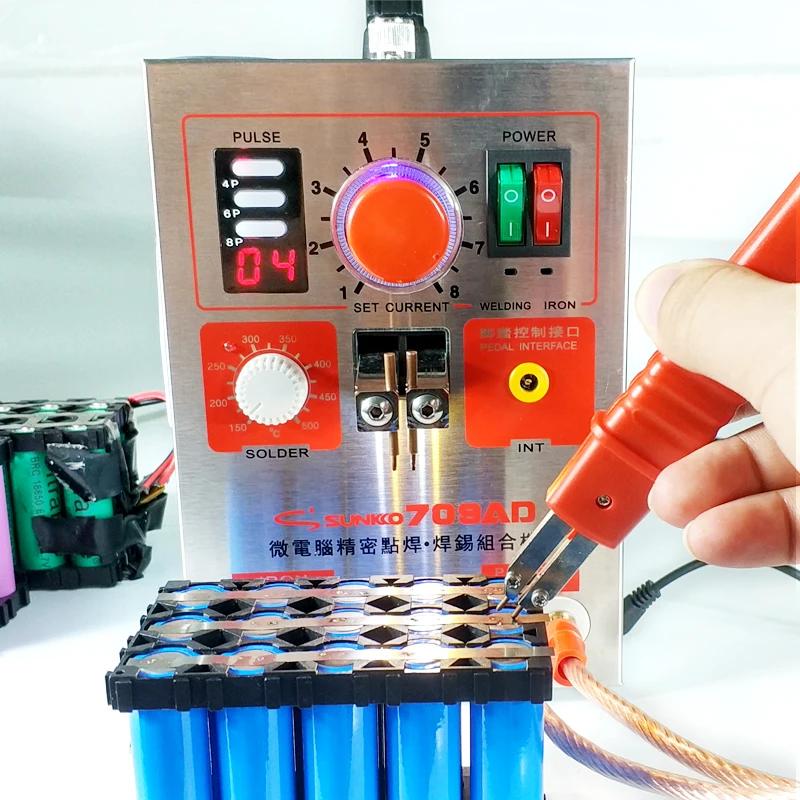
⛽️ Резистивная точечная микросварка — от ПРОАЗС
PRO-AZS — Гипермаркет оборудования.
Резистивная точечная микросварка от Pro-azs
Виды точечной микросварки сопротивлением:
Технология точечной микросварки сопротивлением основана на сопротивлении металлов электрическому току. Прохождение через свариваемые детали электрического тока приводит к нагреву металла и последующей пластической деформации зоны соединения под действием сжимающего усилия медных электродов, что является причиной диффузии материалов. Величина и форма сварного пятна зависят от формы рабочей части электрода.
Резистивная точечная микросварка делится на конденсаторную сварку и на сварку на постоянном или переменном токе.
Принцип конденсаторной сварки состоит в том, что вначале энергия электрического тока поступательно аккумулируется в конденсаторе установки при его зарядке, а после весьма интенсивно разряжается, создавая электрический импульс значительной величины.

- Контактная микросварка на постоянном токе отлично подходит для термокомпрессионной сварки, особенно в случаях сварки обмоточных проводов электромагнита или проволоки с покрытием. Частая сфера применения термокомпрессионной сварки в электронике — это сварка выводов от контактных площадок кристаллов на траверсы внешних выводов корпуса. В качестве выводов часто используют золотую проволоку диаметром 10–50 мкм, а площадки контакта из золота или алюминия толщиной до 1 мкм наносят на поверхность кристаллов. Время, требуемое для образования сварного соединения, составляет 0,7–1,0 с. Для изготовления инструмента используют капилляры из стекла, а также стержни карбидов вольфрама и быстрорежущей стали.
- Контактная сварка на переменном токе является более простой и дешевой, чем на постоянном токе и подходит для точечной или шовной сварки материалов малых толщин, таких как металлические листы, фольга, сетка с минимальной толщиной от 0.
 05мм. При использовании того или иного оборудования микросварки переменного тока максимальные толщины соединяемых материалов могут достигать 1.2мм. Также данная технология позволяет приваривать указанные материалы к металлическим деталям существенно больших толщин. Встроенный трансформатор переменного тока производит достаточную мощность для широкого применения сварки сопротивлением, в то же время обеспечивает высокую точность процесса и качество сварочного соединения.
05мм. При использовании того или иного оборудования микросварки переменного тока максимальные толщины соединяемых материалов могут достигать 1.2мм. Также данная технология позволяет приваривать указанные материалы к металлическим деталям существенно больших толщин. Встроенный трансформатор переменного тока производит достаточную мощность для широкого применения сварки сопротивлением, в то же время обеспечивает высокую точность процесса и качество сварочного соединения.
 05мм. При использовании того или иного оборудования микросварки переменного тока максимальные толщины соединяемых материалов могут достигать 1.2мм. Также данная технология позволяет приваривать указанные материалы к металлическим деталям существенно больших толщин. Встроенный трансформатор переменного тока производит достаточную мощность для широкого применения сварки сопротивлением, в то же время обеспечивает высокую точность процесса и качество сварочного соединения.
05мм. При использовании того или иного оборудования микросварки переменного тока максимальные толщины соединяемых материалов могут достигать 1.2мм. Также данная технология позволяет приваривать указанные материалы к металлическим деталям существенно больших толщин. Встроенный трансформатор переменного тока производит достаточную мощность для широкого применения сварки сопротивлением, в то же время обеспечивает высокую точность процесса и качество сварочного соединения.Точечная микросварка своими руками — Строительство домов и бань
Самодельная мини сварка в домашних условиях
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами).
Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
 youtube.com/embed/lTyHXuL-6-Q?feature=oembed&wmode=opaque»/>
youtube.com/embed/lTyHXuL-6-Q?feature=oembed&wmode=opaque»/>
Точечно-искровой сварочный аппарат для ювелирных работ своими руками
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Рис.1
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 — датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 — датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис. 2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
Рис.2
Рис.3
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
Рис.4
Рис.5
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
Рис.6
Рис.7
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
Рис.8
Рис.9
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке «родного» транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке «родного» транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл «доработку» — вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Андрей Гольцов, r9o-11, г. Искитим, февраль-март 2015
Контактная точечная сварка своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.

Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на
220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Сообщества › Сделай Сам › Блог › Аппарат точечной сварки своими руками
Многие просили меня поделиться информацией по этому полезному устройству. С удовольствием делюсь.
Хотел бы предупредить, что любые действия, которые вы делаете, при сборке данного устройства, Вы делаете на свой страх и риск. Автор не несет ответственно за любые действия или последствия сборки и использования данного устройства. Помните, что высокое напряжение опасно для вашего здоровья. Обеспечьте максимальную безопасность при сборке и эксплуатации этого устройства.
Продолжим.
Сразу скажу, что мой вариант сделан на скорую руку и очень топорно. Я и сам пока не определился, как же мне окончательно облагородить. Но это вполне рабочий вариант, с помощью которого я уже собрал 5 АКБ.
Вот результат работы данным устройством www. drive2.ru/c/2337026/.
drive2.ru/c/2337026/.
Для его изготовления понадобится:
1. Трансформатор от микроволновки мощностью 700 Вт минимум. Лучше от 1000 Вт микроволновки.
2. Провод сечением не менее 25 мм2. Я взял 32 мм2. — 1 метр. Вообще, чем короче по длине получится провод, тем меньше потерь будет.
3. Клеммники — 2 шт. Это по желанию. Можно и без них, если хорошо облудить концевики.
4. Кнопка. Рекомендую от той же микроволновки. Она выдерживает нагрузки и не горит.
5. Клеммники для питающего провода, чтобы аккуратно прицепиться к первичной обмотке.
6. Жала от 100 Вт. паяльника медные — 2 шт. для сварочных контактов.
Из инструмента:
1. Ножовка, стамеска для опиливания или вырубания вторичной обмотки.
2. Паяльник 100 Вт, чтобы пропаять концы или припой и газовая горелка, для тех же целей.
Первым этапом нужно избавиться от вторичной обмотки. Ее отпиливаем и выбиваем. Можно конечно распилить по линии сварки корпус трансформатора, вынуть целиком вторичку и потом склеить эпоксидкой корпус, но после этого, говорят, корпус будет издавать треск.
Напомню, в стандартном трансформаторе от микроволновки первичная обмотка идет внизу, а вторичная вверху. Между ними есть шунты. Их нужно оставить.
При демонтаже вторичной обмотки не повредите первичную.
Теперь просовываем наш толстый провод на место вторичной обмотки, чтобы получилось 1-2 витка. Больше и не нужно. Т.к. чем больше витков, тем больше напряжение. А повышать его смысла нету.
После этого выравниваем концы отходящие от трансформатора нашей новой вторичной обмотки. Важно, чтобы они были одинаковой длины.
Лудим, пропаиваем концы провода и одеваем клеммники на концы нашего толстого провода.
Теперь обжимаем клеммники на проводах, которые будут питать первичную обмотку. Т.е. тот провод, который будет вставляться в обычную розетку.
На одном из проводов в разрыв ставите кнопку от микроволновки. Ставить ее лучше в месте, до которого удобно дотянуться.
А дальше уже идет полет фантазии, как сделать контактную группу, которая и будет у нас сваривать.
Я у знакомого взял контактные группы от 200 или 300 А предохранителей. Они медные и медь хорошая. Раздобыть можно в старых электрощитах.
Переделал их под держатели контактных электродов. Получилось не плохо. Контакт получается надежный. Не греется.
Всю конструкцию разместил на доске, толщиной 50. Что под руку подвернулось.
Замеры показали напряжение холостого хода 1,5 В. В режиме короткого замыкания 1,2 кажется.
К сожалению мои токовые клещи рассчитаны на ток до 400А, поэтому использовал расчетную методику.
По расчетам, ток в рабочем режиме должен быть в районе 1000-1200А.
Рекомендации по сварке. Контакты нужно прижимать плотно, чтобы не было зазора между привариваемой пластиной и корпусом батареи. В противном случае, пластину может прожечь, а также корпус батареи. Сильно давить тоже не стоит, т.к. тогда будет просто нагрев.
Контакты специально сведены к центру, чтобы расстояние между точками сварки было не больше 5 мм. На картинке они закорочены, т. к. находятся ниже высоты стандартной батареи 18650.
к. находятся ниже высоты стандартной батареи 18650.
Также в архиве привожу дополнительные материалы, которые собрал в сети по этой теме. Пользуйтесь. Мне не жалко. cloud.mail.ru/public/Q5mM/rDJRumHLG
Если моя запись была Вам полезна, то нажмите Нравится.
Спасибо.
Точечная сварка/споттер своими руками из микроволновки.
Точечная сварка довольно востребована в промышленности. Она позволяет быстро и сильно нагреть локальный участок металла. С ее помощью можно сварить отдельные металлические прутки в сетке или два листа металла. Также она пригодится, чтобы открутить заржавевшие гайки и болты, нужно будет только их нагреть с помощью данного аппарата.
Принцип действия точечной сварки довольно простой. Свариваемые детали помещаются между двумя электродами, которые оказывают сжимающие усилие и через них протекает высокий ток, от 500А и выше. В результате происходит, нагрев металла до температуры, когда он становится пластичным и таким образом образуется неразъемное соединение после остывания свариваемых заготовок.
В промышленности применяются довольно серьёзные аппараты точечной сварки, которые имеют водяное охлаждение рабочих электродов и пневматические зажимы. Такие аппараты позволяют сваривать большое количество точек за довольно короткое время. Но для домашнего использования достаточно аппарата попроще.
Точечная сварки и безопасность.Такой вид сварки довольно безопасен несмотря на то, что для нагрева метала используются высокие токи. Но кроме большой силы тока на электродах создается напряжение всего в 1-3 вольта. Вспомним закон Ома для участка цепи.
Подставив в формулу напряжение 2 В и сопротивление 1000 ОМ (сопротивление человека), получим силу тока, который пройдет через человека — 0,002А. Безопасным считается ток до 0.1А и напряжение до 42В.
Сборка точечной сварки своими руками из микроволновой печи.Для того, чтобы сделать сварочный аппарат точечной сварки, нам понадобится трансформатор. Его возьмём из старой неработающей микроволновой печи. Главное, чтобы в ней был рабочий трансформатор. Даже не обязательно весь трансформатор, а только его половина. Нам понадобится только его рабочая первичная обмотка. Вторичная обмотка не нужна и ее придется удалить из трансформатора.
Главное, чтобы в ней был рабочий трансформатор. Даже не обязательно весь трансформатор, а только его половина. Нам понадобится только его рабочая первичная обмотка. Вторичная обмотка не нужна и ее придется удалить из трансформатора.
Важно! Ни в коем случае не включайте в таком виде трансформатор в сеть! Этот трансформатор повышающий и создает на вторичной обмотке очень высокое напряжение, около 2000 вольт.
Отличить вторичную обмотку трансформатора от первичной очень легко. Первичная обмотка намотана из проволоки большего сечения, чем вторичная и на первичной обмотке меньше количество витков проволоки.
