубным и трубопроводным фитингам: десять проверенных типов
Утечка в системе чаще всего возникает в соединениях.Вот почему выбор, установка и обслуживание фитинговых соединений системы является важным компонентом работы предприятия. Если говорить только о затратах на электроэнергию, то несколько небольших утечек на объекте, использующем воздух на 100 фунтов. на квадратный дюйм, например, при затратах на потребление электроэнергии 6 центов / киловатт-час может ежегодно терять более 22 000 долларов.
Существует ли идеальное фитинговое соединение, которое обеспечивает работу без утечек на 100% при любых требованиях к параметрам системы? Нет. Трубы любого типа или фитинги могут протекать при определенных условиях, особенно при наличии механической вибрации.Однако некоторые конструкции и технологии фитингов обеспечивают большую надежность, чем другие. Правильно установленная качественная арматура может снизить утечку менее чем до 3%.
Соображения по предотвращению утечек включают типы соединительных устройств, используемых для соединения технологических трубопроводов по всей системе, а также уровень опыта тех, кто устанавливает и обслуживает приложение. Ознакомление с важными советами и предупреждениями по проектированию, установке и техническому обслуживанию для различных типов фитингов может свести к минимуму потенциальные проблемы систем обработки жидкостей и повысить их общую производительность.
Фитинги для труб
Компрессионные фитинги. Это был первый разработанный трубный обжимной фитинг. Трехкомпонентная гайка, корпус и уплотнительное кольцо или втулка используют фрикционную рукоятку на трубке. Преимущество этого типа заключается в том, что при сборке не требуются специальные инструменты, в отличие от трубных соединений, для которых требуются нарезные приспособления для резьбы и плашки для нарезания резьбы. Кроме того, уплотнения часто бывают линейного типа, что создает доминирующую силу в одной небольшой области, обеспечивая одно из наиболее эффективных уплотнений между металлическими поверхностями.Однако этот тип соединения может выдерживать только минимальное давление в результате трения. Он доступен только из нескольких материалов (в основном из латуни) и часто плохо работает в системах, подверженных вибрации, термоциклированию и другим динамическим силам.
Раструб. Состоит из гайки, втулки и корпуса с раструбом или конусом. В некоторых случаях втулка используется как саморасширяющийся вариант, обычно для труб с более тонкими стенками или из более мягких материалов. По сравнению с оригинальным компрессионным фитингом, конусный фитинг может выдерживать более высокие давления и более широкие параметры системы.Он также доступен в большем разнообразии материалов и имеет большую площадь уплотнения, что обеспечивает возможность переделки при техническом обслуживании. Однако для подготовки трубы к установке требуются специальные инструменты для развальцовки. Кроме того, развальцовка НКТ может вызвать появление концентраторов напряжения в основании развальцовки или вызвать осевые трещины на тонких или хрупких НКТ. Неровные срезы трубок создадут неровную поверхность уплотнения.
Врезной штуцер. Этот фитинг не требует специальных инструментов для сборки и рассчитан на более высокое номинальное давление, чем в исходной конструкции сжатия.Конструкция состоит из фитинга с гайкой, корпуса и наконечника (ов) с острым передним краем, который входит в обшивку трубки для достижения удерживающей способности. Второе уплотнение выполняется на длинной и глубокой поверхности между наконечником и внутренним конусом корпуса. Фитинги врезного типа обычно имеют конструкцию с одним обжимным кольцом. Это требует, чтобы носок наконечника выполнял две функции: врезался в трубку, чтобы удерживать ее, и обеспечивать уплотняющий элемент для корпуса муфты, действие, которое может легко нарушить одну или обе функции.Разделение функций двумя обжимными кольцами (первое для герметизации, второе для удержания трубки) решило бы эту проблему, поскольку разделение позволило бы разрабатывать каждый из элементов специально для этой задачи.
Фитинг с механической ручкой. Обычно это конструкция с двумя обжимными кольцами, в которой также может использоваться характеристика уплотнения под действием нагрузки. Это относится к пружинному действию втулки во время герметизации. Когда фитинг вытягивается вверх, передняя обойма подпружинена, поскольку она уплотняет, тем самым соединяя поверхности трубки и корпуса муфты.Радиальное цанговое или удерживающее действие заднего обжимного кольца захватывает трубку на расстоянии сразу за пределами точки удержания трубки на передней части обоймы для повышения устойчивости к вибрации. Разрыв и переделка фитинга после установки могут быть успешно выполнены без повреждения фитинга или трубок. Некоторые производители предлагают калибр для обеспечения надлежащего и достаточного натяжения при первоначальной установке. Недостаточная затяжка трубных обжимных фитингов, особенно из более твердых материалов, таких как нержавеющая сталь, может быть основной причиной утечки.
