Основы сварки самозащитными порошковыми проволоками
Основы сварки самозащитными порошковыми проволоками: высокая скорость, отсутствие необходимости в газовых баллонах
Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов дуговой сварки.
Авторы: Том Майерс (Tom Myers) и Фрэнк Драголич Мл. (Frank Dragolich, Jr.)
Сварка порошковой самозащитной проволокой (FCAW-S) – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак.
Метод FCAW-S скорее напоминает ручную руговую сварку штучными электродами (SMAW), чем сварку газозащитными порошковыми проволоками. Сварщики с большим опытом ручной дуговой сварки обычно очень быстро овладевают процессом FCAW-S, в то время как тем, кто знаком только с процессом газозащитной сварки контролируемыми короткими замыканиям (GMAW), на это приходится потратить чуть больше времени.
Как и РДС, FCAW-S не требует использования внешнего источника защитного газа, поэтому этот процесс хорошо подходит для сварки под открытым небом (см. Рисунки 1 и 2). Тем не менее, в отличие от РДС, процесс сварки самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW-S, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
Рисунок 1: Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. |
Рисунок 2: Благодаря отсутствию необходимости в газовых баллонах процесс FCAW-S часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. |
Основные сведения о процессе
Для GMAW (MIG) и сварки газозащитной порошковой проволокой (FCAW-G) лучше всего подходит постоянный ток обратной полярности (DC+). Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
В случае GMAW сцепление для бесперебойной подачи проволоки обеспечивается гладкой V-образной насечкой на приводных роликах механизма подачи. К сожалению, такая насечка может повредить порошковые проволоки. Для того, чтобы обеспечить такое же толкающее усилие без сильного сжатия проволоки, в случае FCAW-S используются приводные ролики с V-образным гофрированием, которое захватывает оболочку проволоки и обеспечивает ее плавную подачу без деформаций.
Обратите внимание: если после сварки порошковой проволокой Вы возвращаетесь к режиму GMAW, не забудьте заменить приводные ролики на ролики с гладкой V-образной насечкой. Ролики с гофрированием могут повредить медное покрытие сплошных проволокок и привести к его расслоению. Сейчас эта проблема не так актуальна, как раньше, но о ней все равно не стоит забывать.
Напряжение
Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольтамперной характеристике (CV). В некоторых случаях сварка газозащитной проволокой имеет более широкий диапазон допустимого напряжения. В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
При сварке самозащитной проволокой во время работы дуги между расплавленным металлом наплавления и окружающим воздухом нет ничего, кроме шлака и выделенного самой проволокой газа. Повышенное напряжение приводит к увеличению длины дуги, что, в свою очередь, увеличивает ширину конуса дуги. Соответственно, дуга большой длины и ширины более подвержена воздействию атмосферы. Из-за этого длина дуги имеет крайне большое значение, а источники питания на жесткой ВАХ позволяют сохранять ее на постоянном уровне.
Обратите внимание, что, если расплавленный металл вступит контакт с окружающим воздухом (который содержит 79% азота, 20% кислорода и 1% процент других элементов), он начнет поглощать азот и кислород. Если этому никак не помешать, после застывания металла часть этих газов улетучится и оставит после себя отверстия (т. е. пористость). Оставшиеся внутри газы приведут к образованию очень ломкого металла с низкими механическими характеристиками. Поэтому расплавленный металл нужно защищать от контакта с воздухом, пока он не застынет. Это относится ко всем процессам сварки.
Теперь представьте, как от самозащитной проволоки отделяется расплавленная капля. Практически сразу же вокруг нее образуется тонкий слой шлака. Материал проволоки включает определенные элементы, которые вступают в химическую реакцию с азотом и кислородом (т. е. денитрификаторы или восстановители) и затягивают их в шлак, тем самым не давая им попасть в металл наплавления. Также при этом образуются другие побочные продукты реакций в дуге, например, двуокись углерода, которая замещает собой воздух.
Но чем больше длина дуги, тем большее расстояние должны пройти капли металла и тем сильнее становится воздействие азота, кислорода и других составляющих воздуха. Если оно становится слишком большим, системы защиты проволоки с ним не справятся и газ окажется поглащен металлом наплавления. Эти примеси скажутся на механических свойствах наплавления, в том числе ударной вязкости. Для ее измерения проводится тест по Шарпи с V-образным надрезом. Когда содержание примесей достигает определенного порогового значения, в металле возникает пористость. Слишком низкое напряжение, напротив, приводит к чрезмерному укорачиванию дуги. В таком случае проволока втыкается в пластину, что приводит к образованию неровного сварного шва.
В случае FCAW-S после завершения сварки над кончиком проволоки образуется маленький шарик шлака, который выступает в роли изолятора и мешает зажиганию дуги при возобновлении сварки. Поэтому для упрощения зажигания дуги кончик проволоки нужно аккуратно отломить или отрезать кусачками.
Также проверьте расстояние, на которое выступает проволока от контактного наконечника. Для стандартных процедур сварки эта величина обычно составляет 19-25 мм, иногда до 95 мм в случае высокопроизводительной сварки на спуск. Вылет электрода так же важен, как и длина дуги. Для сохранения стабильности дуги его колебания не должны превышать ±3 мм. Силшком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Также никогда не ведите сварку с упреждающим наклоном горелки. Это не сварка GMAW короткими замыканиями. При сварке самозащитной проволокой используется шлак, поэтому Вы можете использовать старый принцип: удерживайте шлак, направляя на него поток газа. Если горелку расположить под небольшим углом на отставание, она будет удерживать шлак позади дуги.
Особенности сварки в сложных пространственных положениях
Производительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Проволоки класса AWS E71T-8–которые подходят для сварки в любых пространственных положений на постоянном токе прямой полярности–имеют схожий металлургический состав, но при этом каждая из них имеет свои особенности.
Самое большое влияние оказывает система шлакообразования проволоки. Она представляет собой вещества, которые вступают в реакцию с другими химическими элементами, застывают быстрее металла наплавления и всплывают к поверхности соединения, чтобы защитить его от атмосферного воздуха (см. Рисунок 3). Некоторые проволоки имеют щелочную систему шлакообразования на основе фторидов, аналогичных использованных в электродах марки E7018. В других используется более кислая система, которая вступает в реакцию и застывает быстрее. Именно она помогает сварщикам достигунть упомянутой производительности 4 кг/час (чтобы узнать о системах шлакообразования подробнее, см.
Техническое письмо: Обзор составов шлака
При сварке самозащитной порошковой используются другие системы шлакообразования. Большей частью они основаны на восстановлении алюминия и магния и деазотировании системы. Эти элементы попадают в сварочную ванну и образуют оксид алюминия и оксид магния, которые имеют высокие температуры плавления. Если к этому добавить элементы шлака с низкими температурами плавления, можно получить эффективную систему шлакообразования. Элементы шлака–оксид алюминия и оксид магния–быстро плавятся и всплывают к поверхности сварочной ванны, защищая наплавление от атмосферного воздуха.
Процесс FCAW-S имеет очень высокую усойчивость к азоту именно благодаря системам шлакообразования. Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Молекулы алюминия и магния привлекают к себе атомы кислорода и азота, в результате образуются оксиды алюминия и магния. Эти легкие вещества с высокой температурой плавления (т. е. быстрозастывающие) быстро поднимаются на поверхность сварочной ванны. По сути, система шлакообразования превращает азот и кислород–потенциальные загрязняющие вещества–в химические соединения, которые защищают наплавление.
Во многих проволоках FCAW-S используется одна из двух систем шлакообразования – основная или кислотная. В основных системах фторид кальция вместе с соединениями алюминия и магния образует систему, которая немного напоминает шлак, образующийся при сварке штучными электродами, например, класса E7018. В кислотных системах вместо фторида кальция используется оксид железа.
Основные системы имеют хорошие характеристики очистки. Они больше подходят для сварки конструкций ответственного назначения, имеют высокую ударную вязкость при низких температурах и другие прочностные характеристики. Кислотные системы отличаются плавным и быстрым процессом сварки.
Это связано с тем, как кислотные и основные элементы вступают в реакцию с другими элементами в металле наплавления. Это сводится к тому, как быстро происходят химические реакции. Во время сварки молекулы ионизируются, что заставляет атомы покидать одни молекулы и присоединяться к другим. В разных системах шлакообразования для этого требуется разная температура. Во фторидных системах на разделение молекул требуется очень много тепла. Для разделения кислотных, железооксидных молекул, напротив, нужна меньшая температура. Быстрая химическая реакция в таком случае приводит к более быстрому застыванию шлака и, в конечном итоге, большей производительности наплавки.
Рисунок 3: Самозащитная проволока FCAW имеет внешнюю оболочку, которая защищает сердечник из флюсообразующих веществ. Она немного похожа на вывернутый наизнанку штучный электрод.
Техника сварки зависит от рекомендаций производителя, обратитесь к нему за более подробными инструкциями. Техника также зависит от основного металла и поставленной задачи, но при этом у всех проволок есть некоторые общие свойства.
Возьмем, например, две проволоки класса E71T-8 – Innershield® NR-203MP и NR-203 Nickel (1%), в которых используется основная (некислотная) система шлакообразования. Проволоки NR-203 напоминают электроды марки E7018, за исключением более высокой производительности наплавки и, разумеется, отсутствия необходимости в смене электродов. Проволоки можно использовать в любых пространственных положениях, проводить сварку по открытому зазору и создавать соединения с очень высокой ударной вязкостью при низких температурах. Кроме того, они позволяют проводить сварку на спуск.
При сварке V-образных или угловых соединений проволокой NR-203 нужно использовать технику поперечных колебаний. Направьте проволоку на кромку лицевой поверхности шва и сделайте небольшую паузу–это обеспечит большую глубину проплавления и даст шлаку время подняться к поверхности–и затем быстро переместитесь на другую сторону шва и опять сделайте паузу. Будьте внимательны: если слишком задержитесь в центре шва, Вы можете наплавить слишком много металла и создать шов выпуклой формы, который не только ухудшит механические характеристики, но и сделает соединение более уязвимым к таким дефектам, как подрезание.
Всегда старайтесь точно сфокусировать дугу на сварочной ванне. Такое волнообразное движение–паузы у кромок шва и затем быстрое перемещение на другую сторону–позволяет металлу наплавления поступать с обеих сторон. Кроме этого, небольшая пауза у одной кромки шва позволяет застыть шлаку с другой. Если сравнивать с другими самозащитными проволоками, NR-203 образует довольно тонкий слой флюса, который может удерживать лишь ограниченный объем металла. Поэтому производительность наплавки составляет всего 2,5-3 кг/час–больше, чем при ручной сварке, но меньше, чем у остальных самозащитных проволок,
например, NR-232 и NR-233.![]() Эти проволоки имеют кислотную систему шлакообразования, которая очень быстро вступает в реакцию в металле наплавления и образует более тяжелый шлак, что делает возможной сварку с производительностью 3,5-4 кг/час даже в неудобных пространственных положениях.
