Сварочные швы: виды швов и соединений
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 62536
[~ID] => 62536
[NAME] => Сварочные швы: виды швов и соединений
[~NAME] => Сварочные швы: виды швов и соединений
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны: Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса. Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена. Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
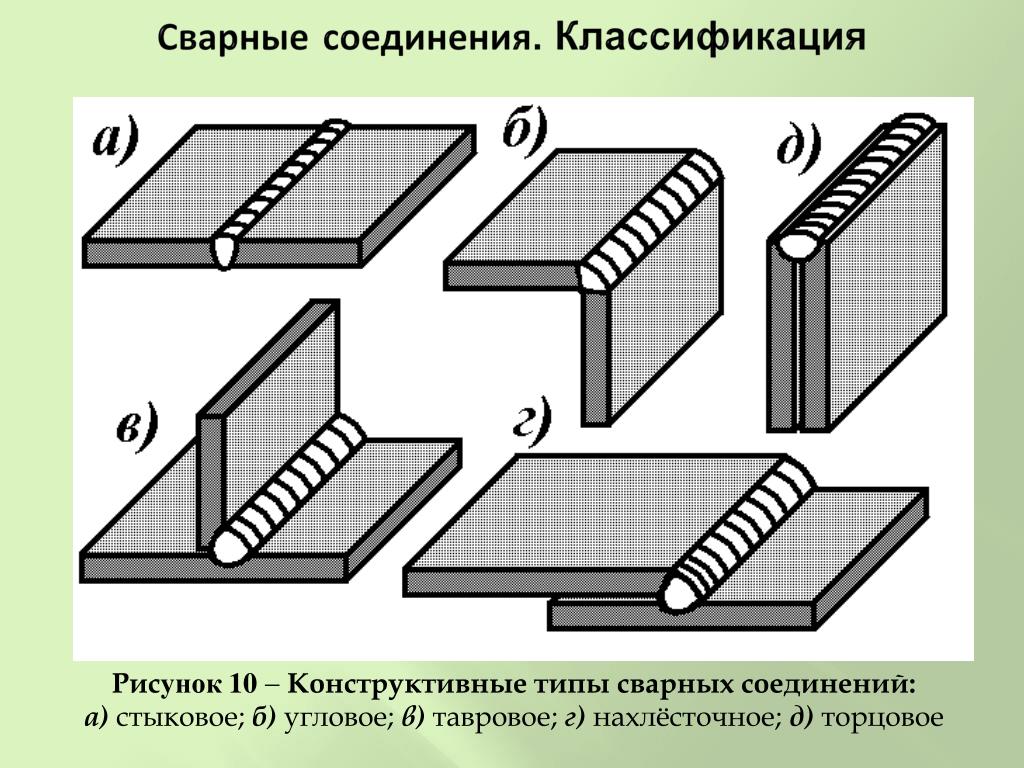
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом;
определяется данный параметр в том месте, где шов имеет наибольший прогиб - от него до плоскости основного металла измеряется размер вогнутости;
катет шва – он имеет место только в угловом и тавровом соединении;
измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
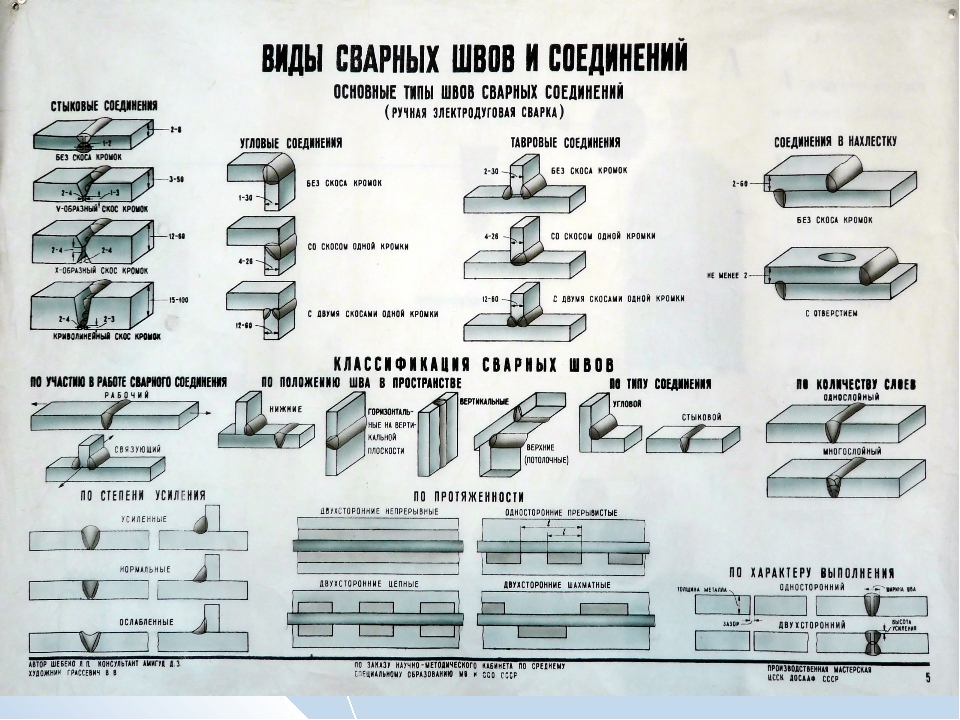
Виды швов по способу выполнения
Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
"в лодочку", это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности: непрерывные, так выполняются практически все швы, но бывают и исключения; прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм.
Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению: V-образная; X-образная; Y-образная; U-образная; щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва: работоспособность соединения; прочность и качество сварного шва; экономичность.
Стандарты и ГОСТы
Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот - то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения. Наименование шва по стандарту. Способ сварки по нормативным стандартам. Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый: снятие усиления шва; обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности; шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам; чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
Источник:
fb.ru
[~DETAIL_TEXT] =>
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны: Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса. Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена. Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом;
определяется данный параметр в том месте, где шов имеет наибольший прогиб - от него до плоскости основного металла измеряется размер вогнутости;
катет шва – он имеет место только в угловом и тавровом соединении;
измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
"в лодочку", это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности: непрерывные, так выполняются практически все швы, но бывают и исключения; прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению: V-образная; X-образная; Y-образная; U-образная; щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва: работоспособность соединения; прочность и качество сварного шва; экономичность.
Стандарты и ГОСТы
Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот - то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения. Наименование шва по стандарту. Способ сварки по нормативным стандартам. Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый: снятие усиления шва; обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности; шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам; чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[~PREVIEW_TEXT] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 14.11.2017 12:28:56
[~TIMESTAMP_X] => 14.11.2017 12:28:56
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62536/
[~DETAIL_PAGE_URL] => /news/115/62536/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarochnye_shvy_vidy_shvov_i_soedineniy
[~CODE] => svarochnye_shvy_vidy_shvov_i_soedineniy
[EXTERNAL_ID] => 62536
[~EXTERNAL_ID] => 62536
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_META_KEYWORDS] => сварочные швы: виды швов и соединений
[SECTION_META_DESCRIPTION] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[SECTION_PAGE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_META_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_META_KEYWORDS] => сварочные швы: виды швов и соединений
[ELEMENT_META_DESCRIPTION] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[ELEMENT_PAGE_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[SECTION_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Сварочные швы: виды швов и соединений

 е. под углом 0º относительно земли;
е. под углом 0º относительно земли;


 Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
 Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
 Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации. 


 е. под углом 0º относительно земли;
е. под углом 0º относительно земли;
 Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.

 Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
 Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
 Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.  [PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 14.11.2017 12:28:56
[~TIMESTAMP_X] => 14.11.2017 12:28:56
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62536/
[~DETAIL_PAGE_URL] => /news/115/62536/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarochnye_shvy_vidy_shvov_i_soedineniy
[~CODE] => svarochnye_shvy_vidy_shvov_i_soedineniy
[EXTERNAL_ID] => 62536
[~EXTERNAL_ID] => 62536
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_META_KEYWORDS] => сварочные швы: виды швов и соединений
[SECTION_META_DESCRIPTION] => В процессе выполнения сварочных работ получаются различные соединения.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 14.11.2017 12:28:56
[~TIMESTAMP_X] => 14.11.2017 12:28:56
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62536/
[~DETAIL_PAGE_URL] => /news/115/62536/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarochnye_shvy_vidy_shvov_i_soedineniy
[~CODE] => svarochnye_shvy_vidy_shvov_i_soedineniy
[EXTERNAL_ID] => 62536
[~EXTERNAL_ID] => 62536
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_META_KEYWORDS] => сварочные швы: виды швов и соединений
[SECTION_META_DESCRIPTION] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[SECTION_PAGE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_META_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_META_KEYWORDS] => сварочные швы: виды швов и соединений
[ELEMENT_META_DESCRIPTION] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[ELEMENT_PAGE_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[SECTION_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[SECTION_PAGE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_META_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_META_KEYWORDS] => сварочные швы: виды швов и соединений
[ELEMENT_META_DESCRIPTION] => В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
[ELEMENT_PAGE_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[SECTION_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварочные швы: виды швов и соединений
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварочные швы: виды швов и соединений
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
30. 06.2017
06.2017
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны: Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса. Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена. Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом;
определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
катет шва – он имеет место только в угловом и тавровом соединении;
измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.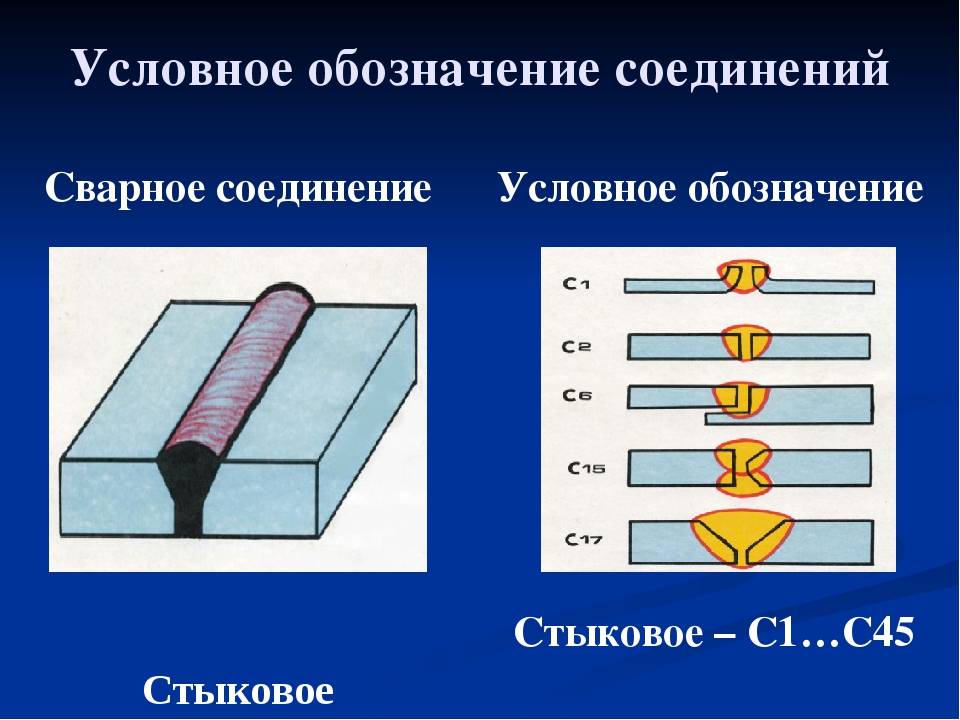
Виды швов по способу выполнения
Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
е. под углом 0º относительно земли;
горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
«в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности: непрерывные, так выполняются практически все швы, но бывают и исключения; прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению: V-образная; X-образная; Y-образная; U-образная; щелевая.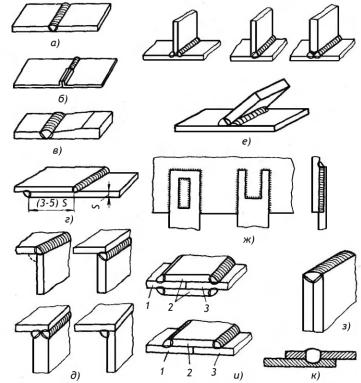
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва: работоспособность соединения; прочность и качество сварного шва; экономичность.