Фитинги для труб
Трубы под приварку встык. Это соединение трубной арматуры, наиболее устойчивое как к вибрации, так и к усталости, но имеющее недостатки. Например, сварочное оборудование и специальное обучение, необходимые для выполнения соединения, могут быть дорогостоящими. Кроме того, для установки фитингов под приварку встык в систему требуется больше времени, чем для других вариантов фитингов. Кроме того, обучение необходимо для обеспечения качественных сварных соединений.Наконец, использование фитингов этого типа ограничивает доступность для обслуживания, если только обслуживающий персонал не готов носить с собой резак или ножовку, чтобы врезаться в системную линию.
Фитинг NPT (национальная трубная резьба). Фитинги NPT, один из наиболее распространенных типов соединений в технологических жидкостях, имеют коническую резьбу как на наружном, так и на внутреннем концах. На самом деле уплотнение представляет собой «раздавливающее уплотнение» между соединяемыми металлическими поверхностями и происходит на боковой поверхности, гребне и впадине конической резьбы.Из-за сродства, которое имеет металл к самому себе, особенно при сопряжении с углеродистой сталью или нержавеющей сталью, заедание и разрыв металла будут происходить во время процедуры установки. При соединении резьбовых соединений NPT необходимо обязательно нанести смазку или герметик со смазочным веществом на наружную резьбу, чтобы предотвратить повреждение. Популярным герметиком для резьбовых соединений является лента из политетрафторэтилена (ПТФЭ).
Фитинг с прямой резьбой SAE (Общество автомобильных инженеров). Другой набирающий популярность тип резьбы, SAE — это механический тип, предназначенный для удержания на месте только фитинга.Резьба SAE не обеспечивает герметичность. Герметизирующую функцию обеспечивает эластомер, обычно расположенный в основании наружной резьбы. Эластомер прижимается к выступу или плоской поверхности возле входа в гнездовой порт. Этот тип резьбового уплотнения предлагает преимущества соединения NPT в том, что техобслуживание, доступность и переделка фитинга значительно упрощаются для установщика.
Фитинги ISO (Международная организация по стандартизации) с параллельной и конической резьбой. Это аналогично фитингам с конической резьбой NPT (для обеспечения герметичности при помощи резьбы) и фитингам с прямой резьбой SAE, в которых используется эластомер, металлическая шайба или прокладка в качестве резервного уплотнения.
Конический фитинг с сухим уплотнением NPTF (National Pipe Thread Fine). Резьба Dryseal имеет более укороченные корни, чем гребни, поэтому посадка с натягом приводит к раздавливанию гребней сопрягаемой резьбы. Теория, лежащая в основе этой резьбы, заключается в том, что, когда вершина, основание и боковая поверхность резьбы входят в зацепление, всегда достигается сопрягаемый контакт, создавая уплотнение без смазки.К сожалению, свойства, присущие некоторым металлам, таким как углеродистая сталь и нержавеющая сталь, вызывают истирание уплотнений этого типа без смазки, что затрудняет первоначальную установку и делает невозможным переделку.
Раструб 37 градусов AN (армия / флот). Здесь используется прямая механическая резьба, аналогичная конструкции с прямой или параллельной резьбой SAE и ISO. Он используется только для удержания, в то время как расширяющийся конец под углом 37 градусов, обработанный на конце фитинга, сопрягается с расширяющейся внутренней поверхностью у основания порта с внутренней резьбой.Это соединение используется преимущественно в гидравлических системах.
Понимая приведенные выше характеристики конструкции фитингов, ваша группа технического обслуживания будет лучше подготовлена к исправлению системных проблем, поддержанию ее в рабочем состоянии и снижению затрат, связанных с утечками.
Четыре типа резьбовых технологических соединений, которые вам нужно знать — Часть 1/2
Еще в 19 веке резьбовые технологические соединения были очень разнообразны и несовместимы друг с другом. В настоящее время, благодаря усилиям, предпринимаемым людьми, стремящимися стандартизировать потоки технологических соединений, выбор датчика давления сводится к немногим.Ниже представлены три типа резьбы, а именно BSP, NPT и UNF.
