Сварка арматуры внахлест — Астим
Основное назначение – перераспределение нагрузок на растяжение и сжатие.
Методика применяется в том случае, если необходимо перераспределить сжимающие и растягивающие нагрузки.
Сразу отметим, что этот способ сварки используют только в случаях, когда создаваемая конструкция в будущем не будет подвергаться серьезным нагрузкам. Как статичным, так и динамическим. Наиболее опасны для такого соединения нагрузки на изгиб. Суть такого вида сварки состоит в соединении прутков арматуры продольной их частью между собой со смещением по вертикальной оси на 15-30 см. Чем больше площадь соприкосновения арматурных прутков, тем прочнее будет соединение.
Ключевые нюансы этого способа:
- Использование в местах минимального напряжения конструкции.
- При диаметре арматуры более 10 мм. нахлест должен быть 0,5 м.
- Диаметр арматуры не должен превышать 20 мм.
- Диаметр соединяемых между собой арматур не должен сильно различаться.

- Место соединения не должны располагаться слишком близко с другими стыками.

Важно проводить сварку с двух сторон. И это иногда создает определенные сложности. Например, если сварной шов будет проходить сверху и снизу. Если верхнюю часть зафиксировать легко, то вот с нижним могут возникнуть проблемы – до него не всегда получается добраться. И тогда соединение можно считать весьма ненадежным. Перед сваркой необходимо провести подготовительные работы. В местах соединения прутки зачищаются металлической щеткой. Так же существует способ, позволяющий добиться усиления крепости соединения. Для этого нужно стесать болгаркой места соединения стержней до плоского состояния обоих. Режим сварки арматуры зависит от ее диаметра. Арматура от 5 до 8 мм. толщиной сваривается 3-х миллиметровым электродом. При толщине до 10 мм. электрод берется 4 мм. толщиной. Стержни более 10 см. свариваются электродом на 5 мм. Предельно внимательным нужно относиться к выбираемой силе тока. Ниже приведена таблица с нужными параметрами.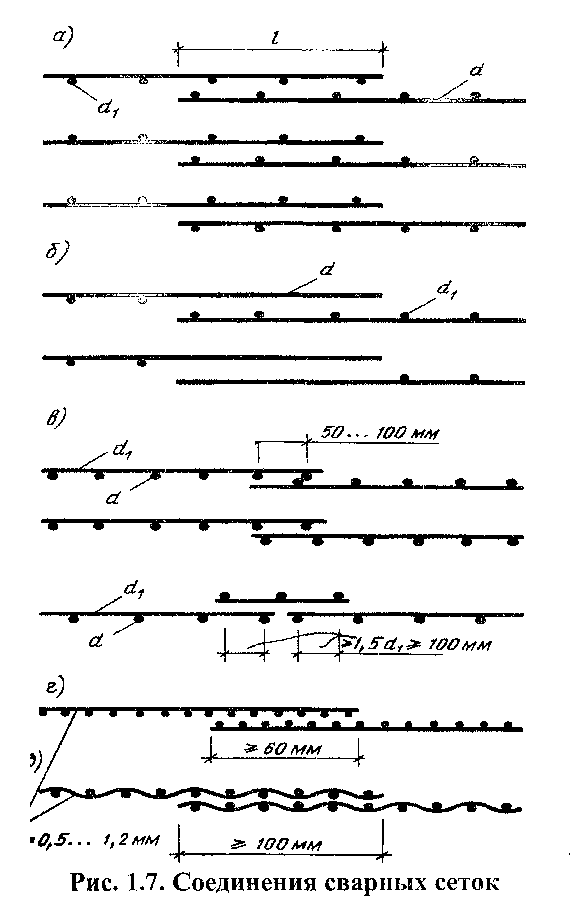
Диаметр, миллиметры | Ток, амперы |
5 | 200 |
6 | 250 |
8 | 300 |
10 | 350 |
20 | 450 |
Навигация по записям
Как грамотно сделать нахлест арматуры при вязке и сварке
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Протяженность сварочного шва при нахлесте | |
|---|---|
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила.
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.

Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска.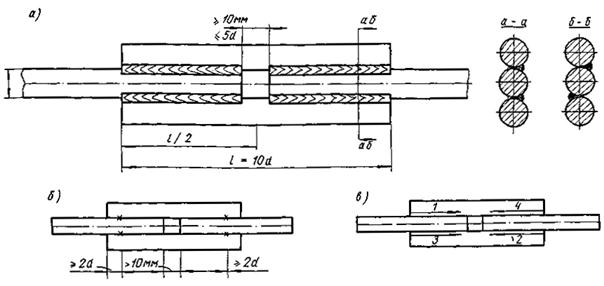 Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
|---|---|---|
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Взаимное расположение арматурных перепусков в теле бетона
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
Виды перехлеста арматуры и требования к выполнению соединений
На чтение 5 мин. Просмотров 1.3k.
Изготовление железобетонных изделий предполагает создание металлических каркасов.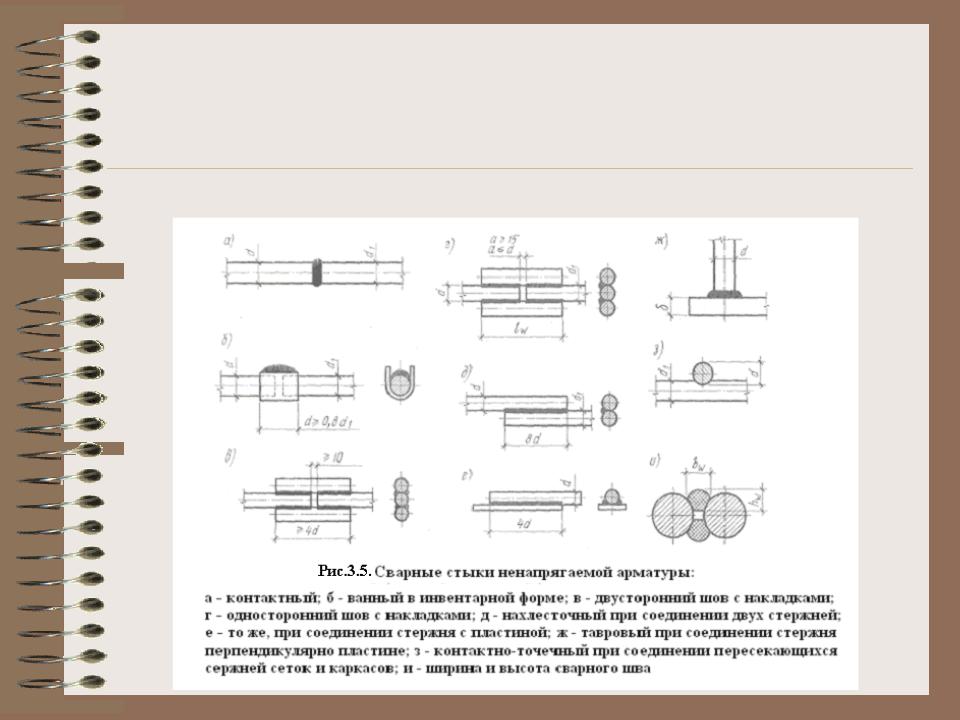 Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.
Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.
Они соединяются между собой конкретными способами:
- Механический стыковый метод;
- Сварной стыковый вариант;
- Соединения, выполняемые внахлест без сварки.
Об этих методах соединения более подробно будет написано ниже.
Типы соединения арматуры внахлест
«Сшивание» арматуры внахлест предполагает соблюдение нескольких правил использования материалов и монтажа:
- Для этого способа подходят арматурные стержни не более 0.4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
- Должны соблюдаться расстояния перепусков.
- Необходимо правильно рассчитать длинунахлеста.
Внахлестку без сварки
Этот способ состыковки металлических стержней наиболее распространен для строительства фундаментов под частные дома.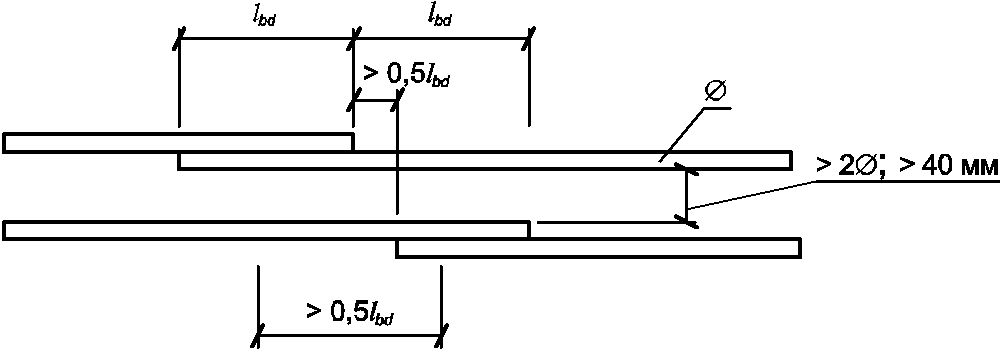
Имеет неоспоримые плюсы:
- Простота работ;
- Доступность необходимых соединительных материалов;
- Невысокая цена.
Для работы по вязанию прутов используется специальная вязальная проволока. Также можно делать «сшивание» и без нее.
При вязке внахлестку без сварки пользуются одним из способов:
- Нахлест профильных прутьев.
- Соединение арматурных стержней поперек.
- Способ загибания концов прутьев петлей или незамкнутым колечком.
Сварные и механические соединения
Механический способсостыкования арматуры имеет ряд преимуществ:
- Работа не требует много времени, а также является максимально простой.
- Расход материала идет намного меньше. Если сравнивать со способом внахлест, то здесь теряется до 30% и более материалов на перепуски.
- Каркас, собранный механическим способом, является наиболее крепким, а, значит, надежным.
- Собирать конструкцию можно в любые погодные условия, что позволит рациональнее использовать время и не ждать, допустим, когда пройдет дождь, чтобы продолжить работы.
- Прутья любого диаметра подойдут для механического состыкования, так как в гидравлическом прессе имеются съемные штампы.

Для того, чтобы начать соединять арматурные стержни механическим способом, необходимо подготовить:
- Гидравлический пресс;
- Прессованные и резьбовые муфты.
Технология монтажа:
- На конец одного из прутьев надевается муфта. Она под прессом фиксируется на стержне. То же самое проделывается для второго стержня.
- При помощи прикрепленных муфт арматурные стержни соединяются.
