как сварить изделия из алюминия, зачем нужен осциллятор и что надо для работы
Иногда появляется необходимость сварить трубы, автомобильные детали или отвалившиеся части от металлической статуэтки в доме. Лучше всего при этом применять аргонную сварку. Подобная услуга у специалиста стоит весьма недешево, именно поэтому немало людей интересуется тем, возможна ли аргонная сварка своими руками, и что для этого нужно. Все это мы и рассмотрим в этой статье.Общие особенности аргонной сварки металлов
Аргонодуговым способом сваривать нужно металлы, которые невозможно сварить своими руками простым сварочным аппаратом. К ним относятся:- алюминий;
- медь;
- бронза;
- титан;
- легированные стали и т.д.
Если вы применяете данный вид сварки впервые, то начинать с цветных материалов не рекомендуется, поскольку их сварка своими руками очень сложна.
Сварка аргонодуговым методом представляет собой комбинацию дуговой и газовой сварки. Так, она включает в себя применение электродуги и газа. Электрическая дуга является источником нагрева, она плавит кромки материалов и затем они свариваются друг с другом.
Так, она включает в себя применение электродуги и газа. Электрическая дуга является источником нагрева, она плавит кромки материалов и затем они свариваются друг с другом.
А вот аргон нужен затем, чтобы алюминий, медь или другой цветной металл или легированная сталь в процессе сварки не поддавались воздействию всевозможных воздушных примесей, которые могут окислить их. Вследствие таких примесей алюминий может сгореть. Особенностью аргона является то, что он тяжелее кислорода и вытесняет его из рабочей зоны. Подавать его следует за 20 секунд до зажигания дуги, и выключать через 10 секунд после окончания работы.
Сварка при помощи аргона может проводиться посредством:
- плавящегося электрода;
- тугоплавкого (например, вольфрамового).
Аргонодуговая сварка подразделяется на три вида:
- ручная сварка посредством неплавящегося электрода;
- автоматическая сварка с применением неплавящегося электрода;
- автоматическая с тугоплавким электродом.


Технология аргонной сварки
Для аргонодуговой сварки нам потребуется горелка. Ее конструкция такая:
- в ее основе находится вольфрамовый электрод, выступающий на пару миллиметров за пределы корпуса;
- его диаметр должен быть строго подобран согласно параметрам соединяемых материалов;
- внутри горелки находится держатель, куда вставляют нужный электрод;
- вокруг электрода ставят керамическое сопло, из которого при работе поступает газ.
Также для работы потребуется присадочная проволока, которая должна быть сделана из материалов, которые соединяются, а ее диаметр должен быть подобран согласно нормам.
Работа посредством ручной сварки с аргоном при наличии горелки и присадочной проволоки будет выглядеть так:
- очистите поверхность материалов от жира, грязи и окислений любым способом;
- подайте на деталь массу как при обычной сварке, если деталь слишком мала, это подается на стол или ванну. Проволоку подаем отдельно, в цель ее не включаем;
- берем горелку в правую руку, а проволоку в левую. На горелке должна быть размещена кнопка для подачи газа и тока, за 10 секунд включаем газ. Силу тока нужно выбирать в зависимости от материалов;
- опустите горелку поближе к свариваемой поверхности примерно на 2 мм;
- между кончиком электрода и металлом появляется электрическая дуга, которая расплавит кромки деталей и присадочную проволоку.
 Проволоку подаем отдельно, в цель ее не включаем;
Проволоку подаем отдельно, в цель ее не включаем;Помните, что чем больше дуга, тем меньше будет глубина проплавки металла, и хуже будет шов. Кроме того, возрастет напряжение. Именно поэтому дуга должна быть минимальной.
Подавать проволоку нужно постепенно, чтобы металл не разбрызгивался. С первого раза своими руками это получается редко. Желательно, чтобы проволока размещалась впереди горелки под углом к материалу без поперечных движений. Так шов будет ровным и узким.
Зажигать дугу при сварке вольфрамовым электродом нельзя касанием о материал, иначе он загрязнится.
Осциллятор: что это такое
Осциллятор – это прибор, который нужно включать параллельно со сварочным аппаратом. Он нужен при зажигании дуги посредством вольфрамового электрода. Осцилляторы своими руками тоже можно сделать при наличии ряда навыков.Осциллятор на электрод начинает подавать высокочастотные и высоковольтные импульсы, что ионизирует дуговой промежуток. Если частота сети равна 55 Гц при напряжении в 220 В, то осциллятор их преобразовывает и напряжение получается от 2 до 6 тысяч В, а частота – от 150 до 500 кГц соответственно, а такие показатели более приемлемы для зажигания электрода.
Осцилляторы чаще всего используются при сварке алюминия или же при применении электродов, которые имеют покрытие с низкими ионизирующими показателями.
Подключить осциллятор для сварки алюминия и других целей тоже можно своими руками, его конструкция представляет собой генератор с затухающими колебаниями частот тока.
Осциллятор состоит из таких элементов, как:
- трансформатор для повышения напряжения;
- разрядник;
- колебательный контур;
- блокировочный конденсатор;
- обмотка связи.

Принцип работы осциллятора такой:
- накапливается энергия, которая по достижении нужной величины вызывает пробой разрядника;
- появляется электрическая дуга, вследствие чего колебательный контур закорачивается и возникают затухающие колебания;
- они прикладываются к дуге и создают импульсы.
Осцилляторы для сварки подразделяются на аппараты импульсного и непрерывного действия.
Что потребуется для сварочных работ
Одного аппарата для аргонодуговой сварки будет мало, поэтому обычный аппарат для дуговых работ можно оснастить дополнительными элементами. Всего для работы нам будут нужны следующие предметы и инструменты:
- трансформатор с соответствующей мощностью;
- силовой контактор для подачи напряжения;
- осциллятор;
- прибор для регулировки времени обдува при помощи аргона;
- сварочная горелка;
- баллон, наполненный аргоном;
- вольфрамовые электроды и прутки;
- вспомогательный трансформатор;
- выпрямитель для питания коммутирующих приборов током в 24 В;
- клапан электрогазовый;
- реле для включения и выключения контактора и осциллятора;
- индуктивный фильтр для защиты трансформатора от импульсов;
- амперметр для измерения тока;
- автомобильный аккумулятор в любом виде, нужен для снижения постоянной составляющей тока;
- сварочные очки.

Все перечисленные вещи можно приобрести на рынках или строительных супермаркетах, или собрать своими руками.
Характеристика режимов аргоновой сварки
Чтобы алюминий и другие металлы лучше сваривались друг с другом, нужно подбирать правильный сварочный режим.Например, направление и полярность тока выбирают в зависимости от характеристик соединяемых материалов. В основном стали и сплавы свариваются посредством постоянного тока, обладающего прямой полярностью. А вот такие цветные металлы, как магний, алюминий, бериллий и другие лучше соединяются на обратной полярности и на переменном токе, то лучше разрушает оксидную пленку.
При сварочном процессе на постоянном токе тепло выделяется неравномерно на катоде и аноде в пропорциях 30 процентов к 70 соответственно. А чтобы электрод был максимально разогрет и металл лучше плавился, лучше применять прямую полярность.
Помните, что при работе на переменном токе осциллятор приобретает режим стабилизатора после зажигания дуги. А чтобы не допустить деионизацию дугового промежутка при смене полярности и чтобы дуга горела устойчиво, осциллятор передает в момент смены полярности импульсы на дугу.
А чтобы не допустить деионизацию дугового промежутка при смене полярности и чтобы дуга горела устойчиво, осциллятор передает в момент смены полярности импульсы на дугу.
Сварочный ток нужно подбирать тоже в зависимости от характеристик свариваемых деталей, их размера и применяемых электродов. Лучше всего силу тока выбирать согласно специальной таблице.
Количество расходуемого аргона зависит от скорости подачи и скорости воздушных сносящих потоков. Если вы работаете в помещении, где нет сквозняков, то расход газа будет сведен к минимуму. А вот сварочный процесс при сильном боковом ветре нуждается в увеличении промежутка между металлом и электродом, поскольку поток воздуха снесет аргон и, поверхности будут незащищенными. Для этого нужно применять конфузорные сопла, оснащенными сетками с мелкими ячейками.
В некоторых случаях в газовую смесь, кроме аргона, добавляют порядка 5 процентов кислорода. Это нужно с той целью, что аргон самостоятельно не защитит поверхность материала при расплавке от влаги, присадок и грязи, а кислород, вступая с ними в реакцию, либо сжигает их, либо же заставляет всплывать на поверхность. Также он позволяет эффективно бороться с пористостью сварных швов.
Также он позволяет эффективно бороться с пористостью сварных швов.
Естественно, аргонодуговой сварочный метод имеет как плюсы, так и минусы. В частности, сварной шов защищен от внешних воздействий, нет необходимости нагревать большую площадь металла, также сам процесс происходит достаточно оперативно.
В числе минусов – это необходимость точной настройки оборудования для работы, которое само по себе сложное. Также сам сварочный процесс существенно сложнее обычного. Но приобретение опыта в этом деле – вещь немаловажная и со временем то, что поначалу казалось сложным, уже не будет вас пугать.
Оцените статью: Поделитесь с друзьями!Аргонная сварка своими руками
Нередко для изготовления ряда металлических изделий необходимо соединение цветных металлов, например меди, алюминия и легированных сталей. Выполнение подобных работ является наиболее распространенным видом сварочных работ с помощью газовых и электрических сварочных аппаратов.
Однако есть способ сваривания, который отличается от всех вышеперечисленных способов сварки. Он называется – аргонодуговое сваривание.
Явными преимуществами аргонодуговой сварки является полное отсутствие шлака. Это позволяет быть полностью уверенным в качестве сварочного шва. Помимо этого использование данного способа сваривания позволяет производить сборку изделий из самых различных металлов. Благодаря этому можно выполнять швы сложной геометрической и пространственных форм.
Принципиально процесс работы аргонодугового сваривания состоит в следующих моментах
Для того чтобы обеспечить высокое качество сварочного шва, нужно сильно ограничивать пребывание кислорода в сварочной ванне. Если не делать этого, то в сварочном шве металла будет образовываться шлак и качество сваривания будет сильно понижаться
Если не делать этого, то в сварочном шве металла будет образовываться шлак и качество сваривания будет сильно понижаться
Относительно высокая масса данного газа позволяет вытеснять воздух из сварочной ванны. Таким образом, предотвращается окисление получаемого сварочного шва. Для заполнения сварочного шва металлом используют куски сварочной проволоки небольшой толщины. Если Вы работаете с деталями небольшой толщины, то дополнительный сварочный материал в рабочую сварочную зону не вводится.
