Сварка вольфрамовым электродом — особенности, технология, оборудование
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
1 / 1
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте https://kedrweld.ru. Здесь представлены лучшие образцы от производителя.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ — вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.


Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
 Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.
Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).

Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ — аргон;
- присадочная проволока — пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
Сварка вольфрамовым электродом без газа
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает – сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой.
Реже используется гелий, из-за высокой стоимости и большего расхода (из-за меньшей плотности). Однако, при одном и том же значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию. Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую степень проплавления.
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.

Выбор и заточка вольфрамовых электродов
Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки. Вольфрам имеет очень высокую температуру плавления (3380°C), самую высокую из металлов. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги.
| Тип вольфрамового электрода, состав, маркировка | Характеристика |
| Вольфрамовые электроды без специальных добавок |
Вольфрама не менее 99,5%, остальное примеси
WP (зеленый)
 Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током, однако лучше их вообще не использовать .
Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током, однако лучше их вообще не использовать .WT-20* (красный)
 Они имеет низкую энергию выхода электрона, и главное, хорошо работают при перегруженности по току . Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током.
Они имеет низкую энергию выхода электрона, и главное, хорошо работают при перегруженности по току . Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током.WC-20* (серый)
WL-20* (синий)
 Но не может работать при таких же высоких токах как торированный электрод. Используется для сварки постоянным током, а также будет показывать хорошие результаты с переменным током.
Но не может работать при таких же высоких токах как торированный электрод. Используется для сварки постоянным током, а также будет показывать хорошие результаты с переменным током.WZ-8 (белый)
WY-20* (темно-синий)

* – цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
| Металл | Толщина металла, мм | Диаметр электрода, мм |
| Цветные металлы | 1 | 1,6 | 2 | 2 | 4 | 3 | 5-6 | 4 | 7 и более | 5 |
| Углеродистые, конструкционные и нержавеющие стали, жаропрочные сплавы | 0,5 | 1 | 1 | 1,6 | 2 | 2 | 3 | 3 | 4 | 4 | 5 и более | 6 |
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
Выполнение TIG сварки
Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.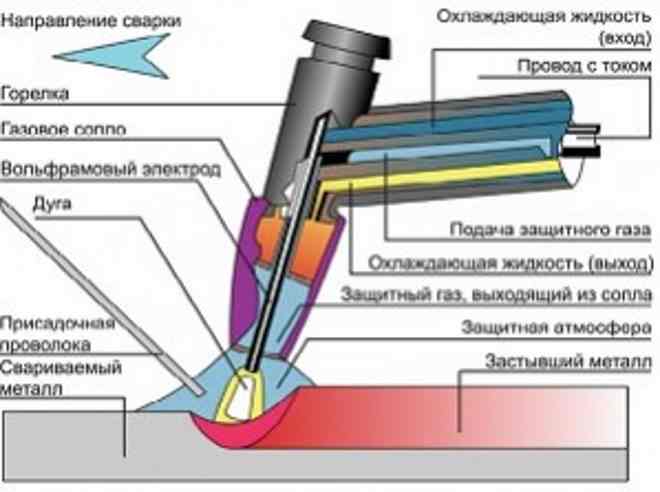
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
| Диаметр электрода, мм | Постоянный ток прямой полярности, А | Переменный ток, А |
| 1 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2 | 65-160 | 50-100 |
| 3 | 140-180 | 100-160 |
| 4 | 250-340 | 140-220 |
| 5 | 300-400 | 200-280 |
| 6 | 350-450 | 250-300 |
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.
Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.
Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии). Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие.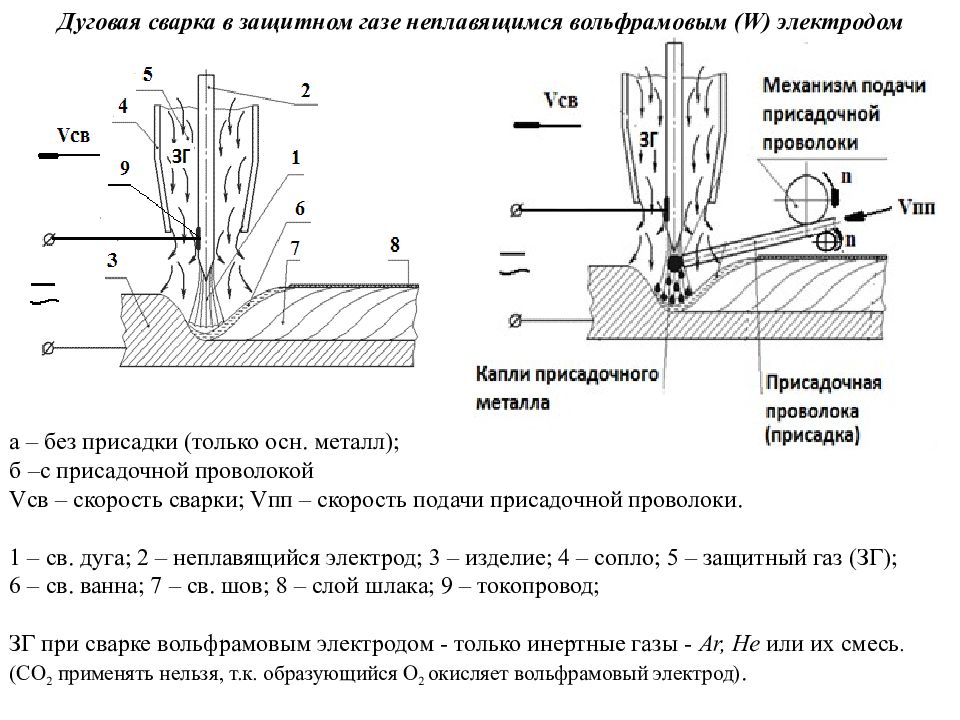 Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение – вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.
Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно. О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому – круглая или овальная.
Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом – под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.
Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов . Поперечные колебания не рекомендуются.
Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.
Оборудование
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.
Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке.
 За счет этого получается узкий шов, скорость сварки повышается.
За счет этого получается узкий шов, скорость сварки повышается.При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Как варить вольфрамовыми электродами
- Информация о материале
Для сварки цветных и цветных металлов с черными используется сварка с применение вольфрамовых электродов или аргонно-дуговая сварка. Ее отличие от дуговой сварки заключается в том, что область сваривания (электрод, ванна и дуга) защищены от воздействия окружающей среды потоком аргона, а вольфрамовый электрод не плавится из-за высокой температуры плавления. Роль присадки играет проволока, которую подают в ванну.
Ее отличие от дуговой сварки заключается в том, что область сваривания (электрод, ванна и дуга) защищены от воздействия окружающей среды потоком аргона, а вольфрамовый электрод не плавится из-за высокой температуры плавления. Роль присадки играет проволока, которую подают в ванну.
Сварка вольфрамовыми электродами отличается прочностью и аккуратностью шва, но при проведении работ нужно учитывать некоторые особенности.
- Сначала свариваемые детали следует обезжирить и очистить от механических примесей (можно сделать щеткой по металлу)
- Присадочную проволоку следует подавать плавно, чтобы избежать разбрызгивания металла
- Чтобы шов был качественным, следует ограничить до минимума длину дуги, в противном случае металл будет проплавляться на меньшую глубину, но увеличится ширина шва.
- Аргон следует подавать еще некоторое время после завершения сварки.
- Из плюсов сварки вольфрамовыми электродами следует отметить:
- Не деформируются свариваемые детали из-за небольшой области нагревания
- Высокая скорость работ
- Несложное оборудование
При сварке вольфрамовыми электродами можно использовать не только аргон но и другие инертные газы и углекислоту, но следует учитывать, что электрод при этом горит. Электроды бывают различными по диаметру и покрытию или без него. Отечественные это ЭВЧ, ЭВЛ-2, а импортные WC-20(серого цвета, применяется для сварки бронзы, меди, титана, нержавейки), WL-20(синий, для сварки и резки тонколистового материала), WT-20(красного цвета отличаются долговечностью, но содержат ториевую пыть).
Электроды бывают различными по диаметру и покрытию или без него. Отечественные это ЭВЧ, ЭВЛ-2, а импортные WC-20(серого цвета, применяется для сварки бронзы, меди, титана, нержавейки), WL-20(синий, для сварки и резки тонколистового материала), WT-20(красного цвета отличаются долговечностью, но содержат ториевую пыть).
Видео как варить вольфрамовыми электродами
Вольфрамовая сварка в среде аргона, маркировка электродов по цветам и буквам.
Из всех существующих видов соединений металлов и сплавов, пожалуй, самым распространенным является сварка. Из множества существующих разновидностей сварки, одной из самых надежных и качественных является аргоновая сварка вольфрамовым электродом. Вольфрамовую сварку проводят так же в среде углекислоты и смеси газов.
Особенности
Сварка с использованием вольфрама очень эффективна. Вольфрам является настолько тугоплавким металлом, что выдерживает температуры, при которых другие металлы плавятся. Поэтому, в отличие от плавящихся электродов, вольфрамовый можно использовать в течение длительного времени для производства большого объема работ.