Удаляем вторичную обмотку трансформатора. Это можно сделать разными способами. Её можно отрезать болгаркой или ножовкой по металлу. Та как медная проволока довольно мягкая, то ее можно срубить зубилом или стамеской. При удалении вторичной обмотки очень важно не зацепить первичную обмотку. Если вы повредите ее, то трансформатор придется выкинуть или сдать на металлолом.
После того как удалили выступающие части вторичной обмотки, необходимо выбить остатки обмотки из середины трансформатора.
Если обмотка не выбивается, то высверлите ее с помощью электродрели, а затем удалите остатки.
После удаления обмоток нужно удалить шунты. Они представляют собой набор металлических пластинок, обмотанный в бумагу. На фото ниже они обведены красным цветом.
Задача шунтов — замкнуть первичную обмотку по магнитному потоку и уменьшить поток через вторичную обмотку. Говоря простым языком, шунты уменьшают силу тока на вторичной обмотке, а следовательно, уменьшают мощность нашего сварочного аппарата. Поэтому их обязательно нужно удалить.
Теперь самое время заняться кабелем. Провод обязательно должен быть с медными жилами. Длина провода примерно 1.5м. Для сварочного аппарата лучше всего подойдет провод сечением 50мм 2 это примерно 8 мм в диаметре без изоляции. В процессе работы сварочного аппарата данный провод будет нагреваться от проходящего по нему тока. И чем меньше провод по сечению, тем быстрее он будет греться. Поэтому желательно провод использовать как можно большего сечения.
Если провод тяжело накручивается на трансформатор, то можно снять с него изоляцию, обмотать его хлопчатобумажной изолентой и сверху одеть термоусадочную трубку. Таким образом кабель с новой изоляцией станет немного меньше по диаметру. Изолента обязательно должна быть хлопчатобумажная. Она при нагреве не плавиться в отличие от обычной изоленты.
Таким же способом можно сделать провод необходимого диаметра из нескольких проводом меньшего сечения, предварительно сняв с них изоляцию и скрутив их в одну жилу.
Осталось надеть на провод специальные обжимные наконечники. Обжать их можно просто расплющив молотком или в тисках.
Теперь наматываем провод на трансформатор. Необходимо сделать два полных витка как показано на фото ниже.
Можно приступить к испытанию трансформатора.
Силовая часть точечного сварочного аппарата готова. Осталось сделать контактные клещи с медными электродами. Они могут быть самой различной конструкции. Сделать их можно на свое усмотрение из различных материалов. Ниже смотрите варианты изготовления контактных клещей аппарата точечной сварки.
Ниже смотрите варианты изготовления контактных клещей аппарата точечной сварки.
Смотрите видео: точечная сварка своими руками.
Как своими руками собрать самодельную точечную сварку — инструкция
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.

При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.

Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Точечная микросварка
Разновидностью контактной сварки является точечная микросварка, которая предназначена для соединения разрядом конденсаторов навесных электрорадиоэлементов с токоведущими дорожками печатных плат. Для сварки служит машина (рис. 3.40), представляющая собой комплекс, состоящий из монтажного стола, сварочной голов-ки, сварочного трансформатора, предметного столика, источника питания и микроскопа МБС-10.
Сварочная головка снабжена гибким педальным приводом и представляет собой механизм для опускания и прижима к свариваемому изделию двух электродов с раздельным приложением усилия и регулируемым параллельным зазором между ними.
Свариваемые детали размещают на предметном столике, который имеет только верти-кальное перемещение горизонтальной рабочей площадки.
Источник питания типа И153 или И153. 01 соединен проводами со сварочным
01 соединен проводами со сварочным
Рис. 3.40. Машина для контактной точечной микросварки: 1 — стол; 2 — контакты; 3 ~ источник питания; 4 — педаль
трансформатором и микропереключателем, установленным в сварочной головке, и обеспечивает:
1) зарядку рабочих конденсаторов до определенного уровня напряжения, определяемого технологией сварки;
2) поддержание этого напряжения с заданной точностью на заданном уровне;
3) разряд рабочих конденсаторов на сварочный трансформатор.
Стыковая сварка
Стыковоя сварка — способ, которым детали соединяются (свариваются) по всей плоскости их касания под воздействием нагрева и сжимающего усилия. Детали одинакового или близкого по размерам сечения закрепляют в электродах-губках машины, к которым подводят ток (рис. 3.41). При нагреве и пластической деформации металла в зоне стыка часть элементарных частиц — зерен металла разрушается с одновременным образованием новых(общих для обеих дета-лей) зерен.
Для сварки используется теплота, выделяемая в контакте между торцами соединяемых деталей (за счет контактного сопротивления) и в самих деталях. При стыковой сварке переходные сопротивления губка — деталь весьма малы и практически не оказывают влияния на общее количество выделяемой теплоты. Различают стыковую сварку сопротивлением и оплавлением.
Сварка сопротивлением— способ стыковой сварки, при котором ток включается после сжатая деталей 3 усилием, передаваемым губками 1,2 машины (рис. 3.41, а). В начале процесса детали контактируют только отдельными выступами, что и создает контактное
Рис. 3.41. Схема процесса стыковой сварки сопротивлением(а, 6)
сопротивление. После включения тока благодаря его высокой плотности на выступах металл зоны контакта деталей интенсивно нагревается, и под действием усилия выступы сминаются.
При стыковой сварке важной характеристикой процесса является «вылет» деталей из губок — установочная длина /, и /2 (см. рис. 3.41, а). В связи с тем, что губки интенсивно отводят теплоту, температура в зоне стыка деталей, а следовательно, и качество сварки существенно зависят от установочной длины. При стыковой сварке сопротивлением для сжатия деталей используют постоянное или резко возрастающее к концу нагрева усилие, которое снимают после выключения тока.
Сварка оплавлением — способ стыковой сварки, при котором тор-цы соединяемых деталей нагревают током до расплавления металла при их сближении под действием небольшого усилия и затем быстро сжимают осадкой.
Таким образом, при сближении деталей непрерывно возникают и разрушаются контакты-перемычки с выбросом частиц и паров металла и образованием на торцах равномерного расплавленного слоя металла(рис.3.42,а).При этом процессе, называемом оплавлением, уменьшается установочная длина деталей.
При сварке оплавлением контактное сопротивление к концу процесса оплавления уменьшается вследствие увеличения числа перемычек, а собственное сопротивление деталей повышается с нагревом металла, поэтому общее сопротивление металла между губками изменяется незначительно. Во время оплавления контактное
Во время оплавления контактное
Рис. 3.42. Схема процесса (а, б) стыковой сварки оплавлением рельсов
сопротивление значительно больше сопротивления деталей, поэтому нагрев в основном идет за счет теплоты, выделяющейся в металле торцов деталей. Удаленные от торцов слои металла нагреваются вследствие теплопроводности от оплавляемых поверхностей. После определенного укорочения деталей оплавлением их быстро сжимают нарастающим усилием -осадкой.
При осадке расплавленный и перегретый металл с оксидами выдавливается из стыка деталей, образуя сварное соединение, а металл около стыковой зоны деформируется с характерным искривлением волокон, образуя усиление и грат в виде окисленного и перегоревшего металла (рис. 3.42, б). В процессе оплавления и осадки существенно уменьшается установочная длина на величину припуска на сварку Дсв.
При соединении деталей больших сечений для снижения электрической и механической мощности оборудования применяют так называемую сварку оплавлением с подогревом, при которой концы деталей вначале нагревают аналогично сварке сопротивлением. Детали при подогреве периодически сжимают небольшим усилием, нагревают током, затем размыкают. После подогрева до определенной температуры торцы оплавляются и детали осаживаются.
Детали при подогреве периодически сжимают небольшим усилием, нагревают током, затем размыкают. После подогрева до определенной температуры торцы оплавляются и детали осаживаются.
3.8. СВАРКА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с У-образной щелью между свариваемыми кромками. К кромкам индуктором (рис. 3.43, а) или с помощью вращающегося контактного ролика (рис. 3.43,6) подводится ток высокой частоты таким образом, чтобы он проходил от одной кромки к другой через место их схождения.
Вследствие поверхностного эффекта и эффекта близости (см. дальше), который по мере сближения кромок усиливается, достигается
Рис. 3.43. Схема высокочастотной сварки труб с индукционным (а) и кон-тактным (б) способами подвода тока:
1 — индуктор; 2 и 3 — контакты; 4 — ферритовый стержень; 5 — сжимающие ролики; 6 — труба; 7 — направляющий ролик
высокая концентрация тока в месте схождения кромок, и они разогреваются. Нагретые кромки обжимаются валками и свариваются.
Нагретые кромки обжимаются валками и свариваются.
Качество сварного соединения и расход элекгроэнергии обусловлены особенностями протекания тока высокой частоты по проводникам.
При протекании тока по проводнику проявляется поверхностный эффект, заключающийся в неравномерном распределении переменного тока по сечению проводника: у наружной поверхности проводника наблюдается наибольшая плотность тока. При высокой частоте ток проходит лишь по тонкому поверхностному слою проводника. Вследствие поверхностного эффекта существенно увеличивается активное сопротивление проводников и выделяющаяся энергия концентрируется в поверхностных слоях нагреваемого изделия.
При протекании переменного тока в системе проводников, рас-положенных таким образом, что каждый из них находится не только в собственном переменном магнитном поле, но и в поле других про-водников, проявляется эффект близости: ток по периметру проводников располагается так, что его плотность в близлежащих точках проводников максимальная, а в наиболее удаленных — минимальная. Чем меньше расстояние между осями проводников и чем больше радиус сечения проводника, тем сильнее проявляется эффект близости.
3.9. ХОЛОДНАЯ СВАРКА
Холодная сварка — способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами свар-ки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка — сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении сва-риваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
Точечная сварка — наиболее простой и распространенный способ холодной сварки. Ее применение рационально для соединения алюминия, алюминия с медью, армирования алюминия медью. Ею можно заменить трудоемкую клепку и контактную точечную сварку.
При холодной точечной сварке (рис. 3.44, а) зачищенные детали 1 устанавливают внахлестку между пуансонами 3, имеющими рабочую часть 2 и опорную поверхность 4. При вдавливании пуансонов сжимающим усилием Р происходит деформация заготовок и формирование сварного соединения. Опорная поверхность пуансонов создает дополнительное напряженное состояние в конечный момент сварки, ограничивает глубину погружения пуансонов в металл и уменьшает коробление изделия.
Прочность точек может быть повышена на 10-20 % при сварке по схеме (рис. 3.45, а).
Свариваемые детали 1 предварительно сжимаются прижимами 2 или одновременно с вдавливанием пуансона 3. Наличие зоны обжа-тия вокруг вдавливаемого пуансона уменьшает коробление детали, повышает напряженное состояние в зоне сварки, что приводит к периферийному провару за площадью отпечатка пуансона. Но при этом возникают технические затруднения, связанные с созданием двух высоких давлений на малой поверхности и устранением затекания
Рис. 3.44. Схема холодной точечной сварки (а), геометрия сварного соеди-нения (б) и формы пуансонов (в)
Рис. 3.45. Схема (а) и приспособление (б) для холодной точечной сварки с предварительным обжатием металла между пуансоном и прижимом. Этот способ позволяет сваривать малопластичные материалы.
Ввиду простоты способа точечной холодной сварки специальные машины для ее выполнения большого развития не получили. Сварку успешно выполняют на самых различных серийных прессах с применением кондукторов, надежно фиксирующих свариваемые заготовки, чтобы исключить их коробление (рис. 3.45, б).
На рис. 3.46 (а) показана установка холодной сварки давлением, разработанная в Институте сварки (Россия). С помощью данной установки успешно соединяют алюминий с медью в электротехнике, энергетике, цветной металлургии; соединяют также медные контакты проводов, изготавливают кольца из меди и алюминия (рис. 3.46, б).
Шовная (роликовая) сварка характеризуется непрерывностью монолитного соединения. По механической схеме эта сварка аналогична холодной сварке прямоугольными пуансонами (рис. 3.47).
Рис. 3.46. Установка для холодной сварки (а) и примеры сваренных дета-лей (б)
Рис. 3.47. Схема холодной шовной сварки:
/ — детали; 2 — ролики; 3 — выступы
Собранные заготовки 7 устанавливаются между роликами 2 и сжимаются ими до
полного погружения рабочих выступов 3 в металл. Затем ролики приводятся во вращение. Перемещая изделие и последовательно внедряясь рабочими выступами в металл, они вызывают его интенсивную деформацию, в результате которой образуется непрерывное монолитное соединение — шов.
Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа.
При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы. Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов.
При роликовой сварке металл свободно течет вдоль оси шва, что затрудняет создание достаточного напряженного состояния металла в зоне соединения. Поэтому для достижения провара требуется большая пластическая деформация (на 2-6 %), чем при точечной сварке. Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 508, ширина рабочего выступа (1-1,5)5, высота (0,8-0,9)5, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Для роликовой сварки применяются металлорежущие станки, например фрезерные; при сварке тонких пластичных металлов — ручные настольные станки.