Стандарты и ГОСТы
Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали. Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания. Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80. Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде. Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм. Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения. Наименование шва по стандарту. Способ сварки по нормативным стандартам. Указывается катет, этот пункт касается только угловых соединений. Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки. Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый: снятие усиления шва; обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности; шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам; чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
Источник: fb.ru
Просмотров: 2253
Дефекты сварки: виды и причины
Дефекты сварных швов при соединении металлических деталей методом плавления возникают из-за нарушения норм сварки, правил использования аппарата, его неисправности или неверного подбора оснастки. В результате страдает либо внешний вид готового изделия, либо его эксплуатационные характеристики.
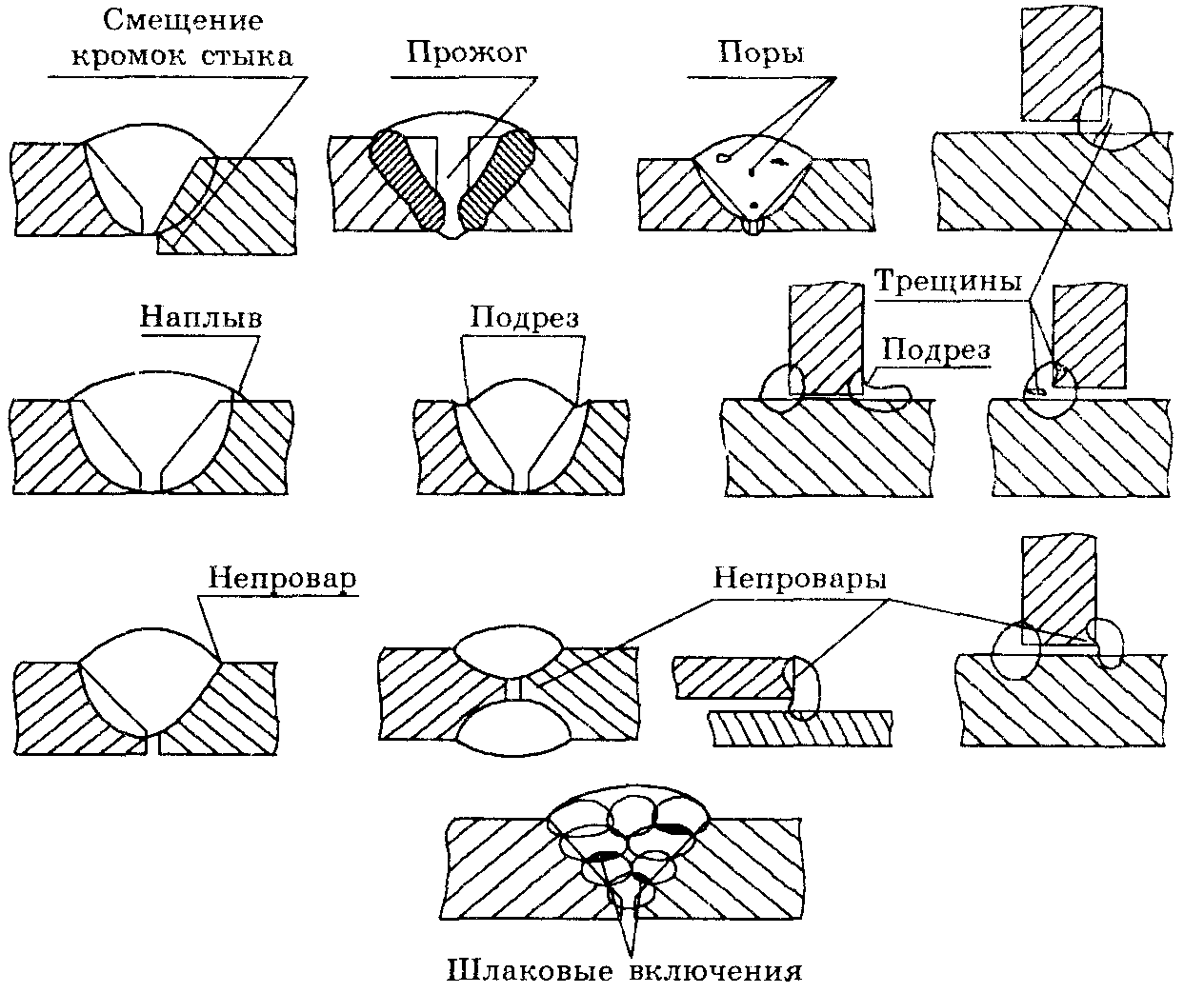
Дефекты сварки классифицируются в соответствии с государственным стандартом ГОСТ 30242-97 и делятся на шесть групп:
- трещины на поверхности металла;
- полости, кратеры и поры;
- твёрдые посторонние включения внутри шва;
- непровары;
- изменения формы шва или самого изделия;
- прочие дефекты.
Трещины образуются в результате нарушения межкристаллических связей в структуре металла, быстро распространяются по поверхности, приводя к её разрушению. Причинами появления трещин могут быть другие дефекты шва, из-за которых возникает повышенное напряжение поверхности, а также сварки при слишком низкой температуре, повышенное содержание в металле серы или фосфора, сосредоточение большого количества швов на малой площади.
Поры представляют собой пузырьки газа в толще металла и образуются в результате реакции углерода с закисью железа. Другой причиной появления пор может стать то, что газы, содержащиеся в металле, не успевают полностью выделиться в процессе сварки.
К схожим дефектам относятся полости и кратеры. Они образуются в том случае, если варка производится отсыревшим электродом, либо если на поверхности самого металла или сварочной проволоки осталась ржавчина.
Твёрдые включения внутри шва — это шлак, который не успел всплыть на поверхность сварочной ванны. Такое случается, если варка выполняется слишком быстро или поверхности и кромки были плохо очищены. При многослойной сварке шлак образуется при некачественной зачистке швов между слоями.
Непроварами называют такие дефекты, в результате которых детали соединяются между собой не по всей длине шва. Непроваренные участки обладают высоким показателем напряжения, что ведёт к постепенному разрушению изделия. Такой дефект считается одним из самых опасных. Причинами непровара могут стать слишком малые показатели сварочного тока, большая скорость сварки, излишняя длина дуги, смещение кромок или неправильно выбранная полярность сварочного аппарата.
К нарушениям формы сварочного шва относятся:
- подрезы — локальные уменьшения толщины свариваемого металла, вызванные чрезмерным напряжением сварочной дуги или неправильным ведением электрода;
- прожоги, образующиеся при несоответствии толщины металла диаметру электрода и мощности аппарата, слишком медленном ведении электрода или чрезмерной силе тока;
- наплавы металла на поверхности шва, возникающие при неправильном положении детали и сварочного элемента.
Под исправлением дефектов обычно понимается подварка шва в нужном месте. Исправлять шов более двух раз не рекомендуется, поскольку это приводит к истончению поверхности металла и образованию прожогов.
Виды сварных швов и соединений
| на главную | к оглавлению |
Организационные, контрольно-распорядительные и инженерно-технические услуги
в сфере жилой, коммерческой и иной недвижимости. Московский регион. Официально.
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварные швы классифицируются по конструктивному признаку, назначению,
положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию
напряжений, но требуют дополнительной разделки кромок швы бывают V-, U-, X- и
K-образные. Для V- и U-образных швов, свариваемых с одной стороны, обязательна
подварка корня шва с другой стороны для устранения возможных не проваров,
являющихся источником концентрации напряжений.
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (см. таблицу). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, медной подкладке или стальной остающейся подкладке.
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловыми швами, весьма часто применяемыми в конструкциях, являются поясные швы в балках и колоннах. Такими швами привариваются элементы конструктивного оформления (ребра, накладки), а также элементы в углах решетчатых конструкций и т.п. Угловые (валиковые) швы наваривают в угол, образованный элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделий показана на схеме:
Виды швов
а – стыковой шов в однопроходном стыковом соединении; б –стыковой шов с
подваркой корня в однопролетном стыковом соединении; в – фланговый и лобовой швы
в нахлесточном соединении; г – угловые швы в тавровом соединении; д –
прерывистые (шпоночные) швы в нахлесточном соединении; 1 – подварка корня шва; 2
– лобовой шов; 3 – фланговый шов; 4- угловые швы; 5 — прерывистые или шпоночные
швы
Угловые швы, расположенные параллельно действующему осевому усилию, называются фланговыми, а расположенные перпендикулярно – лобовыми.
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными.
Положение швов в пространстве
I – нижнее; II –
вертикальное; III – потолочное; IV
– горизонтальное на вертикальной поверхности
Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее качество шва, поэтому при проектировании следует рассматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение их в конструкциях ограничено.
Различают следующие сварные соединения: стыковые, внахлестку, угловые и тавровые.
Виды сварных соединений
а – стыковые; б – внахлестку; в – комбинированные; г –угловые; д – тавровые; 1 –
лобовые; 2 – фланцевые швы; 3 – косой шов
Стыковыми называются соединения, в которых элементы соединяются торцами и один элемент является продолжением другого. Такие соединения наиболее рациональны, так как имеет наименьшую концентрацию напряжений при передаче усилий, экономичны и удобны для контроля.
Стыковые соединения листового металла выполняют прямым или косым швом.