Сварка может осуществляться при помощи нескольких разновидностей сварочных швов:
- Протяженные;
- Многослойные;
- Точечные;
- Принудительное наложение шва.
Требования к выполнению соединений
К «сшиванию» прутьев нахлестом предъявляют некоторые требования, которые касаются:
- Длины накладки прутьев.
- Положения металлического каркаса в бетоне.
- Положения перепусков относительно друг друга.
Учитывая эти требования и не только, можно получить вполне надежную арматурную конструкцию.
Соединение сваркой
Работать со сваркой позволительно только настоящим профессионалам. Именно они могут качественно наложить сварочные швы, и вся конструкция при этом будет крепкой и не сломается под массой бетонного раствора.
К сварочным работам предъявляются требования:
- Многослойный шов выполняется при помощи одиночного электрода. Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
- Принудительный шов предполагает использование арматуры диаметром от 1,4 см до 40 см. Делаются крестовые соединения. Изделия собираются в кондукторах, так как там прутья лучше примыкают друг к другу.
- Сорта стали с низким или средним содержанием углерода не подходят для точечной сварки. Это объясняется тем, что при сварке точечно в пересекающихся точках стержней быстро отводится тепло, вследствие этого остывший металл становится хрупким.
 Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.Соединение вязкой
По нормам СНиП состыкование прутьев в местах особенно сильной нагрузки способом вязки не допустимо. Стыки лучше делать там, где нагрузка от бетонного раствора, а также в дальнейшем от стен будет минимальна
Стыки лучше делать там, где нагрузка от бетонного раствора, а также в дальнейшем от стен будет минимальна
Кроме этого, перепуски делают там, где не предполагается изгибов (поворотов). Если эти условия вязки не могут быть выполнены, то перепуск делается максимально длинным, до 90 диаметров стыкуемых прутов. Например: диаметр прута равен 36 мм, значит 90*36мм=3240мм, или 324 см, или 3,24 м.
Длина нахлеста
Величина нахлеста зависит от следующих показателей:
- Диаметра используемых арматурных стержней. Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
- Используемой марки бетона. Чем выше марка бетона, тем меньший нахлест будет нужен, даже несмотря на диаметр прутьев. Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.
- Класса стали, из которой выполнены стрежни.
- Точек состыкования.
 Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.
Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.Также определение длины перепуска зависит от того, каким образом будет эксплуатироваться железобетонное изделие, ведь это может быть или столб, или фундамент. Нагрузка для этих двух видов ЖБИ абсолютно разная.
Как располагать соединения
Чтобы каркас будущего железо-бетонного изделия выдерживал большие нагрузки, необходимо правильно располагать перепуски в плоскостях конструкции. Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска.
Таким образом, есть три основных способа соединения арматуры. Каждый из них имеет свои плюсы и минусы. Но все они одинаково безопасно могут применяться для монтажа конструкций, если правильно соблюдена технология монтажа.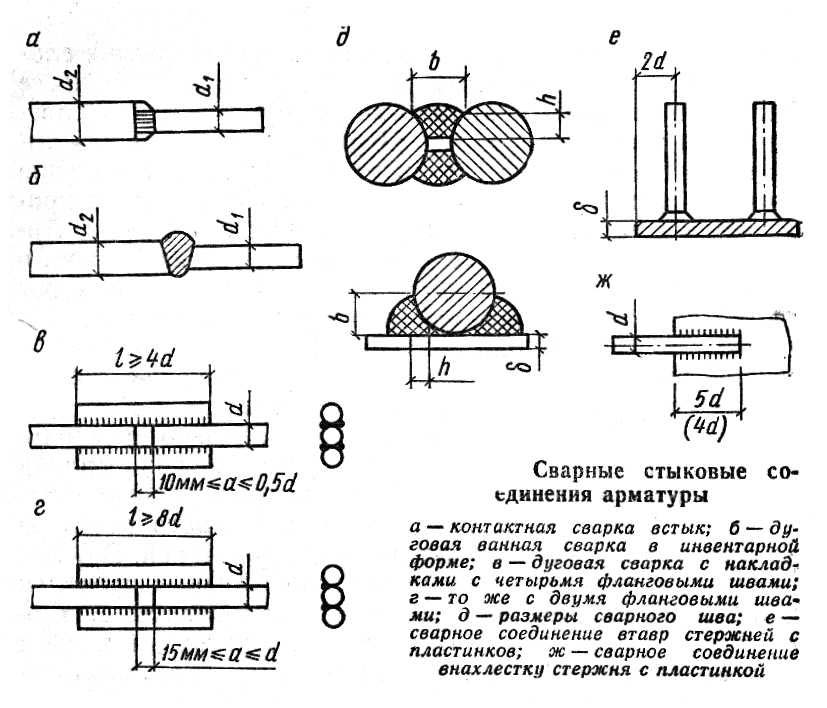
контактная, внахлест, встык ванным методом
Арматура может применяться как по отдельности, так в составе сложных конструкций. Для создания сложных конструкций арматурные запчасти часто соединяются друг с другом. Основной способ соединения — это проведение сварочных работ. Сварка осуществляется с помощью оборудования, которое выполняет локальный нагрев краев деталей с последующим расплавлением и затвердеванием. Сварка арматуры может выполняться различными способами — внахлест, встык, ванным способом, контактным методом. Но какие электроды следует применять для сваривания арматурных изделий? Как правильно определить силу тока? И как проконтролировать качество проведенных работ? В нашей статье мы узнаем ответы на эти вопросы.
Краткие сведения
Сварка арматуры является основным методом соединения арматурных прутков. С помощью сваривания можно соединить прутки любой длины и формы. Сварка может вестись встык, нахлестом и крестообразным способом. В фабричном производстве также применяется точечная контактная сварка. Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
Для проведения работ применяется стандартное сварочное оборудование с автоматической или полуавтоматической подачей электрода в активную зону. Сварение прутков рекомендуется проводить при подаче в активную зону инертных газов — это улучшает качество сварного шва, препятствует появлению коррозии в активной зоне.
Сварка помогает создать конструкцию любой формы — сетку, квадраты, треугольники, многоугольники. Сварка арматуры ГОСТ проводится в защитной одежде (костюм, маска, рукавицы), которая будет защищать человека от воздействия высоких температур. Сварочные работы рекомендуется проводить в сухом проветриваемом помещении, хотя при необходимости сварку можно проводить в любое время при отсутствии сильного ветра и/или осадков (дождь, туман, снег). Сварочные работы регулируются отечественными и международными нормами. Основной регулирующий закон — ГОСТ 14098-2014 (обратите внимание, что старый ГОСТ 14098-91 действовал до 2014 года).
Сварочные методики
Для сварки арматуры применяется несколько технологий. Основные методики — сварка арматуры ванным способом, сварное соединение внахлест, создание крестообразных соединений, контактная технология. Ниже мы рассмотрим каждую методику более подробно.
Основные методики — сварка арматуры ванным способом, сварное соединение внахлест, создание крестообразных соединений, контактная технология. Ниже мы рассмотрим каждую методику более подробно.
Встык ванным методом
Ванная сварка арматуры — оптимальный метод сварения арматурных прутков. Ванночкой называют U-образную скобу, к которой будет привариваться стальные прутки. Ванная технология позволяет получить качественный надежный шов, который не растрескается под действием механических ударов или химически активных веществ. К тому же ванная технология уменьшает контакт прутков с окружающей средой, поэтому риск коррозии в данном случае будет минимальным.
Сварочные работы проводятся так:
- С помощью металлической щетки нужно зачистить края стержней на 3-4 сантиметра (у концов должен появиться характерный металлический блеск). Для более качественной, быстрой обработки щетка должна иметь оцинкованное покрытие. После зачистки нужно промыть и обезжирить края, чтобы они стали чистыми.
- Теперь нужно поместить края внутрь ванночки. Некоторые мастера для более надежной фиксации обвязывают ванночку проволокой, а во время сварки проволока быстро удаляется из активной зоны. Новичкам манипуляции с проволокой делать не рекомендуется, поскольку есть большой риск приваривания проволоки к поверхности ванночки.
- Сварку следует проводить на высоких токах (оптимальная сила тока — 400 ампер при диаметре электрода 5 миллиметров) с помощью автоматического или полуавтоматического оборудования. Сперва выполняется плавление края одного прутка — потом второго. После этого операция повторяется до тех пор, пока ванночка полностью не покроется расплавленным металлом.

Главным преимуществом ванной технологии является небольшой расход расходного материала. Еще один крупный плюс — возможность проведения сварочных работ при отрицательных температурах (силу тока нужно увеличить на 15-20%). В качестве ванночки могут использовать как стальные скобы, так и скобы из других металлических сплавов (медь, латунь, дюралюминий, чугун). Также допускается применение графитовых ванночек.
Также допускается применение графитовых ванночек.
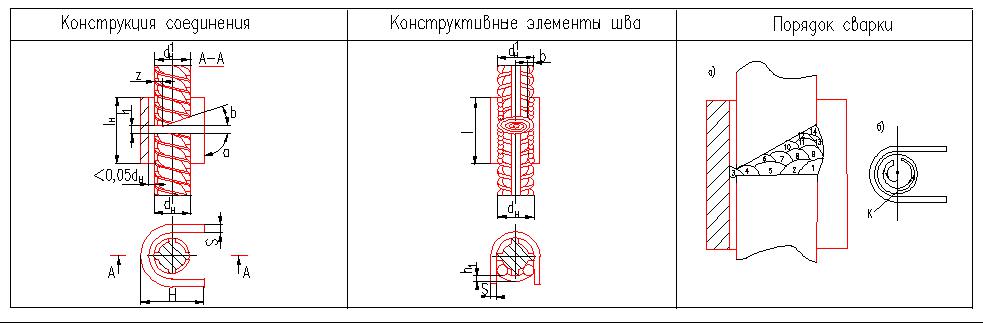
Сварка арматуры внахлест
Если сварная конструкция не будет подвергается серьезной механической нагрузке, то в таком случае можно применять сварение арматуры внахлест. Главные плюсы технологии — простота, высокая скорость работ, минимум расходных материалов, неплохая надежность. Нахлест арматуры при сварке должен быть полным, чтобы получился прочный большой шов. Сварочные работы рекомендуется проводить с нижнего, а не с верхнего положения (это обеспечит более активное расплавление металла в активной зоне). Также можно выполнять боковую сварку внахлест под углом наклона до 15-20 градусов.
Оптимальный алгоритм действий:
- Зачистите поверхность арматуры с помощью металлической щетки или грубой наждачной бумаги. Также рекомендуется сделать обезжиривание поверхности, чтобы получить высококачественный сварной шов в активной зоне.
