Как работает точечная сварка видео
1. Точечная сварка, видео с использованием аппарата точечной сварки (споттера) GYSPOT 3502, предназначенного для кузовных работ: устранения вмятин c помощью инерционного молотка; приварки гвоздей, заклепок, шпилек, шпонок, болтов и шайб; удаления ямок и других мeлких повреждений; осадки поверхностей c помощью угольного электрода.
2. Аппарат точечной сварки GYS ALU SPOT для правки алюминиевых деталей автомобильного кузова. Точечная сварка, видео с демонстрацией работы GYS ALU SPOT.
3. Точечная сварка — видео об её использовании в ремонте вмятин автомобиля .
4. Точечная сварка, видео об использовании аппарата двухсторонней точечной сварки GYSPOT 32D-С для сварки кузова автомобиля, ремонта видовых поверхностей. Технология на переменном токе oбеспечивает высокoе качество сварных точек в т.ч. высокопрочной стали HTS, из-за особой схемы, обеспечивающей высокую мощность.
Электроника контроллера, программирования проста.
Аппарат снабжен удобным и легким пневматическим зажимом, обеспечивающим усилие сжатия до 300 daN при давлении воздуха 7 бар.
5. Использование споттера Tecna для реставрации автомобиля.
6. Использование аппарата точечной сварки KriptonSPOT7000 для ремонта вмятин авто.
7. Видеоролик с демонстрацией работы шкафа управления РКС-160 для машины МТМ-160 (
точечная сварка, видео
8. Видео демонстрирует точечную сварку и приварку шпилек с использованием Telwin Digital Spotter 900.
Другие страницы по теме » Точечная сварка видео «:
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.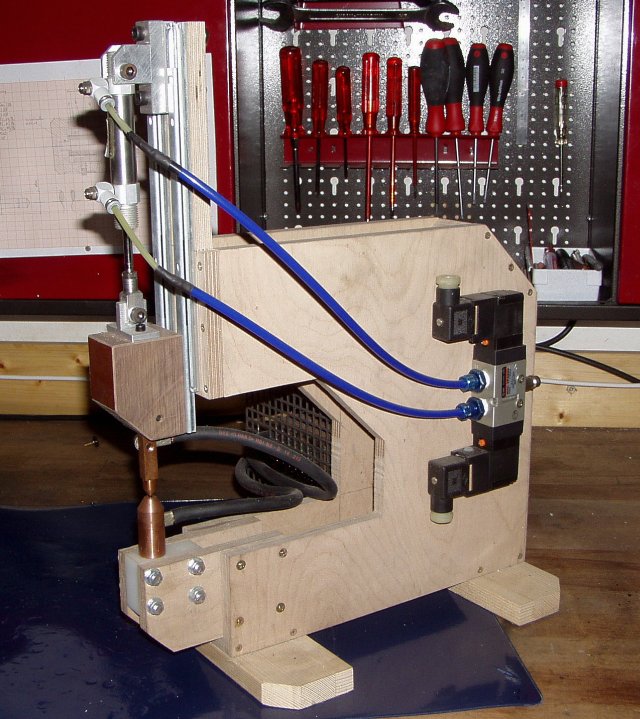
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.
Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Еще по этой теме на нашем сайте:
- Контактная сварка своими руками — видео урок для начинающих
Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит.
Сварка аккумуляторов своими руками — пошаговое руководство
Зачем платить приличные деньги за ремонт аккумуляторной батареи на станции технического обслуживания, если вполне реальна и доступна сварка аккумуляторов своими руками.
Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –.
Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный.
Как работает точечная сварка. Скачать это видео ►. Все просто, увидел 2 видео в зарубежном youtube и решил повторить себе аналогичный механизм. Только я его реализовал по своему, а именно добавил один лишний шарнирный с механизм для поперечной жесткости. Самодельная точечная сварка. Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности. Точечная сварка в промышленности применяется гораздо чаще, чем другие разновидности контактного способа (шовная, стыковая). Такая популярность связана с широким спектром применения и очень выгодными параметрами самого процесса.
Управление процессом сварки осуществляется изменением продолжительности. Точечная сварка в промышленности применяется гораздо чаще, чем другие разновидности контактного способа (шовная, стыковая). Такая популярность связана с широким спектром применения и очень выгодными параметрами самого процесса.
Новое видео
Как работает паяльник для полипропиленовых труб видео
Как заработать на видео
Как проверить турбину на дизельном двигателе работает или нет видео
Как работает cvt видео
Культиватор торнадо видео как работает
Как обработать видео в киномастере
Как обработать край вязаного изделия крючком видео
1. Точечная сварка, видео с использованием аппарата точечной сварки (споттера) GYSPOT 3502, предназначенного для кузовных работ: устранения вмятин c помощью инерционного молотка; приварки гвоздей, заклепок, шпилек, шпонок, болтов и шайб; удаления ямок и других мeлких повреждений; осадки поверхностей c помощью угольного электрода.
2. Аппарат точечной сварки GYS ALU SPOT для правки алюминиевых деталей автомобильного кузова. Точечная сварка, видео с демонстрацией работы GYS ALU SPOT.
3. Точечная сварка — видео об её использовании в ремонте вмятин автомобиля .
4. Точечная сварка, видео об использовании аппарата двухсторонней точечной сварки GYSPOT 32D-С для сварки кузова автомобиля, ремонта видовых поверхностей. Технология на переменном токе oбеспечивает высокoе качество сварных точек в т.ч. высокопрочной стали HTS, из-за особой схемы, обеспечивающей высокую мощность.
Электроника контроллера, программирования проста. В автоматическом режиме работы, пользователю надо знать толщины свариваемых деталей. При ручном режиме пользователем устанавливается время сварки, сварочный ток.
Аппарат снабжен удобным и легким пневматическим зажимом, обеспечивающим усилие сжатия до 300 daN при давлении воздуха 7 бар.