Соединения внахлестку называют такие, в которых свариваемые элементы, частично находят друг на друга (схема выше, б). Эти соединения широко применяют для сварки листовых конструкций небольшой толщины (2-5 мм), в решетчатых и других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками с целью усиления стыков.
Соединения внахлестку с накладками просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а так же при низкой температуре.
Угловыми называются соединения, в которых свариваемые элементы расположены под углом (схема выше, г).
Тавровые соединения отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (схема выше, д).
Во всех видах сварных соединений применяются угловые швы (валиковые). Только
стыковые соединения выполняются с помощью стыковых швов.
Работоспособность сварного соединения зависит от его качества, т.е. минимального
числа дефектов. Наиболее часто встречающимися дефектами
сварного соединения являются:
а) подрезы, представляющие собой углубления (канавки) в металле, идущими
вдоль границы шва;
б) непровары — отсутствие оплавления между металлом шва и основным металлом. При
этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые
включения;
в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на
поверхность шва до затвердения металла шва;
г) поры – области, заполненные газом, выделяющимся в процессе сварки;
д) горячие трещины – разрушение металла шва при температурах близких
к температурам солидуса. Горячие трещины представляют собой
межкристаллитное или межзеренное разрушение. При попадании в трещину воздуха,
поверхность ее покрывается темными оксидами коричнево-синеватого цвета. Горячие
трещины появляются тогда, когда металл шва не набрал еще способности
сопротивляться развитию деформаций.
е) холодные трещины наблюдаются после охлаждения сварного соединения.
Характерной особенностью этих трещин является блестящий кристаллический излом
без следов высокотемпературного окисления. Образованию холодных трещин
способствует изменение структуры металла в результате сварки, насыщения металла
шва водородом из атмосферы сварочной дуги, а в некоторых случаях, основного
металла в результате процесса термодиффузии, а также наличие напряжений, включая
сварочные напряжения. Сварочные напряжения приводят к образованию холодных
трещин после сварки до нагружения конструкции эксплуатационными нагрузками и
даже до монтажа.
Таблица. Виды сварки в зависимости от толщины шва (двусторонняя или с подваркой корня)
Соединение
|
| Эскиз
| Значение , мм, для сварки | ||
автомати-ческой и полуавто- матической под флюсом
| электроду-говой в за-щитных газах
| ручной электроду- говой
| |||
Стыковое
Тавровое | Х-образный
Без разделки со сплошным проплавлением | 2 – 20
14 – 34 20 – 60
3 – 40 16 — 40 | 3 – 12
8 – 60 12 – 120
2 — 40 12 — 80 | 2 — 8
10 — 50 12 — 60
2 — 30 12 — 60 | |
основные виды (по месту, методу, форме, воздействию) и их свойства
Шов, создаваемый сваркой – это место объединения двух элементов в одно целое, приводит в действие процесс плавления под действием повышенной температуры и далее к появлению кристаллов.
Более сотни соединений существуют сегодня. Все они имеют свои способности, характеристики, как результат существует много группировок.
Содержание статьиПоказать
Группировка по виду
По виду группируют стежки на стыковочные, а также угловые. Выбор делает мастер-профессионал, анализируя ситуацию рабочего места, применяя свои знания, а также — опыт.
Угловые используют, когда детали формируют угол между собой.
Стыковые — создаются путем примыкания двух элементов, которые размещаются на одной поверхности концами друг к другу. Это создает: вогнутые дорожки, выпуклые дорожки, плоские дорожки.
Плоские более незаметны так как им не присущ яркий стыковой переход и имеют вид куда более естественный. Для того, чтобы не прогорели детали используйте электродуговую сварку с низким током.
Листы тонкой стали – безусловно подходят для такого вида сварочных работ. Отдельно выделяют, заклепочный или прорезной стежок(электрозаклепочный). Из названия имеем внешне последовательные точки-заклепки на деталях, которые служат соединением заготовок, в заранее подготовленных пазах. При этом нет как такового цельного шва.
Группировка по месту соединения
Данная группировка исходит из расположения заготовок в пространстве. К примеру, когда ведутся сварочные работы по месту конструкции. К примеру, работы по свариванию проводят с конструкциями выше пола, их нет возможности разобрать/снять/положить.
Соответственно группируют на вертикальные стежки, горизонтальные стежки, потолочные и нижние стежки. Мастер сам будет выбирать шов, которым будет выполнять работы по свариванию или комбинировать их.
Вертикальный метод создания стыковочных строчек делают на вертикально размещенных конструкциях. Шов выполнят с верхней точки к нижней или наоборот, снизу вверх. Расплавленный метал под действием притяжения стекает вниз, создавая сложности и портя вид свариваемых элементов.
Рекомендуем для выполнения такой работы привлечь мастера с практическим опытом таких работ. Подробнее о том, как выполняется данный вид шва можно прочитать в интернете.
Горизонтальные швы выполняют с лева направо либо с права налево на вертикальном сооружении. Нужная скорость и ампераж сваривания, горелкой/электродом, поможет избежать стекания расплавленного материала вниз. Такие параметры подбирает сварщик в конкретном случае.
Потолочные – стежки, выполняемые выше головы, это и утяжеляет рабочий процесс со сваркой. Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.
Комфортным в применении является нижний сварочный шов. Металл не «разбегается», не стремиться на сварщика, а остается в кратере. Есть свободный выход шлакам, а также газам.
Данный вид сварочного шва напоминает валик, который располагается по всей длине стыка элементов. Для красивой дорожки достаточно вести горелку либо электрод – ровно или зигзагом, что создаст надежное соединение.
Группировка по форме
Данная группировка используется с применением электродов в дуговой сварке руками. Можно выделить 3 типа – кольцевые, их еще называю спиральные, криво- , прямолинейные. Что бы выполнить данные стежки — не влияет размещение изделия. Сваривать можно встык, а можно внахлест. Группировка по длине
Тут существуют три вида – сплошной, прерывающийся, точечный.
Среди сплошных шовчиков, можно выделить узкие дорожки, а также широкие проходящие по всей детали.
Прерывающийся шовчик создаётся с конкретной длинной с одинаковыми интервалами между сварочными местами. Его можно поделить:
- цепочную дорожку;
- шахматный шов.
К примеру, точки сваривания в шахматных стежках чередуются. Такая сцепка может быть с двух сторон, а можно сцепить с одной. То есть, заготовки сливаются с обеих сторон. Интервал между сварочными промежутками называется «сварочный шаг».
Точечный способ сварки не формирует сварочную ванночку и дорожку. Такой способ применим к спаиванию плоского металла или аккумуляторов.
В итоге получаем больше двух видов швов по длине: первый, сплошной; второй, прерывающийся; третий – точечный; четвертый – прерывающийся шахматный; пятый – прерывающийся сплошной, так называемый цепной.
Группировка по методу сварки
Группировка от потребности в методе скрепления, выделяют 4-е типа:
- Для избегания прожигов при дальнейшей сварке, заранее выполняют сварку меньшего двухстороннего стежка, данный тип называется подварочный.
- Для фиксации элементов используют – шов-прихватку.
- Для закрепления деталей на время, после работ удаляют наметки, такой стежок называется – временным.
- Производя монтаж, используют монтажный шов.
Группировка по ходу действия силы
Не мало важной группировкой сварочного стежка является зависимость от направления действия силы.
- Фланговый или продольный – усилие параллельно оси строчки.
- Лобовой или поперечный – когда сварочный стежок и сила создают угол 90о.
- Комбинированный – одновременно применяют продольный и лобовой швы.
- Косой — когда свариваемый шов и сила создают угол не равняющийся 90о.
Группировка по форме поверхности
Есть три типа швов:
- Выпуклые или усиленные – много шаровые стежки. Например, для сцепления величина, направление и точка приложения нагрузки изменяются во времени незначительно. Экономично не обоснован в связи с чрезмерным расходом электродов.
- Вогнутые или ослабленные — применяются, что бы соединить/сварить элементы из тоненькой стали.
- Обычные или сплюснутые— прибегают в динамике, в связи с наличием между тропой и сталью небольшого перепада.
Группировка по воздействию сварочного агрегата
Такая группировка стежков зависти от типа работы сварного агрегата. Например, проводя работы в аргоновой или другого вида внешней среды, слияние будет «газовым», с электродом – «электродуговым». А основными будут швы такой сварке:
- ручной дуговой – встык, а также нахлестное, используя руки и электроды. В таком случае скрепляют разнообразные металлы толщиной 0,01 — 10 см;
- автоматической, предполагает использование в работе электроинвентаря;
- в инертном газе — разные виды сцепки будут самыми крепкими. Данная среда защищает шов от окисления. Преимуществом такой сцепки – внешний вид и отсутствие мусора;
- газовой – тропа формируется под влиянием температуры, выделяемая в процессе горения газа.
Отдельно выделяют паяные швы, названия походит от инструмента — паяльника.
Помимо указанных, можно привести еще много видов/типов связки заготовок, обычные и необычные, применимы для работ по свариванию элементов в неудобных местах. К примеру, стежки состоящие из одного слоя или из нескольких слоев, при которых используют некоторое количество валиков, расположенных на одном уровне поперечного сечения шва.
Виды и классификации сварных соединений и швов
Сварочный шов – это участок соединения двух частей в единое целое, благодаря расплавлению металла под воздействием высокой температуры и дальнейшей его кристаллизации. На сегодняшний день различают более 100 типов соединений. Они все разделяются по особым параметрам и делятся на различные группы и подгруппы, в связи с чем и существует множество классификаций сварных швов.
Содержание статьи
- По виду сварного соединения
- По месту выполнения сварки
- По конфигурации
- По протяженности
- По технологии выполнения
- По отношению к направлению действующих усилий
- По форме наружной поверхности
- По виду сварки
По виду сварного соединения
Классификация сварных швов по виду сварного соединения делится на стыковые и угловые. Какое именно произвести соединение в той или иной ситуации, решает мастер, отталкиваясь от положения деталей в пространстве.
- Швы угловые производятся тогда, когда заготовки находятся по отношению друг к другу под углом.
- Сварка стыковых соединений образуется в результате прилегания двух частей или деталей торцами друг к другу, которые располагаются на одной плоскости. Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.
- Прорезной (электрозаклепочный) производится в отверстии, которое имеется на детали и выполняется в виде точечных заклепок. То есть, при этом не образуется сварная ванна и шов результате, а детали спаиваются небольшими участками через пазы в заготовке.
По месту выполнения сварки
Классификация сварных соединений и швов данной категории зависит от положения свариваемых деталей в пространстве. Например, если нужно починить деталь какой-то конструкции, которую нельзя снять и положить, но она при этом находится на некотором расстоянии от пола, то работу мастер будет производить потолочным,нижним, горизонтальным или вертикальным соединением, отталкиваясь от размещения этой детали.