Одна из первых схем холодной стыковой сварки металлов, которая не потеряла практического значения до сих пор, приведена на
Рис. 3.48. Схемы холодной стыковой сварки
рис. 3.48. Эта схема разработана К. К. Хреновым и Г. П. Сахацким. В корпусе 1 имеются гнездо для неподвижного конусного зажима 2 и направляющие для подвижного корпуса 3, в котором также расположен конусный зажим. После предварительной зачистки торцов детали 4 устанавливают в зажимы 2, которые имеют формирующие части с режущими кромками 5 и упором 6. Осадочное усилие прикладывается & ползуну 3, при его перемещении сжимаются торцы деталей и зажимаются с помощью конусов. В процессе осадки углубления 7 заполняются металлом ранее, чем встречаются опорные части 6. Поэтому, когда встречаются опорные части, в зоне сварки создается достаточное напряженное состояние. В стыке происходит провар, а остаток вытекающего металла отрезается кромками 5. В зависимости от расположения режущих кромок соединение может быть с усилением или без усиления.
Схема стыковой сварки, предложенная С. Б. Айбиндером, приведена на рис. 3.48, б.
3.10. СВАРКА ВЗРЫВОМ
Сварка взрывом — сравнительно новый перспективный технологический процесс, позволяющий получать биметаллические заготовки и изделия практически неограниченных размеров из разнообразных металлов и сплавов, в том числе тех, сварка которых другими способами затруднена.
Сварка взрывом — процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества
А б
Рнс. 3.49. Угловая схема сварки взрывом до начала (а) и на стадии взрыва (б)
(ВВ). Принципиальная схема сварки взрывом приведена на рис. 3.49. Неподвижную пластину (основание) 4 и метаемую пластину (обли-цовку) 3 располагают под углом о. — 2-16° на заданном расстоянии й = 2-3 мм от вершины угла. На метаемую пластину укладывают заряд ВВ 2. В вершине угла устанавливают детонатор 1. Сварка производится на опоре 5.
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких граммов до сотен килограммов. Большая часть энергии, выделяющейся при взрыве, излучается в окружающую среду в виде ударных волн, сейсмических возмущений, разлета осколков. Воздушная ударная волна — наиболее опасный поражающий фактор взрыва. Поэтому сварку взрывом производят на полигонах (открытых и подземных), удаленных на значительные расстояния от жилых и промышленных объектов, и во взрывных камерах (см. рис. 3.50).
После инициирования взрыва детонация распространяется по заряду ВВ со скоростью О нескольких тысяч метров в секунду.
Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость ун порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной под углом у, который увеличивается с ростом отношения Ун/П. В месте соударения возникает эффект кумуляции — из зоны соударения выбрасывается с очень высокой скоростью кумулятивная струя, состоящая из металла основания и облицовки. Эта струя обеспечивает очистку свариваемых поверхностей в момент, непосредственно предшествующий их соединению. Со свариваемых поверхностей при обычно применяемых режимах сварки удаляется слой металла суммарной толщиной 1-15 мкм.
Соударение метаемой пластины и основания сопровождается пластической деформацией, вызывающей местный нагрев поверхностных
слоев металла. В результате деформации и нагрева развиваются физический контакт, активация свариваемых поверхностей и образуются соединения.
Исследование пластической деформации в зоне соударения по искажению координатной сетки показало, что прочное соединение образуется только там, где соударение сопровождается взаимным сдвигом поверхностных слоев метаемой пластины и основания. Там же, где взаимный сдвиг отсутствовал, и в частности в зоне инициирования взрыва, прочного соединения не было получено. Очевидно, что «лобовой» удар метаемой пластаны в основание без тангенциальной составляющей скорости и сдвиговой деформации в зоне соединения не приводит к сварке.
Соединяемые поверхности перед сваркой должны быть чистыми (в особенности по органическим загрязнениям), так как ни действие ку~ мулятивной струи, ни вакуумная сдвиговая деформация при соударении полностью не исключают вредного влияния таких загрязнений.
Сварка взрывом дает возможность сваривать практически любые металлы. Однако последующий нагрев сваренных заготовок может вызвать интенсивную диффузию в зоне соединения и образование интерметаллидных фаз. Последнее приводит к снижению прочности соединения, которая при достаточно высоких температурах может
Рис. 3.51. Плакированный взрывом под-пятник пресса
снизиться практически до нуля. Для предотвращения этих явлений сварку взрывом проводят через промежуточные прослойки из металлов, не образующих химических соединений со свариваемыми материалами. Например, при сварке титана со сталью используют в качестве промежуточного материала ниобий, ванадий или тантал.
Сварка взрывом применяется для плакирования стержней и труб, внутренних поверхностей цилиндров и цилиндрических изделий (рис. 3.51). При плакировании стержней трубу 7 (рис. 3.52, а) устанавливают с зазором на стержень 2. Внутреннюю поверхность трубы и наружную поверхность стержня механически обрабатывают и обезжиривают.
На наружную поверхность трубы помещают заряд взрывчатого вещества 3, инициирование которого производят по всему сечению одновременно так, чтобы взрыв распределялся по заряду нормально его оси. Для создания такого фронта используют конус из ВВ с детонатором 4 в его вершине. Для изоляции зазора от продуктов детонации и центрирования трубы относительно стержня в верхней ее части ус-
Рис. 3.52. Схема плакирования взрывом стержня (а) и внутренней поверхности а трубы (6)
танавливается металлический конус 5. В случае плакирования трубных заготовок 6 внутрь их устанавливается стержень 2. Толщина плакирующей трубы может быть от 0,5 до 15 мм, а диаметр теоретически не ограничивается.
При плакировании внутренних поверхностей используется схема, показанная нарис. 3.52, б. Она предусматривает размещение плакируемой трубы 1 в массивной матрице 2. Внутрь трубы 1 с зазором устанавливают плакирующую трубу 3 с зарядом ВВ 4, инициируемого детонатором 5. Для внутреннего плакирования крупногабаритных труб и цилиндрических изделий ответственного назначения применяют вместо массивной матрицы 2 дополнительный заряд, расположенный на наружной поверхности плакируемого цилиндра и взры-ваемый одновременно с внутренним зарядом.
Узнать еще:
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Внешний вид сварочного аппарата показан на 3-й с. вкладки (вверху). Масса силового блока аппарата — около 8 кг, габариты-225х135Х120 мм. Рис.1
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Аппарат работает следующим образом. Рис.2. Кожух силового блока
Рис.3. Конструкция силового блока На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей. Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски. Устройство сварочного пистолета показано на рисунке. Рис.4. Устройство сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсвет-ки с кнопочным выключателем 4 «Подсветка», микропереключатель 6 «Импульс». Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв. Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы. Рис.5. Внешний вид аппарата
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м. Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы). В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое. Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания. Порядок работы с аппаратом. В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки. При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности. В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм. Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см. |
Точечная сварка тонколистовых металлов
В сварке тонких металлов, например при сборке кузовов автомобилей применяется так называемая «точечная сварка», с нахлёстом свариваемых элементов друг на друга.
Свариваемые элементы складывают внахлест и зажимают с усилием меж двух электродов, к которым подводится ток большой силы (вплоть до тысяч ампер), но с крайне низким напряжением в районе нескольких вольт.
Детали в районе соприкосновения с электродами испытывают кратковременный (от сотых до половины секунды), но сильнейший нагрев, с образованием сварочной ванны из расплавленного металла в зоне поджима электродами. Нагрев зачастую сопровождается деформациями свариваемых участков и образованием утолщений по краю контакта с электродами, образуемых в процессе прижима деталей друг к другу и защищающий зону расплавления металла от воздействия кислорода, содержащегося в воздухе. Какие либо защитные газы в обычных условиях сварки черновых и большинства цветных металлов не применяются.
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Нагрев деталей при сварке в большой степени зависит от того, какое сопротивление на данный момент между электродами, при прохождении варочного тока через детали, качества контакта между ними и контакта самих деталей с электродами.
Чем меньше значение сопротивление материала электродов, тем лучше протекает процесс сварки и тем меньше нагрев самих электродов (при нагреве сопротивление металлов увеличивается, тем самым ещё увеличивая и увеличивая скорость нагрева электродов). Стоит отдать предпочтение максимально большому сечению электродов, что так же способствует уменьшению их нагрева. Материалы стоит подбирать тугоплавкие с большой тепло и электропроводностью – в этом медь и её сплавы вне конкуренции.
Рис. 2. Схема точечной сварки
Рис. 3. Стадии цикла и циклограммы точечной сварки: а — без увеличения давления; б — с увеличением давления при проковке; 1 — сжатие деталей; 2 — включение тока; 3 — проковка; 4 — снятие давления с электродов
Перед процессом сварки все детали зачищаются механическим способом – щеткой, пескоструем или кислотосодержащими растворами, следом всё обезжиривается растворителем (спиртосодержащий раствор, ацетон). Это необходимо для обеспечения стабильной повторяемости результата, при сварке, что весьма важно в партиях изделий, где однородность требуется для успешного завершения дальнейших этапов механизированной работы с изделием.
Точечная сварка в зависимости от взаимного положения и площади рабочих электродов может быть двустрононней (когда металл расплавляется с двух сторон по направлению к центру) и односторонеей, как показано на рисунке ниже. При односторонней сварке ток протикает через оба свариваемых листа, но нагрев происходит с одной стороны. За сет тока, нагревающего место наименьшей площади контакта с электродом. Вторая же сторона, соприкасающаяся с специальной медной подкладкой, площадью значительно большей, чем площадь соприкосновения электрода.
Рис. 4. Схема односторонней точечной сварки: 1 — сварочный трансформатор; 2 — электроды; 3 — верхняя заготовка; 4 — нижняя заготовка; 5 — медная подкладка
Обычно принято разделять рабочие режимы сварки на так называемые Мягкие и Жесткие.
Мягкий режим можно охарактеризовать относительно плавным нагревом металла в местах сварки. При этом режиме используется не слишком большой ток, что обеспечивает качественное сваривание сталей, склонных к закалке за время менее трех секунд. Такой режим сварки позволяет сохранить пластичные свойства изделия в местах проварки точками.
Сварка в жестком режиме осуществляется в несколько раз быстрее мягкой, с токами значительно большей силы, при относительно меньшем давлении на электроды. Подобные режимы применяются при сварки цветных металлов: алюминия, сплавов меди и латуни, с тем учетом, что эти металлы обладают значительно большей теплопроводностью и пластичностью, на которую не в состоянии повлиять быстрый ударный нагрев при установке точки, а так же высоколегированных сталей, для предотвращения утери коррозионной стойкости, предотвращая обеднение металла соединениями хрома, с образованием новых соединений карбидов
Точечная сварка получила широкое использование в изготовлении выштампованных конструкций из тонких металлов с толщинами от полумиллиметра с применением ЧПУ роботов с манипуляторами, специально подготовленными для подобных работ.
Для ускорения процесса сварки целесообразно применять многоточечные конструкции, соединяющие одновременно ряд точек, в заранее подготовленных плоскостях.
Для успешного применения точечной сварки используются специально подготовленные сварочные аппараты или источники тока, способные выдерживать подобные нагрузки по Амперажу, а так же зачастую оборудованные настраиваемым таймером, который способствует однородности выходящих изделий, даже при ручном методе сварки.
(рис. 5), так же в процессе работы выполняется сжатие заготовок. В любой машине для сварки точками можно выделить две группы – электрические и механические устройства.
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основная часть промышленной машины для точечной сварки (рис. 3) служит основной корпус (1), на котором крепятся: нижний кронштейн (2) с нижней консолью (3) и электрододержателем (4) с электродом и верхний кронштейн (7). Нижний кронштейн (2) обычно выполняют переставным или плавно регулируемым по высоте, что дает возможность точно регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод (6), обеспечивающий надлежащее усилие сжатия электродов, с которым соединена верхняя консоль (5) и электрододержатель (4). Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура (8). Привод усилия может быть также пневмогидравлическим и гидравлическим. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора (10) с переключателем ступеней (11), контактора (12) и блока управления (9). Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор (12) подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней (5) и нижней (3) консолям с электрододержателями (4). Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Микросварка: Выбирая между YAG:Nd и волоконным лазером
YAG:Nd –пиковая мощность и длительность импульса, идеальные для микросварки
В импульсных твердотельных лазерах на YAG:Nd активной средой является алюмоиттриевый гранат, активированный неодимом. Диаметр активного элемента обычно лежит в диапазоне 3 – 8 мм при длине около 100 мм. Накачка в YAG:Nd для микросварки, как правило, оптическая, при помощи ламп-вспышек. Эти лазеры излучают на длине волны 1064 нм, но при необходимости, частота может быть удвоена (532 нм, зеленый). Оптическая схема таких лазеров достаточно проста – в сердце лежит источник питания который управляет напряжением на лампе, позволяя с высокой точностью управлять длительностью импульса и пиковой мощностью.