Для соединения деталей с использованием аргонодуговой сварки нужно обеспечивать наличие газа и электричества, что позволит добиваться образования электрической дуги, достигая больших температур прогрева металла. Часто газ приобретается в специальных баллонах и хранится под высоким давлением, что позволяет нагнетать его в зону сваривания.
Кроме источника газа, для сваривания аргоном нужно иметь сварочный аппарат, который позволит получить рабочий постоянный, переменный или импульсный ток.
К сварочному аппарату подключается два кабеля: один масса, другой оснащен форсункой для подачи газа, а в центре нее расположен сменный электрод, который непосредственно образовывает электрическую дугу при сваривании. Сваривание рекомендуется производить в перчатках из прочной кожи достаточной толщины.
Как проводится аргоновая сварка своими руками: схема и технология процесса
Немногие имеют представление о том, как осуществляется аргоновая сварка своими руками, схема которой довольно проста. Нередко в сварочном деле организуется соединение металлических изделий с применением различных защитных газов.
Фото 1. Схема аппарата для аргоновой сварки.
Особенности сварки с применением аргона
Аргон входит в группу инертных газов. Это значит, что он имеет низкую химическую активность, то есть не вступает в реакции со многими другими веществами. Сварка аргоном имеет свои преимущества. К ним можно отнести:
- возможность без труда сваривать алюминий, медь, чугун, нержавеющую сталь;
- возможность окрашивания поверхности свариваемого изделия после формирования сварного шва;
- хорошее качество сварного шва.
Кроме того, при наличии каких-либо видимых дефектов по окончании работы можно их убрать путем наложения второго сварного шва поверх первого. Для данного вида работ предпочтительнее использовать электроды из вольфрама. Этот металл имеет высокую температуру плавления. Для этого понадобится специальная горелка. Сварка в среде аргона может выполняться несколькими способами: ручным, полуавтоматическим, автоматическим.
Для данного вида работ предпочтительнее использовать электроды из вольфрама. Этот металл имеет высокую температуру плавления. Для этого понадобится специальная горелка. Сварка в среде аргона может выполняться несколькими способами: ручным, полуавтоматическим, автоматическим.
Фото 2. Схема подключения оборудования для сварки.
При автоматическом процессе всю работу выполняет оборудование. Сварщик же наблюдает и контролирует процесс, задавая определенный режим работы.
Для осуществления сварочных работ потребуется специальное оборудование. При ручном и полуавтоматическом процессе в последнее время чаще всего используются инверторы.
Можно применять и трансформаторы. Если соединение металла требуется проводить с помощью неплавящихся электродов, то оборудование должно включать в себя саму горелку, источник тока, стабилизирующее устройство, устройство управления за сварочным процессом.
В силу всего это сварщик должен иметь в наличии достаточный объем газа. Схема сварочного оборудования представлена на фото 1.
Читайте также:
Как производится сварка металла.
Особенности сварки нержавейки полуавтоматом.
Виды сварных швов смотрите здесь.
Вернуться к оглавлению
Полуавтоматическая сварка
Совсем недавно стала использоваться полуавтоматическая сварка с применением аргона. Сварочные аппараты для этого процесса бывают стационарными, передвижными, переносными. В чем положительные стороны этого типа сварочных работ? Во-первых, благодаря полуавтомату можно соединять тонкий листовой металл, который имеет толщину менее 0,5 мм.
Во-вторых, оптимальное соотношение цены и качества сварного шва. В-третьих, имеется возможность паять оцинкованные изделия, не повреждая при этом само цинковое покрытие. Если используется аргон, то такой процесс еще называется MIG-сваркой. Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.
Процесс соединения металла происходит за счет расплавления проволоки. В большинстве случаев применяется проволока на основе марганца и кремния.
Фото 3. Процесс аргонодуговой сварки.
Как осуществляется аргонная сварка своими руками? В первую очередь необходимо подготовить инструменты и сварочный аппарат. Инвертор подсоединяется к источнику тока. При этом обязательно должна соблюдаться полярность.
При сварке в облаке аргона используется прямая полярность. Это означает, что на горелке должен быть «+», а на металлической поверхности – «-». Схема подключения оборудования показана на фото 2. Справа представлена прямая полярность, слева – обратная. Для регулирования поступления аргона из баллонов непосредственно в сопло горелки понадобится газовый редуктор, включающий в себя 2 манометра.
В настоящее время имеется большой ассортимент полуавтоматов. Каждый из них подходит для определенного типа сварочных работ. Есть и универсальные агрегаты.
Вернуться к оглавлению
Технология процесса
Чтобы соединить металлические детали и получить крепкую конструкцию, необходимо четко придерживаться схемы работы. На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
На начальном этапе нужно подготовить поверхность металла. Для этого понадобится очистить его от грязи, пыли, масла, горючих веществ. Делать это можно при помощи простой ветоши, щетки или пескоструйного аппарата. Чтобы избежать образования пор, трещин и других дефектов, целесообразно проводить травление металла и его обезжиривание. На следующем этапе включается в сеть рабочее оборудование. Источник тока должен быть надежным, в противном случае аппарат будет работать плохо.
Если проводится сварка алюминия, то целесообразно использовать алюминиевую проволоку. Если это нержавейка, то проволока должна быть тоже из легированной стали. Сила используемого электрического тока подбирается исходя из толщины металла. Нужно помнить, что малая сила тока не обеспечит нужного результата.
Устройство горелки для аргоновой сварки.
Если требуется сваривать алюминиевые материалы толщиной 3 мм, то подойдет проволока диаметром 2-3 мм, сила тока при этом должна составлять 180 А. В этом случае шов может быть один.
После всего этого сварщик обязан проверить исправность оборудования, а также отрегулировать наконечник горелки. Диаметр наконечника должен превышать толщину проволоки на 1-2 мм. Расположение горелки при сварке показано на фото 3.
Важно, что непосредственно перед соединением металла рекомендуется испробовать режим на каком-либо ненужном изделии. Если дуга горит равномерно и получается ровный сварной шов, то работу продолжают на основном изделии.
Вернуться к оглавлению
Необходимый объем защитного газа
На расход защитного газа аргона влияет несколько факторов. К ним можно отнести скорость движения воздуха (силу ветра) и скорость подачи газа. Не рекомендуется проводить аргонодуговую сварку на открытом воздухе, потому что расход аргона будет выше. Если работы проводятся в помещении, то газа потребуется значительно меньше.
Интересен тот факт, что при наличии ветра требуется увеличить расстояние между электродом и поверхностью металла. В возникшей ситуации можно применять специальные сопла для горелки, которые имеют мелкие ячейки.
Нередко используется сразу несколько газов одновременно. При этом в газовую смесь, помимо аргона, вносят еще кислород. Его доля составляет не более 5%. Зачем это необходимо? Значение кислорода в данном случае сводится к защите изделия от влаги и других вредных примесей. Аргон не справляется с этой задачей. Установлено, что добавление в смесь кислорода снижает пористость металла.
Вернуться к оглавлению
Меры безопасности и необходимое оборудование
Сварочная маска необходима для того, чтобы защитить глаза во время сварки.
Любая сварка представляет потенциальную опасность для работника и окружающих людей. Негативными факторами этого процесса являются следующие:
- возможность удара электрическим током;
- ультрафиолетовое излучение;
- инфракрасное излучение;
- выделение вредных газов;
- шум;
- нагревающий микроклимат.

Чтобы защититься от всех их, сварщик должен работать в средствах индивидуальной защиты (рукавицах, маске, одежде, обуви). Обязательно должно быть сделано заземление. Можно использовать только исправное сварочное оборудование. При необходимости переноса инвертора или трансформатора в другое место нельзя браться за шланг. Для уменьшения скопления вредных газов обязательно должно быть организовано проветривание или искусственная вентиляция.
Для проведения сварочных работ в наличии сварщика должен иметься полный набор оборудования, инструментов и материалов. Он включает в себя сварочный аппарат, электроды или проволоку нужной толщины, источник питания, молоток, осциллятор (при необходимости), баллоны с аргоном, щетку, зубило, средства индивидуальной защиты.
Таким образом, с помощью аргона можно добиться отличного качества сварного соединения. Это достигается за счет его химической инертности.
Аргонная сварка, контактная: своими руками из микроволновки
Общие понятия
Что же такое сварка? Это процесс, при котором получаются неразъемные соединения деталей за счет создания межатомных связей в шве сварки. Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
- медь;
- бронза;
- титан;
- алюминий и другие.
В отличие от обычной сварки тут применяется газ аргон. А сделать какую-либо работу, используя подобный вид сварки, будет очень прибыльно, ведь готовая продукция стоит гораздо дороже. В основе аргонно-дуговой сварки лежит смешивание электрической (дуговой) и аргонной. Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Контактная сварка, она же точечная, относится к термомеханическому классу. В данном процессе детали предварительно совмещаются друг с другом в нужном положении, после этого помещаются между электродов сварочной машины, после чего прижимаются друг к другу. Далее следует нагрев до состояния пластичности и дальнейшая совместная пластическая деформация. Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Сварочные технологии достигли высокого развития в современном мире, работы проводятся не только на производстве, но теперь возможно проводить их на открытом воздухе и даже под водой. Но чтобы не искать выход для решения технических вопросов по сварочным работам, теперь каждый может самостоятельно сделать для себя сварочное оборудование.
Собираем аргонно-дуговую сварку
Не каждый может позволить себе купить готовое оборудование для сварки, хотя рынки дают огромный выбор того или иного оборудования, на любой вкус и для выполнения различных видов работ. Но благодаря небольшой смекалке и желанию достичь нужного результата всегда можно выгодно найти выход из трудной ситуации. А ответ этому — контактная и аргонная сварка своими руками.
Сварка в среде инертного газа аргонаДля собственного создания сварочного оборудования необязательно обладать великими знаниями в области электроники или самой сварки, достаточно следовать предложенным инструкциям и результат не даст себя долго ждать. Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
- Источник тока. Для этого подойдет стандартный трансформатор, возможно, для ручной сварки, с переменным или постоянным током. Редуктор для газового баллона
- Баллон с газом аргона. Желательно с наличием манометра.
- Газовый редуктор.
- Специальная аргоновая горелка.
- Газовый клапан.
- Осциллятор, который преобразует электрический ток в высокочастотные импульсы, для поджигания сварочной дуги. Для этого нежелательно касания с рабочей поверхностью из-за слишком низкой ионизации, при которой слабо вырабатывается искра. При этом электрод может окислиться и загрязниться.
- Сварочная маска.
 Редуктор для газового баллона
Редуктор для газового баллонаГазовая горелка подключается к трансформатору и редуктору, параллельно источнику питания подключается осциллятор. Масса подается, как и при любом другом виде сварки.
Главное не забывать, что при ручной сборке аргонной сварки необходимо особое внимание уделить технике безопасности. Во время сборки собственной конструкции выключите из сети все элементы питания.