- Наложите сварные прутки друг на друга. Оптимальный уровень нахлеста — от 15 до 30 сантиметров. Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.
- Выполните обварку сверху минимум в двух местах (по краям). Потом выполните обварку снизу (по центру).
 Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.
Скреплять детали проволокой не рекомендуется, поскольку при нагреве проволока быстро расплавится.Крестообразное сварение
Если делать большую объемную решетку, то можно выполнить крестообразную сварку арматурных прутков. Все работы нужно проводить в строго горизонтальном или вертикальном положении, чтобы прутки надежно давили друг на друга. Делать сварку под углом не рекомендуется, поскольку будет проблематично получить надежный качественный шов (расплавленный металл будет активно стекать или испаряться). Крестообразную технологию также не рекомендуется выполнять при отрицательной температуре окружающей среды.
Особенности крестообразной технологии:
- Оптимальным методом соединения прутков является дуговая сварка в среде защитных газов. Соединение арматуры следует выполнять короткими прихватами с короткой подачей дуги в активную зону.
- Во время подачи электрод должен находиться под углом 30-45 градусов относительно плоскости стержней. В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.
- Для улучшения фиксации прутков можно приварить на арматуру прихватки. Накладывать их рекомендуется с двух сторон, чтобы зафиксировать детали как в нижнем, так и верхнем положении.
 В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.
В противном случае расплавление будет идти менее активно, что увеличит время проведения работ и снизит качество шва.Контактная сварка
Точечная контактная сварка арматуры является надежным методом соединения прутков друг с другом. Для сварения требуется применения станкового сварочного оборудования, которое обладает большой массой. Поэтому на практике эта технология получила мало распространения, хотя ее часто применяют в фабричном производстве. Контактное точечное сварение выглядит так:
- Прутки помещаются в станок, который имеет вид промышленных клещей. Станочные клещи надежно фиксируют детали, а во время сварения их положение не меняется.
- Потом рабочий выполняет настройку станка с помощью электронной панели. Рабочий может выбрать все технологические особенности операции (сила тока, глубина обработки, температура нагрева).
- Потом рабочий запускает станок, который выполняет сварку контактным методом. При работе сдавливающие поверхности нагреваются до высоких температур, что приводит к расплавлению арматуры.
- Во время работы возможно перемещение прутков с помощью подвижной консоли. Новые станки могут также выполнять перемещение сдавливающих нагревателей, что делает такие станки более универсальными, простыми в использовании.

Правила подбора электродов
Для сварения арматурных прутков рекомендуется использоваться электроды марок Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. Преимущества — высокое качество сварного шва, минимальный расход во время сварочных работ, хорошая температурная устойчивость, отсутствие коррозийного риска. Электроды этих марок могут работать при низких температурах окружающей среды, что будет весьма кстати в зимнее время. Для сварения стандартной арматуры диаметром 5-10 миллиметров применяются электроды диаметром 2-4 миллиметра. Для более крупных запчастей применяются электродные детали диаметром 4-6 миллиметров.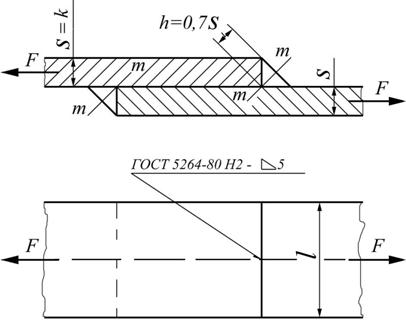
Также не забудьте проконтролировать силу сварочного тока:
- Для работы с популярными электродами диаметром 3 мм марки Э42 или СМ-11 лучше применять ток силой от 100 до 150 ампер. Для более толстых электродов силу тока нужно увеличить до 150-220 ампер (4 мм) или до 180-290 ампер (5 мм).
- Электроды АНО-5 и АНО-6 диаметром 4 мм варятся с помощью тока, сила которого составляет 170-220 ампер. Если диаметр составляет 5 мм, то силу тока нужно увеличить на 40-60 ампер.
- Маломощные электроды ВСЦ-4 варятся с помощью небольшого тока — 90-100 ампер (диаметр 3 миллиметра) или 120-150 ампер (диаметр 4 миллиметра).
- Также на рынке Вы можете встретить новые электроды марки УОНИ-13. Их следует варить слабым током — для устройств диаметром 2 миллиметра нужно применять ток силой 30-50 ампер. За каждый дополнительный миллиметр диаметра нужно увеличить силу тока на 50-70 ампер.
Качество работы
После проведения сварочных работ рекомендуется проконтролировать качество полученного шва.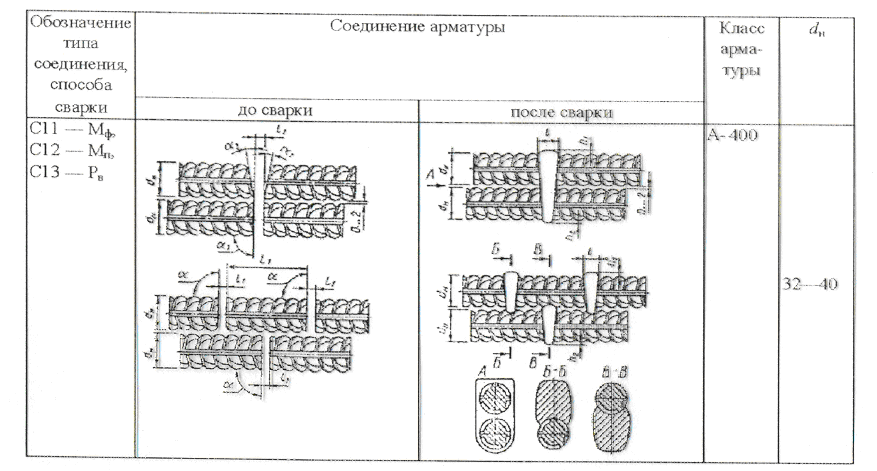 Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
Правила ГОСТ не дают точных указаний относительно проведения проверочных работ. Обратите внимание, что следует выполнять после полного остывания соединения (в идеале проверку нужно проводить на следующий день). Большинство мастеров на практике применяют следующие методы проверки:
- Небольшие удары молотком по месту шва. С помощью металлического молотка выполняется простукивание конструкции на местах швов. Удары должны быть несильными, но точными. Перед простукиванием ударную часть молотка желательно помыть и вытереть насухо (мусор или частички воды могут негативно сказываться на качестве удара). Во время проверки сварной шов не должен растрескиваться и облущиваться — в противном случае сварочную процедуру нужно повторить.
- Сброс получившейся конструкции с высоты 1-2 метров. Если сварочные работы были проведены качественно, то падение с небольшой высоты не должно нанести конструкции какие-либо повреждения. Сбрасывать конструкцию желательно на плоскую ровную поверхность, на которой отсутствует мусор. Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
- Рентгенологическое исследование. Если сварка была проведена некачественно, то на рентгенограмме будут видны все микротрещины и неровности. Рентгенографическое исследование является очень точным, надежным, а с его помощью можно получить точные сведения о качестве шва. Метод имеет множество недостатков — дополнительные траты на покупку оборудования, нельзя часто проводить исследования, сложность при работе с большими конструкциями.
 Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.
Сбрасывать конструкцию рекомендуется 2 раза — это повысит качество проверки.Заключение
Подведем итоги. Для соединения арматурных прутков можно применять сварку. Основные сварочные методики — стыковое соединение ванным методом, сварка внахлест, крестообразное соединение, контактная сварка. Каждая из технологий обладает своими преимуществами и недостатками. Оптимальным методом соединения арматуры является сварка встык ванным методом, при котором прутки соединяются друг с другом с помощью U-образной металлической дуги.
Еще один хороший метод соединения арматуры — это точечная технология сварки. Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
Она позволяет получить очень прочный качественный шов, однако для ее применения требуются тяжелые станки. Для проведения сварочных работ могут применяться различные электроды — Э42, СМ-11, АНО-5, АНО-6, ВСЦ-4, УОНИ-13. После сварочных работ посмотрите качество шва.
Используемая литература и источники:
- Яковлев, С. К. Расчет железобетонных конструкций по Еврокоду EN 1992. В 2 частях. Часть 1. Изгибаемые и сжатые железобетонные элементы без предварительного напряжения. Определение снеговых, ветровых и крановых нагрузок. Сочетание воздействий / С.К. Яковлев, Я.И. Мысляева. — М.: МГСУ, 2015.
- Ферстер, М. Справочная книга для инженеров-строителей. Часть I. Математика, механика, сопротивление материалов, статика сооружений, железобетон, геодезия / М. Ферстер. — М.: Государственное научно-техническое издательство, 1976.
- Салов, Александр Монолитное строительство: от теории к практике: моногр. / Александр Салов. — М.: LAP Lambert Academic Publishing, 2013.
- Статья на Википедии

Нахлест арматуры при сварке — flagman-ug.ru
Особенности сварки внахлест
Сваривание внахлест чаще всего применяют при точечной контактной сварке. В других случаях получается слишком большой расход материалов и рабочего времени, требуется проваривать шов с двух сторон.
При соединении внахлест разделка кромок не требуется, но сами кромки должны быть аккуратно обрезаны, без заусенцев от механической обрезки или наплывов от газового резака.
Торцы кромок и прилегающие области в пределах двух сантиметров должны быть зачищены до металлического блеска, при необходимости обезжирены.
Электродуговой метод
В зависимости от положения нахлесточного соединения в пространстве, сварка должна производиться по технологиям, разработанным для конкретного вида сварочного соединения. Чтобы предотвратить появление ржавчины требуется проварить нахлестовое соединение с одной и другой стороны.
Сварку внахлест электродуговым методом обычно применяют при монтажных и сборочных работах стальных конструкций. Для сварщика технология внахлест не представляет трудностей, если имеется возможность кантовать свариваемое изделие.
Для сварщика технология внахлест не представляет трудностей, если имеется возможность кантовать свариваемое изделие.
Естественно, если необходимо приварить внахлест листовую заготовку к металлическому потолку, то возникнут трудности с потолочным швом.
При сварке внахлест, в зависимости от конкретных требований, соединение заготовок производится одним или двумя швами.
Шов проходит по краю одной или другой поверхности свариваемого изделия. Технология практически исключает прожоги. Требования к краям изделия не такие жесткие, как при сварке встык.
