ГОСТ Р ИСО 15614-12-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка
ФЕДЕРАЛЬНОЕ АГЕНТСТВО | ||
НАЦИОНАЛЬНЫЙ | ГОСТ Р ИСО | |
Технические требования и аттестация
процедур сварки металлических материалов
Проверка процедуры сварки
Часть 12
ТОЧЕЧНАЯ, ШОВНАЯ
И РЕЛЬЕФНАЯ СВАРКА
ISO 15614 — 12:2005
Specification and qualification of welding procedures for metallic materials —
Welding procedure test — Part 12: Spot, seam and projection welding
(IDT)
Москва |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г.
Сведения о стандарте
1. ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно — учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана) и Национальным Агентством Контроля и Сварки (НАКС) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2. ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
4. Настоящий стандарт идентичен международному стандарту ИСО 15614 — 12:2005 «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка» (ISO 15614 — 12:2005 «Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 12: Spot, seam and projection welding»)
5.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1. Область применения
2. Нормативные ссылки
3. Термины и определения
4. Предварительные технические требования к процедуре сварки
5. Проверка процедуры сварки
6. Контрольное сварное соединение
6.1. Основные положения
6.2. Форма и размеры контрольных сварных соединений и образцов для разрушающих испытаний
6. 2.1. Основные положения
2.1. Основные положения
6.2.2. Макрошлиф
6.3. Сварка контрольных сварных соединений или образцов для испытаний
7. Испытания и оценка результатов
7.1. Объем контроля
7.2. Расположение и вырезка образцов для испытаний
7.3. Визуальный контроль
8. Область распространения аттестации
8.1. Основные положения
8.2. Относящееся к производителю
8.3. Относящееся к материалу
8.4. Общее для всех процедур сварки
8.4.1. Процесс сварки
8.4.2. Род тока
8.4.3. Сварочный цикл
8.4.4. Термообработка после сварки
8.4.5. Тип сварочного оборудования
8.4.6. Сварочные электроды
9. Протокол аттестации процедуры сварки
Приложение ZA (обязательное) Сведения о соответствии ссылочных международных стандартов ссылочным европейским стандартам
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Библиография
Международный стандарт ИСО 15609 — 12:2004 разработан Техническим комитетом СЕН/ТК 121 «Сварка» Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (Институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 10 «Унификация требований в области сварки металлов» в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское соглашение).
ИСО 15614 состоит из следующих частей под общим наименованием «Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки»:
— Часть 2. Дуговая сварка алюминия и алюминиевых сплавов.
— Часть 3. Испытания процедуры дуговой сварки чугуна.
— Часть 4. Отделочная сварка алюминиевых отливок.
— Часть 5. Дуговая сварка титана, циркония и их сплавов.
— Часть 6. Медь и медные сплавы.
— Часть 7. Наплавка.
— Часть 8. Сварка соединений труб с трубной доской.
— Часть 9. Подводная гипербарическая мокрая сварка.
— Часть 10. Гипербарическая сухая сварка.
— Часть 11. Электронно-лучевая и лазерная сварка.
— Часть 12. Точечная, шовная и рельефная сварка.
— Часть 13. Контактная стыковая сварка сопротивлением и оплавлением.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технические требования и аттестация процедур сварки металлических материалов
Проверка процедуры сварки
Часть 12
ТОЧЕЧНАЯ, ШОВНАЯ И РЕЛЬЕФНАЯ СВАРКА
Technical requirements and qualification of welding procedures for metallic materials.
Welding procedure test. Part 12. Spot, seam and projection welding
Дата введения — 2011 — 01 — 01
Настоящий стандарт устанавливает, как именно технические требования к сварке могут быть оценены по испытаниям процедуры точечной, шовной и рельефной сварки.
Настоящий стандарт — часть серии стандартов, описание которой представлено в ИСО 15607 (приложение А).
Настоящий стандарт определяет условия проведения испытаний и объективность аттестованной процедуры сварки для всех практических операций сварки, охваченных настоящим стандартом.
Испытания, требуемые для аттестации процедуры сварки конкретного изделия, зависят от применения и требований качества для данного изделия, которые должны быть установлены до проведения какой — либо аттестации.
Приемлемость применения принципов настоящего стандарта к другим процессам контактной сварки должна быть установлена до проведения какой — либо аттестации.
Примечание — Особенности применения (обслуживания), материал и производственные условия могут требовать проведения более полных испытаний, нежели это предписано настоящим стандартом.
Подобные испытания могут включать:
— испытания на усталость для соединений, сваренных точечной сваркой;
— испытания на изгиб;
— определение поверхностных трещин;
— ультразвуковые исследования, радиографию;
— химический анализ, коррозионные испытания;
— микроэкспертизу, включая сопротивляемость образованию горячим трещинам;
— испытания сварного изделия в целом или частями.

Настоящий стандарт включает следующие процессы сварки в соответствии с ИСО 4063:
— 21 — точечная контактная сварка;
— 211 — односторонняя точечная контактная сварка;
— 212 — двухсторонняя точечная контактная сварка;
— 221 — шовная сварка внахлестку;
— 222 — шовная контактная сварка с раздавливанием кромок;
— 225 — шовная контактная стыковая сварка по фольге;
— 226 — шовная контактная сварка с накладками;
— 23 — рельефная сварка;
— 231 — односторонняя рельефная сварка;
— 232 — двухсторонняя рельефная сварка.
Для датированных ссылок применяются только указанные ниже издания. Для недатированных ссылок применяются последние издания документов, на которые ссылаются в настоящем стандарте, включая все поправки.
