Сварка нержавейки аргоном технология видео
Как правильно варить аргоном нержавейку
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.

- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.

Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
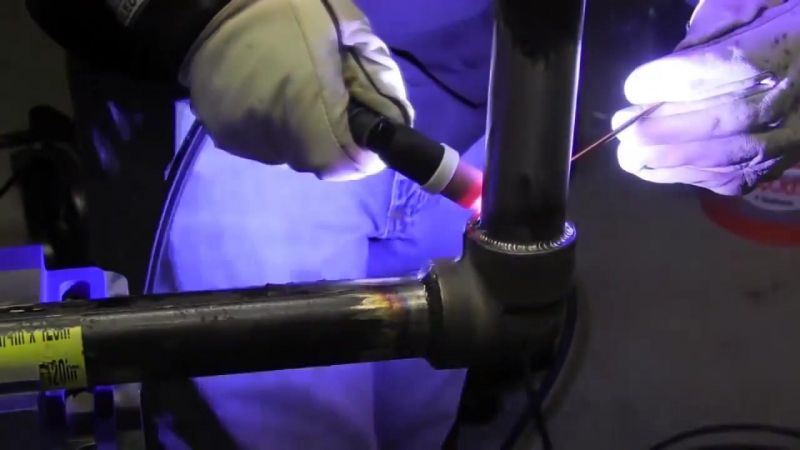
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит.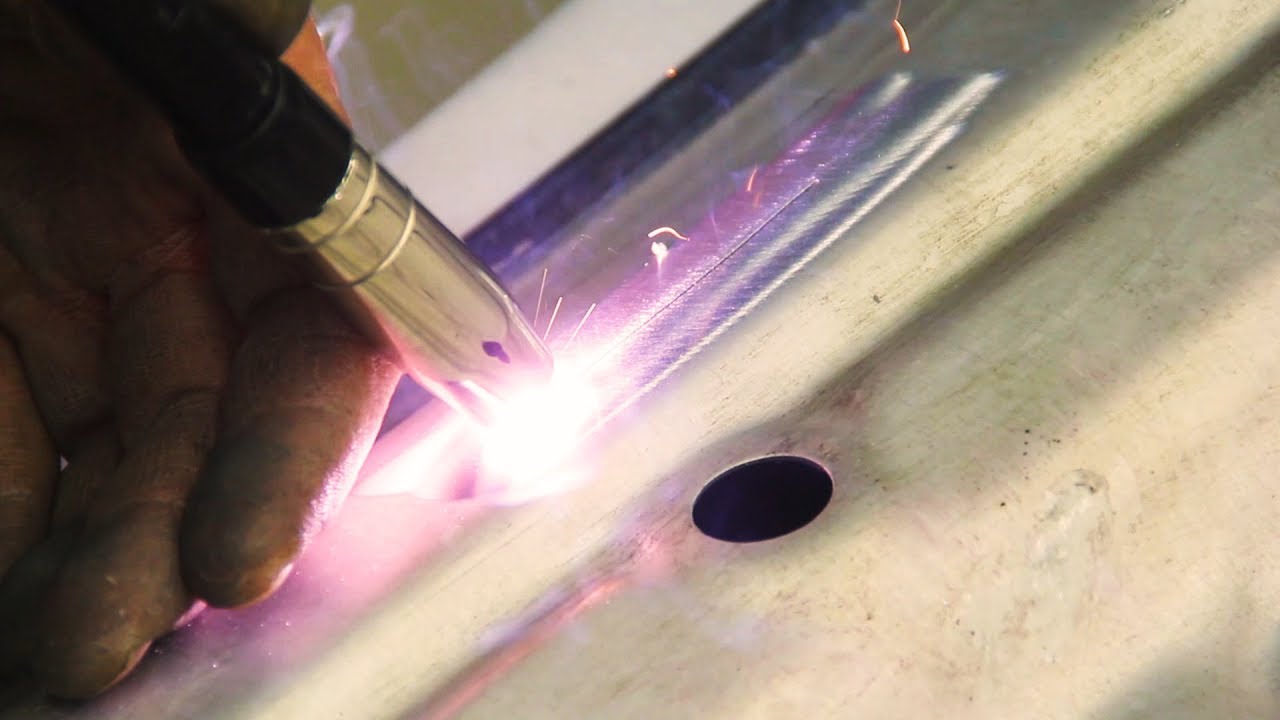 Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
 Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Аргоновая сварка нержавейки
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном ( TIG ) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном.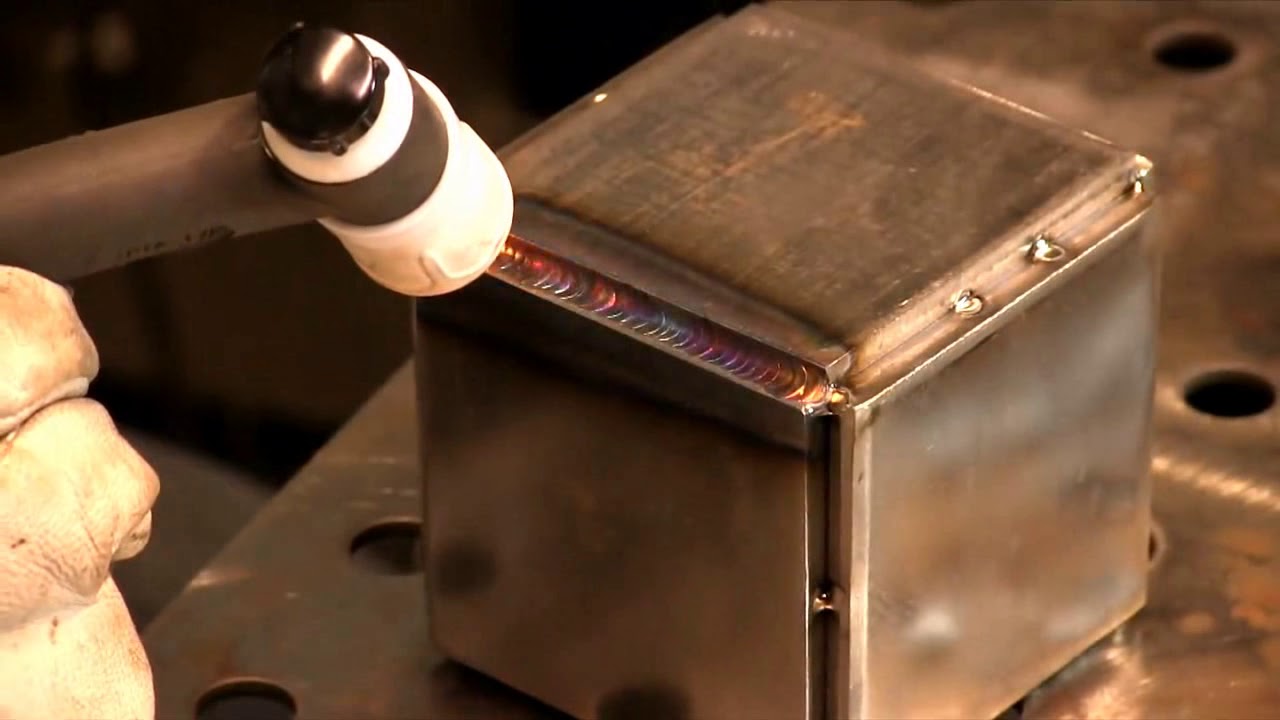 Конечно, нужна будет горелка и комплект проводов и шлангов.
Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y 308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов.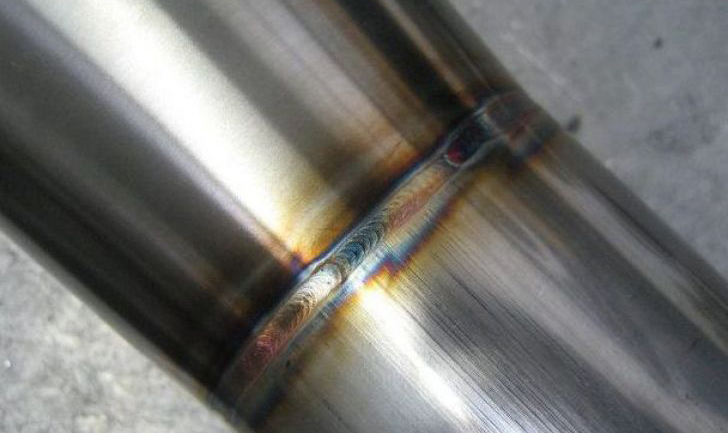 Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.

И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
Самостоятельная сварка нержавеющей стали при помощи аргона — особенности и техника
Нержавеющий тип стали получил применение во многих сферах промышленности. Она встречается на заводах в качестве деталей производственных механизмов, на улице как каркасы для остановок и сборных летних сооружений.
Из нержавейки создаются хирургические и бытовые инструменты. Эта сталь нашла свое место даже в добыче и переработке нефти. Потому требует от мастеров умения правильно обращаться с ней при сварке.