Эти проволоки имеют кислотную систему шлакообразования, которая очень быстро вступает в реакцию в металле наплавления и образует более тяжелый шлак, что делает возможной сварку с производительностью 3,5-4 кг/час даже в неудобных пространственных положениях.
В отличие от сварки проволокой NR-203, когда Вы следите за сварочной ванной, с NR-232 и NR-233 нужно обратить внимание на образующуюся позади переднего края дуги линии шлака. Вместо традиционного метода воспользуйтесь сваркой узкими валиками с небольшими колебаниями. Если линия шлака получается неровной, Вы сможете быстро сделать исправление. Например, если линия шлака с левой стороны оказалась ниже, Вы должны немного сдвинуть горелку влево, выровнять ее и затем продолжить сварку узкими валиками. При вертикальной сварке на подъем представьте, что Вы создаете «полку» с наплавленным металлом и штабелируете валики друг на друга.
Скорость штабелирования определяет скорость сварки. Если Вы будете это делать слишком быстро и расположите дугу немного выше сварочной ванны, проволока может проникнуть в пластину и даже привести к прожиганию.
Также нельзя забывать о контроле тепловложения. Для этого можно регулировать вылет электрода – такая техника сварки используется не только при сварке FCAW-S, но и любых других процессах на жесткой ВАХ. Если Вы, например, ведете вертикальную сварку на подъем, опираясь на «полку» из расплавленного металла наплавления NR-232, Вы можете почувствовать, что ванна становится слишком горячей, а дуга проникает внутрь пластины. В таком случае Вы можете немного увеличить вылет электрода – это приведет к падению силы тока и немного охладит сварочную ванну. И наоборот, если температура слишком мала и у Вас не получается обеспечить нужную глубину проплавления, вылет электрода можно немного уменьшить – это увеличит силу сварочного тока и глубину проплавления.
Гибкие, мобильные и эффективные
Процесс сварки FCAW-S завоевал большую популярность в США – стране, которая постоянно работает над улучшением инфраструктуры. Он сочетает мобильность, способность противостоять тяжелым погодным условиям,эффективность сварки проволокой и гибкость РДС. Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов сварки.
Он сочетает мобильность, способность противостоять тяжелым погодным условиям,эффективность сварки проволокой и гибкость РДС. Процессом сварки самозащитной проволокой редко овладевают в начале карьеры. Тем не менее, это один из самых эффективных методов сварки.
Том Майерс – это старший технический специалист, а Фрэнк Драголич Мл. – техник компании Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100.
Технические данные предоставлены компанией Lincoln Electric
Полуавтоматическая сварка с помощью самозащитной порошковой проволоки
Полуавтоматический метод сварки посредством самозащитной проволоки широко востребован в различных отраслях промышленности и производства, а также в сфере строительства. Данный способ сваривания предполагает применение проволоки, которая состоит из стальной сплошной оболочки, выполненной из углеродистой стали, внутри которой находится сердечник, заполненный порошковым флюсом. В его состав входят металлы, их сплавы, стабилизаторы электродуги, ряд спецдобавок и в обязательном порядке – шлако/газообразующие элементы. Именно последние при сгорании образуют защитное газовое облако, предохраняющее расплав от проникновения атмосферных газов. Ассортимент порошковых проволок очень обширен, что позволяет их использовать для качественного выполнения различных сварочных задач.
Сварочное производствоСварка самозащитной проволокой имеет свои преимущества. Во-первых, рабочий процесс происходит в полуавтоматическом режиме, в отличие от ручной дуговой сварки штучными электродами. Проволока беспрерывно подается в рабочую зону. Это позволяет получать сплошные швы и существенно повышает производительность сварки. Во-вторых, при данном способе требуется только полуавтоматический сварочный аппарат, а в шлангах, редукторах и громоздких баллонах с газом нет необходимости, как в случае со сваркой в среде защитного газа. В-третьих, работать с самозащитной проволокой можно на сквозняках, что существенно расширяет возможности такой сварки.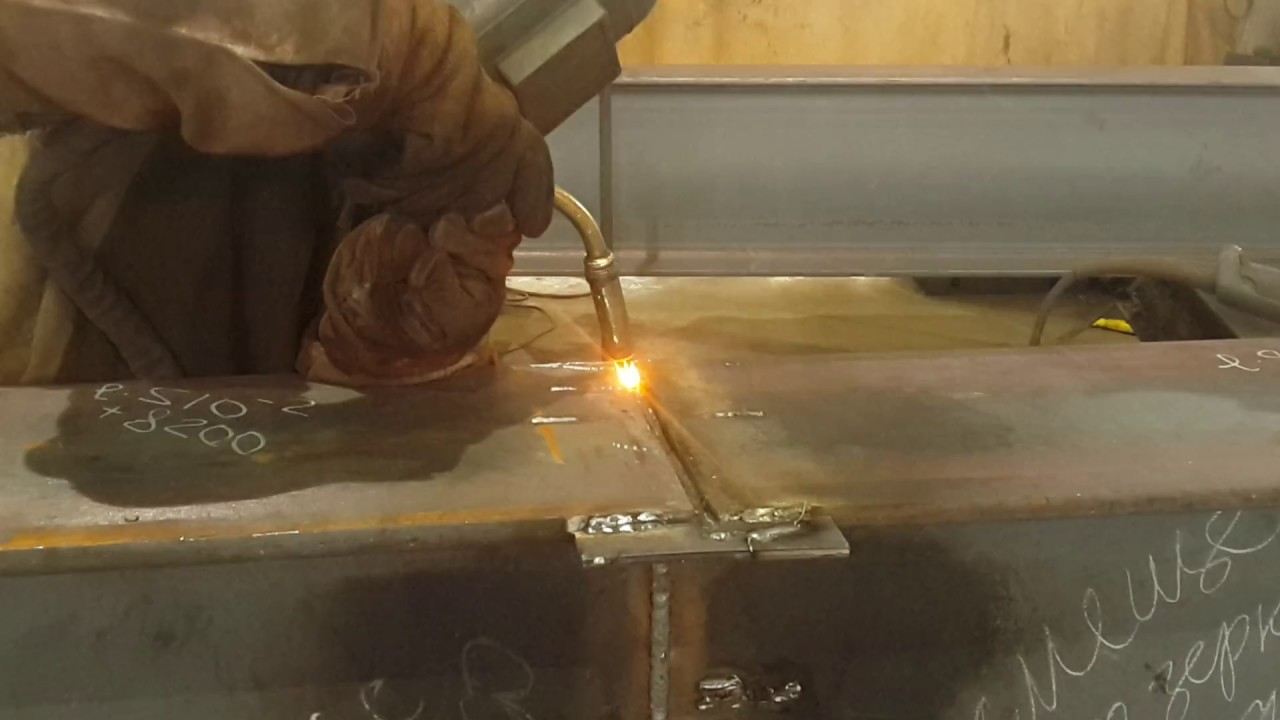
Как и любая другая технология сварки, данный метод имеет свои особенности. Очень часто новички в этой сфере сетуют на высокую степень разбрызгивания металла и трудности с формированием шовных соединений. Как правило, вышеперечисленные проблемы исчезают с опытом и после освоения сварщиками функций сварочных полуавтоматов, конструкция которых предусматривает не только настройку напряжения дуги и силы тока, но и регулирование быстроты подачи проволоки и настройку уровня индуктивности. Для работы с черными и цветными металлами, толстыми и тонкими заготовками, сварки в разных позициях и т.п. аппарат должен быть настроен соответствующим образом.
Как правило, скорость подачи самозащитной проволоки должна быть приближена к скорости ее расплавления в зоне сварной ванны. Более подробно стоит остановиться на опции настройки индуктивности. Для того чтобы минимизировать потери металла на разбрызгивание, требуется сделать более плавным усилие на сжимание, которое возникает в процессе короткого замыкания. Придать усилию плавность можно с помощью функции регулировки индукции. Она имеется у многих моделей сварочных полуавтоматов. Максимально возможное значение сжимающего усилия зависит от силы тока, возникающего при коротком замыкании. Сила тока, в свою очередь, зависит от характеристик блока питания. Изменяя уровень индуктивности, можно варьировать интенсивность усилия. При низких параметрах индуктивности капля расплава будет сжиматься быстро и очень сильно, в результате чего электрод/проволока начнет брызгать при плавлении. Так осуществляется капельный перенос расплава. При высоких параметрах индуктивности время отделения расплавленных капель заметно увеличивается, и они более плавно переходят в зону сварной ванны. Так осуществляется струйный перенос. При этом удается получать более чистые, равномерные и гладкие сварочные соединения.
3D сверлениеКак показывает практический опыт, при работе с определенными разновидностями самозащитной порошковой проволоки (в частности – на повышенных режимах тока) разбрызгивание не получается снизить. В этом отношении данный способ сварки проигрывает способу сварки в газовой среде с применением сплошной проволоки. Использование газа позволяет минимизировать разбрызгивание при работе с любыми видами сварочной проволоки. К недостаткам самозащитной проволоки относится также то, что при ее сгорании в окружающую среду происходит выделение большего количества токсичных летучих соединений по сравнению с «газом».
В этом отношении данный способ сварки проигрывает способу сварки в газовой среде с применением сплошной проволоки. Использование газа позволяет минимизировать разбрызгивание при работе с любыми видами сварочной проволоки. К недостаткам самозащитной проволоки относится также то, что при ее сгорании в окружающую среду происходит выделение большего количества токсичных летучих соединений по сравнению с «газом».
Перед сваркой необходимо предварительно настроить аппарат в зависимости от конкретной задачи. Вначале производят пробный провар на рекомендуемом вылете и при необходимости его корректируют. Длина электродуги подбирается в зависимости от силы тока и толщины металла. Точная настройка напряжения имеет особо важное значение при сваривании тонкостенных заготовок. При настройке любого режима нужно добиться стабильного и равномерного горения дуги. Что касается скорости подачи проволоки, то она регулируется по ходу рабочего процесса опытным путем.
Чтобы швы не получились пористыми, не стоит завышать рекомендуемый ток. Кроме этого, степень пористости швов увеличивается из-за пониженного напряжения дуги, высокой концентрации кремния/углерода в заготовках и при сварке по значительным зазорам между рабочими кромками.
Сварка порошковой проволокой самозащитного типа требует соблюдения основных условий рабочего процесса:
1. Винт, отвечающий за силу прижимания проволоки на блоке протягивания, нужно регулировать в соответствии с разновидностью используемой проволоки.
2. Канал подачи необходимо периодически осматривать на предмет неисправности и осуществлять его продувку.
3. Вылет проволоки должен быть постоянным при ведении сварки.
4. Шланг горелки не должен иметь заломов. Слишком длинные шланги лучше не использовать.
5. Сварка заготовок из стали производится исключительно на обратнополярном DC-токе.
Порошковая сварка в среде защитных газов и с применением самозащитной проволоки
Каждая технология проведения сварочных работ имеет свою специфику, достоинства и недостатки. Зачастую для конкретного ее вида может подходить лишь определенный способ сварки. Довольно популярным на текущий момент методом сварки считается дуговая сварка порошковой проволокой.