Такая особенность позволяет изготовить непрерывные сварочные швы большой длины при постоянных параметрах сварки. Так как вольфрамовый электрод не оплавляется, для заполнения сварочной ванны металлом почти всегда используется присадочная проволока.
Еще одной особенностью сварки вольфрамовыми электродами является электрическая схема. При сварке вольфрамом полярность постоянного тока меняют на обратную.
По причине того, что электрод не плавится, зажигать дугу касанием свариваемых деталей не рекомендуется, так как вольфрамовый электрод теряет свои свойства из-за наслоения побочных продуктов, образующихся при сгорании металла.
В этом случае для бесконтактного зажигания дуги используется осциллятор-стабилизатор сварочной дуги (ОССД), работа которого заключается в инвертировании переменного напряжения промышленной частоты в импульсы высокой частоты, необходимые для розжига. Осциллятор должен подключаться к источнику сварочного тока последовательно.
Применение аргона
Для повышения качества сварных швов при сварке вольфрамом используется аргон. Этот инертный газ, будучи тяжелее воздуха, вытесняет его, опускаясь на дно сварочной ванны.
Сам аргон практически нейтрален при взаимодействии с вольфрамом и свариваемым металлом. При горении дуги он препятствует образованию соединений металла с составляющими воздуха.
Для уменьшения пористости шва иногда в аргон добавляется кислород в количестве 2-5% от объема инертного газа. Это помогает защитить металл от загрязнений, влаги и прочих включений, которые попадают в область вольфрамовой сварки.
Кислород способствует повышению температуры дуги в среде аргона. Большинство посторонних неметаллических частиц сгорает еще до твердения присадочного металла в шве или всплывает на его поверхность.
Большинство посторонних неметаллических частиц сгорает еще до твердения присадочного металла в шве или всплывает на его поверхность.
При малой толщине свариваемых деталей допускается сварка вольфрамовым стержнем без применения присадочного материала.
Применение аргоновой сварки и вольфрама наиболее эффективно при использовании сварочных автоматов. При малой длине швов или их разной ориентации использование автоматической сварки неприменимо, а темп ручной сварки очень низок.
Сварка в аргоне происходит при помощи специальной горелки, внутрь которой по специальному шлангу подается инертный газ. При помощи двух кабелей – питающего и управляющего – подается ток на электрод.
Цветная и буквенная маркировка
Электроды из вольфрама различаются по материалу легирующих присадок, применяемых при их изготовлении. Эти добавки увеличивают долговечность электродов. Они же и определяют свойства изделий при их использовании для сварки соответствующих материалов.
Тип вольфрамового электрода определяется по содержанию буквенно-цифровой информации и по цветам маркировки, нанесенной на стержень. Буквенно-цифровая и цветовая маркировки соответствуют друг другу.
Буквенная
Первой буквой идет всегда W. Она указывает на материал, из которого изготовлен электрод – вольфрам. Вторая буква латинского алфавита указывает на тип легирующей добавки:
- C – оксид церия. Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
- Z – оксид циркония (наиболее тугоплавкий). Пригоден для сварки переменным током. Крайне важно соблюдать требования к чистоте сварочной ванны. Недопустимо малейшее загрязнение. Сварка отличается стабильной и мощной дугой;
- L – окись лантана. При использовании вольфрамовых стержней с этой добавкой происходит быстрый и легкий розжиг дуги и стабильное ее горение. Практически устраняется возможность прожига свариваемых деталей. Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
- T – окись тория. Эта добавка позволяет с высоким качеством сваривать заготовки из коррозионностойкой стали. Сварка при этом должна производиться на постоянном токе. При работе вольфрамовыми электродами с торием предъявляются высокие требования к подготовке свариваемых поверхностей, иначе дуга может «перескакивать» с одного «микровыступа» на другой. Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
- Y – иттрий. Сварка постоянным током с помощью этих вольфрамовых изделий осуществляется при изготовлении наиболее ответственных конструкций, так как подобные электроды являются наиболее устойчивыми к разрушению;
- P – без добавок. В изделиях с такой маркировкой содержание вольфрама должно быть не ниже 99,5 %. Такие электроды обеспечивают устойчивое горение дуги при использовании переменного тока. Это делает их наиболее востребованными при сварке алюминия в среде аргона.
 Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
Электроды, в составе которых содержится оксид лантана, наиболее долговечны; Это делает их наиболее востребованными при сварке алюминия в среде аргона.
Это делает их наиболее востребованными при сварке алюминия в среде аргона.Чтобы донести более полную информацию о характеристиках вольфрамовых электродов, на стержнях после латинских букв указываются два цифровых значения через дефис. Число в первом показывает процентное содержание присадки, увеличенное в десять раз, во втором – длину стержня в миллиметрах. Например, маркировка WL 15-150 указывает, что в составе вольфрамового стержня, длиной 150 миллиметров, содержится 1,5 % оксида лантана.
Цветовая
Цветовое обозначение применяется для большего удобства при необходимости выбора вольфрамовых прутков. Оно представляет собой окраску концов стержня в один из следующих цветов:
- зеленый – изделия без присадок, обозначаемые символами WP;
- серый – вольфрамовый электроды с 2,0 % окиси церия, имеющие обозначение WC 20;
- черный – изделия, содержащие 1,0 % оксида лантана, обозначаемые WL 10;
- золотистый – прутки с 1,5 % оксида лантана, на которых проставлено WL 15;
- синий – стержни с 2,0 % окиси лантана, маркируемые как WL 20;
- белый – изделия с оксидом циркония с содержанием его 0,8 %. Обозначение таких изделий – WZ 8;
- желтый – прутки, имеющие в своем составе 1,0 % окиси тория. Их маркировка – WT 10;
- красный – изделия из вольфрама, изготовленные с добавлением 2,0 % оксида тория, имеющие обозначение WT 20;
- фиолетовый – прутки с 3,0 % оксида тория и с маркировкой WT 30;
- оранжевый – стержни, в состав которых включены 4,0 % оксида тория. Обозначение таких электродов – WT 40;
- темно-синий – электроды с иттрием в соотношении 2,0 % к вольфраму. Их обозначение WY 20;
 Обозначение таких изделий – WZ 8;
Обозначение таких изделий – WZ 8;Таким образом, идентификация нужного вида вольфрамовых электродов упрощается.
Для алюминия
Соединение алюминиевых деталей должно быть легким и прочным. Эти требования возможно выполнить, используя сварку. Но вся проблема в том, что при отличных эксплуатационных качествах, алюминий очень сложно сваривать.
Проблемы при сваривании обусловлены химическими и физическими свойствами металла. На поверхности изделий всегда присутствует алюминиевая окисная пленка, которая имеет температуру плавления более 2000 °C при том, что сам алюминий плавится уже при 650 °C. Это требует от сварщика удаления и прожигания окисной пленки до прогрева алюминия.
На поверхности изделий всегда присутствует алюминиевая окисная пленка, которая имеет температуру плавления более 2000 °C при том, что сам алюминий плавится уже при 650 °C. Это требует от сварщика удаления и прожигания окисной пленки до прогрева алюминия.
Алюминий на воздухе, да еще в разогретом состоянии быстро окисляется, что создает предпосылки для образования тугоплавкой пленки на расплавленном металле.
В результате шов получается неоднородным. Для устранения этого фактора необходимо обеспечить отсутствие доступа воздуха в зону сварки, что и делает аргон при вольфрамовом методе.
Текучесть алюминия в расплавленном состоянии требует применения различных теплоотводящих подкладок. Водород, выходящий из алюминия наружу при разогреве, создает множество пор, приводящих к ослаблению сварочного шва.
Большой коэффициент температурного расширения и возникающая поэтому усадка при остывании приводит к значительной деформации изделия. Высокая теплопроводность материала требует применения тока, который превосходит по значению ток, необходимый для соединения более тугоплавких материалов.
Для качественного соединения свариваемых деталей с учетом вышеописанных свойств, применение вольфрамового электрода для аргонодуговой сварки алюминия становится наиболее целесообразным. Лучшим решением в этом случае будет применение вольфрамовых стержней без добавок.
Для устранения окисной пленки на поверхности материала необходимо сварку производить непременно током обратной полярности.
Заточка вольфрамовых электродов
Качество сварочных работ, помимо выбора типа электрода и параметров сварочного тока, зависит еще и от правильной заточки стержня. От формы наконечника неплавящегося электрода будет зависеть ширина и глубина зоны проплавления металла.
Форма заточки зависит еще и от применяемого тока и его значения. Требования по заточке в справочной литературе могут различаться, но эти различия существенного влияния на качество вольфрамовой сварки не окажут.
Общая рекомендация по заточке следующая – стержни марок WP, WL необходимо затачивать до состояния полусферы, в то время, как для марки WT достаточно лишь обозначить небольшую выпуклую форму. Остальные типы вольфрамовых электродов затачиваются конусом.
Важным условием правильной заточки является недопустимость ошибок. Не должно быть несимметричной заточки, вызывающей отклонение дуги в сторону от шва, и наличия рисок от заточки, не совпадающих по направлению с осью стержня, что также может вызвать блуждание дуги.