Легированная нержавеющая сталь в сварочном деле обрабатывается несколькими способами. Довольно часто сварка проводится при помощи аргона и вольфрамовых стержней.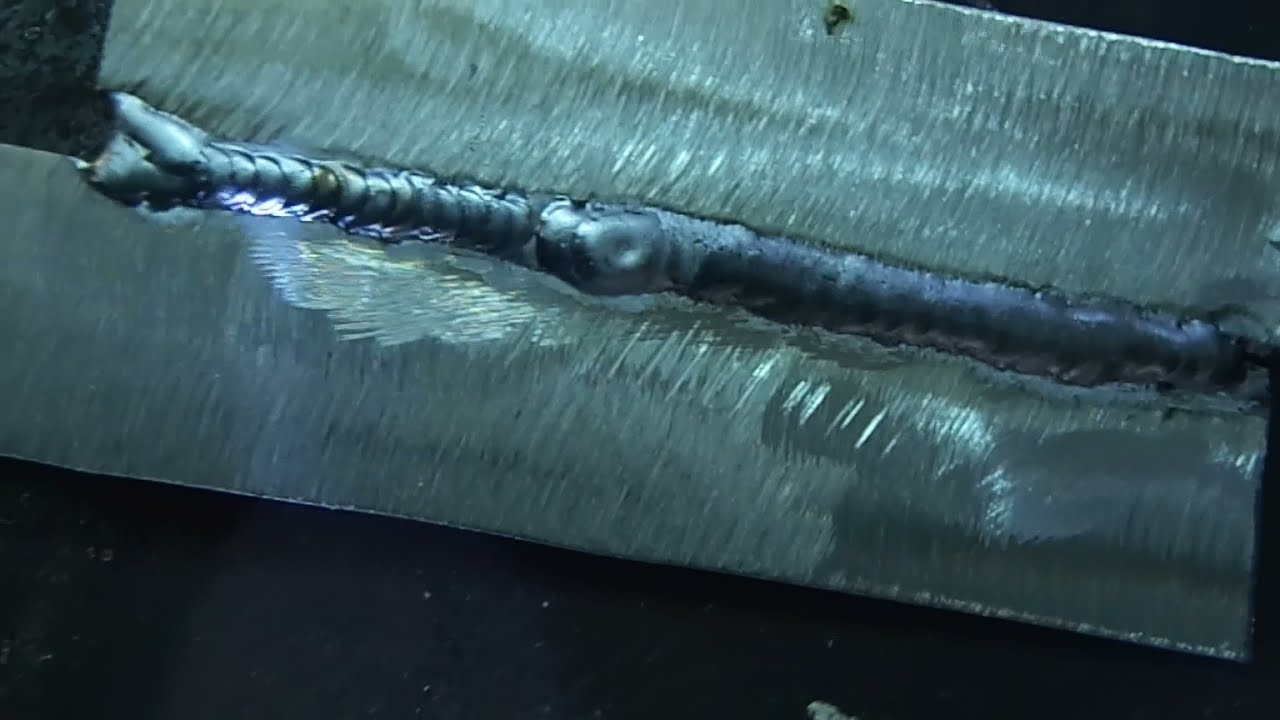
Этот тип работы с нержавейкой финансово доступен, ведь не требует наличия особого оборудования.
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Ведь это задача, к которой требуется особая подготовка.
Особенности сварки
Первый момент в работе с нержавеющей сталью – это то, что сложности возникают из-за включенных в нее компонентов. Никель и хром – два основных элемента, усложняющих сварку. Нержавейка также носит имя «легированная сталь».
У нее повышена теплопроводность, и это тоже важно помнить при работе с ней. Этот показатель часто становится причиной, по которой неопытный специалист сталкивается с трудностью расплавления металла при сварке.
Для сварочных работ с нержавеющей сталью требуется 6000°С. Это довольно высокий показатель. Его достаточно для плавки нержавейки, однако часто концентрация нагрева сводится к одной точке.
Происходит перегревание поверхности, что приводит к деформации детали. Чтобы качественно обработать сталь, ток устанавливается на 15-20 процентов ниже стандартного уровня.
Деформация нержавеющей стали во время работы происходит еще и благодаря повышенному коэффициенту линейного расширения. Это приводит к тому, что сварочные соединения быстро покрываются трещинами.
Для исключения такого брака между кромками нужно оставить зазор для деформации. Таким образом, после расширения стали усадка будет иметь приемлемые параметры.
Соблюдение режима температур – основной показатель при сваривании нержавеющей легированной стали. Нарушение этого процесса снижает устойчивость материала к коррозиям. Для исключения перегревания охлаждение деталей проводится сразу после работы.
Подготовка металла
В работе со сваркой аргоном риск брака грозит еще на подготовительном этапе. Подготовительная стадия здесь достаточно важна. А потому отказываться от нее не стоит.
Ведь, в сущности, она состоит из тех же подготовительных действий, что и при аргонодуговом сваривании других металлов.
Вначале происходит разделывание кромок. Далее они зачищаются до блеска при помощи металлической щетки, либо шлифовальной машины. После этого рабочая зона обезжиривается специальной жидкостью.
После этого рабочая зона обезжиривается специальной жидкостью.
Подойдет бензин, либо ацетоносодержащие вещества. Это делается для более качественной устойчивости дуги, что ускоряет процесс работы.
Не стоит забывать о сохраняющем от брака стыковом зазоре. Перед началом сварки проводится не только подготовка деталей, но и подбор комплектующих элементов.
При аргонном сваривании нержавейки применяется присадочный пруток. Важным нюансом в подборе прутка является степень легированности. Она должна быть выше, чем этот показатель у детали. Такие элементы стоит брать у проверенных компаний.
Приобретение более дешевого либо дорогого элемента не обеспечивает надежность результата сварки. При отсутствии опыта стоит попросить рекомендацию у более опытных сварщиков.
Мастера способны дать подсказку, где и у кого лучше взять качественные комплектующие для сварки нержавеющей стали аргоном.
Технология сваривания аргоном
Аргонодуговая сварка нержавеющей стали – задача для мастера, имеющего большой опыт. Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Аргонное сваривание чаще всего применяется для тонкостенных элементов. Ведь эта методика сварочного процесса достаточно аккуратна. В выполнении обработки тонкостенной нержавеющей стали аргонодуговым методом важную роль играет подбор оборудования.
Работе с нержавейкой подходит полуавтоматический аппарат. Это классический вариант. Он довольно сложный в применении, однако наличие достаточного опыта обеспечивает надежный и эстетичный шов.
Перед работой происходит настройка прибора. Полярность включается зачастую прямая. Также в настройках есть два типа тока – переменный и постоянный. Этот параметр устанавливается отдельно для каждой детали.
При аргонодуговой сварке нержавейки применяется сварочный пруток, а также вольфрамовый электрод. Важным звеном является газовая горелка, в которой закрепляется электрод. Через нее же подается аргон.
Движение газовой горелки происходит вручную. Важно помнить, что проводится она вдоль оси сварочного шва. Движение поперек строго запрещено.
При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия. Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку.
Обратная сторона сварочного шва также требует защиты. Для этого аргон подается также и на ту сторону детали. Это увеличивает расход газа, однако повышает надежность шва.
Работая с тонкостенными деталями из нержавеющей стали край электрода предварительно оплавляется. Это мера предосторожности во имя избежания загрязнения пришовной поверхности детали.
Ведь эстетичность соединения — главный параметр в работе с нержавейкой. Подкладки из графита, применяемые во время разжигания дуги, также обеспечивают более подходящий для такого типа стали вид шва.
Активность окисления металла либо вольфрамового электрода тоже является частой причиной нарушения сварочного процесса. Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Срок этого действия всего 15-20 сек. Однако это повысит качество швов и защитит их от трещин. А уровень расхода аргона при этом довольно мал.
Во время сваривания идеальный уровень расхода газа – 12 л. Стоит следить, чтобы он не был более 15 л. в минуту. Однако эти показатели свойственны высококвалифицированным мастерам, имеющим в этой области большой опыт.
Для начинающих специалистов перерасход – нормальное явление. С опытом процесс будет протекать быстрее, и этот показатель придет в норму.
Заключение
Процесс аргонодуговой сварки нержавеющей стали сложный, однако выполнимый.
Достаточно правильно понять нюансы техники сварки, подобрать надежный аппарат и следить за уровнем расхода газа.
Во время сварки важно соблюдать технику безопасности, использовать средства защиты.
Сварка нержавейки аргоном:технология, как правильно варить, важные нюансы
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Аналог проволок:
06X21H7БТ
06X19Н9Т
01X18Н10
01Х19Н9
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.
Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Они ответят на все ваши вопросы.
Сварка нержавейки: инвертором, аргоном
Основы инверторной сварки
Прежде чем понять, в чем заключаются особенности сварки нержавейки инвертором, следует разобраться, что же из себя представляет данное сварочное оборудование.
Инвертор — это устройство, обеспечивающее источник питания для сварочного аппарата, благодаря которому создается электрическая дуга.
В число главных требований к этому устройству входят следующие:
- гарантия стабильной работы;
- легкий поджиг;
- качественное горение дуги.
Благодаря чему гарантируется устойчивость в работе? Прежде всего, аппарат должен хорошо выдерживать различные помехи и колебания, присутствующие в электрической сети.
Сварочные аппараты подразделяются по типу источника питания на три категории:
Сварка трансформаторного типа- выпрямители;
- трансформаторы;
- инверторы.
Последний тип — наиболее современный и популярный. Он отличается надежностью, компактностью, удобством в работе и широким диапазоном настроек. Принцип работы достаточно прост: переменный ток преобразуется в постоянный, обладающий большей частотой. Это дает сварочной дуге устойчивость, повышает КПД, снижает уровень разбрызгивания металла.
О работе с легированными сталями
О сварке нержавейки можно сказать, что она в целом соответствует принципам, применяемым и к другим легированным сталям. Справочник металлов классифицирует нержавеющую сталь как высоколегированную — легирующим элементом в данном случае выступает хром, содержание которого находится на уровне 20%. Также в качестве добавочных примесей могут присутствовать такие материалы как:
- титан;
- никель;
- молибден;
- марганец.
Благодаря этим добавкам повышаются антикоррозионные качества материала и улучшаются его физические и механические характеристики.
Сварка нержавейки полуавтоматомКакие качества, влияющие на сварочный процесс, присущи нержавейке (и другим высоколегированным сталям):
Низкий уровень теплопроводности
По сравнению с низкоуглеродистыми металлами, высоколегированные стали имеют теплопроводность примерно в два раза ниже. К чему это приводит? Приходится снижать силу сварочного тока на 20%.
Высокий коэффициент линейного расширения
По причине значительного расширения нержавейки при сварке, свариваемые конструкции могут деформироваться. Поэтому рекомендуется выдерживать достаточный зазор между имеющими значительную толщину деталями, чтобы снизить вероятность деформации.
Потеря антикоррозионных свойств
Нередко возникает такая ситуация, когда места, подверженные сварке, впоследствии теряют свои антикоррозионные качества, что лишает нержавеющую сталь ее главного преимущества. Из-за чего это случается? При сварочном процессе образуются такие соединения как карбид железа и карбид хрома, через которые коррозия проникает в основу металла. Как этого избежать? Например, можно быстро охладить место сварки.