При сборке деталей допускается некоторая нестыковка, неточности в размерах. Главное, чтобы внешние габариты соответствовали требованиям.
Простота сварки внахлест имеет и свою отрицательную сторону:
- некоторый перерасход материалов из-за того, что листы металла накладываются друг на друга, а не стыкуются;
- перерасход электродов, из-за необходимости в некоторых случаях проводить сваривание с двух сторон;
- нахлесточное соединение по прочности уступает стыковому.
При сварке внахлест шов формируется в углу, образованном торцом одной детали и боковой поверхностью другой детали. Это, по сути, соответствует угловому соединению. Поэтому к нахлесточному соединению применяют техники, использующиеся при угловых соединениях.
Контактный метод
Самым распространенным методом сваривания листовых материалов является соединение их внахлест. Его осуществляют с помощью рельефов (специальных выступов). Обычно применяют рельефы сферической формы. Рельефная сварка относится к разновидностям контактного метода.
При сварочном процессе внахлест рельефы формуют с применением холодной штамповки, что вызывает образование лунки. Если использовать материалы с высокой пластичностью, то можно получить рельефы любой сложности. Если рельефы получить затруднительно по каким-либо причинам, то можно использовать специальные вставки.
По сравнению с контактным сварочным процессом рельефный метод имеет некоторые отличия. Так, сварное соединение получается не за счет плавления металла, а за счет пластической деформации.
Данный вид сваривания используется при массовом производстве. Соединения получаются красивыми, без следов от электродов. Сваривание происходит по самому краю кромок, при этом не требуется предварительная подготовка поверхностей.
Контактная сварка в этом плане более требовательная, в ней сварочные точки не могут располагаться слишком близко к краю стыка. Между собой они тоже на должны находиться близко из-за шунтирующих токов.
Несмотря на это, контактная сварка внахлест очень распространена в автомобилестроении и приборостроении, широко применяется в изготовлении бытовой техники. Сам принцип действия контактной сварки предполагает нахлесточное соединение.
Применение к арматуре
При любом строительстве требуется армирование бетона для получения прочных конструкций. Чтобы обеспечить прочность, необходимо создавать каркасы из арматуры. Для этого проводят соединение арматуры с помощью вязальной проволоки или сварки.
Получение прочного каркаса из отдельных стержней арматуры является сложной задачей. Необходимо соблюдать технологию и множество правил.
Например, сварку арматуры внахлест используют, когда требуется все нагрузки равномерно распределить по поверхности. При этом необходимо учитывать, что нахлест применяется в местах наименьшего напряжения. Желательно брать арматурные стержни одного диаметра, при этом толщина арматуры не должна быть больше 20 мм.
Технология внахлест производится с учетом двух рельефов и швов. Сварочный процесс осуществляется аппаратом ручной электродуговой сварки.
Сварное соединение типа тавр должно иметь инвентарную форму, в ванне применяется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку не нужно.
Нахлест арматуры в строительстве в случае применения сварки разрешается только при использовании стержней марок А400С и А500С. Арматура этого класса хорошо сваривается.
Недостатком является высокая стоимость этих марок. Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Требования к технологии
По западным стандартам запрещено производить сварочный процесс в областях перехлеста арматурных стержней, независимо от их марки. По российским нормирующим документам сваривание разрешено при толщине арматуры, не превышающей 25 мм.
При сварочных работах необходимо учитывать диаметр электродов. При использовании электродов толщиной 4-5 мм, длина нахлеста арматурных стержней будет более 10 диаметров свариваемых стержней. Этого требует ГОСТ 14098 и ГОСТ 10922.
Сваривание стержней арматуры можно осуществлять внахлест электрошлаковым полуавтоматом, ручной электродуговой, ванно-шовной, контактной сваркой.
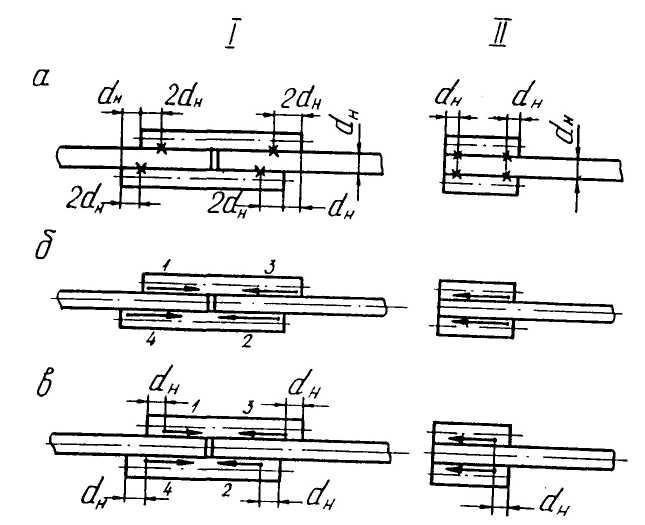
Длинные швы делают для монтажа горизонтальных и вертикальных элементов арматурного каркаса. Такое соединение позволяет использовать вариант с накладками или внахлест.
Хотя соединение внахлест производится длинными швами, допускается также использование дуговых точек. Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Длина сварного стыка накладки и арматурного прутка может быть разной. При этом допускается смещать накладки по длине. Сваривание арматурных стержней производится разнообразными фланговыми швами.
При сваривании арматурных стержней вертикального расположения необходимо на 10-20 % уменьшить сварочный ток. При использовании двусторонних швов возможно появление горячих трещин. Для предотвращения этого требуется точно соблюдать технологию сварки и правильно подбирать вид электрода.
Соединения арматуры внахлест: технологии соединения со сваркой и без использования сварочных процессов
При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Также широкое распространение в последнее время получила арматура из полимерных материалов.
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
- Вязка арматуры вязальной проволокой. Производится для соединения стержней внахлёст или с крестообразным расположением.
- Механическое соединение специальными резьбовыми или опрессовочными муфтами. Применяется для стыкового соединения арматуры одинакового диаметра.
- Сварное соединение арматуры. Выполняется различными способами сварки во всех пространственных положениях, регламентируется по ГОСТ 14098-2014.

Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств. При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка. Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Выбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
Нахлест арматуры при вязке – нормы соединения по СНиП
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения.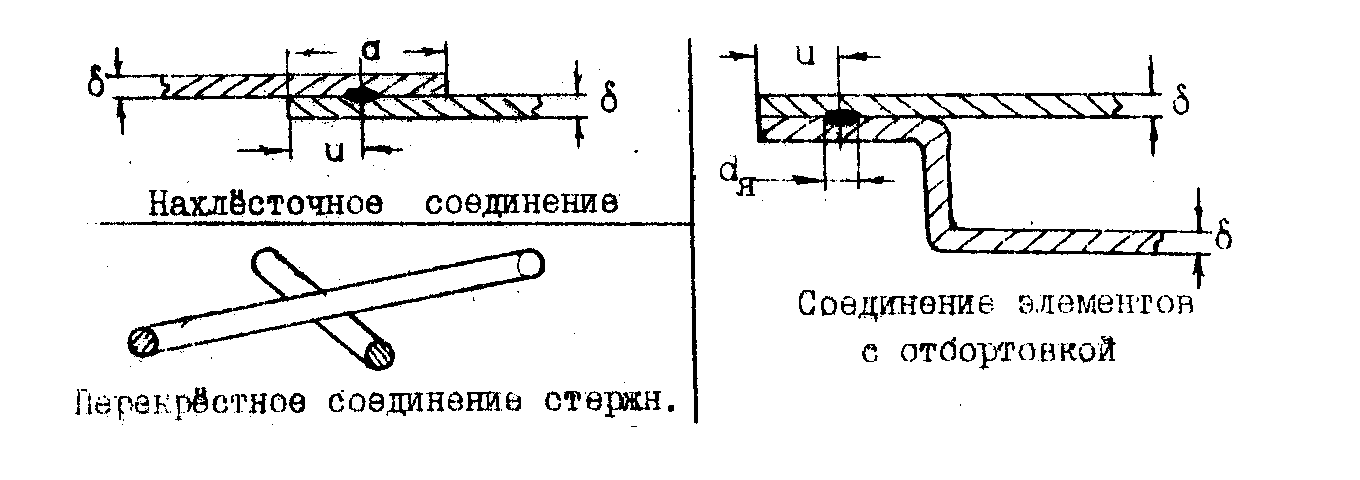 Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
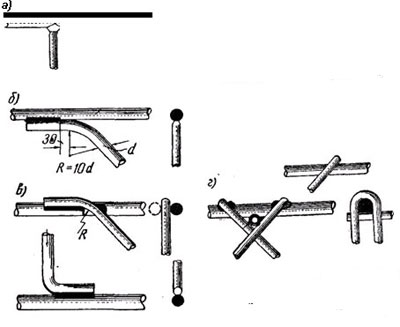
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.

Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя. Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
Нахлестом рекомендовано соединять арматуру сечением не более 40 миллиметров
В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
В работе используются электроды с сечением 4—5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.
Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
Виды перехлеста арматуры и требования к выполнению соединений
Изготовление железобетонных изделий предполагает создание металлических каркасов. Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.
Они соединяются между собой конкретными способами:
- Механический стыковый метод;
- Сварной стыковый вариант;
- Соединения, выполняемые внахлест без сварки.
Об этих методах соединения более подробно будет написано ниже.
Типы соединения арматуры внахлест
«Сшивание» арматуры внахлест предполагает соблюдение нескольких правил использования материалов и монтажа:
- Для этого способа подходят арматурные стержни не более 0. 4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
- Должны соблюдаться расстояния перепусков.
- Необходимо правильно рассчитать длинунахлеста.
 4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.Внахлестку без сварки
Этот способ состыковки металлических стержней наиболее распространен для строительства фундаментов под частные дома.
Имеет неоспоримые плюсы:
- Простота работ;
- Доступность необходимых соединительных материалов;
- Невысокая цена.
Для работы по вязанию прутов используется специальная вязальная проволока. Также можно делать «сшивание» и без нее.
При вязке внахлестку без сварки пользуются одним из способов:
- Нахлест профильных прутьев.
- Соединение арматурных стержней поперек.
- Способ загибания концов прутьев петлей или незамкнутым колечком.

Сварные и механические соединения
Механический способсостыкования арматуры имеет ряд преимуществ:
- Работа не требует много времени, а также является максимально простой.
- Расход материала идет намного меньше. Если сравнивать со способом внахлест, то здесь теряется до 30% и более материалов на перепуски.