Обладая широкими возможностями по управлению импульсом, YAG:Nd лазеры обеспечивают высокую пиковую мощность, позволяя осуществлять сварку большим пятном. Это приводит к упрощению подгонки деталей и процесса наладки. При средней мощности в 25Вт такой лазер способен обеспечить 6 кВт пиковой мощности, достаточной, чтобы сваривать сталь и алюминий пятном с диаметром 0,6 мм.
Импульсные YAG:Nd лазеры существуют уже несколько десятилетий и далеко ушли вперед по объемам интеграций. С позиций сегодняшнего дня они прекрасно подходят для точечной сварки тонких материалов толщинами до 1 мм и шовной сварки устройств чувствительных к нагреву.
Волоконные лазеры – отличные возможности по фокусировке излучения с высоким качеством.
Излучение волоконного лазера обычно формируется в активированном волокне, длина которого обычно составляет 3 – 10 м при диаметре в 10 – 50 мкм. В качестве активатора использован иттербий, обладающий высокой эффективностью преобразования и близкой к YAG:Nd лазерам длиной волны, которая прекрасно подходит под существующие оптические компоненты. Весь процесс формирования лазерного излучения происходит внутри волокна, что снимает необходимость в юстировке резонатора и установке оптики, характерных для импульсных лазеров на YAG:Nd. Высокоэффективный процесс генерации в таких лазерах позволяет использовать воздушное охлаждение и минимизировать габариты системы, упрощая ее дальнейшую интеграцию.
Схема одномодового и многомодового излучения
Уникальными характеристиками волоконного лазера является «фокусируемость» и качество излучения, которые могут быть применены для сварки. Качество излучения волоконных лазеров определяет режим их работы одномодовый (М22=2). Модовый состав определяет, насколько хорошо может быть сфокусировано излучение, а так же распределение энергии в пучке.
На рисунке ниже приведены примеры сварки при помощи одномодового и многомодового излучения нержавеющей стали толщиной 1,5 мм.
Влияние качества излучения на сварку
а) Одномодовое излучение 500 Вт, скорость сварки 7,6 м/мин., диаметр пятна 30 мкм, М2=1,2
b) Многомодовое излучение 700 Вт, скорость сварки 2,5 м/мин., диаметр пятна 150 мкм, М2=15
c) Многомодовое излучение 1000 Вт, скорость сварки 2 м/мин., диаметр пятна 250 мкм, М2=15
Непрерывный волоконный лазер (CW)
Для высокоскоростной сварки используют лазер, работающий в непрерывном режиме, что подразумевает непрерывную подачу излучения от момента включения до выключения. Для точечной сварки, равно как и для шовной, излучение может быть приведено в импульсный режим работы, выражаясь более корректно – модулированно, путем постоянного включения и выключения лазера. Таким образом, пиковая мощность непрерывного лазера совпадает с его номинальной, поэтому при сварке лазером мощностью до 1 кВт диаметр пятна обычно не превышает 100 мкм. В связи с чем их предпочтительно применять для сварки внахлест. Однако эти лазеры позволяют выполнять и стыковые соединения при условии хорошей подгонки свариваемых деталей или использовании сканирующей головки, которая позволяет расширить зону сварки за счет высокоскоростного перемещения луча, так называемого эффекта раскрутки (wobble) , и снизить требования к зазору.
Непрерывное лазерное излучение прекрасно подходит для шовной сварки глубиной до 1,5 мм (для источника мощностью 500 Вт), высокоскоростной шовной сварки однородных и разнородных материалов и точечной сварки с диаметром сварного пятна до 100 мкм.
Квазинепрерывные волоконные лазеры (QCW)
Пиковые мощности и длительности импульсов QCW лазеров схожи с получаемыми у работающих на YAG:Nd, но с меньшим диапазоном. Наряду с CW лазерами, QCW, в зависимости от применения, предлагают варианты с одномодовым и многомодовым излучением и возможностью получения пятна от 5 мкм до 1 мм. Эти лазеры прекрасно подходят для решения большинства задач по микросварке и способны обеспечивать как малые диаметры пятна, так и глубокие проплавы.
Наносекундные волоконные лазеры
Примеры сварки наносекундным волоконным лазером
Наносекундные лазеры не так давно стали применяться в качестве сварочных. По сути, это те же источники, что широко применяются для лазерной маркировки. Они являются экономичным решением, которое в некоторых случаях может быть переориентировано для задач сварки. Наносекундные лазеры обеспечивают многокиловатные импульсы, но их длительность находится в пределах 60 – 250 нс, частота повторения которых составляет 20 – 500 кГц. Эта пиковая мощность позволяет работать почти с любыми металлами, включая сталь, медь и алюминий. Очень малая длительность импульса позволяет с высокой точностью контролировать процесс сварки микродеталей.
Подводя итоги
Среди типов лазеров, предлагаемых для микросварки, стоит учитывать особенности их работы, а также требования конкретной задачи, так:
- импульсные твердотельные лазеры на YAG:Nd – это общепринятое решение для всех типов микросварки;
- непрерывные волоконные лазеры обеспечивают прекрасные скоростные характеристики и глубину проплава, позволяя сваривать проводящие и разнородные материалы;
- квазинепрерывные волоконные лазеры предлагают схожие с YAG:Nd характеристики, дополненные небольшим диаметром пятна и большими возможностями по глубине проплава;
- наносекундные лазеры позволяют с высокой точностью контролировать процесс сварки тонких материалов.
Излучение непрерывных лазеров включается и выключается в зависимости от потребности, однако может быть промодулировано для получения импульсного режима работы. Лазеры на YAG:Nd и волоконные QCW обычно предлагают пиковые мощности 0,2 – 4 кВт при длительностях импульса 0,1 – 10 мс. Наносекундные лазеры работают с мощностями импульсов порядка 10 кВт и длительностью 60 – 200 нс.
Пиковая мощность и длительность импульса
Наибольший интерес представляет сравнение YAG:Nd лазеров и QCW, которые предлагают схожие возможности по сварке – высокая пиковая мощность и возможность точечной и шовной сварки пятном большого диаметра (>200мкм). Импульсные лазеры на YAG:Nd распространены повсеместно и хорошо знакомы большинству пользователей, в то время как недавно появившиеся квазинепрерывные волоконные лазеры прельщают низкой стоимостью владения. С точки зрения возможностей по сварке они они практически идентичны и камнем преткновения становятся стоимость приобретения, владения, а так же возможность обслуживания. QCW лазеры не используют лампы, что снижает эксплуатационные расходы. При этом ламповые лазеры значительно дешевле и, в отличие от волоконных, могут полностью обслуживаться в «полевых» условиях. Решение в выборе одного из них остается за потребителем, предпочитающим высокую стоимость и низкие эксплуатационные расходы или отдающего предпочтение бюджетной системе, которую возможно обслуживать на месте 24/7.
| Сводная таблица по лазерам для микросварки | |||||
| Тип лазера | Типовые мощности | Глубина проплава | Типовой диаметр пятна | Все виды микросварки | Дополнение |
| YAG:Nd | 5 Вт (2,5кВт в импульсе) 25 Вт (6 кВт в импульсе) 150 Вт (7 кВт в импульсе) |
1 мм | 300 мкм | Сварка с глубоким проплавом и с высокой скоростью, проводящие материалы, разнородные материалы | Возможность полного обслуживания на месте установки Необходимость замены ламп Невысокая стоимость |
| CW | от 200 Вт до 1 кВт | 2,5 мм | 70 мкм | Сварка с глубоким проплавом и с высокой скоростью, проводящие материалы, разнородные материалы | Не обслуживается на месте установки Не требует расходных материалов |
| QCW | 150 Вт (1,5 кВт в импульсе) 300 Вт (3 кВт в импульсе) 600 Вт (6 кВт в импульсе) |
1,5 мм | 300 мкм | Микросварка большинства материалов, сварка маленьким пятном | Не обслуживается на месте установки Не требует расходных материалов |
| NS | 50-100 Вт (10 кВт в импульсе) | 0,35 мм | 50 мкм | Материалы толщинами <200 мкм, сварка маленьким пятном, сварка разнородных материалов | Не обслуживается на месте установки Не требует расходных материалов Невысокая стоимость |
Подготовлено по материалам:
GEOFF SHANNON – Choosing between Nd:YAG or fiber lasers for micro welding [ILS]
Управление процессом контактной точечной микросварки циркониевых сплавов
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/47537
| Title: | Управление процессом контактной точечной микросварки циркониевых сплавов |
| Authors: | Акболатов, Елдос Жаннурулы |
| metadata.dc.contributor.advisor: | Киселев, Алексей Сергеевич |
| Keywords: | контактная точечная микросварка; начальные контактные сопротивления; расчет сопротивления; сплав циркония; аустенитная нержавеющая сталь; small scale resistance spot welding; initial contact resistances; resistance calculation; zirconium alloy; austenitic stainless steel |
| Issue Date: | 2018 |
| Citation: | Акболатов Е. Ж. Управление процессом контактной точечной микросварки циркониевых сплавов : магистерская диссертация / Е. Ж. Акболатов ; Национальный исследовательский Томский политехнический университет (ТПУ), Инженерная школа неразрушающего контроля и безопасности (ИШНКБ), Отделение электронной инженерии (ОЭИ) ; науч. рук. А. С. Киселев. — Томск, 2018. |
| Abstract: | При контактной точечной сварке тонкостенных деталей стабильность качества соединений зависит от характера выделения тепла, который определяется особенностями изменением общего сопротивления металла между электродами. В настоящей работе проведены экспериментальные исследования по определению влияния алгоритма изменения тока в сварочной цепи на этапе подогрева, а также усилия сжатия и геометрии рабочей поверхности электродов, на величину общего сопротивления металла между электродами. Для этой цели были использованы тонкостенные детали в одном случае из циркониевого сплава Э110 (толщиной 0,25+0,25 мм), а в другом – из нержавеющей стали 12Х18Н10Т (толщиной 0,3+0,3 мм). Quality of resistance spot welded joints depends on heat generation and, in turn, a current profile, dynamic resistance change and its initial value. In the present work, the impact of electrode force and dome radius of hemispherical electrodes on initial resistance between electrodes was investigated. Two combinations of work-pieces of zirconium alloy thickness of 0.25+0.25 mm and austenitic stainless steel thickness of 0.3+0.3 mm were used. |
| URI: | http://earchive.tpu.ru/handle/11683/47537 |
| Appears in Collections: | Магистерские диссертации |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Laser Microwelding — обзор
2.5 Технология осаждения тонких пленок
В условиях высокого вакуума исходный материал высвобождается в виде частиц атомов, молекул или ионов при нагревании или бомбардировке частицами высокой энергии, а вылетающие частицы осаждаются. на подложке с образованием тонкой пленки. Изменяя морфологию подложки, можно получить наноканалы.
Ilic et al. описал метод изготовления узких, гибких, полимерных трубок, проводящих жидкость, с размерами вплоть до режима 100 нм.Трубки из париленового осаждения из паровой фазы различных размеров были интегрированы в кремниевые подложки, образуя микрофлюидную сеть с помощью метода осаждения тонких пленок. Они продемонстрировали капиллярный поток и электрофоретический привод ионов через полимерные трубки длиной до 5 см [53]. Wong et al. реализованы самоуплотняющиеся жидкостные каналы с круглым поперечным сечением диаметром от 30 до 2000 нм на стеклянной пластине диаметром 200 мм посредством процессов, совместимых с КМОП. Боковые пустоты были сужены и запечатаны с помощью неконформного плазменного химического осаждения из паровой фазы фосфосиликатного стекла вдоль канавок оксида кремния на кремниевых пластинах [54].Мао и др. разработала новую стратегию производства для создания массивно-параллельных регулярных вертикальных наноканальных мембран с равномерным, хорошо контролируемым размером зазора 50 нм и глубиной до 40 мкм, используя только стандартные методы изготовления полупроводников. Они продемонстрировали эффективное разделение в непрерывном потоке больших ДНК и малых молекул в устройстве с двумерной вертикальной наноканальной системой. Эти наноканалы со сверхвысоким соотношением сторон имеют преимущество большого открытого объема, что позволяет использовать приложения с высокой пропускной способностью [55].Jiang et al. представили разработку метода лазерной микросварки для сборки и упаковки микрофлюидных устройств на полимерной основе. Диодный лазер использовался для сварки двух подложек из ПММА вместе на границе раздела с использованием конструкции промежуточного слоя на основе тонких металлических пятен в качестве локализованного поглотителя. Для выполнения лазерной микросварки использовался широкий лазерный луч с цилиндрическим профилем. Метод лазерной микросварки был успешно продемонстрирован в герметичной герметизации микрожидкостного канала [56].Glynn et al. показали, как поры образуются из-за гетерогенного зародышеобразования во время гидролиза, поскольку предшественник образует наножидкость. Используя знания об образовании нестабильности, часто встречающиеся в композитных наножидкостных пленках, и о влиянии образования кластеров на стабильность этих пленок, они показали, как смеси полимер-прекурсор обеспечивают оптимальную однородность и очень низкую шероховатость поверхности в аморфном веществе V 2 O 5 и также орторомбический V 2 O 5 после кристаллизации путем нагревания.Этот метод может быть расширен для улучшения согласованности последовательных или повторяющихся многослойных отложений ряда жидких прекурсоров для функциональных материалов и покрытий [57]. Нам и др. представили новый метод изготовления наноканальной структуры ионного полевого транзистора с размерами менее 10 нм. Самоуплотняющееся и самоограничивающееся осаждение атомного слоя облегчило изготовление наноканалов латерального типа, меньших, чем пределы электронного пучка или оптической литографии [58]. Полная схема интеграции наноканала AAG-IFET на основе процесса SS-ALD показана на рис.4 показывает поперечный разрез сканирующего электронного микроскопа.