- Горизонтальные – это сварные швы, которые тянутся слева направо (или наоборот) на вертикальной детали. Чтобы при этом масса металла не стекала вниз, необходимо правильно подобрать скорость движения электродом или горелкой и силу тока (это подбирается для каждого случая в индивидуальном порядке, отталкиваясь от типа сварки, характеристик деталей и мастерства специалиста).
- Вертикальный метод производства стыковых швов ведется на вертикально расположенных заготовках, при этом швы ведутся сверху вниз (или наоборот). Сложность данного процесса заключается в том, что срабатывает сила притяжения Земли и расплавленная металлическая масса все время стекает вниз, что портит и качество и внешних вид детали. Такое соединения рекомендуется проводить в крайних случаях и только тем мастерам, у которых уже есть определенный теоретический и практических багаж знаний для работы такими дорожками. Подробнее с технологией вертикального шва можно ознакомиться тут.
- Потолочным называется положение, при котором деталь находится выше головы мастера, что намного усложняет процесс. При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
- Нижние способы сварки выполняются тогда, когда деталь располагается внизу по отношению к мастеру. Это самый удобный метод соединения, так как металл не растекается по сторонам или вниз, а стекает в кратер. Кроме этого, свободно выходят газы и шлаки на поверхность. Стыковое сварное соединение в нижнем положении выполняется формированием валиков на протяжении всего стыка деталей. При этом технология сварки простая – достаточно вести электрод или горелку прямо или зигзагом для создания надежной и эстетически привлекательной дорожки.
По конфигурации
Данная категория стыковых швов используется при ручной дуговой сварке электродом. Сюда относятся три типа сварочных швов – прямолинейные, криволинейные и кольцевые (спиральные). Они производятся вне зависимости от положения рабочего изделия. Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
По протяженности
Классификация сварных швов по протяженности бывает двух видов: сплошные или прерывистые.
- Прерывистый – это такой шов, который производится определенной длины с синхронным интервалом. Он, в свою очередь, делится на два типа – цепная дорожка и шов в шахматном порядке. Например, двусторонние прерывистые соединения на одной стороне стенки расположены против сваренных участков шва с другой ее стороны. Такие типы сцепления могут быть как односторонними, так и двусторонними. То есть, деталь спаивается с двух сторон. Расстояние между этими сварными отрезками называется «сварочный шаг».
- Сплошные способы сварки также делятся на короткие и длинные дорожки, и совершаются вдоль всей заготовки.
- Точечный способ стыковых швов значительно отличается от других, за счет того, что здесь нет сварочной ванны и дорожки. В этом случае заготовки соединяются точками, за счет нахлесточного сварного соединения. Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
Способы протяженных швов: а) сплошной б) прерывистый, в) точечный, г) прерывистый шахматный, д) прерывистый сплошной (цепной)
По технологии выполнения
В зависимости от технологии, по которой производится скрепление, выделяют основные четыре вида:
- Подварочный, где – меньшая часть двухстороннего шва, выполняется предварительно для предотвращения прожогов при последующей сварке;
- шов-прихватка позволяет фиксировать детали, которые уже расположены для сварки;
- временный шов необходим, чтобы скрепить заготовки на некоторое время, а по окончанию работ он удаляется.
- монтажный сварной шов, используется во время монтажа различных конструкций.
По отношению к направлению действующих усилий
Сварка стыковых соединений содержит еще одну важную классификацию, в зависимости от отношения к направлению усилий:
- Продольный способ создания стыка (фланговый), при котором усилие действует параллельно оси дорожки;
- Поперечный метод (лобовой) сварного шва, при котором его ось находится перпендикулярно (90 градусов) к оси усилия;
- Комбинированное соединение сваркой включает в себя одновременно и фланговый и поперечный тип;
- Косой, при котором ось шва располагается под углом к направлению действующих усилий.
По форме наружной поверхности
По форме поверхности сцепления делятся на три основных типа:
- Выпуклые (усиленные)- это многослойные швы, применяемый в сцеплениях при статических нагрузках, но усиленный наплыв приводит к чрезмерному расходу электродного металла и в связи с этим для его использования нужно экономическое обоснование.
- Вогнутые (ослабленные) способы используются для скрепления тонкого металла.
- Нормальные или плоские актуальны при динамических нагрузках, так как они не имеют особого перепада между дорожкой и основным металлом.
По виду сварки
Классификация сварных швов по виду сварки разделяется в зависимости от типа воздействия сварочного аппарата. Например, при работе в среде аргона или другого защитного газа, соединение будет не иначе, как «газовым», при работе с электродом – «электродуговым». Самыми основными видами являются следующие швы:
- ручной дуговой сварки – стыковое или нахлесточное соединение реализуется вручную с помощью электрода. Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
- автоматической сварки, которые осуществляются при работе с аппаратом – трансформатором, выпрямителем или инвертором;
- сварки в инертном газе. Такие стыковые, угловые и нахлесточные соединения считаются самые прочные, так как сварка происходит в среде инертных газов, которые защищают его от окисления. Большим плюсом такого скрепления является эстетический вид и отсутствие отходов и шлаков;
- газовой сварки – дорожка формируется под воздействием температуры, которая создается за счет горения рабочего газа, исходящего из горелки;
- паяных соединений, которые совершаются с помощью паяльника.
Кроме описанных, существует еще множество способов для соединения деталей, как обычных, так и нестандартных, которые применяются для заваривания деталей в труднодоступных местах. Например, швы могут быть однослойными (а) или многослойными(б, в), при которых накладывается несколько валиков, располагающихся на одном уровне поперечного сечения шва.
Виды сварных швов — Энциклопедия по машиностроению XXL
| Рис. 56. Виды сварных швов |
Структура металла поковок или проката определяется технологией металлургического производства, но может изменяться И-в зависимости, например, от способа сварки, расположения и вида сварных швов. Предпочтение следует отдавать сварным швам, выполненным встык. Корень сварного шва должен располагаться, на внешней стороне оборудования, а поверхность корня должн.а быть как можно более узкой, угловые швы — сплошными и непрерывными, толщина шва должна равняться минимальной толщине листа (рис. 43). [c.51]
На фиг. 520, а — ж показаны различные виды сварных швов, применяемых в химическом машиностроении для емкостной аппаратуры. В табл. 151 приведена классификация, а в табл. 152 примеры применения сварных соединений и соответствующие технологические предпосылки конструирования емкостной аппаратуры. [c.540]
Такое резкое снижение усталостной прочности объясняется наличием концентратора в виде сварных швов и концентрации [c.41]
| Рис. 10. Виды сварных швов по отношению к нагрузке N |
Перед началом сварки можно заливать шлак, расплавленный в специальном кокиле. Для наведения электрошлаковой ванны можно использовать специальные флюсы, электропроводные в твердом состоянии. Оригинален процесс сварки кольцевых швов (рис. 3.65). Сварку начинают на входной планке I. В процессе дальнейшей сварки при вращении изделия дефектный участок в начале шва 2 вырезают для замыкания шва. При замыкании шва вращение изделия прекращается и начинается перемещение сварочной установки вверх (стрелка Б на рис. 3.65, 6), как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин 3 или коки ля. Типы сварных соединений и вид сварных швов, получаемых при электрошлаковой сварке, показаны на рис. 3.66. [c.158]
Техника газовой сварки для различных видов сварных швов и соединений имеет свои отличительные особенности (табл. 4.2). [c.57]
Указания. Перед выполнением задания следует изучить материал о разъемных и неразъемных соединениях, обратив внимание на основные виды сварных швов и их условные изображения и обозначения на чертежах, что подробно изложено в ГОСТ 2.312—72. Следует ознакомиться с чертежами сварных изделий, приведенными в учебной литературе, и с чертежом корпуса приспособления на рис. 191. [c.210]
| Рис. V.I. Виды сварных швов |
Выборки классифицируют по ряду признаков. Если сварные швы отбирают с определенной тенденцией, приводящей к повышению или понижению вероятности отбора определенного вида сварных швов, то такую выборку называют преднамеренной. Случайная выборка [c.107]
| Фиг. 489. Виды сварных швов, применяющихся при изготовлении емкостной аппаратуры. |
Виды сварных швов свинцовых листов [c.192]
| Рис. . 34. Виды сварных швов при различных методах сварки |
| Фиг. 53. Виды сварных швов при сварке с применением присадочного материала |
| Рис. 146. Внешний вид сварных швов |
Сплавы ПС в подавляющем большинстве случаев наиболее просто и быстро могут быть изготовлены в виде сварных швов. Вследствие этого их особенно целесообразно использовать при проведении широких поисковых исследований, которые трудно или невозможно выполнить на сплавах дискретного состава из-за большого объема работ. Получение металла сварных швов ПС обеспечивают основные приемы, описанные ниже. [c.12]
В НПО ЦНИИТмаш разработаны сравнительно простые способы изготовления сплавов ПС в виде сварных швов и слитков, Совместно с другими организациями показана большая эффективность и широкие возможности применения таких сплавов во многих отраслях промышленности при изготовлении машиностроительных деталей, отдельные части которых работают в различных условиях, а также при разработке и исследовании сталей, сварных соединений, сварочных материалов. [c.75]
Что называется сварным швом Виды сварных швов. [c.413]
Например, Х-образные равносторонние и неравносторонние швы при соединении в стык являются наиболее прочными из всех видов сварных швов и поэтому применяются для сварки герметичной аппаратуры, работающей в условиях вакуума или давления. У-образный шов применяется при сварке заготовок толщиной до 5 мм, в частности, при изготовлении вентиляционных воздуховодов. [c.227]
Виды сварных швов, применяемых в машиностроении и строительных конструкциях, отличаются большим разнообразием в зависимости от разделки кромок и расположения соединяемых дета лей. По форме сечения наплавляемого металла сварные швы разделяются на стыковые и угловые (валиковые). [c.18]
| Рис. 7.5. Виды сварных швов в зависимости от способа заполнения по сечению |
| Фиг. 6. Виды сварных швов в зависимости от положения их пространстве а — нижний б — горизонтальный в — вертикальный г—потолочный |
Seam weld — Сварной шов. Непрерывный сварной шов, выполненный между накладьшаю-щимися элементами, соединение которых может производиться как на прилегающих поверхностях, так и на поверхности одного элемента. Непрерывный сварной шов может представлять собой наплавленный валик или ряд налагающихся швов точечной сварки. Виды сварных швов включают [c.1037]
ГГ11-1-56, выпускаемая Барнаульским аппаратно-механически , заводом. При сварке пластмасс применяют следующие виды сварных швов в стык, Х-образного и У-образного профиля (рис. 16). Шов в стык обладает наибольшей механической прочностью и наилучшей герметичностью. Шов Х-образного профиля прочнее шва У-образного профиля и требует для выполнения в 2 раза меньше материала. Прочность сварного шва зависит от угла раскрытия шва, который при толщине материала до 5 мм принимается равным 55—60°, при большей толщине—70—90°. [c.52]
В заключение следует отметить, что от формирукщей способности флюса зависит не только внешний вид сварных швов, но и количество дефектов в них. Действительно, изменение формы шва в поперечном сечении означает соответствующее изменение направления роста столбчатых кристаллитов и их расположение относительно сил, воздействующих на кристаллизующийся шов. [c.116]
Внедрение полуавтоматической сварки в углекислом газе проволокой марки Св-08Г2С позволило повысить пронзвооительность труда и улучшить качество и внешний вид сварных швов. [c.50]
Сварочные швы: разновидности швов и соединений
В процессе выполнения сварочных работ получаются различные соединения. Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления – граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния – зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов – участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина – это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва – обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость – определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость – этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- катет шва – он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
- Односторонние сварочные швы. Они выполняются с полным проплавлением металла по всей длине.