British Standard Pipe
BSP, British Standard Pipe, была создана Джозефом Уитвортом в середине 19 -го века и сейчас широко применяется от Европы до Азии, в частности в Великобритании. BSP — это тип параллельной резьбы, а герметичное уплотнение обеспечивается с помощью уплотнительной шайбы, которая изготавливается из разных материалов в зависимости от давления и используемой среды. Наиболее распространенные размеры — или ½ дюйма BSP.
| 1/2 «BSP НАРУЖНАЯ ЧАСТЬ | 1/2″ G EN837 DIN16288 | 1/4 «G EN837 DIN16288 | 1/4″ G DIN3852 |
| BSPP (G) | BSPT (R / Rp) | |||||||
| Размер резьбы (дюйм) | Главный диаметр (мм) | Вспомогательный диаметр (мм) | TPI | Размер наружной резьбы дюйм) | Размер внутренней резьбы (дюйм) | Главный диаметр (мм) | Малая внутренняя резьба Диаметр (мм) | TPI |
| G 1/16 ” | 7,723 | 6,561 | 28 | R 1/16 ”Rp 1/16” | 7,723 | 6,490 | 28 | |
| G 1/8 ” | 9,728 | 8,566 | 28 | R 1/8” | / 8 ”9,728 | 8,495 | 28 | 901 27|
| G 1/4 ” | 13,157 | 11,445 | 19 | R 1/4” | Rp 1/4 ” | 13,157 | 11,341 | 19 |
| 16,662 | 14,950 | 19 | R 3/8 ” | Rp 3/8” | 16,662 | 14,846 | 19 | |
| G 1/2 ” | 20,955 | R 1/2 ” | Rp 1/2” | 20,955 | 18,489 | 14 | ||
| G 3/4 ” | 26,441 | 24,117 | 14 | R 3/4” 90p126 3/4 ” | 26,441 | 23,975 | 14 | |
| G 1” | 33,249 | 30,291 | 11 | R 1 ” | Rp 1” | 33,249 | ||
| G 2 ” | 59,614 | 56,656 9012 6 | 11 | R 2 « | Rp 2″ | 59 614 | 56 476 | 11 |
National Pipe Taper
В США наиболее популярным технологическим соединением является NPT (National Pipe Tapered), особенно в предприятиях нефти и нефтепродуктов.По сравнению с BSP, NPT легче разрезать, он удобен в использовании и считается ускорителем американской промышленной революции. Являясь разновидностью системы винтовой резьбы, NPT представляет собой коническую резьбу с герметичным уплотнением, выполненным на самой резьбе. Наиболее распространенные размеры — 1/4 или 1/2 дюйма NPT.
| 1/2 «NPT НАРУЖНАЯ | 1/4″ NPT НАРУЖНАЯ | 1/4 «NPT ВНУТРЕННЯЯ РЕЗЬБА | 1″ NPT С УПЛОТНЕНИЕМ |
| Размер резьбы | Главный диаметр (мм) | TPI | |
| 1/16 дюйма — 27 NPT | 7,938 | 27 | |
| 1/8 дюйма — 27 NPT | 10,287 | 27 | 1/4 ”- 18 NPT | 13,716 | 18 |
| 3/8” — 18 NPT | 17,145 | 18 | |
| 1/2 ”- 14 NPT | 21,336 | 14 | |
| 3/4 ”- 14 NPT | 26,670 | 14 | |
| 1” — 11 ½ NPT | 33,401 | 11,5 | |
| 2 ”- 11 ½ NPT | 60,325 | 60,325 90 5 |
Стойка для унифицированной резьбы ard
Уильям Селлерс также разработал то, что стало стандартом Unified Thread Standard.Технологические соединения с прямой резьбой, известные как SAE, теперь называются UNF (Unified National Fine) в соответствии со стандартом Unified Thread Standard.
Распространенным вариантом этих технологических соединений является M / F-250 или фитинг автоклава. Этот фитинг имеет конус на конце для диапазонов давления выше 10 000 фунтов на квадратный дюйм. Его также часто называют фитингом Sno Trik®, хотя это торговая марка.
Наиболее распространенными типами резьбы UN (Unified National) являются:
- UNC — Unified National Coarse Thread, сравнимая с метрической резьбой ISO.
- UNF — Унифицированная национальная тонкая резьба.
* По сравнению со стандартной резьбой (крупная резьба) мелкая резьба имеет меньший шаг.
Унифицированные резьбы бывают трех разных классов:
- 1A (внешняя) и 1B (внутренняя): для применений, где требуется большой допуск для упрощения сборки даже со слегка зазубренной резьбой.