Все используемые агрегаты должны быть исправлены, на накидных гайках присутствует рабочая резьба, шланг, через который подается газ, должен быть надежно присоединен, так же как и редуктор. На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
Чтобы сварочные работы велись правильно нужно обратить внимание на некоторые моменты:
- при включении аргон имеет малое шипение
- поверхности, которые задействованы в сварке, должны быть обезжирены и зачищены
- переключатели тока возможны не только ручные, но и педальные (при ручных переключателях не предусмотрено использование обеих рук в процессе сварки)
- движение горелки по шву должно быть только продольное, что будет гарантировать высокое качество при сварке.
Данный тип сварки является универсальным и незаменимым во многих случаях, который позволяет выполнять широкий спектр операций. А тот факт, что есть возможность собрать его своими руками, чувствительно сэкономит средства, которые были бы потрачены на покупку подобного оборудования в специализированных магазинах.
Собираем точечную сварку
Для домашней мастерской контактная сварка своими руками будет неотъемлемым помощником в решении многих производственных вопросов. Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
- в силовой сварочной цепи должно быть низкое напряжение — 1 — 10 В
- время должно быть очень малым — от 0,01 до нескольких секунд
- ток сварочного импульса должен быть большой — от 1000 А или выше
- зона расплавления должна быть маленькой
- место сварки должно подвергаться большим сжимающим усилиям, от десяток до сотни килограмм.
От соблюдения всех этих характеристик будет зависеть качество сварного соединения.
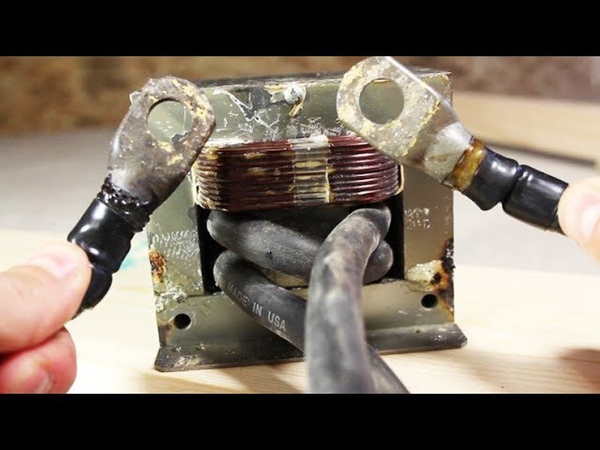
Процессов создания этой сварки может быть очень много, но самый простой и распространенный — это контактная сварка из микроволновки. Из этого прибора нам понадобится повышающий трансформатор. Неважно, будет он рабочий или нет. В данном трансформаторе нужна только первичная обмотка, а, как правило, при сгорании портится вторичная обмотка, которую нужно будет аккуратно удалить.
При этом важно не повредить первичную обмотку. Для создания вторичной обмотки подойдет толстый медный кабель с сечением более 100 мм2 и диаметром более 1 см. Длина провода должна быть как можно меньше, чтобы избежать дополнительного сопротивления. Надо сделать два или три витка, при этом на выходе напряжение будет около 2В. В зависимости от увеличения витков, будет увеличиваться и напряжение, при этом ток будет дольше. Также, чтобы увеличить мощность аппарата, можно увеличить количество трансформаторов, но только если для этого позволяет электрическая сеть.
Контактная сварка своими руками из микроволновки очень практична в использовании. Электродами служат медные стержни и чем толще они будут, тем лучше, главное, чтобы электрод не был меньше диаметра провода. Если аппарат выдает небольшую мощность, то могут подойти жала от мощных паяльников. Электроды со временем использования теряют свою форму и их требуется подтачивать, но в итоге все равно придется менять. В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
Данный тип сварки подходит в основном для работы с такими металлами:
- листовой металл, с толщиной не более 1 мм
- прутки и проволоки с диаметром не более 4 мм
При увеличении мощности можно работать с более толстыми металлами, но всегда нужно знать меру и перед тем, как над чем-либо экспериментировать следует детально разобрать все технические вопросы и возможные проблемы. Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Производственная необходимость
Контактная сварка из трансформатора для микроволновкиТочечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы. Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Видео: Контактная сварка своими руками
Сварка аргоном — видео, как производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые допускают новички в начале своей деятельности.
Необходимость данного вида сварки вызвана тем, что при расплавлении цветные металлы вступают в реакцию с кислородом, образуя, при этом, оксиды, которые отрицательно влияют на качество шва и крепость конструкций. «Тяжёлый» аргон вытесняет воздух и исключает образование окислов. В то же время образуется плазма, которая расплавляет металлы и способствует их соединению.
Преимущества аргонодуговой сварки
Технология сварки аргоном имеет значительные преимущества перед другими методами. К ним относятся:
К ним относятся:
- Сохранение изначальной формы заготовок в результате незначительного нагрева основного металла.
- Высокая скорость проводимых работ благодаря большой тепловой мощности.
- Простая технология сварки аргоном, позволяющая освоить её за короткое время даже новичкам.
- Сваривание деталей из металлов, не поддающихся другим видам сварки.
- Формирование очень аккуратного шва. Здесь также имеет значение знания, которые можно получить, просмотрев «Сварка аргоном. Видео», и, конечно, опыт.
Недостатки аргонодуговой сварки
Несмотря на перечисленные выше достоинства, у данного вида соединения имеются свои минусы, к которым относятся:
- Работа на сквозняках или при сильном ветре невозможна, так как часть аргона теряется, и качество работы снижается.
- Использование сложного и дорогого оборудования для проведения сварочных работ.
- Использование дополнительного охлаждения.
Аппарат для сварки аргоном требует наличия специальных вольфрамовых электродов, которые не плавятся в процессе использования.

Правила сварки
Курсы аргонной сварки своими руками предлагают несколько правил, соблюдая которые можно не только быстро освоить технологию процесса, но и сделать его высококачественным.
- Перед проведением работ необходимо освободить обрабатываемую поверхность от механических загрязнений, а затем обезжирить её химическими препаратами.
- Подачу аргона следует начинать за 20 секунд до начала сварки.
- Длина дуги должна быть минимальной. Это достигается сокращением расстояния между поверхностью металла и электродом. Увеличение длины дуги приводит к тому, что ширина шва становится больше, а глубина проплавления уменьшается, что в совокупности влияет на качество шва.
- Сварка аргоном меди и других цветных металлов производится прямолинейным движением электрода вдоль шва.
- Подача проволоки должна осуществляться плавно, чтобы предотвратить интенсивное разбрызгивание металла.
- Вольфрамовый электрод и присадочная проволока должны постоянно находиться под действием аргонной защиты. Это предотвратит связывание ионов металла с активными молекулами кислорода и азота, способных снизить качество шва.
- Присадочную проволоку необходимо располагать так, чтобы она находилась впереди горелки под углом к поверхности, при этом, не допуская поперечных колебаний.
- Аргонная сварка (видео) научит правильно оценивать качество шва по форме ванны. Если она растянута в сторону движения сварки, то это говорит о качественной и глубокой проплавленности. А вот круглая и овальная форма свидетельствуют об обратном.
- Нельзя прекращать процесс сварки, резко обрывая дугу, так как это приводит к отсутствию защиты шва. Курсы аргонной сварки учат прекращать подачу аргона только через десять секунд после завершения работы.
 Это предотвратит связывание ионов металла с активными молекулами кислорода и азота, способных снизить качество шва.
Это предотвратит связывание ионов металла с активными молекулами кислорода и азота, способных снизить качество шва.Порядок работ при аргонной сварке
Сварка аргоном видео знакомит начинающих сварщиков с последовательностью проведения работ. Начинать следует с подвода одной фазы сварочного тока и аргона к газовой горелке, а другой фазы — к изделию. Предварительно надо заточить вольфрамовый электрод конусообразно на длину 2–3 диаметров электрода.
Предварительно надо заточить вольфрамовый электрод конусообразно на длину 2–3 диаметров электрода.
Аргонная сварка (видео) учит правильно разжигать дугу на специальной угольной пластине. При проведении данных работ на металлической поверхности происходит оплавление и загрязнение электрода. Для образования дуги можно применить осциллятор, служащий дополнительным источником питания. В некоторых случаях используют встроенный прибор, у которого холостой ход имеет повышенное напряжение.
Проволоку для присадки подают в область горения дуги, которая направлена на металл. При этом расстояние между ними должно быть очень маленьким.
«Сварка аргоном. Видео» подробно знакомит всех желающих с данным процессом, а также демонстрирует необходимое оборудование, применяемое для этих целей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах. Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества. Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Очередная особенность нержавейки – повышенное электрическое сопротивление. Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами. Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.
Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.
Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
- температурой металла;
- температурой припоя;
- зазором между свариваемыми деталями;
- силой тока.
Подготовка нержавейки
Сварка аргоном нержавейки, как и любого другого металла, подразумевает предварительную подготовку. Чтобы правильно подготовить металл необходимо:
- зачистить наждачной бумагой или другим абразивным материалом места, где будет производиться сварка;
- обезжирить зачищенные участки ацетоном или растворителем;
- если сваривается тонкий металл, около 1 мм, то сварной участок можно предварительно прогреть газовой горелкой до 200 – 300 градусов, это снизит напряжение в металле и позволит избежать трещин;
- последний, но не менее важный пункт – выставление зазоров.
Также не стоит забывать про подготовку припоя, он выбирается согласно толщине металла. Не менее важно подготовить место проведения сварочных работ, а также защитную одежду. Про настройки сварочных аппаратов поговорим далее.
Технология TIG сварки
Аргонодуговая сварка по TIG технологии выполняется неплавящимся электродом из вольфрама. Работа может проводится на переменном или постоянном токе. Главной составляющей является – горелка. В ней закреплен неплавящийся вольфрамовый стержень и сопло, подающее защитный газ. Проволока или в данном случае – припой, он подносится вручную к месту образования дуги. Движение горелки, как и подача припоя, контролируется сварщиком. Особенностью формирования шва таким способом является тот факт, что поперечных движений, как при других технологиях сварки – нет. Горелка, как и припой перемещается строго вдоль оси шва.
Строгие линейные движения в одном направлении позволяют не выводить сварочную ванну из защитной среды и сохранять ее от окислений и разбрызгивания.
 Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.
Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.Еще одной особенностью тиг сварки является неплавящийся вольфрамовый электрод. Он нужен, для формирования и подержания дуги, однако касаться им метала или помогать класть припой – нельзя. Розжиг производится без чирканья или точечного касания. В некоторых случаях используют специальную пластину из графита или угля. На которой разжигают дугу, а затем переносят ее на место сваривания.
Чтобы лучше понять, как происходит тиг сварка нержавейки, давайте разберем основные принципы настройки и управления горелкой, для сваривания двух пластин, толщиной 1 мм в нижнем положении.