В настоящем стандарте использованы ссылки на следующие стандарты:
ИСО 669:2000 Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам (ISO 669:2000, Resistance welding.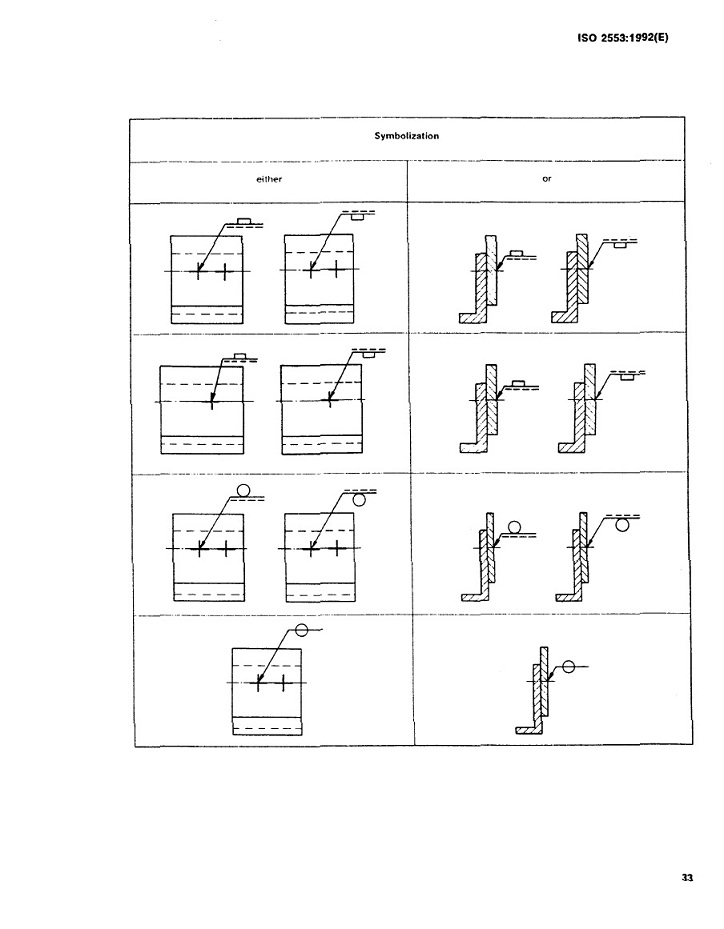
ИСО 10447 Сварка контактная сопротивлением. Испытание на отрыв и обрубание сварных точек и соединений, полученных рельефной сваркой (ISO 10447, Resistance welding — Peel and chisel testing of resistance sport and projection welds)
ИСО 14270:2000 Размеры образца и методика механизированного испытания на отрыв для сварных швов, полученных при контактной точечной, роликовой и рельефной сварке (ISO 14270:2000, Specimen dimensions and procedure for mechanized peel testing resistance sport, seam and embossed projection welds)
ИСО 14271:2000 Испытание на определение твердости по Виккерсу для сварных швов, полученных при контактной точечной, рельефной и роликовой сварке (низкая нагрузка и микротвердость) (ISO 14271:2000, Vickers hardness testing of resistance spot, projection and seam welds (low load and microhardness))
ИСО 14272:2000 Размеры образца и методика испытания на поперечное растяжение сварных швов, полученных при контактной точечной и рельефной сварке (ISO 14272:2000, Specimen dimensions and procedure for cross tension testing resistance spot and embossed projection welds)
ИСО 14273:2000 Размеры образца и методика испытания на срез для сварных швов, полученных при контактной точечной, рельефной и шовной сварке (ISO 14273:2000, Specimen dimensions and procedure for shear testing resistance spot, seam and embossed projection welds)
ИСО 14732 Персонал, выполняющий сварку.
 Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (ISO 14372, Welding personnel — Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials)
Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (ISO 14372, Welding personnel — Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials)ИСО 15607:2003 Технические требования и аттестация процедур сварки металлических материалов. Общие правила (ISO 15607:2003, Specification and qualification of welding procedures for metallic materials — General rules)
ИСО 15609 — 5:2004 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка (ISO 15609 — 5:2004, Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 5: Resistance weldin g)
ИСО 17653:2003 Контроль разрушающий сварных швов металлических материалов. Испытание на скручивание сварных точек (ISO 17653:2003, Destructive tests on welds in metallic materials — Torsion test of resistance spot welds)
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году.
 Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.В настоящем стандарте применены термины и определения по ИСО 15607:2003.
Предварительные технические требования к процедуре сварки должны быть разработаны в соответствии с ИСО 15609 — 5.
Сварка и испытания образцов должны соответствовать положениям разделов 6 и 7.
6.1. Основные положения
В соответствии с 6.2 необходимо подготовить стандартное контрольное сварное соединение, в качестве которого может быть использовано сварное изделие целиком.
Образцы для испытаний должны быть вырезаны из соответствующих частей, контрольных сварных соединений или сварены отдельно согласно 6.3.
Необходимо использовать образцы для испытаний и контрольные сварные соединения из одного материала и с одинаковыми шириной кромок и длиной нахлеста. Если возможно, необходимо учитывать шунтирующие и индукционные эффекты. Если в применяемом стандарте есть соответствующее требование, необходимо указать направление проката на контрольном сварном соединении.
Если возможно, необходимо учитывать шунтирующие и индукционные эффекты. Если в применяемом стандарте есть соответствующее требование, необходимо указать направление проката на контрольном сварном соединении.
6.2. Форма и размеры контрольных сварных соединений и образцов для разрушающих испытаний
6.2.1. Основные положения
Форма и размеры контрольных сварных соединений и образцов для испытаний и испытания процедуры сварки представлены в следующих стандартах: ИСО 14270, ИСО 14271, ИСО 14272, ИСО 14273, ИСО 17653 и ИСО 10447.