- 2A (внешний) и 2B (внутренний): наиболее часто используемый класс для общих приложений
- 3A (внешний) и 3B (внутренний): для приложений, где важны точность посадки и / или точность резьбовых элементов.
| UNC (2A) | UNF (2A) | |||||||||||||
| Номинальный диаметр | Главный диаметр (мм) | Малый диаметр (мм) | TPI | Основной диаметр | мм (Основной диаметр)Малый диаметр (мм) | TPI | ||||||||
| 1/4 дюйма x 20 UNC | 6,322 | 4,978 | 20 | 1/4 дюйма x 28 UNF | 6,325 | 90 5,360 905,360|||||||||
| 5/16 дюйма x 18 UNC | 7,907 | 6,401 | 18 | 5/16 дюйма x 24 UNF | 7,910 | 6,782 | 24 | |||||||
| 9,48 91 дюйма | 7,798 | 16 | 3/8 дюйма x 24 UNF | 9,497 | 8,382 | 24 | ||||||||
| 7/16 дюйма x 14 UNC | 11,076 | 125125 14/14 | х 20 UNF | 11 079 | 9,728 | 20 | ||||||||
| 1/2 дюйма x 13 UNC | 12,661 | 10,592 | 13 | 1/2 дюйма x 20 UNF | 12,667 | 11,328 | 20 | ”X 11 UNC15,834 | 13,386 | 11 | 5/8” x 18 UNF | 15,839 | 14,351 | 18 |
| 3/4 дюйма x 10 UNC | 301210 | 3/4 дюйма x 16 UNF | 19,012 | 17,323 | 16 | |||||||||
| 7/8 дюйма x 9 UNC | 22,176 | 19,177 | 9 | 7/8 дюйма x 148 дюймов 22,184 | 20,269 | 14 | ||||||||
| 1 дюйм x 8 UNC | 25,349 | 21,971 | 8 | 1 дюйм x 12 UNF | 25,354 | 12 23,114 | 12 23,114 | 5 UNC50,726 | 4 4,679 | 4.5 | ||||
Метрическая резьба ISO
Метрическая резьба ISO — это наиболее часто используемый в мире тип винтовой резьбы общего назначения. Они были одними из первых международных стандартов, согласованных при создании Международной организации по стандартизации в 1947 году.
Обозначение «M» для метрических винтов указывает номинальный внешний диаметр винта в миллиметрах (например, винт M6 имеет диаметр номинальный наружный диаметр 6 миллиметров).(Источник из Википедии)
| ISO 262 выбранных размеров для винтов, болтов и гаек | |||||||||||||||||
| Номинальный диаметр D (мм) | Шаг P (мм) | Номинальный диаметр D (мм) | Шаг P ( мм) | ||||||||||||||
| 1-й вариант | 2-й вариант | Грубый | Мелкий | 1-й вариант | 2-й вариант | Грубый | Мелкий | ||||||||||
| 1 | 0,25 0,22 | 16 | 2 | 1,5 | |||||||||||||
| 1,2 | 0,25 | 0,2 | 18 | 2,5 | 2 или 1,5 | 1,4 | 2,5 | 2 или 1,5 | |||||||||
| 1,6 | 0,35 | 0,2 | 22 | 2,5 | 2 или 1,5 | ||||||||||||
| 1.8 | 0,35 | 0,2 | 24 | 3 | 2 | ||||||||||||
| 2 | 0,4 | 0,25 | 27 | 3 | 2 | 2 | 2 | 2 | 0,35 | 30 | 3,5 | 2 | |||||
| 3 | 0,5 | 0,35 | 33 | 3,5 | 2 | ||||||||||||
| 35 | 0,6 | 0,35 | 36 | 4 | 3 | ||||||||||||
| 4 | 0,7 | 0,5 | 39 | 4 | 0,5 | 42 | 4,5 | 3 | |||||||||
| 6 | 1 | 0,75 | 45 | 4,5 | 3 | ||||||||||||
| 775 | 48 | 5 | 3 | ||||||||||||||
| 8 | 1,25 | 1 или 0,75 | 52 | 5 | 4 | 10 | 56 | 5,5 | 4 | ||||||||
| 12 | 1,75 | 1,5 или 1,25 | 60 | 5,5 | 4 | ||||||||||||
| 145 | 64 | 6 | 4 | ||||||||||||||
Дополнительную информацию см. В части 2.