Zhou et al. нанесли центрифугирование пленку ПММА толщиной 500 нм на кремниевую подложку и протравили материал ПММА электронными лучами для получения линий шириной и высотой 200 нм [59]. Eijkel et al. изготовили полностью полиимидные наноканалы с высотой 100 нм с помощью центрифугирования и травления жертвенного слоя. Наноканалы охарактеризованы с помощью спонтанного заполнения капилляров водой, этанолом и изопропанолом, а также электроосмотического потока [60].Tas et al. разработал два новых метода изготовления наноканалов с помощью обычной микрообработки. Первый метод был основан на жертвенном травлении нанопроволоки, которая формировалась на боковой стенке ступеньки. Второй метод основан на адгезии покровного слоя к субстрату после удаления разделительной полосы, разделяющей их. Изготовленные наноканалы были локализованы и могут быть подключены к микроканалам и резервуарам [61]. Liang et al. разработали простой и недорогой подход к созданию наноканального устройства со структурой стекло-эпоксидная смола-стекло.Канавки были выгравированы с использованием УФ-лазера на временном алюминиевом слое на стеклянной подложке, а на подложку была нанесена эпоксидная смола, которая полностью залила канавки. Еще одна стеклянная пластина с отверстиями для впуска и выпуска жидкости была прикреплена поверх слоя смолы. Наноканалы были сформированы путем электрохимического травления тонких жертвенных слоев [62]. На рис. 5 представлены СЭМ-снимки поперечного сечения наноканала глубиной 20 нм.
Рис. 5. СЭМ-снимки поперечного сечения наноканала глубиной 20 нм.Средние структуры представляют собой жертвенный слой до травления в (A) и наноканал после травления в (B). Нижние структуры представляли собой подложку из стекла, а верхние структуры представляли собой слои эпоксидной смолы на обоих изображениях [62].
Канно и др. разработал электрохимическое устройство, состоящее из электродных решеток, нанополостей и микролунок для многоэлектрохимического обнаружения с высокой чувствительностью. Электрохимическая система на основе локального окислительно-восстановительного цикла использовалась для мульти-электрохимического обнаружения и усиления сигнала.Электрохимическая система на основе локального окислительно-восстановительного цикла состоит из n 2 датчиков с 2n контактными площадками для внешнего подключения. Нанополости были изготовлены травлением жертвенных слоев Cr, а Ti / Pt напыляли на стеклянную подложку для изготовления нижних кольцевых электродов, соединенных с электродами колонки. Нанополости, созданные в микролунках сенсора, позволяют значительно улучшить усиление сигнала [63].
Метод осаждения тонких пленок позволяет создавать наноканалы размером в десятки нанометров, и этот процесс прост.Однако в этом методе обычно используется высокотемпературный процесс, который увеличивает внутреннее напряжение наноканалов и легко приводит к деформации наноканалов.
Микросварка требует больших усилий
Сказать «да» самым трудным работам, создать культуру производства, которая поощряет сотрудничество и творчество, а также стремление получать работу и выходить за дверь быстро помогли Малкасяну занять место своей компании среди элиты электросварки.
Скотт Малкасян и его компания Micro Arc Welding в Вустере, штат Массачусетс, выполняют сварочные работы, которые очень немногие другие компании обладают навыками или опытом.
Используя микроскоп, сварочную проволоку размером с человеческий волос и силу тока в диапазоне от половины ампер до 10 ампер (плюс-минус, в зависимости от работы), он и его коллеги точно и намеренно наложили сварной шов. который часто бывает такого же размера, как и случайное разбрызгивание сварочного шва.
Дни могут быть долгими, сроки поставки невероятно сжатыми, найти квалифицированную помощь практически невозможно, а изучение всех нюансов как микро-TIG, так и микролазера занимает очень много времени и много практики.
Недавно Сварщик поговорил с Малкасяном о его карьере, бизнесе и интересных моментах микросварки.
TW: Как вы начали заниматься микросваркой?
SM: После окончания средней школы я начал работать в мастерской моего отца в мастерской по изготовлению инструментов и штампов в Вустере, штат Массачусетс, в качестве ученика по изготовлению пресс-форм. Я выполнял простую механическую обработку и выполнял поручения, так я познакомился с Джимми Донованом из Advanced Welding.
Джимми считается прародителем микросварки и был настоящим пионером в этом ремесле.Когда я доставлял компоненты форм в магазин Донована в Род-Айленде, я смотрел на них в полном восторге. Я никогда не был хорошим учеником в учебе, но у меня были хорошие руки. Я видел, как сварку делал Джимми, и помню, как подумал: «Вот что я хочу сделать».
В течение следующего года или около того я довольно хорошо познакомился с Джимми и убедил отца купить старый сварочный аппарат Airco, которым Джимми больше не пользовался. Он не был предназначен для микросварки, но настройки усилителя были достаточно низкими, чтобы процесс работал.
До того, как у меня появился микроскоп, я сваривал деталь, не снимая шлема, а затем проверял свою работу с помощью крошечной серебряной подзорной трубы. В то время мне не удалось найти сварочную проволоку диаметром менее 0,035 дюйма, поэтому я сделал свою собственную. Я безцентрово заточил их до диаметра 0,015 дюйма. Когда я заканчивал работу в мастерской отца, где я работал, я всю ночь сидел и занимался сваркой в микроволновой печи.
TW: Как долго вы в бизнесе?
SM: Я купил свою первую микросварочную машину в 1985 году, и она была такой же, как у Джимми Донована.Он мог свариться до 1/10 от 1 ампер. Я купил старый микроскоп, дооснастил его сварочной линзой и стал штатным сварщиком в компании моего отца, производящей инструменты и штампы. Я продолжал оказывать поддержку компании моего отца в сварке, но слухи о том, что я могу сделать, распространились по всему миру, и вскоре начались работы по микросварке. Я приносил большой доход компании моего отца, и в конце концов она превратилась в бизнес внутри бизнеса.
Малкасян заинтересовался микросваркой еще подростком, когда работал в мастерской своего отца.Он встретил Джимми Донована, которого Малкасян описывает как настоящего пионера в этом ремесле, и был немедленно воспринят с его точностью и мастерством.
Мой отец скончался в 1987 году, и мы с двумя братьями унаследовали семейный бизнес по производству инструментов и штампов. Я увидел, что это хорошее время, чтобы открыть свою собственную компанию, поэтому я продал свои акции и начал заниматься дуговой сваркой в 1988 году.
TW: Какая у вас сложная работа?
SM: Мы свариваем детали с допусками на размеры, измеряемыми тысячными долями, но при этом процесс остается ручным.
Мы работаем с полостями и стержнями из закаленной высоколегированной инструментальной стали, которые точно отшлифованы и подогнаны. Нам необходимо сваривать эти инструментальные стали без трещин и деформаций. Крошечный компонент штампа для литья пластика под давлением может выглядеть поврежденным, не подлежащим ремонту, но с микроскопом и электродами толщиной с прядь человеческого волоса мы можем поместить сварной шов в щели шириной 0,030 дюйма или даже уже.
Контроль побочных эффектов сварки, таких как нагрев, деформация и растрескивание, — это вещи, о которых мы должны подумать заранее.Что это за сплав? Поддается ли сварке? Это покрыто? Часто, когда мы получаем детали, мы даже не знаем, что это такое, поэтому нам приходится проводить испытание на твердость по Роквеллу.
Существует как минимум 100 различных переменных, которые усложняют любую работу.
TW: Сколько времени у вас отводится на выполнение работы?
SM: Сроки доставки безумные. Работа приходит к нам со всего мира, и обычно она приходит рано утром. Мы свариваем его в тот же день, а затем отправим с красной этикеткой во второй половине дня того же дня.Это происходит буквально каждый день.
У нас есть некоторые проекты, которые заказчику не нужно завершать за несколько дней, и мы считаем это долгим сроком выполнения. Мне трудно говорить людям «нет». Из-за этого мой распорядок дня никогда не бывает прежним. Мы сразу же приступаем к делу, как только добираемся до магазина, и если я успею закончить к 5 часам, отлично. Но часто я бываю там до 10-11 вечера. Как владелец, я стараюсь вывести своих парней к 17:00, а я остаюсь и компенсирую слабину.
Мне всегда приятно, когда мы получаем работу от клиентов из Калифорнии, Канады или Новой Зеландии, которые обращаются к нам за тем, что мы делаем, и за таланты, которые мы предоставляем.
Скотт Малкасян, основатель и президент компании Micro Arc Welding, намеренно использует микроскоп, сварочную проволоку размером с человеческий волос и силу тока от половины ампер до 10 ампер (плюс-минус, в зависимости от работы). но очень маленькие сварные швы на критических компонентах
TW: Можете ли вы дать нам представление о размере и объеме вашей работы?
SM: Мы должны иметь возможность зажигать красивую чистую дугу на детали, ничего не плавя. Для этого мы должны начать с очень низкой силы тока. У нас есть аппараты с двумя разными диапазонами: один — от 1/10 от 1 до 10 ампер, а другой — от 1 до 100 ампер. Вольфрам, который мы используем, составляет 0,016 дюйма, а мы используем проволоку толщиной 0,0005 дюйма, что соответствует размеру человеческого волоса.
Мы выполняем некоторые исследования и разработки для медицинской компании в Канаде.Это все микролазерная сварка, и все это делается вручную. Им нужен шариковый наконечник на проволоке толщиной 0,004 дюйма. OD, длина проволоки — 8 мм, а диаметр наконечника шарика — 0,0125 дюйма.
TW: Как вы находите и / или развиваете таланты?
SM: Мы годами пытались найти таланты. У нас есть действительно талантливый сварщик, которому около 20 лет, который хотел научиться сварке. Он проделал для нас некоторую работу на других должностях, но я мог просто сказать по его поведению, что он будет первоклассным сварщиком.Он работает с нами уже 8 лет и обладает навыками, чтобы в будущем возглавить наш бизнес.
Если у вас нет твердой руки, хорошего глаза, творческих способностей и способности решать проблемы, то вы никогда не станете сварщиком. Эти элементы имеют решающее значение. Каждая работа, которую мы получаем, индивидуальна. Многие из них имеют сходство, но мы должны делать то, что хочет заказчик, не повреждая и не деформируя детали, и решение не всегда очевидно.
Эти навыки не развиваются в мгновение ока.Они развиваются в течение многих лет под микроскопом и при хорошем руководстве и общении на рабочем месте. Мы работаем с некоторыми техническими школами в нашем районе, чтобы нанять новых сотрудников. Было бы здорово нанять молодого специалиста из технической школы, который хочет работать в нишевой компании, делая то, на что способны очень немногие в мире.
TW: Как вы справляетесь с давлением, зная, что деталь дорогая, а допустимая погрешность мала или отсутствует?
SM: На первой работе, которую я когда-либо выполнял, кроме работы на отца, меня трясло, как лист.Я помню, как был в ужасе и даже не мог держать руки прямо. Я так нервничал. К счастью, все закончилось хорошо. Но я также потратил много времени и часов на тренировки.
Я действительно думаю, что это просто результат уверенности, полученной во время более простых работ и дальнейшей работы. Здесь, в нашем магазине, мы умеем общаться. Мы все сотрудничаем и обсуждаем, как лучше всего подойти к каждой работе, а затем составляем план.
TW: Что бы вы посоветовали тем, кто занимается микросваркой?
SM: Я думаю, что лучше всего было бы найти успешное или хорошо известное оборудование для микросварки и попытаться стать учеником, чтобы изучить все с нуля.Опыт работы в сварке действительно не требуется; на самом деле, иногда я думаю, что лучше научить сварщикам микросварку кого-то, у кого нет опыта сварки, потому что сварка деталей обычного размера с помощью оборудования нормального размера не обязательно хорошо переносится в мир микросварки.
DOE и HOE для микросварки
Многие из сегодняшних процессов лазерной микросварки включают использование мультиплексированной оптики или оптики с разделением луча. После разделения каждый лазерный луч доставляется в целевые области сварного шва волоконной системой доставки луча с прикрепленной монолитной преломляющей оптической фокусирующей головкой.