6.2.2. Макрошлиф
Образец для испытаний должен быть подготовлен и протравлен, чтобы изготовить поперечные и продольные шлифы для выявления вкраплений, зоны термического влияния и при необходимости сечение сварного шва.
Поперечный макрошлиф должен содержать неповрежденный основной металл.
6.3. Сварка контрольных сварных соединений или образцов для испытаний
Подготовку узлов (деталей), контрольных сварных соединений или образцов для испытаний и сварку контрольных сварных соединений или образцов для испытаний необходимо проводить в соответствии с pWPS и согласно общим правилам производства сварочных работ (параметры, оборудование и т. д.).
д.).
Если при точечной сварке используют прихватки, то они должны быть и на конечном контрольном сварном соединении.
До проведения аттестации процедура сварки и программа испытаний контрольных сварных соединений должны быть согласованы с экспертом или экспертным органом.
7.1. Объем контроля
Испытания включают как неразрушающие, так и разрушающие.
Выбор вида испытаний и количества образцов для испытаний зависит от условий эксплуатации и требований к качеству сварного изделия. Вид испытаний и количество образцов должны быть установлены до проведения аттестации (таблица 1).
Если нет необходимости в определении среднеквадратичного отклонения результатов испытаний в поперечном и продольном направлениях, то допускается использовать меньшее количество образцов.
Таблица 1 — Примеры испытаний точечных, шовных и рельефных сварных соединений
| Контрольные сварные соединения/образцы для испытаний | Вид испытаний | Количество образцов |
Одноточечный образец точечной или рельефной сварки | Визуальный осмотр | Все |
Испытания на срез | 11 | |
Растяжение a) | 11 | |
Макрошлиф b) | 2 | |
Твердость | Если требуется | |
Испытание на кручение c) | 11 | |
Испытания на отрыв | 11 | |
Испытание зубилом | 11 | |
Двухточечный образец точечной или рельефной сварки d) | Визуальный осмотр | Все |
Испытания на срезе) | 11 | |
Растяжение (перекрестное) a) | 11 | |
Макрошлиф b) | 2 | |
Твердость f) | Если требуется | |
Испытания на отрыв | 11 | |
Испытание зубилом | 11 | |
Многоточечные или рельефные образцы g) | Визуальный осмотр | Все |
Испытания на срез (сдвиг) h) | 11 | |
Макрошлиф b) | 11 | |
Твердость f) | 2 | |
Испытания на отрыв | Если требуется | |
Испытание зубилом | 11 | |
Образцы шовной сварки внахлестку (контрольные сварные соединения) | Визуальный осмотр | Все |
Испытания на расслаивание | 11 | |
Испытания на срез (сдвиг) | 11 | |
Испытания на отрыв | 3 | |
Испытание на герметичность | 3 | |
Макрошлиф l) | 2 | |
Твердость f) | Если требуется | |
Шовная сварка с раздавливанием кромок | Визуальный осмотр | Все |
Испытания на срез m) | 11 | |
Испытания на изгиб n) | 2 | |
Испытания на отрыв o) | 9 | |
Раздувание j) | 3 | |
Испытание на герметичность k) | 3 | |
Макрошлиф l) | 2 | |
Твердость f) | Если требуется | |
а) Вместо испытания на срез. | ||
7.2. Расположение и вырезка образцов для испытаний
Образцы для испытания следует выбирать после визуального осмотра или других альтернативных испытаний.
Вырезка образцов согласно 6.2.
Допускается вырезать образцы для испытаний из областей, не содержащих допустимых дефектов.
7.3. Визуальный контроль
Точечные сварные соединения и сварные соединения, выполненные шовной сваркой, должны быть обследованы с использованием лупы с 6 — 10 — кратным увеличением, зеркала или эндоскопа, чтобы определить следующие поверхностные характеристики: поверхностные трещины, выгорание металла, брызги, осаждение материала электрода, выбоины от электрода и несплошности.
7.4. Повторные испытания
Если деталь или контрольное сварное соединение не удовлетворяют любому требованию визуального контроля или какому — либо другому виду контроля, то необходимо проконтролировать еще одну дополнительную деталь или контрольное сварное соединение. Если и эта дополнительная деталь или контрольное сварное соединение не удовлетворяют требованиям, то pWPS должны быть изменены. Измененные pWPS должны быть аттестованы в соответствии с настоящим стандартом.
Если и эта дополнительная деталь или контрольное сварное соединение не удовлетворяют требованиям, то pWPS должны быть изменены. Измененные pWPS должны быть аттестованы в соответствии с настоящим стандартом.
Если любой образец для испытаний не удовлетворяет основным требованиям 6.2 из — за геометрических дефектов (например, положение, форма), то необходимо изготовить дополнительные образцы для испытаний, по одному на каждый не прошедший испытания. Эти образцы могут быть взяты из того же контрольного сварного соединения, если в нем достаточно материала, или из нового соединения
Если какой — либо из этих дополнительных образцов не будет удовлетворять основным требованиям, то pWPS необходимо изменить. Измененные pWPS должны быть аттестованы в соответствии с настоящим стандартом.
8.1. Основные положения
Все перечисленные ниже требования необходимо применять независимо друг от друга.
Если параметры выходят за пределы допустимых значений, необходимо проведение новых испытаний процедуры сварки.
8.2. Относящееся к производителю
Аттестация pWPS посредством испытаний в соответствии с настоящим стандартом разрешает производить работы по сварке в цехах и на площадках под единовременным техническим контролем и контролем качества со стороны производителя.
Технический контроль и контроль качества распространяются на процедуру сварки, если изготовитель, проводивший аттестацию процедуры сварки, несет полную ответственность за сварку, выполняемую в соответствии с данной процедурой.