Особенности подготовительного процесса
Детали нужно зачистить перед сваркойКак подготовить нержавейку для сварки инвертором? Подготовка поверхности деталей и кромки к сварочному процессу не очень отличается от стандартной: следует очистить их стальной щеткой, а затем обезжирить ацетоном либо бензином, чтобы дуга была как можно стабильнее.
Шлак имеет свойство «стрелять», поэтому необходимо позаботиться о защите лица.
Также не следует забывать о достаточной величине зазора сварного стыка — должно хватать места для усадки.
Что касается выбора электродов, то нужно брать такие, у которых покрытие специально предназначено для сварки высоколегированных сталей.
Точечная сварка для нержавейкиПо сравнению с низколегированными сталями, в данном случае электроды будут плавиться быстрей, и это следует учитывать. Кроме того, если не снизить силу тока (примерно на 20%), существует вероятность разрушения электрода (его покрытие может отваливаться). Время контакта со швом тоже рекомендуется уменьшать. Хорошо зарекомендовали себя вольфрамовые электроды.
Еще одна подсказка, которая может помочь избежать снижения коррозионной стойкости нержавеющей стали: во время сварочного процесса нужно охлаждать детали. Это можно сделать, например, с помощью медных подкладок или воды.
Стандарты качественных швов
Качественный сварочный шов ровный, не имеет пор и пустотПри сварке нержавейки требуется осуществлять особый контроль за качеством шва. Это необходимо, потому что в большинстве случаев изделия из этого металла используются для каких-то важных задач: пищевая отрасль, фармацевтика, или др. Таким образом, к ним выдвигаются повышенные санитарные требования.
Это необходимо, потому что в большинстве случаев изделия из этого металла используются для каких-то важных задач: пищевая отрасль, фармацевтика, или др. Таким образом, к ним выдвигаются повышенные санитарные требования.
Обязательно нужно обращать внимание на герметичность шва и сохранение антикоррозионных свойств. На шве не должно быть пор или раковин. Удаление шлака лучше всего проводить с использованием абразивов на базе оксида алюминия или оксида циркония.
Про использование аргона
Не секрет, что можно осуществлять сварку нержавейки аргоном. То же самое касается, кстати, и алюминия. Перед тем, как применять в сварочном процессе аргон, рекомендуется ознакомиться с технологией данного метода, а также провести подготовительные работы с материалом.
Главное преимущество аргоновой среды — уменьшение объема сварочных работ при очень высоком качестве шва.
Аргоновая сварка хорошо подходит для работы с материалами из нержавеющей стали, которые обладают большой толщиной. Рекомендуется использовать смесь аргона и углекислого газа, а также добавлять в сварную проволоку никель.
Рекомендуется использовать смесь аргона и углекислого газа, а также добавлять в сварную проволоку никель.
Техника сварки нержавейки аргоном подразделяется на три варианта:
- струйный перенос;Редуктор на аргоновый баллон
- короткая дуга;
- импульсный режим.
Струйный перенос применяется в случае с изделиями большой толщины. Короткая дуга, наоборот, используется при необходимости сварить тонкий металл. Что касается импульсного режима, то о нем стоит поговорить отдельно.
При импульсном режиме сварочная проволока подается к сварочной ванне по импульсному принципу. Каждый импульс представляет из себя отдельную сварочную каплю. Такой процесс легко контролировать. Благодаря данной технологии можно снижать среднестатистическое значение тока дуги (что благоприятно сказывается на снижении зоны термического влияния), а также предотвращать появление брызг металла (а значит не тратить лишнее время на зачистку шва).
Выбор сварочного аппарата
Инверторные аппараты для сварки аргономКакие лучше всего использовать инверторы для сварки нержавейки? Разумеется, вряд ли кто-то станет покупать отдельный инвертор специально для работы с высоколегированными сталями (хотя, можно допустить и такую необходимость). Но если планируется часто работать с нержавеющей сталью, то при покупке аппарата желательно обратить внимание на наличие встроенного осциллятора. Обычно в инструкции указывается перечень металлов, с которыми хорошо работает аппарат. Наиболее оптимальный вариант — аргонодуговая сварка.
Но если планируется часто работать с нержавеющей сталью, то при покупке аппарата желательно обратить внимание на наличие встроенного осциллятора. Обычно в инструкции указывается перечень металлов, с которыми хорошо работает аппарат. Наиболее оптимальный вариант — аргонодуговая сварка.
Видео: Сварка нержавеющей стали
Сварка нержавейки аргоном: технология сварки полуавтоматом
Нержавеющая сталь – это материал, который долгое время не поддается коррозии и легко сваривается посредством использования разноплановых технологий сварки. Но если нужно получить сварочный шов на стыке тонкой нержавейки, то наилучшим вариантом является именно аргоновая сварка. Осуществить фиксацию частей посредством использования аргона достаточно просто, если знать несколько секретов.
Технология сварки нержавейки аргоном
Осуществление сваривания нержавеющей стали по TIG технологиям имеет некоторые нюансы, которые чаще всего не учитываются в случае с более простыми металлами. В идеале стоит пройти хотя бы самостоятельное обучение – попробовать черновые варианты сварки такого материала.
Что касается остальных нюансов, то нужно знать некоторые особенности:
- В качестве нагрева используется обычно неплавящийся электрод из вольфрама.
- Можно выставлять на аппарате постоянный или переменный ток.
- Припой (проволока) подносится к области соединения вместе в одно время с горелкой. Удерживать припой можно руками в защитных перчатках.
- Мощность работы горелки и подача припоя контролируется сварщиком на каждом этапе совершения действий.
- В сваривании должны проводиться исключительно продольные движения. Поперечные движения не смогут дать нормального сцепления. Равномерные движения такого плана позволят не выводить сварочную ванну из защитной среды.
- В процессе работы нельзя контактировать вольфрамовым стержнем с поверхностью метала. Розжиг дуги можно провести посредством использования осциллятор.
Некоторые нюансы могут проявиться в индивидуальном порядке, если существуют определенные особенности состава основного материала или самого сварочного аппарата.
Рекомендации и советы можно получить, просмотрев одно из обучающих видео:
Необходимое оборудование
Предварительно нужно подготовить материалы, а также инструменты. Для проведения сварки аргоном по нержавеющим стыкам нужно подготовить такое оборудование:
- Обычный набор, который обустроен инвертором и осциллятором. Лучше всего брать полуавтомат.
- Дополнительно нужен баллон с аргоном, горелка.
- Стоит подобрать присадочную проволоку, которая по составу будет соответствовать самой нержавеющей стали. Вместо проволоки часто применяются универсальные вольфрамовые стержни. При этом диаметр стрежня определяется толщиной основного материала.
Дополнительно нужно позаботиться о средствах личной защиты. Обязательно подготавливается сварочный щиток, перчатки, роба с длинным рукавом и закрытая обувь.
Расходные материалы
Для окончания работы без проблем, нужно рассчитать расходный материал. К расходным материалам относится газ и проволока. При этом стоит учитывать расход газа:
| Какой материал сваривается | Расход аргона |
|---|---|
| 20 л | |
| Титан | 50 л |
| Нержавеющая сталь | 8 л |
Есть возможность в каждом случае уменьшить расход газа, если использовать газовую линзу. Устанавливается приспособление на горелку. Обязательно нужно определить диаметр сопла горелки, так как каждому типу подходит свой номер линзы (4-10).
Подготовка материалов перед сваркой нержавеющей стали аргоном
Предварительная подготовка нержавейки является залогом успешного результата. Данный этап является практически основным. Что нужно сделать:
- Изначально стоит обработать места, которые будут свариваться между собой – края затереть абразивным материалом. Чаще всего используется именно наждачная бумага.
- Следующим этапом станет обезжиривание ранее зачищенных участков – протереть края ацетоном или другим растворителем.
- При сваривании тонкого метала нужно совершить предварительный прогрев. Горелкой стоит разогреть нержавейку до 200-300 °С. Это поможет избежать напряжения деталей и предотвратит появление трещин.
- В последнюю очередь стоит определиться с выставлением зазоров.
Такая подготовка проводится непосредственно перед началом сварочных работ. Нельзя зачистить и обезжирить нержавеющую сталь за сутки до проведения манипуляций. Выполняя каждый пункт, можно уберечь металл от деформации, повреждений и продлить время эксплуатации шва.
Настраивание аппаратуры
Для проведения манипуляций такого плана, важно правильно произвести подготовку аппарата. Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
- Выставить постоянный ток прямой полярности.
- Сила тока должна составлять 30-50 А.
- Напряжения меньше 28 В.
- Скорость 12 см за 1 минуту.
- Расход газа 4 л.
При необходимости соединить детали большей толщины, все показатели стоит пропорционально увеличить. Вариативной остается только скорость сварки.
Пошаговое описание процесса
Обычно приходится сваривать именно нержавеющие трубы. Поэтому принцип проведения сварки по TIG технологии лучше рассмотреть на таком примере:
- После подготовки материала и аппаратуры можно приступить к непосредственной работе по соединению срезов деталей.
- Нужно организовать обдув аргоном с внешней и внутренней стороны трубы. Извне сделать это просто, но для того, чтобы получить такую обработку изнутри, придется совершить несколько дополнительных манипуляций. Одну сторону среза нужно плотно заклеить скотчем, и сами стыки заклеить скотчем. С другой стороны трубы запускает аргон через горелку, и сразу же закрывается и это же отверстие пробкой.
- После заполнения внутреннего пространства трубы аргоном можно снять скотч со стыков и приступить к сварке.
- Далее посредством продольного перемещения вольфрамового стержня и припоя производится накладывание сварочного шва.
На данном этапе основная сварка завершена. После внешней обдувки аргоном стоит провести манипуляции, которые касаются вторичной обработки поверхности.