Зачастую для конкретного ее вида может подходить лишь определенный способ сварки. Довольно популярным на текущий момент методом сварки считается дуговая сварка порошковой проволокой.
Требования к проволоке
Порошковая проволока исполняется в виде трубки. Внутрь нее укладывается сварочный флюс с добавлением металлического порошка. Она классифицируется в зависимости от предназначения, варианта применяемой защиты, механических характеристик и положения при проведении сварочных работ.
Подавляющее большинство порошковой проволоки пригодно для осуществления работ с низколегированной или менее прочной низкоуглеродистой сталью.
Среди основных требований к ней можно выделить:
- стабильность в нагреве электрической дугой и легкость, с которой дуга возникает;
- равномерность при плавлении проволоки, отсутствие больших разбрызгиваний;
- шлак, возникающий в процессе порошковой сварки на месте шва, должен без труда счищаться после остывания и обеспечивать равномерное покрытие всей поверхности шва;
- шов не должен иметь никаких изъянов.
Применение различного наполнителя, а также изменение конструкции оболочки позволяет улучшить характеристики порошковой проволоки и применять ее для конкретных целей.
Сварочная проволока, которая имеет флюсовый сердечник, служит для того, чтобы обеспечить сварку низкоуглеродистых сталей с повышенной степенью наплавлений.
Ее применяют при монтаже низколегированных сталей, а также при проведении сварки в различных, порой неудобных, положениях. Порошковой проволокой варят чугун и оцинкованную сталь.
Основные виды проволоки
В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной.
Газозащитый вид
Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
В процессе принимает участие углекислый газа или его смесь с аргоном. Газ поступает извне. Порошковый наполнитель можно подобрать так, чтобы сделать параметры сварки лучше. Например, можно увеличить скорость вертикальной сварки или прочно соединять трудносвариваемую сталь.
Данная технология используется при необходимости создания нахлестов, при работе в местах стыков и на углах конструкций, как для автомата, так и для полуавтомата. Применение подобной технологии обеспечивает постоянство струи, пониженный уровень разбрызгивания, а также стойкость к образованию пор и шлака.
Материал, который применяется в процессе сварочных работ, обладает повышенным коэффициентом наплавления, имеет низкий уровень дымления и позволяет качественно выполнять швы.
Самозащитный вид
Самозащитная порошковая проволока изготавливается в виде специального «вывернутого» электрод (он словно вывернут наизнанку). Использование такого типа сварки позволяет проводить работы при различных температурных условиях (даже экстремальных), при сильных порывах ветра и тому подобное.
Основными компонентами сердечника являются различные присадки (диоксидирующие, шлакообразующие и защитные), что позволяет проводить сварку без использования газа.
Самозащитная сварочная проволока имеет ряд положительных особенностей, среди которых можно выделить:
- возможность проводить сварочные работы в различных положениях;
- за счет открытости дуги имеется возможность аккуратно передвигать наплавляемый металл;
- специальный тип покрытия проволоки обеспечивает ее устойчивость к давлению, оказываемому роликами;
- за счет контроля химического состава появляется возможность получить вполне конкретный состав шлака.
В монтажных условиях механизированная порошковая сварка становится все более распространенной. Хотя многие жалуются на высокую стоимость расходного материала, эффективность порошковой сварки ощутимо выше, надо только выбрать правильную марку проволоки.
Преимущества порошкового метода
Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Наполнение и внешняя оболочка
Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Где применяют метод без защитных газов
Зачастую, проводить сварочные работы с использованием обыкновенных электродов неудобно, так как местоположение свариваемых поверхностей мешает их подвести. Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Он дает возможность проводить сварочные работы в любом положении и при отсутствии газовой среды. Проволока специального назначения обеспечивает принудительное формирование швов, позволяет производить сварку под водой, а также выполнять автоматическую сварку.
Варить можно как в нижнем положении, так и вертикально (для некоторых случаев) благодаря тому, что ванны для сварки имеют соответствующий разъем. Тип применяемого материала выбирается на основании его характеристик и специфики предстоящей работы.
Порошковая проволока считается наиболее оптимальным вариантом, когда работы проводятся на открытой местности.
Ветер и сквозняки не оказывают практически никакого воздействия на качество сварных швов, однако их параметры несколько уступают тем характеристикам, которые обеспечивает газовая или электродная сварки.
Выбирается порошковая проволока не только на основании ее технических особенностей, но еще и руководствуясь необходимостью в конкретном диаметре для данной сварки.
Диаметр не должен быть меньше, чем 2,3 мм. Проволоку меньшего сечения применяют только при проведении сварки на металлических конструкциях с наиболее маленькой толщиной.
При осуществлении сварочных работ пользуются специальным шланговым автоматическим или полуавтоматическим сварочным аппаратом, в котором имеется отдел для расположения мотка проволоки.
Она крепится за счет фиксатора в рукоятке, а ее подача происходит посредством специального шланга, что обеспечивает стабильность дуги и позволяет полностью расплавить сердечник. На полуавтоматах для применения порошковой флюсовой проволоки обычно присутствует режим «No Gas», что дает возможность изменять полярность.
Сварочные работы с применением защитных газов
Сварка в среде защитных газов предусматривает подачу газовой струи в область плавления при помощи горелки. Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Самой распространенной является струйная защита. Ее качество определяется габаритами и конструктивным исполнением сопла, а также дистанцией между срезом сопла и поверхностью свариваемого материала. Наиболее эффективная защита достигается при использовании стационарных камер, внутри которых находится газ. Туда помещают изделие при проведении работ.
Полуавтоматическая сварка в углекислом газе производится с применением специального оборудования, которое обеспечивает отличное качество сварочного шва, узкую зону термического воздействия, высокую скорость расплавления проволоки. Все это повышает производительность процесса и увеличивает надежность готовой конструкции.
Сварка FCAW
Сварка FCAW (flux-cored arc welding) – это механизированная или автоматическая дуговая сварка порошковой проволокой (самозащитной проволокой). Процесс сварки может выполняться с использованием защитных газов или без них. В качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка.
Метод был разработан в начале 50-х годов для сварки углеродистой, нержавеющей и низколегированной стали как альтернатива ручной дуговой сварки. Преимуществом данного способа стала возможность отказаться от использования покрытых электродов. Это помогло FCAW сварке преодолеть множество ограничений ручной сварки.
Во время процесса электрическая дуга вызывает слипание непрерывного трубчатого электрода из сварочного металла и основного металла, причем сварку такого типа можно выполнять как в защитной газовой среде, так и вне ее. Защитные газы для порошковой электродной проволоки обеспечиваются флюсом, который содержится в трубчатом электроде. Таким образом, благодаря внешней подаче газа, плавкая внутренняя часть электрода защищается от внешних загрязнений. При использовании защитных газов применяется такая же сварочная аппаратура, как и при GMAW-сварке.
Способы сварки порошковой проволокой
1) Сварка порошковой самозащитной проволокой без защитного газа возможна благодаря порошкообразному флюсу находящемуся внутри проволоки. Помимо флюса, в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору проволоки, чтобы получить шов необходимого качества и механическими свойствами.
Поскольку не требуется использование внешнего источника защитного газа, этот процесс хорошо подходит для сварки под открытым небом. Тем не менее, в отличие от ручной дуговой сварки, сварка самозащитной порошковой проволокой имеет намного более высокую производительность наплавки. Она аналогична, а в некоторых случаях даже превышает производительность сварки газозащитной проволокой. В случае штучных электродов марки E6010 и E6013 производительность наплавки составляет 1-1,5 кг металла в час. Для E7018 этот показатель составляет 2-2,5 кг. Что касается процесса FCAW, то в его случае сварщик может наплавить до 4 кг металла при вертикальной сварке и более 6 кг при сварке в горизонтальном и нижнем положении, в зависимости от используемой проволоки. Кроме того, производительность можно увеличить до более 10 кг металла в час с помощью процедур с увеличенным вылетом электрода.
2) Сварка порошковой проволокой в среде углекислого газа является фактически объединенным способом сварки FCAW и процесса MAG сварки. Двойная защита зоны сварки позволяет получить швы высокого качества. Используется преимущественно для сварки качественных сталей. Также как и при полуавтоматической сварке существует вероятность нарушения газовой защиты, что приводит к появлению пор в металле шва.
Технологические режимы
Для GMAW (MIG) и сварки газозащитной порошковой проволокой (FCAW-G) лучше всего подходит постоянный ток обратной полярности (DC+). Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
Однако для самозащитной проволоки рекомендуемая полярность зависит от состава сердечника (стабилизаторов дуги) конкретной марки проволоки. Большая часть проволок FCAW-S лучше всего себя показывает на постоянном токе прямой полярности (DC-), но некоторые из них больше подходят для работы на токе обратной полярности.
Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольтамперной характеристике (CV). В некоторых случаях сварка газозащитной проволокой имеет более широкий диапазон допустимого напряжения. В случае FCAW-S Вы должны точно придерживаться необходимого напряжения.
Для обеспечения высокого качества сварки трубчатым электродом можно использовать специальные источники постоянного сварочного тока, чувствительные к изменениям напряжения. При правильном выборе сварочного металла рассматриваемый сварочный процесс подходит для сварки любых элементов.
Преимущества сварки порошковой проволокой
- Сварку самозащитной порошковой проволокой можно выполнять во всех пространственных положениях.
- Существуют марки проволоки позволяющие выполнять сварку без газовой защиты, соответственно сварку можно выполнять на ветру, сквозняке и монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки сталей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки FCAW
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Появляются механические проблемы с подачей порошковой проволоки.
- Высокое выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.