8.3. Относящееся к материалу
Все испытания необходимо проводить с использованием материалов, аналогичным применяемым при производстве (по толщине, химическому составу, механическим свойствам). В случае отклонений от указанных требований все изменения должны быть установлены до проведения аттестации.
8.4. Общее для всех процедур сварки
8.4.1. Процесс сварки
Аттестация распространяется только на процесс сварки, который используют при испытаниях.
В тех случаях, когда оборудование имеет дистанционное управление или более одной сварочной программы, используемой в работе как часть последовательности операций, WPS должны содержать описание всех используемых сварочных программ.
Для автоматического или роботизированного управления более чем одной сварочной программой WPS должны содержать описание всех используемых сварочных программ, каждая из которых требует аттестации.
8.4.2. Род тока
Процедуру сварки аттестуют по роду тока (переменный, постоянный или импульсный), частоте и полярности, используемых в испытаниях процедуры сварки.
8.4.3. Сварочный цикл
Процедуру сварки аттестуют по сварочному циклу, используемому при сварке.
8.4.4. Термообработка после сварки
Любая предусмотренная термообработка должна быть учтена при проведении испытания процедуры сварки.
8.4.5. Тип сварочного оборудования
Процедуры сварки аттестуют по типу используемого в испытаниях оборудования.
8.4.6. Сварочные электроды
Процедуры сварки аттестуют по материалам и конструкции используемых электродов.
Протокол аттестации процедуры сварки (WPQR) представляет собой отчет о результатах оценки каждого контрольного соединения, включая повторные испытания.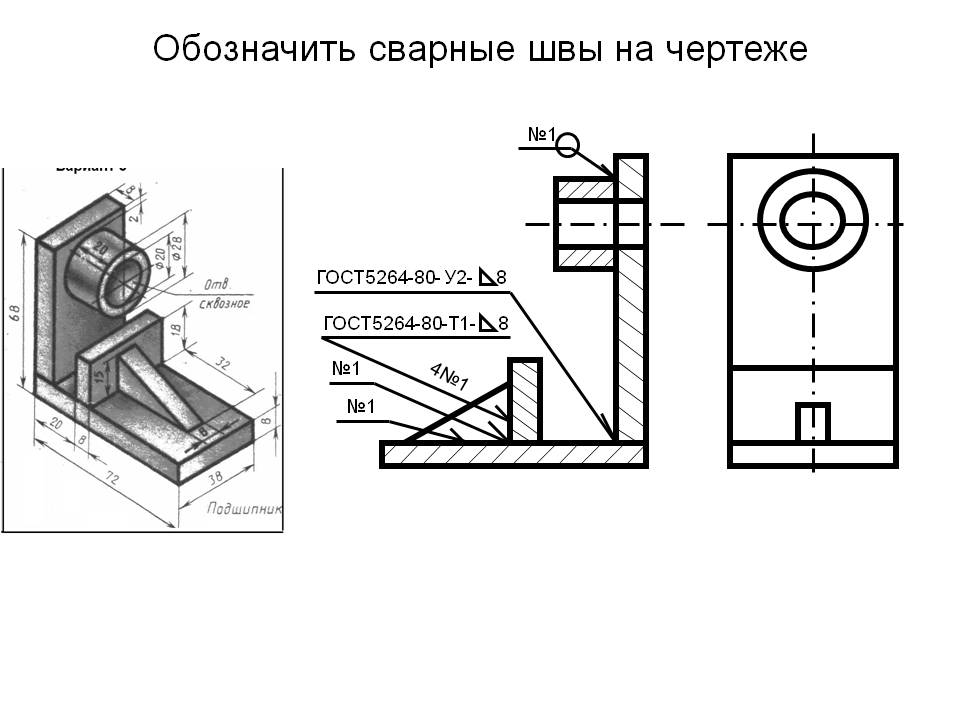 Необходимо включить в протокол основные пункты, перечисленные для WPS в ИСО 15609 — 5 вместе с описанием характеристик, приведенных в разделе 7.
Необходимо включить в протокол основные пункты, перечисленные для WPS в ИСО 15609 — 5 вместе с описанием характеристик, приведенных в разделе 7.
Если не обнаружено недопустимых результатов испытаний, WPQR, описывающий результаты испытаний, считается положительным и должен быть подписан и датирован экспертом или экспертным органом.
WPQR должен иметь вид, облегчающий восприятие данных.
Сведения о соответствии ссылочных международных стандартов
ссылочным европейским стандартам
Представленные ниже документы являются необходимыми для применения настоящего стандарта. При датированных ссылках действует только издание, на которое ссылаются. При недатированных ссылках действует актуальное издание упомянутого документа (включая все изменения).
| Публикация | Год | Название | ЕН | Год |
ИСО 14732 | 1998 | Персонал, выполняющий сварку. | ЕН 1418 | 1997 |
 Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов
Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материаловСведения о соответствии ссылочных международных стандартов
ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
| Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 669:2000 | — | * |
ИСО 10447 | — | * |
ИСО 14270 | — | * |
ИСО 14271 | — | * |
ИСО 14272 | — | * |
ИСО 14273 | — | * |
ИСО 14732 | MOD | ГОСТ Р 53526 — 2009 «Персонал, выполняющий сварку. |
ИСО 15607 | IDT | ГОСТ Р ИСО 15607 — 2009 «Технические требования и аттестация процедур сварки металлических материалов. Общие правила» |
ИСО 15609 — 5 | — | * |
ИСО 17653 | — | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
 Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов»
Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов»
ИСО 4063 Сварка и родственные процессы. Перечень и условное обозначение процессов (ISO 4063:1998).