5. Использование споттера Tecna для реставрации автомобиля.
6. Использование аппарата точечной сварки KriptonSPOT7000 для ремонта вмятин авто.
7. Видеоролик с демонстрацией работы шкафа управления РКС-160 для машины МТМ-160 (
точечная сварка, видео
8. Видео демонстрирует точечную сварку и приварку шпилек с использованием Telwin Digital Spotter 900.
Другие страницы по теме » Точечная сварка видео «:
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.
Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.


Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение.![]() В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Точечная сварка своими руками: схема, принцип работы (видео)
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Схема самодельной точечной сварки.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.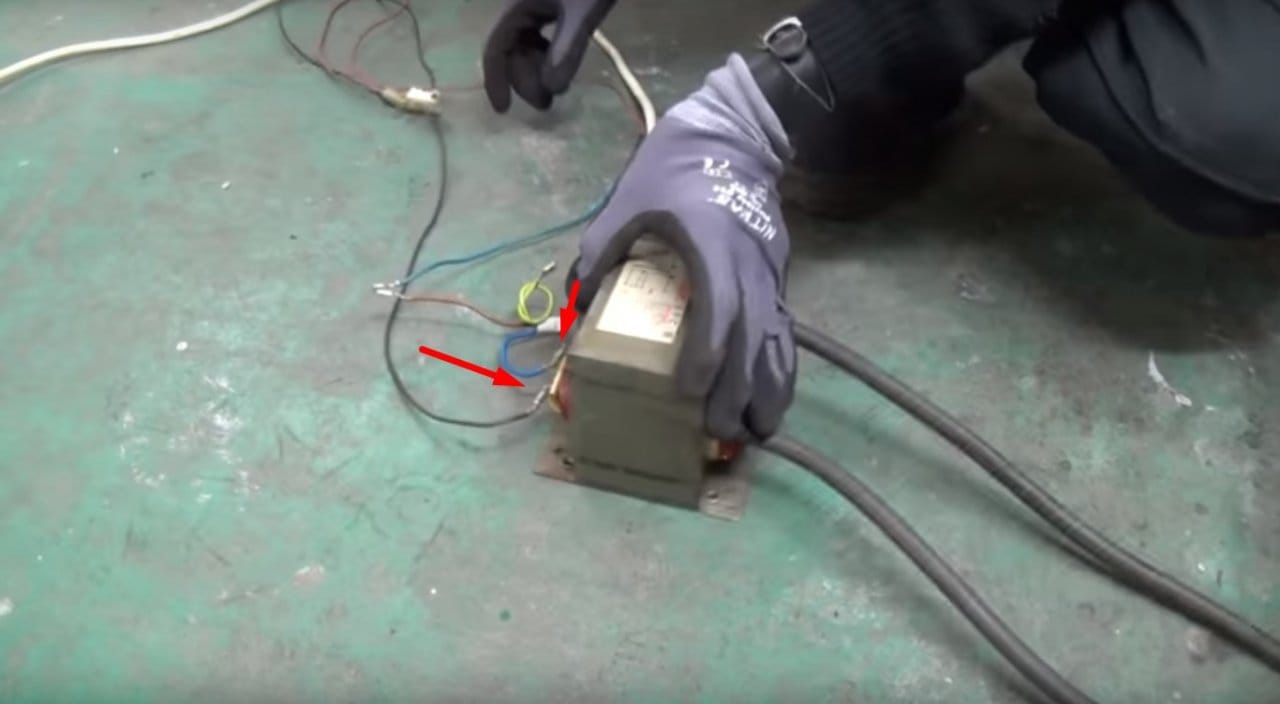
Основная сущность процесса
Схема создания сварочного аппарата на основе старого трансформатора.
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
Принцип работы точечной сварки.
- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- нож;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Схема изготовления точечной сварки.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод.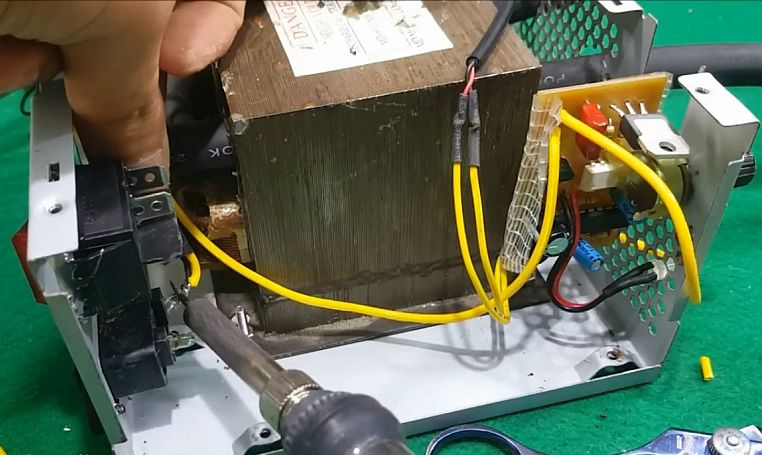 Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.

Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
http:
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
Точечная сварка своими руками: аппарат, схема, чертежи (видео)
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.
Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них – нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше – за счет этого увеличится и время остывания жидкого ядра.
Вернуться к оглавлению
Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Изготовление сварочника для проведения точечной сварки
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции – от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Изготовление трансформатора сварочного агрегата
Основная часть, которую имеет самодельная установка для проведения контактной сварки – трансформатор.

Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Сборка корпуса устройства
Последний этап – изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
Точечная сварка своими руками
Проще всего сделать в домашних условиях точечную сварку своими руками. Это одна из разновидностей сварки, которая является контактной.
В условиях частного строительства наиболее распространена именно точечная сварка, так как сделать ее самостоятельно проще всего. Другие разновидности точечной сварки, такие как линейная и стыковая, в домашних условиях осуществить невозможно.