Сварка самозащитной порошковой проволокой — Энциклопедия по машиностроению XXL
Магнитный флюс обеспечивает также некоторую газовую защиту зо ы сварки. При кристаллизации металла сварочной ванны образуется сварной шов 7, покрытый шлаковой коркой 6. Процесс дуговой сварки с магнитным флюсом сходен со сваркой самозащитной порошковой проволокой, а покрытая магнитным флюсом проволока подобна бесконечному плавящемуся электроду с покрытием. [c.101]Механические свойства металла швов при сварке самозащитными порошковыми проволоками [c.26]
Полуавтомат ПШ-112 предназначен в основном для сварки самозащитной порошковой проволокой, а также может быть легко переоборудован для режима сварки в углекислом газе сплошной и порошковой проволокой. Этот полуавтомат разработан странами — членами СЭВ. Полуавтомат состоит из следующих узлов (рис, ИЗ) газового редуктора 1, шланга 2 для подачи защитного газа, кабелей 3 цепи управления, обратного провода 4 сварочной цепи, дистанционного пульта управления 5, сварочной горелки 6, струбцины 7 для подсоединения обратного провода, подающего механизма 8, кабелей 9 сварочной цепи, источника питания 10, газового баллона И. В качестве источника питания может быть использован выпрямитель с жесткой или пологопадающей внешней характеристикой, обеспечивающий номинальный сварочный ток до 500 А. [c.133]
В настоящее время порошковые проволоки нашли промышленное применение для сварки и наплавки в СОг и без защитного газа (самозащитная порошковая проволока). Они изготавливаются из стальной ленты толщиной 0,2…0,5 мм, которая постепенно сворачивается в трубку на специальных вальцах. На определенной стадии вальцовки в еще не закрытую полость электрода засыпают порошкообразные компоненты — шлако- и газообразующие (при сварке в СОг газообразующие компоненты не применяются), раскислители, а в ряде случаев и специальные легирующие добавки, а также железный порошок. После этого трубку вместе с порошковым материалом дополнительно обжимают, очищают от следов смазки во время вальцовки и свертывают в бухты. Диаметр порошковых проволок колеблется от 1,6 до
[c.399]
После этого трубку вместе с порошковым материалом дополнительно обжимают, очищают от следов смазки во время вальцовки и свертывают в бухты. Диаметр порошковых проволок колеблется от 1,6 до
[c.399]
Сварку под водой считают сухой, если свариваемые узлы и сварщик находятся в газовой среде, промежуточной, когда осушается только зона, в которой горит дуга и небольшое пространство вокруг нее, а водолаз находится в воде, и мокрой, когда свариваемое изделие, дуга и сварщик находятся в воде. Наиболее распространен способ мокрой сварки штучными электродами и самозащитными порошковыми проволоками. [c.389]
Пример I. Определить годовой экономический эффект от применения ПО г самозащитной порошковой проволоки марки СП-2, предназначенной для сварки ответственных строительных металлоконструкций, в том числе в. монтажных условиях, в нижнем положении (новая техника). [c.728]
Режимы сварки низкоуглеродистых и низколегированных сталей самозащитными порошковыми проволоками [c.105]
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов — кислорода, азота и водорода, так как они растворяются в жидком металле и ухудшают качество металла шва. По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговую сварку разделяют на следующие виды сварку покрытыми электродами под флюсом в защитном газе самозащитной порошковой проволокой в вакууме с комбинированной защитой. [c.10]
Рис 9 3 Схема процесса сварки с применением самозащитной порошковой проволоки [c.57]
Пример условного обозначения порошковой проволоки марки ПП-АНЗ диаметром 3,0 мм, самозащитной (ПС), по пределу текучести металла шва типа 44, по химическому составу наплавленного металла категории А, обеспечивающей ударную вязкость металла шва не ниже 35 Дж/см при температуре — 20 °С (2), для сварки в нижнем положении (Н)
[c. 179]
179]
По способу защиты порошковые проволоки подразделяются на самозащитные и используемые с дополнительной защитой зоны сварки газом или флюсом. Наиболее часто в качестве защитной среды применяют углекислый газ и его смесь с аргоном. По составу сердечника порошковые проволоки делятся, как и электроды по виду покрытия, на рутилово-органические, рутиловые, рутилово-основ-ные и основные. Порошковая проволока — это универсальный сварочный материал, пригодный для сварки сталей практически любого вида легирования и наплавки слоев с особыми свойствами. [c.98]
Сущность способа. Порошковая проволока выпускается двух типов для сварки в углекислом газе и самозащитная, т.е. не нуждающаяся в дополнительной защите. Конструкция порошковой проволоки определяет некоторые особенности ее расплавления дугой. Сердечник проволоки на 50. .. 70 % состоит из неметаллических материалов и поэтому его электросопротивление велико — в сотни раз больше, чем металлической оболочки. Поэтому практически весь сварочный ток проходит через металлическую оболочку, расплавляя ее. Плавление же сердечника, расположенного внутри металлической оболочки, происходит в основном за счет теплоизлучения дуги и теплопередачи от расплавляющегося металла оболочки. Ввиду этого сердечник может выступать из оболочки (рис. 3.53), касаться ванны жидкого металла или переходить в нее частично в нерасплавленном состоянии. Это увеличивает засорение металла шва неметаллическими включениями. [c.143]
Для изготовления конструкций из низкоуглеродистых сталей применяют ручную дуговую сварку, автоматическую и механизированную сварку под флюсом и в углекислом газе, сварку порошковой проволокой (самозащитной и в углекислом газе) и электрошлако вую сварку. [c.235]
Механизированная сварка самозащитны-ми порошковыми проволоками осуществляется специальными полуавтоматами А-1660, А-1450, ПШ-141 и ПШ-156 (табл. 2.10), разработанных Институтом электросварки им. Е. О. Патона. В конструкции перечисленных полуавтоматов имеются агрегаты и узлы, выполняющие аналогичные функциональные за-
[c.390]
Е. О. Патона. В конструкции перечисленных полуавтоматов имеются агрегаты и узлы, выполняющие аналогичные функциональные за-
[c.390]
В настоящее время в СССР налажен промышленный выпуск проволок больших диаметров (2,6 мм и выше), требующих повышенной силы сварочного тока, что затрудняет их применение для сварки в вертикальном и потолочном положениях. Однако многими организациями ведутся работы по созданию порошковых проволок для сварки во всех пространственных положениях, что резко повысит удельный вес их применения, особенно в условиях строительно-монтажного производства. Промышленностью выпускаются проволоки для сварки без дополнительной защиты (самозащитные) или с дополнительной защитой углекислым газом. В зависимости от типа проволоки (рутил-органический, карбонатно-флюоритовый и др ) используется постоянный ток прямой или обратной полярности от источников с крутопадающей или жесткой внешней характеристикой. [c.315]
Для дуги, горящей под флюсом, нужны большие токи, кроме того, управление электродом вручную под флюсом сильно затруднено, поэтому полуавтоматическая сварка под флюсом часто заменяется полуавтоматической сваркой открытой дугой. Сварка открытой дугой выполняется порошковой проволокой, в защитном газе и самозащитной проволокой. [c.8]
Ванная сварка классифицируется по схеме питания дуги-однофазная и трехфазная степени механизации-ручная и полуавтоматическая способу защиты металла шва-полуавтоматическая самозащитной проволокой, в углекислом тазе, порошковой проволокой в углекислом газе, ручная покрытыми электродами типу формирующей подкладки-с остающейся стальной подкладкой, удаляемой медной, керамической, чугунной, графитовой. [c.197]
Действующий для сварочной порошковой проволоки стандарт (ГОСТ 26271) подразделяет ее на самозащитную (ПС) для сварки без [c.38]
Порошковую проволоку выпускают двух типов, самозащитную (ПС) и газозащитную (ПГ). В этом разделе будут рассмотрены только самозащит-ные порошковые проволоки. О газозащитных порошковых проволоках будет рассказано в разделе, посвященном сварке в среде защитных газов
[c.56]
В этом разделе будут рассмотрены только самозащит-ные порошковые проволоки. О газозащитных порошковых проволоках будет рассказано в разделе, посвященном сварке в среде защитных газов
[c.56]
При сварке штучными электродами с защитно-легирующим покрытием и порошковыми самозащитными проволоками осуществляется комбинированная газовая и шлаковая защита металла шва. Для ее реализации в состав покрытия входят различные газо- и шлакообразующие компоненты. Наибольшее применение получили покрытия рудно-кислого (А), рутилового (Р), основного (Б) и целлюлозного типов (Ц), а также их комбинации (АР, РБ и пр.). Составы указанных покрытий приведены в табл. 1.15. Схема процесса струйной газовой защиты представлена на рис. 1.25. Покрытие, удаленное от оси электрода и дуги, плавится так, что образует конусную втулку, направляющую струю защитного газа и препятствующую проникновению воздуха в зону формирования капель и к сварочной ванне. [c.47]
Для полуавтоматической и автоматической дуговой сварки разработано и выпускается промышленностью несколько марок порошковой и самозащитной проволоки (табл. 13). [c.60]
Для металла толщиной менее 20 мм в настоящее время находят применение способы автоматической дуговой сварки в вертикальном положении с принудительным формированием шва и использованием порошковой самозащитной проволоки, а также в среде углекислого газа. [c.143]
Сварка самозащитной порошковой проволокой. Преимуществами сварки открытой дугой порошковой проволокой по сравнению со сваркой в углекислом газе являются отсутствие необходимости в газовой аппаратуре и возможность сварки на сквозняках, при которых наблюдается сдувание защитной струи углекислого газа. При правильно выбранном режиме сварки обеспечиваются устойчивое горение дуги и хорошее формирование шва. В качестве источников тока можно использовать выпрямители и преобразователи с крутопадающими внешними вольт-амперными характеристиками. Недостатком этого способа сварки является возможность сварки только в нижнем и вертикальном положениях из-за увеличенного диаметра выпускаемых промышленностью проволок и повышенной чувствительности процесса сварки к образованию в швах пор при изменениях вьшета электрода и напряжения дуги. К отличительным особенностям порошковых проволок относится также малая глубина проплавления основного металла. Ориентировочные режимы сварки порошковыми проволоками приведены в табл. 10.18.
[c.25]
Недостатком этого способа сварки является возможность сварки только в нижнем и вертикальном положениях из-за увеличенного диаметра выпускаемых промышленностью проволок и повышенной чувствительности процесса сварки к образованию в швах пор при изменениях вьшета электрода и напряжения дуги. К отличительным особенностям порошковых проволок относится также малая глубина проплавления основного металла. Ориентировочные режимы сварки порошковыми проволоками приведены в табл. 10.18.