Методы уплотнения | Адапталл
Портовые фитинги — Коническая и параллельная резьба
При работе с фитингом порта первым шагом к идентификации резьбы является определение того, является ли резьба параллельной или конической. Параллельность означает, что стенки резьбы прямые; в то время как конусность означает, что стенки резьбы, если продолжить продольно, в конечном итоге встретятся.Уплотнение необходимо использовать для всех параллельных фитингов в порте, за исключением фитингов Cutting Face, однако они встречаются довольно редко. Важно отметить, что BSPT (труба британского стандарта — коническая) может уплотняться в параллельный порт BSP, а метрическая коническая резьба может входить в параллельный метрический порт.
Этот первый шаг поможет вам исключить несколько возможных типов резьбы, а также, возможно, раскрыть метод герметизации. Для параллельной резьбы в порте фитинг обычно уплотняется в верхней части резьбы с помощью уплотнительного кольца или уплотнения.Фитинг с конической резьбой обычно уплотняется за счет заклинивания резьбы металл-металл. Перед установкой наносится резьбовой герметик, чтобы уменьшить утечки на конической резьбе.
| Наружная коническая X Коническая внутренняя резьба | Параллельная наружная резьба X Параллельная резьба | Наружная коническая X Параллельная внутренняя |
|---|---|---|
| Уплотнения через резьбовые клинья | Уплотнения через уплотнительное кольцо / склеенное уплотнение | Уплотнения через резьбовые клинья |
| BSPT | БСПП | M-BSPT X F-BSPP (только порт / фиксированная розетка) |
| Метрический конус | Метрическая система | M-метрический конус X F-метрический (только порт / фиксированная внутренняя резьба) |
| NPT | SAE Уплотнительное кольцо Boss |
Расширяющееся седло против конического седла против шарового седла
Способность правильно идентифицировать посадочные места, фаски и их соответствующие углы также может быть преимуществом для общей идентификации фитинга.Расширяющиеся седла относятся к выступающему «конусу» на наружной резьбе, а также к соответствующему перевернутому конусу на внутренней резьбе. Фаска — это термин, обозначающий скошенную изнутри уплотнительную поверхность внутри наружной резьбы, которая сопрягается с коническим гнездом с внутренней резьбой и обычно имеет угол 30 ° / 60 °. Обратите внимание, что язык является взаимозаменяемым, т. Е. Фаски также могут называться перевернутыми расклешенными сиденьями и наоборот.
Под шаровыми седлами, однако, понимается сферическая уплотнительная поверхность внутри внутренней резьбы (только вертлюг), которая уплотняется с фаской на внутренней стороне наружной резьбы.Все эти системы уплотнения имеют общую черту, заключающуюся в том, что в местах соприкосновения охватываемой и охватывающей поверхностей (не включая резьбу) создается уплотнение «металл-металл».
| Расширенное седло | Конусное седло | Шаровое седло |
|---|---|---|
| JIC | БСПП | Метрическая (внутренняя поворотная) |
| JIS | DIN DKO Метрическая система | NPSM (седло шарика из латуни) |
| Komatsu | NPT (Вертлюг с внутренней резьбой NPSM) | |
| Метрическая система Китая GB 37/74 |
Торцевое уплотнение против уплотнения бобышки
Фитинги с торцевым уплотнением и с уплотнением бобышки используют герметичное уплотнительное кольцо для создания уплотнения.Разница в том, что фитинги с торцевым уплотнением имеют уплотнительное кольцо, расположенное в области с канавками на конце наружной резьбы, в то время как фитинги с торцевым уплотнением имеют уплотнительное кольцо, расположенное в основании наружной резьбы. Соответствующий фитинг с внутренним торцевым уплотнением имеет плоскую уплотнительную поверхность, которая входит в зацепление с уплотнительным кольцом в охватываемом фитинге и сжимает его, когда фитинги соединяются с резьбой, и создает уплотнение. Фитинги с внутренней резьбой Boss Seal, с другой стороны, имеют рифленую «бобышку» перед первой резьбой, которая закрывает уплотнительное кольцо на наружной резьбе, тем самым создавая уплотнение.
Самый популярный тип фитингов с торцевым уплотнением — это уплотнительное кольцо с торцевым уплотнением, однако его легко спутать с фитингами с торцевым уплотнением HIAB или GB, которые также используют торцевое уплотнение. Самым популярным типом фитингов с уплотнением бобышки является уплотнительное кольцо бобышки, однако его можно легко спутать с метрическим стандартом ISO 6141, в котором используются метрическая резьба и уплотнение бобышки.
| Типы фитингов с торцевым уплотнением | Типы фитингов с уплотнением бобышки |
|---|---|
| Торцевое кольцо круглого сечения | SAE Уплотнительное кольцо Boss |
| HIAB | Метрическая система ISO 6141 |
| Торцевое уплотнение, метрическое, китайское, GB |
Уплотнение металл по металлу
Одним из более редких методов герметизации фитинга в порту является герметизация металла по металлу, также известная как режущая поверхность или тип B.Эта конструкция создает уплотнение с помощью острой «режущей поверхности» в основании наружной резьбы, которая врезается в плоские поверхности или «пятно», окружающие порт, когда фитинг затягивается и затягивается.