Ключевые слова: технические требования, аттестация, процедура сварки, контактная точечная сварка, контактная шовная сварка, контактная рельефная сварка, контрольное сварное соединение
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
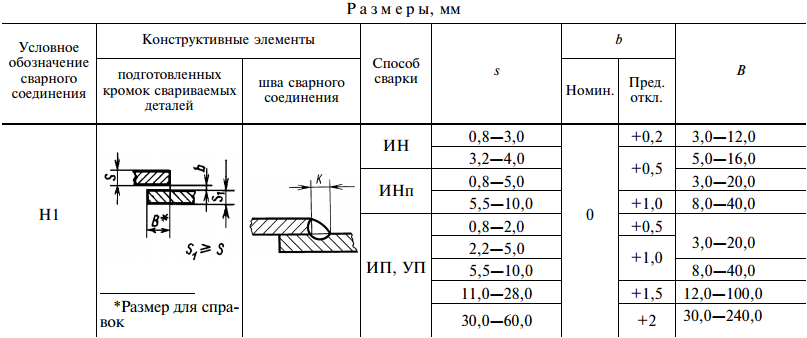
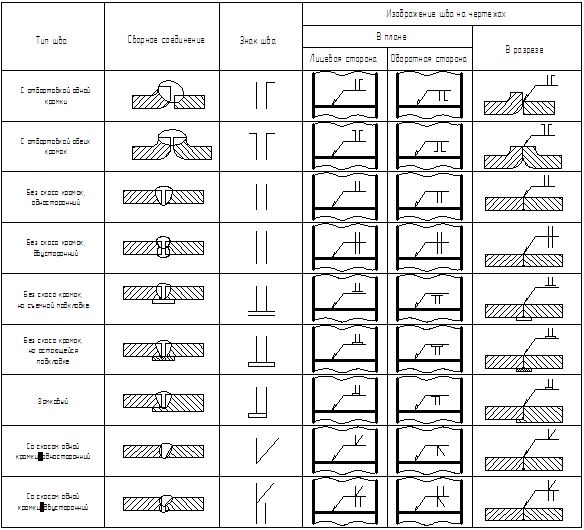
Конструктивные элементы
Обозначение сварного контактного соединения на чертежах.
Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.


Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
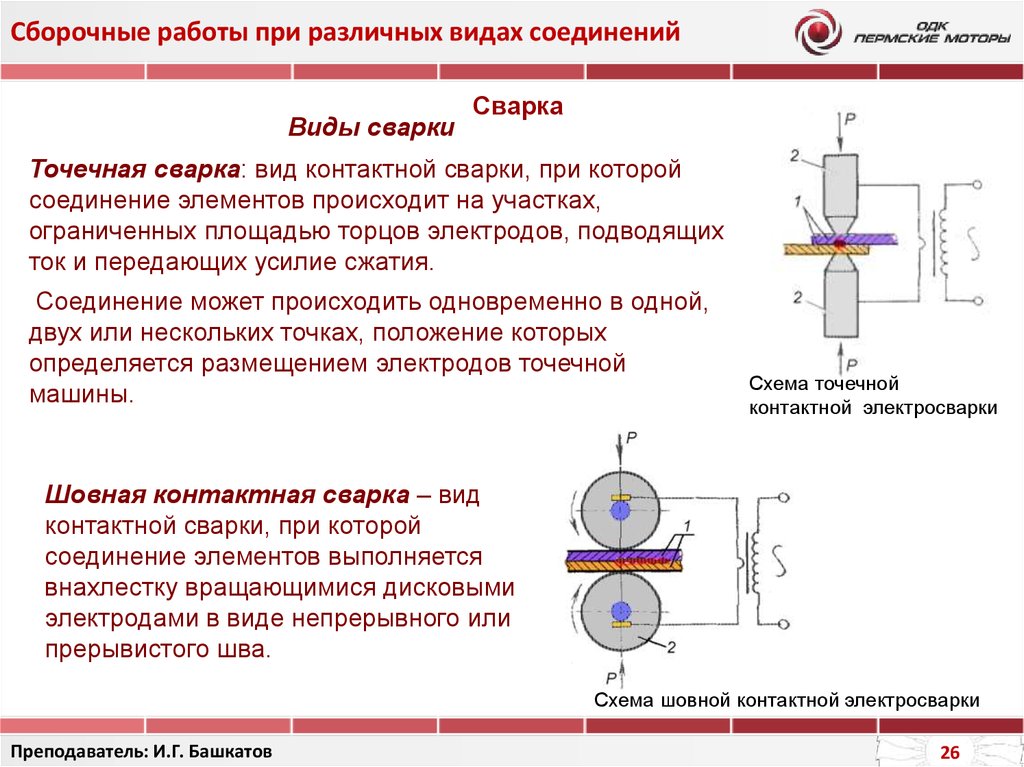
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет.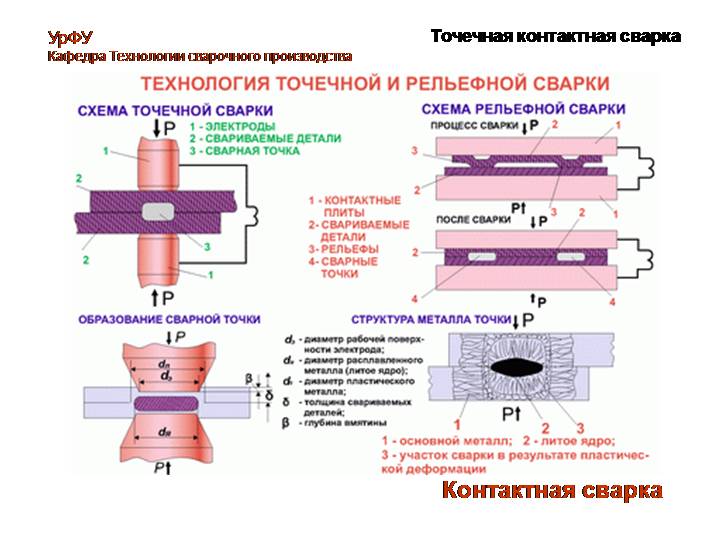 Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная
Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации.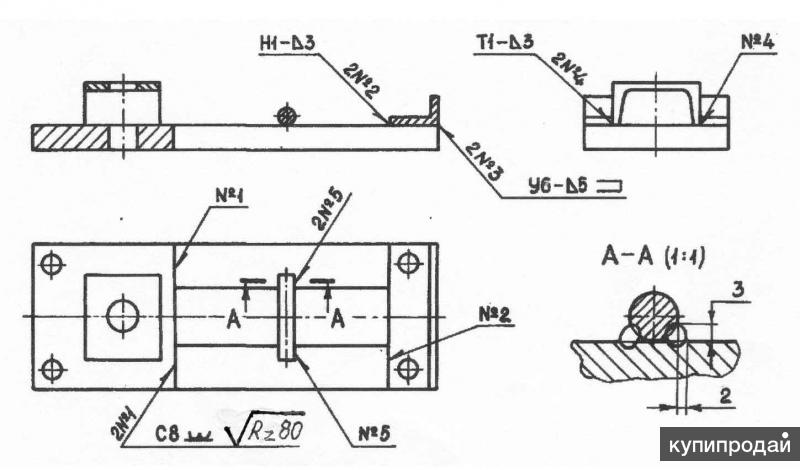 Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
 Требуется предварительная обработка соединяемых деталей.
Требуется предварительная обработка соединяемых деталей.Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
Схематическое изображение конденсаторной сварки.
Как действует технология
Метод основывается на прочном скреплении деталей 2 проводниками, на которые подается электрический импульс. Такой процесс способствует созданию дуги, расплавляющей металл. После импульса наблюдается сжатие объектов под нагрузкой.
Процесс сварки протекает так:
- конденсаторы накапливают нужное количество энергии, подаваемой через первичную цепь;
- электрод контактирует с металлом, передавая ему поток частиц, способствующих нагреванию и расплавлению;
- импульс подается повторно, формируется следующая точка соединения.