При правильном выборе материалов и обеспечении необходимой среды, с помощью вольфрамовой сварки возможно соединение практически любых металлов и сплавов.
Что варят вольфрамовыми электродами
Вольфрамовые электроды являются прутками из вольфрама, которые очень распространены как сварочный материал для сваривания аргонодуговой сваркой. Как правило, их используют для сваривания особо ответственных соединений с использованием постоянного тока обратной полярности, а также для сваривания большинства нержавеющих и высоколегированных сталей. Помимо этого ними сваривают жаропрочные сплавы и цветные металлы.
Технология сваривания, а также производства вольфрамовых электродов работает таким образом, что данный вид электродов обеспечивает стабильное сваривание, стабильную сварочную дугу, а также термостойкость и устойчивость к эксплуатации.
С помощью вольфрамовых сварочных электродов производят сваривание высококачественных сварочных швов. Примечательно, что для сваривания вольфрамовыми электродами не обязательно, чтобы свариваемые детали были разного химического состава. Широкую популярность приобрело сваривание вольфрамовыми электродами в аргоновой среде. Это сильно влияет на процесс сваривания в лучшую сторону. Такое сваривание сразу же прекрасно зарекомендовало себя, особенно при появлении таких металлов, как титан, никель, молибден и высоколегированные стали.
Вольфрамовые электроды являются неплавящимися, однако при сваривании используются вместе с присадочной проволокой. В основном такие электроды применяют для сваривания цветных металлов, а также их сплавов. Помимо этого нередко можно заметить использование вольфрамовых электродов для сварки высоколегированных сталей. Также вольфрамовые электроды используются для получения сварочного шва высокого качества из металлов одного или разных составов.
Неплавящиеся сварочные электроды из вольфрама имеют некоторые отрицательные качества. Среди этих недостатков не очень хорошая зажигаемость сварочной дуги. Для этого нужно совершать зажигание дуги в три этапа:
• Короткое замыкание электрода на заготовке; • Отведение электрода от свариваемого материала на небольшое расстояние; • Возникновение устойчивой сварочной дуги;
Для того чтобы улучшить качество поджога сварочной дуги, а также достичь высокой стабильности при сваривании вольфрамовыми электродами иногда добавляют цирконий. Это позволяет улучшить качество сваривания, а также использовать данный вид электродов в различных токовых средах.
Данный вид сваривания прекрасно зарекомендовал себя для сваривания молибдена, никеля, титана и высоколегированных сталей. В данном случае источником высокой температуры является электрический ток. При таком сваривании основными элементами при сваривании является вольфрамовый электрод и газ аргон. При сваривании неплавящимся электродом подается газ аргон, и сваривание производится уже в защищенной среде. Такая защита прекрасно повышает характеристики сварочного шва, а также делает сам сварочный процесс намного проще и эффективнее.
Вольфрамовые электроды — экономичность и качество сварки
Редкий металл вольфрам имеет уникальную температуру плавления. Он является абсолютным лидером по тугоплавкости среди металлов, оставаясь твердым при супер высоких температурах. Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
WolfRahm — волчьи сливки?
Открытие металла состоялось еще в 18 веке. Именно тогда он получил странное (с точки зрения перевода на русский язык) название. Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Несмотря на то, что металл известен уже более двух веков, его массовое использование пришлось только на начало 20 столетия. Производителям сварочной техники стало понятно, что вольфрам и сварное дело — понятия неразделимые. Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Лидером по запасам и добыче вольфрама является Китай, поэтому не стоит переживать, если на упаковке вольфрамовых электродов в качестве страны происхождения указывается КНР.
Условия применения
Чтобы избежать появления окислов на соединительном шве, сварка вольфрамовыми электродами производится исключительно в защитной среде — газовой. Задача газа — защитить зону сваривания металлов от кислорода и воды. Обязательное условие — газ должен быть инертным, то есть не вступать в химическую реакцию с материалом. Чаще для этих целей используют аргон, чуть реже — гелий. Могут использоваться специальные смеси газов. Причина частого применения аргона — доступность и универсальность.
Отметим, что формирование защитной газовой среды в разных сварочных системах происходит по-разному. Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой.
Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.
Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности. Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
- В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
- Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
- Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
- Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка. Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна. Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Используемая литература и источники:
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Поделиться в социальных сетях
Сварка алюминия вольфрамовым электродом в среде инертного газа – aluminium-guide.com
Сварка алюминия плавлением
Сварка алюминия и алюминиевых сплавов, как, впрочем, и других металлов – это соединение двух металлических компонентов путем создания металлургических связей на поверхности контакта между ними. Это физическое явление называют коалесценцией [1]. Эти металлургические связи могут достигаться путем расплавления обоих поверхностей, и тогда это называется сваркой плавлением. Другой способ – этот создание высокого давления между этими двумя частями, иногда – с применением нагрева, чтобы образовать металлические связи вдоль границы между ними. Это называется сваркой в твердой фазе. Примером такой сварки является сварка алюминия трением.
Основными видами сварки плавлением, которые применяют для соединения алюминиевых компонентов, являются следующие [1]:
- неплавящимся электродом в среде инертного газа;
- плавящимся электродом в среде инертного газа;
- кислородно-газовая;
- электронным лучом;
- лазерная;
- электро-газовая;
- электро-шлаковая;
- погруженной дугой.
Ниже представлен краткий ознакомительный обзор дуговой сварки алюминия и алюминиевых сплавов неплавящимся электродом в среде инертного газа по материалам известного руководства [1], а также европейского стандарта по дуговой сварке алюминия и алюминиевых сплавов [2]. Для уточнения практических деталей этого метода необходимо обращаться к специализированным руководствам по этому методу сварки.
Дуговая сварка алюминия методом TIG
Этот вид сварки имеет следующее определение: дуговая сварка, которая применяет неплавящийся вольфрамовый электрод и инертный газ для защиты электрода, дуги и сварочной ванны (рисунок 1).
Рисунок 1 – Схема процесса дуговой сварки в среде инертного газа
с вольфрамовым электродом [1]
За рубежом для этого процесса сварки применяют три обозначения: TIG, TAGS и GTAW. Первые два применяются в основном в Европе, третий – в США. Эти обозначения являются сокращениями различных наименований процесса, которые представляют собой различные комбинации первых букв следующих ключевых слов:
- T: Tungsten – вольфрам
- I: Inert – интертный
- G: Gas – газ
- S: Shielding – защитный
- W: Welding – сварка
- A: Arc – дуга.
Ниже будем для краткости и удобства называть этот процесс: метод TIG или сварка TIG.
Особенности сварки алюминия методом TIG
- Сварочная дуга действует только как источник тепла и сварщик сам решает применять или нет присадочную проволоку.
- Сварочная ванна хорошо контролируется, поэтому могут выполняться сварочные швы без применения подкладок.
- Дуга является устойчивой при очень низких сварочных токах, что дает возможность сварки тонкостенных компонентов.
- Процесс обеспечивает очень хорошее качество сварочного шва, но для достижения максимального качества требуется опытный сварщик.
- Процесс имеет более низкую скорость выполнения сварочного шва и более низкую скорость подачи присадочной проволоки, чем при сварке методом MIG, что в некоторых ситуациях делает его менее производительным.
- Метод TIG склонен ограничиваться сваркой алюминия небольшой толщины, обычно до 6 мм.
- Метод TIG дает менее глубокое проникновение в основной металл, чем метод MIG, то есть аналогичный метод сварки плавящимся электродом. Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.
Оборудование для сварки алюминия методом TIG
Основное оборудование для сварки методом TIG включает:
- источник электрического тока;
- сварочную горелку;
- источник инертного газа;
- устройство подачи присадочной проволоки и
- систему водяного охлаждения (при необходимости).
Типичное рабочее место для сварки алюминия методом TIG показано на рисунке 2.
Рисунок 2 – Ремонт алюминиевых отливок с помощью ручной сварки методом TIG
при постоянном токе с гелием в качестве защитного газа [1]
Метод TIG: постоянный или переменный ток
Для сварки большинства алюминиевых сплавов применяется классический метод сварки TIG с применением источника постоянного электрического тока. При этом электрод подсоединяется к его отрицательному полюсу. Известно, что сварка на этой полярности не обеспечивает эффективного удаления оксидной пленки с поверхности алюминия. Кроме того, при таком методе дуговой сварки в среде инертного газа на положительном полюсе выделяется большое количество тепла. Сварка методом TIG с электродом, подсоединенным к положительному полюсу, приводит к перегреву и расплавлению электрода.
Поэтому ручная сварка методом TIG обычно производится с применением переменного тока. В этом случае удаление оксидной пленки происходит, когда электрод находится в положительном полуцикле переменного тока. На отрицательном полуцикле происходит охлаждение электрода и проникновение сварочного шва. Дуга затухает и зажигается на каждом полуцикле, когда ток дуги проходит через ноль. При частоте источника тока 50 Гц это происходит 100 раз в секунду, то есть дважды на каждом цикле.
Защитный газ
Аргон
Предпочитаемым защитным газом для сварки TIG с переменным током (AC-TIG) является аргон. Гелий, а также смеси аргона с гелием также могут применяться. Аргон дает широкое и не глубокое проникновение сварного шва и при этом делает сварной шов блестящим и серебристым. Самое легкое зажигание дуги и самая стабильная дуга также достигаются при применении аргона.
