Информация о методе сварка взрывом
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Другие методы сварки
Сварка взрывом относится к подвиду сварки давлением, где давление образуется направленным взрывом. Соединение свариваемых элементов происходит с помощью энергии взрыва. Взрывная сварка позволяет сваривать между собой разнородные металлы, образуя прочное соединение. Сварка взрывом также является одним из методов плакирования металлов.
Использование сварки взрывом для соединения металлических элементов имеет ряд плюсов. Так для работы практически не нужны никакие расходные элементы кроме взрывчатого вещества. Сварка взрывом протекает быстро, значительно ускоряя весь рабочий процесс.
Но при этом использование взрывной сварки имеет существенные недостатки. Первый – это опасность ведения процесса и возможных последствий. При работе с небольшими деталями работа ведется небольшими неопасными взрывами. Но при работе с деталями большой площади требуются взрывы большей мощности, что может привести к негативным последствиям для персонала. Следует уделять особое внимание защитной экипировке сварщиков и рабочих помещений.
Также важно помнить, что проведение взрывной сварки может быть доверено только персоналу, имеющему специальный допуск для работы с взрывчатыми веществами. Соответственно каждый сварщик должен быть допущен для проведения сварки взрывом. Дополнительно среди персонала должен быть проведен специальный инструктаж по технике безопасности.
Возможность соединения различных металлов с помощью сварки взрывом позволяет применять метод во многих отраслях промышленности, включая машиностроение, нефтяную отрасль, металлургию и многие другие. Ограничением для использования взрывной сварки может быть только невозможность использования метода в силу требований техники безопасности на конкретном производстве.
Ограничением для использования взрывной сварки может быть только невозможность использования метода в силу требований техники безопасности на конкретном производстве.
При сварке взрывом свариваемые детали накладываются друг на друга под определенным углом. Нижняя деталь неподвижная и служит мишенью (основанием) для взрыва. Привариваемая деталь является подвижной (или плакирующей). Подвижная деталь может располагаться под небольшим углом к основанию или параллельно ему.
Поверхности обеих свариваемых деталей должны быть тщательно зачищены и обезжирены. Взрывчатое вещество размещается на подвижной заготовке совместно с детонатором. Детонатор инициирует контролируемый направленный взрыв, который приводит в движение подвижную деталь. В результате подвижная часть с большой скоростью ударяется в неподвижную. Под действием взрыва обе свариваемые части деформируются, образуя между собой сварное соединение.
Для сварки взрывом используются сухие взрывчатые вещества, которые могут компактно размещаться на поверхности свариваемых деталей. Такими веществами могут выступать аммониты, аммиачная селитра, аммонал, гранулит, гранулотол, гексоген и другие.
Такими веществами могут выступать аммониты, аммиачная селитра, аммонал, гранулит, гранулотол, гексоген и другие.
Сварка взрывом, схема работы метода, применение, технология
В технологиях соединения металлов существует огромное разнообразие, которое иногда не поддается объяснению. Так, в 1961году появилась сварка взрывом. Это такой вид сварки, который применяется на основе использования энергии взрыва. Для этого используют разные взрывные вещества, такие как: гранулит, гранулотол, гексоген, аммиачная селитра, аммонал, аммониты.
Сварка взрывом относится к группе механических процессов соединения металлов, при котором химическая энергия заряда взрывчатого вещества превращается в механическую, сообщая одной из свариваемых частей большую скорость перемещения. При соударении движущей части с неподвижной, вырабатывается кинетическая энергия, которая идет на пластическую деформацию соединяемых слоев металла, что приводит к свариванию металла.