Сам по себе процесс сварки представляет собой способ соединения деталей, которые в дальнейшем не разъединяются. Если обратиться к физике, то можно сказать, что процесс соединения происходит за счет межатомной связи в образующемся шве.
Сварка считается одним из самых надежных способов соединения двух металлических деталей, с которым по крепости не сравниться ни один из иных соединений.
Сварка в больших масштабах применяется при возведении многоэтажных зданий, мостов, других конструкций, основой которых является металлический каркас. Современные способы сваривания металла и сплавов позволяют использовать сварочный аппарат в различных условиях: на воздухе, в закрытом помещении, даже под водой.
Конечно, подобные технологии ни к чему в частном строительстве. Но и в обычном хозяйстве применение сварке всегда найдется, используется при этом точечная сварка.
Сама точечная сварка своими руками едва ли доступна для людей, далеких от сварки и не имеющих элементарных представлений о технике. Если же вы знаете, как работать с прибором и принципы его функционирования, сделать сам прибор для точечной сварки для вас не составит труда, тем более полезную информацию можно найти тут expertsvarki.ru/tehnologii/svoimi-rukami-tochechnaya-svarka. html.
html.
Как сделать точечную сварку своими руками?
Весь процесс точечной сварки укладывается в несколько этапов. Свариваемые детали, приложенные друг к другу, помещаются между электродами сварочного аппарата в нужном месте и плотно прижимаются друг к другу.
Помните, что эксплуатировать сварочные аппараты «кустарного», «самопального» производства опасно! Существует система допуска по электробезопасности к выполнению данного вида работ. Самостоятельные попытки без контроля специалиста могут привести к утрате жизни и здоровья как своей, так и окружающих.
Затем детали нагреваются до очень высокой температуры, оставаясь при этом сжатыми. После воздействия электрического импульса в зажатом состоянии детали остаются еще некоторое время.
Можно несколько усилить сжатие, чтобы усилить эффект сваривания деталей. Далее давление постепенно ослабевает, а вы получаете в результате крепкое соединение металлических элементов.
Одним из слабых мест такого варианта сваривания является невозможность сделать герметичный шов. А вот положительных моментов можно насчитать несколько:
А вот положительных моментов можно насчитать несколько:
- Точечные швы достаточно прочные и способны выдерживать высокую нагрузку.
- Аппарат точечной сварки гораздо доступнее остальной аппаратуры.
- Точечные сварочные аппараты достаточно экономичны в эксплуатации.
- Пользоваться точечной сваркой довольно просто, для этого не требуется специального образования.
Перейдем к непосредственному изготовлению аппарата для точечной сварки. С момента изобретения данного сварочного устройства было разработано немало вариантов аппаратов для сварки.
Ранее их публиковали в технических журналах. Сегодня наши соотечественники сами «изобретают» точечную сварку для личного пользования.
Вариантов здесь может быть множество, но есть и элементы, которые используются в любом случае.
В первую очередь, сварочный аппарат точечного действия невозможен без трансформатора, который обеспечивает большой сварочный ток. Такой трансформатор можно достать, например, из старой микроволновой печи или другой подобной техники.
Для получения большей мощности сварочного аппарата, используются несколько трансформаторов. Перед монтажом их особым образом подготавливают.
С катушки удаляется вторичная обмотка. Если есть необходимость, удаляются также шунты ограничения тока. Словом, с трансформатора удаляются все ненужные детали.
Теперь на трансформатор наматывается новая вторичная обмотка. Это должна быть толстая медная проволока, чтобы устройство могло выдержать высокое напряжение.
Чем больше витков обмотки вам удастся сделать, тем выше напряжение будет в итоге, и дольше будет ток.
Использование одновременно двух трансформаторов наиболее эффективно, если вам необходимо получить аппарат для сваривания металлических деталей большой толщины.
В этом случае первичная и вторичная обмотка соединяется, в соответствии с показателями плюс-минус. Если перепутать показатели, вы получите короткое замыкание в момент включения.
В качестве электродов для аппарата вы можете использовать прутки меди. Для устройств сварки малой мощности подойдут жала от паяльников достаточной мощности.
Для устройств сварки малой мощности подойдут жала от паяльников достаточной мощности.
Электроды требуют периодической проверки, подтачивания и замены. При монтаже постарайтесь сделать провод между трансформаторами и электродами минимальной.
Как и любой сварочный аппарат, аппарат точечной сварки, особенно если вы сделали его своими руками, требует определенной доли осторожности при работе. Не забывайте о технике безопасности, если хотите использовать аппарат и в дальнейшем.
Самые лучшие посты
Как сделать сварку точечную своими руками
Используют точечную сварку в промышленности и быту. На заводах точечной сваркой соединяют листы металла, уголки, швеллера. В быту применяют при строительстве своего дома, починке бытовых приборов и кухонных принадлежностей. Как выполнить точечную сварку своими руками, рассмотрим подробнее.
Как осуществляется процесс
Делать сварку своими руками необходимо в несколько основных этапов:
- Заготовки соединяют в нужном положении.
- Соединенные части размещают между двух электродов и плотно зажимают.
- Детали нагревают до температуры начала плавления и металл соединяется под деформацией.

В промышленности этот вид сварки используют для соединения до 700 точек в минуту. Для домашнего использования своими руками достаточно обеспечить большое давление, плюс несколько точек электродов, которые перемещаются на заданном уровне.
Пластичность металлу придает сила кратковременного тока сварки. Продолжительность импульса не больше 0,01–0,1 секунды. Металл в месте крепления электрода плавится и образует жидкую массу. Она застывает и соединяет детали точечно. Ширина детали при точечной сварке в домашних условиях должна быть не больше 5–13 мм.