Гелий
Гелий увеличивает вольтаж дуги, повышает глубину проникновения сварного шва, но делает зажигание дуги более трудным, а также отрицательно влияет на стабильность дуги. Некоторые современные сварочные аппараты имеют возможность начинать сварку с аргоном и затем, когда дуга установилась, автоматически происходит переход на гелий.
Аргон + гелий
Добавление аргона к гелию улучшает зажигание дуги и ее стабильность. Скорость сварки и проникновение сварочного шва будет меньше, чем при сварке с чистым гелием, но лучше, чем при сварке только с аргоном. Поэтому можно регулировать ширину шва и глубину его проникновения путем изменения доли аргона в защитном газе. Часто применяют смесь с 25 % гелия в аргоне [1].
Сварочная горелка и сварочные кабели
Существует большое количество различных типов горелок для сварочного тока от нескольких десятков ампер до 450 ампер. Выбор горелки зависит от толщины свариваемого материала. Большинство современных горелок (рисунок 3) имеют регулятор тока, который встроен в рукоятку горелки. Все горелки, кроме тех, которые работают при токе ниже 200 ампер, являются водоохлаждаемыми. Та же вода может применяться и для охлаждения силовых кабелей, что делает их более легкими и гибкими.
Рисунок 3 – Современная горелка для сварки методом TIG
Перегрев горелки может привести к расплавлению паяных соединений внутри нее или пластиковой трубы, которая изолирует силовой кабель. Поэтому важно правильно выбрать горелку в соответствии с силой тока, который будет применяться при производстве сварки, в том числе с учетом того, какой ток будет применяться, постоянный или переменный.
Большинство горелок снабжено металлическим или керамическим соплом для формирования струи газа. Керамические сопла являются более популярными, но они более легко повреждаются, чем металлические. Диаметр сопла может меняться от 9,5 до 25 мм в зависимости количества требуемого для сварки защитного газа, а также вида газа. Рекомендуется применять в горелках так называемые газовые линзы. Газовая линза представляет собой сетчатый диск, который вставляют в горелку для того, чтобы сделать поток газа более ламинарным (рисунок 4). Это помогает газу обеспечивать более эффективную защиту области формирования сварного шва.
Вольфрамовые электроды
Существует несколько типов электродов для сварки методов TIG. Они включают:
- чистый вольфрам
- вольфрам, легированный торием (ThO2)
- вольфрам, легированный цирконием (ZrO2)
Эти соединения добавляют, чтобы улучшить стартовые характеристики дуги, стабилизировать дугу и увеличить срок службы электрода. Электроды с цирконием считаются предпочтительными для сварки TIG переменным током, так как они имеют более высокую температуру плавления, чем электроды из чистого вольфрама и вольфрама с добавками тория. Поэтому они могут нести более высокие сварочные токи, являются более стойкими к загрязнению и повреждениям.
Торец электрода должен иметь при сварке полусферическую форму. Такая его форма способствует стабильности дуги. Конец электрода должен быть слегка заостренным, чтобы помогать формированию его скругленного торца (рисунок 4).
Рисунок 4 – Типичный электрод для сварки методом TIG
Слишком малый диаметр электрода будет приводить к его перегреву и, возможно, плавлению. Это приведет к загрязнение сварочной ванны вольфрамом. Электроды бывают диаметром от 0,3 до 6,4 мм. Электрод не должен выступать из сопла горелки более, чем на 6 мм. Эта величина может быть увеличена до 10 мм, если в горелке применяется газовые линзы.
Ручная сварка методом TIG
Обращение с горелкой
Необходимо держать длину дуги как можно более короткой. На практике длина дуги равна примерно его диаметру (рисунок 5). Если дуга является слишком длинной, то снижается проникновение шва и увеличивается риск возникновения дефектов из-за недостаточного проплавления, низкого качества сварочного шва и чрезмерной его ширины. Кроме того, в облако газовой защиты области формирования сварочного шва может попадать воздух. Это приведет к попаданию в сварочный шов оксидных включений.
Рисунок 5 – Угол наклона горелки и сварочного прутка при сварке алюминия методом TIG
Горелку нужно держать так, как показано на рисунке 5 – с наклоном 80º к затвердевшему сварному шву. В случае стыковой сварки элементов различной толщины дугу направляют больше в сторону более толстого элемента. Для угловых швов горелку направляют посередине угла между двумя плоскостями.
Присадочная проволока
Если применяется присадочная проволока (присадочный пруток), то она должна подаваться равномерно и поступательно под углом 10-20 градусов, как показано на рисунке 5. Проволока не должна подаваться прямо в дугу, так как это может привести к образованию брызг и загрязнению электрода. Пруток под углом более 10-20 градусов мешает визуальному контролю сварочной ванны. Кончик присадочной проволоки должен быть внутри газового защитного облака до тех пор, пока он остается горячим, чтобы избежать его окисления. При увеличении толщина свариваемого компонента диаметр присадочной проволоки также увеличивают, что обуславливает также и увеличение длины дуги. Нужно всегда помнить, что слишком длинная дуга может вызывать проблемы с попаданием в сварочный шов оксидов. Пруток большого диаметра может также заслонять материал перед сварочной ванной и мешать очищающему действию дуги, а это может приводить к захвату сварочным швом оксидов.
Завершение сварки
Очень важным является контролируемое завершение сварки. Резкое выключение сварочного тока может привести к образованию кратеров, утяжин (удлиненных пор) и трещин в последней части сварочной ванны. При завершении сварки необходимо постепенно снижать сварочный ток и уменьшать длину дуги по мере ее затухания, добавляя присадочную проволоку то тех пор, пока дуга не исчезнет.
Механизация и автоматизация сварки TIG
Механизация и автоматизация сварки методом TIG может иметь несколько преимуществ:
- возможность применять более высокие скорости сварки, что дает уменьшение коробления и более узкие зоны термического влияния сварки;
- более плотный контроль сварочных параметров, что позволяет сваривать более тонкие материалы;
- более тщательный контроль качества сварки;
- возможность выполнения сварки персоналом с меньшей степенью квалификации, чем это обычно требуется при ручной сварке.
Вместе с тем, применение механизации и автоматизации имеет и некоторые недостатки, в том числе, значительно более трудоемкую подготовку свариваемых компонентов к сварке.
Источники:
- The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing, 2002
- Европейский стандарт EN 1011-4:2000 Welding – Recommendation for welding of metallic materials – Part 4: Arc welding of aluminium and aluminium alloys
Лучший универсальный вольфрамовый электрод для сварки TIG — Weldmonger Store (США)
Какой вольфрамовый электрод лучше всего подходит для сварки TIG?
Мой быстрый ответ — 2% лантана.
И вот почему — я предпочитаю, чтобы все было как можно проще.
Не поймите меня неправильно, если бы я думал, что использование нескольких различных типов вольфрама поможет в сварке, я бы сделал это. Но если подойдет один-единственный тип, тогда мне не нужны вольфрамовые электроды разных видов и цветов в моем ящике для инструментов.
Если вы похожи на меня, иногда не задумываясь, я стачиваю цветовой код, чтобы получить 2 острых конца. Если в моем ящике с инструментами есть несколько разных типов вольфрамовых электродов, я не могу легко отличить их друг от друга без цветового кода.
Когда я работал в аэрокосмической отрасли, Департамент безопасности потребовал от меня найти замену 2% -ным торированным электродам из-за всех негативных новостей о том, что торированные электроды являются радиоактивными. Поэтому я провел довольно обширное тестирование, чтобы определить лучший универсальный вольфрамовый электрод для постоянного и переменного тока, который будет работать со всеми металлами, сталями, суперсплавами, титаном, алюминием, магнием и т. Д.
Для меня три критерия, которые были наиболее важными для сварки TIG, от толщины лезвия бритвы на постоянном токе до толстых алюминиевых и магниевых отливок на переменном токе:
1. Четкий запуск и перезапуск постоянного тока при низком уровне тока
2. Стабильность на 200 ампер от сети переменного тока с вольфрамом 3/32 дюйма.
3. Хорошо работает с трансформаторными сварочными аппаратами TIG, а также с инверторами.
Если вольфрамовый электрод соответствует этим трем критериям, то он является хорошим выбором для универсального вольфрамового электрода.
Итак, я проверил:
- E3
- Смеси Trimix
- Layzr
- 2% сертифицированный,
- 2% торированный
- 1.5% лантанированный
- 2% лантанаты
- И некоторые другие
На DC были лишь очень незначительные отличия — все они работали неплохо. Но на переменном токе 2% лантанат был намного более стабильным до 200 ампер, чем остальные.
Электроды с 2% лантановой кислоты хорошо зарекомендовали себя при запуске дуги постоянного тока с низким током в 1 А, а также лучше, чем другие электроды на переменном токе, независимо от того, используется ли сварочный аппарат для трансформатора или инвертор.
Вот почему я рекомендую использовать 2% лантан, если вы хотите использовать один лучший универсальный вольфрамовый электрод.