- Сперва разберемся с припоем, для этого нам нужно знать маркировку металла, а затем подобрать припой с чуть большим количеством примесей, чем у свариваемого сплава.
- Теперь выставляем постоянный ток, прямой полярности.
- Сила тока 30 – 50 А, напряжение не больше 28 В, скорость сварки 12 – 28 см/минуту, а расход аргона 3-5 литров.
- Толщина припоя выбирается индивидуально, от 0.8 до 1.6 мм.

В данном диапазоне настроек вы сможете качественно приварить две пластины, толщиной 1 мм, но если вы хотите потренироваться, то лучше начинать с более толстых сталей 3-4 мм.
Когда мы выставили все необходимые параметры, и зазоры можно приступать к свариванию. Подносим горелку, зажигаем дугу и постепенно подносим припой. Саму горелку ведем под углом 70 – 80 градусов, а припой на более остром угле 10-15 градусов.
Полезный совет – отключайте подачу аргона не сразу, а спустя 4 – 10 секунд после отключения тока, иначе неостывшая сварная ванна может окислиться!
Работа полуавтоматом в среде аргона
Предыдущий способ отлично подходит для сваривания изделий применяемых в пищевой промышленности, для случаев, когда важен внешний вид соединений, но он имеет один значительный минус – низкая скорость работы. В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
Работа полуавтоматом имеет ряд особенностей. Например проволока для сваривания, должна быть с примесью никеля, как и сама нержавейка. Можно работать и обычным материалом, но качество будет несопоставимо. Также, не стоит забывать про то, что проволока с никелем плавится быстрей, это нужно учитывать при настройках аппарата.
Теперь про защитный газ, здесь мы также применяем аргон. Расход газа устанавливается на уровне от 6 до 12 литров в минуту. В отличие от предыдущего варианта, в некоторых случаях можно использовать не чистый аргон. Например для работы с толстыми нержавеющими сталями допустимо использовать 2% углекислоты. Некоторые сварщики используют различные вариации углекислоты и аргона, вплоть до соотношения, в которых на аргон приходится 70%, а на углекислоту – 30%. Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Аргоновая сварка нержавейки полуавтоматом может происходить с использованием следующих технологий:
- короткой дуги;
- импульсного режима.
При использовании короткой дуги мы можем без труда сваривать тонкие металлы, ведь данная технология минимизирует риск прожига детали. Наиболее точным является импульсный метод. Он наиболее контролируем и гарантирует высокое качество работ. Импульсным, он назван потому, что металл подается в сварочную ванну каплями. Используя данный метод сварщик может полностью исключить разбрызгивание металла, снизить расход проволоки. Импульсный метод идеален для работы с металлами средней толщины и толстыми нержавеющими сплавами.
Заключение
Несмотря на все трудности сваривания нержавейки, при правильном подходе любой, даже начинающий сварщик сможет выполнить качественный шов. Мы описали как настроить сварочный ток, как расположить свариваемый материал, как подобрать проволоку, припой и другие особенности работы с полуавтоматом и TIG методом. Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
Аргонодуговая сварка — ООО ТК „ВЕЛЕС”
Аргонодуговая сварка
Часто возникает необходимость производить сваривание материалов (легированные стали, алюминий, титан, медь и др.) которые практически не поддаются соединению с применением традиционного оборудования, поэтому для создания неразъемных конструкций из этих материалов успешно применяется аргонно-дуговая сварка. Аргонная сварка своими руками осуществляется на стандартном оборудовании или при помощи агрегата собственного изготовления и требует определенных навыков и знаний, без которых процесс обречен на неудачу.
Горелка для сварки аргономОсобенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в среде инертного газа (аргона), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качества шва. Сваривание металлов в среде защитного газа может осуществляться в ручном, полуавтоматическом и автоматическом режимах с использованием неплавящегося и плавящегося электрода.
В качестве неплавящегося электрода при аргонно-дуговой сварке обычно применяется вольфрамовый элемент, поскольку это очень тугоплавкий материал. При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
Особенности техники при аргонодуговой сварке
Для уверенной и продуктивной работы следует знать, как варить аргоном, и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться высокого качества шва.
Аргонно-дуговая сварка своими руками предполагает создание прочного и надежного шва, и поэтому требует повышенного внимания при проведении работ.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая минимально возможную длину дуги. С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направленно вдоль оси шва. Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
- Для предотвращения насыщения свариваемых поверхностей азотом и кислородом, содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне аргонной защиты.
- При резкой подаче сварочной проволоки наблюдается активное разбрызгивание металла. Для предотвращения этого процесса следует подавать проволоку очень плавно, что достигается практикой.
- Одним из показателей качества шва является его проплавленность, о которой можно судить по форме, образованной сварочной ванной. О хорошей проплавленности можно судить по сварочной ванне, удлиненной в сторону направления сварки, а овальная или круглая форма говорит о недостаточном проплавлении поверхности.
- При сваривании неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности впереди горелки, избегая поперечных колебаний. Таким способом легче обеспечить ровный и узкий сварочный шов.
- Заваривание кратера при окончании работ производят с помощью понижения силы тока реостатом (неправильно прекращать работу путем обрыва дуги, отводя горелку, поскольку резко снижается защита шва). Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
- Перед началом проведения сварочных работ поверхности деталей следует очистить от окислов и грязи механическими или химическими способами, а также обезжирить.
 Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов. Таким способом легче обеспечить ровный и узкий сварочный шов.
Таким способом легче обеспечить ровный и узкий сварочный шов.Некоторые рекомендации, приведенные выше, позволят немного больше узнать о том, как правильно варить аргоном, а следование этим правилам значительно улучшит качество работы и повысит производительность труда.
Параметры режимов при аргонно-дуговой сварке
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективное проведение процесса.
- Полярность и направление тока выбираются согласно свойствам свариваемого металла. Обычно при работе с основными сталями и сплавами применяется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительней вести при обратной полярности, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. При увеличении длинны дуги растет напряжение и ухудшается качество шва.
- Расход инертного газа следует устанавливать таким образом, чтобы создавался ламинарный поток, который полностью защитит провариваемые поверхности от окисления.
Подбор оптимальных режимов — это довольно сложный процесс, поэтому аргонно-дуговая сварка, обучение должно проводиться опытным специалистом, владеющим как теоретическими знаниями, так и практическими навыками выполнения подобных работ.
Модернизация обычного сварочного аппарата для использования аргона
Зачастую аргоновая сварка своими руками осуществляется на нестандартном оборудовании, то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
- Осциллятор – это устройство, используемое для бесконтактного зажигания электрической дуги. Оно поддерживает стабильный дуговой разряд при работе на режимах, требующих применения переменного тока. Поскольку зажигание дуги при аргонно-дуговой сварке по ряду причин невозможно путем непосредственного касания электродом рабочей поверхности, осциллятор генерирует высоковольтный разряд (4 – 8 кВт. ), который и пробивает дуговой промежуток.
- Балластный реостат служит для регулирования силы тока и подбора оптимальных параметров при сварке деталей из различного материала. При сваривании алюминия на переменном токе рекомендуется осуществлять регулирование реостата в очень узких пределах (15- 20%), поскольку постоянную составляющую тока компенсировать все равно не удастся.
 ), который и пробивает дуговой промежуток.
), который и пробивает дуговой промежуток.Преимущества и недостатки аргонодуговой сварки
Преимущества:
- область нагрева основного металла очень незначительна, что сохраняет первоначальную форму заготовок;
- аргон является инертным газом, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличивать скорость проведения работ;
- несложность технических приемов делает такой способ сварки общедоступным;
- возможность сваривания деталей, которые нельзя соединить другим способом, с получением аккуратного и эстетичного шва.

Недостатки:
- возможность неполной защиты швов при работе на сильном ветре или сквозняке, поскольку часть аргона может не попасть по назначению;
- при проведении работ высокоамперной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые трудности точной настройки.
Можно ли использовать смесь аргона с CO2 для сварки TIG? — Сделать из металла
Обычно сварка TIG выполняется с использованием чистого аргона в качестве защитного газа, а для сварки MIG используется газ аргон-CO2. Однако в связи с резким ростом популярности многоцелевых сварочных аппаратов, которые могут выполнять как MIG, так и TIG, многие ребята хотят знать, смогут ли они упростить настройку и использовать один газ для обоих.
Можно ли использовать смесь аргона с CO2 для сварки TIG? Использование этой смеси для сварки TIG — действительно плохая идея, так как ваш вольфрамовый электрод мгновенно перегорит. Это , а не , подходящий газ для сварки TIG.
Это , а не , подходящий газ для сварки TIG.
Различные потребности для разных сварных швов
Чтобы вы могли понять, почему не существует экономичного газа, подходящего для любителей MIG / TIG, давайте кратко рассмотрим, что газ делает для каждого процесса сварки.
Сварка TIG использует газ для защиты вольфрамового электрода от загрязнений окружающей среды, таких как кислород, азот и водород. Также необходима более стабильная дуга, поскольку электрод необходимо держать на контролируемом расстоянии от заготовки
Аргон обеспечивает полную инертность сварочной среды и помогает формировать очень стабильную управляемую дугу.
Двуокись углерода (CO2) на самом деле является активным газом. Это вызывает окисление, особенно вокруг вольфрама (который является электродом в сварочном аппарате TIG).
Сварка МИГ имеет разные потребности. Если вы используете аргон со сварочным аппаратом MIG, ваши сварные швы будут широкими и плохо проплавленными. Вот почему мы добавляем углекислый газ.
Вот почему мы добавляем углекислый газ.
CO2 способствует образованию более горячей сварочной ванны, которая течет глубже и быстрее. Сталь способна справляться с контролируемыми атмосферными реакциями вокруг сварочной ванны, поэтому мы не сталкиваемся с такими проблемами, как охрупчивание или другими проблемами, с которыми могут столкнуться другие металлы.
Короче говоря, для сварки TIG требуется чистый аргон для защиты вольфрамового электрода, а для сварки MIG лучше всего работает смесь аргона с диоксидом углерода 75% / 25%, чтобы обеспечить хорошее проплавление и текучесть.
Гелий
Гелий — это газ, который меняет все. Вы можете использовать его вместе с аргоном для сварки MIG и TIG.
Однако — дорогое удовольствие, и его трудно достать. Цены всегда колеблются, но гелий обычно в три раза дороже аргона, и его трудно найти в большинстве мест.
Обычно он используется только для крупных промышленных предприятий, таких как сверхмощные роботизированные сварочные аппараты MIG. Гелий нагревает сварочную ванну, и с его помощью вы можете сваривать намного быстрее. То, что вы платите за гелий, можно получить за счет более высоких темпов производства.
Гелий нагревает сварочную ванну, и с его помощью вы можете сваривать намного быстрее. То, что вы платите за гелий, можно получить за счет более высоких темпов производства.