Сварка взрывом схема
- на основание кладут свариваемую деталь, например пластина металла
- над ней располагается вторая деталь на специальных технологических опорах, с некоторым зазором
- на поверхности второй детали находится заряд взрывчатого вещества, строго выбранный по высоте и площади, обычно равной детали
- в один конец взрывчатого вещества вставляют детонатор
- затем дается толчок взрыва и распространяется фронт детонационной волны со скоростью в пределах 2000-8000м/с, определяющейся их физическим состоянием и химическим составом
- газообразные продукты взрыва сохраняют прежний объем взрывчатого вещества какое-то время и находятся под давлением 100-200тыс.атм., а затем с определенной скоростью расширяются по нормалям к свободным поверхностям заряда, выдавая участку металла, который под ним импульс.
Дальнейшая сварка взрывом схема показывает физические и химические процессы соединения двух металлов.
Сварка взрывом процесс
После детонации продолжается сварка взрывом процесс, который схватывает поверхности металлов. Происходит высокоскоростное соударение верхней пластины металла с неподвижной с давлением 102-103кбар, способствующее сжатию с наиболее благоприятными условиями для пластического течения в направлении сварки. При этом
Процесс скоротечности сварки взрывом не позволяет развиться объемной диффузии, несмотря на нагрев. Это позволяет широко применять такую сварку для соединения разнородных металлов, а также сплавов. Таким образом, сварка взрывом процесс является механическим, появляющийся из химической энергии, а большая скорость распространения тепла сильно разогревает металл в зоне соединения до высоких температур.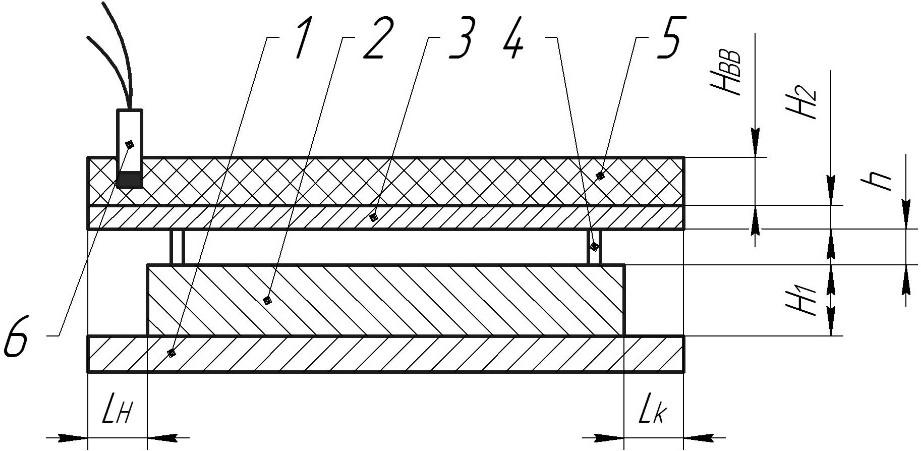
- изготовления биметаллических листов металлов любого сочетания;
- изготовление полых или сплошных композиционных заготовок для профильного проката;
- для облицовки деталей машин.
NobelClad — мировой лидер в области сварки взрывом и решений для композитных металлов
Навигация/Значок/Учетная записьФИЛЬТР ПО КОНСТРУКТИВНЫМ ТРЕБОВАНИЯМ
Выберите одну или несколько характеристик, чтобы узнать о применении композитных металлов.