Я не хочу создать ложное впечатление, что 2% лантана — лучший вариант для на каждое отдельное приложение, просто лучший универсальный вариант. Вам понадобится несколько различных типов вольфрама, чтобы получить наилучший результат для каждого применения, и иногда разница будет настолько незначительной, что будет трудно сказать.
Со всеми проведенными мною аэрокосмическими сварочными испытаниями, всей работой в мастерской, которую я проделал за последние 10 или 11 лет, и всеми видеороликами на YouTube, которые я сделал, я использовал только 2% лантановые электроды для всего, начиная с 2009 года. .
И это упростило мне задачу!
Итак, если вы ищете лучший вольфрамовый электрод для сварки TIG всех металлов, я надеюсь, что эта статья поможет вам упростить задачу.
Как правильно выбрать вольфрам для сварки TIG — Baker’s Gas & Welding Supplies, Inc.
После того, как вы вложились в лучшую машину для сварки TIG для сварки алюминиевых швов или подробных проектов, получите максимальную отдачу от своих сварных швов, выбрав правильный вольфрам для сварки TIG.Независимо от того, используете ли вы процессы сварки TIG на переменном или постоянном токе, вот несколько советов, о которых следует помнить, когда пришло время запастись стержнями для сварки TIG, в том числе новыми стержнями, о которых вы, возможно, не знали. В конце поста мы также дадим ссылку на любимого клиента Baker’s Gas and Welding.
Выбор вольфрама подходящего цвета для сварки TIGКаждый сварочный электрод TIG имеет определенную цветовую классификацию, что упрощает их идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода.Вот краткий обзор:
Green TIG Сварочные электроды представляют собой чистый вольфрам и используются для сварки на переменном токе, часто для алюминия и магния. Обычно они используются повсеместно, потому что они недорогие. Однако они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись этим, если вы пойдете по этому пути.
Зачем нужны зеленые электроды из чистого вольфрама? Они хорошо подходят для синусоидальной сварки на переменном токе и образуют сплошной скругленный наконечник, что приводит к стабильной дуге. Помимо высокого расхода, он не запускается так же хорошо, как торированные или церированные электроды, которые остаются фаворитами среди многих сварщиков.
Электроды для сварки TIG с красным торием относятся к числу наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заточить кончик этих электродов до острого края и наслаждаться стабильной дугой, которая сохраняется долгое время. Последняя сварочная ванна чище, поскольку электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую токонесущую способность.
Переключение между сваркой на переменном или постоянном токе с использованием торированных электродов.Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики по-прежнему осторожно используют эти электроды.
Сварочные электроды TIG с сертификатом оранжевого цвета содержат около 2% серного цинка и идеально подходят для сварки постоянным током и процессов с низким током. Поскольку он может сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены торированных электродов.
Ceriated не рекомендуется для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с металлизированными электродами при более низких температурах для небольших и точных деталей, изготовления труб и сварки тонких металлов.
Электроды с золотым лантаном для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), так как их можно затачивать или скручивать соответственно в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежное зажигание дуги и стабильность дуги.
Из-за его прочности и универсальности некоторые сварщики используют лантанат вместо торированного, поскольку в металле нет радиоактивных элементов.
Коричневые циркониевые сварочные электроды TIG содержат минимальное количество циркония и лучше всего подходят только для сварочных работ на переменном токе. Поскольку цирконий — прочный металл, устойчивый к растрескиванию, он дает стабильную дугу и устойчив к загрязнениям. Он также может пропускать ток, сравнимый с торированными электродами.
Серые электроды из редкоземельных элементов обычно определяют, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварочных работ на переменном и постоянном токе, но сварщики должны внимательно прочитать сведения о каждом металле, указанные на упаковке. В лучшем случае, на электроды из редкоземельных элементов можно рассчитывать для получения стабильной дуги, более длительного срока службы и силы тока, которая может соперничать с другими электродами, даже если они обычно меньше по размеру.
Получите все пять электродов TIG в одном набореНе можете решить, какой электрод купить? Попробуйте новый продукт Weldporn Five Flavors Assorted Tungsten.Было доказано, что эти электроды обеспечивают стабильность и стабильность при каждом сварном шве. В комплект входит по два электрода каждого типа.
Опции для электродов 3/32 дюйма включают:
- 2% торированный
- 2% Сертифицировано
- 2% лантанаты
- Multimix
- Чистый вольфрам
Дополнительный фиолетовый электрод
Purple E3 Tungsten Если вы ищете безопасную альтернативу торированным электродам и более долговечную версию чистого вольфрама, то вы можете рассмотреть вольфрамовый электрод E3, который смешивает три оксида вместе.Он имеет лучшую скорость воспламенения, он работает холоднее, и в нем нет излучения. По сравнению с торированным, он может даже выдерживать более быстрое зажигание и более стабильную дугу с течением времени.
Вольфрам E3 разработан для лучшего зажигания дуги и увеличения срока службы электрода по сравнению с чистым вольфрамом.
Посмотрите наше видео на YouTube, в котором рассматриваются некоторые общие вопросы о вольфраме.
Какой вольфрам использовать для сварки TIG
TIG означает сварку вольфрамом в среде инертного газа, и в более техническом смысле она известна как газо-вольфрамовая дуговая сварка (GTAW).В процессе используется неплавящийся вольфрамовый электрод, который передает ток сварочной дуге. Существуют различные вольфрамовые электроды, которые можно использовать для этого процесса, но не все из них окажутся эффективными. Продолжайте читать, чтобы узнать , какой вольфрам использовать для сварки TIG .
Типы вольфрамовых электродов
Выбор правильного электрода — важная часть эффективной процедуры сварки. Тип и размер электрода зависят от типа металла и соединения.В этой статье мы упомянем несколько популярных электродов и способы их использования.
Чистый вольфрам — зеленый
Электроды из чистого вольфрама состоят на 99,5% из вольфрама, что означает, что они легко шарится. Форма шарового наконечника также обеспечивает отличную стабильность дуги. Они особенно хорошо работают с магниевыми и алюминиевыми сплавами и идеально подходят для приложений с низким и средним током. Чистый вольфрам хорошо работает только с блоком питания переменного тока.
Редкоземельно-серый
Редкоземельный элемент — один из элементов, добавляемых в чистый вольфрам.Классификация редкоземельных элементов Американского общества сварки (AWS) — EWG. Все электроды из редкоземельных элементов содержат неуказанную смесь натуральных добавок; однако производители должны указывать процентное содержание каждого материала, присутствующего на упаковке.
Выбранная вами комбинация будет зависеть от желаемых результатов и свариваемых металлов. Множество доступных комбинаций позволяют гарантировать стабильность дуги и оптимальное проплавление сварного шва.
Электроды из редкоземельных элементовтакже позволяют использовать электроды меньшего диаметра, передавать более высокие уровни тока и производить меньше разбрызгивания вольфрама по сравнению с другими типами электродов.
Оксид тория
Торированные вольфрамовые электроды содержат 97,3% вольфрама и 1,7-2,2% оксида тория. Они обладают низкой радиоактивностью и высокой токонесущей способностью, что делает их очень подходящими для процедур дуговой сварки. Они долговечны и просты в использовании, что является дополнительным преимуществом.
Электроды из оксида тория идеально подходят для использования с источником постоянного тока. Они имеют высокие температуры плавления и могут выдерживать значительное количество тепла при минимальном плавлении. Они подходят для использования на более тонких стальных пластинах, так как имеют среднюю скорость коррозии и умеренные требования к силе тока.
Однако оксид тория испускает альфа-частицы, опасные для человека. Замена оксида тория редкоземельным элементом устраняет риски для здоровья, связанные с частицами, сохраняя при этом многие преимущества.
Ториевые электроды идеально подходят для некоторых особых сварочных работ на переменном токе, например, для тонкого алюминия и материалов толщиной менее 0,060 дюйма. Они также являются правильным выбором для конкретных сварочных работ на постоянном токе углеродистой стали, нержавеющей стали, никеля и титана.
Электроды с лантаном
Они состоят на 97% из вольфрама и около 1.3 -1,7% лантана. Электроды из лантана идеальны только для использования с источниками постоянного тока. Лантан увеличивает пропускную способность электродов на 50%.
Зажигание дуги относительно удобнее с электродами из лантана, и эти электроды обладают удивительной стабильностью дуги, отличными характеристиками повторного зажигания и низкой скоростью догорания. Они полезны при сварке следующих материалов:
- Алюминиевые сплавы
- Магниевые сплавы
- Никелевые сплавы
- медные сплавы
- титановые сплавы
- Стали низколегированные
- Нержавеющая сталь
Оксид церия
Электроды металлокерамические изготавливаются из 97.3% вольфрама и 1,8-2,2% оксида церия и известны как электроды с 2% -ным покрытием. Они идеально подходят для приложений с низким током переменного тока, но их можно использовать для некоторых приложений постоянного тока.