Сваривание пластин
Если нужно соединить плоские детали из нержавейки, то алгоритм работы немного изменится. Сваривание пластин производится по такому алгоритму:
- Поверхность материала предварительно подготавливается – производится зачистка, обезжиривание, выставление зазоров.
- Произвести обдув плоских деталей аргоном в данном случае проще, чем труб, поэтому никаких дополнительных манипуляций проводить не нужно.
- Электрод и припой движется справа налево. При этом горелка должна работать под наклоном.
- Если нужно наложить тонкий шов, то колеблющиеся движения не производятся. При формировании более толстых швов нужно производить поперечные движения электродом и припоем.
- Зазор в процессе работы составляет примерно 5 мм. Для удобства вылет электрода тоже устанавливается на показатели 5-6 мм.
Чтобы более подробно узнать о методе сварки стоит просмотреть видео–уроки по соединению пластин:
Сварка деталей из нержавеющей стали посредством использования TIG технологии имеет некоторые нюансы, которые стоит учитывать даже опытным сварщикам. Если же совершить соответствующую подготовку материалов и правильно настроить аппаратуру, то проблем не возникнет. Для домашнего типа сварки подходит инверторный метод, но при больших объемах работ лучше использовать естественно полуавтомат.
Сварка алюминия ремонт алюминиевого ресивера автобуса .
сварка аргоном » Сварка аргоном алюминиевого ресивера автобуса видео.
07.04.2021 Автор Сварка аргоном Пермь -КултаевоСварка аргоном, ремонт алюминиевого ресивера автобуса.Сварка алюминия заварка дыр на ресивере автобуса видеообзор.сварка аргоном металлов и сплавов Пермь — Култаево
тел. +7 908 271 83-90
Сварка в аргоне алюминиевого ресивера автобуса, завариваем дыры в бесконечном множестве.
Принесли мне мои любимые клиенты алюминиевый ресивер с автобуса, он используется для накопления и выравнивания давления в пневматической системе автобуса.
сварочные работы Пермь — Култаево
Нажать для построения маршрута
Алюминиевый ресивер сгнил и ему место на помойке, а клиенты просят починить, нужен этот ресивер срочно и через 2 часа уже в рейс.
Пришлось мне разгребать это безобразие, почистил ресивер, нашёл самые подозрительные раковины и всё потихонечку заварил.
На таких старых деталях алюминия практически нет, это губка пропитанная грязью и маслом, но мне удалось и ресивер даже не шипит.
Я доволен, но сколько он проходит я не представляю, давление там достигает 10 атмосфер, а если не сработает клапан безопасности вообще неизвестно сколько может достигнуть, но я надеюсь, что какое-то время он проработает.
Дай бог хорошего здоровья заказчику и побольше от него всяких деталей алюминиевых и нержавеющих, чугунных и прочих на ремонт мне несут.
Уж больно мне это нравится варить Всякое г**** 😀 😀 😀
тел. +7 908 271 83-90
сварка аргоном металлов и сплавов Пермь — Култаево
сварочные работы Пермь — Култаево
Нажать для построения маршрута
Как правильно сваривать нержавейку электросваркой видео
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 – 40 | 12 |
| 1,5 | 40 – 60 | 13 |
| 2 – 3 | в пределах 80 | 14 – 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.
Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Способы сварки
Дома сваривать нержавейку инвертором можно тремя способами:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Толщина металла,
мм
мм
В
А
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.
Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.
6-осевая роботизированная рука для аргонодуговой сварки нержавеющей стали для ограждения из нержавеющей стали на зажимном приспособлении и приспособлениях на Vimeo
В идеале мы хотели продемонстрировать силу воображения с помощью этого видео. Роботизированная рука по-прежнему остается одной из новаторских идей в нашем ландшафте, о которых никто не слышал. Мы, компания Advanced Machinery, гордимся тем, что являемся одними из пионеров этой концепции.
ОПИСАНИЕ
Этот автоматический робот может выполнять автоматический процесс сварки в любом из ваших положений.
Процесс сварки:
1. Сначала вы кладете заготовку на рабочую поверхность, затем зажимаете ее.
2. Затем запустите станок, и компьютеризированный позиционер повернет приспособление, в которое загружена заготовка, в положение сварки.
ГДЕ МОЖНО ИСПОЛЬЗОВАТЬ ДАННУЮ МАШИНУ: Сварка, штабелирование, транспортировка и напыление.
Вам понравится эта машина за ряд ее удивительных характеристик, одно из которых состоит в том, что она может похвастаться точностью повторного позиционирования ± 0.08мм. Он работает на специализированном серводвигателе, который развивает общую максимальную мощность 3400 Вт. Это огромно. И посмотрите, этот аппарат оснащен автоматической системой аварийной сигнализации: если возникнут проблемы с подачей проволоки, подачей газа и т. Д., Сварочный робот подаст сигнал, и сварка остановится, пока вы не сбросите аварийный сигнал.
И, наконец, мы снова и снова используем наше уникальное конкурентное преимущество. Который из? Это наша гарантия качества и гарантии, послепродажное обслуживание и техническая поддержка: круглосуточная техническая поддержка по электронной почте.Наша профессиональная команда всегда готова стать вашим техническим консультантом.
Подробнее о 6-осевой промышленной роботизированной руке можно узнать здесь: machining.co.za/video/195252625
Каждая рука робота Advanced Machinery предлагает преимущества по стоимости 3-осевого робота с гибкостью и маневренностью 6-осевого робота.
Чтобы узнать больше о наших машинах и ценах, просто войдите на: salesprice.co.za
А для получения полного каталога по всем нашим машинам вам, возможно, придется посетить наш веб-сайт в am.co.za или позвоните в наш офис по телефону 060 600 6000 и поговорите с нашими специализированными инженерами по продажам для получения подробных объяснений.
Видео и статьи, которые помогут вам лучше выполнять сварку TIG
Если вам нужна высококачественная обработка металла, используйте сварочные аппараты TIG, которые справятся с этой задачей. Сварка вольфрамовым электродом в среде инертного газа предполагает использование неплавящегося вольфрамового электрода и сварочного стержня для практического плавления двух кусков металла вместе. Хотя он требует больше времени и квалифицированной руки, этот процесс даст превосходный результат без необходимости шлифования или шлифования.
Как выполнять сварку TIG алюминия
Сегодня мы собираемся провести ускоренный курс по сварке алюминия TIG и, надеюсь, мы сможем помочь вам получить несколько советов по ходу дела. Сварка алюминия TIG — это то, с чем многие новички сталкиваются с проблемами в начале своего пути. Мы видели, как сварщики возвращались, потому что пользователь думал, что он работает некорректно, из-за неправильных настроек или технических проблем. Я постараюсь показать вам правильную технику сварки алюминия и дать несколько советов для начинающих….. ПОДРОБНЕЕ
5 возможных обновлений для сварочного аппарата TIG
Хорошая особенность притока ребят и девушек со сварочными аппаратами TIG в домашних условиях заключается в том, что мы можем заполнить или линейку принадлежностей для сварки TIG. Это позволяет вам настроить сварщика в соответствии с вашими потребностями (и бюджетом). Как только вы освоите процесс, вы сможете быстро узнать, какие надстройки помогут вам улучшить сварные швы ….. ПРОЧИТАЙТЕ БОЛЬШЕ
Как изготовить резьбовые вставки HD
Недавно, передавая мою Ford Model A, я хотел использовать крепеж 8-го класса для всех креплений кузова вместо того, чтобы просто нарезать резьбу в раме или вставить рифленые гайки, которые со временем могут выйти из строя.Во-первых, стенка трубки толщиной 1/4 дюйма была недостаточно толстой, чтобы обеспечить достаточную резьбу, чтобы выдержать вес и скручивание корпуса при нормальном движении. Мы придумали отличное решение и решили, что поделимся … ПРОЧИТАЙТЕ БОЛЬШЕ
Определение типов вольфрама
Одним из определяющих элементов сварки TIG является вольфрам. Фактически это то, что означает первая буква в TIG: вольфрамовый инертный газ. TIG использует инертный газ для защиты сварного шва (обычно аргон), присадочный пруток из металла, который соответствует тому, что вы свариваете, и электрод из вольфрама, который фокусирует и направляет дугу.Все электроды TIG состоят более чем на 95% из вольфрама, который используется редко, потому что он твердый и имеет одну из самых высоких температур плавления среди всех металлов. Существует по крайней мере 5 различных типов «вольфрамов», как их называют большинство людей, обычно с цветным покрытием в зависимости от того, сколько других элементов было добавлено … ПОДРОБНЕЕ
Советы по быстрой настройке на вольфрам
Если вы новичок в сварке TIG, вам нужно пройти множество шагов, чтобы наложить хороший сварной шов. Неправильная настройка или настройка чего-то совсем немного могут быть разницей между серым беспорядком сварных швов из птичьей какашки и радужными стопками монет.Ни для кого не секрет, что сварка TIG требует ОЧЕНЬ много практики, и даже с идеально настроенным аппаратом она не заменит повторения и практики.
Как сделать кастомную заднюю дверь
Возможно, самым большим предприятием этого грузовика было изготовление новой специальной платформы для Project Pilehouse. Процитирую Рона Ковелла на уроке обработки металлов в штаб-квартире Иствуда; «Я думаю, что эти прикроватные тумбочки были самыми большими кусочками, которые я когда-либо видел в своей жизни!». Кровать определенно была самой большой частью машины, которую я создал с нуля…. ПОДРОБНЕЕ
Часто задаваемые вопросы по сварке TIG
Что такое сварка TIG? — TIG означает инертный газ вольфрама. В отличие от сварки MIG или дуговой сварки, TIG использует электрод отдельно от присадочного материала. Этот электрод называется вольфрамовым, и разные его разновидности имеют разные сварочные характеристики. В качестве инертного газа обычно используется аргон, иногда гелий или смесь …. ПОДРОБНЕЕ
Превратите свой сварочный аппарат MIG в сварочный аппарат для алюминия с помощью ‘Xtreme 4 × — Baker’s Gas & Welding Supplies, Inc.