Технология конденсаторной сварки.
Метод эффективен при работе с элементами толщиной не более 1,5 мм.
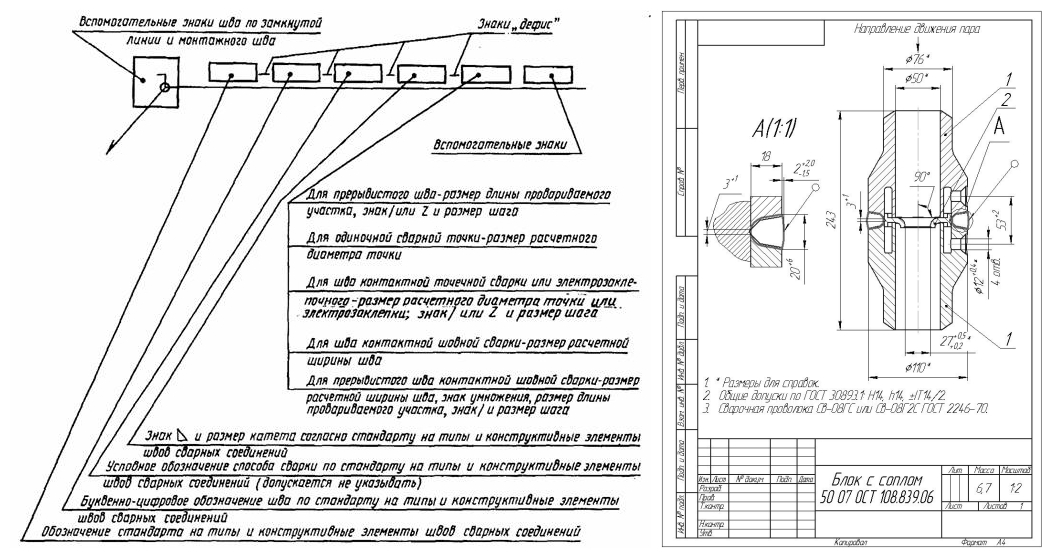
Конструкция блока
За фиксацию и перемещение стержней отвечает контактный узел. Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Конструкция простого блока подразумевает крепление ручного образца. Более сложные варианты фиксируют нижний, оставляют подвижным верхний стержень. Готовая конструкция напоминает тиски. Здесь фиксируют короткий тонкий прут из меди. Он должен свободно перемещаться в вертикальной плоскости. Поэтому в верхней части устанавливают винтовой регулятор, меняющий давление.
Подвижную площадку и основание энергоблока изолируют друг от друга. Для удобства работы аппарат снабжают фонарем.
Особенности точечного метода
При использовании этого способа сварочный процесс включает в себя следующие этапы:
- Подготовку деталей. Поверхности очищают от пыли, ржавчины, масел.
- Сопоставление элементов. Детали устанавливают между контактами, фиксируют ими же.
- Запуск аппарата с помощью клавиши. Формируют первую сварную точку. Завершают работу, отводя электроды.
- Установку стержня, подачу электрического импульса, соединение деталей в следующей точке. Работу продолжают до получения нужного результата.
 Работу продолжают до получения нужного результата.
Работу продолжают до получения нужного результата.Точечная сварка – это высокотехнологический метод заваривания деталей.
Самодельные аппараты и схемы
Сделанные своими руками устройства часто применяются в домашних мастерских. Для проведения работ достаточно помещения минимальной площади.