- Двухстороннее исполнение. По технологии после выполнения односторонней сварки, удаляется корень шва, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняются однопроходной сваркой с одним наплавленным валиком.
- Многослойные швы. Их применение целесообразно при большой толщине металла, то есть когда выполнить сварку в один проход не представляется возможным по технологии. Слой шва будет состоять из нескольких валиков (проходов). Это позволит ограничить распространение области термического воздействия и получить прочный и качественный сварной шов.
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- «в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок – это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор – R; угол разделки кромок – α; притупление – с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
- работоспособность соединения;
- прочность и качество сварного шва;
- экономичность.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварочные швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 – определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Швы сварные. ГОСТ 14806-80 – форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 – сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 – стандарт на ручную, полуавтоматическую и автоматическую сварку. Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на сборочных чертежах или на общем виде. Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ – замкнутый шов;
┐ – сварка шва производится при монтаже.
- Обозначение сварочных швов, их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.
6 типов сварных швов и когда использовать каждый
Какие есть 6 типов сварных швов и когда следует использовать каждый из них?
Официально существует 5 типов сварных соединений: стыковое, тавровое, нахлесточное, краевое и угловое. Тем не менее, многие могут считать прихваточную сварку шестым и очень полезным типом сварки. Тип необходимого сварного соединения зависит от многих факторов, наименьшим из которых является величина напряжения, которое может выдержать сварной шов.
Хотите узнать больше о 6 типах сварных швов? Продолжай читать! Мы подробно обсудим каждый тип сварного шва, в том числе, когда использовать каждый из них и для каких целей.Вы, наверное, видели многие из этих типов сварных соединений в своей повседневной жизни. Вы просто не перестали думать и уважать их полезность.
Все о позиционированииСварка — это соединение двух отдельных металлических частей вместе путем плавления материала из обоих компонентов и добавления дополнительного материала. Сварка 101 учит нас этому. Однако упрощение процесса сварки таким количеством слов означает, что мы теряем определенную сложность, связанную с задачей.Сила тока, состав присадочного стержня, размер лужи — все это лишь второстепенные примеры мыслительного процесса, необходимого для получения надлежащих сварных швов. И это даже не считая металлов, лежащих на сварочном столе перед вами.
Действительно, правильный тип сварного шва в любой конкретной ситуации зависит от того, как вы соединяете 2 куска металла. Вам нужно их перекрыть? Будет ли внешняя сила или силы воздействовать на (а) два металла или (б) на само соединение? Ответы на эти вопросы часто могут означать разницу между большой конструкцией, выдерживающей большие силы, или изгибом под высоким / сильным давлением.
5 типов сварных соединений различаются в зависимости от способа соединения двух металлических деталей. Расположение 2 по отношению друг к другу часто указывает на то, какой тип сварного соединения вам понадобится, но часто может быть несколько способов добиться того же результата. Обсуждая каждый тип, подумайте, какие факторы и приложения наиболее подходят вашему проекту.
Хотя для некоторых может быть легко предположить, как сустав может реагировать на стресс, нет замены реальной стрессовой среде.В идеале, если вы не знаете, какое сварное соединение использовать, вам нужно создать несколько образцов для испытаний, но общее практическое правило гласит, что чем прочнее вы его сделаете, тем лучше.
6 типов сварных соединенийДавайте подробнее рассмотрим каждый из этих 5 типов сварных соединений, а также прихваточные швы. Если вы уже знакомы с этими 5 типами, вы, вероятно, знаете о пользе прихваточных швов. Однако, если вы хотите узнать больше о прихваточных швах, перейдите к концу этого раздела, чтобы получить дополнительную информацию.Крайне важно знать эти 5 типов, но из всех прихваточных швов пригодятся больше всего. Фактически, вы можете обнаружить, что выполняете прихваточные швы чаще, чем какие-либо другие сварные швы.
Соединения под сварку встык Первый тип сварного соединения, который мы обсудим, — это стыковой шов. Это, пожалуй, самый распространенный тип сварного соединения, потому что 2 куска металла соединены в одной плоскости, стыковавшись друг с другом. Подумайте о том, чтобы положить на стол один кусок хлеба рядом с другим.На стороне, соединяющей обе детали, используется стыковой сварной шов. То есть когда вы действительно присоединяетесь к металлу. Не хлеб.При использовании стыкового сварного шва очень важно учитывать глубину проплавления и качество сварных швов. При правильном выполнении стыковые швы лучше всего выдерживают большие нагрузки. Хотя даже самые лучшие стыковые швы будут иметь усадку по шву соединения, опытным сварщикам следует использовать это сжатие в своих интересах. Соедините металлы плотнее, и общая деталь должна быть прочнее, чем две части по отдельности.
Если вы хотите сохранить гладкую поверхность, стыковой сварной шов — ваш лучший выбор. Поскольку стыковые швы требуют глубокого проплавления и работают только в одной плоскости, детали можно легко сварить и отшлифовать любой лишний валик. По этой причине стыковые сварные швы многочисленны и часто используются при производстве. WeldingGeek.com заявляет, что стыковые сварные швы используются в трубах, фитингах и рамах, и если вы внимательно присмотритесь, стыковые сварные швы обнаружить не составит труда. Автоматические сварщики легко справляются со сваркой стыковых швов, поскольку для этого требуется очень мало навыков, поэтому у вас, вероятно, будет больше стыковых швов в своей жизни, чем вы можете себе представить.
Т-образные сварные швыВозможно, одно из наиболее визуально понятных сварных соединений. Т-образные соединения (иногда называемые тройниками) соединяют один кусок металла с плоской поверхностью другого куска металла. По сути, у вас есть перевернутая Т-образная форма. Вы также можете думать о сварных швах Т-образного соединения как о паре углов в 90 градусов, расположенных напротив друг друга.
По этой причине, помимо прочего, при сварке строительных конструкций чаще всего используются тройники. Плоское основание обеспечивает структурную поддержку.Поскольку Т-образные соединения требуют сварки с двух сторон детали, они часто бывают прочнее, чем другие распространенные типы сварных соединений. В некоторых случаях может потребоваться установка складок. Благодаря высокой структурной целостности треугольной формы сварные швы Т-образных стыков могут быть прочнее, чем стыковые швы.
Сварные соединения внахлестСамый простой способ запомнить, как выглядят сварные соединения внахлест, — это представить себе перекрывающиеся куски металла. Хотя нахлесточные соединения могут быть не самыми прочными соединениями, они являются отличным способом удлинить вашу рабочую деталь для выполнения работы.
Соединения внахлестку обычно привариваются как минимум по самому длинному шву двух деталей. В зависимости от области применения и факторов нагрузки вы также можете разместить сварной шов по всей длине самого соединения. Размещение борта по самым длинным швам обеспечивает большую жесткость готовой детали. Сами отдельные детали не могут отделиться друг от друга, не столкнувшись сначала со сварным соединением.
Соединения внахлест можно найти во множестве применений. WeldingGeek.com заявляет, что вы можете найти их во многих весах и тренажерах, но эти соединения предназначены не только для сварки металлов. По данным Corrosionpedia.com, соединения внахлест используются также в деревообработке и пластике. Однако чаще всего используется в автомобильной сфере. Соединения внахлест используются в каркасах автомобилей и даже в фюзеляжах самолетов. Их часто можно использовать для ремонта цельных автомобильных рам, где они будут подвергаться статической нагрузке. Поскольку они не являются самым сильным суставом из шести, на которых мы сосредоточены, не стоит ожидать слишком много от коленочных суставов, когда уровень стресса выше, чем обычно.
Краевые сварные швыСварите стыковое соединение, соединение внахлест и угловое соединение, и вы получите что-то похожее на то, как выглядит краевое соединение. Чтобы представить себе, как выглядит общий краевой сустав, вытяните руки перед собой, вытянув руки и соприкасаясь ладонями. Теперь потяните их к себе в позу для молитвы кончиками пальцев вверх. Обычно вы свариваете краевые стыки там, где кончики пальцев соприкасаются друг с другом, и по бокам указателя и мизинца.В зависимости от области применения и напряжений, вы можете сварить шов и на внутренней стороне суставов.
Краевые стыки — не самые прочные стыки. Фактически, вам может быть лучше перейти к деталям, которые вместо этого используют Т-образное соединение. С тройником вам не нужно сваривать столько материала, и вам будет легче добиться более глубокого проплавления. Однако в некоторых случаях краевые соединения необходимы и неизбежны. В таких случаях как можно больше направьте ударение на другие точки финальной части.Крайние стыки плохо выдерживают нагрузку и из-за этого часто оказываются наиболее заменяемыми стыками.
Угловые сварные швыКак и следовало ожидать, угловые соединения получаются в результате сварки углов двух частей материала вместе. Существует 2 основных типа угловых сварных швов: открытые и закрытые. Как вы уже догадались, разделение пары основывается на позиционировании.
Однако в каждом случае вам нужно сварить внутренний шов двух частей материала.Хотя это абсолютный минимум для углового сварного шва, в приложениях может потребоваться сшить детали вместе по всей поверхности соединения. В зависимости от того, для чего будет использоваться готовое изделие, вам может потребоваться сварить шов за один проход и / или с обеих сторон шва. Углы, как правило, подвергаются сильному стрессу и износу, поэтому выбор более прочного соединения с самого начала отвечает интересам любого сварщика.
Некоторые могут даже считать угловые соединения почти типом стыковых сварных швов.Однако стыковые швы соединяются по гладкой поверхности. Угловые сварные швы добавляют второе измерение к этому уравнению, увеличивая сложность. При правильной сварке (и шлифовке) стыковые швы могут легко стать невидимыми невооруженным глазом. В то же время угловые соединения потенциально могут попасть в ту же категорию. Лучшие сварщики могут сделать так, чтобы соединенная деталь выглядела выточенной из одного куска металла.