Режущая кромка типа B доступна в BSPP (ISO 1179-4) и метрической (ISO 9974-3), хотя ее часто ошибочно идентифицируют как обычный BSPP или метрический фитинг с портом с отсутствующим уплотнением. Найдите на фитинге с наружной резьбой приподнятую внешнюю часть, где могла бы проходить приклеенная шайба или уплотнение; если он существует, это означает, что фитинг является режущей гранью.
Трубные обжимные фитинги 24 ° DIN
ФитингиDIN имеют конический угол горловины 24 ° внутри наружной резьбы. Для соединения трубки трубная гайка затягивается поверх метрической резьбы (для установки рекомендуются закаленные корпуса фитингов для предварительной сборки), при этом трубка зажимается обжимным кольцом или врезным кольцом. За счет того, что гайка надежно прикреплена к трубному фитингу, оба сжимают врезное кольцо, которое удерживает узел на месте и создает уплотнение. Этот тип уплотнения также включает фитинги Kobelco, которые по сути представляют собой метрическую резьбу серии L с резьбой 1.Шаг резьбы 5 мм для всех размеров.
Фитинги и аксессуарыDIN 24 ° относятся к одному из трех классов давления : серия LL для сверхлегкого режима, серия L для легкого режима и серия S для тяжелого режима.
| Метрические компрессионные фитинги 24 ° Типы |
|---|
| Труба DIN |
| Kobelco |
| Японский металлургический завод (JSW) |
| Французский ГАЗ |
Уголки уплотнительной поверхности
Угловые уплотнительные поверхности на фитингах могут использоваться для облегчения идентификации фитингов.Есть несколько способов определить этот угол, например, с помощью измерителя угла или профильного проектора.
| Внутренняя фаска 24 ° | Внутренняя фаска 30 ° | Внешний отбортованный, 30 ° | Внешний раструб 37 ° | Внешний отбортованный под 45 ° | Нет / Плоский |
|---|---|---|---|---|---|
| DIN Метрическая система | БСПП | Komatsu | JIC | SAE 45 ° | ORFS |
| Kobelco | DIN 7631 Метрическая система | JIS | GB Метрическая система (китайский) | AN 45 ° | ORB |
| JSW | NPTF / NPSM | ISO 6149 Метрическая система | |||
| Французский ГАЗ | BSPP и метрический порт | ||||
| Китайское торцевое уплотнение, метрическая система | |||||
| BSPT |
Drip Depot Подставка для самостоятельного орошения
Детали и компоненты капельного орошения соединяются между собой различными способами, одним из которых является резьбовое соединение.Садовый шланг, подсоединенный к нагруднику для шланга (иногда его называют патрубком), является простым примером такого типа соединения.
Резьбовые соединители доступны в двух вариантах: один вариант имеет конец с наружной резьбой, а другой вариант — с внутренней резьбой. Вы можете увидеть разницу, просто взглянув на них; если выступы приподняты и выступают снаружи, это штыревой соединитель. Если выступы находятся на внутренней поверхности, это внутренняя резьба. Например, патрубок за пределами вашего дома имеет наружную резьбу, а шланг, который вы присоединяете к патрубку, будет иметь внутреннюю резьбу, позволяющую вам навинтить одну на другую, создавая плотное соединение без утечек.
Какие типы фитингов доступны?
Из резьбовых соединителей фитинг может иметь либо шланговую резьбу , либо трубную резьбу в зависимости от применения. Резьба шлангов почти всегда одного размера, ¾ ”. В то время как трубная резьба может сильно отличаться от одного производителя к другому, а также от одной системы к другой. Трубная резьба в системах капельного орошения обычно составляет от ½ дюйма до 1 дюйма.
Резьба шлангов и трубная резьба несовместимы друг с другом и не могут быть заменены системами, в которых используется одна или другая.Точно так же, как фитинги с наружной и внутренней резьбой могут использоваться вместе, определенные размеры трубной резьбы могут использоваться только с соответствующими размерами, в противном случае необходимо использовать переходники.