Рекомендуем к прочтению Технология соединения с помощью ванной сварки
Для сборки приборов применяют 2 вида схем:
- Простую. Аппарат способен соединять элементы толщиной не более 0,5 мм. В других случаях он не справляется с поставленной задачей. Устройство можно собрать в домашней мастерской. Принцип действия основывается на выдаче импульса трансформатором. Один конец обмотки соединяется с электродом, другой – с обрабатываемой заготовкой.
- Сложную. Электрическая цепь включает большое количество функциональных элементов. Для сборки потребуется много времени и материалов. Готовый аппарат позволяет сваривать детали толщиной 1-1,5 мм.
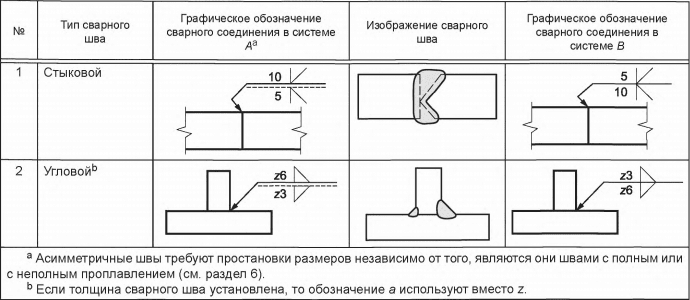
Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |
И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».
Инструкция по проведению конденсаторной сварки
Перед началом работы необходимо изучить основные этапы работы, ознакомиться с техникой безопасности.
Меры предосторожности
При работе с конденсаторным сварочным оборудованием соблюдают следующие правила:
- Не используют незаземленные устройства.
- Перед началом работы проверяют состояние корпуса прибора. Если он поврежден, повышается риск получения электротравмы.
- Работают с устройством можно только сухими руками. На наличие влаги стоит проверить и окружающее мастера пространство.
- Проверяют наличие на сварочном посту кнопки аварийного отключения.
- Перед началом работы встают на диэлектрический коврик, надевают специальный костюм. Варить в одежде из синтетических тканей запрещено.
- При смене стержня или установке деталей используют очки и рукавицы, защищающие от теплового воздействия.
- Рабочую зону огораживают экраном. Это предотвращает возникновение пожара при образовании отскакивающих искр и брызг.
- Сварочный аппарат не устанавливают возле легковоспламеняющихся жидкостей и материалов.
- При работе в закрытых помещениях обеспечивают постоянное проветривание.
- При появлении каких-либо проблем сварку приостанавливают, оборудование отключают от сети.

Рекомендуем к прочтению Информация о сварке с помощью трения
Конденсаторная сварка – это быстрый способ качественно соединить две металлические детали.
На общем примере
Алгоритм действий при конденсаторной сварке включает в себя следующие этапы:
- Подготовку соединяемых деталей. Удаляют следы коррозии и пыль, обезжиривают поверхности.
- Сопоставление заготовок. Элементы прочно фиксируют в выбранном положении.
- Размещение деталей между стержнями.
- Подведение контактов.
- Запуск сварочной установки, подачу кратковременного импульса нужной мощности.
- Возврат электродов в исходное положение.
- Извлечение деталей, оценку качества сварного соединения.
При необходимости в процессе сварки положение элементов меняют, продолжают работу тем же способом.
Работа со шпильками
Привариваемый элемент устанавливают между стержнями. Подносят шпильку к основной детали, настраивают аппарат. После подачи импульса ножка крепежного элемента расплавляется вместе с поверхностью основания. После остывания металла получается долговечный шов.
Приварка шпилек считается в сварочном деле одним из самых трудоемких и сложных процессов.
Приварка гаек
Для присоединения крепежа к листовому металлу подают мощный импульс длительностью до 5 миллисекунд. Нижняя часть гайки плавится вместе с основанием. Крепеж вдавливают в расплав сварочным пистолетом. Получается прочное соединение. Метод подходит для приваривания крепежа к листам толщиной более 5 мм.
Национальный орган по стандартизации и метрологии
Информационные страницыНовостиКаталог Стандарта
Главная/ Каталог стандартов
| КОДЫ И НАИМЕНОВАНИЯ ОБЛАСТЕЙ ДЕЯТЕЛЬНОСТИ ПО СТАНДАРТИЗАЦИИ ПО КЛАССИФИКАТОРУ СТАНДАРТОВ РА | Искать в Каталоге эталонов |
Результат поиска — 13
| Справочный номер нормативного документа | Название нормативного документа | Статус нормативного документа | Разработчик нормативного документа и его адрес | Доступные языки | Цена в драмах РА (AMD) (включая НДС) | Добавить в корзину |
ГОСТ 31. 211.41-93 211.41-93 | Элементы и монтажные узлы сборно-разборных приспособлений для сборки и сварки. Основные конструктивные элементы и параметры. Нормы точности | Активный | Госстандарт России — | Русский | 7600 | |
| ГОСТ 31.211.42-93 | Элементы и монтажные узлы сборно-разборных приспособлений для сборки и сварки. Технические требования. Правила приема. Методы контроля. Маркировка, упаковка, транспортирование и хранение Маркировка, упаковка, транспортирование и хранение | Активный | | Русский | 2400 | |
| ГОСТ 19140-94 | Токарные станки двухстоечные горизонтальные сварочные. Типы, основные параметры и размеры | Активный | | Русский | 1200 | |
| ГОСТ 19141-94 | Вертикальные сварочные аппараты. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 1200 | |
| ГОСТ 19143-94 | Универсальные сварочные токари. Типы, основные параметры и размеры | Активный | | Русский | 1600 | |
| ГОСТ 21694-94 | Сварочное механическое оборудование. Общие характеристики Общие характеристики | Активный | | Русский | 4800 | |
| ГОСТ 23556-95 | Стойки для сварочных автоматов. Типы, основные параметры и размеры | Активный | | Русский | 1600 | |
| ГОСТ 28920-95 | Токарные станки для роликовой сварки. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 1200 | |
| ГОСТ 30220-95 | Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 800 | |
| ГОСТ 30275-96 | Манипуляторы для контактной точечной сварки. Общие характеристики | Активный | | Русский | 2400 | |
| ГОСТ 30295-96 | Сварочные позиционеры. Типы, основные параметры и размеры Типы, основные параметры и размеры | Активный | | Русский | 2400 | |
| ГОСТ 31596-2012 | Газонепроницаемость оборудования и аппаратов для газовой сварки, резки и родственных им процессов. Допустимые нормы внешней утечки газа и методы измерения | Активный | | Русский | 2000 | |
| ГОСТ Р МЭК 60974-1-2012 | Оборудование для дуговой сварки. Часть 1. Источники сварочного тока Часть 1. Источники сварочного тока | Активный | | Русский | 33600 | |
GOST 8696 1974 Электрическая сварка сварка.