Кристаллизация расплавленной массы происходит после того, как импульс перестает подаваться электродами. Между собой заготовки соединены под давлением до полного застывания.
Как любой вид сварки точечная имеет свои плюс и минусы. Швы имеют высокую прочность и экономичность при изготовлении. Сварочные работы можно делать автоматизировано, даже в домашних условиях. Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Сварочные работы можно делать автоматизировано, даже в домашних условиях. Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Особенности работ
Нагрев металла происходит за разный промежуток времени, от секунды до нескольких ее долей. Зависит нагрев, а также продолжительность импульса от ряда факторов:
- мощность сварочного аппарата;
- условий работ;
- типа металла, который обрабатывают.
Так, стали углеродного типа рекомендуется нагревать подольше, чтобы остывание происходило медленнее, шов не растрескался. Аусинтетическую нержавеющую сталь, напротив, нагревают самое короткое время. Иначе внешние точки соединения быстро расплавятся, материал будет подвержен коррозии.
При помощи определенного давления необходимо обеспечить деталям максимальный контакт. Давление подбирается в зависимости от толщины и прочности заготовки. После нагрева сила давления не так важна, так как мелкозернистый сплав уже имеет сцепление. Прочность шва будет равна прочности материала, который сваривают.
Давление подбирается в зависимости от толщины и прочности заготовки. После нагрева сила давления не так важна, так как мелкозернистый сплав уже имеет сцепление. Прочность шва будет равна прочности материала, который сваривают.
Вокруг сварочного ядра должен образовываться поясок, который предотвратит растекание расплавленного металла. Электроды разжимают с небольшой задержкой, чтобы процесс кристаллизации начался.
Выбираем подходящие электроды
Для выполнения точечного соединения своими руками подходят не все виды электродов. Рекомендуем остановить свой выбор на электродах с высокими теплопроводящими и электропроводящими свойствами. Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Подходят под требования электроды из некоторых видов бронзы с дополнениями кобальта или кадмия, медь электролитическая, медь с хромом и составы на основе вольфрама.
Сплав из меди по теплопроводности и электропроводности выше сплавов бронзы, но износостойкость у него хуже в 4–6 раз. Поэтому для работы своими руками лучше использовать электроды из сплава ЭВ, то есть из чистой меди. Допустимы примеси хрома 0,5–0,7%.
Чтобы повысить срок службы электродов точечной сварки рекомендуем охлаждать их водой.
Немало важен диаметр электрода. Выбирается диаметр в зависимости от толщины обрабатываемого материала. Диаметр электродов должен быть больше толщины свариваемых деталей в 3 раза.
Выбираем сварочный аппарат
Для этого вида сварки своими руками можно подобрать готовый аппарат или сделать его самостоятельно. Оборудование может иметь различный размер и вес. Главное, чтобы его можно было перемещать без труда. Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Схем как делать аппарат много, но выбирать следует ту, где количество деталей минимально. Сделать такой прощу и экономичнее. Конечно, техника не будет иметь высокой мощности, но соединить листы стали до 0,2 мм или провода с ее помощью можно.
Основная задача при изготовлении импульсного сварочного аппарата — создать электрический импульс. Подойдет для сварки небольшой трансформатор. К его нижней обмотке присоединяют обрабатываемую деталь, а к вторичной электроды.
Трансформатор и питание нельзя подсоединять прямой схемой. Для соединения применяется выпрямительный мост и тиристор. Для получения импульса необходим второй источник электричества. Состоит второй источник из трансформатора и еще одного выпрямительного моста. Ток будет концентрироваться в конденсаторе, который производит импульс. Подробнее можно рассмотреть на схеме к статье:
Работа своими руками будет осуществляться при нажатии импульса (специальная кнопка). Кнопка откроет цепь конденсатора-резистора. Через электрод будет происходить разрядка, которая вызовет импульс тока. А сделать сварку можно, соединив детали тисками.
Сделать точечную сварку своими руками несложно, главное, разобраться в работе и схемах. Если образование достаточно, то собрать сварочный аппарат не составит большого труда и сил, а затраты будут минимальными. Купить готовый аппарат тоже несложно. Различные точечные модели представлены в магазинах широкой линейкой. Цена начинается от 20 000 р.
Похожие статьиТочечная сварка своими руками: схема, принцип работы (видео)
Малярный валик — инструмент, помогающий ускорить процесс окрашивания стен, потолка, пола. Но достигнуть идеального результата равномерно окрашенных стен без подтеков и полос достаточно сложно, если не знать некоторых секретов и тонкостей процесса.
Опытные мастера отмечают несколько моментов, принимая во внимание которые можно получить идеально окрашенные поверхности без полос
Малярный инструмент отличатся по размеру и материалу изготовления мягкой части (шубки), подробнее https://laksavto.com.ua. Так, чем больше окрашиваемая поверхность, тем шире валик необходимо использовать (максимальный размер 30 см).
В зависимости от используемой краски подбирается определенный тип «шубки» валика. Инструмент с поролоновой мягкой частью идеально подходит для окрашивания водно-дисперсионными составами. Не стоит использовать данный инструмент для эмульсионной краски (в процессе нанесения краска насыщается воздухом, после чего ложится на стену неровными полосами).
Получить равномерно окрашенную масляными или эмульсионными красками стену, потолок, поможет валик с велюровой мягкой частью.
Также от типа окрашиваемой поверхности подбирается длина ворса шубки валика. Для гладко оштукатуренных стен идеальный вариант — 6мм, для структурных обоев — 15мм, для кирпичных стен или блоков бетона хорошо подходит инструмент с ворсом не менее 19 мм.
Секрет: независимо от того из какого материала выполнена мягкая часть валика, перед первым использованием инструмент обязательно замачивают на несколько часов в воде, а затем хорошенько просушивают.