Преимущества
- Композитные механические свойства
- Равномерность температуры
- Электрическая проводимость
- +
Приложения
- Крепление
- Сосуды под давлением
- +
Металлы
- Цветные сплавы к высокопрочным сталям
- Черные в легированные стали
- Железо в алюминий
Выберите преимущества
×
- Композитные механические свойства
- Равномерность температуры
- Электрическая проводимость
- Эффективность сборки
- Экономически эффективным
- Соединение несовместимых металлов
- Легкий дизайн
- Низкое потребление энергии
- Сокращение обслуживания
- Альтернатива механическому креплению
- Эффективность процесса
- Другой
Выберите приложение(я)
×
- Крепление
- Сосуды под давлением
- Теплообменники
- Электрические соединения
- Химические реакторы
- Последующее оборудование
- Строительство морских судов
- Среднее оборудование
- Военные и аэрокосмические
- Плавка первичного металла
- Компоненты кораблестроения
- Транспорт
- Восходящее оборудование
- Другой
Выберите металл(ы)
×
- Цветные сплавы к высокопрочным сталям
- Черные в легированные стали
- Железо в алюминий
- Черные в углеродистые стали
- Черные сплавы в медные
- От черных до высокопрочных сталей
- Черные сплавы с никелевыми сплавами
- Черные и нержавеющие стали
- Цветные сплавы для легированных сталей
- Цветные сплавы к алюминиевым сплавам
- Сплавы цветных металлов с углеродистыми сталями
- Цветные сплавы к медным сплавам
- Цветные сплавы к никелевым сплавам
- Сплавы цветных металлов с нержавеющими сталями
NobelClad™ производит плакированные листы, плакированные трубные доски и нестандартные решения из композитных металлов, используя проверенный и запатентованный процесс сварки взрывом DetaClad™. При этом мы надежно и безопасно решаем самые сложные задачи конечных пользователей на энергетическом и промышленном рынках.
При этом мы надежно и безопасно решаем самые сложные задачи конечных пользователей на энергетическом и промышленном рынках.
Со штаб-квартирой в Брумфилде, штат Колорадо, и в качестве подразделения DMC Global Inc., мы управляем производственными предприятиями в Либеншайде, Германия, и Маунт-Брэддок, штат Пенсильвания, США, с глобальными ресурсами по продажам и дистрибуции, предназначенными для нестандартных композитных металлических изделий.
Наш процесс сварки взрывом DetaClad дает лицензиарам, конечным пользователям, инженерам и производителям дополнительное спокойствие, когда сбои и задержки в сроках проекта недопустимы.
Требовательные отрасли обращаются к NobelClad за широчайшей коллекцией настраиваемых комбинаций металлов. Эти решения подкреплены первоклассным обслуживанием и производственным опытом, который может предоставить только компания NobelClad.
Клиенты, решившие инвестировать в DetaClad, вознаграждаются более успешными проектами, более быстрым наращиванием производства, надежным оборудованием, работающим в соответствии с проектом, и меньшим количеством незапланированных простоев.
«Являясь надежным производителем критического технологического оборудования и сосудов, мы обладаем обширным опытом изготовления изделий в соответствии с уникальными требованиями клиентов. Когда требуются плакированные металлы, Enerfab полагается на NobelClad».
— Директор по развитию бизнеса, Enerfab
Технический обзор сварки металлов взрывом – Hermetic Solutions Group
Сварка несовместимых материаловСоединение взрывом — это процесс сварки в твердом состоянии, в котором используется контролируемая энергия взрыва для соединения двух или более металлов под высоким давлением.
Полученные детали из композитного металла соединяются высококачественной металлургической связкой. Продолжительность сварки взрывом означает, что зона реакции между составляющими металлами является микроскопической. В процессе соединения несколько атомных слоев на поверхности каждого металла становятся плазмой. Угол столкновения (обычно менее 30 °) между двумя поверхностями заставляет плазму выбрасываться вперед перед фронтом столкновения, эффективно очищая обе металлические поверхности и оставляя чистый металл.
Оставшаяся толщина сохраняет температуру, близкую к температуре окружающей среды, и действует как огромный радиатор. Образующаяся линия скрепления представляет собой резкий переход от плакированного металла к основному практически без ухудшения их исходных физико-механических свойств. Обычные методы плакирования, использующие тепло, могут привести к образованию хрупких интерметаллических соединений.