Прихваточная сварка Как мы уже упоминали, прихваточную сварку можно рассматривать как еще один тип сварного соединения.Прихваточные швы — это большая часть процесса сварки, чем готовый продукт, они могут различаться по размеру в зависимости от области применения. Прихваточный шов скрепляет детали вместе, так что они правильно выстраиваются при сварке. Вы можете использовать другие методы удержания работы на месте, но иногда прихваточные швы — это все, что у вас есть в зоне, где вы работаете.Прихваточные швы — это, по сути, просто небольшие сварные швы. При необходимости их можно стачивать, и они не слишком сильно портят детали, над которыми вы работаете. Если вы работаете с деталями, которые требуют прочного соединения, ключом к успеху являются более толстые прихваточные швы с большим проплавлением.Однако до тех пор, пока детали, над которыми вы работаете, остаются вместе, прихваточные швы не должны выходить за рамки этого критического этапа.
Знание того, сколько прихваточных швов использовать, снова зависит от того, что вы свариваете. Как правило, чем меньше прихваточных швов вы добавите, тем лучше. Ваш болгарский станок поблагодарит вас, и вы не потратите впустую сварочные материалы. В большинстве случаев прихваточные швы варьируются от ½ дюйма до дюйма. Иногда они имеют диаметр около 1 дюйма, но все, что выходит за рамки, является чрезмерным.
Прихваточные швы — отличный инструмент для использования в процессе сварки, они даже могут стать частью окончательных сварных швов.В следующий раз, когда вы окажетесь в огне во время сварки, попробуйте выполнить прихваточные швы. В конце концов, у вас уже есть все, что вам нужно!
Какой сварной шов мне подходит?Теперь, когда вы знаете различные типы сварных соединений, как можно точно (и легко) выбирать между ними? Ответ кроется в вашем конкретном приложении и различных факторах, которые влияют на вашу деталь.
При выборе сварных соединений следует учитывать несколько моментов. Очевидно, что в некоторых случаях сварной шов выбирают за вас.Если вам нужно соединить 2 части на углу, готово! Задача решена. Все-таки, возможно, вы еще даже не на этапе сварки. Настройка дизайна на этапе планирования может даже помочь вам заранее избежать любых дилемм. Чем больше вы будете знать об этих факторах, тем лучше.
Еще один способ убедиться в правильности выбора сварного соединения — это рассмотреть то, что другие использовали в прошлом. Что им понравилось и что они рекомендуют всем, кто работает в одном приложении? Вы можете отдать предпочтение силе, а не эстетике.Обратите внимание на сварные элементы конструкции, часто закрытые такими вещами, как гипсокартон и изоляция. Если для вас важны детали, подумайте, какой сварной шов потребует наименьшей шлифовки.
Приложения в реальном миреУмение сваривать может открыть многие двери в вашей жизни. В конце концов, сварочный бизнес имеет практически неограниченный потенциал для тех, кто хочет учиться и, что самое главное, практиковаться. Выяснение того, какие типы сварных соединений существуют и когда их использовать, — это то, что вы могли бы считать частью вашего начального образования.Однако некоторые сварщики могут заняться этими соединениями позже в своей карьере. Несмотря ни на что, расширение ваших сварочных способностей только увеличивает ваши навыки и потенциал.
Теперь, когда вы знаете немного больше о сварных соединениях, опробуйте их! Будь то несколько образцов для испытаний или собственный проект, сварные соединения очень пригодятся. Удачной сварки!
СвязанныеТипы сварных швов | Гражданское строительство
Основными типами сварных швов, используемых для конструкционной стали, являются угловые, канавки, заглушки и пазы.Наиболее часто используемый сварной шов — это угловой шов. Для легких нагрузок он наиболее экономичен, так как подготовка материала не требуется. При больших нагрузках наиболее эффективны сварные швы с разделкой кромок, поскольку можно легко получить полную прочность основного металла. Использование заглушек и пазов обычно ограничивается особыми условиями, когда угловые швы или швы с разделкой кромок нецелесообразны.
В соединении можно использовать более одного типа сварного шва. В таком случае допустимая пропускная способность соединения представляет собой сумму эффективных пропускных способностей каждого типа используемого сварного шва, рассчитанных отдельно по отношению к оси группы.
Прихваточные швы можно использовать при сборке или транспортировке. Им не приписывается какая-либо способность выдерживать нагрузки в окончательной конструкции. В некоторых случаях эти сварные швы необходимо удалить после окончательной сборки или монтажа.
Угловые швы имеют общую форму равнобедренного прямоугольного треугольника (рис. 5.12). Размер сварного шва определяется длиной ножки. Прочность определяется толщиной шва, кратчайшим расстоянием от корня (пересечения ветвей) до поверхности сварного шва. Если две опоры не равны, номинальный размер сварного шва определяется меньшей длиной опоры.Если сварные швы вогнутые, соответственно уменьшается ширина горловины и прочность.
Угловые швы используются для соединения двух поверхностей примерно под прямым углом друг к другу. Стыки могут быть внахлестку (рис. 5.13), тройниковые или угловые (рис. 5.14). Угловые швы также могут использоваться со сварными швами с разделкой кромок для усиления угловых соединений. В тройнике с перекосом включенный угол наплавки может отличаться до 30 от перпендикуляра, а один угол соединяемой кромки может быть приподнят до 3⁄16 дюйма. Если расстояние больше 1⁄16 дюйм, приварная полка должна быть увеличена на величину корневого отверстия.
Сварные швы с разделкой кромок выполняются в канавке между краями двух соединяемых деталей. Эти сварные швы обычно используются для соединения двух пластин, лежащих в одной плоскости (стыковое соединение), но их также можно использовать для тройников и угловых соединений.
Стандартные типы сварных швов с разделкой кромок названы в соответствии с формой свариваемых кромок: квадрат, одинарный клин, двойной клин, одинарный скос, двойной скос, одинарный U, двойной U, одинарный J и двойной J (Рис. 5.15 ). Кромкам можно придать форму газовой резки, воздушно-дуговой строжки или строгания кромок.Однако материал толщиной до 5⁄8 дюйма можно сваривать с помощью канавки с квадратными кромками, в зависимости от используемого процесса сварки.
Сварные швы с разделкой кромок должны выходить на всю ширину соединяемых деталей. Прерывистые швы с разделкой кромок и стыковые соединения, сваренные не полностью по всему поперечному сечению, запрещены.
Сварные швы с разделкой кромок также классифицируются как сварные швы с полным и частичным проплавлением.
В сварном шве с полным проплавлением сварочный материал и основной металл сплавлены по всей глубине шва.Этот тип сварного шва выполняется сваркой с обеих сторон соединения или с одной стороны с опорным стержнем или подкладочным швом. Когда соединение выполняется сваркой с обеих сторон, корень сварного шва первого прохода вырезается или вырезается до прочного металла перед сваркой на противоположной стороне или обратным проходом. Размер горловины сварного шва с полным проникновением в канавку для расчета напряжений представляет собой полную толщину более тонкой части
, соединенной без усиления сварного шва.
Сварные швы с частичным проплавлением обычно используются при малых передаваемых усилиях.
Края не должны иметь форму по всей толщине шва, а глубина сварного шва может быть меньше толщины шва (рис. 5.15). Но даже если кромки имеют полную форму, сварные швы с разделкой кромок, выполненные с одной стороны без подкладочной полосы или выполненные с обеих сторон без задней строжки, считаются сварными швами с частичным проплавлением. Они часто используются для стыков в строительных колоннах, несущих только осевые нагрузки. В мостах такие сварные швы не должны использоваться там, где напряжение может быть приложено перпендикулярно оси сварных швов.
Вставные и щелевые сварные швы используются для передачи сдвига в соединениях внахлест и предотвращения коробления деталей внахлест.В зданиях они также могут использоваться для соединения компонентов сборных элементов.
(Однако сварные швы с заглушкой или пазами для стали A514 не допускаются.) Сварные швы выполняются при контакте притертых частей путем наплавки металла шва в круглых или шлицевых отверстиях одной детали.
Отверстия могут быть частично или полностью заполнены, в зависимости от их глубины. Допустимая нагрузка полностью приваренной заглушки или паза равна произведению площади отверстия и допустимого напряжения.
Если внешний вид не является основным фактором, предпочтительнее угловой шов в отверстиях или пазах.
Экономия в селекции. При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого потребуется минимальное количество металла. Это дало бы экономию как материала, так и времени.
В то время как прочность углового шва зависит от его размера, объем металла зависит от его площади. Например, угловой шов диаметром 1⁄2 дюйма содержит в четыре раза больше металла на дюйм длины, чем сварной шов толщиной 1⁄4 дюйма, но он всего в два раза прочнее. Как правило, меньший, но более длинный угловой сварной шов стоит меньше, чем более крупный, но более короткий сварной шов той же прочности.
Кроме того, небольшие сварные швы можно наплавить за один проход. Для больших сварных швов требуется несколько проходов. Они занимают больше времени, поглощают больше металла шва и стоят дороже. В качестве руководства при выборе сварных швов в таблице 5.12 указано количество проходов, необходимых для некоторых часто используемых типов сварных швов. Сварные швы с двойным V-образным вырезом и двойной скос с канавкой
содержат примерно вдвое меньше металла сварного шва, чем сварные швы с одинарным V-образным вырезом и одинарным скосом
соответственно (за вычетом влияния межкорневого расстояния). Однако следует учитывать стоимость подготовки кромки и дополнительные трудозатраты на строжку для заднего прохода.Кроме того, для тонкого материала, для которого может быть достаточно одного сварочного прохода, неэкономично использовать электроды меньшего размера для сварки с двух сторон. Кроме того, плохой доступ или менее благоприятное положение для сварки (статья 5.18) могут сделать несимметричный шов с разделкой кромок более экономичным, поскольку его можно сваривать только с одной стороны.
Когда скошенные или V-образные канавки можно резать пламенем, они стоят меньше, чем канавки J и U, которые требуют строгания или воздушно-дуговой строжки.
Сварные валики — Типы валиков
В этой статье будут рассмотрены типы сварных швов, которые являются общими для трех основных процессов (TIG, Stick, MIG).Изучение различных типов бусинок поможет вам понять, что лучше всего подходит для ваших конкретных проектов и потребностей.
Нам нравится думать об использовании «сварочных шаблонов» для получения различных профилей шва.