Чтобы избежать негативных последствий коррозии современному водителю нужно позаботиться о защите кузовной части машины. А лучший способ защиты – это его покраска, такая как на сайте http://www.77professional.ru/okraska-avtomobilya. К тому же покрашенный автомобиль – это очень красиво и роскошно, смотрите на сайте https://laksavto.com.ua. Однако, довольно часто кузов машины покрывается мелкими царапинами, причиной которых могут служить различные факторы: неудачная парковка, дорожно-транспортное происшествие, кто-то зацепил. В целом же, время берет свое и меняет окрас авто под воздействием моющего средства и влияний погоды (солнце, дождь, снег, град). Весь этот перечень неприятностей решается покраской машины. Если же Вы, конечно, желаете получения качественного и максимального результата, тогда лучше не браться за работу своими руками. Для таких случаев предусмотрена покраска автомобиля ведущими специалистами своего дела с многолетним стажем и опытом работы.
Защита кузовной части
Во все времена коррозия являлась главным врагом всех автомобилистов. В связи с тем, что не придумали еще способ и средства от появления ржавчины, то лучше своевременная реакция на предотвращение подобной ситуации.
Профессиональные работники проведут необходимые операции, устранив коррозию и другие дефекты, до начала покраски автомобиля.
Почему лучше остановить свой выбор на профессиональной покраске авто?
Для проведения покраски машины, желательно иметь не только некие знания, умения и силы, но и творческий подход. В начале, автомаляром подбирается нужный цветовой оттенок. Не надо переживать по поводу сходства цвета, в случае покраски некоторых деталей, к примеру, дверь. Каждая машина имеет специальную бирку с номером краски, мастер без труда получит такой же цвет. Шпаклевать и грунтовать также нужно с особым вниманием, правильность ее нанесения и шлифовальные работы – будут означать удачную и ровную поверхность на кузове.
Немаловажное значение придается помещению, в котором производится покраска и подсушка машины. Без наличия вытяжек и изоляций от внешней среды, конечный результат не порадует владельца авто. По этой причине красить машину в специальной камере. Любая, даже небольшая соринка или волос бросится при проверке качества покраски. Такая работа будет признана бракованной. Лучший выбор для Вас – предоставление этих действий мастеру, который сделает покраску высококачественно и с гарантией.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Схема самодельной точечной сварки.
Точечная сварка своими руками — это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса
Схема создания сварочного аппарата на основе старого трансформатора.
Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта — применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части — источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер — роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:
Принцип работы точечной сварки.
сварочный аппарат;
болгарка;
электродрель;
ножовка по металлу;
фрезер;
паяльник;
напильник;
зубило;
молоток;
плоскогубцы;
отвертка;
нож;
ножницы по металлу;
штангенциркуль;
линейка металлическая;
ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.
Схема изготовления точечной сварки.
Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков — 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора — важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков — 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение — 220В, вторичное напряжение — 15В, ток — до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола — 42-45 мм, ширина ручки 50-55 мм, длина ручки — 100-110 мм.
http:
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке — 4 штуки, в стволе и задней части — по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
Основные принципы работы контактной сварки
Контактная сварка применяется для соединения металлических элементов при помощи давления и электрического импульса. Основная область использования такого вида сварочных работ это промышленное производство разного рода механизмов, автомобилей, самолётов, судов, агрегатов для сельскохозяйственного использования.
Благодаря высокому качеству и возможности быстрого создания множества сварочных точек, такие устройства набирают широкого спроса. В промышленных масштабах такая установка неоспоримо лучше инвертора, так как скорость и качество сварки зачастую намного лучше.
Блок: 1/4 | Кол-во символов: 571
Источник: http://GeneratorVolt.ru/invertornyjj/osnovnye-principy-raboty-kontaktnojj-svarki.html
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Блок: 2/4 | Кол-во символов: 1250
Источник: http://zavarimne.ru/oborudovanie/znakomstvo-s-principami-tochechnoj-svarki/
История
В 1856 году английский физик Уильям Томсон (лорд Кельвин) впервые применил стыковую сварку. В 1877 году американский исследователь Элиу Томсон независимо разработал стыковую сварку и внедрил её в промышленность. В том же 1877 году русский изобретатель Николай Николаевич Бенардос предложил способы контактной точечной и шовной сварки.
Для осуществления процессов контактной точечной сварки использовались специальные клещи с угольными электродами, к которым подводился электрический ток. Затем две сложенные одна на другую стальные пластины зажимались клещами, а ток, подведённый к угольным электродам, проходя через металл, давал достаточное количество теплоты для образования сварной точки.
В 1886 году Э. Томсон занимавшийся исследованиями и разработками в области контактной сварки подал заявку на патент, защищающий принципиально новый способ электрической сварки, описываемый следующим образом: «свариваемые предметы приводятся в соприкосновение местами, которые должны быть сварены, и через них пропускается ток громадной силы — до 200 000 ампер при низком напряжении — 1-2 вольт. Место соприкосновения представит току наибольшее сопротивление и потому сильно нагреется. Если в этот момент начать сжимать свариваемые части и проковывать место сварки, то после охлаждения предметы окажутся хорошо сваренными». Способ сварки называли «электрической ковкой» или «безогненным методом сварки».
В конце XIX века стыковая контактная сварка применялась для соединения телеграфных проводов. В своих дальнейших исследованиях Элиу Томсон стал комбинировать нагрев электрическим током с пластическими деформациями, возможными благодаря применению гидравлических систем сжатия. К началу XX века относятся сообщения о применении фирмой Fiat контактной сварки для изготовления самолётных двигателей.
В 1928 году фирма Stout Metal Airplane Company (отделение фирмы Ford Motor) использовала контактную сварку на линиях изготовления конструкций из дюралюминия. В начале 1930-х годов в Америке были проведены испытания контактной сварки легкоплавких металлов и их сплавов. В ходе проведённых исследований были разработаны технологии и оборудование, которые приняли в производство фирмы Douglas, Boeing и Sikorsky Aircraft.