- Каркас, собранный механическим способом, является наиболее крепким, а, значит, надежным.
- Собирать конструкцию можно в любые погодные условия, что позволит рациональнее использовать время и не ждать, допустим, когда пройдет дождь, чтобы продолжить работы.
- Прутья любого диаметра подойдут для механического состыкования, так как в гидравлическом прессе имеются съемные штампы.
Для того, чтобы начать соединять арматурные стержни механическим способом, необходимо подготовить:
- Гидравлический пресс;
- Прессованные и резьбовые муфты.
Технология монтажа:
- На конец одного из прутьев надевается муфта. Она под прессом фиксируется на стержне. То же самое проделывается для второго стержня.
- При помощи прикрепленных муфт арматурные стержни соединяются.
Сварка может осуществляться при помощи нескольких разновидностей сварочных швов:
- Протяженные;
- Многослойные;
- Точечные;
- Принудительное наложение шва.
Требования к выполнению соединений
К «сшиванию» прутьев нахлестом предъявляют некоторые требования, которые касаются:
- Длины накладки прутьев.
- Положения металлического каркаса в бетоне.
- Положения перепусков относительно друг друга.

Соединение сваркой
Работать со сваркой позволительно только настоящим профессионалам. Именно они могут качественно наложить сварочные швы, и вся конструкция при этом будет крепкой и не сломается под массой бетонного раствора.
К сварочным работам предъявляются требования:
- Многослойный шов выполняется при помощи одиночного электрода. Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
- Принудительный шов предполагает использование арматуры диаметром от 1,4 см до 40 см. Делаются крестовые соединения. Изделия собираются в кондукторах, так как там прутья лучше примыкают друг к другу.
- Сорта стали с низким или средним содержанием углерода не подходят для точечной сварки. Это объясняется тем, что при сварке точечно в пересекающихся точках стержней быстро отводится тепло, вследствие этого остывший металл становится хрупким.
Соединение вязкой
По нормам СНиП состыкование прутьев в местах особенно сильной нагрузки способом вязки не допустимо. Стыки лучше делать там, где нагрузка от бетонного раствора, а также в дальнейшем от стен будет минимальна
Кроме этого, перепуски делают там, где не предполагается изгибов (поворотов). Если эти условия вязки не могут быть выполнены, то перепуск делается максимально длинным, до 90 диаметров стыкуемых прутов. Например: диаметр прута равен 36 мм, значит 90*36мм=3240мм, или 324 см, или 3,24 м.
Длина нахлеста
Величина нахлеста зависит от следующих показателей:
- Диаметра используемых арматурных стержней. Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
- Используемой марки бетона. Чем выше марка бетона, тем меньший нахлест будет нужен, даже несмотря на диаметр прутьев. Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.
- Класса стали, из которой выполнены стрежни.
- Точек состыкования.
 В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.Как располагать соединения
Чтобы каркас будущего железо-бетонного изделия выдерживал большие нагрузки, необходимо правильно располагать перепуски в плоскостях конструкции. Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска.
таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном. Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование. А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.

Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки. Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой. Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя.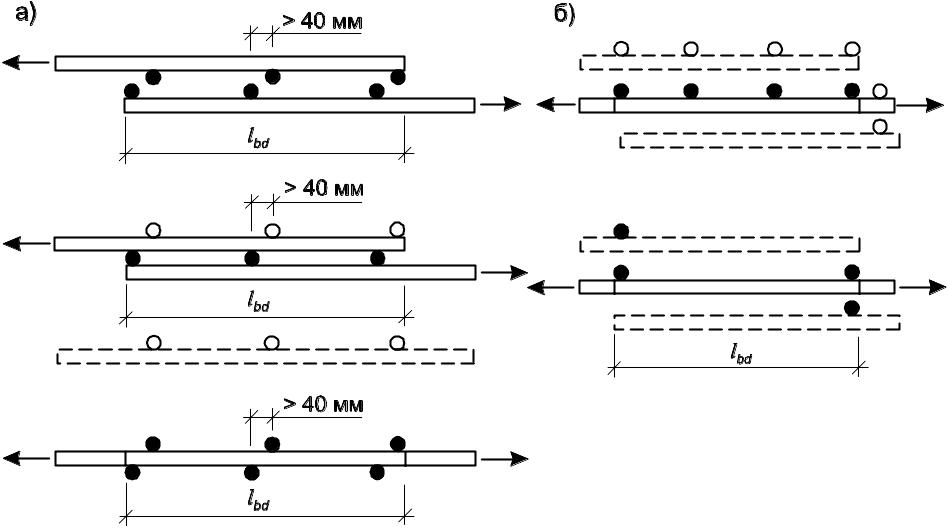 Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно. Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений. Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура. Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев. Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм. Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Пример стыковки арматуры 25 диаметра в балке, при помощи вязки. Величина перехлеста 40d=1000 мм.
Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Стыковка арматуры внахлёст |
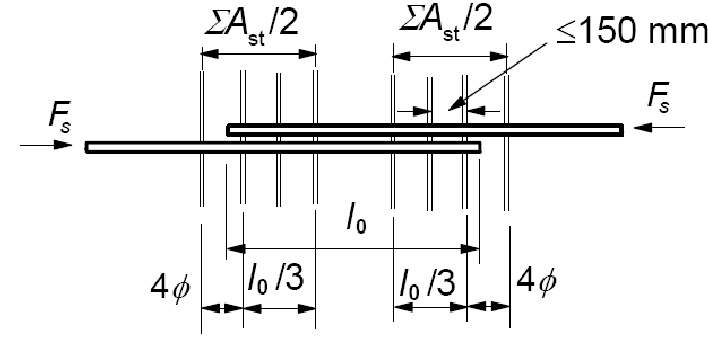
Соединение, после которого соединяемая арматура соединяется в единую ровную линию, называют внахлест. Такое соединение предназначено для того, чтобы перераспределить растягивающие и сжимающие нагрузки. Этот метод соединения имеет следующие правила:
1. Места наименьшего напряжения конструкции – лучшее место для нахлеста.
2. Наложение отрезков арматуры друг на друга должно быть более 50 см. если стержень имеет диаметр 10 мм, то нахлест арматуры друг на друга должен быть не меньше полуметра.
3. Образующие нахлест отрезки арматуры должны быть близки друг к другу по максимуму, но не больше величины двух диаметров. Соединение арматуры внахлест осуществляется двумя способами: с помощью сварки и вязальной проволоки. Во время варки арматуры нужно максимально проплавить взаимно стыкуемые элементы. Вязку нужно проводить пластичной проволокой, которую нужно предварительно отжечь.
4. Если брать сечение по армируемому элементу, то на нахлест должно приходиться не более половины всех армируемых «нитей» в каждом из сечений. Другими словами: не допускайте рядом друг с другом несколько нахлестов.
Правильное соединение перекрещивающейся арматуры
Перекрещивающуюся арматуру соединяют методом вязки или сварки. С помощью вязки соединяют любые размеры арматуры. Сваркой соединяют перекрестную арматуру сравнительно большого диаметра (более 20 мм). Пересечение стержней относительно больших диаметров позволяет создать при перекрестном соединении достаточную площадь для контакта.
Вязать или варить арматуру?
Арматура ГОСТ 5781 82 – термически прочный стержень. Во время сварки арматура нагревается. Локальный нагрев влияет на прочностные свойства в месте нагрева, ухудшая его. Поэтому логично, что вязка является более предпочтительным методом соединения. Связанная арматура не образует цельный контур – это нужно учитывать. Строительные нормы предусматривают наличие в арматурном каркасе целостных контуров. Их должно быть не меньше 1/6 от всего объёма. Если вы решили использовать сварку, то перед процессом арматура А500С должна быть очищена от загрязнений и ржавчины. Это обеспечит лучшую свариваемость.
В общем, выбор того или иного метода соединения арматуры нужно решать в зависимости от условия на строительной площадке.
Наша компания «СтальХолдинг» предлагает готовые арматурные каркасы и строительную арматуру различного типоразмера. У нас можно найти умеренные цены и выгодные условия сотрудничества. Позвоните нашим менеджерам, чтобы узнать о нас подробнее.
Методы соединения арматурных стержней
🕑 Время чтения: 1 минута
Большинство железобетонных конструкций не имеют армированных стержней по всей длине. Изготовление и транспортировка длинных стержней затруднены, что ограничивает использование армированных стержней полной длины. Метод, используемый для соединения арматурных стержней, так что сила эффективно передается от одного стержня к другому, называется сращиванием. Целостность бетонной конструкции зависит от правильного соединения стержней арматуры.Рис.1: Соединение арматурного стержня
Силы передаются от одного стержня к другому через связи в бетоне. Сила сначала передается бетону через соединение от одного стержня, а затем передается на другой стержень, образуя соединение через соединение между ним и бетоном. Таким образом, бетон в месте соединения подвергается высоким напряжениям сдвига и раскалывания, что может вызвать трещины в бетоне. Правильно спроектированное соединение является ключевым элементом в передаче усилий через стержни арматуры за счет создания правильного пути нагрузки.Рис.2: Стремена в точках сращивания
Методы стыковки арматуры- Соединение внахлест
- Механический соединитель
- Сварной стык
Рис.3: Соединение стержня диаметром> 36 мм
Важные моменты, которые следует учитывать при стыковке внахлест арматурных стержней:- Перехлесты в арматуре всегда должны быть расположены в шахматном порядке.Расстояние между центрами кругов не должно быть меньше, чем в 1,3 раза требуемой длины нахлеста стержней. Притирочные стержни должны располагаться либо вертикально один над другим, либо горизонтально один рядом с другим.
- Общая длина нахлеста стержней, включая изгибы, крючки и т. Д. При растяжении при изгибе, не должна быть меньше 30-кратного диаметра стержня полной развертки L d в расчете, в зависимости от того, какое из значений больше.
- Длина нахлеста при прямом натяжении должна быть в 30 раз больше диаметра стержня (30) или 2 L d в зависимости от того, что больше.Соединения натяжения следует заключать в спирали из 6-миллиметровых стержней с шагом не более 100 мм. На концах натяжных стержней также должны быть предусмотрены крючки.
- Длина нахлеста на сжатие должна быть более 24 или L d на сжатие. Когда колонны подвергаются изгибу, длина нахлеста также может быть увеличена до значения напряжения изгиба, если обнаруживается, что стержень находится в напряжении.
- При необходимости притирки стержней двух разных диаметров длину нахлеста следует рассчитывать на основе диаметра стержня меньшего диаметра.