[c.25]
ПИТЮ7М, ПИ1Ю7МК Для сварки самозащитной порошковой, аустенитной, коррозионно-стойкой и другой проволокой Двухрежимный с автоматической модуляцией силы тока и напряжения [c.26]
К достаточно распространенным способам дуговой сварки следует отнести ручную штучными электродами с покрытием и/ автоматическую под слоем флюса. Имеется ряд работ о воз4 можности получения качественных сварных соединений при ис/ пользовании самозащитной порошковой проволоки или сварке в углекислом газе [3, 4]. [c.302]
Порошковые проволоки в зависимости от вида шихты сердечника используются или с дополнительной защитой (обычно это углекислый газ), или без нее. Последние называют самозащитнъши. При сварке самозащитными проволоками защита расплавленного металла осуществляется за счет газо- и шлакообразующих элементов шихты сердечника. Как правило, без дополнительной защиты применяются ру-тил-органические, карбонатно-флюоритные и флюоритные проволоки. Проволоки рутилового и рутил-флюоритного типов используют для сварки в углекислом газе, эти проволоки называют еще газозащитными. Типы порошковых проволок можно выбирать в зависимости от положения свариваемых стыков деталей в пространстве и требований к сварному соединению (табл. 16). [c.159]
Полуавтоматы для сварки и наплавки без внешней защиты дуги и под флюсом плавящимся электродом. В этой группе полуавтоматов применяется порошковая самозащитная проволока или используется внешняя защита зоны дуги и сварочной ванны с помощью флюса. В зону сварки флюс поступает из укрепленной на горелке небольшой воронки либо из отдельно расположенного бункера по гибкому резиновому шлангу со струей сжатого воздуха. Процесс ведется с применением электродной проволоки диаметром 1,6…2,0 мм при высоких плотностях силы тока. Это обеспечивает глубокое проплавление и сварку металла большой толщины за один проход. При сварке самоза-щитной порошковой проволокой процесс ведется в любом пространственном положении,
[c.66]
В зону сварки флюс поступает из укрепленной на горелке небольшой воронки либо из отдельно расположенного бункера по гибкому резиновому шлангу со струей сжатого воздуха. Процесс ведется с применением электродной проволоки диаметром 1,6…2,0 мм при высоких плотностях силы тока. Это обеспечивает глубокое проплавление и сварку металла большой толщины за один проход. При сварке самоза-щитной порошковой проволокой процесс ведется в любом пространственном положении,
[c.66]
Для сварки низкоуглеродистых сталей в строительстве применяются ручная дуговая сварка, автоматическая и полуавтоматическая сварка под флюсом и в углекислом газе, сварка порошковой проволокой (самозащитной и в углекислом газе), электрошлаковая и в меньшей степени газовая сварка. В некоторых случаях, например при сварке корневых швов трубопроводов высокого давления, используется также аргонодуговая сварка неплавящимся электродом. При сварке трубопроводов широкое применение получили также комби-нарованные способы сварки (см. гл. XX). [c.368]
Расширяется область применения порошковых проволок, предназначенных для сварки как в защитных газах, так и самозащитных, позволяющих вести сварку без дополнительной газовой защиты при скорости ветра до 10 м/с. При сварке пороппсовыми проволоками в СО2 либо в смеси аргона и СО2 снижается разбрызгивание, обеспечивается возможность полуавтоматической и автоматической сварки и наплавки специальных сталей. [c.180]
Примечание. Проволока ПАНЧ-11 — самозащитная, сплошного сечения, для сварки без дополнительной защиты постоянным током прямой полярности (100—140 А). Остальные проволоки — самозащитные, порошковые, для сварки током 300—500 А обратной полярности. [c.89]
Полуавтоматы для сварки открытой дугой самозащитными проволоками. Полуавтомат А-765 (рнс. 25) предназначен для с аркн и наплавки стали самс Защииюн сплошной и порошковой проволоками. Регулирование скорости подачи электродной проволоки ступенчатое. [c.39]
[c.39]
Защита металла шва от воздуха при дуговой сварке. При горении дуги и плавлении свариваемого и электродного металлов требуется защита сварочной ванны от действия газов воздуха (кислорода, азота, водорода), с тем чтобы они не проникали в жидкий металл и не ухудшали качество металла шва. Поэтому при сварке защищают зону дуг и (нагреваемьгй электрод, саму дугу и сварочную ванну). По способу за-щитьг металла от воздуха дуговая сварка разделяется на следующие виды сварка покрытыми электродами, порошковой проволокой, в защитном газе, под флюсом, самозащитной проволокой и со смешанной защитой. [c.7]
Сварка специальными покрытыми электродами. Институт электросварки им. Е. О. Патона АН V I лля заварки дефектов чугунного литья в холодном состоянии предложил порошковую Проволоку марки ППЧ-1. При диаметре проволоки 3 мм сварочный ток устанавливают 250—280 А. напряжение дуги — 28— 32 В. скорость подачи проволоки 180 м/ч. Применяется также самозащитная проволока ПАНЧ-11. [c.129]
По условиям п имейёния сварочную порошковую проволоку подразделяют на газоЙщитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, и самозащитную (ПС) — для [c.106]
Широкое применение получили проволоки, не требующие при сварке дополнительной запщты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные). Благодаря высокой производительности и низкой чувствительности к внещним условиям сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке. Наибольшее применение получили проволоки малого диаметра (1,6—2,4 мм) марок ПП-АН1, ПП-АНЗ, ПП-АН7, ПН-АНН, ПП-1, ДСК, ПП-2ДСК и др. Они позволяют получить сварные швы с высокими механическими свойствами. [c.115]
Например, марка порошковой проволоки ПП-СП-3 2,6 ПС44-А2Н расшифровывается так порошковая проволока (ПП) марки СП-3, диаметр 2,6 мм, самозащитная (ПС), предел текучести сварного шва 44 кгс/мм категория А (в наплавленном металле шва должно быть углерода до 0,15%, серы и фосфора до 0,03%), уровень ударной вязкости 2 (до температуры -20°С ударная вязкость сварного шва должна быть не менее 35 Дж/см ), для сварки в нижнем положении — Н. [c.57]
[c.57]
Порошковые самозащитные проволоки ПП-АН31, ПП-АН7, ПП-АН11, СП-2, ПП-2ДСК, ППВ-5 рекомендуются для сварки низко углеродистых конструкционных сталей, а также низколегированных сталей с содержанием углерода до 0,25 %. Несколько ограничено применение проволоки, содержащей в сердечнике титан и алюминий, так как при сварке этой проволокой сталей с высоким содержанием хрома и кремния наблюдается ухудшение сварочно-технологических свойств и снижение пластичности металла. Нельзя использовать увлажненную проволоку, так как это может привести к появлению пор в металле шва, не допускается сварка металла, покрытого окалиной и ржавчиной. Кроме того, проволока чувствительна к колебаниям рабочего напряжения. [c.173]
Сварка порошковой проволокой FCAW
Сварка порошковой проволокой FCAW (Flux Core Arc Welding) – механизированная или автоматическая дуговая сварка порошковой проволокой (самозащитной проволокой). Процесс сварки похож на полуавтоматическую сварку, только в качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка – порошковая проволока. Такая сварка может выполняться с использованием защитных газов или без защитного газа.
Способы сварки порошковой проволокой.
Существует два основных метода сварки порошковой проволокой — сварка порошковой проволокой в среде углекислого газа и сварка порошковой самозащитной проволокой.
Сварка порошковой проволокой в среде углекислого газа является фактически объединенным способом сварки FCAW и процесса MAG сварки. Двойная защита зоны сварки позволяет получить швы высокого качества. Используется преимущественно для сварки качественных сталей. Также как и при полуавтоматической сварке существует вероятность нарушения газовой защиты, что приводит к появлению пор в металле шва.
Сварка порошковой самозащитной проволокой без защитного газа возможна благодаря порошкообразному флюсу находящемуся внутри проволоки. Помимо флюса в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору сварочных материалов, то есть проволоки для сварки, чтобы получить шов необходимого качества и с нужными механическими свойствами.
Помимо флюса в проволоке содержатся и другие вещества, которые при плавлении создают защитную газовую среду и шлак. Газо- и шлакообразующие вещества защищают зону сварки от воздействия воздуха. Как и при других видах сварки большое внимание необходимо уделять выбору сварочных материалов, то есть проволоки для сварки, чтобы получить шов необходимого качества и с нужными механическими свойствами.
Преимущества сварки порошковой проволокой.
- Ее можно выполнять во всех пространственных положениях.
- Сварку самозащитной проволокой без газовой защиты можно выполнять на ветру, сквозняке и в монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки соединяемых поверхностей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки порошковой проволокой.
Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Возникают механические проблемы с подачей порошковой проволоки.
- Значительное выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.
Области применения механизированной сварки порошковой проволокой
Наличие значительного количества марок порошковой проволоки позволяет применять этот прогрессивный способ сварки как в заводских условиях, так и в условиях строительно-монтажной площадки.
В заводских условиях с помощью сварки порошковой проволокой изготавливают самые разнообразные конструкции:
- элементы базы шагающего экскаватора,
- подкраново-подстропильные фермы прокатных станов,
- бункеры для шихты,
- элементы балок горно-обогатительных комбинатов,
- кольцевые газоходы металлургических комбинатов
- и другие изделия.
В монтажных условиях механизированная сварка порошковой проволокой получает все большее распространение. В большом объеме она применяется на монтаже конструкций зданий – при укреплении подкрановых балок, ригелей, колонн, при приварке тормозного настила, сварке щитов кровли и других элементов зданий.
Механизированная сварка порошковой проволокой может быть эффективно использована на монтаже практически всех типов стальных строительных конструкций.
| 02.007.02.01 | Уфа, 450001, Республика Башкортостан, г. Уфа, ул. Пархоменко, д. 155/1 Показать на карте Открыть |
| 02.007.02.04 | Октябрьский, 452614, Республика Башкортостан, г. Октябрьский, ул. Луначарского, д. 3/1 Показать на карте Открыть |
| 02.007.02.06 | Стерлитамак, 453104, Республика Башкортостан, г. Стерлитамак, ул. Железнодорожная, д. 9 Показать на карте Открыть |
| 11.001.11.01 | Сыктывкар, 167026, Республика Коми, г. Сыктывкар, Ухтинское ш., д. 52/24 Показать на карте Открыть |
| 11.001.11.02 | г Сыктывкар, Ухтинское шоссе, д 52/20 Показать на карте Открыть |
| 14.002.14.01 | Якутск, 677021, Республика Саха (Якутия), г. Якутск, ул. Дзержинского, д. 55 Показать на карте Открыть |