Если вам нужно сварить небольшие хрупкие детали или вы работаете с тонкими металлическими листами, при производстве труб или орбитальных трубок, то электроды с покрытием из серого сплава — это то, что вам нужно. Некоторые соединения металлов, с которыми они могут использоваться:
- нержавеющая сталь
- углерод
- никель
- алюминий
- магний
- титан
- медные сплавы
Это долговечные электроды с отличными характеристиками зажигания и повторного зажигания.Они создают исключительно стабильные дуги и могут использоваться также в диапазоне малых значений тока. При низких скоростях эрозии церированный вольфрам показывает себя лучше, чем чистый вольфрам, поскольку он обладает лучшими токонесущими свойствами.
Циркониевые электроды
Циркониевые электроды состоят из вольфрама чистотой 99,1% и циркония 0,15-0,4. Они оказываются полезными в случаях, когда вольфрам вызывает недопустимые уровни загрязнения. Они могут выдерживать более высокие уровни силы тока и имеют повышенное удерживание шарика, что делает их превосходными для магниевых и алюминиевых сплавов.
Они особенно хорошо работают с переменным током и обладают высокой устойчивостью к расколу. Они обладают высокой токонесущей способностью и создают очень стабильные дуги. Однако, в отличие от большинства других электродов, циркониевые электроды не подходят для использования с постоянным током.
Источник постоянного тока
В источниках питания постоянного тока есть только односторонний ток. Ток течет от положительного к отрицательному или от отрицательного к положительному. Меньшие устройства, такие как батареи, телефоны, фонарики или пульты дистанционного управления, используют источник питания постоянного тока.
Сварщики используют в своих процедурах сварки как положительный, так и отрицательный, а также наоборот. Использование источника постоянного тока более выгодно, чем источник переменного тока, по нескольким причинам.
Преимущества
- Источник постоянного тока
- А идеально подходит для сварщиков, которым требуется более высокая ставка депозита.
- Очень мало брызг
- Обеспечивает более гладкий сварной шов
- Более высокая производительность
- Постоянная и стабильная электрическая дуга
Недостатки
- Требуется специальное оборудование
- Дорогая
- Не подходит для алюминия
- Высокоинтенсивное производство тепла
- Процедура повышенного риска
При использовании источников питания постоянного тока будьте особенно осторожны.При сварке постоянным током превалирует опасность нарастания магнитного поля, которое может вызвать взрыв дуги. Он идеально подходит для сварки TIG нержавеющей стали, вертикальной сварки, одноуглеродистой пайки и многих других процедур.
Источник питания переменного тока
Источник питания переменного тока меняет ток с положительного на отрицательный и с отрицательного на положительный примерно 120 раз в секунду, в зависимости от частоты источника питания. На протяжении всего цикла ток сохраняет направление переключения, что дает вам преимущества питания постоянного тока, уменьшая при этом некоторые недостатки.
Преимущества
- Немного дуговой очистки
- Совместим с большинством электродов
- Обеспечивает хорошее плавление металла
- Обеспечивает отличный уровень проникновения
- Поддерживает множество типов сварных швов, таких как толстые листы, сварка TIG алюминия и даже быстрая заливка.
- Подходит для сварки намагниченным металлом
- Идеально для сварки при высоких температурах
- Отлично подходит для ремонтных работ
Однако одним из основных недостатков использования источника питания переменного тока является нестабильность его направления, которая напрямую влияет на выход продукта.
Свойства вольфрама
Вольфрам проявляет необходимые свойства образования шариков, в первую очередь при использовании с источником питания переменного тока. Однако металл имеет минимальные жаропрочные свойства и требует манипуляций для повышения термостойкости, а также способности проводить ток. Редкоземельные элементы, лантан, торий, церий и цирконий добавляют к вольфраму и улучшают его способность удерживать шар. Они помогают в обслуживании точечных электродов.
Производственная эффективность сварки TIG напрямую зависит от использования электрода, источника питания, выбора защитного газа и сварочных работ.
Используйте имеющиеся в продаже разновидности при использовании электродов из редкоземельного вольфрама.
Электродыс серным и лантановым покрытием идеально подходят как для сварки на переменном, так и на постоянном токе благодаря своим характеристикам и отсутствию излучения. Вы можете использовать их для любых сварочных работ, и они легко сопоставимы с торированными электродами.
Торированные электроды не скручиваются равномерно, но очень хорошо переносят силу тока. С оксидом тория можно использовать электрод меньшего размера. Обычно используется с блоком питания переменного тока.
Циркониевые электроды создают чрезвычайно стабильную дугу и обладают высокой устойчивостью к расколу. Они лучше, чем торий при сварке на переменном токе.
Связанные вопросы
Вольфрам какого цвета следует использовать для нержавеющей стали?
Торированный красный электрод идеально подходит для сварки нержавеющей стали. Он обеспечивает оптимальное тепловыделение, образование валиков и проплавление швов для получения более гладких сварных швов.
Какой вольфрам лучше всего подходит для алюминиевого инвертора?
Электрод из чистого вольфрама или циркониевый вольфрамовый электрод лучше всего подходит для сварки алюминия переменным током.Если вы используете вольфрамовый электрод, убедитесь, что он достаточно большой в диаметре, чтобы эффективно пропускать сварочный ток. Источник питания переменного тока требует использования электродов большего диаметра для уменьшения сопротивления.
Для чего нужен синий вольфрам?
Синий вольфрам — хороший заменитель оксида тория. Он обеспечивает надлежащее зажигание дуги и более долговечен, чем торированные электроды. Его можно использовать как для сварки на переменном, так и на постоянном токе с трансформаторными и инверторными источниками питания.
Подобные сообщения:
Руководство по выбору и подготовке вольфрамовых электродов
Вольфрам — это основной металл, используемый при газовой дуговой сварке (GTAW) или TIG-электродах.Это нужно выбирать с осторожностью. Вольфрам твердый, обладает высокой термостойкостью и имеет самую высокую температуру плавления 3410 ° C.Вольфрамовые электроды доступны в различных размерах и длинах. Они могут состоять из чистого вольфрама или комбинации вольфрама с другими редкоземельными элементами и оксидами. При выборе подходящего вольфрамового электрода необходимо учитывать ряд факторов. Они зависят от типа и толщины используемого основного материала, а также от того, используется ли переменный или постоянный ток.
Некоторые из разновидностей вольфрама и его комбинаций, которые можно использовать:
Чистый вольфрам (цветовой код — зеленый) — Он дешевле, чем легированные разновидности, содержит 99,50% вольфрама и широко используется. Когда он нагревается, образуется чистый комковатый наконечник. Это обеспечивает хорошую стабильность дуги для алюминия и магния с переменным током. Его нельзя использовать для сварки постоянным током.
2% торированный (цветовой код — красный) — Прост в использовании и долговечен.Это обычно используется. Использование тория увеличивает качество электронной эмиссии. Используется для сварки на переменном токе. Он отлично подходит для отрицательных электродов постоянного тока (прямая полярность) на углеродистой и нержавеющей стали, никеле и титане. Он имеет меньшее загрязнение сварных швов. Его заостренная кромка хороша для обработки тонкой стали. Поскольку он имеет низкий уровень радиоактивности, необходимо правильно соблюдать предупреждения и инструкции производителя, а также паспорт безопасности материала (MSDS).
2% Сертифицировано (цветовой код — оранжевый) — Лучше всего подходит для сварки постоянным током.Его можно использовать в процессах переменного или постоянного тока. Он используется в орбитальных мелодиях, производстве труб, обработке тонкого листового металла, а также небольших и деликатных работах. Его можно использовать для сварки углеродистой, нержавеющей стали, никелевых сплавов и титана. Остроконечный церированный вольфрам очень хорошо запускается и имеет большую пропускную способность по току, чем чистый вольфрам того же диаметра. Не содержит радиоактивных материалов.
1,5% лантанат — (цветовой код — золото) — Лучше всего подходит для отрицательного электрода переменного и постоянного тока с заостренным концом или может быть скомпонован для использования с источником питания синусоидальной волны переменного тока.Заостренный наконечник подходит для сварки стали и нержавеющей стали.
Цирконий (цветовой код — коричневый) — Подходит для сварки на переменном токе, так как обладает высокой устойчивостью к загрязнениям и может удерживать скрученный наконечник. Его пропускная способность по току равна или больше, чем у торированного вольфрама. При любых обстоятельствах рекомендуется для сварки постоянным током.
Rare Earth (цветовой код — серый) — Используются неуказанные добавки оксидов или гибридов редкоземельных элементов, и производители должны указывать каждую добавку и ее процентное содержание на упаковке.
Для приготовления вольфрама необходимо подготовить наконечник. Наконечник может быть скругленным, заостренным или усеченным.
Если вы подаете переменный ток, рекомендованный для данного диаметра электрода, на его конце образуется шарик. Это используется в процессах переменного тока на аппаратах для сварки синусоидальной волной и обычных прямоугольных сварочных аппаратов TIG. Для заостренного или усеченного наконечника следует использовать специально разработанный шлифовальный круг из боразона или алмаза. Следует соблюдать предупреждения производителя. Чтобы следы шлифования проходили по всей длине электрода, шлифовку следует производить прямо, а не под углом 90 градусов.Он используется в чистых вольфрамовых, церированных, лантанатных и торированных наконечниках. Его следует использовать для инверторных сварочных процессов на переменном и постоянном токе. При использовании на более тонких материалах конус следует отшлифовать о вольфрам на расстоянии, не превышающем 2,5 диаметра электрода. Это помогает в формировании сфокусированной дуги и предотвращает деформацию алюминия. Когда необходимо использовать более высокий ток, нужен усеченный наконечник. Это можно сделать сначала шлифованием до тонкого конуса, а затем шлифованием плоской площадки 0,10–0,30 дюйма на конце вольфрама.Это предотвратит образование шариков.