Как любой человек, который хочет потратить свои деньги, поиск разнообразных применений для наших инструментов всегда приносит удовлетворение. В видео ниже ведущие Spike TV Xtreme 4 × 4 показывают нам, как это сделать. В этом эпизоде Xtreme 4 × 4 вы узнаете все о сварке сплавов, о том, как преобразовать этот сварочный аппарат MIG в сварочный аппарат для алюминия, и многое другое, занимательное и информативное.
Полный текст под видео
Сегодня мы закатываем рукава и переходим к основам создания великолепных нестандартных вещей, которые вы видите на шоу.Все начинается со сварщика; сегодня на Extreme 4 × 4:
- Сварка алюминия
- Как переделать машинку у вас
- Как работает катушечный пистолет, плюс
- Как заставить все сиять
Ян Джонсон (Ведущий):
Не так давно здесь, на Extreme , мы вынесли все проекты наружу, весь день говорили о сварочных аппаратах MIG, в частности, о том, как сваривать MIG трубы из низкоуглеродистой стали.Многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварщик MIG — один из самых универсальных сварщиков, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз об алюминии.
Алюминий — это сплав, который можно найти повсюду как в автомобильном мире, так и в мире производства.Теперь, когда вы работаете с алюминием, вы можете получить его в различных формах.Вы можете получить большие листы, гладкие или текстурированные, как этот кусок здесь. Вы можете получить его в различных размерах и толщинах полос, прутков, круглых заготовок и даже алюминиевых труб. Затем из него можно легко изготовить такие изделия, как этот алюминиевый шкив, или в автомобильном мире вы обнаружите, что его чаще всего расплавляют, заливают в форму, отливают во что-то вроде этой головки блока цилиндров.
Когда мы говорим, что алюминий — это сплав, это означает, что он не чистый.
Они берут алюминий и смешивают его с другими веществами, чтобы сделать его прочнее или слабее.Теперь мы обычно смешиваем его вместе с медью, цинком, марганцем, силиконом и даже магнием. А сила варьируется от 1000 до 8000, и в этой области существуют сотни различных версий этого числа. Наиболее распространенные сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
7075 — один из самых прочных сплавов, содержащий большое количество цинка, и в зависимости от состояния он может быть сопоставим с некоторыми сталями.7075 — один из самых дорогих алюминиевых сплавов, который обычно не используется в автомобильной промышленности.Он стал очень популярным в мире бездорожья для длин подвески из-за его высокой прочности на разрыв и его способности противостоять изгибу.
6061 — это термообрабатываемый сплав, поэтому вы видите, что он часто используется в конструкциях легкой и средней сложности, таких как опора шестерни, особенно после термообработки.Теперь то, что я имею в виду, очень просто. Эта опора шестерни изначально представляла собой кусок алюминиевой заготовки. Затем его подвергли механической обработке и поместили в печь для термообработки.По сути, это нагрев и охлаждение предмета с очень определенной скоростью. Это нагревание и охлаждение заставляет молекулы выравниваться и, следовательно, делает его невероятно сильным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, сделанных из 6061 после его термообработки.
Итак, сегодня мы собираемся использовать этот лист, как только они его разместят.Мы собираемся разрезать этот лист алюминия 5052. 5052 никоим образом не поддается термообработке, но с ним очень легко сваривать и с ним очень легко работать.Он хорошо справляется с вибрациями и не трескается, что делает его идеальным для бездорожья.
Итак, первое, что мы должны сделать с этим листом прямо здесь, — это разрезать его.И самое приятное в работе с алюминием — это то, что это легко сделать. Если вы находитесь дома в небольшом гараже, вы можете использовать лобзик с металлическим лезвием. Если у вас есть такой доступ, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может вызвать некоторое обесцвечивание материала, а алюминий имеет тенденцию к истиранию при плавлении.
Теперь этот тип алюминия можно использовать для целого ряда вещей.Вы можете использовать его для кузовных панелей, полов, крыш, вы даже можете построить свой собственный топливный элемент. Из-за его толщины в 3/6 дюйма вы даже можете использовать его в качестве защитной пластины, даже несмотря на то, что он невероятно легкий.
Теперь, независимо от того, для чего вы используете алюминий, его нужно подготовить иначе, чем металл.Видите ли, необработанный алюминий плавится при 1200 градусах, но оксидное покрытие, которое находится поверх этого алюминия, плавится при 3700 градусах.Это означает, что если вы просто прыгнете сюда и начнете сваривать свой алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому перед сваркой алюминия его необходимо подготовить. Вы должны удалить это оксидное покрытие, и это можно сделать двумя способами: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтей, или вы можете удалить его химическим способом. В любом случае, как только алюминий исчезнет, он будет готов к сварке.
Прежде чем мы склеим алюминий, нам, очевидно, нужно настроить нашу машину MIG для специальной сварки алюминия.Один из самых простых способов сделать это — добавить насадку для катушки пистолета. Видите ли, алюминиевая проволока слишком мягкая, чтобы протолкнуть ее до гильзы и вывести из обычного пистолета. Таким образом, добавляя катушечный пистолет, вы устанавливаете небольшой рулон алюминиевой проволоки прямо здесь, рядом с обрабатываемой деталью. Он подается через небольшой набор приводных роликов, через короткий вкладыш, а затем через наконечник, где он сваривается, как обычный сварочный аппарат. Есть три соединения, которые обычно защищены кожаным кожухом, чтобы предохранить их от повреждения дуговыми искрами.
- У вас есть основная подача энергии для подачи дуги до наконечника
- У вас есть подача газа, чтобы газ мог попасть в сопло, а
- Электрическое соединение, позволяющее управлять сварочным аппаратом MIG с помощью удаленных настроек пистолета-катушки
Для его защиты необходим 100% чистый аргон. Теперь у некоторых сварщиков есть два блока цилиндров сзади, поэтому у вас может быть баллон с чистым аргоном с одной стороны и смешанным газом с другой, и вы можете продолжать использовать свой сварочный аппарат как для мягкой стали, так и для алюминия, когда захотите.Убедитесь, что ваш сварщик может взять пистолет с катушкой. Обычно это означает покупку дорогого сварщика профессионального уровня. И пистолет-катушка, конечно, не из дешевых, но есть способ подешевле.
Сегодня мы поговорим о сварке алюминия.
Пока мы подготовили немного металла и показали вам, ребята, один вариант — это насадка для катушки, которую вы подключаете к профессиональному сварочному аппарату, такому как этот 220-вольтовый аппарат.Но я знаю многих из вас, ребята; вы мечтаете о таком сварочном аппарате, тем более что к тому времени, когда вы добавите к нему катушечный пистолет, он будет стоить почти 2000 долларов. Что ж, не беспокойся.
Есть более дешевый способ сварить алюминий.Если у вас есть такой маленький сварщик — мы купили его некоторое время назад за 350 долларов, которые использовали, а затем восстановили. Это машина на 220 вольт, но машина на 110 вольт тоже подойдет. Вы можете преобразовать эти маленькие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри.
Все начинается с замены металлического вкладыша внутри кабеля пистолета неметаллическим вкладышем.Это предотвратит истирание и заклинивание алюминия внутри гильзы. Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключают новый резервуар с чистым аргоном.
Теперь, если вы помните, когда мы говорили о типах алюминия, мы упоминали, что было много разных сплавов.Что ж, единственное, что связано с алюминием — это то, что вам нужно подобрать присадочный материал или проволоку к этому конкретному типу сплава. Это не похоже на сварку стали, когда вы можете просто взять рулон проволоки, бросить его в сварочный аппарат и начать сварку, и обычно получается довольно хороший сварной шов. Если вы не сопоставите присадочный материал с основным материалом, у вас может получиться слабый сварной шов, а иногда он даже не проникает. Вот где нужно провести небольшое исследование.Лучше всего пойти в магазин сварочных материалов и, возможно, даже взять образец того, что вы хотите сварить. Они могут предложить вам наполнитель. В 9 случаях из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Это очень универсальная проволока, с помощью которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего катушечного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы протолкнуть ее от ведущего ролика до конца.Итак, вам нужно перейти к немного более жесткой проволоке: теперь это ER5356, имеет многие из свойств, схожих с 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, он может справиться с этим движением через лайнер, не заедая и не застревая в приводных роликах, что не приводит к образованию большого птичьего гнезда.
Как вы можете видеть, мы взяли этот лом из сплава, выполнили кучу различных тестовых бусинок, разных настроек напряжения, а также скорости проволоки, чтобы определить правильный.И мы выбрали вот этот, который нас устраивает: 17,7 и 184, он лежит очень ровно и дает нам хорошее проникновение.
Но прежде чем мы начнем сварку, вам нужно понять несколько моментов, касающихся самого алюминия.См. Алюминий — отличный проводник как электричества, так и тепла. Теперь эта теплопроводность может вызвать так называемый «ожог» по краям. Это не значит, что во время сварки металл фактически тает от вас, независимо от того, сколько у вас будет присадочного материала, вы просто продолжите прожигать отверстие.Теперь вы можете остановить это, фактически физически изменив скорость, с которой вы перемещаете фонарик. Когда вы берете в руки пистолет для катушки, вам нужно сварить этот валик примерно в два раза быстрее, чем приваривать валик к куску стали такой же толщины, и это предотвратит возникновение этого ожога.
Еще одна проблема с алюминием, связанная с теплопередачей, заключается в том, что немного тепла может очень легко деформировать алюминий.Мы взяли этот кусок толстого алюминия, просто уложили девять бусинок и полностью изменили его естественную форму.Есть несколько уловок и советов, чтобы этого не произошло.
На длинных стыках лучше всего закрепить их в как можно большем количестве мест, а затем сварить различные участки стыка, чтобы предотвратить деформацию.