Таким образом, смесь MIG с 75% аргона и 25% гелия может отлично работать для некоторых крупных промышленных предприятий, работающих в тяжелых условиях, но это просто нереально для небольших магазинов или любителей.
Для сварки TIG есть свои плюсы и минусы.
Гелий увеличивает нагрев и снижает стабильность. Многие сварщики сталкиваются с проблемами чистоты сварных швов, когда добавляют к аргону гелий, иногда в виде черной сажи.
Почему для сварки TIG следует использовать гелий?
Если вы делаете толстую алюминиевую пластину, дополнительное тепло, получаемое от гелия, может помочь вам получить намного больше сварочной мощности от меньшего аппарата. Вы также можете сваривать намного быстрее даже на более легких материалах.
Однако сварка TIG с гелиевой смесью — это совсем другое дело, и нужно много практики, чтобы не навести беспорядок. Большинству специалистов гораздо проще просто использовать чистый аргон, особенно если они сваривают алюминий толщиной 1/4 дюйма или тоньше.
Большинству специалистов гораздо проще просто использовать чистый аргон, особенно если они сваривают алюминий толщиной 1/4 дюйма или тоньше.
Ответ для многоцелевых машин
Для любителей, которым просто нужен хороший выбор вариантов сварки под рукой, есть несколько вещей, которые помогут решить, на что потратить деньги.
Например, вы можете захотеть просто придерживаться дуговой сварки порошковой проволокой (FCAW), также иногда называемой безгазовой сваркой MIG. Провод значительно дороже, но вам не нужно использовать газовый баллон.Ожидайте, что вы заплатите где-то 2-3 раза за проволоку с флюсовым сердечником по сравнению с обычной сплошной проволокой, но часто это лучший выбор для любителей.
Тогда вы можете просто купить небольшую бутылку аргона, если вы хотите сделать TIG. Переключение шлангов для быстрой 10-минутной сварки может быть проблемой, если вы не проявите творческий подход к сантехнике.
Если вы занимаетесь сваркой в гараже менее чем раз в неделю, я определенно рассмотрю возможность использования FCAW и TIG.
Но если вы пользуетесь своим аппаратом чаще, то в течение года вам может стоить меньше, если вы проглотите его и купите два разных баллона для MIG и TIG.
В любом случае универсального решения не существует.
Если вы пытаетесь выяснить варианты настройки дома, обязательно прочитайте мое руководство по сварочному оборудованию для начинающих.
Сварка 101 для любителей (и ботаников!) — Практическая инженерия
В этом году у меня есть кое-что необычное на Рождество: новый сварочный аппарат TIG, который я уже окрестил в типичной манере практической инженерии. Я новичок в сварке и в настоящее время усваиваю все, что могу по этой теме, поэтому, пока я учусь, я подумал, что найду время, чтобы обобщить некоторые из этих новых знаний и поделиться ими с вами.Теперь это сварка для парней и девушек из первых в классе, которые никогда не заходили в механический цех. Вы знаете, о ком я говорю: об участниках марширующего оркестра, гиках, ботаниках. Мы не собираемся запутывать вещи бессмысленной фальсификацией и канадскими силлогизмами. Другими словами, если вы уже забили замочную скважину на своем корневом проходе, если ваши стрингеры в десять центов высотой и шириной в десять центов, и, конечно, если вы когда-либо держали что-либо в тисках, это видео может быть немного элементарным.
Другими словами, если вы уже забили замочную скважину на своем корневом проходе, если ваши стрингеры в десять центов высотой и шириной в десять центов, и, конечно, если вы когда-либо держали что-либо в тисках, это видео может быть немного элементарным.
1. Что такое сварка?
Для наших целей мы определим сварку как способ соединения металлов плавлением.Этот сплав и отличает сварку от пайки или пайки. Когда вы соединяете металлы, у вас есть две части: основной металл (часть, которую вы свариваете) и иногда дополнительный присадочный металл, который вы используете для усиления соединения. При пайке и пайке тепла достаточно только для расплавления присадочного металла, а не основного металла. Это металлический эквивалент того, как работают большинство клеев. С другой стороны, при сварке основные металлы плавятся, так что может происходить плавление. Два металла фактически становятся одним.Освободите свой дух, это единственный способ быть для вас … эталоном для маленьких девочек-специй.
В целом металлы обладают превосходными механическими свойствами по сравнению с другими распространенными строительными материалами. Они твердые, прочные, прочные и долговечные. Как человек, который — а я не решаюсь сказать это в видео о сварке — иногда обрабатывает дерево, даже я могу признать, что металлы — превосходный материал во многих отношениях. Таким образом, вы можете понять, почему было бы выгодно иметь способ соединить их вместе, особенно если вы можете сделать это таким образом, чтобы соединение не было самой слабой частью вашей сборки.Это цель сварки, и, к счастью, это не предназначено для промышленных предприятий и механических цехов. Судя по моему собственному опыту, сварка — это то, чем вы могли бы заниматься сами в качестве хобби. И следите за обновлениями до конца, чтобы получить несколько советов по началу работы.
2. Какие бывают виды сварки?
Для сварки необходимы два основных компонента: тепло и защита от атмосферы. Тепло, конечно, необходимо, чтобы расплавить свариваемые куски металла, чтобы они могли сплавиться. Экранирование необходимо, поскольку расплавленные металлы легко окисляются и поглощают атмосферные загрязнения. Эти примеси ослабят сварной шов или помешают хорошему сплавлению, поэтому обычно требуется какое-то экранирование. Теперь есть много способов сделать тепло. На самом деле это фундаментальный закон Вселенной, но здесь он также верен в более конкретном смысле. Как ни удивительно, существует множество способов защитить сварной шов от загрязнения. Итак, как вы понимаете, с учетом только этих двух основных требований был разработан ряд методов сварки с использованием различных комбинаций тепла и защиты.К счастью для меня, как автора этого видео, лишь некоторые из этих методов доступны любителям. Сегодня коротко поговорим о пяти.
Экранирование необходимо, поскольку расплавленные металлы легко окисляются и поглощают атмосферные загрязнения. Эти примеси ослабят сварной шов или помешают хорошему сплавлению, поэтому обычно требуется какое-то экранирование. Теперь есть много способов сделать тепло. На самом деле это фундаментальный закон Вселенной, но здесь он также верен в более конкретном смысле. Как ни удивительно, существует множество способов защитить сварной шов от загрязнения. Итак, как вы понимаете, с учетом только этих двух основных требований был разработан ряд методов сварки с использованием различных комбинаций тепла и защиты.К счастью для меня, как автора этого видео, лишь некоторые из этих методов доступны любителям. Сегодня коротко поговорим о пяти.
Первый — это кислородно-топливная сварка, также известная как газовая сварка или сварка горелкой. В этом методе тепло исходит от сгорания смеси чистого кислорода и некоторого другого газа, обычно ацетилена. Эта комбинация создает чрезвычайно горячее пламя, температура плавления которого может превышать температуру плавления большинства металлов. Защита обеспечивается оболочкой пламени и газами, образующимися при сгорании (в основном, двуокисью углерода).При кислородно-топливной сварке вы используете горелку для образования лужи расплавленного металла. Другой рукой вы добавляете в сварной шов присадочный металл. Это очень простой процесс и один из старейших методов сварки. Преимущества заключаются в том, что держать в руках ацетилено-кислородную горелку действительно здорово, она не требует электричества, а также ее можно использовать для других целей, например для резки, так что вы можете получить много пользы от одного инструмента. Недостатки заключаются в том, что рядом должны находиться два резервуара с горючими газами под высоким давлением, а горелка является громоздкой, что приводит к более медленной и менее стабильной сварке.
Защита обеспечивается оболочкой пламени и газами, образующимися при сгорании (в основном, двуокисью углерода).При кислородно-топливной сварке вы используете горелку для образования лужи расплавленного металла. Другой рукой вы добавляете в сварной шов присадочный металл. Это очень простой процесс и один из старейших методов сварки. Преимущества заключаются в том, что держать в руках ацетилено-кислородную горелку действительно здорово, она не требует электричества, а также ее можно использовать для других целей, например для резки, так что вы можете получить много пользы от одного инструмента. Недостатки заключаются в том, что рядом должны находиться два резервуара с горючими газами под высоким давлением, а горелка является громоздкой, что приводит к более медленной и менее стабильной сварке.
Для следующих четырех типов сварки тепло исходит от образования электрической дуги между электродом и металлом. У вас есть короткие прозвища, которые я звучу: Stick, MIG и TIG, и я буду использовать flux-core рядом с MIG, поскольку обычно вы можете использовать одну и ту же машину для обоих процессов.
Вероятно, наиболее распространенным типом сварки является дуговая сварка защитным металлом, также известная как сварка штучной сваркой. В этом процессе используется источник питания для поддержания дуги между электродом и основным металлом.При сварке штангой электрод также является присадочным металлом и окружен флюсом, который плавится в процессе сварки. Когда зажигается дуга, выделяемое тепло плавит основной металл и электрод, заставляя их плавиться. Покрытие из флюса также распадается, образуя как защитный газ, так и шлак, который поглощает примеси и создает защитное покрытие на сварном шве при его охлаждении. Ручная сварка так популярна благодаря своей простоте и универсальности. Источники питания постоянного тока довольно недороги по сравнению с другими сварочными аппаратами, а сварку штангой можно выполнять практически в любых условиях, в том числе под водой.Недостатки в том, что он работает только с некоторыми металлами (в основном, с железом и сталью) и что это может быть довольно грязный процесс с большим количеством расплавленных брызг и паров.
Далее идут два метода сварки с подачей проволоки. Газовая дуговая сварка металла, также известная как MIG, и дуговая сварка сердечником под флюсом. Как MIG, так и сварка сердечником под флюсом используют источник постоянного напряжения для создания дуги и механизм подачи проволоки для электрода, который также является присадочным металлом. Как и при сварке штучной сваркой, дуга плавит электрод и основной металл, позволяя им соединиться в сварной шов.В случае MIG защита обеспечивается инертным газом (это IG в MIG), который окружает дугу во время сварки. Обычно газовая защита представляет собой смесь аргона и диоксида углерода. Как следует из названия, при сварке сердечником из флюса используется трубчатый электрод с флюсом в центре. Флюс защищает сварной шов, выделяя газ и шлак, как при сварке штучной сваркой. Вы можете использовать как инертный газ, так и порошковую проволоку — процесс, известный как сварка с двойным экраном. Газовая дуга и дуга с флюсовым сердечником — два из самых быстрых методов сварки с точки зрения скорости наплавки, поскольку вам не нужно останавливаться, чтобы получить новый стержень. Сварка MIG и сварка сердечником под флюсом также считаются самыми простыми методами для изучения, поскольку в процессе работы нужно контролировать меньше переменных. MIG, как правило, является внутренним процессом, поскольку ветер может сдувать защитный газ, но сердечник из флюса может использоваться в большинстве сред, как сварка штучной сваркой.