- Следует избегать соединения внахлест арматурного стержня диаметром более 36 мм. В случае, если такие стержни необходимо притереть, их следует приварить. Если разрешена сварка холодных стержней, следует соблюдать специальные инструкции, применимые к этим стержням.
- Если притирка арматурных стержней должна выполняться в необычных обстоятельствах, таких как стыковка в областях с большими моментами или более 50% стержней должны быть стыкованы, необходимо предусмотреть дополнительные близко расположенные спирали вокруг притертых стержней и длины круг должен быть увеличен.
- Когда соединенные в пучок стержни должны быть соединены внахлест, необходимо стыковать по одному стержню арматуры за раз, причем стыки должны выполняться с шахматным шагом.
- Если общие правила относительно нахлестов не могут соблюдаться в конструкции, должны быть предусмотрены специальные сварные стыки или механические соединения (п. 25.2.5.2 IS 456).
- Использование соединения внахлест вызовет проблемы с перегрузкой соединения, что потребует использования другого метода соединения. Скопление арматурных стержней создаст критические точки напряжения в стержнях, затруднит прохождение бетона, длина стыка будет недостаточной.
Рис.4: Механическое соединение диаметром> 36 мм
Механическое соединение имеет много преимуществ по сравнению с обычным методом соединения внахлест. Некоторые из них:- Благодаря этому соединению муфты получается сплошной арматурный стержень. Ошибки из-за неправильной длины нахлеста, как при обычном методе, избегаются.
- Снижены отходы стали. Использование механического соединения помогает избежать длины нахлеста. Это позволит значительно сэкономить количество стали.
- В качестве дюбелей можно использовать стяжки. Это сэкономит опалубочный материал.
- Механические соединения не будут создавать скопления стали, так как притирка стержней исключена. Муфты
- обеспечивают большую гибкость для проектировщиков.
- Прочность соединения легко проанализировать в случае механического соединения по сравнению с обычным соединением внахлест.
- Муфты резьбовые
- Муфты безрезьбовые
- Конические резьбовые муфты: Конические муфты этого типа устанавливаются на один конец резьбового арматурного стержня, а примыкающий к нему стержень присоединяется и затягивается с помощью калиброванного динамометрического ключа.Процедура проводится на месте.
Рис.5: Муфты с конической резьбой (Изображение предоставлено CSRI)
- Роликовые резьбовые муфты: в этом типе стержни, которые должны быть соединены, прижимаются набором роликов. Эти запрессованные концы соединены стяжками с совпадающими и параллельными резьбами.
Рис.6: Муфты с роликовым резьбовым соединением (Изображение предоставлено CSRI)
Муфты без резьбы: муфты этого типа имеют множество типов, которые используются в областях, где резьбовые муфты не могут быть использованы.Различают следующие типы:- Муфты на болтах
- Муфты для сварки трением
- Муфты сварные
- Обжимные муфты
Рис.7: Обжимная муфта (Изображение предоставлено Incon)
Основное применение нерезьбовых соединителей — ремонтные работы, а не новые строительные работы. Они дороже по стоимости по сравнению с резьбовыми муфтами и поэтому не используются широко. Муфты, используемые для этого процесса, громоздкие, а процесс установки медленный. 3.Сварной стык Сварное соединение обычно не используется, так как оно может повлиять на прочность арматурных стержней. При сварке стыков соблюдаются особые условия и правила.- Сварное соединение применяется для арматуры диаметром более 36 мм.
- Если нет квалифицированной рабочей силы, метод следует избегать
- Этот метод применяется в областях, где имеется скопление арматуры и требуется большая моментная сила.
- Если мы используем прутки с плохими характеристиками свариваемости, этот метод не применяется.
Рис.8: Стыковая сварка арматурного стержня
Рис.9: Сварка внахлест арматурного стержня
(PDF) Механические свойства стыков сварных арматурных стержней
Zanco Journal of Pure and Applied Sciences Vol.27, No.6, 2015
Ким, Дж., Фрост Р., Олсон Д. и Биандер, М., 1987. «Влияние электрохимических реакций на подводную дугу
Составы металла сварного шва», журнал приложения к исследованиям в области сварки, апрель 1990 г., Центр для исследований в области сварки.
Департамент металлургической инженерии, Колорадская горная школа (доклад, представленный на 68-м ежегодном собрании AWS
, Чикаго, в марте 1987 г.), стр. 447-453.
Lincoln E., 2014. Руководство по сварке: свойства и методы стержневого электрода, [онлайн] Доступно по адресу:
Мартен Л., 2004. Руководство по сварке Avesta, практика и продукция для сварки нержавеющей стали, Швеция:
Avesta Welding AB, Эдита Вастра Арос.
Николау Дж. И Пападимитриу Г., 2004. «Механические свойства сваренных внахлест арматурных стержней, используемых для ремонта поврежденных железобетонных конструкций
», Журнал материалов и конструкций, V37, декабрь, стр. 698-
706.
Нильсон, Х., Дарвин, Д. и Долан, В., 2004. Проектирование бетонных конструкций, 13-е изд. Компании McGraw Hill.
Нюрнбергер, У., 2005. Армирование из нержавеющей стали — обзор, журнал Otto-Graf, 16, стр.111-138.
Омер В., Скотт Р., Дуэйн К. и Мари К., 1999. Руководство изготовителей и монтажников по сварной стали
Строительство: Джеймс Ф. Л., Arch Weld Foundation.
Попович, О., Прокич, Р., Бурзич, М., Милутинович, З., 2010. Влияние тепловложения на металл сварного шва
Вязкость поверхностного сварного соединения, факультет машиностроения, Белградский университет, Сербия:
, представленная на 14-й Международной научно-экспертной конференции «Тенденции развития машинного оборудования и связанных технологий
», Средиземноморский круиз, 11-18 сентября.
Институт сборного железобетона / предварительно напряженного бетона, 2010. Руководство по проектированию PCI, анкеры, сварка арматурных стержней: США, 7-е изд.
. PCI.
Шольц, В., Робертс, Б., 2000. Сварка недавно разработанных, высокопрочных, сейсмостойких арматурных стержней, новый
Зеландия, Сварочный центр Новой Зеландии, 12 WCEE, 1173, NZWC.
Скотт Р. Ф., 1999. «Ключевые концепции сварочной техники: взгляд на подвод тепла», Welding Innovation
Journal, Vol. XVI (No.1).
Серна, М., Пуэнте, И., Клемос, И. и Лопес, А., 2002. Нарушение железобетонного соединения в аудитории Kursaal
, Испания: Департамент структурной инженерии Университета Наварры. ASCCS-Kursaal-EN.
Европейский стандарт наций, 2010. EN 1011-1 / A1: Сварка 10 — рекомендации по сварке металлических материалов
— часть 1: общее руководство по дуговой сварке: EN.
Вай, К. и Эрик, М., 2005. «Стальные конструкции», в Справочнике по проектированию конструкций, структурное проектирование, раздел
II.: CRC Press Taylor & Francis Group, NW Boca Raton, FL 33487-2742, стр. 4.1-4.103.
Weld-D-Arc, 2013. Классификация сварочных электродов, [онлайн] Доступно
по адресу:
Яо, Х., Голдсуорси, Х., Гад, Э., 2008. «Экспериментальное и численное исследование поведения при растяжении
Т-образных соединений на глухих болтовых соединениях с бетонными круглыми колоннами», Journal of Structural Engineering,
ASCE, февраль 2008 г., стр.198-208.
Как сваривать арматуру — Разъясняя науку о сварке арматуры в бетоне
Использование бетона в строительной отрасли широко распространено. Фактически, бетон — это наиболее часто используемый материал для закладки фундаментов конструкций. Независимо от того, что включает в себя строительный проект, будь то стены, столбы или плиты перекрытия, бетон является основным строительным материалом.
Каким бы распространенным ни был бетон, он очень склонен к образованию трещин и создает риск разрушения конструкций.Бетон крепок на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания железобетона, что достигается за счет заделки арматуры в бетон.
Продолжайте читать этот подробный пост в блоге, чтобы получить ответы на любые ваши вопросы о сварке арматуры и железобетона.
Что такое арматура?
Арматура также известна как арматурная сталь.Арматурные стальные стержни используются для улучшения бетона с точки зрения растяжения и прочности конструкции. Арматура компенсирует слабость бетона при растяжении и делает его прочным и достаточно прочным материалом, который можно использовать при строительстве массивных конструкций. Железобетон способен выдерживать большие растягивающие нагрузки и выдерживать обычные нагрузки, которым обычно подвергаются здания. Сталь — единственный металл, который используется в арматуре, благодаря тому факту, что ее коэффициент теплового расширения (относительное удлинение из-за нагрева) почти равен таковому у бетона, что значительно снижает вероятность образования трещин.
Как арматура увеличивает прочность бетона?
Из многих вопросов, связанных с арматурой и бетоном, наиболее частым является вопрос о том, как арматура увеличивает прочность бетона. Бетон заливается на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, закрепленный арматурой, имеет большую прочность на разрыв по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (предел прочности на разрыв), что улучшает арматуру, что делает его подходящим для любого строительного проекта.
Можно ли сваривать арматуру?
Арматурадоступна в различных размерах и марках. Некоторые сорта арматуры можно сваривать, а некоторые — нет. Чтобы лучше понять, какие типы арматуры можно сваривать, а какие нет, продолжайте читать этот пост в блоге!
Свариваемая арматура
Согласно нормам по сварке конструкций AWS D1.4 арматура из низколегированной стали поддается сварке. Эта марка арматуры имеет соотношение стали и углерода, что делает ее пригодной для сварки. Он не только пригоден для сварки, но и после того, как он был залит бетоном, сварные швы могут оставаться вместе при значительной нагрузке.Это единственный тип арматуры, который можно сваривать без каких-либо особых соображений.
Несвариваемая арматура
Химический состав стали определяет, можно ли ее сваривать. Если сталь имеет высокое содержание углерода, она будет более хрупкой и, следовательно, менее пригодной для сварки. Этот тип стали более склонен к разрушению под воздействием сварочного напряжения. Поэтому стальные сплавы, обладающие высоким уровнем прочности, не подходят для сварки.
Сварочная арматура
Сварочная арматура обеспечит жесткое и прочное структурное соединение, которое не только обеспечит возможную транспортировку арматурных матов и каркасов, но также обеспечит необходимую прочность бетонных конструкций. Сварка арматуры многими считалась трудной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура как можно точнее выполняет свою задачу.