Между сваркой стали и алюминия есть несколько ключевых различий в безопасности.Теперь самая большая разница — это оттенок вашего шлема. Если у вас есть регулируемый шлем, подобный этому, вы можете просто затемнить его сбоку, и число, которое вы ищете, будет 11 или 12, и это потому, что дуга на алюминии немного ярче, чем когда вы свариваете сталь.Другая проблема связана с температурой. Посмотрите на алюминий, он не меняет цвет, как сталь. Будь то комнатная температура или 1000 градусов, он всегда выглядит одинаково. Так что вам просто нужно быть осторожным с этим, особенно если вы просто тренируетесь в своем магазине с кучей разных кусков стали, у вас есть чрезвычайно горячий кусок алюминия, и вы даже не подозреваете об этом.
Сварка алюминия не заканчивается сваркой MIG. Есть еще пара способов сделать это.
Сегодня мы подробно рассмотрим алюминий, различные свойства сплава, способы работы с ним и способы его сварки.
И мы только что рассмотрели один из самых простых способов сделать это, и это с помощью пистолета-катушки, прикрепленного к сварочному аппарату MIG. Но если вы имеете дело с действительно тонким материалом, таким как этот кусок алюминия, то проще и лучше использовать сварочный аппарат TIG. Теперь причина этого связана с контролем. См. [С] сварочным аппаратом TIG и педалью управления, вы полностью контролируете производительность сварочного аппарата во время сварки. Это означает, что если вы заметили, что сварной шов стал немного слишком горячим, вы можете уменьшить его температуру и предотвратить прожог.
Сварка TIG за последнее время сильно изменилась; старый резервный аппарат раньше был аппаратом прямоугольной формы, но новая серия Millers Dynasty полностью изменила способ сварки алюминия методом TIG, и все начинается прямо у горелки с материалом, который мы используем в ней.Видите ли, старым стандартом для алюминия был 100% чистый вольфрам, который вы загружали в резак, а затем скручивали его конец. Это даст вам очень толстую дугу при сварке. В станке Миллера используется 2% торированный вольфрам, тот же вольфрам, который мы используем для стали, и вы его затачиваете до острой формы.Это дает вам более точную дугу, выходящую из резака, и, следовательно, больший контроль. Теперь способ сделать сварку TIG немного проще — это взять себе одну из этих горелок с гибкой головкой. Это означает, что вы можете отрегулировать горелку так, чтобы она соответствовала стесненным условиям при сварке, а экран и газ, которые мы используем, такие же, как при сварке MIG: чистый аргон.
Подготовка поверхности такая же, как при сварке MIG.Сначала механически удалите оксидную поверхность, а затем очистите ее.Присадочный материал доступен из различных сплавов и размеров, как и проволока MIG, которую мы рассматривали ранее. Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Я не собираюсь вам врать. Сварка TIG — очень сложный навык.Все, что нужно, — это время и много практики. И я, конечно же, не могу рассказать обо всем прямо сейчас, чтобы вы стали профессиональным сварщиком TIG алюминия. Но вот пара советов и приемов, которые сделают это намного проще.
Номер 1: Комфорт
Приготовьтесь сесть на табурет. По сути, это похоже на игру на барабанах. У тебя две руки и одна нога. Значит, вам нужно находиться в удобном рабочем положении.
Номер 2
Несмотря на то, что эти присадочные стержни поставляются такой длины, не работайте с ними такой длины. Он очень длинный и упругий. Обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.
Теперь перчатки для сварки TIG отличаются от перчаток для сварки MIG.
У них очень тонкая кожа, поэтому в руке чувствуется все, что угодно. Просто наденьте их, и это всего лишь один слой кожи ягненка, так что вы можете почувствовать этот наполнитель между пальцами. И даже несмотря на то, что нет брызг, как у сварщика MIG, не думайте, что вы можете обойтись без длинных рукавов. УФ-излучение от сварочного аппарата TIG мгновенно сожжет вашу кожу.
Последний совет, который я получил для вас, касается вашего шлема.
Внутри этого шлема у меня есть то, что называется увеличительной линзой.Обычно, если вы наденете этот шлем, вы ничего не увидите, пока не подойдете очень близко. Это как набор очков для чтения. Когда вы перейдете прямо к сварке TIG, вы увидите форму лужи и сможете ее расплавить.
Теперь во время сварки вам нужно, чтобы присадочный пруток находился как можно ближе к облаку газа.Вы собираетесь держать горелку почти вертикально и плавить алюминий. Опускаем удочку в растаявшую лужу, отводим назад и спускаемся вниз.Вам нужно держать этот конец заправочного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и на самом деле это так. Все, что вы можете делать, это практиковаться, практиковаться, практиковаться, и вы можете только поправиться.
Как я уверен, большинство из вас уже догадались, работа с алюминием похожа на работу со сталью, есть лишь некоторые тонкие различия.
И как только вы привыкнете к этим различиям, вы найдете множество применений алюминия в своей установке.Вы можете построить свой собственный алюминиевый топливный элемент нестандартного размера. Вы можете модифицировать алюминиевый радиатор, чтобы он вписался в ваш проект, или даже построить 100% алюминиевую приборную панель.
Когда дело доходит до отделки этих алюминиевых сварных швов, есть несколько более тонких отличий.Шлифовальный камень — например, этот, разработанный для мягкой стали — не может использоваться для сварки алюминия. По мере измельчения он будет упаковываться вместе с основным материалом, и это становится проблемой для безопасности. Колесо может выйти из равновесия и разорваться.Вам нужно найти точильный камень для алюминия, например, этот, который предназначен для обработки цветных металлов. Вы можете купить их в большинстве магазинов сварочных материалов или даже купить в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите приобрести специальные алюминиевые колеса, чтобы они не собирались вместе.
Также есть некоторые ключевые отличия в плане безопасности.Вы хотите носить не только защитные очки, но и респиратор, чтобы защитить себя от пыли.Алюминиевая пыль связана с некоторыми неврологическими расстройствами.
Когда вы посмотрите на все преимущества использования алюминия, вы удивитесь, почему вы не использовали его все время в своей установке.Он достаточно прочный, чтобы использовать его в качестве защитной пластины, но при этом достаточно легкий, чтобы упростить снятие и изоляцию этой защитной пластины. Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно красить его.
Но лучше всего, если вы использовали его в качестве чисто косметического предмета, такого как вся алюминиевая приборная панель, вы можете отполировать его до почти зеркального блеска.Для этого вам понадобится специальный набор для полировки, потому что так далеко вы можете продвинуться только с дисковыми колесами. Теперь наш продукт был разработан Fine Power Tools и включает в себя все необходимое: мотор для полировки и все шлифовальные круги, а также тканевые диски и пасту, чтобы придать зеркальный блеск.
Мы начнем с подушечки в стиле Scotch-Brite и средней скорости на нашей полировальной машине.А затем пройдите по трем разным тканевым колесам с компаундом, переходя от грубого к мелкому.Теперь это зеркальное отражение. Взять кусок сырого алюминия из этого — это огромные изменения. Представьте, что вы проделываете это со всем телом багги, и, что более важно, это не заняло так много времени. Отшлифовали этот участок прямо здесь, и это заняло всего около 15 минут.
Хотя я, конечно, думаю, что сегодня мы рассмотрели большую часть вопросов сварки алюминия, мы показали вам, что необязательно тратить тысячи долларов.Вы можете просто модифицировать свой небольшой сварочный аппарат, который вы приобрели за пару сотен долларов, но, помимо всего прочего, мы также показали вам суперсовременные технологии и то, как Миллер меняет способы сварки алюминия, а также то, как показать, что шоумен финишный лак.Так что поверьте мне, в следующий раз, когда вы будете пытаться придумать деталь для своего багги, не хватайте просто кусок стали. Посмотрите на все виды алюминия, которые вы можете использовать. У вас получится приятная на вид поездка.
или ваш багги, не хватайте просто кусок стали. Посмотрите на все виды алюминия, которые вы можете использовать. У вас получится приятная на вид поездка.
Сопутствующие товары
Анкерная щетка для ручки обуви из нержавеющей стали
Артикул: NAS102-387SS
Узнать больше
Hobart ER4043 MAXAL 4043 Алюминиевая сварочная проволока MIG -.035 1 #
Артикул: HOB404303504
Узнать больше
Контактный наконечник Miller .030 для пистолетов MIG серии M — 10 шт. В упаковке
Артикул: MSP000067
Узнать больше
Crown Alloys ER 409Nb — Сварочная проволока MIG 0,045 x 2 # — Катушка 2 фунта
Артикул: CRO-SS409_1G
Узнать больше
(ваши варианты, когда) Сварка нержавеющей стали MIG с 75/25
У вас выхлоп из нержавеющей стали.И деталь из нержавеющей стали на вашей лодке для ремонта.
Вы не беспокоитесь о том, что ваш выхлоп из нержавеющей стали выглядит хорошо. Потому что никто не увидит твой сварной шов там.
Но вы хотите, чтобы сварной шов лодки выглядел хорошо. И оставайся хорошо выглядеть.
И вы хотите, чтобы оба сварных шва оставались прочными.
Вы же не хотите, чтобы они ржавели.
Когда все, что у вас есть в вашей мастерской, это танк 75/25. Сможете ли вы сварить с ним нержавеющую сталь?
Нержавеющую сталь можно сваривать методом MIG сваркой 75/25.
Но вы рискуете получить ржавый сварной шов. Межкристаллитная коррозия в месте разрушения сварного шва.
Серо-коричневый цвет сварного шва без такого блеска, которого можно ожидать от нержавеющей стали.
Используйте газ Tri-Mix. Углекислый газ аргона смешивается с менее чем 4% СО2. Или кислород аргона смешивается с менее чем 5% O2 в качестве альтернативного защитного газа.
Или используйте присадочную проволоку из нержавеющей стали, предназначенную для защитного газа 75/25.
сварка нержавеющей стали MIG с 72/25 или C25?
Баллон с защитным газом 75/25На случай, если вы немного запутались, потому что парень из вашего местного магазина сварочных материалов (LWS) продал вам немного C25.И теперь ваш приятель говорит, что его 75 25.
В чем разница?
И будет ли это иметь значение при сварке нержавеющей стали методом MIG?
Расслабьтесь. Потому что это одна и та же газовая смесь.
Название C25 является сокращением от долота с 25% двуокиси углерода. Остальной газ. Остальные 75% — аргон.