Сварка MIG и сварка сердечником под флюсом также считаются самыми простыми методами для изучения, поскольку в процессе работы нужно контролировать меньше переменных. MIG, как правило, является внутренним процессом, поскольку ветер может сдувать защитный газ, но сердечник из флюса может использоваться в большинстве сред, как сварка штучной сваркой.
Наконец, у нас есть газовая сварка вольфрамовым электродом или сварка TIG. Этот процесс очень похож на сварку горелкой. Фактически, бизнес-часть сварщика TIG также называется горелкой. Он состоит из неплавящегося вольфрамового электрода и керамической чашки.При сварке TIG дуга проходит между электродом и металлом, но в отличие от других процессов, которые мы обсуждали, электрод не плавится, поскольку он сделан из вольфрамового сплава. Вместо этого другой рукой добавляйте присадочный металл в сварочную ванну. Лужа и дуга защищаются от атмосферы с помощью IG в TIG, обычно чистого аргона, который фокусируется вокруг сварного шва керамической чашкой. TIG — это наиболее точный из рассмотренных нами методов, поскольку вы можете гораздо лучше контролировать длину и ток дуги, скорость добавления присадочного металла и другие важные переменные, которые могут повлиять на качество сварки.Этот контроль также делает TIG наиболее подходящим методом для сварки тонких материалов и цветных металлов, таких как алюминий, магний и даже титан. Однако по той же причине это, вероятно, самый сложный процесс для освоения и, как правило, самый медленный.
TIG — это наиболее точный из рассмотренных нами методов, поскольку вы можете гораздо лучше контролировать длину и ток дуги, скорость добавления присадочного металла и другие важные переменные, которые могут повлиять на качество сварки.Этот контроль также делает TIG наиболее подходящим методом для сварки тонких материалов и цветных металлов, таких как алюминий, магний и даже титан. Однако по той же причине это, вероятно, самый сложный процесс для освоения и, как правило, самый медленный.
3. С чего начать?
Чтобы начать сварку, требуется некоторое оборудование, в первую очередь сварочный аппарат или кислородно-топливная установка. Многие аппараты, представленные сегодня на рынке, могут выполнять более одного процесса сварки, поэтому не всегда нужно выбирать один.Тем не менее, как и во многих других хобби, когда дело доходит до дуговой сварки, существует бешеная преданность бренду, поэтому убедитесь, что вы выбрали правильный цвет. Вы же не хотите возвращаться домой с Линкольном только для того, чтобы узнать, что ваша жена ходит только за парнями Миллера. И не забывайте о безопасности. Как и любое хобби, связанное с обжигающим ярким светом, расплавленными металлами и высоким напряжением, сварка может быть опасной. Подумайте об опасностях, прежде чем вводить одну из этих машин в свой дом, и если вы планируете бюджет, чтобы начать заниматься хобби, не забудьте все необходимое защитное снаряжение.
И не забывайте о безопасности. Как и любое хобби, связанное с обжигающим ярким светом, расплавленными металлами и высоким напряжением, сварка может быть опасной. Подумайте об опасностях, прежде чем вводить одну из этих машин в свой дом, и если вы планируете бюджет, чтобы начать заниматься хобби, не забудьте все необходимое защитное снаряжение.
Как я уже упоминал в начале, я тоже новичок в сварке, поэтому я далек от вашего лучшего ресурса по этой теме. К счастью для всех нас, на YouTube есть несколько человек, которые бесплатно выкладывают невероятный образовательный контент, двое из которых были достаточно любезны, чтобы поделиться со мной кадрами для использования в этом видео. Джоди из Welding Tips and Tricks делает потрясающие видеоролики о сварке, включая красивые снимки дуги, чтобы вы могли точно увидеть, что происходит, когда он сваривает. Этот старый Тони снимает очень качественные видеоролики о механических мастерских, которые хорошо разбираются в основах.Сделайте себе одолжение и подпишитесь на оба этих канала. Обещаю, вы не пожалеете. Огромное спасибо обоим этим парням за то, что позволили мне использовать некоторые из их записей. Спасибо за просмотр и дайте мне знать, что вы думаете.
Обещаю, вы не пожалеете. Огромное спасибо обоим этим парням за то, что позволили мне использовать некоторые из их записей. Спасибо за просмотр и дайте мне знать, что вы думаете.
Сварка TIG в подвале? Что вам нужно знать — Welding Mastermind
Сварка TIG становится все более популярной хобби, и все больше людей занимаются им дома, в гаражах или подвалы. Но если вы производите сварку TIG в подвале, вы узнаете несколько важных фактов. нужно знать, чтобы оставаться в безопасности.
Что нужно знать, если вы ТИГ сварка в подвале? Сварка TIG связана с несколькими рисками для здоровья при использовании в закрытом помещении в доме, например:
- В небольшом закрытом подвале, газ аргон, используемый при сварке TIG, вытесняет кислород и может вызвать удушье без надлежащей вентиляции.
- Поднимающийся дым отходящих газов от сварки представляют опасность для окружающих в доме над подвалом.
- Искры от сварки TIG
представляют значительную опасность возгорания в замкнутом пространстве под домом.
- Есть опасность сильного поражение электрическим током и поражение электрическим током в результате сварки TIG, так как многие из них используют сила тока, не предназначенная для использования в домашней электросети.

С хорошей вентиляцией и пожаром предотвращения, сварка TIG может выполняться безопасно. Читай дальше, чтобы узнать больше о рисках такой сварки в замкнутом пространстве и о том, что можно сделать, чтобы предотвратить трагедию.
Что такое Сварка TIG и каковы связанные с этим риски?
Сварка TIG — это сварка, выполняемая с неплавящимся вольфрамовым электродом, создающим сварной шов.Для защиты сварного шва область и электрод от контакта с кислородом или другими элементами окружающей среды воздух, обычно используется аргон.
Аргон в Сварка TIG не поддерживает жизнь
Опасность использования кислородной защиты
газа в небольшом замкнутом пространстве является то, что инертные газы не токсичны для человека. Однако защитный газ аргон в случае сварки TIG будет вытеснять
окружающий кислород. Поэтому вам нужна правильная вытяжка или вентиляция в помещении.
вы свариваете. Удушение аргоном — распространенная угроза в ближайшем
сварщики должны иметь в виду.Вот почему они обычно используют поставляемый кислород.
костюмы, чтобы держать их в безопасности.
Однако защитный газ аргон в случае сварки TIG будет вытеснять
окружающий кислород. Поэтому вам нужна правильная вытяжка или вентиляция в помещении.
вы свариваете. Удушение аргоном — распространенная угроза в ближайшем
сварщики должны иметь в виду.Вот почему они обычно используют поставляемый кислород.
костюмы, чтобы держать их в безопасности.
Это может привести к смерти сварщика из-за к недостатку кислорода. Если из-за недостатка кислорода сварщик теряет сознание в семейный подвал, уровень аргона может стать фатальным, прежде чем кто-либо поймет, что что-то пошло не так.
Вдыхание больших концентраций Аргон может вызвать следующие симптомы:
- Головокружение
- Тошнота
- Рвота
- Потеря сознания
- Смерть
Может случиться удушье от аргона
потому что, как только мозг лишается кислорода, он ограничивает его
способность рассуждать, которая может мешать сварщику воспринимать
что они находятся в физической опасности.
Продолжительное кислородное голодание вызовет неосмотрительность, значительная путаница и в конечном итоге может вызвать у сварщика к затемнению. Если никого нет дома, а сварщик один в подвале, никто не узнает, что что-то не так.
Когда мозг лишен кислорода, кома и смерть могут наступить в считанные минуты без каких-либо тревожных признаков.
Рост Дым от сварки TIG опасен для окружающих в доме
Столько же аргона, сколько и сварка, вам также нужно беспокоиться о любых отходящих газах, которые образуются из процесс сварки TIG.
В то время как количество дыма удаляется при сварке TIG сварка по сравнению с некоторыми процессами относительно невысока, но по-прежнему важна знать об опасности и от каких паров потенциально можно избавиться по работе, которую вы делаете.
Эти горячие ядовитые пары поднимаются в воздух, поэтому без надлежащей вентиляции они могут подняться в дом над подвал и причинить вред живущим наверху.
Сварка в подвале есть опасность пожара
Просто потому, что человек назначил
подвал как «торговая площадка» не означает, что это безопасное место для
сварка.
Подвалы дома часто захламлены такие помещения, как гаражи, и хотя сварщики должны знать лучше, они часто оставьте следующие легковоспламеняющиеся материалы в мастерской. Эти материалы включают в себя следующие вещи:
- Пыль (да, пыль опасно горючие)
- Бумага
- Картонные коробки
- Промасленные тряпки
- Легковоспламеняющиеся емкости с жидкостями
Если у сварщика есть реальное чувство огня безопасность, они никогда не осмелятся зажег дугу в такой мастерской.Опасность пожара в подвале заключается в том, что он находится под домом, поэтому он может быстро распространять огонь на спальные и другие жилые помещения дома.
Если пожар начинается в подвале, когда сварщик присутствует, если он начинается возле выхода из подвала, и это только подвал, из которого может вылезти человек, это ловушка для сварщика в их огне.
Удар электрическим током также представляет опасность для сварочных аппаратов TIG
Некоторые сварочные аппараты TIG работают на очень высокой
сила тока в диапазоне от 200 ампер (низкий) до 600 ампер (высокий). Чтобы вставить это
перспектива в домашних условиях, только большинство жилых электрических розеток
поддержка от 15 до 20 ампер мощности.
Чтобы вставить это
перспектива в домашних условиях, только большинство жилых электрических розеток
поддержка от 15 до 20 ампер мощности.
Вероятно, не только сварщик TIG требуют специальной электропроводки (которая должна быть установлена компетентным профессионалов, а не мастеров своими руками) таких уровней напряжения намного больше может вызвать поражение электрическим током и смерть, если с ним столкнется неспециалист.
Это не похоже на небольшой шок от неисправной домашней розетки; это такой шок, который мгновенно убивает тебя или сбивает вас с ног.Так что пока сварка — это весело и доставляет удовольствие хобби, очень важно относиться к нему с уважением, которого оно заслуживает.
способов Предотвращение опасности при сварке TIG в подвале
Хотя это может быть очень опасно
для сварки TIG в жилом подвальном помещении необходимо принять определенные меры предосторожности, чтобы
снизить или уменьшить риски, связанные с этим. Сварка уже опасна
предприятие, но выполнение его в небольшом замкнутом пространстве под домом удваивает
риск.