Главное, что следует учитывать при выборе и изготовлении вольфрамовых электродов, — это знать, используется ли постоянный или переменный ток, тип свариваемого материала и подходящий для него тип вольфрама.
Типы вольфрамовых электродовTIG | Jasic Blog
Jasic TIG Tungsten Electrodes
TIG Сварочные электроды не являются расходными материалами, так как они не расплавляются в сварочной ванне, и следует проявлять особую осторожность, чтобы электрод не соприкасался со сварочной ванной, чтобы избежать сварки загрязнение.Это называется включением вольфрама и может привести к разрушению сварного шва. Электроды часто содержат небольшое количество оксидов металлов, что дает следующие преимущества:
• Способствует зажиганию дуги. • Повышение допустимой нагрузки электрода по току • Снижение риска загрязнения сварных швов. • Увеличьте срок службы электрода. • Повышение стабильности дуги.
Используемые оксиды — это в основном цирконий, торий, лантан или церий.
Обычно добавляются 1% — 4%.
Jasic TIG Tungsten Electrode GuideЧистый вольфрам (зеленый) AWS A5.12 EWP, ISO 6848 WP
Эти электроды TIG представляют собой нелегированный «чистый» вольфрам с минимумом 99,5% вольфрама и относительно низкую стоимость. Они обеспечивают хорошую стабильность дуги при использовании переменного тока со сбалансированной или несимметричной волной и непрерывной высокочастотной стабилизацией.
Электроды из чистого вольфрама предпочтительнее для синусоидальной сварки на переменном токе алюминия и магния, поскольку они обеспечивают хорошую стабильность дуги при использовании в качестве защитного газа как аргона, так и гелия.
Электрод из чистого вольфрама легко образует скругленный конец, но имеет тенденцию раскалываться при более высоких токах, и это следует учитывать при выполнении ответственных сварных швов.
Серый 2% (серый) AWS A5.12 EWCe-2, ISO 6848 WC20
Эти электроды TIG легированы около 2% оксида церия, нерадиоактивного материала и самого распространенного из редкоземельных элементов. Добавление этого небольшого процента оксида церия увеличивает характеристики электронной эмиссии электрода, что дает им лучшие пусковые характеристики и более высокую пропускную способность по току без разбрызгивания.
Это универсальные электроды, которые могут успешно работать с отрицательными электродами переменного или постоянного тока. По сравнению с чистым вольфрамом, церированные вольфрамовые электроды обеспечивают большую стабильность дуги. Они обладают отличными характеристиками зажигания дуги при низком токе. При использовании в приложениях с более высоким током оксид церия может концентрироваться на слишком горячем кончике электрода.
Это состояние и изменение оксида лишают церия преимуществ. Нерадиоактивный оксид церия имеет несколько иные электрические свойства по сравнению с торированными вольфрамовыми электродами.Цериевые электроды хорошо работают с источниками питания Advanced Squarewave и должны быть заземлены до определенной точки.
Лантанат (1% лантана, черный), (1,5% лантана, золото), (2% лантана, синий) AWS A5.12 EWLa-, ISO 6848 WL
Эти электроды TIG легированы нерадиоактивным оксидом лантана, часто называемым лантаном, другим редкоземельным элементом. Эти электроды обладают отличным зажиганием дуги, низкой скоростью эрозии, стабильностью дуги и превосходными характеристиками повторного зажигания.
Добавление 1-2% лантаны увеличивает максимальную пропускную способность по току примерно на 50% для электрода данного размера, использующего переменный ток, по сравнению с чистым вольфрамом. Чем выше процент лантана, тем дороже электрод. Поскольку электроды из лантаны могут работать при немного другом напряжении дуги, чем электроды из торированного или церированного вольфрама, эти небольшие изменения могут потребовать корректировки параметров и процедур сварки.
Содержание 1,5%, по-видимому, наиболее точно соответствует свойствам проводимости 2% торированного вольфрама.По сравнению с церием и торием электроды из лантаны имели меньший износ наконечника при заданных уровнях тока. Лантановые электроды обычно имеют более длительный срок службы и обеспечивают большую устойчивость к загрязнению сварного шва вольфрамом.
Лантана равномерно распределена по всей длине электрода и поддерживает хорошо заостренный наконечник, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от современных источников питания прямоугольной формы. Таким образом, электроды лантаны хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скомпоновать для использования с источниками питания синусоидальной волны переменного тока.
Торированный (2% торий, красный) AWS A5.12 EWTh-2, ISO 6848 WT20
Торированные электроды 1 и 2% очень часто используются, поскольку они первыми показали лучшие характеристики дуги по сравнению с чистым электродом. вольфрам для сварки TIG на постоянном токе. Однако торий является радиоактивным материалом с низким уровнем активности, поэтому пары, шлифовальная пыль и удаление тория вызывают озабоченность в отношении здоровья, безопасности и окружающей среды.
Относительно небольшое количество не представляет опасности для здоровья.Но если сварка будет проводиться в замкнутом пространстве в течение продолжительных периодов времени или если пыль от шлифовки электродов может попасть внутрь, следует принять особые меры предосторожности в отношении надлежащей вентиляции. Сварщик должен проконсультироваться с проинформированным персоналом по технике безопасности и предпринять соответствующие меры, чтобы избежать тория.
Торированный электрод не скручивается, как электроды из чистого вольфрама, церия или лантаны. Вместо этого он образует несколько небольших выступов на поверхности электрода при использовании переменного тока.При использовании в машинах с синусоидальной волной переменного тока дуга блуждает между несколькими выступами, что часто нежелательно для правильной сварки. Если сварка на аппаратах такого типа абсолютно необходима, следует использовать электроды с более высоким содержанием лантана или тория. Торированные электроды хорошо работают с источниками питания Advanced Squarewave и должны быть заземлены до определенной точки.
Эти электроды обычно предпочтительны для приложений постоянного тока. Во многих приложениях постоянного тока электрод заострен или заострен.Ториевый электрод сохранит желаемую форму в тех случаях, когда чистый вольфрам плавится и образует шаровой конец. Содержание тория в электроде увеличивает срок службы электрода этого типа по сравнению с чистым вольфрамом.
Цирконий (1% циркония, белый) AWS A5.12 НЕТ, ISO 6848 WZ8
Этот вольфрам для сварки TIG легирован оксидом циркония (диоксид циркония) и предпочтителен для сварки TIG на переменном токе, когда требуется высочайшее качество работы и где недопустимы даже самые незначительные загрязнения сварочной ванны.Это достигается благодаря тому, что вольфрам, легированный цирконием, создает чрезвычайно стабильную дугу, которая сопротивляется разбрызгиванию вольфрама в дуге.
Пропускная способность по току равна или немного больше, чем у электрода такого же размера, легированного церием, лантаном или торием. Циркониевые электроды обычно используются только для сварки на переменном токе со скругленным концом.
Вольфрамовые электроды бывают разных диаметров, и вы должны выбрать соответствующий диаметр для используемого тока и типа для режима процесса.Чтобы физически идентифицировать тип вольфрама, его конец окунают в цвет. Обязательно отшлифуйте неокрашенный конец для сварки.
Практические советы по сварке: вольфрамовые электроды
Все о принадлежностях для сварки Сварочные электроды TIG
Точно выполненные сварные швы, чистые сварные швы, высококачественные материалы — добро пожаловать в мир сварки TIG и вольфрамовых электродов. Выбор правильного вольфрамового электрода так же важен для сварки TIG, как и контактный наконечник для сварки MAG.Ассортимент предлагаемых на рынке сварочных электродов TIG столь же красочен, как и цветовая кодировка, которая характеризует каждый отдельный тип вольфрамового электрода. В этом сообщении блога мы хотели бы дать вам хороший обзор основных вольфрамовых электродов, чтобы вам было проще выбрать, хотите ли вы их покупать.
Электроды вольфрамовые и их легирование
Вольфрам является основным компонентом сварочных электродов TIG, но, кроме чистого вольфрамового электрода (зеленый WP), все остальные обогащены другими элементами, что известно как легирование.Это также называется легированием вольфрама.
Но какой вольфрамовый электрод подходит для моего процесса сварки?
Выбор подходящего вольфрамового электрода или его легирования во многом зависит от сварочной задачи: хотите ли вы сваривать постоянным или переменным током, выбор электродов ограничен, потому что не каждый тип также подходит для переменного тока, который, например, используется для сварки алюминия. В зависимости от типа тока, задачи сварки и свариваемого материала используются электроды из чистого вольфрама или электроды с оксидными добавками, обычно состоящие из редкоземельных элементов.Эти добавки представляют собой оксид циркония (ZrO 2 ), оксид лантана (La 2 O 3 ), оксид церия (CeO 2 ) или оксид тория (ThO 2 ) — и все они имеют разные свойства.