| 14.002.14.02 | г Якутск, ул Дзержинского, д 55 Показать на карте Открыть |
| 14.002.14.04 | Мирный, ул. Показать на карте Открыть |
| 16.018.12.04 | Йошкар-Ола, ул. Волкова, д. 60 Показать на карте Открыть |
| 16.018.16.01 | Казань, ул. Курская, д. 10 Показать на карте Открыть |
| 16.018.16.05 | Альметьевск, ул. Фахредина, д. 44 Показать на карте Открыть |
| 18.003.18.01 | г. Ижевск, ул. Новосмирновская, д. 40/3 Показать на карте Открыть |
| 23.001.05.01 | Махачкала, 367009, Республика Дагестан, г. Махачкала, ул. Керимова, д. 7 Показать на карте Открыть |
| 23.001.23.01 | Краснодар, г. Краснодар, ул. Вишнякова, д. 2 Показать на карте Открыть |
| 23.006.23.01 | Краснодар, 350051, г. Краснодар, пр-д Репина, д. 12 Показать на карте Открыть |
| 23.006.792.05 | Анкара, Квартал Остим-1, ул. 1201. №: 80, Енимахалле, Анкара, Турция Показать на карте Открыть |
| 23.006.860.02 | Ташкент, 100059, Республика Узбекистан, г. Ташкент, Яккасарайский р-н, ул. Шота Руставели, д. 91 Показать на карте Открыть |
| 23.006.91.01 | Симферополь, 295000, Республика Крым, г. Симферополь, ул. Генерала Васильева, д. 32А, Литер Г Показать на карте Открыть |
| 23.021.23.01 | Краснодар, 350090, г. Показать на карте Открыть |
| 23.021.356.02 | Нави Мумбаи, R-84, M. I. D. C., Рабле, г. Нави Мумбаи — 400701, Индия Показать на карте Открыть |
| 24.001.24.01 | Красноярск, 660004, г. Красноярск, пр-т им. газеты Красноярский рабочий, д. 27, стр. 90 Показать на карте Открыть |
| 25.002.25.01 | Владивосток, ул. Сахалинская, д. 4А Показать на карте Открыть |
| 27.001.27.01 | Хабаровск, 680042, г. Хабаровск, пер. Бородинский, д. 1 Показать на карте Открыть |
| 27.001.27.02 | Ланфан, КНР, провинция Хэбэй, г. Ланфан, ул. Айминьсидау, д. 90 Показать на карте Открыть |
| 29.002.29.02 | г. Архангельск, Талажское ш., д. 17 Показать на карте Открыть |
| 29.002.83.01 | пгт. Искателей, ул. Губкина, д. 3, корп. Б, оф. 110 Показать на карте Открыть |
| 30.003.30.01 | Астрахань, 416474, Астраханская обл., Приволжский р-н, промышленная зона Кулаковский промузел, ш. Энергетиков, д. 5Ю Показать на карте Открыть |
| 30.003.34.02 | Волгоград, 400002, г. Волгоград, ул. Гвоздкова, д. 1Б; 404130, Волгоградская обл., г. Волжский, ул. Портовая, д. 6 Показать на карте Открыть |
| 31.001.31.01 | Белгород, 308023, г. Белгород, пр-т Б. Показать на карте Открыть |
| 31.001.31.02 | Губкин, 309182, Белгородская обл., г. Губкин, ул. Артёма, д. 18/3 Показать на карте Открыть |
| 32.001.32.01 | Брянск, ул. Медведева, д. 59А Показать на карте Открыть |
| 32.001.57.02 | Платоновский, Орловский р-н, Платоновский с/с, ул. Монтажная, д. 14 А Показать на карте Открыть |
| 33.003.33.01 | Владимир, 600009, г. Владимир, ул. Полины Осипенко, д. 66 Показать на карте Открыть |
| 33.003.37.02 | Иваново, 153032, г. Иваново, ул. Станкостроителей, д. 3Б Показать на карте Открыть |
| 34.005.34.02 | Волгоград, ул. Созидательская, д. 6а Показать на карте Открыть |
| 35.001.35.01 | Вологда, 160014, г. Вологда, ул. Саммера, д. 43 Показать на карте Открыть |
| 35.001.35.02 | Череповец, 162614, Вологодская обл., г. Череповец, ул. Комсомольская, д. 28 Показать на карте Открыть |
| 36.004.36.01 | Воронеж, 394071, г. Воронеж, ул. 20-летия Октября, д. 73А Показать на карте Открыть |
| 38.003.38.02 | Иркутск, 664043, г. Иркутск, ул. Сергеева, д. 3 Показать на карте Открыть |
| 38.003.38.03 | Ангарск, 665821, Иркутская обл. Показать на карте Открыть |
| 38.003.75.05 | Чита, Забайкальский край, г. Чита, ул. 9 Января, д. 6 Показать на карте Открыть |
| 39.002.39.01 | Калининград, ул. Двинская, д. 91 Показать на карте Открыть |
| 40.002.40.02 | г. Калуга, ул. Циолковского, д. 25 Показать на карте Открыть |
| 41.001.41.01 | г Петропавловск-Камчатский, пр-кт Карла Маркса, д 11А Показать на карте Открыть |
| 42.002.42.02 | г. Кемерово, пр-т Ленина, д. 35Б, 1 эт. Показать на карте Открыть |
| 43.003.43.01 | г Киров, ул Заводская, д 1 Показать на карте Открыть |
| 45.001.45.01 | Курган, ул. Загородная, д. 7 Показать на карте Открыть |
| 46.001.46.01 | Курск, ул. Ольшанского, д. 5, литер Б1 Показать на карте Открыть |
| 52.003.52.01 | г. Нижний Новгород, пр-кт Героев, д. 11А Показать на карте Открыть |
| 54.005.54.01 | Новосибирск, ул. Тайгинская, д. 9/2 Показать на карте Открыть |
| 55.002.55.01 | г. Омск, ул. Герцена, д. 268 Показать на карте Открыть |
| 56.001.56.01 | Оренбург, 460048, г. Показать на карте Открыть |
| 56.001.56.03 | Ясный, 462781, Оренбургская обл., г. Ясный, ул. Ленина, д. 7; 462781, Оренбургская обл., г. Ясный, ул. Фабричное ш., д. 9 Показать на карте Открыть |
| 59.002.59.01 | Пермь, ул. Ленина, д. 27, 27А, 27Б Показать на карте Открыть |
| 61.002.26.03 | Невинномысск, 357107, Ставропольский край, г. Невинномысск, ул. Монтажная, д. 12Б; 357107, Ставропольский край, г. Невинномысск, ул. Низяева, д. 37 Показать на карте Открыть |
| 61.002.61.04 | хутор Камышеваха, 346715, Ростовская обл., Аксайский р-н, х. Камышеваха, ул. Светлая, д. 2В Показать на карте Открыть |
| 61.002.61.07 | Волгодонск, 347382, Ростовская обл., г. Волгодонск, ул. Энтузиастов, д. 7 Показать на карте Открыть |
| 63.003.63.01 | г. Тольятти, ул. Победы, д. 22 Показать на карте Открыть |
| 64.005.64.01 | Саратов, ул. Фабричная, д. 1А, лит. Т2 Показать на карте Открыть |
| 65.001.65.01 | Южно-Сахалинск, ул. Шлакоблочная, д. 24А Показать на карте Открыть |
| 66.005.66.01 | Екатеринбург, ул. Кислородная, д. 8Д Показать на карте Открыть |
| 66.005.66.04 | Нижний Тагил, ул. Металлургов, д. 1 Показать на карте Открыть |
67. 002.53.02 002.53.02 | г. Великий Новгород, ул. Федоровский ручей, д. 2/13 Показать на карте Открыть |
| 67.002.67.01 | г. Смоленск, Краснинское ш., д. 21 Показать на карте Открыть |
| 67.002.69.03 | г. Тверь, ул. Володарского, д. 3 Показать на карте Открыть |
| 69.003.69.01 | Тверь, ул. Индустриальная, д. 13 Показать на карте Открыть |
| 70.002.70.01 | Томск, ул. Тимакова, д. 21, стр. 4 Показать на карте Открыть |
| 71.001.71.01 | Тула, ул. Гоголевская, д. 94А Показать на карте Открыть |
| 72.006.72.01 | Тюмень, ул. Республики, д. 252, стр. 47, 48 Показать на карте Открыть |
| 74.003.74.02 | Челябинск, 454087, г. Челябинск, ул. Томинская, д. 8 Показать на карте Открыть |
| 74.003.74.03 | Магнитогорск, Челябинская обл., г. Магнитогорск, ул. Казакова, д. 11/1; Челябинская обл., г. Магнитогорск, Верхнеуральское ш., д. 20 Показать на карте Открыть |
| 74.003.74.04 | Златоуст, 456211, Челябинская обл., г. Златоуст, ул. 3-я Нижне-Заводская, д. 6 Показать на карте Открыть |
| 76.003.44.03 | Кострома, ул. Красная Байдарка, д. 2 Показать на карте Открыть |
76.003.76. 01 01 | Ярославль, ул. Чаадаева, д. 44 Показать на карте Открыть |
| 77.014.77.03 | Москва, 109428, г. Москва, ул. Стахановская, д. 20, стр. 11а Показать на карте Открыть |
| 78.012.78.01 | Санкт-Петербург, 194292, г. Санкт-Петербург, 3-й Верхний пер., д. 1, корп. 3, литера С Показать на карте Открыть |
| 78.022.78.01 | Санкт-Петербург, 196642, г. Санкт-Петербург, п. Петро-Славянка, Территория Южная ТЭЦ, Цех СЗЭМ, лит. АФ Показать на карте Открыть |
| 86.002.86.01 | Сургут, 628407, ХМАО-Югра АО, г. Сургут, ул. Технологическая, д. 1 Показать на карте Открыть |
| 86.004.86.02 | г Сургут, Нефтеюганское шоссе, д 62/2 сооружение 1 Показать на карте Открыть |
| 86.007.86.01 | Нижневартовск, ул. Авиаторов, д. 2а, корп. 1 Показать на карте Открыть |
| 89.003.89.01 | г Новый Уренгой, ул Крайняя, д 26/1 Показать на карте Открыть |
| 89.004.89.01 | Ноябрьск, Промышленная зона, пр-д 8, панель 11 Показать на карте Открыть |
 Ленина, д. 1
Ленина, д. 1 Краснодар, пр-д им. Репина, д.10
Краснодар, пр-д им. Репина, д.10 , г. Ангарск, 227 кв-л, д. 15
, г. Ангарск, 227 кв-л, д. 15Почему не следует использовать защитный газ с самозащитными электродами FCAW
Getty Images
В: В нашем магазине мы используем защитный газ, смесь аргона и углекислого газа C25. Мы выполняем некоторую сварку MIG, но в основном используем сварку порошковой проволокой (FCAW). Мы используем газозащитный сердечник из флюса, но в некоторых областях мы используем самозащитный сердечник из флюса. Сварщики любят использовать защитный газ с самозащитной проволокой, потому что это снижает образование дыма.Есть ли с этим какие-то проблемы?
Мы используем газозащитный сердечник из флюса, но в некоторых областях мы используем самозащитный сердечник из флюса. Сварщики любят использовать защитный газ с самозащитной проволокой, потому что это снижает образование дыма.Есть ли с этим какие-то проблемы?
A: Да. Использование защитного газа с самозащитным сердечником из флюса может вызвать несколько проблем.
Порошковые сварочные электроды бывают двух типов: газозащитные и самозащитные. Электроды с защитным газом используют внешний газ вместе с внутренним флюсом для защиты расплавленной сварочной ванны от атмосферы. Они также образуют шлак, который очищает (или раскисляет) сварной шов, реагируя с примесями в сварочной ванне, создавая чистый, механически прочный сварной шов.Шлак вступает в реакцию с другими элементами в сварочной ванне и образует соединения, всплывающие на поверхность, которые затем удерживаются в слое шлака, который удаляется после сварки.
Напротив, самозащитные электроды полагаются исключительно на внутренний флюс для образования как защитного газа, так и шлака. Эффективность осаждения этих двух электродов различна, поскольку самозащищенный электрод должен создавать свой собственный газовый экран. Процесс FCAW с защитным газом имеет эффективность сварки в диапазоне от средних до высоких 80%, в то время как эффективность сварки FCAW с самозащитой обычно находится в диапазоне 70%.
Обе проволоки изготавливаются одинаково: оболочка формируется в желоб и заполняется потоком мелких частиц. Оболочка затем формируется в закрытую трубку и опускается до ее окончательного диаметра.
Химический состав флюса и проволоки разработан производителем проволоки, который отвечает за выполнение окончательных требований Американского общества сварщиков к испытаниям металла шва в соответствии с предполагаемой классификацией. Каждый производитель проволоки пытается создать флюс, который дает проволоку с флюсовым сердечником, с хорошими характеристиками дуги, привлекательной для сварщика, легко удаляемым шлаком, низким разбрызгиванием и дымом и правильным количеством раскислителей для предполагаемого защитного газа. Оба типа проволоки предназначены для создания наплавленного металла с идеальным химическим составом на основе защитного газа, используемого для получения желаемых результатов механических испытаний.
Оба типа проволоки предназначены для создания наплавленного металла с идеальным химическим составом на основе защитного газа, используемого для получения желаемых результатов механических испытаний.