Газ Безопасность при сварке TIG
При использовании кислородного защитного газа, например как аргон, важно убедиться, что подвал хорошо проветривается, чтобы что уровень аргона не повышается до такой степени, что он вытесняет слишком много кислорода в комнате дышать.
Некоторые люди могут подумать: «Ну почему? не получить дополнительную кислородную маску, если это так важно? » и Ответ на этот вопрос состоит в том, что кислород и огонь не смешиваются. Одна неуместная искра кислородный баллон может вызвать взрыв или бушующий пожар.
Более разумный курс действий — установить мощные вентиляторы, которые будут выталкивать насыщенный аргоном воздух из подвала и принести в комнату свежий насыщенный кислородом воздух извне. Это тоже поможет выталкивать отходящие газы, которые в противном случае поднялись бы прямо в дома.
Огонь Безопасность при сварке TIG
Как и в любом месте, где перегрев
инструменты, сварочные цеха TIG в подвалах должны содержаться в безупречном состоянии. До
не допускать скопления легковоспламеняющихся материалов вокруг сварочного поста TIG,
как пожар в подвале — одна из самых опасных зон дома.
До
не допускать скопления легковоспламеняющихся материалов вокруг сварочного поста TIG,
как пожар в подвале — одна из самых опасных зон дома.
По крайней мере, вы должны установить один или несколько качественных огнетушителей в подвале на случай возгорание, а также установить дымовые извещатели на всей остальной дома.Если вы собираетесь много заниматься сваркой, вы можете подумать установка спринклерной системы.
Обязательно проверьте батареи в вашем детекторы дыма и читайте инструкции на огнетушителе, чтобы знаю, как им пользоваться. Эти шаги сделают сварку TIG в подвале намного проще. может вызвать смертельный пожар.
Электрооборудование Безопасность при сварке TIG
При подключении сварочного аппарата TIG к вашему
подвал, убедитесь, что электрические соединения выполнены
электрик, умеющий прокладывать проводку для высоковольтных инструментов.Если ты не
очень опытен в электромонтажных работах, не рекомендуется подключать проект
как это самому.
Сварочное оборудование TIG разрешается только установлен людьми, имеющими квалификацию для установки, и он должен быть протестирован перед практическим использованием.
Никогда не снимайте обшивку со сварного шва источник питания, если он перестал работать. Прикосновение к внутренней части сварочного аппарата при включенном питании может привести к опасному поражению электрическим током. Когда сварка завершено, убедитесь, что ваш сварочный комплект установлен таким образом, чтобы его нельзя было случайно включился.
Основы сварочных газов MIG
Сварка MIG в защитных газах обеспечивает более чистые и быстрые сварные швы и устраняет необходимость часто останавливаться для замены электродов, как при сварке штучной сваркой. Уменьшение степени очистки и повышение эффективности также связано с использованием защитных газов, но это помогает понять роль, которую эти газы играют в процессе сварки, а также различные доступные газы и их особые свойства.
Основная цель использования защитного газа — избежать воздействия на расплавленную сварочную ванну кислорода, водорода и азота в воздухе вокруг вас. Из-за реакции этих элементов в сварочной ванне могут возникнуть различные проблемы, включая чрезмерное разбрызгивание и отверстия в сварном шве, известные как пористость, что приводит к ослаблению сварных швов.
Из-за реакции этих элементов в сварочной ванне могут возникнуть различные проблемы, включая чрезмерное разбрызгивание и отверстия в сварном шве, известные как пористость, что приводит к ослаблению сварных швов.
Технически, когда используется углекислый газ или кислород, это больше не сварка MIG или металлическим инертным газом. Тогда это сварка MAG или Metal Active Gas. Это потому, что ни диоксид углерода, ни кислород не являются инертным газом. Сварка MIG использует инертные защитные газы, такие как гелий или аргон, тогда как MAG вместо них использует активные газы.
Выбор подходящего газа
Различные газы играют разные роли в процессе сварки, от проплавления до стабильности дуги и самого готового шва. Выбор расходных материалов, обеспечивающих непрерывную и равномерную подачу газа, также является очень важным аспектом, который следует учитывать при сварке MIG.
Обязательно оцените цели вашего проекта, чтобы выбрать подходящий газ для сварного шва. При выборе следует учитывать стоимость, то, что влечет за собой подготовка, основной материал, который вы будете сваривать, свойства готового сварного шва и то, что необходимо сделать во время очистки после сварки.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это углекислый газ, аргон, кислород и гелий. У каждого есть свои уникальные преимущества и недостатки в любой конкретной реализации.
Конечно, всегда полезно проконсультироваться со своим поставщиком по поводу рекомендаций по газам, которые подходят для сварочной проволоки, которую вы будете использовать. Вы даже можете проконсультироваться с производителем провода для получения предложений. Скорее всего, они предоставят несколько вариантов, начиная от лучшего газового варианта до газового, обеспечивающего минимально допустимые сварные швы, а также их цены.Однако на внутренней панели вашего сварочного аппарата MIG может быть руководство по электродам и газам, в котором будет представлен список из нескольких вариантов.
Двуокись углерода (CO2)
CO2, безусловно, является наиболее распространенным и одним из немногих газов, которые можно использовать в чистом виде без добавления инертного газа, такого как аргон или гелий. По этой причине CO2 является наиболее экономически эффективным вариантом и хорошим выбором, если стоимость проекта является приоритетом.
По этой причине CO2 является наиболее экономически эффективным вариантом и хорошим выбором, если стоимость проекта является приоритетом.
Pure CO2, также известный как 100% CO2, обеспечивает глубокое проплавление сварных швов, что делает его удобным при сварке толстых материалов.При этом чистый CO2 ограничен только процессом сварки коротким замыканием и дает менее стабильную дугу, а также больше брызг, чем когда он сочетается с другими газами (также известными как «смешанные газы»). Чистый CO2 хорош для проектов, где эстетика сварного шва либо не важна, либо сварной шов не виден, например, на днище автомобиля. Очистка после сварки также требует немного больших усилий.
Аргон
Аргон обеспечивает более узкий проплав, что удобно для стыковых и угловых швов.Он также может похвастаться плавной и относительно плавной дугой. Если вы собираетесь сваривать цветные металлы, такие как титан, алюминий или магний, вам понадобится чистый аргон. Аргон также часто смешивают с водородом, гелием или кислородом. Это помогает усилить характеристики дуги и способствует переносу металла.
Это помогает усилить характеристики дуги и способствует переносу металла.
Если качество и эстетика шва важны, можно использовать смешанные газы. У вас есть несколько вариантов, которые варьируются от 75-95% аргона до 5-25% CO2. Они обеспечивают лучшую стабильность дуги и уменьшают разбрызгивание по сравнению со 100% CO2.Смешанные газы также можно использовать в процессе распыления, что, в свою очередь, обеспечивает более визуально привлекательные сварные швы, а также повышает производительность. Смеси аргона и CO2 хороши для сварки низколегированных, некоторых нержавеющих сталей и углеродистых металлов. Однако имейте в виду, что более высокие уровни CO2 могут вызвать повышенное разбрызгивание.
Кислород
Химически активный газ, кислород обычно используется в небольших количествах при добавлении к защитным газам, обычно между 1-9%. Это улучшает текучесть сварочной ванны, а также стабильность дуги и проплавление нержавеющей стали, низкоуглеродистой и низколегированной стали. Не рекомендуется использовать кислород с алюминием, медью, магнием или другими экзотическими металлами, так как он может вызвать окисление.
Не рекомендуется использовать кислород с алюминием, медью, магнием или другими экзотическими металлами, так как он может вызвать окисление.
Смеси кислород / аргон обычно используются для обработки нержавеющей стали и простых углеродных металлов. Он создает стабильную дугу с ограниченным разбрызгиванием. Однако более высокий уровень кислорода может затруднить сварку в нерабочем положении из-за того, что это повысит текучесть лужи.
Гелий
Обычно используется для обработки цветных металлов, гелий также может применяться для обработки нержавеющей стали.Он хорошо работает с толстыми металлами благодаря своей широкой и глубокой проникающей способности. Обычно его используют в соотношении 25-75% гелия к 75-25% аргона. Регулируя эти соотношения, вы можете изменить глубину проникновения и профиль валика. При использовании на нержавеющих сталях гелий обычно используется в смеси трех газов с CO2 и аргоном. Гелий также используется для предотвращения окисления при сварке таких металлов, как нержавеющая сталь, алюминий, магний и медные сплавы.
Гелий действительно создает более горячую дугу, что обеспечивает более высокую скорость перемещения и, следовательно, повышение производительности.При этом гелий дороже и требует более высокой скорости потока, чем аргон. При рассмотрении вопроса об использовании гелия важно иметь в виду соотношение стоимости газа и производительности.
Другие газы
Водород служит защитным газом при высоких температурах, например, для нержавеющих сталей. Его часто смешивают с аргоном для обработки аустенитной нержавеющей стали.
Азот используется в качестве продувочного газа при сварке труб из нержавеющей стали.Добавленный в небольших количествах к аргону, он также может использоваться в качестве защитного газа для нержавеющих сталей.
Пропан обычно используется на складах металлолома для резки углеродистой стали, где качество резки не имеет значения. Если ваше приложение не требует высокого качества резки, пропан — довольно экономичный вариант.
Расходные материалы
Какие расходные материалы вы прикрепляете к пистолету MIG, так же важно, как и выбор правильного газа для использования. Диффузор, контактный наконечник и сопло играют важную роль в обеспечении надлежащей защиты сварочной ванны от воздуха вокруг вас.Если ваш диффузор забит брызгами или если ваше сопло слишком узкое, вы рискуете, что слишком мало защитного газа будет выходить для защиты сварочной ванны. Это допускает попадание в газ воздушных карманов, что может привести к разбрызгиванию, пористости и даже загрязнению сварных швов.
Диффузор, контактный наконечник и сопло играют важную роль в обеспечении надлежащей защиты сварочной ванны от воздуха вокруг вас.Если ваш диффузор забит брызгами или если ваше сопло слишком узкое, вы рискуете, что слишком мало защитного газа будет выходить для защиты сварочной ванны. Это допускает попадание в газ воздушных карманов, что может привести к разбрызгиванию, пористости и даже загрязнению сварных швов.
Убедитесь, что вы выбираете расходные детали для пистолета MIG, которые могут противостоять скоплению брызг, а также имеют достаточно широкое отверстие сопла, чтобы быть уверенным в защите защитного газа. Некоторые производители выпускают форсунки со встроенной защитой от брызг, которая может удвоить диффузию газа, что даст вам гораздо более постоянный поток газа.Выбор расходных материалов требует тщательной оценки деталей, а также текущего проекта и ваших производственных приоритетов.