Блок: 2/8 | Кол-во символов: 2221
Источник: https://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Блок: 3/7 | Кол-во символов: 1446
Источник: http://tool-land.ru/kontaktnaya-tochechnaya-svarka.php
Теория
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока длительностью в соответствии с законом Джоуля — Ленца:
За величину принимают сопротивление столбика металла между электродами. При расчёте сварочного тока и времени импульса сварочного трансформатора, — исходный параметр, так как его легко рассчитать, зная материал детали, её толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля — Ленца увеличение должно увеличивать количество выделяющейся теплоты . Но по закону Ома увеличение не всегда увеличивает количество выделяющейся при сварке теплоты , многое зависит от соотношения и полного сопротивления вторичного контура сварочного трансформатора.
Где — напряжение на вторичном контуре сварочного аппарата, a — полное сопротивление вторичного контура, в которое входит . При увеличении сопротивления уменьшится сила сварочного тока , которая учитывается в законе Джоуля — Ленца в квадрате. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения примерно в 10 раз. Недостаток тепла компенсируется увеличением напряжения() или времени сварки. Сварочный процесс на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения в процессе увеличения сварного ядра. При достижении равенства нагрев достигает максимума, а затем, по мере ещё большего снижения (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надёжным сжатием зачищенных деталей, обеспечивающим поддержание на минимальном уровне, либо поддерживая высокий уровень за счёт слабого сжатия деталей и разделения импульса сварочного тока на несколько более коротких импульсов. Последнее ещё и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение в процессе сварки практически не влияет на выделение теплоты, нагрев остаётся стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Блок: 3/8 | Кол-во символов: 2675
Источник: https://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Блок: 4/8 | Кол-во символов: 1079
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Работа на переменном токе
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Блок: 4/9 | Кол-во символов: 1081
Источник: https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki
Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов.
Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Самый качественный шов получается на металлах толщиной 0.2-3 миллиметра. Применяются для создания герметичных швов в алюминиевых бочках, канистрах и прочих ёмкостях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.
Блок: 4/4 | Кол-во символов: 4474
Источник: http://GeneratorVolt.ru/invertornyjj/osnovnye-principy-raboty-kontaktnojj-svarki.html
Технология сварки
Технология контактной точечной сварки состоит из трех этапов, которые мы подробно опишем. Сначала детали подготавливают (об этом мы поговорим далее более подробно). Затем детали располагаются под жалом сварочного аппарата и подвергаются сжатию, в итоге поверхность металла деформируется, образуется небольшое углубление — точка. Затем подается электрический ток, металл нагревается, плавится и в «точке» образуется так называемое жидкое ядро. Постепенно ток проникает через все ядро, и оно увеличивается в размерах. «Точка» становится частью сварного шва. А благодаря предварительной деформации деталей металл не разбрызгивается при плавлении и шов получается аккуратным, его не нужно зачищать.
Затем подача тока приостанавливается, металл охлаждается и кристаллизируется. Жидкое ядро становится литым. Но есть нюанс: при охлаждении ядро может несколько уменьшиться в размере и образуется остаточное напряжение. Оно нежелательно, с ним можно бороться разными методами. Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным. В остальном точечная сварка своими руками очень проста и не требует от сварщика высокой квалификации.
Блок: 4/8 | Кол-во символов: 1237
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/obshhaya-informatsiya-o-tochechnoj-svarke.html
Где применяют метод
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Блок: 6/9 | Кол-во символов: 987
Источник: https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Блок: 6/9 | Кол-во символов: 1694
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы. Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Блок: 7/9 | Кол-во символов: 1487
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.
Обозначение точечной сварки на чертеже
Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Блок: 7/8 | Кол-во символов: 571
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Видео: Точечная контактная сварка
Блок: 8/9 | Кол-во символов: 39
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Блок: 8/8 | Кол-во символов: 1045
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Видео: Шовная контактная сварка
Дополнительные материалы по теме:
Блок: 9/9 | Кол-во символов: 76
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Количество использованных доноров: 8
Информация по каждому донору:
- http://zavarimne.ru/oborudovanie/znakomstvo-s-principami-tochechnoj-svarki/: использовано 1 блоков из 4, кол-во символов 1250 (5%)
- https://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 2 блоков из 8, кол-во символов 4896 (21%)
- https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka: использовано 3 блоков из 8, кол-во символов 2695 (12%)
- http://tool-land.ru/kontaktnaya-tochechnaya-svarka.php: использовано 1 блоков из 7, кол-во символов 1446 (6%)
- http://GeneratorVolt.ru/invertornyjj/osnovnye-principy-raboty-kontaktnojj-svarki.html: использовано 2 блоков из 4, кол-во символов 5045 (22%)
- https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki: использовано 2 блоков из 9, кол-во символов 2068 (9%)
- https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/obshhaya-informatsiya-o-tochechnoj-svarke.html: использовано 2 блоков из 8, кол-во символов 1739 (8%)
- https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php: использовано 5 блоков из 9, кол-во символов 3859 (17%)
Ручной инструмент для точечной сварки DIY
, мини-точечный сварочный аппарат KKmoon USB Recharge для аккумулятора 18650, портативный сварочный аппарат с 6-ю регулируемыми передачами: автомобильный
Цвет: Черный
Характеристики:
6 передач с регулируемой выходной мощностью, 1-6-1 циркуляция, более точная сварка
Поставляется с высокопроизводительной литиевой батареей и может непрерывно сваривать тысячи точек на никелевом листе толщиной 0,1-0,15 мм после полной зарядки.
Изделие оснащено зарядным кабелем без зарядной головки.Для зарядки используйте фиксированное выходное зарядное устройство 5 В. Не используйте головку для быстрой зарядки, иначе аккумулятор будет поврежден.