Легирующие элементы и их действие:
- По сравнению с электродами из чистого вольфрама оксид циркония снижает испарение и обеспечивает более стабильную дугу.
- Оксид лантана обладает особенно хорошими воспламеняющими свойствами и продлевает срок службы электродов.
- Оксид церия придает вольфрамовому электроду очень хорошие свойства зажигания и повторного зажигания.
- Оксид тория создает очень стабильную дугу, но из-за своей радиоактивности он очень вреден для здоровья, и как добавка к вольфрамовым электродам сейчас запрещен во многих странах. При вдыхании ториевого дыма или пыли они могут оседать в легких и вызывать внутреннее облучение.
Электрод из чистого вольфрама (зеленый WP) обеспечивает очень устойчивую дугу.С другой стороны, оксидсодержащие электроды легче воспламеняются, обладают высокой допустимой нагрузкой по току и более длительным сроком службы.
Таким образом, очевидно, что выбор правильного сварочного электрода для сварки TIG во многом зависит от того, на чем вы ориентируетесь при сварке TIG.
Приведенная ниже таблица вольфрамовых электродов дает обзор наиболее распространенных типов, их пригодности и свойств. Вы в основном свариваете высоколегированные стали или алюминий? Для вас важнее срок службы электрода или его воспламеняемость? С помощью этой таблицы вы можете значительно упростить предварительный выбор.
Таблица выбора вольфрамового электрода
E3® фиолетовый | WLa 15 золота | WLa 20 синий | WCe 20 серый | WP зеленый | WZr 08 белый | |
DC отрицательный | +++ | ++ | +++ | + | – | – |
Переменный ток | +++ | + | + | + | + | ++ |
Стабильность дуги | ++ | + | ++ | + | – | ++ |
Воспламеняемость | ++++ | ++ | +++ | + | – | + |
| Срок службы | ++++ | ++ | +++ | + | + | ++ |
Пригодность высоколегированных сталей | ++++ | +++ | +++ | +++ | – | – |
Подходит для алюминия | ++++ | + | + | + | ++ | ++ |
Цвета вольфрамовых электродов и их применение
E3®
Начнем с лучшего: E3® — это вольфрамовый электрод, разработанный ABICOR BINZEL со смесью оксидов редкоземельных элементов в качестве легирующих элементов, который подходит для сварки как постоянным, так и переменным током и практически любого металла.Он обладает отличными воспламеняющими свойствами и поэтому часто используется в автоматизированных процессах. Температура электрода остается постоянно низкой, что, в свою очередь, увеличивает токонесущую способность и срок службы по сравнению с торированными электродами, которые разрешено использовать только в исключительных случаях из-за их чрезвычайно вредного воздействия.
Цветовое кодирование смеси оксидов редкоземельных элементов:
Пурпурный = E3®
WLa
Как и E3®, этот вольфрамовый электрод с легирующим элементом оксид лантана, может использоваться для сварки на постоянном и переменном токе.В основном он используется для сварки нелегированных и высоколегированных сталей, алюминия, титана, меди и магниевых сплавов. Золотой вольфрамовый электрод также используется при микроплазменной сварке.
Цветовая кодировка с оксидом лантана:
Золото = WLa 15 — с 1,30 до 1,70% оксида лантана
Черный = WLa 10 — с содержанием оксида лантана от 0,80 до 1,20%
Синий = WLa 20 — с 1,70 до 2,20% оксида лантана
WCe
Благодаря компоненту оксида церия этот сварочный электрод TIG более эластичен, чем электрод с чистым вольфрамом, но меньше электродов E3® и лантана.Этот тип вольфрамовых электродов в основном используется в диапазоне средних и низких токов для сварки нелегированных и высоколегированных сталей, а также сплавов алюминия, меди, никеля, титана и магния. Они также подходят для сварки на переменном токе или на постоянном токе, но не так хорошо, как электроды E3® от ABICOR BINZEL.
Цветовая маркировка с оксидом церия:
Серый = WCe 20 — с содержанием оксида церия от 1,80 до 2,20%
WP
Этот сварочный электрод TIG изготовлен из чистого вольфрама и используется исключительно для сварки на переменном токе.В этом случае это идеальный электрод для сварки алюминиевых сплавов, так как его температура плавления 3422 ° C идеально подходит для сварки на переменном токе. Вольфрам также обладает высокой стойкостью и очень высокой коррозионной стойкостью.
Цветовая маркировка чистого вольфрама:
Зеленый = W — изготовлен из чистого вольфрама без каких-либо оксидных компонентов
WZr
Добавление оксида циркония означает, что риск загрязнения расплава очень низок.Этот вольфрамовый электрод был специально разработан для сварки переменным током в ядерных системах. Оксид циркония обеспечивает очень стабильную сферическую головку при сварке на переменном токе, но при сварке на постоянном токе воспламеняется очень скромно.
Цветовая маркировка с оксидом циркония:
Коричневый = WZr 03 — с содержанием оксида циркония от 0,15 до 0,50%
Белый = WZr 08 — с содержанием оксида циркония от 0,70 до 0,90%
Наконечник:
WZr и электрод из чистого вольфрама следует использовать только со старыми однофазными источниками питания TIG.
Руки прочь от вольфрамовых электродов с торием!
Сварочные электродыTIG с оксидом тория в качестве легирующего элемента чрезвычайно вредны для здоровья из-за своих радиоактивных свойств и в настоящее время запрещены в нескольких странах. Информация 208-049 немецкого государственного страхования от несчастных случаев »DGUV« относится к тому факту, что вольфрамовые электроды, содержащие оксид тория, в соответствии с разделом 4.2 (1) TRGS 528 «могут использоваться только в соответствии с требованиями конкретного продукта (веские технические причины)» что необходимо соблюдать положения Постановления о радиационной защите.Так что избавьтесь от вольфрамовых электродов с торием!
Существует ли тип сварочного электрода TIG, который можно использовать для любых сварочных задач?
Да, есть: E3® (фиолетовый). Этот вольфрамовый электрод является долговечным сварочным электродом TIG, который гарантирует наилучшие результаты. Это не только лучшая альтернатива другим электродам для сварщика и его здоровья, но и для окружающей среды. Шлифовальная пыль, фильтрующая пыль и остатки не являются опасными отходами, а транспортировка и хранение не требуют каких-либо специальных защитных мер, поскольку сварочные электроды E3® абсолютно не содержат радиоактивных компонентов.
Вольфрамовые электроды E3® соответствуют стандарту EN ISO 6848 и, как и все сварочные электроды TIG из ассортимента продукции ABICOR BINZEL, производятся на нашей собственной производственной сети и характеризуются высочайшим качеством продукции. Каждая упаковка наших вольфрамовых электродов E3® имеет номер партии, что гарантирует отслеживаемость в случае необходимости. По запросу вы также можете получить сертификат производства и паспорт безопасности. Пожалуйста, не стесняйтесь обращаться к нам.
Краткий обзор преимуществ сварочных электродов E3®:
- Наконечник электрода «Cool»
- Отличные свойства воспламенения и повторного воспламенения
- Высокая стабильность дуги
- Низкое выгорание
- Максимально допустимая нагрузка по току
- Небольшая деформация кончика электрода
- Подходит практически для всех сварочных работ
Если вы хотите быть в безопасности при выборе сварочного электрода для сварки TIG и для вас важно качество сварного шва, вам обязательно следует протестировать вольфрамовый электрод E3® от ABICOR BINZEL.Вы уже сваривали на E3®? Тогда вы можете поделиться с нами своим опытом.
Удачной сварки!
Цветовые коды для вольфрамовых электродов Сварка TIG — EWM AG
| Идентификационный код | Масса оксида в% | Оксид | Цвет | В диапазоне |
| WP | – | – | Зеленый | Есть |
| WT 4 | 0.35 — 0,55 | Чт | Голубой | № |
| WT 10 | 0,80 — 1,20 | Чт | Желтый | № |
| WT 20 | 1,70 — 2,20 | Чт | Красный | № |
| WT 30 | 2,80 — 3,20 | Чт | фиолетовый | № |
| WT 40 | 3.80 — 4,20 | Чт | оранжевый | № |
| WZ 3 | 0,15 — 0,50 | Zr | Коричневый | № |
| WZ 8 | 0,70 — 0,90 | Zr | Белый | № |
| WL 10 | 0,90 — 1,20 | Ла | Черный | По запросу |
| WL 15 | 1.40–1,60 | Ла | Золото | Есть |
| WL 20 | 1,80 — 2,20 | Ла | Темно-синий | Есть |
| WC 20 | 1,80 — 2,20 | CE | серый | Есть |
| WR 2 * | Смешанные оксиды | Благородные металлы | бирюза | Есть |
| E3® | Смешанные оксиды | Благородные металлы | фиолетовый | Есть |
* WR 2 еще не стандартизован
Th: торий; Zr: цирконий; La: оксид лантана; Ce: сероксид
.