Сварочная арматура приемлема и практична при соблюдении определенных практик и стандартов.К ним относятся:
- Выбор правильного типа арматуры
- Определение необходимости предварительного нагрева и выполнение при необходимости
- Выбор подходящего присадочного материала (сварочная проволока или пруток)
- Выбор правильного сварного шва, подготовка металла и правильное размещение
Выбор правильного типа арматуры
В строительной отрасли используются многочисленные типы армированных стальных стержней или арматуры. Они перечислены ниже:
Пруток из мягкой стали
Эти стержни имеют гладкую поверхность и круглую форму.Эти стержни бывают размером от 6 мм до 50 мм. Прутки из мягкой стали используются для армирования бетона только для специальных проектов. Например, они используются в ситуациях, когда стальные стержни должны входить в металлическую втулку, в дюбели в компенсаторах, на взлетно-посадочных полосах и дорогах для усадочных швов, а также для использования в спиралях колонн и т. Д. Стальные стержни из мягкой стали относительно просты. гнуть и резать без повреждений.
Деформированные стальные стержни
Как следует из названия, деформированные стальные стержни имеют деформированную поверхность из-за выступов, ребер или любого другого вида деформации на их поверхностях.Эти стержни легче транспортировать из-за минимального проскальзывания, которым они обладают, и они увеличивают прочность связи между сталью и бетоном. Их прочность на растяжение выше по сравнению со стержнями из мягкой стали, а также ограничивает трещины, которые чаще всего появляются на железобетоне вокруг стержней из мягкой стали.
Термомеханически обработанные стержни (стержни TMT)
ПрутокTMT — это термообработанный пруток. Они обеспечивают отличную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Высокопрочные деформированные стержни
Эти обработанные холодным способом стержни имеют скрученные выступы, выступы, выступы или деформации на их поверхности. Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает высокой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Сварочная способность этой арматуры составляет исключительные 100%, что является причиной ее широкого использования в арматурном бетоне.
Прочие виды арматуры
Другие виды арматуры включают арматуру из углеродистой стали, европейскую арматуру, оцинкованную арматуру, арматуру с эпоксидным покрытием, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном.Каждый тип имеет свой набор свойств, при этом арматура из нержавеющей стали является лучшей по качеству и самой дорогой из всех типов.
Выбор типа арматуры, которую вы собираетесь использовать, полностью зависит от области применения, для которой вы армируете бетон.
Необходимость и практика предварительного нагрева
Необходимость предварительного нагрева перед сваркой арматуры зависит от ее углеродного эквивалента и размера. Необходимо определить углеродный эквивалент стали, который является мерой ее свариваемости.Стали с высоким углеродным эквивалентом хуже свариваются и, следовательно, требуют большего предварительного нагрева и наоборот.
Чтобы рассчитать углеродный эквивалент стали, вам необходимо иметь полную информацию о химическом составе стали, которая может быть указана или не указана в сертификате прокатного стана. Всегда лучше запрашивать эту информацию, чтобы избежать ненужных расходов на предварительный нагрев.
Выбор правильного наполнителя
Тип присадочного материала, который следует использовать для сварки арматуры, зависит от типа применяемого метода сварки.Для сварки арматуры можно использовать три типа сварки, а именно: SMAW- дуговая сварка защищенного металла (сварка стержнем / дуговая сварка), дуговая сварка металлическим электродом в среде защитного газа (MIG) GMAW и дуговая сварка с сердечником под флюсом FCAW.
Например, если вы используете арматуру марки A615 класса 60, вы можете использовать методы SMAW или GMAW. Если используется сварка SMAW, подходящим присадочным материалом будут электроды E9016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW подходящим наполнителем будет электрод из ER90C-XXX или ER90S-XXX.
Выбор присадки зависит от типа арматуры и метода сварки.
Выбор правильного сварного шва, подготовка металла и правильное размещение
Не все типы сварных швов могут использоваться для сварки арматуры. Есть определенные допустимые сварные швы. Типы сварных швов, которые можно выполнять на арматуре, — это соединения внахлест, стыковые соединения и стыки. В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу.Единственное, что должен обеспечить сварщик, — это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (Ссылка: ASTM A184 / A184M — Стандартные технические условия на сварные деформированные стальные стержневые маты для армирования бетона).
Связанные вопросы
Можно ли сваривать арматуру?
Сваривать арматуру можно только в том случае, если она имеет класс W. Арматурный стержень, который можно сваривать, всегда обозначается буквой W. Если на арматуре нет этого знака, он не подходит для сварки.
Что произойдет, если вы сварите в бетон неправильную арматуру?
Если вы сварите арматуру неправильной марки (высокопрочная арматура, не относящаяся к категории W), бетон будет иметь низкую прочность на разрыв и потрескается под действием напряжения и нагрузки. Таким образом, долговечность и надежность конструкции из железобетона с арматурой не марки W будут поставлены под угрозу.
Можно ли сваривать арматуру A615?
Арматура A615 — это высокопрочный стальной сплав, который не подходит для сварки.Арматура A615 склонна к растрескиванию. Если необходимо сварить арматуру А615, необходимо ее предварительно подогреть.
Какая марка арматуры пригодна для сварки?
Низколегированная арматура, например арматура А706, поддается сварке.
Можно ли сварить арматуру в бетон?
Да, арматуру можно приваривать к бетону для образования железобетона. Однако не все марки арматуры можно сваривать со сталью. Свариваема только низколегированная арматура марки W.
Похожие сообщения:
Что следует связывать или сваривать арматуру?
Пересмотрено в ноябре 2020 г. с включением обновленных предложений продуктовКогда вам предстоит длительный бетонный проект, вопрос о том, связывать ли вам арматуру или сваривать ее, может быть не первым, что приходит на ум.Но это важная часть работы, влияющая на прочность конструкции, простоту заливки, качество используемой арматуры и скорость производства. Какой из них лучше всего подойдет для вашей следующей работы? Давайте внимательно рассмотрим оба варианта и обсудим, где каждый из них хорошо работает.
Различия между соединением и сваркой арматуры
Конечно, первое различие между обвязкой и сваркой арматуры — это определение того, что указано в проектных спецификациях. Если инженер решил, что арматурный стержень должен быть прикреплен определенным образом, всегда лучше следовать этим инструкциям.Имейте в виду, что архитектор мог использовать один конкретный стиль крепления из-за того, как он будет использоваться во всей конструкции, а не только в фундаменте. Но если это открыто для интерпретации или вы работаете над небольшим проектом дома, вот различия.
Связывание арматуры
Практически для каждого намерения, цели или кода связывание арматуры стало стандартным способом скрепления арматуры. Почему? Связывание сохраняет арматуру в прохладном состоянии, поэтому в будущем у вас не возникнет проблем со структурой.Это обеспечивает гибкость для плиты и арматурного стержня, чтобы они могли двигаться независимо до определенной степени, не вызывая трещин под напряжением в готовом проекте. Для этого не требуется приобретать какой-либо конкретный вид арматуры, если этого не требуют спецификации, и его гораздо быстрее собрать на стройплощадке, особенно если у вас есть подходящие инструменты для работы. Давайте взглянем на пару инструментов для связывания арматуры:
- Автоматические ярусы арматуры серии BNT-X автоматизируют работу по связыванию с помощью легкого инструмента, в котором используется мощный 18-вольтный быстро заряжающийся литий-ионный аккумулятор.Каждая галстук включает в себя три оборота, и в среднем вы получаете до 4000 галстуков на каждом заряде батареи, что позволяет сэкономить много времени на замену и зарядку батарей. Пистолетная рукоятка позволяет комфортно работать весь день, а катушки с проволокой обеспечивают до 128 витков на катушку. У нас есть три модели, разработанные для различных размеров арматуры и различных потребностей в привязке, а также линейка аксессуаров и запасного провода.
Сварочная арматура
Первый вопрос, который вам нужно задать при рассмотрении вопроса о сварке арматуры, заключается в том, можно ли ее сваривать в первую очередь.Поскольку арматура не так тщательно контролируется с точки зрения металлургического качества, средний арматурный стержень, который вы берете у подрядчика или в крупном магазине товаров для дома, недостаточно высокого качества для эффективной сварки. Арматура для качественной сварки обычно обозначается буквой «W». Но многие инспекторы не разрешают сваривать арматуру, в зависимости от их местных норм, и вам нужно помнить, что нельзя закаливать арматуру, так как это влияет на ее способность обеспечивать надлежащую поддержку в готовом продукте. Многие люди избегают сварки арматуры, потому что бетон и арматура в готовой детали будут расширяться и сжиматься с разной скоростью, поэтому сварка арматуры создает точки давления, в которых бетон может треснуть.
Теперь, когда вы знаете разницу между связыванием и сваркой арматуры, пора применить эти знания на рабочем месте или в следующем проекте по благоустройству дома. Если у вас есть какие-либо вопросы о закреплении арматуры, какой инструмент лучше всего подойдет для связывания или любые другие вопросы, пожалуйста, свяжитесь с нами. В BN Products мы хотим быть вашим источником всех ваших потребностей в инструментах для арматуры.
Расчет длины нахлеста в железобетонных конструкциях
Длина нахлеста — один из важных терминов в армировании.Обычно это путают с другим важным термином, называемым длиной развития и длиной закрепления. В этой статье обсуждается длина нахлеста стержней. Во время размещения стали в железобетонной конструкции, если необходимая длина одиночного стержня может не хватить. Чтобы получить желаемую конструктивную длину, производится притирка двух планок бок о бок. Альтернативой этому является использование механических соединителей.
стальных стержней внахлестПритирка может быть определена как наложение двух стержней бок о бок до проектной длины.Обычно длина стального прутка ограничивается 12 м. Это сделано для удобной транспортировки стальных стержней на строительную площадку. Например, представьте, что вам нужно построить колонну высотой 100 футов. Но это практически недоступно. Отсюда решетки разрезают каждый второй этаж.
стальных стержней внахлестЗатем силы натяжения должны быть переданы от одного стержня к другому стержню в месте разрыва стержня. Таким образом, вторая полоса находится близко к первой и перекрывается.Такое перекрытие двух полосок называется «длиной нахлеста». Притирка обычно выполняется там, где встречается минимальное напряжение изгиба. Как правило, длина нахлеста составляет 50d, что означает, что диаметр стержня в 50 раз больше, если оба стержня имеют одинаковый диаметр.