Для упрощения описания различных типов фитингов были приняты общепринятые сокращения:
MHT = Наружная резьба для шланга
FHT = Внутренняя резьба для шланга
MPT = Наружная трубная резьба
FPT = Внутренняя трубная резьба
As Как мы упоминали ранее, размеры резьбы шлангов обычно равны ”, поэтому вы не всегда можете увидеть это число после обозначений MHT или FHT.Размеры трубной резьбы всегда будут иметь размер, четко обозначенный на фитинге, и это включает специальные фитинги с трубной резьбой, которые имеют фитинги разных размеров на каждом конце. Для них вы увидите описательную маркировку на каждом конце, показывающую, какой именно у вас размер. Примером может быть: ½ MPT x refers FHT относится к элементу, имеющему наружную трубную резьбу ½ дюйма на одном конце и внутреннюю резьбу шланга дюйма на другом конце.
Как работают эти фитинги?
Теперь, когда мы знаем о различных типах резьбовых фитингов, важно знать, как они работают.Чтобы резьбовое соединение шланга обеспечивало плотное соединение, давление прикладывается к шайбе, установленной внутри фитинга с внутренней резьбой, и все, что необходимо для создания этого давления, — это затягивать фитинги вручную. Трубные резьбы для их водонепроницаемого уплотнения имеют слегка заостренные концы с резьбой, которые при плотном скручивании создают соединение. Для затяжки уплотнения рекомендуется использовать тефлоновую ленту и гаечный ключ.
Вы найдете множество деталей для капельного орошения как с трубной резьбой, так и с фитингами с резьбой для шланга.Drip Depot содержит широкий спектр компонентов для капельного орошения в стандартных резьбовых соединениях для шлангов, поэтому их можно легко прикрепить к любому садовому шлангу и использовать в течение нескольких минут после установки. У нас также есть полная линейка адаптеров для использования с другими компонентами капельного орошения, которые имеют фитинги с трубной резьбой или любые другие типы фитингов, представленные на рынке.
Как всегда, сотрудники Drip Depot готовы помочь вам в приобретении нужных предметов для правильного подключения к вашей конкретной системе капельного орошения.Нам нравится получать отзывы, поэтому, пожалуйста, поделитесь своим опытом по этой теме, независимо от того, считаете ли вы эту статью полезной и есть ли какие-либо конкретные темы, которые вы хотели бы, чтобы мы затронули в будущем.
Наружная резьба — обзор
Трубы и трубки
Трубы или трубки высокого давления также могут использоваться для гидравлических контуров. В этих случаях для соединения компонентов схемы требуются специальные резьбовые соединения или фитинги.
Резьбовые соединители Есть несколько различных типов резьбовых соединителей.В типе, обсуждаемом в этом разделе, и соединитель, и конец жидкостной линии имеют резьбу. Эти соединители используются в некоторых гидравлических системах низкого давления и обычно изготавливаются из стали, меди и латуни, доступных в различных конструкциях.
Резьбовые соединения (рисунок 40.34.) Изготавливаются со стандартной трубной резьбой, нарезанной на внутренней поверхности (внутренняя). Конец трубы имеет наружную резьбу (наружную). Стандартная трубная резьба слегка сужается для обеспечения плотного соединения.Конусность составляет примерно 3/4 дюйма в диаметре на фут резьбы.
Рисунок 40.34. Резьбовые соединители
Металл удаляется при нарезании резьбы на трубе, что приводит к ее утонению и обнажению новых и шероховатых поверхностей. Коррозионные агенты действуют в таких местах быстрее, чем где-либо еще. Если трубы собираются без защитных составов на резьбе, сразу начинается коррозия, и две секции слипаются, так что резьба заедает при попытке разборки. В результате повреждаются резьба и трубы.Чтобы предотвратить заедание, иногда на резьбу наносят подходящий состав для трубной резьбы. Две концевые резьбы должны быть свободными от компаунда, чтобы он не загрязнял гидравлическую жидкость. При неправильном нанесении компаунд для труб может попасть внутрь трубопроводов и повредить насосы, контрольное оборудование и другие компоненты системы.
Другой материал, используемый для трубной резьбы, — это герметизирующая лента. Эта лента, сделанная из тефлона, обеспечивает эффективное средство герметизации соединений труб и устраняет необходимость затяжки соединений до чрезмерно высоких значений для предотвращения утечек.Это также обеспечивает простоту обслуживания, когда необходимо отсоединить стыки труб. Лента накладывается на наружную резьбу, оставляя открытой первую резьбу. После того, как лента плотно прижата к ниткам, стык соединяется.