Шарики для сварки TIG
Шарики для сварки TIG обычно имеют вид «стопки монет». Это связано с тем, что по мере движения дуги TIG сварщик другой рукой добавляет равномерно распределенные «мазки» присадочного металла. Каждый из этих мазков имеет круглую форму, поскольку они накладываются друг на друга.Время нанесения мазков может сильно повлиять на внешний вид сварного шва. Более быстрая подача присадочного металла приведет к уменьшению расстояния между монетами и наоборот. Благодаря такому виду сварные швы TIG могут быть одними из самых красивых. Укладка монет: Wikimedia Commons
Сварные швы TIG не всегда выглядят как «стопка монет». Иногда сварщики будут «ходить по чашке». Здесь проводится присадочная проволока, лежащая на свариваемой детали. Сварщик водит чашкой TIG взад и вперед, продвигаясь вперед по сварному шву.При этом присадочный стержень расплавляется и расплавляется по сварному шву — представьте себе сливочный сыр на бублик! Этот метод особенно популярен среди сварщиков труб. Иногда для увеличения количества наносимого наполнителя используют сразу 2 или 3 присадочных стержня. Думайте о ходьбе по чашке как о «переплетении», а не о прямом сварном шве. Ходьба по чашке с TIG, классическое плетение: Wikimedia Commons
Сварочные валики
Сварочные швы могут иметь несколько характеристик валика. Семейство стержней с низким содержанием водорода весьма универсально.Стержень с низким содержанием водорода 7018 можно тянуть как прямую бусину. Эти бусины известны как «стрингеры», потому что они ровные и узкие. Это популярно при сварке плоскими, горизонтальными и потолочными штангами. Вертикальная сварка 7018 может выиграть, если использовать узор типа плетения. Работая в гору, сварщик может использовать различные схемы для распределения присадочного металла в стыке. Переплетение намного проще при вертикальных испытаниях, но иногда CWI допускают только проходы стрингера. Образец вертикального переплетения
Ниже представлена наша любимая справочная таблица для обозначений сварки.Символы будут указывать на тип сварного шва, который будет определять размер и тип сварного шва.
Таблица символов сварки — проверьте цену на Amazon
Стержни из целлюлозы, т.е. 6010-е и 7010-е должны выполняться с определенной техникой «взбить и сделать паузу». Конечный результат имеет вид, похожий на хороший сварной шов TIG. Эти сварные швы, как правило, не так хороши, как настоящая сварка TIG, но, тем не менее, эффект мерцания заметен. С помощью этой техники сварщик зажигает дугу и удерживает стержень в нужном положении, чтобы получилась монета.Затем они выскочат и вернутся, чтобы внести следующие десять центов. Для открытых корней на трубе и пластине можно перетаскивать целлюлозные стержни 6010, как 7018, и они отлично работают. Некоторые наглядные изображения сварных швов 6010 можно найти ниже. Это видео создано Джоди Коллиером из книги «Советы и хитрости по сварке»
MIG beads
Hardwire MIG очень универсален, потому что существует множество методов для создания хорошего сварного шва. Некоторые предпочитают толкать лужу, а некоторые — тянуть лужу. Всегда велись споры о том, толкать или тянуть сильнее.Поскольку в MIG проводной сварке отсутствует флюсовое покрытие, пользователю не нужно перетаскивать лужу. Есть обычная сварочная поговорка: «Если есть шлак, надо тащить». Это связано с тем, что в большинстве случаев, если вы нажмете на сварочный стержень или пистолет MIG с флюсовым сердечником, шлак останется в сварном шве. Это создает пористость. При сварке с флюсовым покрытием техника перетаскивания позволяет шлаку образовываться и затвердевать в задней части лужи, когда вы продолжаете двигаться вперед.
Многие сварщики MIG не ткают и не используют какой-либо узор.Они просто проведут прямую бусину стрингера. Хотя это может обеспечить качественный сварной шов, использование рисунка переплетения может быть полезным для более широких швов и вертикальных швов. Он больше распределяет присадочный металл, в результате чего валик становится более плоским. Сварочный образец Cursive E
Последней тенденцией является повальное увлечение сваркой MIG как TIG. Именно здесь при определенных настройках MIG может получиться бусинка, похожая на монеты TIG, о которых мы упоминали выше. Это также во многом связано с использованием специальной техники с низкой скоростью подачи проволоки.Эти бусинки не такие прочные, потому что слабый нагрев проникает в металл намного меньше, чем обычно. Тем не менее, они стали стандартом в культуре бездорожья, потому что это такие чистые сварные швы (особенно на автомобильных деталях). С этой техникой можно весело поиграть. Ниже есть отличное видео от 5th Street Fab.
MIG-шарики с флюсовым сердечником
MIG с сердечником из флюса (особенно с двойным экраном) может нанести тонну наполнителя за короткое время.Большинство бусинок с флюсовым сердечником выполняется с помощью простых стрингеров. Вертикальные сварные швы с флюсовой сердцевиной обычно требуют переплетения, чтобы справиться с лужей. Плетение валика с флюсовой сердцевиной предотвратит образование потеков на середине сварного шва. Это происходит, когда сварной шов становится слишком горячим, и расплавленный металл капает с вашего куска материала на пол.
Заключение
Для домашних сварочных работ существует множество различных вариантов сварочных процессов и характеристик валика. Лучше всего научиться сварке MIG, TIG и Stick, чтобы вы были готовы к любой работе! Использование нескольких шаблонов сварных швов поможет вам получить шов любого типа.
Спасибо за чтение
Основные советы по пониманию (и предотвращению) распространенных типов растрескивания сварных швов
Домашняя страница / Основные советы по пониманию (и предотвращению) распространенных типов растрескивания сварных швовЛучшая защита от растрескивания сварных швов — это понять его причины и способы устранения. И он показывает, почему лучше всего начать с понимания горячего и холодного растрескивания.
Центральная трещина, показанная на этом угловом сварном шве, является результатом сегрегации материала с низкой температурой плавления (сегрегационное растрескивание).После затвердевания элементы с низкой температурой плавления концентрируются в центре сварного шва. Это обычное явление при сварке металлов с более высоким содержанием серы и фосфора, металлов с цинкованием или гальваническим покрытием, а также на материалах, которые были окрашены или загрунтованы.
Правильная конструкция сварного шва помогает обеспечить правильное соотношение глубины и ширины сварного шва и может предотвратить растрескивание сварного шва.
При плохой подгонке имеется тенденция делать более широкие сварные швы с более тонкими отверстиями.Плохая конструкция стыка обычно приводит к узкому соотношению ширины валика к глубине. Эти формы валика создают чрезмерное напряжение в центре сварного шва, вызывая его растрескивание. Сварка при слишком высоком напряжении также может привести к вогнутому сварному шву, который более склонен к растрескиванию.
Как и другие дефекты сварного шва — например, пористость или подрезание — растрескивание сварного шва ставит под угрозу целостность сварного шва и может стать значительным источником простоев, затрат и просто разочарований. Если вы соблюдаете сжатые сроки (каковы у большинства из нас) или по контракту, это также может вызвать задержки, которые приведут к штрафам или потере бизнеса.К счастью, как и в случае с любой другой частью сварочного процесса, лучшая защита от растрескивания сварного шва — это понимание его причин и решений. Итак, с чего начать? Во-первых, понимание горячего и холодного растрескивания.
Горячее растрескивание происходит при температурах выше 1000 ° F и почти сразу после затвердевания сварного шва. Существует три распространенных типа горячего растрескивания: сегрегация, форма валика и кратерное растрескивание. Сегрегационное растрескивание — это тип растрескивания по средней линии, которое (как следует из названия) происходит через центр сварного шва.Это происходит, когда элементы с низкой температурой плавления концентрируются в центре сварного шва после его затвердевания. Это обычное явление при сварке металлов с более высоким содержанием серы и фосфора, металлов с цинкованием или гальваническим покрытием, а также на материалах, которые были окрашены или загрунтованы.
Существует несколько способов предотвращения этого типа растрескивания:
(1) По возможности заказывайте стали с низким содержанием остаточного фосфора и серы (менее 0,05%).
(2) Уменьшите подвод тепла во время сварки, что сокращает время возникновения сегрегации.
(3) Измените конструкцию соединения, чтобы отношение глубины к ширине не было слишком большим или слишком маленьким.
(4) Выполняйте сварные швы с большей толщиной горловины или менее вогнутыми.
Следующий тип горячего растрескивания, растрескивание формы валика , обычно является результатом плохой подгонки детали или конструкции соединения. При плохой подгонке швы обычно получаются более широкими и более тонкими. И наоборот, плохая конструкция стыка обычно приводит к узкому соотношению ширины валика к глубине. В обоих случаях эти формы валика создают чрезмерное напряжение в центре сварного шва, вызывая его растрескивание.Сварка при слишком высоком напряжении также может привести к вогнутому сварному шву, который более склонен к растрескиванию. Предотвратить растрескивание бортика:
(1) Хорошая сборка деталей и конструкция стыков.
(2) Соблюдение рекомендуемых параметров для вашего приложения.
(3) Снижение напряжения при необходимости.
(4) Избегайте техники широкого переплетения, так как она создает вогнутый борт. Вместо этого используйте угол сопротивления сварного шва, чтобы создать более выпуклый сварной шов.
Наконец, чтобы предотвратить кратерные трещины — трещины, возникающие при прекращении сварки до завершения прохода сварного шва — используйте технику обратной засыпки, чтобы обеспечить большую толщину кратера.Этот метод включает в себя небольшое резервное копирование, чтобы заполнить область в конце сварного шва перед гашением дуги. Кроме того, обязательно заполните области между прихваточными швами и сварным швом, сделав более толстые прихватки и / или заполнив кратеры, как рекомендовалось ранее. Правильная подгонка деталей также может предотвратить образование кратеров.
Холодное растрескивание (также называемое водородным растрескиванием или растрескиванием в зоне термического влияния (HAZ)) возникает при температурах ниже 600 ° F (316 ° C) и проявляется только через несколько часов после остывания сварного шва.В некоторых случаях он может не появляться в течение нескольких дней. Большая часть холодных трещин начинается в основном материале (в отличие от самого сварного шва) и переходит в шов в поперечном направлении. Это особенно характерно для толстых материалов, которые склонны к быстрому охлаждению из-за большого радиатора, и возникает из-за индуцированных остаточных напряжений в основном материале и присутствия диффундирующего водорода в сварном шве. Холодное растрескивание также может происходить в материалах с высоким содержанием углерода или сплава, поскольку они также имеют более высокую прочность и могут быть менее пластичными.
Предотвращение образования холодных трещин в первую очередь зависит от снижения остаточного напряжения и наличия водорода в сварном шве. Водород может попасть в сварной шов через влагу из атмосферы, присадочные металлы, защитный газ или из-за ржавчины и прокатной окалины на основном материале. Он также может попадать из углеводородов в покрытия, масла и смазки на материал.
Обратный шаг сварного шва — один из способов предотвращения образования холодных трещин и снятия напряжений. Чтобы выполнить эту технику:
(1) Сваривайте в одном направлении на короткую длину.
(2) Вернитесь к моменту, предшествовавшему началу последней сварки.
(3) Повторите сварочный проход, останавливаясь в начале первого шва.