Управление технологическим процессом Сварка многослойных материалов взрывом требует практических знаний процессов и умения эффективно их использовать для создания качественных композитов. Переменные, влияющие на формирование сварного шва, должны строго контролироваться, чтобы обеспечить высокое качество сварного шва. Периодичность и амплитуда волновой картины, формирующейся в процессе сварки взрывом, регулируются путем регулирования трех основных параметров: скорости детонации (Vd), взрывной нагрузки и межфазного расстояния. Волновая картина, образующаяся на линии соединения, возникает в результате столкновения потока жидкости. Два составляющих металла действуют как вязкие жидкости в зоне реакции, и, как и при описании ламинарного или турбулентного течения, можно определить число Рейнольдса для системы.
Два составляющих металла действуют как вязкие жидкости в зоне реакции, и, как и при описании ламинарного или турбулентного течения, можно определить число Рейнольдса для системы.
При столкновении потока жидкости турбулентность на границе раздела определяется скоростью детонации и углом столкновения. Морфология интерфейса важна для некоторых конкретных приложений.
Например: может быть желательно получить волнистую поверхность для увеличения прочности на сдвиг переходного соединения. Также может быть желательно получить плоскую поверхность раздела в системе, где зона реакции должна быть сведена к минимуму по тепловым причинам или где необходимо знать глубину линии соединения на микроскопическом уровне.
При выборе параметров склеивания также важно знать металлургию конкретной системы. В очень турбулентных волновых структурах локальные карманы расплава могут возникать на «гребнях» волн. Эти карманы расплава могут содержать различные бинарные сплавы, быстро затвердевшие микроструктуры и интерметаллические соединения. Некоторые системы, образующие очень стабильное интерметаллическое соединение, могут образовывать непрерывный слой этого соединения при высоких давлениях соединения. Такая связь со сплошным интерметаллическим слоем обычно имеет очень высокую прочность на растяжение, но низкую пластичность и ударопрочность. Он также будет плохо реагировать на термоциклирование.
Некоторые системы, образующие очень стабильное интерметаллическое соединение, могут образовывать непрерывный слой этого соединения при высоких давлениях соединения. Такая связь со сплошным интерметаллическим слоем обычно имеет очень высокую прочность на растяжение, но низкую пластичность и ударопрочность. Он также будет плохо реагировать на термоциклирование.
Проблема крайней металлургической несовместимости может быть решена путем добавления промежуточного слоя. Промежуточный слой выбран из-за улучшенной совместимости с обоими составляющими металлами или потому, что он допускает температурные отклонения, которые в противном случае могут привести к проблемам при эксплуатации. Промежуточные слои с высокой температурой плавления позволяют обычным образом сваривать переходные соединения с соответствующими исходными металлами, не опасаясь разрушения, связанного с диффузией, или разрушения связи.
Многослойные слои, сваренные взрывом, очень близки к достижению идеальных условий композита, т. е. резкого перехода между слоями; физико-механические свойства, которые являются постоянными или повышенными по всей толщине отдельного слоя»; и металлургическая связь между слоями. Эти композиты доступны для широкого спектра промышленных и стратегических приложений. Высокая целостность соединения позволяет инженерам-конструкторам более эффективно использовать определенные желаемые свойства металлов.
е. резкого перехода между слоями; физико-механические свойства, которые являются постоянными или повышенными по всей толщине отдельного слоя»; и металлургическая связь между слоями. Эти композиты доступны для широкого спектра промышленных и стратегических приложений. Высокая целостность соединения позволяет инженерам-конструкторам более эффективно использовать определенные желаемые свойства металлов.
Переходные соединения между металлами с сильно различающимися температурами плавления могут быть выполнены с использованием подходящего промежуточного слоя, препятствующего диффузии. Тонкие экзотические металлы с уникальными желательными свойствами могут быть металлургически введены снаружи или внутри металлической матрицы. Этот процесс позволяет экономно использовать стратегические металлы, одновременно смягчая конструктивные ограничения, характерные для методов механического соединения.
Соединение взрывом используется в нескольких различных геометриях. Можно склеивать плоские листы или трубы и стержни.