75 25 и C25 — сокращенные имена. И вы можете использовать их вместо слов. «75% аргона и 25% углекислого газа, пожалуйста» на вашем LWS.
Нержавеющая стальобычно сваривается Tri-Mix, а не 75 25, почему?
И сварка MIG проволокой из нержавеющей стали.
Если вы готовы узнать о проволоке MIG для нержавеющей стали. Перейдите по этой ссылке здесь.
Причина 1 Нержавеющая сталь — сталь со специальными характеристиками
Подсказка кроется в названии.
Устойчив к появлению пятен, не ржавеет, как низкоуглеродистая сталь.
И ваш сварной шов имеет тот прекрасный блестящий вид, который делает нержавеющую сталь такой привлекательной.
Проволока из нержавеющей стали, сваренная из нержавеющей стали, и газ Tri MixИ он сохраняет этот вид без защитного покрытия.Или закрасьте сверху.
И что?
Та часть лодки из нержавеющей стали, которая подвергается воздействию морского воздуха?
И ваш выхлоп из нержавеющей стали, на который брызгает вода. Вы хотите, чтобы ваш сварной шов на этих частях оставался прочным.
И эта особенность нержавеющей стали — именно то, что вам нужно, когда вы закончили сварку MIG.
Reason 2 Tri Mix защищает вашу нержавеющую сталь
Газ Tri Mix (90% гелий, 7,5% аргон, 2,5% углекислый газ) защищает и защищает сварной шов.Пока ваша нержавеющая сталь плавится в вашей дуге.
И это позволяет вашему сварочному аппарату MIG производить электрическую дугу, подходящую для сварки нержавеющей стали.
(Подробнее об этом ниже).
И когда вы используете Tri Mix вместе с проволокой MIG из нержавеющей стали. вы получите проникающий сварной шов. Объединяет основной металл с присадочной проволокой из нержавеющей стали. И оставьте свою нержавеющую сталь нержавеющей.
А это значит, что он остается блестящим, не ржавеет, не становится хрупким и сварной шов не портится.
Причина 3 Использование Tri Mix на нержавеющей стали может быть дешевле
Что!
Вы говорите…
Хорошо, хорошо, так что газ Tri Mix может быть дорогим.
Но это дешевле, чем тратить время на переделку неудачного сварного шва.
Если учесть время сварки. Потом выходит из строя и ржавеет. Итак, вам нужно это исправить. Верните нержавеющую сталь к чистому металлу.
А это значит шлифовать плохой сварной шов. Вернемся к хорошей нержавеющей стали.И переделал все это.
Это при условии, что вовремя не будет дополнительных затрат. Или неудобство из-за неудачного сварного шва. Или ремонт на участке, добраться до которого сложно или неудобно.
Если чья-то жизнь зависит от хорошего прочного сварного шва, который будет держаться. Используйте подходящий защитный газ.
Хорошо, так что Tri Mix — идеальный вариант…
Но C25 — это все, что у вас есть. С каким еще газом можно сваривать нержавеющую сталь?
Проволока из нержавеющей стали на нержавеющей стали с использованием газа C25Что делать, если вы не можете получить Tri Mix на месте?
Или это слишком дорого.
Почему нельзя наносить C25 на нержавеющую сталь?
Ну, газовая смесь с 25% двуокиси углерода содержит много углерода.
Углерод в защитном газе. Разрушает особую карбоновую структуру вашей нержавеющей стали.
Если вам нужна мойка из нержавеющей стали, сваренная методом MIG. Или отремонтированная нержавеющая часть лодки, чтобы она оставалась нержавеющей.
Вам нужны смеси защитных газов с низким содержанием углерода. Стремитесь к менее 4%. Или вообще без углерода в вашей газовой смеси.
Ваши варианты:
1. Смесь газов аргона и кислорода.
Как смесь защитного газа 98% аргона и 2% кислорода. Вы можете использовать любую газовую смесь с высоким содержанием аргона, если она содержит менее 5% кислорода.
2. Смесь газов аргона и CO2
Как 97% аргона и 3% CO2.
Подойдет любая газовая смесь аргона с содержанием CO2 менее 4%.
Имеет ли значение размер моего сварочного аппарата MIG при сварке нержавеющей стали?
Да, это так.
Если все, что вам нужно для сварки, — это домашний сварочный аппарат MIG на 110 вольт, ваши возможности ограничены. Из-за недостатка мощности в тех сварочных аппаратах MIG. Означает, что они сваривают в так называемом режиме передачи короткого замыкания.
И единственная смесь защитных газов, которая поддерживает более низкие токи, — это Tri Mix Gas (90% гелия, 7,5% аргона, 2,5% двуокиси углерода).
Это единственный газ, который дает правильный вид электрической дуги для сварки MIG нержавеющей стали с низким током.
Смеси защитного газа с высоким содержанием аргона требуют, чтобы ваш сварочный аппарат MIG выполнял сварку в режиме распыления.
И это означает, что сварщик может производить не менее 130 ампер. Некоторые сварщики MIG могут делать это при напряжении 120 вольт. Обычно вам понадобится сварочный аппарат MIG, работающий от 220 вольт.
Стоит проверить, на что способен ваш сварочный аппарат MIG. Он утверждает, что сваривает нержавеющую сталь? С какими настройками и защитным газом?
Может ли ваш сварочный аппарат MIG вырабатывать достаточно тока для перехода в режим распыления.
Если это возможно, вы можете отремонтировать нержавеющую сталь методом MIG с использованием смеси газа с низким содержанием углерода аргона.
Если вы хотите узнать больше о влиянии короткого замыкания на нержавеющую сталь. По сравнению с режимами переноса распылением.
Вы можете ознакомиться с документом на сайте «Сварка нержавеющей стали MIG чистым аргоном».
Используйте оглавление.
И перейдите к разделу «Сколько мощности нужно моему сварочному аппарату MIG для хорошей сварки нержавеющей стали?»
И прочтите раздел «MIG-сварка нержавеющей стали в газовых смесях с высоким содержанием аргона».
Что может случиться при сварке нержавеющей стали методом MIG с аргоном и CO2
Хотите узнать, что происходит со смесью газов аргона и CO2?
Это ваша проволока для сварки MIG из нержавеющей стали. Но газ аргон СО2.
Обычная проблема со смесью аргона с CO2 — это углекислый газ. Если уровень CO2 слишком высок. Как в 75/25.
Сварка MIG может вызвать так называемую межкристаллитную коррозию.
Межкристаллитная коррозия также известна как распад сварного шва.
В лучшем случае ваша нержавеющая сталь потеряет свои свойства.
Место сварки приобретет коричневый цвет. Не совсем то, что вам нужно от блестящей нержавеющей стали.
И ваша нержавеющая сталь со временем может заржаветь.
Но хуже.
Это когда происходит межкристаллитная коррозия. Нержавеющая сталь, сваренная методом MIG, будет хрупкой и сломаться. И вы можете получить неудачный сварной шов.
Теперь вы видите причину появления названия распада сварного шва.
Что делать, если для сварки нержавеющей стали методом MIG используется только газ C25?
Close Up MIG Сварка нержавеющей стали с C25И тому может быть много причин.
1. В вашем регионе местные сварщики продают Tri-Mix только в больших цилиндрах. И это слишком велико для использования или транспортировки. Неважно о расходах.
2. Или они не заправят Tri-Mix в небольшой газовый баллон. Даже если у тебя в мастерской пустая бутылка. Или купил пустой газовый баллон онлайн.
3. Это просто быстрая работа. И вам не нужно время, чтобы купить Tri-Mix.
У вас есть 75/25 прямо здесь, так что вы можете его использовать?
Если вас не беспокоит сохранение нержавеющей стали, нержавеющая сталь
И вы хотите сваривать в защитном газе 75/25.
Да, вы можете это сделать.
И то, как хорошо вы сварите, будет определять, как получится ваш сварной шов.
Посмотрите это видео на YouTube с сайта weld.com. В видео представлен Боб Моффат, инструктор по сварке из колледжа Коули.
Он демонстрирует сварной шов на 1/4 дюйма из нержавеющей стали 304L. Он использует проволоку MIG из нержавеющей стали 308L диаметром 0,030 дюйма.
И он сваривает нержавеющую сталь MIG в среде защитного газа 75/25.
Боб Моффат умеет сваривать так же хорошо, как и они. Но из видео вы увидите, что готовый сварной шов выглядит забавно. Серого цвета. Никакого блеска, которого вы ожидаете от нержавеющей стали.
Сварка MIG нержавеющей стали с разбрызгиванием C25На сварном шве больше брызг.
Вы можете посмотреть это 8-минутное 9-секундное видео и судить сами.
MIG-сварка нержавеющей стали с газом C25
Кредит видео: Weld.com
Суть в том, что … Если вас не слишком беспокоит, как выглядит ваша нержавеющая сталь, сваренная методом MIG. И не ржавеет ли ваша нержавеющая сталь.
Или как долго ваш шов держится.
Тогда да, вы можете сваривать нержавеющую сталь методом MIG сваркой 75/25.
Что делать, если вы не торопитесь, но хотите сварить нержавеющую сталь с помощью C25
Тогда в одну сторону есть. Приобретите присадочную проволоку из нержавеющей стали для защитного газа C25.
Вы найдете присадочную проволоку для газа 75 25 с флюсовым сердечником.
Ух. Вы говорите, ядро Flux.
Но подождите.
Да, это сердечник из флюса, но он отлично справляется со своей задачей.
Сохраняет свойства вашей нержавеющей стали. Устойчив к ржавчине, пятнам и не беспокоит разрушение сварного шва.
Готовый сварной шов будет хорошо выглядеть.
И вы можете получить его в катушках меньшего размера, если вам нужно сварить лишь небольшое количество нержавеющей стали.
Идеально, когда вы сталкиваетесь только со случайной сваркой нержавеющей стали.
Вы можете посмотреть на сайте сообщение о сварочной проволоке для нержавеющей стали с флюсовым сердечником по ссылке ниже.