Подача волоконного луча используется в приложениях грубой и средней точности, где окончательное совмещение двух свариваемых элементов не является абсолютно важным. Однако в некоторых применениях в автомобильной сварке, таких как выравнивание и сварка ламп с высокоинтенсивным разрядом (HID), отсутствие точности может привести к несоответствию текучести и преждевременному выходу лампы из строя после ее установки. Уравновешивание энергии лазера через разделители с покрытием с небольшими задержками по времени, вызванными передачей лазерной энергии по волокнам разной длины, создает вариации сварного шва и напрямую влияет на характеристики лампы HID.
На Рисунке 1 показан типичный язычок, приваренный точечной сваркой; на узле лампы около цоколя есть три таких выступа. Положение центра тяжести разрядного освещения по отношению к корпусам автомобильных фар является абсолютно важным, как и одновременная сварка выступов, и качество этих сварных швов. Поскольку эти лампы создают разряд, используя высокое напряжение для зажигания дуги, плохой сварной шов вызовет искрение на выступе и, в конечном итоге, отказ.
В других критических приложениях, таких как приварка крышек к электронным блокам для формирования герметичного уплотнения или точечная сварка оптических компонентов в нужное положение, эти незначительные изменения энергии лазера создают определенные неблагоприятные эффекты, такие как деформация деталей и перекосы.Это общие черты существующих процессов доставки волоконного пучка. Инженеры разработали методы преодоления или компенсации этих препятствий, добавив дополнительный визуальный анализ, время процесса и последовательности точечной сварки, которые позволяют вносить коррективы во время сварки деталей. Недостатком этих дополнительных этапов процесса является серьезное снижение производительности и крупносерийное производство. В наихудшем сценарии инженеры-технологи добавляют методы механического деформирования к роботизированной системе захвата и размещения, чтобы механически регулировать детали после того, как сварные швы сделаны.
Приложения, использующие доставку волокна, часто имеют неравномерную интенсивность луча, что создает две основные проблемы. Во-первых, перекрывающиеся и неровные зоны сварного шва создают нежелательные вариации сварного шва. Во-вторых, невозможно контролировать баланс между оптоволоконными оптиками с точностью, необходимой для обеспечения субмикронной повторяемости выравнивания на одном этапе процесса. Обычно каждое волокно имеет разные оптические потери, и точная балансировка достигается только путем настройки аттенюаторов и / или фокусирующей оптики для поддержания определенной интенсивности лазерного излучения на цели.В любом случае, проблема заключается в достижении сбалансированных сварочных характеристик, чтобы все полученные сварные швы имели одинаковые свойства. Кроме того, никакой сварной шов не должен влиять на механическое позиционирование свариваемых узлов с точным выравниванием; однако ясно, что это трудная задача при любых обстоятельствах. На рис. 2 показан пример типичной системы сварки на основе волоконно-оптического кабеля для телекоммуникационного рынка.
Понимая дилемму, стоящую перед промышленностью, было разработано новое технологическое решение.Головка обработки может быть сконфигурирована для установки на конец одной волоконно-оптической системы доставки с использованием дифракционной и голографической оптики (см. Рисунок 3). Эта новая головка для формирования, разделения и фокусировки оптического луча обеспечивает более точную сварку для применения в телекоммуникационных устройствах, осветительных приборах и герметичных электронных корпусах. Этот новый метод учитывает необходимость освещения различных точек или участков поверхности сбалансированной лазерной энергией за счет упрощения оптической системы за счет исключения использования разделения и запуска разделенных лучей на волокна.Дифракционная и голографическая оптика обеспечивает дополнительные преимущества для таких приложений, как оптимизация формы луча лазерного освещения, лазерная точечная сварка на микроуровне, шовная сварка, сварка / склеивание пластмасс и экспонирование поверхности фото- или термически отвержденных материалов. Позволяя встраивать точность в оптику, точность процесса существенно повышается.
Оптику, используемую для микросварки и склеивания, можно просто классифицировать как дифракционную или преломляющую. Преломляющие конструкции состоят из крупномасштабных профилей рельефа поверхности, разработанных с использованием законов геометрической оптики, т.е.е. большие искривления. Они рассматривают свет путем преломления и отражения геометрических лучей на оптических границах раздела. С геометрической оптикой можно использовать более широкий спектр длин волн с преломляющими конструкциями, пока материал может передавать определенную используемую длину волны.
Дифракционная оптика состоит из плоских элементов с зонами, которые задерживают падающую волну света за счет модуляции показателя преломления или, в случае поверхностных структур, за счет модуляции профиля поверхности. Свет, излучаемый из разных зон, интерферирует и формирует желаемый профиль волнового фронта, который может состоять из определенной формы или множества пятен.Ключевым ограничением дифракционной оптики является их зависимость от интерференции, что делает их оптическими элементами, зависящими от длины волны; одна конструкция не может эффективно использоваться на нескольких длинах волн. Поэтому они ограничены монохроматическими приложениями.
Дифракционная и голографическая оптика предназначена для обеспечения уникальных и разнообразных форм диаграммы направленности для многоточечных, шовных микросварных швов или склеивания. Другие формы лазерного луча включают круглые и прямоугольные зоны, которые покрывают область, или круглые и прямоугольные массивы отдельных фокальных точек луча или геометрических пятен.
Дифракционная и голографическая оптика, созданная с помощью компьютерного программного обеспечения, по умолчанию универсальна, когда дело касается дизайна элементов с определенными атрибутами. Дифракционная оптика может предполагать определенный профиль луча, например, показанный на рисунке 4. Каждый профиль имеет определенные характеристики микросварки, такие как большие точечные сварные швы, небольшие прихваточные швы или даже сварные швы с глубоким проплавлением. В случае склеивания, фотоотверждаемых клеев или фотоинициируемого склеивания полимерных преформ, оптимизированное формованное освещение диодных лазерных лучей предлагает более высокую степень контроля теплового потока на целевых участках вместо традиционных методов заливки.
Когда требуются множественные и одновременные микросварки, дифракционный оптический разделитель в сочетании с дифракционным элементом формирования изображения может обеспечить превосходный контроль флуктуаций луча от пятна к пятну, которые обычно возникают при использовании доставки разделяющего луча на основе волокна. Дифракционная и голографическая оптика может обеспечить меньшую площадь доставки луча по сравнению с системами доставки на основе нескольких волокон. При выравнивании нескольких оптических компонентов микроразмеров компактность оптической системы может обеспечить дополнительное пространство для дальнейшего обзора или более надежного обращения с материалами.
Еще одна ключевая особенность — это возможность упростить сварку швом и швом крышек или другого полимера или клейкое уплотнение герметичных корпусов или силиконовых упаковок MEM. На рисунке 5 показана система сканирования, которая обеспечивает сварные швы или соединения с использованием экономичного управления движением вместо дорогостоящих процедур сканирования гальванометром. Сконфигурировав оптическую головку формирования изображений с индексируемыми оптическими элементами, система может быстро изменять точечный рисунок или плотность энергии луча на цели. Эти дополнительные возможности делают изменения возможными на лету, обеспечивая дополнительную гибкость в общем процессе точной сборки.
Дифракционная и голографическая оптика имеет много преимуществ, хотя начальные вложения могут быть значительно выше, чем у традиционной преломляющей оптики. Тем не менее, однажды произведенные они могут быть воспроизведены за доли стоимости их преломляющих аналогов, и в конечном итоге их рентабельность инвестиций (ROI) намного превышает эти первоначальные затраты из-за увеличения выхода процесса и производительности. Это не должно отпугивать тех, кому необходимо решать такие проблемы, как проблемы с воздействием лазерного луча, ограничения размера пятна, рабочие расстояния, конфигурация инструментов, требования к процессу теплового потока и флуктуации интенсивности лазера.Дифракционная и голографическая оптика предоставляют реальные решения, и тем, кто хочет их реализовать, следует сделать следующий шаг, даже если этот следующий шаг является началом постепенного пути.
Библиография и ссылки
Алексофф, Карл К., Эллис, Кеннет К. Нигл, Брэдли Д., «Голографическое преобразование гауссова луча в однородный луч ближнего поля», Optical Engineering , Vol. 30 № 5, с. 537–543, май 1991 г.
Седерквист, Дж. И др., «Компьютерные голограммы для геометрических преобразований», Applied Optics , Vol.23, № 18, с. 3099 – .3104, сентябрь 1984 г.
Лизотт, Тодд, PC Fab Magazine , «Формовка балки для сверления микропереходов», стр. 28–33, февраль 2003 г.
Шарп, Грег, Катман, Алан, «Формы лазерного луча будущего», Industrial Laser Review , декабрь 1994 г.
Велдкамп, ВБ, «Формирование профиля лазерного луча с помощью чересстрочного двоичного файла. дифракционные решетки », Applied Optics , Vol. 21, № 17, с. 3209–3212, 1 сентября 1982 г. (5)
С Тоддом Лизоттом можно связаться в NanoVia, LP, по электронной почте telizotte @ nanovia.com.
Лазерная микросварка токопроводящих материалов
Использование зеленого лазера предлагает жизнеспособный метод для микросварки в больших объемах
Джефф Шеннон и Пол Северло
Соединение токопроводящих частей для достижения электрического контакта является одним из старейших , самые распространенные приложения для присоединения. Технологии, используемые для этих соединений, требуются почти во всех отраслях промышленности, определяются стоимостью, совместными характеристиками и требованиями к объему.
По мере того, как миниатюризация деталей продолжается, а размеры разъемов уменьшаются до менее 0,004 дюйма для плоских лент и диаметров проводов, такие традиционные процессы, как обжим, пайка и пайка, становятся менее жизнеспособными из-за высокого сопротивления соединений, сомнительной надежности соединений и долговечности. Напротив, сварка, которая обеспечивает отличную целостность соединения, долговечность и проводимость, быстро становится необходимым стандартом. Для соединения двух материалов, у которых хотя бы один меньше 0.При толщине 0,2 дюйма требуемая технология называется «микросварка».
Медь обычно является предпочтительным материалом для соединения токопроводящих частей с помощью микросварки из-за ее превосходной способности эффективно проводить электрическую энергию и передавать сигналы. Однако очень высокая теплопроводность, которая делает медь таким хорошим выбором в качестве проводника, быстро отводит тепло от сварного соединения, что затрудняет поддержание теплового баланса и надежную сварку. Эта трудность еще больше усугубляется тенденциями к увеличению производительности, уменьшению размеров деталей и сварке разнородных материалов и разнородных поперечных сечений проводов.Задача микросварки меди заключается в том, как контролировать тепловой баланс в этих небольших и высокопроводящих деталях, чтобы обеспечить сварку без чрезмерного или недостаточного нагрева. Одним из способов решения этой серьезной проблемы является использование длины волны 532 нанометра (нм) или зеленой длины волны.
Плюсы и минусы традиционных методов микросварки
Микросварка может выполняться несколькими способами: ультразвуковая сварка, контактная сварка и лазерная сварка. У каждого из них есть свои преимущества и недостатки, и каждый по-своему соответствует требованиям микросварки.
a) Ультразвуковое соединение: хорошо подходит для сварки листов, но может привести к снижению производительности.
Ультразвуковое соединение использует энергию вибрации на стыке соединения для создания соединения. Энергия вибрации передается на интерфейс с помощью сонотрода или рупора, который контактирует с верхней частью. Рупор вибрирует с частотой от сотен до тысяч раз в секунду с амплитудой движения от 0,0005 до 0,004 дюйма. Нижняя сторона детали поддерживается «наковальней», которая может быть статичной или также вибрировать.
Вибрационное воздействие под действием приложенной силы вызывает пластическую деформацию неоднородностей поверхности на границе раздела сварного шва, что приводит к очень тесному контакту и диффузии металлических атомов. Шов формируется за счет диффузии, и в месте соединения нет плавления. Происходит некоторая деформация или уменьшение толщины деталей, но обычно это можно контролировать. Контакт рупора с деталью поддерживается трением рупора, усиленным рисунком накатки на рупоре вместе с силой, приложенной к деталям.
| РИСУНОК 1. Схема установки для ультразвуковой сварки. |
Ультразвуковая сварка особенно хорошо подходит для сварки листов токопроводящих деталей, включая алюминий и медь. У ультразвукового процесса есть некоторые недостатки для микросварки. Поскольку на детали передается сила, требуется механический контакт с обеих сторон соединения. Кроме того, звуковой сигнал является расходным материалом, требующим проверки и замены. Геометрия соединения несколько ограничена только сваркой внахлест.Наконец, скорость сварочного цикла, которая включает в себя срабатывание рупора, может снизить производительность.
b) Сварка сопротивлением: гибкий процесс, но не подходит для механически хрупких деталей.