Фланцевые Фланцевые соединители с болтовым соединением, рисунок 40.35., Подходят для большинства используемых в настоящее время давлений. Фланцы прикрепляются к трубопроводу с помощью сварки, пайки, конической резьбы или накатки и загибания в углубления. Проиллюстрированы наиболее распространенные типы используемых фланцевых соединений.Для фланцевых соединений изготавливаются те же типы стандартных фитингов: тройник, крестовина, колено и т. Д. Между фланцами необходимо использовать подходящий уплотнительный материал.
Рисунок 40.35. Четыре типа фланцевых соединителей с болтовым соединением
Сварные Сварные соединения соединяют узлы некоторых гидравлических систем, особенно в системах высокого давления, в которых используются трубы для трубопроводов жидкости. Сварка выполняется в соответствии со стандартными техническими условиями, которые определяют материалы и методы.
Паяные Соединители, припаянные серебром, обычно используются для соединения труб из цветных металлов в диапазоне давления и температуры, где их использование практично. Использование этого типа соединителя ограничено установками, в которых температура трубопроводов не превышает 425 ° F, а давление в холодных линиях не превышает 3000 фунтов на квадратный дюйм. При нагревании стыка кислородно-ацетиленовой горелкой сплав плавится. Это вызывает плавление вставки из сплава и заполнение кольцевого пространства в несколько тысячных дюйма между трубой и фитингом.
Расширяющиеся соединители обычно используются в гидравлических системах, содержащих трубопроводы из труб. Эти соединители обеспечивают безопасные, прочные и надежные соединения без необходимости нарезания резьбы, сварки или пайки трубок. Соединитель состоит из фитинга, втулки и гайки, рисунок 40.36 ..
Рисунок 40.36. Трубный фитинг с раструбом
Фитинги изготавливаются из стали, алюминиевого сплава или бронзы. Фитинг, используемый в соединении, должен быть изготовлен из того же материала, что и гильза, гайка и трубка.Например, используйте стальные соединители со стальными трубками и соединители из алюминиевого сплава с трубками из алюминиевого сплава. Фитинги изготавливаются в виде штуцеров, колен 45 ° и 90 °, тройников и других форм, Рисунок 40.37 ..
Рисунок 40.37. Фитинги с раструбом
Тройники, крестовины и отводы говорят сами за себя. Универсальные фитинги и фитинги перегородки могут монтироваться жестко, при этом одно выпускное отверстие фитинга проходит через переборку, а другое выпускное отверстие (отверстия) расположено под любым углом. Универсальность означает, что фитинг может принимать угол, необходимый для конкретной установки.Переборка означает, что фитинг достаточно длинный, чтобы пройти через переборку, и спроектирован таким образом, чтобы его можно было прочно прикрепить к перегородке.
Для подсоединения к трубопроводу концы фитингов имеют прямую машинную резьбу, соответствующую внутренней резьбе гайки. Однако в некоторых случаях один конец фитинга может иметь коническую трубную резьбу для установки резьбовых отверстий в насосах, клапанах и других компонентах. Некоторые из этих комбинаций резьбы показаны на рис. 40.37..
Трубки, используемые с раструбными соединителями, перед сборкой должны быть развальцованы. Гайка надевается на втулку и при затяжке плотно прижимает втулку и раструб к штуцеру с наружной резьбой, образуя надежное уплотнение.
Фитинг с наружной резьбой имеет конусообразную поверхность с тем же углом, что и внутренняя часть раструба. Втулка поддерживает трубу, поэтому вибрация не концентрируется на краю раструба и распределяет режущее действие на более широкую площадь для дополнительной прочности.
Правильные и неправильные методы установки соединителей с раструбом показаны на Рисунке 40.38 .. Гайки трубок следует затягивать динамометрическим ключом до значений, указанных в соответствующих технических публикациях.
Рисунок 40.38. Правильный и неправильный метод установки раструбных фитингов
Если раструб из алюминиевого сплава протекает после затяжки с требуемым крутящим моментом, его нельзя затягивать дальше. Чрезмерное затягивание может серьезно повредить или полностью отрезать развальцовку НКТ или может привести к повреждению втулки или гайки. Негерметичное соединение необходимо разобрать и устранить неисправность.
Если соединение стальной трубы протекает, его можно затянуть на 1/16 оборота сверх указанного момента, чтобы попытаться остановить утечку. Если соединение продолжает протекать, его необходимо разобрать и устранить проблему.