EN 10220:2002 «Трубы стальные бесшовные и сварные. Общие таблицы размеров и масс на единицу длины»
ISO 4200:1989 «Трубы стальные с гладкими концами, сварные и бесшовные»
CSN 42 5738:1979 «Спираль сварные стальные трубы»
DIN 2458:1981 «Сварные стальные трубы»
EN 10219-2:1997 «Холодногнутые сварные конструкционные полые профили из нелегированных и мелкозернистых сталей»
API Spec 5L:2004 « Спецификация для линейной трубы»
ГОСТ 8696:1974 «Трубы стальные электросварные со спиральным швом»
ПН 79/Н-74244:1979 «Трубы стальные сварные для транспорта сред» Технический регламент поставки
DIN 1615:1984 «Трубы сварные круглые из нелегированных сталей без особых требований к качеству»
DIN 1626:1984 «Трубы сварные круглые из нелегированных сталей с особыми требованиями к качеству»
CSN EN 10208- 1:2000 «Стальные трубы для трубопроводов горючих жидкостей» — часть 1: Требования по классу А
ЧСН EN 10208-2:1999 «Стальные трубы для трубопроводов горючих жидкостей» — часть 2. Требования по классу В
Требования по классу В
DIN 17120:1984 «Трубы сварные круглые из нелегированных сталей для стальных конструкций»
DIN 17172:1978 «Стальные трубы для трубопроводов для транспортировки горючих жидкостей и газов»
DIN 1628:1984 «Сварные круглые трубы из нелегированных сталей с очень высокими требованиями к качеству»
CSN EN 10217-1:2003 /А1:2005 «Трубы стальные сварные напорного назначения»
CSN EN 10217-5:2005/A1:2005 «Трубы из нелегированной и легированной стали, сваренные под флюсом, с заданными свойствами при повышенных температурах» легированные и мелкозернистые стали»
API Spec 5L:2004 «Технические условия на линейные трубы»
ГОСТ 8696:1974 «Трубы стальные электросварные со спиральным швом»
PN 79/H-74244:1979 «Сталь сварная трубы для транспортировки сред»
Информация о производстве:
| Имя | Стальные трубы SSAW/спирально-сварные |
2. Стандарт Стандарт | API5L, ASTMA252, ASTMA139, ASMEB36.10, AWWAC200, EN10217, EN10219, EN10224, EN10025; СИ/Т5037,СИ/Т5040,ГБ/Т9711.1/9711.2,АПИ 5Л, ГБ/Т3091 Антикоррозионное покрытие: AWWAC205, AWWAC210, AWWAC222, AWWAC214 |
| 3. Внешний диаметр | 219–3048 мм |
| 4. Толщина стенки | 5–30 мм |
| 5. Длина | 6 м, 12 м или по требованию заказчика |
| 6.Упаковка | оптом |
| 7. Срок оплаты | Т/Т, аккредитив по предъявлении |
| 8. Срок поставки | в течение 20-40 дней после получения депозита или безотзывного аккредитива по предъявлении |
| 9. Состояние поставки | Скошенный или ровный конец с лаковым/2PP/2PE/3PE/3PP антикоррозионным покрытием согласно подтверждению клиентов; С защитными колпачками или без них по Требования заказчика; с внутренним покрытием FBE для водопроводных стальных труб. |
| 10.Материал | А53 (А, Б), К235Б, К345Б, 16Мн, 20#, С235ДЖР, С355ДЖР; АСТМА252 Гр.2, Гр.3; ST37,ST42,ST52;Gr.B,X42,X46,X52,X56,X60,X65,X70 и т.д. |
| 11.Использование | для трубопровода нефти / природного газа, для транспортировки воды, дренажа, угольного газа, минерального шлама и других жидкостей низкого среднего давления. Также для химической промышленности, строительных конструкций, теплоснабжения и проектов по забивке свай. |
| 12. Экспорт в | Канада, США, Аргентина, Перу, Чили, Колумбия, Бразилия, Венесуэла, Малайзия, Сингапур, Чехия, Австралия, Мьянма, Кения, Южная Африка, Испания, Италия, Франция, Англия, Нидерланды, Бельгия и т. д. |
| 13. Сертификаты | API 5 л; ИСО9001:2008;ИСО14001:2004; OHSAS18001:1999 |
Упаковка и доставка
Детали упаковки
1) В комплекте с лентой;
2) Сначала упаковать в полиэтиленовый пакет, затем раздеть;
Детали упаковки смотрите на фото в описании.