Сварка сопротивлением использует высокое сопротивление поверхности раздела сварного шва для создания тепла при прохождении тока через детали. Цепь создается электродами, которые контактируют с деталью либо с одной, либо с противоположных сторон детали. Электрический контакт обеспечивается приложением некоторой силы к деталям.
| РИСУНОК 2. Схема установки для контактной сварки. |
При контактной сварке токопроводящих деталей электроды являются резистивными и, следовательно, выполняют две функции: они нагреваются и отводят тепло к деталям, а также проводят ток, достаточный для того, чтобы на стыке соединения возник некоторый нагрев.
Контактная сварка подходит для самых разных сварочных работ и материалов. Однако, поскольку процесс контактной сварки основан на механическом контакте и необходимости создания электрической цепи между двумя электродами, он может не работать должным образом при любых обстоятельствах, особенно если детали механически чувствительны.Кроме того, минимальный размер электрода составляет около 0,04 дюйма в диаметре, что может ограничить доступ к стыку.
c) Лазерная сварка: бесконтактный процесс является быстрым и точным, но необходимо решать проблемы с отражающей способностью материала.
Лазерная сварка — это бесконтактный процесс, требующий только одностороннего доступа. Эта технология полезна для работы на очень малых площадях стыков и может использоваться для сварки деталей различной формы, различной геометрии стыков и разнородных материалов.В нем не используются расходные материалы, которые необходимо обслуживать или заменять, а цикл сварки составляет миллисекунды. На первый взгляд, лазерная сварка кажется отличным решением для микросварки меди, но здесь есть проблема. Импульсный Nd: YAG (иттрий-алюминиевый гранат, легированный неодимом), используемый в большинстве приложений для микросварки, имеет длину волны 1064 нанометра (нм), что более чем на 90 процентов отражается медью.
| РИСУНОК 3. Схема установки для лазерной сварки. |
Чрезвычайно высокая мощность требуется для преодоления отражательной способности и для обеспечения того, чтобы в медь была доставлена достаточная световая энергия для инициирования. Однако, как только на медь подается некоторая мощность лазера и повышается ее температура, коэффициент отражения уменьшается. Поскольку поглощение мощности лазера происходит в масштабе времени менее миллиардной доли секунды, происходит быстрое изменение количества поглощаемой мощности. Первоначально требовавшаяся большая мощность теперь намного превышает то, что требуется для формирования сварного шва.В результате материал быстро перегревается и испаряется, оставляя большую пористость или дырку.
Для преодоления этой отражательной способности использовался ряд методов, включая формирование импульсов, кислородную поддержку и использование менее отражающих покрытий. Формирование импульса не является надежным, потому что отражательная способность меди и других проводящих частей варьируется, и поэтому точный момент, в который следует уменьшить мощность лазера, также варьируется. Были попытки лучше предвидеть этот «точный момент» с помощью методов обратной связи, но пока ни одна из них не оказалась жизнеспособной.Было показано, что кислород значительно увеличивает проплавление меди при сварке швов за счет образования оксидного слоя на свариваемой детали, но это не было эффективным для точечной сварки, поскольку положительный эффект кислорода проявляется только после нескольких последовательных импульсов и, следовательно, не предлагает надежной техники для точечной сварки или коротких швов. Использование менее отражающих покрытий, таких как никель или олово, действительно помогает уменьшить первоначальное отражение, но не решает полностью проблему, так как все еще требуются большие энергии для продолжения соединения с медью; таким образом, технологическое окно для микросварки становится очень маленьким.
Импульсные зеленые лазеры решают проблемы с отражательной способностью материала.
Как уже говорилось, необходимо учитывать коэффициент отражения материала, чтобы добиться хорошего и прочного лазерного микросварного шва на меди. Как показано в таблице 1, уменьшение длины волны с 1064 нм до 532 нм значительно снижает отражательную способность меди и других проводящих материалов. Длина волны 532 нм (зеленая) обеспечивает надежное соединение с медью и стабилизирует сварку.
| Материал | Длина волны: 1064 нм | Длина волны: 532 нм | |
| Отражательная способность меди | 4524% 9022% Коэффициент отражения золота | 98% | 42% |
На РИСУНОК 4 показано сравнение сварки непокрытой меди с длинами волн 1064 нм и 532 нм.При длине волны 532 нм лазер взаимодействует с медью, а 1064 нм — со сталью. Следовательно, успешная микросварка меди может быть достигнута при использовании лазера с длиной волны 532 нм.
| РИСУНОК 4. Типичные точечные сварные швы на медных стержнях с использованием импульсного Nd: YAG-лазера с длиной волны 1064 нм и 532 нм. |
Этой длины волны можно достичь двумя способами. Наиболее распространенным является использование лазера с модуляцией добротности, но такой лазер не имеет достаточной энергии импульса для сварки.
Более новый подход заключается в использовании обычного импульсного лазера Nd: YAG, который излучает свет 532 нм при 1.Пиковая мощность 5 киловатт (кВт) с длительностью импульса до 5 миллисекунд (мс). Это обеспечивает достаточно энергии сварного шва для проникновения в медь толщиной примерно 350 микрон, что достаточно для большинства микросварочных работ. Еще одним дополнительным преимуществом использования импульсного лазера Nd: YAG, доставляемого по оптоволокну, является низкая яркость луча. Это способствует равномерному поглощению через точку фокусировки, предотвращая появление горячих точек в центре сварного шва, которые могут вызвать нестабильность.
Реальные примеры применения зеленой лазерной микросварки
Электрические соединения бывают разных размеров, форм и материалов.Требования к качественным и надежным клеммным соединениям возникают во многих отраслях промышленности. Сварка электрических контактов должна быть бесшовным процессом для работы детали, чтобы соединение работало как единый сплошной непрерывный компонент. Лазерная сварка предлагает этот потенциал.
Например, в автомобильной промышленности наблюдается значительный рост сенсорных технологий для контроля характеристик, функциональности и состояния автомобиля. Каждый датчик имеет множество клеммных соединений, которые должны сохраняться в течение всего срока службы автомобиля.В этой области лазерная микросварка представляет собой жизнеспособный вариант, а лазер — отличный инструмент для высокоскоростной высококачественной сварки.
Требования к подключению также имеют решающее значение в медицинской промышленности, например, в имплантируемых устройствах, датчиках и контрольных приборах, где каждое подключение имеет решающее значение для поддержания функциональности и производительности детали и, следовательно, требует высокостабильной технологии соединения.
Точно так же в отрасли связи сила и целостность сигнала имеют решающее значение для максимального повышения производительности детали и гарантии того, что соединение не является ограничивающим фактором для конструкции детали.
Существует ряд конфигураций электрических контактов, необходимых во всех отраслях промышленности, выбранных в соответствии с конструкцией конкретных деталей и компонентов. Здесь показаны некоторые из этих вариантов подключения, которые можно выполнить с помощью импульсного зеленого лазера.
Плоская лента с толстопленочной металлизированной площадкой
Обычное соединение в электронной промышленности показано на РИС. 5, где плоский медный провод толщиной 0,00150 дюйма, покрытый золотом, прикреплен к металлизированным площадкам. В идеале толщина колодки не менее 1.В 5 раз больше толщины ленты, потому что это создает хороший тепловой баланс между проволокой и подушечкой, предотвращая ее перегрев.
| РИСУНОК 5. 0,015 дюйма. толстая, покрытая золотом плоская медная проволока, приваренная к металлизированным контактным площадкам. |
Провод к металлизированной контактной площадке / клемме
Соединение одножильных и многожильных проводов — еще одна распространенная конфигурация клемм для силовой электроники. Путем подходящего размещения лазера на кончике проволоки и контактной площадке проволока эффективно оплавляется на контактной площадке.Также обратите внимание на РИСУНОК 6 отсутствие теплового воздействия на саму подушку.
| РИСУНОК 6. Сплошная 0,004 дюйма. золотая проволока диаметром, приваренная к позолоченной металлизированной площадке. |
Как показано на РИСУНКЕ 7, многожильная проволока также хорошо сваривается. Ключевым моментом при сварке многожильной проволоки является удержание наконечника для обеспечения плотной упаковки жил. Это может быть достигнуто путем уплотнения, погружения в обшивку или сокращения расстояния до изоляции.
| РИСУНОК 7. Многожильный серебряный провод диаметром 0,01 дюйма, приваренный к никелированной медной клемме. |
Квадратная клемма рядом с круглым проводом
Гибкость лазера чрезвычайно важна при сварке стыков различной геометрии и форм клемм. РИСУНОК 8 показывает сварной шов между позолоченным медным соединителем прямоугольного сечения и посеребренным медным проводом. Сварка выполняется встык, при этом положение провода по отношению к клемме показывает некоторые отклонения плюс зазор между круглой проволокой и квадратным краем клеммы.Контролируемое и последовательное поглощение мощности лазера на обеих частях позволяет надежно выполнять сварку.
| РИСУНОК 8. Небольшой сварной шов размером 0,016 x 0,09 дюйма. позолоченный медный провод и посеребренный медный провод диаметром 0,016 дюйма. |
Соединения плоской и плоской выводной рамки
При крупносерийном производстве сварка нескольких соединений на выводной рамке — это залог качества и скорости. Лазерная сварка является бесконтактным процессом, поэтому ее можно производить в больших объемах.Он может выполнять много сварных швов в секунду, в соответствии с интеграцией движения. РИСУНОК 9 показывает сварку плоской проволокой рамки с медными выводами.
| РИСУНОК 9. Плоская медная проволока толщиной 0,008 дюйма, приваренная к покрытой медной свинцовой рамке толщиной 0,008 дюйма. |
Соединения миниатюрных литий-ионных / полимерных аккумуляторов
В приложении питания, которое требует менее 50 мАч для таких приложений, как беспроводные устройства, смарт-карты или RFID-метки, обычно используются литий-ионные или литий-полимерные аккумуляторы.Для этих приложений, требующих подключения клеммы аккумулятора, возникает ряд особых проблем. Каждая клемма сделана из меди и алюминия, которые проблематично сварить. Материал клемм также очень тонкий, иногда менее 0,001 дюйма. В некоторых приложениях используется ультразвуковая сварка, но лазерная сварка также возможна и может особенно хорошо подходить для соединения клемм с металлизированными контактными площадками печатных плат. РИСУНОК 10 показывает несколько видов лазерной сварки тонких медных и алюминиевых покрытых золотом контактных площадок.
| РИСУНОК 10. Лазерная сварка тонких меди и алюминия с медными площадками, покрытыми золотом. а) Вид сверху на 0,01-дюйм. толстый алюминиевый вывод, приваренный к покрытой золотом медной площадке и b) вид сбоку испытанного на разрыв алюминиевого сварного шва, показывающий образование крупинок; в) а) вид сверху на 0,01-дюйм. толстая клемма с никелевым покрытием, приваренная к покрытой золотом медной площадке; и d) вид сбоку испытанного на разрыв медного сварного шва, показывающий образование самородков. |
Микросварка разнородных материалов
При сварке материалов с разным уровнем поглощения существует тенденция к перегреву более поглощающих материалов, вызывая чрезмерное разбрызгивание и пористость.Обычно это преодолевается за счет предпочтения одного материала. Однако для мелких деталей этого может быть недостаточно, поскольку даже малейший дисбаланс поглощения может привести к перегреву сварного шва. При длине волны 532 нм отражение обеих частей становится более близким, поэтому энергия сварного шва уравновешивается более стабильно, что значительно улучшает свариваемость. РИСУНОК 11 показывает сварной шов между двумя очень разными материалами.
| РИСУНОК 11. Шов, сваренный между алюминием и титаном, без необходимости использования материала. |
Лазерная сварка — жизнеспособный метод для микросварки меди в больших объемах
Микросварка таких проводящих материалов, как медь, — сложная задача, но лазерная сварка предлагает полезный метод бесконтактного соединения, хорошо приспособленный для автоматизации. В прошлом коэффициент отражения меди на длине волны 1064 нм всегда был препятствием для лазерной сварки. Благодаря использованию аппарата для лазерной сварки Nd: YAG с длиной волны 532 нм, этот барьер был устранен, что позволило создать эффективный метод микросварки меди и других проводящих материалов в больших объемах.
Джефф Шеннон ( [email protected] ) и Пол Северло работают в Miyachi Unitek .
Микросварщик SPOT TIG ‹
- Короткий импульс длительностью несколько миллисекунд с возможностью изменения предустановленных значений, легко настраиваемый (время в миллисекундах, градация вверх и вниз в широком диапазоне).
- Легко и безопасно выполнять деликатную сварку.
- Точка плавления и зона малых термических помех.
- Минимальный нагрев, адаптированный к детали, и минимальный эффект ореола при сварке двух частей вместе, гладкая поверхность и отсутствие риска деформации (сварные кромки, выталкиватели, тонкие тонкие стенки, поверхность для полировки и работы кистью).
- Безопасные и прочные сварные швы на инструментах для обработки кромок и лезвий (например, пуансонах и штампах), на скользящих деталях, режущих инструментах и т. Д.
- Безопасная сварка труднодоступных участков и трудно свариваемых материалов.