Длина нахлеста стержней одинакового диаметраДлина нахлеста при растяжении:
Длина нахлеста, включая величину анкеровки крюков, должна составлять
- Для растяжения при изгибе — Ld или 30d, в зависимости от того, какое значение больше.
- Для прямого натяжения — 2Ld или 30d, в зависимости от того, что больше.
Прямая длина притирки стержней должна быть не менее 15d или 20см.
Длина нахлеста при сжатии:
Длина нахлёстка равна длине проявки, рассчитанной при сжатии, но не менее 24d.
Для стержней разного диаметра:
Когда необходимо соединить стержни разного диаметра, длина нахлеста рассчитывается с учетом стержня меньшего диаметра.
Соединения внахлест
Соединения внахлестку не следует обслуживать для стержней диаметром более 36 мм.В таких случаях следует рассмотреть возможность сварки. Но если сварка также невозможна в некоторых условиях, то притирка может быть разрешена для стержней диаметром более 36 мм. Но наряду с притиркой необходимо предусмотреть дополнительные спирали диаметром 6 мм вокруг притирочных стержней.
Длина стыка внахлест в основанииДлина нахлеста для бетона 1: 2: 4 Номинальная смесь:
Длина притирки при растяжении (стержень MS — стержень из мягкой стали), включая значение анкеровки, составляет 58d. Таким образом, исключая значение анкеровки, длина нахлеста = 58d — 2 * 9d = 40d.(Где 9d = припуск на крюк до 25 мм и k = 2)
Длина нахлеста для бетона M20:
- Колонны — 45d
- Балки — 60d
- Плиты — 60d
Это означает, что если нам нужно нахлестать Стержни колонны диаметром 20 мм, минимальный нахлест 45 * 20 = 900 мм.
Каковы последствия сварки по сравнению с существующими сварными швами?
Следует помнить, что сварка поверх металла шва на самом деле является очень распространенным явлением. Ведь многопроходные сварные швы производятся сваркой по металлу шва! Также существует множество общепринятых процедур, при которых сварные швы накладываются друг на друга.Окружные сварные швы трубопровода пересекают продольные швы, и сопла сосудов высокого давления не всегда могут быть добавлены в областях, свободных от заводских стыковых швов. Соединения с разъемными тройниками также потребуют сварных швов, соприкасающихся с исходными сварными швами трубопровода.
Несмотря на то, что сварные швы на сварных швах являются обычным явлением, тем не менее, есть некоторые потенциальные проблемы. Особое значение имеют любые различия между процедурами сварки двух перекрывающихся сварных швов. Если тепловложения различны, например, когда многопроходный кольцевой сварной шов перекрывает однопроходный шовный шов, скорость охлаждения металла сварного шва в обоих случаях будет разной.Таким образом, металл сварного шва, который был разработан для обеспечения удовлетворительных свойств (в данном случае) при низкой скорости охлаждения, может не работать так хорошо в ЗТВ более быстрого охлаждения кольцевого сварного шва. Еще один фактор, который следует учитывать, — это изменение состава двух сварных швов. Например, легирование, которое может потребоваться для получения удовлетворительных свойств в сварном шве с высоким тепловложением, может привести к плохой микроструктуре и / или чрезмерной твердости при введении в сварной шов с низким тепловложением путем разбавления.
Еще одна проблема, с которой следует остерегаться, — это контроль водорода.Металл высокопрочного сварного шва может не переносить водород, вводимый при сварке поверх него с высоким содержанием водорода.
Помимо металлургических факторов, следует иметь в виду, что существующий сварной шов с большей вероятностью, чем основной материал, будет содержать дефекты, такие как производственные дефекты или трещины в результате эксплуатации. Дефекты, которые приварены, а не расплавлены, могут подвергаться локально усиленному охрупчиванию из-за деформационного старения из-за статического или динамического деформационного старения в области концентрированной деформации на вершине дефекта, оставляя плоский дефект с вершиной в области с низкой вязкостью ( Дауэса MG ).Поэтому важно заранее (а также после) осмотреть ремонтируемую область, используя соответствующие методы неразрушающего контроля (см. Дополнительная информация ниже). Это особенно важно для ремонта; однако во многих случаях сварные швы новых конструкций также обычно проверяются перед чрезмерной сваркой.
Дополнительная информация
Часто задаваемые вопросы: Стандарты, обычно используемые в соединительной промышленности Великобритании: качество и неразрушающий контроль
Номер ссылки
Dawes, M G; Фрэнсис-Скраттон, Н .: «Локально усиленное деформационное старение C- и C: Mn-сталей и металлов сварных швов».OMAE-95 V.3, ASME (1995) стр. 471-477.
Притирочная сетка для армирования: как рассчитать перекрытие
Использование арматурной сетки Арматурная сеткаобычно используется в пластинчатых железобетонных элементах (ЖБИ), как горизонтальных, таких как плиты надстройки и плиты фундамента, так и вертикальных, таких как стены с поперечным срезом и основные стены вокруг лестничных клеток или лифтов. Использование такой арматуры оправдано тем фактом, что она обеспечивает жесткость и прочность более чем в одном направлении в плане элемента, что и является причиной использования элементов пластинчатого типа в строительстве.
Почему сетчатая ткань внахлест?Плиты и стены обычно покрывают протяженные поверхности, но производители обычно предоставляют арматурную сетку размером от 2,0 м до 5,0 м для облегчения транспортировки и размещения (стандартные сетчатые листы составляют 2,4 м x 4,8 м, а листы сетки Merchant меньше — 3,6 м. м x 2,0 м).
Следовательно, на этапе строительства необходимо перекрытия (или стыковки внахлест ), чтобы гарантировать безопасную передачу напряжений арматуры (растягивающих и сжимающих) между соседними модулями сетки (см. Рисунок 1).
Инженер должен убедиться, что концы соединяемых модулей жестко скреплены между собой, и соединены проводами. Следует отметить, что перекрытие является наиболее распространенным способом передачи усилий от одного арматурного стержня к другому, но не единственным. Установка механических соединителей арматуры или сварка также доступны в качестве методов, особенно в случаях повышенных ограничений рабочего места.
Однако следует указать, что в случае арматурной сетки притирка стержней является единственным жизнеспособным решением, учитывая количество стержней, подлежащих притирке, поскольку два других метода требуют большого количества работы на стержень.
Рисунок 1: Механизм передачи напряжения, активированный по длине нахлеста Расчет длины нахлеста и зон притиркиРасчетная длина нахлеста согласно BS EN 1992, Еврокод 2 определяется по следующей формуле:
l 0 = α 1 α 2 α 3 α 5 α 6 · l b, rqd ≥ l 0, min
Если коэффициенты a 1 , 2 , 3 и 5 вводятся для учета влияния формы стержня, бетонного покрытия, ограничения из-за поперечной несварной арматуры и ограничения поперечным давление соответственно.
Коэффициент a 6 представляет влияние процента перекрывающихся стержней ρ1 в пределах рассматриваемой зоны и равен √ ρ1 / 25, но находится в диапазоне от 1,0 до 1,5.
Параметр l b.req — это требуемая базовая расчетная длина анкеровки для передачи усилий от арматурной стали к бетону, которая, согласно EC2, равна ⦰ / 4 ∙ σsd / fbd, где ⦰ — диаметр арматурного стержня, σsd. — расчетное напряжение арматуры, а fbd — расчетное напряжение сцепления.
Минимальная длина нахлеста l 0.min определяется следующим уравнением:
л 0, мин. ≥ макс. {0,3 α 6 л b, rqd ; 15Φ; 200 мм}
Еврокод 2 предполагает, что притирка арматуры должна располагаться в шахматном порядке , чтобы не создавать большую зону нарушения сплошности, которая потенциально может привести к выходу стержня из строя.
В случае использования арматурной сетки, поскольку это решение нецелесообразно, поскольку модули сетки прибывают на строительную площадку в виде заводских сборок, необходимо увеличить длину нахлеста, присвоив более высокое значение коэффициенту 6 (для ρ1> 50%).
При проверке количества арматуры, нахлестанной в определенном сечении, необходимо учитывать любые нахлесты, расположенные в зоне в пределах 0,65 10 по обе стороны от сечения. Более того, в случае, когда арматурная сетка подвергается сжатию (например, армирование днища в опорных зонах плиты) , длина внахлестку больше, чем в случае арматурной сетки, подвергнутой растяжению (например, арматура днища в середине пролета плиты зоны). Это связано с тем, что в случае коэффициентов сжатия a 1 , a 2 , a 3 и 5 установлены равными единице, поскольку форма стержня, бетонное покрытие, поперечная арматура и давление не помогают в уменьшении длина нахлеста, как для арматуры под натяжением.Кроме того, в случаях, когда арматурная сетка сращивается в зонах с плохим сцеплением, например, на верхней поверхности железобетонных плит толщиной более 250 мм, длину нахлеста, рассчитанную по вышеуказанным формулам, необходимо умножить на 0,7.
Что касается расположения зон притирки в плане (для горизонтальных элементов) и по высоте (для вертикальных элементов), перекрытие не должно выполняться в зонах высоких внутренних сил (например, изгибающих моментов), таких как основание стены со сдвигом, где изгибающий момент из-за боковых (ветровых или сейсмических) воздействий наибольший, или железобетонные плиты в середине пролета или опоры на балки (места пиковых моментов при постоянных нагрузках).
Риски неправильной или непривязки сетчатой ткани
В случаях, когда длина нахлеста недостаточна или отсутствует, напряжения арматуры не могут адекватно передаваться между арматурными стержнями. В этом случае напряжение должно переходить от арматурной стали к окружающему бетону.
Поскольку бетон имеет более низкую нагрузочную способность как при растяжении, так и при сжатии по сравнению с арматурной сталью, материал, который определяет поведение элемента, — это бетон.Следовательно, в зонах, подверженных растяжению, ожидается появление больших трещин, тогда как в зонах, подверженных сжатию, обычно наблюдается скалывание бетона.
Такие недостатки могут привести к драматическим последствиям для структурной целостности элементов конструкции, особенно в случаях, когда может произойти ограниченное перераспределение, например, в стенах или колоннах, работающих на сдвиг (см. Рисунок 2).
Рис. 2. Катастрофическое разрушение колонны в результате землетрясения из-за недостаточного соединения внахлестку.Фотография сделана Kenneth J.Элвуд [1]
Ссылки[1] Дж. Элвуд, «Поведение и моделирование существующих железобетонных колонн» EERI Presentation (http://www.1906eqconf.org/tutorials/SeisPerformExistConcrBldg_Elwood.pdf)