Что? Сварочная проволока с флюсовым сердечником из нержавеющей стали (домашний сварочный аппарат)
Калькулятор настройки сварного швадля сварки MIG нержавеющей стали и газов
Вы найдете эту страницу на сайте Миллера хорошим ресурсом.
Калькулятор настройки сварных швов Miller
Вы можете выбрать материал для сварки MIG. Например, нержавеющая сталь.
А ваш калибр (толщина) нержавеющей стали.
Красные стрелки на картинке выше показывают, где.
И вы увидите, что для датчиков из нержавеющей стали:
Нержавеющая сталь от 18 до 12.
С передачей короткого замыкания. Вашему сварщику MIG необходим защитный газ Tri-Mix.Вы используете присадочную проволоку из нержавеющей стали толщиной 0,035 дюйма. И вам нужен сварщик, который может производить от 50 до 130 ампер.
Распылительный перенос — Не рекомендуется использовать газообразные смеси с высоким содержанием аргона.
Нержавеющая сталь толщиной от 3/16 до 5/16.
Со сварочным аппаратом MIG с функцией короткого замыкания. Вы используете защитный газ Tri-Mix и нержавеющую присадочную проволоку 0,035 ″.
Распылительный перенос с использованием смеси защитного газа 98% аргона и 2% кислорода. И вам нужен сварочный аппарат MIG, который выдает от 160 до 210 ампер.
Калибры от 3/8 до 1/2 ″ из нержавеющей стали.
Режим передачи короткого замыкания не рекомендуется. Поэтому не используйте газ Tri-Mix для таких размеров нержавеющей стали.
Распылительный перенос с использованием 98% аргона и 2% кислорода. На сварочном аппарате MIG, производящем от 250 до 325 ампер.
Вы увидите, что используете Tri-Mix на своих более легких манометрах из нержавеющей стали. Чем толще становится ваша нержавеющая сталь, тем больше распылением.
Похожие сообщения
Сердечник из нержавеющей сталидля газа, который подходит для этого кремового сварного шва?
Можно ли сваривать нержавеющую сталь сердечником флюсом? И сэкономьте время
Проволока MIG из нержавеющей стали, 5 лучших и 10 сварочных наконечников
Решение проблемы стыковой сварки нержавеющей стали
В компании Stainless Steel World мы стремимся предоставить вам знания и «инструменты», которые помогут вам лучше выполнять свою работу.На этой неделе мы получили очень буквальный пример этого в виде учебного пособия по сварке. Морган Франклин — эксперт по сварке из R-Tech Welding, который любит делиться своими знаниями и давать советы по достижению идеального сварного шва. В обучающем видео ниже он демонстрирует, как настроить цифровую переднюю панель, расходные материалы, которые вам понадобятся, и как выполнить стыковую сварку нержавеющей стали толщиной 5 мм с помощью сварочного аппарата TIG.
Как стыковать нержавеющую сталь 5 мм
Если вам нужна дополнительная информация, отправьте свои вопросы по адресу Morgan Franklin morganpfranklin @ gmail.com или посетите веб-сайт R Tech Welding. www.r-techwelding.co.uk
Mig, Tig или Stick — плюсы и минусы каждого метода ремонтной сварки
Сварка — один из самых распространенных процессов ремонта на любом производственном предприятии. Когда металлическая часть оборудования ломается, сварка может быть дешевым и быстрым решением для восстановления работы. Но как бы это ни было распространено, существует множество методов сварки, и у каждого из них есть свои плюсы и минусы.Тех, кто умеет сваривать, обучают одному методу, и они обычно придерживаются его в большинстве случаев ремонта, потому что им это удобно. Здесь мы рассмотрим три метода сварки, а также преимущества и недостатки каждого из них.
Сварка МИГ
СваркаMIG включает сварочный аппарат, который пропускает проволоку материала через электрод, который изгибается при контакте с свариваемым металлом. Когда происходит контакт, электрод и металл нагреваются, соединяя два материала вместе. Во время этого процесса к сварному шву также подается защитный газ, чтобы газы из окружающей атмосферы не мешали сварному шву.Migwelding, пожалуй, самый распространенный стиль, используемый сегодня.
Плюсы
• Очень проста в использовании. Подходит для новичков.
• Универсальность
• Очень мало сварочного дыма. Хорошо работает в небольших помещениях.
Минусы
• Довольно дорого. Используется расходный газ, который необходимо регулярно пополнять.
• Может работать только в одном положении (вниз). Не годится для накладного ремонта.
• Не самый чистый сварной шов. Может брызнуть.
Сварка TIG
Тигровая сварка или дуговая сварка вольфрамовым электродом — это тип сварки, при котором в качестве электрода используется вольфрамовый стержень, который нагревает основной материал, образуя лужу расплавленного металла, которая используется для соединения деталей.Он известен как очень чистый и очень надежный метод сварки.
Плюсы
• Может использоваться для сварки более широкого спектра сплавов, чем другие методы сварки, такие как алюминий или нержавеющая сталь.
• Очень чистый и эстетичный
• Может сваривать очень тонкие материалы
Минусы
• Как и Mig, Tig Welding предполагает внешнюю подачу газа, что может быть дорогостоящим.
• Свариваемая деталь должна быть абсолютно чистой и без мусора, чтобы обеспечить хороший сварной шов.
• Этот метод медленный и требует от сварщика больших навыков.
Ручная сварка
В этом методе сварки сварочный стержень, покрытый флюсом, или «стержень» используется в качестве электрода для передачи тока и создания дуги, когда наконечник касается основного металла. Этот материал плавится вместе с электродом, образуя сварной шов.
Плюсы
• Отлично подходит для создания толстых и прочных сварных швов
• Может использоваться в грязных и влажных условиях
• Для сварки не требуется внешний газ
Минусы
• Во время этого процесса сварки образуется лишний материал, который необходимо отколоть или соскрести, что может занять много времени.
• Сложно освоить
• Сварные швы могут быть очень непривлекательными, если их выполняет начинающий сварщик
Вот несколько основных советов по трем распространенным методам ремонта сваркой.Но если вам нужна помощь в ремонте, обязательно посетите нас на сайте gesrepair.com или позвоните нам по телефону 1-877-249-1701, чтобы узнать больше о наших услугах. Мы с гордостью предлагаем излишки, полный ремонт и техническое обслуживание всех типов промышленной электроники, серводвигателей, двигателей переменного и постоянного тока, гидравлики и пневматики. Пожалуйста, подпишитесь на нашу страницу YouTube и поставьте нам лайк на Facebook! Спасибо!
Сварка нержавеющей стали дает газ шестивалентного хрома
Сварка нержавеющей стали — это распространенный процесс, вызывающий обеспокоенность в отношении производственной среды.Хром является основным легирующим элементом для всех групп нержавеющих сталей. При сварке нержавеющей стали образуется хром. Большинство этих марок стали содержат никель. В процессе сварки хром превращается в шестивалентное состояние Cr (VI). Доказано, что производство этих элементов при сварке нержавеющей сталью и образующийся сварочный дым оказывают серьезное влияние на здоровье сварщиков и людей в сварочной среде. Пары Cr (VI) очень токсичны и могут повредить глаза, кожу, нос, горло и легкие и являются известными канцерогенными веществами.
Методы и производство дыма
Количество дыма, выделяемого при сварке нержавеющей стали, во многом зависит от используемого метода сварки. Наиболее распространенные методы:
• Вольфрамовый инертный газ (TIG)
• Металлический инертный газ (MIG)
Около 80% сварочных операций используют этот метод:
• Ручная металлическая дуга (MMA)
и 5% специализированных компаний используют для конкретных приложений:
• Порошковая дуга (FCA)
TIG производит наименьшее количество дыма, хотя производит значительное количество озона и закиси азота, которые являются раздражающими газами.MIG и MAG обычно производят намного больше дыма. Сварка MMA и FCA обычно выделяют больше всего дыма.
Улучшить условия труда сварщиков и защитить их здоровье.
Профилактические меры по защите сварщиков от дыма при сварке нержавеющей стали с использованием надлежащих профессиональных систем вентиляции и правильного оборудования для удаления дыма важны для долгосрочной защиты здоровья. Оценка рисков может проводиться специалистом по системам вентиляции и фильтрации, чтобы определить, требуется ли бизнесу специализированное решение, или если использование мобильного или портативного экстрактора plug and play является правильным выбором для повседневной работы на рабочем месте.Средства индивидуальной защиты равносильны улучшению условий труда сварщиков и защите их здоровья.
Будьте внимательны:
«Сварщик также должен осознавать риски сварки нержавеющей стали», — предупреждает американский специалист Вики Белл в нескольких публикациях. «Перед началом сварочных работ важно определить опасности для конкретной сварочной операции. Опасности будут зависеть от типа сварки, свариваемых материалов (основных металлов, поверхностных покрытий, электродов) и условий окружающей среды (снаружи или в ограниченном пространстве).”
Совет:
Запросите паспорт безопасности материала (MSDS), чтобы определить опасные материалы, используемые в сварочных изделиях, и пары, которые могут образовываться. Перед тем как начать, убедитесь, что вы знаете, что свариваете. При сварке нержавеющей стали образуется хром. Не забывайте использовать правильный уровень эффективности фильтра, чтобы гарантировать, что вредные пары не распространяются по рабочему пространству, а также мелкие частицы пыли. Выберите подходящее оборудование для удаления дыма. Мы рекомендуем MFS, если требуется мобильный вариант, или SFS, который представляет собой стационарное устройство для тяжелых условий эксплуатации с опцией высокоэффективного фильтра.Некоторые пары, например, образующиеся при сварке на поверхности с кадмиевым покрытием, могут быть смертельными за короткое время. После определения опасности примените соответствующие методы контроля.
Используйте соответствующее оборудование для вентиляции и удаления дыма. Местная вытяжная вентиляция, удаляющая пары и газы у источника, является наиболее эффективным методом. Используйте частичное ограждение, например вентилируемый верстак, или вытяжки, расположенные как можно ближе к месту сварки. Регулярно очищайте и обслуживайте вентиляционные системы.