Некоторые порошковые проволоки с защитной газовой оболочкой классифицируются для сварки со 100% диоксидом углерода или смесью газов C25. Некоторые представленные на рынке проволоки FCAW имеют двойную сертификацию производителя для использования с любым типом защитного газа, в то время как самозащитные порошковые проволоки предназначены для производства собственного защитного газа. Это достигается за счет использования ингредиентов флюса, которые при воздействии сильного тепла сварочной дуги вызывают химическую реакцию, и одним из побочных продуктов является защитный газ для сварочной ванны, обычно двуокись углерода.
Диоксид углерода или защитные газы аргон при стандартной температуре и давлении не реагируют и остаются таковыми во время сварки на небольших расстояниях от сварочной плазмы или конуса дуги. Они защищают расплавленную сварочную ванну, вытесняя атмосферный воздух на время, достаточное для затвердевания сварного шва и предотвращения пористости. Однако экстремальные температуры внутри дугового конуса вызывают диссоциацию углекислого газа на углерод, кислород и окись углерода. Эти компоненты являются активными и вступают в реакцию с различными частями расплавленной сварочной ванны и шлака, улавливая примеси и очищая отложения металла сварного шва.
Проблемы возникают, когда защитный газ влияет на химический состав наплавленного металла. Два обычных сплава, марганец и кремний, которые входят в химический состав металлической оболочки или добавляются к флюсу, действуют как раскислители. Раскислители связываются с кислородом, растворенным в сварочной ванне, и попадают в слой шлака. Например, если марганец не используется должным образом в соответствии с конструкцией, он будет действовать как легирующий агент в металле сварного шва, создавая потенциально хрупкую сварочную ситуацию.
Порошковая проволока предназначена для получения химического состава металла сварного шва с оптимальным количеством сплава для достижения заданных диапазонов удельной прочности, ударной вязкости и удлинения. Если используется неправильный защитный газ или защитный газ с самозащитной проволокой, химический состав сварного шва может выходить за пределы ожидаемого диапазона, что в конечном итоге может привести к катастрофическим результатам. Это может вызвать растрескивание сварного шва, пористость или следы червяка (поверхностная пористость, вызванная захваченным газом между затвердевшим шлаком и все еще расплавленной лужей).
Еще нужно учесть стоимость. Использование защитного газа с самозащитным проводом не только неправильно, но и является пустой тратой денег. Самоэкранированная проволока предназначена для сварочных работ в полевых условиях, поэтому вы можете пересмотреть, почему она используется на производственном предприятии. Иногда это происходит из-за наличия в цехе сильных воздушных потоков, которые могут нарушить покрытие защитным газом, что приводит к пористости сварного шва.
Лучшим вариантом может быть приобретение сварочных завес или внесение некоторых изменений, направленных на устранение сильных воздушных потоков. Поступая таким образом, вы можете преобразовать самозащитный провод в двойной экран или даже сплошной провод, если он хорошо подходит для вашего приложения. В большинстве случаев затраты компенсируются применением присадочного металла с более высоким содержанием наплавленного металла, что достигается за счет сокращения времени сварки и уменьшения объема очистки после сварки, не требующей дополнительных затрат.
Зачем нужна сварка с двойным экраном?
Сварка с двойным экраном, также известная как дуговая сварка с флюсовым сердечником (FCAW), представляет собой процесс, при котором дуга используется между плавящимся электродом и сварочной ванной, создаваемой металлическими экранами. Бассейн защищен потоком, содержащимся внутри трубчатого электрода, с дополнительной защитой от поступающего извне газа.
Бассейн защищен потоком, содержащимся внутри трубчатого электрода, с дополнительной защитой от поступающего извне газа.
Этот метод называется двойным экранированием, потому что во время процесса сварного шва обеспечивается два слоя экранирования.
В этом блоге мы исследуем, как выполняется сварка с двойным экраном и почему многие профессионалы в области сварки предпочитают использовать этот метод в своих проектах.
Сварка с двойным экраном
Сварка с двойным экраном использует как систему шлака, так и внешний защитный газ для защиты дуги от воздействия окружающей среды.Проволока, используемая в процессе, часто описывается как электрод с «двойным экраном».
Проволока добавляет желаемый уровень легирующих элементов в лужу, созданную плавящимся металлом. Это влияет на структурные свойства сварного шва.
Металлический сердечник проволоки также образует шлак, аналогичный самозащитной проволоке, который покрывает сварной шов.
Дополнительная защита обеспечивается защитным газом, который покрывает дугу для предотвращения загрязнения из атмосферы. При этом используются два типа защитных газов.
Первый — это 100% углекислый газ (CO2). Второй — смесь 75-85% аргона (Ar) и 15-25% диоксида углерода (CO2).
Использование защитного газа значительно повышает привлекательность для оператора и удобство использования этих проводов.
Большинство типов экранирующих проводов имеют дугу с небольшими каплями, которая переходит в плавную дугу с напылением. Рекомендуемая полярность DC + для всех типов проводов.
СваркаDual Shield обычно предпочтительнее для сварки внутри помещений, так как дуга обеспечивает более плавные характеристики дуги.Этот метод сварки защитным экраном можно использовать на улице, но при этом требуются дополнительные меры предосторожности, чтобы ветер не унес защитные газы.
Если защитные газы рассеиваются, в окончательном сварном шве появится пористость.
Применение сварки с двойным экраном
Сварка с двойным экраном используется при сварке, аналогичной ручной дуговой сварке металлическим электродом или сварке MIG. Процесс обычно контролируется вручную, но может быть механизирован в зависимости от характера сварочных работ.
Процесс обычно контролируется вручную, но может быть механизирован в зависимости от характера сварочных работ.
Многие автомобильные и машиностроительные заводы используют сварку с двойным экраном на своих сборочных линиях.
Трубчатые электроды с сердечником доступны для использования при сварке с двумя экранами в самых разных композициях. Они могут быть более полезными, чем сплошные проволоки, потому что в них легко вводить легирующие элементы в виде порошка.
Порошковая проволокав защитном газе может легко соответствовать требованиям к механическим свойствам в широком диапазоне сварочных работ. Для сравнения: механические свойства, которых можно достичь с помощью самозащитной порошковой проволоки, весьма ограничены: максимальная прочность металла сварного шва составляет 700 Н.
Сварные швы с двойным экраном также подходят для более толстых металлов или в тех случаях, когда необходимо выполнять сварные швы в нестабильном положении. Они оставляют расплавленный шлак, который затвердевает быстрее, чем сварочная ванна.
Это помогает создать внешнюю «полку», удерживающую внутри расплавленную ванну, которая остывает, образуя более прочное соединение. Он идеально подходит для сварки над головой или вертикально вверх.
Преимущества сварки с двумя экранами
Для определенных типов сварочных работ идеальным выбором является сварка с двумя экранами.Давайте рассмотрим некоторые преимущества сварки с двойным экраном, которые делают ее популярной среди сварщиков.
Производительность
Метод сварки с двойным экраном обеспечивает гораздо лучшую производительность и экономию средств для предприятий. Как правило, труд и накладные расходы становятся самыми дорогостоящими операциями при сварке.
Они составляют от 60 до 80 процентов общих затрат бизнеса.
Сварка электродами FCAW с двойным экраном позволяет сварочным предприятиям выполнять работы быстрее, с большим количеством отложений и более глубокими проплавлениями. Это дает немедленные средства снижения затрат без чрезмерных затрат на оборудование или рабочую силу.
Это дает немедленные средства снижения затрат без чрезмерных затрат на оборудование или рабочую силу.
Эксперты считают, что предприятия, использующие сварку с двойным экраном в своей деятельности, могут сэкономить до 60% общих затрат на наплавку одного фунта (0,45 кг) сварочного металла по сравнению со сваркой с самозащитой.
Высокая производительность наплавки
Процесс сварки с двойным экраном позволяет создавать на сварном шве большой наплавленный слой из-за относительно высокой плотности тока.В большинстве случаев более высокий осадок означает большую прочность конструкции.
За его плотность тока принимается отношение силы тока (в амперах) на площади поперечного сечения электрода. В FCAW очень тонкая металлическая оболочка обеспечивает путь первичного тока для дуги.
Поскольку резистивный нагрев, используемый для сварки, сосредоточен на очень маленькой площади, порошковый электрод очень быстро достигает точки плавления.
Это нагревает металл за секунды, что приводит к очень высоким уровням отложений на лужах.
Глубокое проникновение
Еще одно преимущество состоит в том, что благодаря небольшому поперечному сечению пути тока двойного экранирующего электрода дуговая струя может оказывать более столбчатое воздействие, чем более широкую площадь поверхности. Это позволяет току проникать глубоко внутрь металла.
Более глубокое проникновение позволяет увеличить эффективное сечение углового шва. Если эффективное сечение галтеля увеличивается из-за более глубокого проплавления, прочность соединения во многом зависит не от внешнего размера сварного шва, а от самого расплавленного металла.
С помощью этой техники можно уменьшить размеры ножек и уменьшить размер скругления до 1/16 дюйма (1,6 мм). Это может снизить общий требуемый металл сварного шва на 50–60 процентов, что отлично подходит для получения более гладкой, но прочной поверхности.
Для сравнения: угловой сварной шов, выполняемый самозащищенным стержневым электродом, имеет неглубокое проплавление корня.
Примечание: Наибольшая глубина проплавления при сварке с двойной защитой происходит при использовании прямого газа CO2 для защиты.Это более дорого, но очень эффективно для защиты от дуги.
Совместное проектирование
Двойное экранирование позволяет лучше контролировать проплавление и наплавку сварного шва. Это дает вам лучший контроль над дизайном комбинации.
Вы можете более эффективно уменьшить угол или раскрытие корня шва с помощью двойных экранирующих электродов, поскольку они имеют меньший диаметр и более глубокое проникновение.
Более плотное соединение может также уменьшить объем сварочного металла, необходимый для заполнения соединения.Более глубокое проплавление, которое вы получаете с помощью FCAW, также снижает вероятность ошибок при работе вне положения, что характерно для сварки штангой, когда у вас низкий ток с передачей короткого замыкания.
Поскольку электроды с двойным экранированием работают при более высоком сварочном токе при работе вне положения, они обеспечивают лучшее плавление боковых стенок и повышают целостность сварного шва, сводя к минимуму дорогостоящие переделки в проекте.
Быстрое обучение и небольшие навыки
Сварка с двумя экранами порошковыми электродами не требует больших навыков или сотен часов обучения.Даже начинающих сварщиков довольно легко обучить тому, как выполнять все виды сварных швов с помощью электродов FCAW, чем с другими типами сварочных процессов.
В сварных швах с двойным экраном внешняя поверхность шлака, образующегося во время сварки, удерживает на месте расплавленную ванну. Это обеспечивает больший контроль и более гладкую поверхность без образования пористости.
FCAW позволяет производить качественные сварные швы в срок.
Наконечники для сварки двойным экраном
Вот несколько советов, которые помогут вам улучшить сварные швы с помощью техники двойного экранирования:
- Не забывайте очищать шлак после каждого прохода.
- Для сварки назад, перетащите пистолет, а не вперед.
- При сварке над головой старайтесь поддерживать высокую скорость перемещения.