- Диапазон диаметров проволоки для лазерной сварки от ø 0.От 2 мм до ø 0,6 мм для всех марок стали (нержавеющая, строительная, инструментальная), меди, бронзы, алюминия и т. Д.
SPOT TIG аппарат для сварки TIG или точечной микросваркой сочетает в себе качество и точность лазерной импульсной сварки с лучшими достижениями технологии TIG (постоянный и переменный / постоянный ток).
Разработан специально для микросварки. Сфера применения сварочного аппарата SPOT TIG очень широка:
- для использования в традиционном режиме TIG, обеспечивает высокое качество, точность и деликатность для черных сплавов и сплавов всех цветных металлов, таких как медь, олово, титан и т. Д.(Режим постоянного тока) и алюминий (режим переменного тока).
- Благодаря специальной функции SPOT сварочный аппарат TIG можно адаптировать к очень точному сварочному инструменту. Эта функция позволяет
выполнять микросварку мягкими импульсами длительностью доли секунды, с отличным проваром, без перегрева и с результатом, аналогичным технологии импульсной лазерной сварки.
Все материалы, свариваемые стандартной TIG, такие как железо, медь, латунь и алюминиевые сплавы, также можно сваривать в режиме SPOT.
Галерея неверно отображена
| МОДЕЛЬ | SST 220 AC / DC SPOT |
| сварочный процесс | TIG — ручная сварка электродом AC-AC / DC |
| Cos φ | 0,99 |
| Диапазон сварочного тока TIG | 0,5 — 220 A |
| диапазон сварочного тока SPOT | 0,5 — 220 A |
| сварочный ток — 10 мин / 40 ° C 35% пост. Тока | 220 A |
| сварочный ток — 10 мин / 40 ° C 60% пост. Ток | 180 A |
| сварочный ток — 10 мин / 40 ° C 100% постоянный ток | 160 A |
| напряжение | 72 В |
| частота импульсов в режиме SPOT | длительность импульса и интервал между импульсами регулируются в широком диапазоне |
| степень защиты | IP 23 S |
| вес | 19 кг |
| размеры д / ш / в (мм) | 460/230/325 |
| электрическая мощность | -230 В / 50 Гц / 60 Гц |
Проблемы лазерной микросварки тонких металлических материалов
Д-р Джек Габздил, вице-президент по маркетингу и развитию бизнеса, SPI Lasers
В современной промышленности растет спрос на эффективное механическое и / или электрическое микросоединение тонких металлических материалов.Есть много областей, в которых совместимость материалов или процессов недостаточна для обычных термических процессов, таких как сварка, пайка и пайка, или использование клеев и механических креплений нежелательно. Это, пожалуй, наиболее распространено в секторе накопления энергии, где использование тонкой фольги для изготовления катодов и анодов необходимо для батарей следующего поколения; критически важный компонент растущего сектора электронной мобильности. В отрасли бытовой электроники наблюдается постоянный толчок к инновациям за счет упаковки с высокой плотностью и миниатюризации, что бросает вызов традиционным методам соединения.
С точки зрения лазера существует множество проблем, которые делают микросварку тонких металлических материалов исключительно сложной задачей. Для успешного соединения необходимо избегать чрезмерного проплавления, деформации и коробления, все из которых связаны с необходимостью тщательного контроля подводимого тепла в процессе. В традиционных процессах лазерной сварки с замочной скважиной для преодоления пороговых значений материала часто требуется относительно высокая средняя мощность, которая может быть больше для соединения ярких материалов и разнородных комбинаций металлов.Одна из основных дилемм заключается в том, следует ли использовать процесс с ограничением проводимости или метод замочной скважины. При сварке с ограниченной проводимостью более широкий и менее интенсивный источник тепла имеет тенденцию производить более высокое тепловложение, поэтому его часто не принимают во внимание как решение для тонких сечений. При сварке в замочную скважину сильно сфокусированный, интенсивный источник тепла сводит к минимуму плавление и, таким образом, помогает контролировать подвод тепла. Поэтому управление параметрами сварки в замочную скважину имеет решающее значение для достижения высококачественного конечного результата.
Один из подходов, который получает широкое распространение при соединении, — это использование импульсных волоконных лазеров наносекундной длительности (нс).Эти короткоимпульсные лазеры с высокой пиковой интенсивностью, возможно, более известны для маркировки, гравировки и других процессов удаления материала, поэтому их использование для процессов соединения материалов, возможно, противоречит интуиции. Однако импульсное управление, предлагаемое усилителем мощности задающего генератора (MOPA), обеспечивает исключительную параметрическую гибкость, обеспечивая режимы обработки, в которых возможно соединение металлов. Импульсные волоконные лазеры Ns работают при энергии импульса от нескольких микроджоулей до> 1 мДж, обеспечивая длительность импульса в диапазоне 10–1000 нс, и способны достигать пиковых мощностей> 10 кВт и работать на частотах до 4 МГц, что значительно отличает их. от обычных лазеров, таких как непрерывные (CW) и даже квазинепрерывные (QCW) длинноимпульсные лазеры, однако многие из них также работают в этих режимах.
Использование микросварки нс в качестве соединительного инструмента подходит для широкого спектра применений и задач соединения, от тонкой фольги до разнородных комбинаций металлов. Соединение тонкой металлической фольги (<50 мкм) является особенно сложной задачей, поскольку требует очень тонкого баланса энергии, достаточной для плавления, но недостаточной для создания значительного испарения и образования плазмы. Фольги, как правило, соединяются сваркой внахлест, когда тесный контакт между ними является требованием для достижения хорошего результата, однако это представляет собой серьезную проблему с креплением.При производстве современных батарей существуют требования к склеиванию многослойной фольги. Действующей технологией является ультразвуковое соединение, но производители все чаще обращаются к лазерам для повышения производительности, качества и ограничения стека фольги. Лазеры предлагают множество потенциальных решений, но инфракрасные (ИК) нс-лазеры доказали свою способность соединять стопки до 20 фольг из меди и алюминия с использованием скромного источника EP-Z мощностью 200 Вт.
Высокая пиковая мощность импульсных волоконных лазеров нс означает, что они могут взаимодействовать с металлами с высокой отражающей способностью, такими как медь, относительно легко и с небольшой средней мощностью.Исследования по прямому приклеиванию компонентов на дорожки медной печатной платы (PCB) с использованием процесса микросварки ns в качестве альтернативы пайке являются многообещающими. Медные выводы толщиной 150 мкм были успешно прикреплены к осажденным дорожкам размером> 60 мкм без видимого отслоения от подложки FR4. Это предлагает альтернативные варианты соединения термочувствительных компонентов или компонентов с рабочими температурами, которые могут превышать пределы обычной пайки.
Стыковая сварка тонкой фольги чрезвычайно трудна из-за проблем с подгонкой. Однако это может быть достигнуто с помощью техники сварки кромок, при которой две фольги зажимаются вместе, а лазер используется для их прорезания, при этом используемые параметры приводят к тому, что края верхней и нижней фольги свариваются вместе. Последующий проход повторного плавления значительно улучшает прочность и качество соединения до такой степени, что может быть достигнута постоянная прочность на разрыв. При соединении 10 мкм меди с алюминиевой фольгой 25 мкм достигается предел прочности на разрыв> 2.5 Н, и при соединении алюминиевой фольги от 50 до 50 мкм достигается предел прочности на разрыв> 25 Н. ( Изображение 1 )
Еще одна важная область применения — это соединение стандартных аккумуляторных элементов для формирования более крупных пакетов для чего угодно, от ручных электроинструментов до пылесосов, электронных велосипедов и электромобилей. Требования относительно просты в том, что необходимо создать прочный надежный сварной шов с высокой электропроводностью без прожога или следов на контакте батареи.Диапазон материалов широк, от чистых металлов, таких как алюминий и медь, до материалов с покрытием, таких как никелированная сталь и медь, и они объединяются во всех мыслимых комбинациях, каждая из которых создает свои собственные специфические проблемы. Эти контактные выступы обычно имеют толщину от 100 до 300 мкм, что вполне соответствует возможностям процесса микросварки ns. ( Изображение 2 )
Контроль тепловложения имеет решающее значение для этих соединений, где риск чрезмерного проникновения в ячейку является значительным.Процесс микросварки ns предлагает несколько вариантов дизайна стыков, в которых пятна создаются с использованием спиралевидного узора, обеспечиваемого системой доставки луча на основе сканера. Это позволяет адаптировать каждое пятно к области применения, при этом диаметр и шаг каждого соединения являются ключевыми для конкретных комбинаций материалов и толщины соединяемых материалов, что дает больший контроль над подводом тепла к каждому участку. Низкая средняя мощность этих лазеров затрудняет достижение высоких уровней производительности, но лазер 200 Вт может дать до 20 0.Пятна диаметром 8 мм / сек, в зависимости от материалов и толщины, чего достаточно для многих применений. ( Изображение 3 )
Гибкость процесса означает, что часто можно рассматривать альтернативные геометрические формы соединений, и это хорошо демонстрируется возможностью использования шаблонов сетки для покрытия больших площадей на очень высоких скоростях. Было показано, что этот метод чрезвычайно эффективен при соединении широкого диапазона разнородных металлов с очень низким тепловложением. ( Изображение 4 )
Поскольку технология продолжает развиваться все более быстрыми темпами, работа над все меньшими размерами представляет собой постоянную проблему, которую производственные процессы должны не отставать.Микросварка Ns — это лишь один из многих процессов производства волоконных лазеров, который все чаще используется для решения сегодняшних промышленных производственных задач, но он является ключевым для реализации нынешней технологической революции.
Лазеры SPI
www.spilasers.com
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
Серия MH-80 | Серия MH-90 | MH-180 серии
MH-80A
MH-88A
MH-180F
MH-188A
Головки для точной точечной сваркиMiyachi превосходно обеспечивают стабильные, точные и высококачественные сварные швы при низком давлении.Их регулируемые настройки давления варьируются от 4 унций. до 150 фунтов. а их конструкция с низким моментом инерции в сочетании с системой принудительного зажигания обеспечивает быструю динамическую реакцию, которая инициирует управление сваркой в точный момент, когда к заготовке прилагается заданная сила электрода.
Головки для точной точечной сваркиMiyachi предназначены как для поточной, так и для последовательной сварки. В автоматизированных приложениях их можно использовать с пневматической системой управления для стабильной и надежной высокоскоростной работы.
Разнообразие головок для точной точечной сварки позволяет использовать их в самых разных сварочных операциях. Типичные области применения включают сборку аккумуляторных батарей, небольшие электромеханические детали, миниатюрные лампы, контакты переключателей, электрические разъемы и клеммные соединения. Независимо от области применения, высокая производительность и долговечность этих сварочных аппаратов обеспечат высокое качество и точность сварки мелких деталей, в которых вы нуждаетесь.
T. J. Snow предлагает полную линейку продуктов Miyachi для микросварки и микросварки.Если вы не уверены, что подходит для вашего приложения, не стесняйтесь обращаться к нам за дополнительной помощью.
Также не стесняйтесь ознакомиться с типичными областями применения микросварочного оборудования.
Технические характеристики головок Miyachi для тонкой точечной сварки сопротивлением
| 80A / EZ | 88A / EZ | 180A / EZ | 188A / EZ | MH-90A | |
|---|---|---|---|---|---|
| Давление при сварке: | 4 унции. — 20 фунтов. | 4 унции.- 20 фунтов. | 2 — 100 фунтов. | 5-50 фунтов. | 7 — 150 фунтов. |
| Максимальная мощность: | 2 кВА | 5 кВА | 20 кВА | 20 кВА | 30 кВА |
| 250 ватт-секунд | 250 ватт-секунд | 875 ватт-секунд | 875 ватт-секунд | 1000 ватт-секунд | |
| Максимальный ход электрода: | 1,0 дюйма | 1,0 дюйма | 1.25 дюймов | 1,25 дюйма | 1,5 дюйма |
| 25 мм | 25 мм | 32 мм | 32 мм | 38 мм | |
| Глубина: | 5,75 дюйма | 5,75 дюйма | 7,75 дюйма | 10,75 дюйма | 6,2 дюйма |
| 146 мм | 146 мм | 197 мм | 273 мм | 157 мм | |
| Максимальное расстояние кончика: | 1.0 дюймов | 4,75 дюйма | 3,5 дюйма | 4 дюйма | 1,5 дюйма |
| 25,4 мм | 122 мм | 88,9 мм | 101,6 мм | 38,1 мм | |
| Диаметр электрода: | ,125 дюйма | ,25 дюйма | ,125 дюйма | ,25 дюйма | ,25 дюйма |
| 3,2 мм | 6,4 мм | 3,2 мм | 6,4 мм | 6.4 мм | |
| Держатель электрода: | Смещение | Серия | Смещение | Серия | Линейный |
| Давление воздуха Версия: | Да | Да | Да | Стандартный | Стандартный |
| Предыдущая модель №: | MH-80A | MH-88A | MH-180A | MH-188A | MH-90A |
За дополнительной информацией обращайтесь к Т.