Предварительный нагрев основного материала перед сваркой также может предотвратить образование холодных трещин за счет снижения скорости охлаждения и поддержания пластичности сварного шва и основного материала. Также помогает термообработка после сварки (PWHT), вытесняя диффузный водород из сварного соединения и снимая напряжение с материала. Другие средства защиты от холодного растрескивания включают:
(1) Использование присадочных металлов с низким содержанием водорода, например h5 или H8.
(2) Использование присадочных металлов с основной шлаковой системой (они имеют высокие поглотители водорода).
(3) Хранить присадочные материалы в чистом, сухом месте и хранить их в оригинальной упаковке до использования.
(4) Хранение присадочных материалов в зоне с температурой в пределах 10 градусов по Фаренгейту от окружающей среды при сварке. Или дать присадочному металлу несколько часов для адаптации к температуре окружающей среды перед сваркой (для предотвращения конденсации).
(5) Очистка основного материала от масел, смазок и грунтовок перед сваркой.
Помните, что следование некоторым основным советам, подобным этим, может иметь большое значение для предотвращения простоев и затрат, связанных с растрескиванием сварных швов. Если вы сомневаетесь, обратитесь к проверенному дистрибьютору сварочного оборудования или производителю присадочного металла.
Типы сварных деталей, используемых для соединения трубопроводов
Когда дело доходит до соединения труб, сложных узлов, газовых ящиков и других компонентов, сварка является одним из распространенных методов, используемых производителями. Используемые сварные конструкции будут основаны на материале труб и трубок (например, металл vs.пластик), как будет подключаться трубка и есть ли какие-либо дополнительные соединения, которые необходимо выполнить.
Axenics предлагает ручную сварку TIG в дополнение к возможностям орбитальной сварки. При выполнении сварки TIG с использованием газообразного аргона высокой чистоты существует несколько различных типов сварных швов. Двумя распространенными сварными деталями, которые запрашивают производители, являются сварные соединения с разделкой кромок и угловые сварные соединения.
Соединения, сваренные стыковой сваркой (стыковой сваркой)
Сварные соединения с разделкой кромкой, также называемые стыковыми сварными швами, представляют собой сварные детали, которые обычно используются при соединении одинаковых труб вместе.Их также можно использовать для соединения труб с клапанами, фитингами и фланцами для надежного крепления. Для труб определенной толщины перед сваркой трубу можно разрезать под прямым углом. Этот прием называется созданием фаски на трубе.
Эти типы сварных швов должны выполняться квалифицированно, чтобы сварной шов проходил на нужном уровне, не оставляя пустот в местах слабого соединения труб. Еще один фактор, который необходимо учитывать, — это правильное расположение труб во избежание образования слишком большого зазора.Если между соседними концами труб будет большой зазор, сварной шов будет слишком большим проваром.
Скругленные сварные соединения
Когда дело доходит до дуговой сварки, такой как сварка вольфрамовым электродом в среде инертного газа (TIG), угловые сварные швы обычно используются при соединении угловых соединений, тройников и соединений внахлест. Техническим специалистам не нужно подготавливать кромки, так как концы труб будут лежать внутри самого соединения, которое используется. Сварные детали со скруглением обычно более рентабельны, чем сварные соединения с канавками, поскольку материалы требуют меньшей подготовки.
Техники Axenics — опытные сварщики
В Axenics сварка — это основа того, как мы начали и чем мы занимаемся. Наши сварщики проходят специальную подготовку по применению различных методов сварки для создания желаемого надежного соединения для наших клиентов в соответствии с их техническими требованиями. Три таких метода сварки: от руки, автогенная сварка и ходьба по чашке. Методы сварки от руки подходят для небольших сварных швов или сварных швов, которые могут иметь другую форму, например, квадрат, или когда он должен быть плоским.Методы автогенной сварки также используются для небольших сварных швов и желательны, когда трубы или соединения соединяются без использования присадочного материала. Ходьба по чашке — предпочтительный метод для труб большего диаметра, чтобы сварные детали выглядели единообразно.
Получение превосходных сварных соединений от производителя компонентов и контрактного производства
Не каждый производитель обладает собственными знаниями в области сварки для создания превосходных сварных соединений для широкого диапазона компонентов, труб и фитингов. Обучение существующего персонала таким методам может отвлечь время от других операций.Эта проблема может стоить производителю времени, денег и потери производительности. Кроме того, производитель все еще может не получить сварные швы, необходимые для материалов, поскольку они могут иметь дело с утечками и поломками.
Использование Axenics для выполнения сварочных работ для широкого спектра компонентов, труб, простых и сложных сборок может помочь улучшить ваши производственные процессы. Производители оригинального оборудования могут сэкономить деньги и гарантировать услуги по сварке металлических и пластиковых трубопроводов высокой степени чистоты, которые будут реализованы на их заводских предприятиях.Кроме того, Axenics предоставляет производителям специальные комплекты трубопроводов, которые состоят из набора компонентов, которые разрезаются, свариваются и сгибаются в соответствии со спецификациями, при этом соблюдая жесткие сроки. Когда эти детали доставлены, рабочие производителя могут эффективно связать их с существующими операциями или заменить неисправные или вышедшие из строя сборки и вернуть производство на полную мощность.
Типы сварных соединений
Основные типы сварных соединений можно классифицировать в зависимости от типов сварных швов, положения сварных швов и типа соединения.
СВАРНЫЙ ПОДКЛЮЧЕНИЕ
ВВЕДЕНИЕ
Когда два члена соединены средствами сварки, такое соединение известно как сварное соединение. Предложения по сварке возможность для дизайнера добиться более эффективного использования материалы. Ранее конструкторы считали сварные швы менее устойчивыми к усталости. Это было считал, что добиться хороших сварных швов на стройплощадке невозможно.Теперь день, с достижения в области методов неразрушающего контроля (NDT), тестирования и стало проще контролировать качество сварных швов. Это придает дизайнерам достаточно смелости. изучить возможности и возможности сварных соединений. Быстрый конструкция облегчается применением сварных соединений. Масса сварного количество подключений относительно невелико, что снижает стоимость строительства. С тех пор нет сужения отверстий, общее поперечное сечение эффективно переносит нагрузки.
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Основные типы сварных соединений можно классифицировать в зависимости от типов сварных швов, положения сварных швов и типа сустава.
1. На основе по типу сварного шва
По типу сварного шва сварные швы можно классифицировать по для углового шва, сварного шва с разделкой кромок (или стыкового шва), электрозаклепки, щелевого шва, точечной сварки и т.п.Различные типы сварных швов показаны на рисунке 15.
1.1. Стыковые швы (стыковые)
Швы с разделкой кромок (стыковые швы) и Угловые швы выполняются, когда соединяемые элементы выровнены. Канавка сварка обходится дороже, так как требует подготовки кромок. Швы с разделкой кромок могут быть безопасно использовать в сильно нагруженных членах. Обеспечиваются квадратные стыковые швы. только до толщины листа 8 мм.Различные типы стыковых швов показаны на Рисунок 16.
1.2. Угловые швы
Угловые швы выполняются при два соединяемых стержня находятся в разных плоскостях. Поскольку такая ситуация возникает чаще угловые швы встречаются чаще, чем стыковые. Угловые швы легче сделать, так как требует меньше подготовки поверхности. Тем не менее они не такой прочный, как швы с разделкой кромок, и вызывает концентрацию напряжений.Филе сварные швы предпочтительнее в элементах, подверженных легким нагрузкам, где жесткость, а не сила определяет дизайн. Различные типы угловых швов показаны на Рисунок 17.
1.3. Слот и электрозаклепки
Щелевые и электрозаклепочные швы используются для дополнять угловые швы там, где невозможно обеспечить требуемую длину углового шва. достигнуто.
2. На основе по положению сварного шва
В зависимости от положения сварного шва, Сварные швы можно разделить на плоский шов, горизонтальный шов, вертикальный шов, колодец и пр.
На основе тип стыков
На основе по типу соединений сварные швы можно разделить на стыковые, внахлестку сварные соединения, тройники и угловые сварные соединения.
Учебные материалы, Примечания к лекциям, задания, ссылки, объяснение описания вики, краткая информация
Какие 3 типа сварки?
Сварка — это процесс, при котором два куска металла соединяются вместе с использованием тепла и электричества. Наполнитель используется для образования лужи расплавленного металла, которая остывает и становится прочным соединением между деталями. Сварка используется во многих отраслях промышленности, включая строительство, судостроение, авиастроение и электронику.Существует множество различных процессов сварки, но наиболее распространенными являются сварка электродом, сварка в среде инертного газа (MIG) и сварка в среде инертного газа вольфрама (TIG).
Ручная сварка
Ручная сварка, также известная как дуговая сварка экранированного металла (SMAW), является одним из самых простых и наиболее распространенных видов сварки. Электрод, или «стержень», который дает название этому типу сварки, покрыт металлическим покрытием, которое плавится и образует газовый экран при воздействии тепла, добавляя шлак, раскислители и сплав к свариваемому металлу.Шлак образуется, когда шарики расплавленного металла затвердевают на поверхности сварного шва — их необходимо отколоть. Оборудование для сварки штангой простое в использовании и недорогое. Электрод обеспечивает собственный поток, устраняя необходимость в дополнительных расходных материалах. Сварка палкой может использоваться во всех положениях (сварка плоская, горизонтальная, вертикальная и над головой) и имеет меньшую чувствительность к сквознякам, чем сварка в среде защитного газа. Однако эти сварные швы имеют очень грубый вид.
Сварка MIG (металл в инертном газе)
Сварка в среде инертного газа (MIG) использует катушку сплошной стальной проволоки, которая подается в рабочую зону от машины через контактный наконечник в горелке MIG.«Контактный наконечник электрически заряжается при нажатии спускового крючка горелки, что плавит проволоку для сварочной ванны. MIG обычно используется при сварке в помещении, где сквозняки не вытесняют газовую защиту. Однако его можно использовать в полевых условиях с ветровыми блоками, такими как пластиковые листы. Сварку MIG можно использовать для нержавеющей стали, низкоуглеродистой стали и алюминия. Его можно использовать для сварки во всех положениях. По словам TheFabricator, вам не нужно откалываться от накопившегося шлака, и этому относительно легко научиться.К недостаткам можно отнести необходимость использования громоздкого резервуара защитного газа и стоимость расходных материалов, таких как наконечники и сопла.
Сварка TIG (вольфрамовый инертный газ)
Сварка вольфрамовым инертным газом, или TIG, может использоваться для самых разных материалов, обеспечивает очень высокое качество сварных швов и не вызывает токсичного дыма или дыма. Газ аргон, используемый в этом процессе, защищает сварной шов от загрязнения, поэтому шлак не образуется. Сварные швы можно выполнять во всех положениях. По словам MillerWelds, все эти преимущества делают сварку TIG идеальным выбором для работы в ограниченном пространстве.com. Однако сварка TIG требует больше навыков и опыта для получения хорошего сварного шва.