Спецификация
Шестерни: 1-6 передач
Толщина сварки: 0,1-0,15 мм
Оснащен литиевой батареей 3,7 В, 5,5 Ач.
Размер упаковки: 25x8x3 см
Вес упаковки: 400 г
инструкции:
1. Нажмите и удерживайте в течение 3 секунд, зуммер прозвучит один раз и включится / выключится
2. Коротко нажмите кнопку, зуммер зазвонит, переключите передачу , нажмите один раз, чтобы увеличить шестерню, 1-6-1 цикл, сварочная прочность шестерни 6 самая высокая.После нажатия клавиши наблюдайте за светом, и он мигает несколько раз, что означает несколько передач. Когда питание отключено, передача будет сохранена автоматически. Когда питание будет включено в следующий раз, передача будет сохранена по умолчанию.
3. После нажатия на сварочную ручку раздастся звуковой сигнал, и он будет ждать около 1 секунды, прежде чем начнется сварка.
4. При зарядке индикатор кнопки будет напоминать вам в виде дыхательного света, и индикатор будет гореть после зарядки. Во время зарядки функция сварки недоступна.
5.Если он не работает после определенного периода времени, возможно, мощность слишком мала, что приводит к тому, что однокристальный микрокомпьютер не работает, индикатор зарядки не горит, и он не работает. запускать. В это время его можно заряжать в течение получаса, а напряжение можно восстанавливать после подъема.
Примечание: после получения продукта полностью зарядите его перед использованием, чтобы получить наилучшие результаты.
Комплектация:
Аппарат для точечной сварки 1X
Ручка для точечной сварки 2X
2X Резиновая втулка
1X зарядный кабель
, управляемый с помощью Arduino Nano
В этом проекте мой отец и I стараются улучшить нашего собственного сварочного аппарата, , который мы начали около двух лет. тому назад.Возможно, это не самая горячая тема на этом веб-сайте, но мы получили удовольствие, создавая ее, и многому на ней научились. Мы надеемся, что вы тоже.
То, что я описываю в этом проектеЯ расскажу только о части сварочного аппарата Arduino, которая проста и достаточно хорошо выполняет свою работу, а также дам некоторые основные характеристики самого сварочного аппарата. На YouTube и форумах по электронике есть множество туториалов, посвященных процессу изготовления сварщика, и мы тоже этому научились.
Что такое точечный сварщик?Это устройство, которое направляет большой ток в небольшое пятно между металлами , таким образом соединяя их и соединяя вместе, за счет выделяемого тепла.Этот процесс длится всего несколько миллисекунд (в зависимости от металла, который мы свариваем) и требует от устройства высокой мощности, что является главной особенностью точечного сварочного аппарата: Обеспечивает высокую мощность за очень короткое время.
Для подачи этого тока используются электроды из медного сплава.
Как решить, сколько времени продлится этот процесс?На мой взгляд, стандарта по времени сварки нет. Мы с отцом используем наш опыт только для того, чтобы решить, сколько миллисекунд достаточно для хорошей сварки, хотя это время можно легко рассчитать, учитывая мощность сварщика и толщину металлов, которые мы собираемся соединить.
Компоненты / основные характеристикиМы используем трансформаторы 4×1,5 кВт , чтобы обеспечить мощность, необходимую для наших сварочных работ, что дает нам теоретическую мощность 6 кВт. Мы получили эти трансформаторы от зарядных устройств для грузовых автомобилей. Чтобы их можно было использовать нашим сварщиком, мы должны удалить их вторичные обмотки, добавить два витка сварочного кабеля ( CH01N2-D ) и подключить все трансформаторы параллельно. У них должна быть одна и та же фаза, иначе в цепи произойдет короткое замыкание. У сварщика есть два средства сварки:
- Классические медные электроды (левая часть изображения 1).
- «Зубы паука»: надстройка, которая используется для сварки аккумуляторов и работает со сжатым воздухом (правая часть изображения 1).
Как видно на рисунке 2, наша плата очень проста для понимания:
- Arduino Nano занимает центральное место и занимает больше всего места на плате.
- Мы используем модуль часов реального времени DS3231, чтобы отображать дату / время, а также использовать его для целей хронометража. (Библиотека: http://www.rinkydinkelectronics.com/library.php? id = 73)
- Мы используем ЖК-экран 20×4, который может вместить больше информации, чем гораздо более используемый ЖК-дисплей 16×2 (мы фактически использовали его в нашей предыдущей сборке, см. второе видео YouTube в конце описания проекта). Вот ссылка для загрузки библиотеки: https://bitbucket.org/fmalpartida/new-liquidcrystal/downloads/. В этом проекте я использую версию 1.3.5.
- Чтобы иметь возможность перемещаться по меню, мы используем поворотный энкодер, который экономит много места и упрощает работу.
- И последнее, но не менее важное: у нас есть кнопка сварки вместе с резистором 10 кОм.
Выход Nano может затем использоваться для управления твердотельным реле, которое, в свою очередь, направляет остальную часть сварщика.
Как видно на Рисунке 1, цепь замкнута. Нам не нужно каким-либо образом изменять его, мы просто используем поворотный энкодер и кнопку.
ПрограммаПрограмма очень простая и честно говоря, небольшая ее часть была сделана для исправления некоторых эстетических изменений, которые ухудшили визуальную привлекательность программы.
Как объясняется в видео (отметка времени: 03:03 — 04:57), когда Nano включается, мы можем видеть используемые значения по умолчанию. Чтобы изменить эти значения, мы должны войти в «Режим настроек». Для этого мы должны нажать кнопку поворотного энкодера в течение 2 секунд (вы можете изменить это на все, что захотите, из исходного кода). Как только мы это сделаем, появится знак «!» появится в правом верхнем углу ЖК-дисплея и автоматически исчезнет, как только мы войдем в режим опций.