Готовые идеи для сварочного стола и тележки своими руками [50 дизайнов]
Вдохновляйтесь идеями, конструкциями и изображениями для создания сварочного стола или тележки своими руками. Посмотрите, как другие занимались хранением сварочных аппаратов, стержней, газовых баллонов, угловых шлифовальных машин, отрезной пилы, тисков, зажимов и многого другого. Посмотрите, какие рабочие поверхности подойдут вам лучше всего.
Посмотрите, как другие занимались хранением сварочных аппаратов, стержней, газовых баллонов, угловых шлифовальных машин, отрезной пилы, тисков, зажимов и многого другого. Посмотрите, какие рабочие поверхности подойдут вам лучше всего.
Аккуратная поддержка для крупных проектов.Также необходимы большие тиски. На OffroadFabnet.com много таких классных потрясающих проектов…
Отличная идея тележки для плазменной резки. Весь шлак и пыль стекают в ведро. Pirate4x4 — еще один отличный источник для проектов Fab…
Сварочная тележка для зажима. Попробуйте Garage Journal для этого и других проектов…
Tig Cart с форумов MillerWelds аккуратный. Хранилище для Tig, самодельный кулер для воды Tig, удочка, газовый баллон и неизбежный пластиковый ящик, полный аксессуаров.
Тележка династии Миллер. Эти тележки, которые подходят сварщикам, острые…
Эти тележки, которые подходят сварщикам, острые…
Профессиональные сварщики рекомендуют толстый лист сверху. Этот стол имеет стальную пластину толщиной 1 дюйм. См. Еще один отличный источник идей в разделе «Практический машинист». Очень нравится вырез для педали Tig.
Еще один очень прочный стол, приспособленный для зажима…
Каждому сварщику нужен набор угловых шлифовальных машинок. Я люблю вешать их прямо на тележку…
Очень много нравится в этом большом красном столе.Толстый металлический верх, большие тиски, хранилище зажимов, хранилище для угловой шлифовальной машины, и посмотрите на эти удобные выходы для угловых шлифовальных машин и всего остального под кромкой стола, где они защищены. Есть даже откидное отделение для отрезной пилы. Отлично!
Розетки на тележке кажутся хорошими. Если у вас есть несколько сварщиков на тележке, предоставляя каждому из них розетку 220 на тележке, которая подключается к одному соединению, стена тоже звучит удобно…
Если у вас есть несколько сварщиков на тележке, предоставляя каждому из них розетку 220 на тележке, которая подключается к одному соединению, стена тоже звучит удобно…
Бензобаки часто занимают довольно много места.Эта установка укладывает их горизонтально, чтобы освободить немного места и сохранить низкий центр тяжести. Хорошая идея, хотя вытаскивать их оттуда для пополнения, вероятно, болезненно.
Еще больше идей для сварочного стола и тележки:
Хороший базовый стол с отсеком для плазменной резки. Мне кажется, что выдвижная или откидная плазменная поверхность, которая немного больше, была бы изящной особенностью для универсального стола + тележки…
Вот хорошая базовая тележка для сварки…
И еще одна аккуратная тележка…
Есть ли двутавровые балки для утилизации? Они делают огромную тележку. Это от Welding Web…
Это от Welding Web…
Это может быть не только тележка для шлифовальной машины, но и тележка для сварочной машины, но она все же аккуратная…
Хранение удочек прямо на тележке кажется хорошей идеей…
Еще одна идея для хранения стержней: просто сделайте стойку для пробирок, в которые они входят…
Практически целая мастерская на тележке. Мне нравятся большие колеса, потому что я знаю, что катить тяжелую тележку по ступеньке 3/4 дюйма в мой гараж будет намного проще с ними, чем с роликами обычного размера …
Tig, Mig, Oxy Acetylene, Nice Tool Chest (выглядит как боковой ящик, который удобен, когда вы хотите узкий) — Все необходимое…
Толстый чугун с квадратными отверстиями — это лучшая поверхность для промышленного сварочного стола. Такой тип поверхности называется «Жёлудевый стол»…
Такой тип поверхности называется «Жёлудевый стол»…
Аккуратная выдвижная стойка для плазменной резки. Обратите внимание на систему поддомкрачивания, чтобы вы могли оторвать ролики от земли, когда закончите катать стол. Толстый стальной стол тоже хорош. Это с форумов по сварке в Хобарте…
Приемники сцепного устройстваидеально подходят для крепления тисков, отрезных пил, шлифовальных машин и всего остального, что вы можете убрать с дороги, если вам нужно больше места. Вот еще один пример самоподъемной системы для снятия стола с роликов…
Обязательно приварите к столу хорошую точку заземления, чтобы можно было убрать зажим заземления и просто оставить его подключенным…
Еще один очень красиво сделанный стол.Много хранения + розетки + прицепы для аксессуаров…
My Home Shop Сварочная тележка
У меня есть небольшой сварочный стол на ящике для катания с инструментами, который я сколотил однажды днем. Это послужило мне, но в какой-то момент я хотел бы добиться большего. Вот некоторые из функций, которые я бы добавил в новый сварочный стол / тележку:
Это послужило мне, но в какой-то момент я хотел бы добиться большего. Вот некоторые из функций, которые я бы добавил в новый сварочный стол / тележку:
— Место для моего Miller 180 Tig, Miller 251 Mig, моего плазменного резака ESAB и моей установки Oxy-Acetylene.
— Поверхность стола намного толще.По крайней мере, 1/2 дюйма стали, а может быть, даже 1 дюйм. Еще не решили, делать ли зажим с прорезью или нет.
— Выдвиньте или поднимите стойку для плазменной резки.
— Ресиверы на углах для аксессуаров, таких как большие тиски и моя отрезная пила. Я мог бы бросить свой точильный инструмент и шлифовальный круг на эти приемники.
— Централизованное подключение сжатого воздуха с подвесным хранилищем для пневматических инструментов
— Выходы на тележке, шлифовальном станке и зажимных стойках.
— Хранение удочки с одной или другой стороны по удобству.
— Ролики большего размера, поэтому тяжелую тележку легче катить по неровностям.
— Я бы определенно поставил ящик для инструментов в центре тележки.
Вы можете увидеть все эти и другие идеи на фотографиях ниже:
Столик, который я скинул днем. Люблю использовать шкафы для прокатных инструментов, купленные дешево на распродажах, в таких проектах.
Сварочный стержень DIY | Марка:
В Maker ether есть множество статей и руководств для самодельных сварщиков, от супер-простых, глупых и чрезвычайно эффективных (три автомобильных аккумулятора, соединенных последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники).Имея всю доступную информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа. Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там сделал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов — зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоренной, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема — окисление происходит внутри сварного шва, поэтому вместо прочной металлической связи вы получаете хрупкую пену. Удаление кислорода обычно достигается за счет заполнения зоны сварного шва инертным газом — регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной, стержневой сварке и сварке с сердечником из флюса. Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно достать везде. Пока ты не сможешь.
Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно достать везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, гуглил и просматривал все более отрывочные форумы, начиная от обычных DIY и заканчивая сверхъестественными выживальщиками. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свои собственные сварочные стержни и не документировал их в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс, связанный с изготовлением вещи, также описывается, защищая права изобретателя как на средства, так и на цели. Это позволяет поддерживать работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
Это позволяет поддерживать работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», поданный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды просушиваются (я использовал тостер — стержневую печь, или некоторое время на солнце тоже подойдет.)
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия извергает защитный газ при сгорании и обеспечивает путь для плазмы, направляющей дугу.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие шлака, полученного с помощью известных покрытых электродов, не является существенным для производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно было бы найти в доме.
Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно было бы найти в доме.
Как предотвратить образование пористости при сварке: 4 простых совета | Аквасол Сварка
Пористость при сварке возникает, когда загрязняющие вещества или газ попадают в сварочную ванну.Эти нечистые сварные швы обычно называют полостями. В основном пористость при сварке — это слабый сварной шов с пузырьками, который не соответствует нормам и, что более важно, в некоторых случаях может стать причиной ослабления и разрушения части проекта. Если вы обнаружите, что на сварном шве есть эта примесь, ее необходимо немедленно отремонтировать. Вот 5 советов, как предотвратить образование пористости при сварке и сэкономить время и деньги, необходимые для переделки проекта.
1. Содержите в чистоте
Подготовка поверхности материала перед сваркой может оказаться столь же важной для получения чистого шва, как и сама сварка.Последствия изготовления могут привести к загрязнению поверхности и пористости, если не принять надлежащие меры для очистки. Это, в свою очередь, может привести к некачественным сварным швам с плохими механическими свойствами, которые потребуют переделки или замены за счет времени и денег. Чтобы не беспокоиться о загрязнении вокруг зоны сварного шва и обеспечить высококачественный сварной шов, компания Aquasol разработала салфетки EZ Wipes. Концентрированная очищающая жидкость EZ Wipes позволяет легко удалять смазочно-охлаждающие жидкости, масла, чернила, смазку и некоторые клеи.
2. Проверьте поток газа
Следите за потоком от газовой защиты. Чем мощнее поток газа, тем сильнее нарушается воздух. Это может привести к смешиванию загрязняющих веществ со сварочной ванной, что, в свою очередь, приведет к загрязнению сварного шва. Хотя скорость потока может варьироваться, важно выбрать правильный расход для каждого приложения. Это может повысить эффективность и обеспечить качественный сварной шов. Если вы не уверены в правильности скорости потока, обратитесь за советом к поставщику газа.
3. Проверьте свое оборудование
Со временем шланги могут начать протекать, а проводка обнажиться или изнашиваться. Проверка всех соединений перед зажиганием дуги поможет убедиться, что вы получаете точный поток через газовую защиту. Проверьте наконечник сварочного пистолета, чтобы убедиться, что он чистый. Иногда наконечник может забиться, что в конечном итоге приведет к загрязнению сварного шва. Проверьте натяжение приводных роликов или ступицы катушки с проволокой. Плохое натяжение может привести к ухудшению подачи проволоки.
4. Условия рабочего пространства
Сварочные цеха могут сильно нагреваться, однако вам следует дважды подумать, прежде чем открывать дверь, чтобы подышать свежим воздухом. Вы должны следить за своим рабочим местом на предмет сильных воздушных потоков или токов, которые могут повлиять на сварочную ванну или газовый экран. Следите за своим напряжением / длиной дуги. Чем дальше пистолет от места сварки, тем больше вероятность проникновения воздуха и газа в сварочную ванну, вызывая образование пузырьков, которые, в свою очередь, приводят к слабому сварному шву.
Предотвращение образования пористости в сварном шве в целом повысит долговечность и чистоту сварного шва.Долговечность и чистота сварного шва важны для обеспечения его соответствия нормам и стандартам, установленным Американским сварочным обществом. Помните об этих советах в следующий раз, когда будете готовить и проводить сварку.