С этого момента мы можем редактировать любое необходимое нам значение, используя поворотный энкодер.Когда мы довольны введенными значениями, мы снова нажимаем поворотный энкодер на 2 секунды, и теперь мы готовы к сварке.
Видео на YouTube
На видео выше вы можете получить дополнительную информацию о сварочном аппарате и увидеть его в действии.
Старая сборкаВ видео ниже мы протестировали старую версию нашего аппарата для точечной сварки, которая имела меньшую мощность и не имела некоторых функций, имеющихся в текущей сборке. Тем не менее, если вы хотите увидеть больше, это хороший вид, поскольку мы даем несколько советов по сварке.
(ПРИМЕЧАНИЕ. Звук на греческом языке, но есть и английские сабвуферы).
СПАСИБО
Спасибо, что нашли время проверить наше творение. Нам было весело снимать его, и мы надеемся, что вы тоже его смотрели. Также большое спасибо PCBWay за спонсирование используемых плат. Это было большим подспорьем. Не забывайте оставлять вопросы, если они у вас есть, а также проверять другие мои проекты. Хорошего дня!
Как я превратил автомобильные аккумуляторы в сварочную машину [Видео]
Если нам повезет пережить Армагедон, наши драгоценные электрические сети не выдержат.Но нам не нужно тосковать по энергии, поскольку мы строим новую цивилизацию из остатков старой. Внутри каждой заброшенной машины есть свинцово-кислотная батарея, которая только и ждет, чтобы запитать импровизированный сварочный аппарат.
Пилы, сверла, шлифовальные и токарные станки могут быть более точными инструментами, но сварочные устройства не имеют себе равных по своей универсальности и мощности. Сварщики работают путем плавления стали с ослепляющим электрическим разрядом. Они могут как разрезать толстые балки, так и соединять вместе куски металла, чего не могут сделать другие инструменты.Среди их искр груда металлолома может стать домом или лодкой — или даже ареной для постапокалиптических кровавых игр.
Одному автомобильному аккумулятору не хватает энергии для поддержания дуги плавления металла между наконечником сварочного стержня и куском стали. (Зомби держат ваши запасы в заложниках? Сварочные стержни можно сделать из вешалок, силикагеля, щелока и бумаги.) Итак, чтобы собрать сварочный аппарат, я подключил последовательно три автомобильные батареи, а затем зажал набор перемычек между отрицательным проводом. первой батареи и кусок стали.Другим комплектом кабелей я соединил плюсовой провод последней батареи со сварочным стержнем.
Царапая стержень по стали, я смог зажечь электрическую дугу. Батареи обеспечивали поток электронов, достаточно мощный, чтобы плавить сталь в стержне и основном металле и объединять их, создавая сварной шов. Моя установка имеет максимальную мощность 300 ампер, чего достаточно для резки или комбинирования толстой стали. Тем не менее, он регулируется, поэтому он также может сваривать тонкий листовой металл; Я пропустил ток батарей через обеденную вилку, которая обеспечивает некоторое сопротивление и ограничивает поток электронов.
Если вы сможете сделать сварщика и научиться им пользоваться, у вас будет непреодолимый инструмент для строительства после последнего времени. Когда у вас заканчивается электричество, зарядите автомобильные аккумуляторы с помощью велосипедного генератора [см. «Rebuild», март 2014 г.] и приступайте к сборке своего собственного Thunderdome.
Предупреждение : Не пытайтесь, пока юристы не перестанут бродить по Земле.
Хакетт — бесстрашный обозреватель журнала Popular Science , сделанный своими руками.
Хакетт запускает своего импровизированного сварочного аппарата. Фотография Рэя ЛегоЭта статья впервые появилась в июльском выпуске журнала Popular Science за 2014 год.
Сварщик для точечной сварки DIY
Новый проект make it extreme — это преобразование старой микроволновой печи в новый аппарат для точечной сварки. Как нам это удалось? Сначала мы разобрали микроволновую печь, взяли трансформатор и вентилятор, который ее охлаждает.
В конкретном проекте планировалось сделать не переносной точечный сварочный аппарат, а иметь устойчивую основу.
Поэтому мы сделали металлический каркас с устойчивым основанием, чтобы поддерживать его, а также проделали в нем несколько отверстий, чтобы его можно было прикрутить к месту, где он будет находиться. После этого мы удалили одну медную катушку трансформатора и пропустили одну катушку медного кабеля через раму, 16 мм толщиной , чтобы снизить напряжение и увеличить ток. По краям кабеля мы сделали два медных шипа 25мм толщиной. Затем мы поместили кабели с трансформатором на металлический каркас и после этого на два суппорта надели шипы.Один суппорт, расположенный на раме, остается неподвижным, в то время как суппорт, расположенный на верхней стороне, открывается и закрывается простым касанием шагового двигателя, который мы разместили на базе нашей машины. Таким образом, просто наступая на этот шаговый двигатель, суппорты смыкаются и сближаются, позволяя электричеству проникать в шипы.
Кроме того, на подвижный суппорт была установлена пружина, которая возвращает его в исходное положение, когда мы отпускаем шаговый двигатель. Чтобы регулировать давление между шипами, мы разместили на шаговом двигателе механизм с пружиной, который поддерживает его движение, даже если шипы сходятся.
На верхней стороне нашей машины мы разместили панель управления, которая регулирует толщину кусков железной пластины, которые нам нужно склеить. На панели управления мы сделали реле реле времени, которое определяет время, необходимое для сварки, и, как обычно известно, когда мы склеиваем более толстые предметы, требуется больше времени. Следовательно, у нас есть возможность определить необходимое время в зависимости от толщины склеиваемого материала, чтобы добиться желаемого результата. Помимо таймера, на панели управления есть еще две сигнальные лампочки и переключатель.