- Как правило, сварка MIG является положительной электродами, и сварщики, переходящие на FCAW, должны перед началом работы убедиться, что полярность электродов отрицательная.
- По возможности старайтесь не использовать гладкие ролики подачи проволоки. Вместо этого используйте приводные ролики с накаткой.
- Если вы хотите делать вертикальные сварные швы, вы можете наклонять их вверх или вниз. Для более тонких металлов лучше сваривать вертикально.Металлы толщиной более 1/4 дюйма приваривают. Кроме того, не забудьте уменьшить параметры на машине на 10–15%.
- Вытягивайте только от 1/2 до 3/4 дюйма проволоки.
- Выполняйте сварку из стороны в сторону, чтобы избежать подрезов с помощью пистолета.
- При выполнении плоских сварных швов сваривайте под углом 90 градусов и назад на 10 градусов. Для Т-образных соединений приваривайте под углом 45 градусов. Для соединений внахлест сваривайте под углом от 60 до 70 градусов в один прямой шов.
- При работе с горизонтальными углами направьте пистолет вверх примерно на 10 градусов.Уменьшите параметры сварки на аппарате примерно на 10–15%.
- В основном вы будете использовать сварку с двойным экраном в помещении или в ограниченном пространстве. Убедитесь, что в мастерской достаточно вентиляции, чтобы избежать опасности для здоровья.

Подобные сообщения:
Сплошная проволокапо сравнению с порошковой проволокой: когда их использовать и почему
Сварка MIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса для сварки.Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные параметры будут влиять на решение сварщика использовать сплошную или порошковую проволоку. Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки MIG
Источники питанияMIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона со сжатым газом. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75 процентов аргона и 25 процентов диоксида углерода.При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковые проволоки бывают двух типов — газозащитные и самозащитные. Для порошковой проволоки с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях.Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что следует учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором.При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый на вид сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт и 160-170 ампер, и с использованием 75 процентов аргона и 25 процентов защитного газа двуокиси углерода, как правило, будет производить мало брызг, создавать меньшее тепловое излучение. -поврежденная область и снижает вероятность прожога. В результате многие автолюбители, специализирующиеся на кузовных работах или работающие с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Место нахождения
Сварщик также должен учитывать расположение рабочей площадки при выборе между сплошной и порошковой проволокой. В таких условиях, как ветреная погода, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Обычно потеря защитного газа приводит к появлению видимой пористости в сварном шве.
Напротив, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду.Сварщику не нужно устанавливать ветровые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина. Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — это проволока диаметром 0,035 дюйма, используемая с 75-процентным аргоном и 25-процентным диоксидом углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки. Если.Для более толстых материалов выбирается провод диаметром 035 дюймов, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать слишком маленькую или сплошную проволоку для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность. Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей.По сравнению с сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде более высоких скоростей наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях.Что касается рабочих характеристик, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и обеспечивает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователя, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих сварщиков, работающих в автомобильной промышленности, в сельском хозяйстве и в домашних условиях.Сварщик может использовать сплошную проволоку с большей толщиной, потому что здесь нет шлака, который нужно удалить, он готов к покраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что нельзя поддаваться универсальному мышлению. Сплошная проволока, самозащитная порошковая проволока и газовая порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения рабочей площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования.Перед сваркой всегда следует очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Чтобы достичь наилучших возможных результатов, будьте готовы внести корректировки в зависимости от переменных на рабочем месте и подумайте о том, чтобы иметь в наличии как сплошную, так и порошковую проволоку.
и сплошная проволока
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? В чем преимущества и недостатки каждого типа проволоки?
Электроды с порошковой проволокойПорошковые электроды бывают двух типов: газозащитные и самозащитные.Как следует из названия, для порошковой проволоки с защитным газом требуется внешний защитный газ. Самозащищенная разновидность — нет.
Флюсовое покрытие на порошковой проволоке в среде защитного газа затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Самозащитная порошковая проволока не требует подачи внешнего защитного газа. С этим типом электрода сварочная ванна защищена, поскольку при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требует внешнего бензобака, его легче переносить.
Преимущества порошковых электродовИспользование электродов с порошковой проволокой дает несколько преимуществ.Эти преимущества включают, но не ограничиваются:
- Они обеспечивают высокую производительность наплавки.
- Хорошо работают на открытом воздухе и в ветреную погоду.
- При использовании подходящих присадочных материалов эти электроды могут сделать процесс FCAW «универсальным».
- Обычно порошковая проволока обеспечивает чистые и прочные сварные швы.
Есть проблемы с любым методом сварки. Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться дыры и стать пористым.
Сплошные проволочные электроды используются при сварке металлов в инертном газе. Для таких электродов требуется защитный газ, который подается из баллона с сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из низкоуглеродистой стали, покрытой медью для предотвращения окисления и улучшения электропроводности. Меднение также помогает продлить срок службы сварочного контактного наконечника.
Сплошная проволока — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны давать хорошие, чистые сварные швы.
Сплошные проволочные электроды плохо работают на ветру. Воздействие ветра на защитный газ может нарушить целостность сварного шва.
Какой провод лучше всего?Сравнивая порошковую проволоку с проволокой сплошного сечения, было бы разумно отметить, что лучший выбор зависит от сварочной работы и местоположения.Оба типа проволоки при правильном выполнении позволяют производить качественные сварные швы с хорошим внешним видом сварного шва.
Для толстых металлов и работ на открытом воздухе лучше всего подходят порошковые электроды. Для более тонких металлов и работ, выполняемых без ветра, достаточно хорошо подойдут сплошные проволочные электроды.
Сплошные проволочные электроды, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как сплошные проволочные электроды, так и электроды с порошковой проволокой относительно просты в использовании.Однако электроды с порошковой проволокой более дороги.
Ссылки:
www.millerwelds.com (Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
Дополнительные статьи:
Узнать больше о Submerged ARC Flux
Что такое сварка порошковой проволокой?
Какая порошковая проволока лучше всего подходит для низкоуглеродистой стали? Нашел!
Честно говоря, я не большой поклонник метода FCAW , так как я в основном работаю в помещении, а сварка порошковой проволокой производит много неприятных паров (важно работать в хорошо вентилируемом помещении или даже лучше). , на открытом воздухе), но поскольку это, похоже, набирает обороты среди новичков, поскольку это очень щадящий и довольно дешевый метод сварки, я немного покопался, чтобы найти , лучшую проволоку для дуговой сварки .Результаты, на самом деле, поразительны, посмотрите «Лучший выбор» ниже!
В то время как FCAW в основном используется в судостроении и строительной отрасли, главным образом потому, что он имеет такие преимущества, как более высокая производительность, портативность оборудования и возможность работы в ветреных условиях, безгазовая сварка набирает популярность среди новичков.
Если вы уже являетесь серьезным сварщиком с определенным опытом, вы знаете, что на качество сварки сильно влияет качество проволоки, используемой в процессе, хотя это может не повлиять на опытных сварщиков в такой степени, как на новичков, Качественная порошковая проволока делает нашу жизнь намного проще, а обучение намного интереснее.
Итак, приступим!
Blue Demon E71TGS .035
Особенности и преимущества
- Действительно дешево
- Сделано в США
- Подходит для всех позиций
- Доступны диаметры 0,03, 0,035 и 0,045
Нравится: это будет лучший вариант если вы ищете сварочную проволоку с небольшим бюджетом, поскольку она в два раза дешевле, чем большинство качественных проволок, представленных на рынке прямо сейчас. При сварке образует довольно небольшое количество брызг и дыма, большую часть времени проходит очень гладко, горячо и имеет хорошее проплавление.
Не любит: Только однопроходная сварка. По мнению некоторых, основной проблемой будет несоответствие качества продукта.
Проверить цену на AmazonINETUB BA71TGS .030
Особенности и преимущества
- Однопроходная сварка
- Низкое количество брызг
- Легко сваривается
- Хорошо подходит для всех позиций
Нравится: Прежде всего, что впечатляет больше всего, в отличие от других флюсов проводов , этот не душит вас облаком токсичного дыма во время сварки.Более того, я обнаружил, что по сравнению с другими проводами на рынке, этот провод на удивление производит очень мало брызг или вообще не оставляет их! Удивительно, насколько чисто вы можете с ним сваривать, он течет, как масло, и по этой причине вам даже не нужно использовать гель для форсунок ! Нет ничего лучше этого.
Не любит: только однопроходная сварка
Проверить цену на AmazonHobart h322108-R22
Особенности и преимущества
- Одинарный и многопроходная сварка
- Работы во всех позициях
- В наличии в .Диаметр 03 и 0,035
Нравится: Как всегда, Hobart производит высококачественную продукцию, на которую можно положиться, и этот провод не является исключением. Специально разработанная для тонкой гальванизированной стали или оцинкованной стали , она работает очень гладко и нагревается, при этом образуя очень мало брызг по сравнению с большинством проволоки FC на рынке. Кроме того, с этим вы можете выполнить многократных проходов .
Кроме того, с этим вы можете выполнить многократных проходов .
Поскольку Хобарт проделывает такую невероятную работу, вы можете взглянуть на обзор Hobart Ironman 230.
Проверить цену на AmazonНе нравится: это немного дороговато.
Нужен ли газ для флюсовой проволоки?Да и нет, самозащитная проволока не нуждается в защитном газе, потому что во время сварки сам флюс создает экранирование сварочной ванны. В некоторых редких случаях на промышленном уровне защитный газ добавляется для ускорения и повышения эффективности рабочего процесса.
Есть ли порошковая алюминиевая проволока?Просто и понятно. нет. Хотя теоретически можно было бы создать самозащитный провод для алюминия, это не было сделано для потребительского рынка.
Может ли сварщик MIG использовать проволоку с флюсовым сердечником?Да, это возможно, но важно помнить, что для того, чтобы это работало, вам понадобится специальный приводной валок и измените полярность машины.
Сварка MIG лучше, чем FCAW?У обоих есть свои плюсы и минусы. Сварка MIG больше подходит для внутренних и тонких металлов. Дуговая сварка порошковой проволокой больше подходит для наружных работ из-за наличия самозащиты газа.
Как узнать, есть ли у меня порошковая проволока?Обычный провод MIG, в большинстве случаев выглядит медным, оранжевого цвета.Самоэкранированный провод обычно намного мягче, бледнее и сероватый.
Я толкаю или тяну с помощью FCAW?При использовании этого метода вы всегда отводите сопло от сварочной головки, чтобы избежать загрязнения сварочного валика флюсом, что приводит к слабому сварному шву, хотя вы можете не увидеть это невооруженным глазом.
Заключение
Независимо от того, являетесь ли вы опытным сварщиком или просто новичком, вы не ошибетесь, если выберете Hobart E71T-11, но не пробовали INETUB.035 Сварочная проволока с флюсовым сердечником раньше, то вам обязательно нужно! На мой взгляд, эта сварочная проволока недооценена, и, хотя она немного дороже, чем другие варианты, я думаю, будет справедливо сказать, что у нее, безусловно, лучшее соотношение цены и качества на рынке. Как мы все знаем, вы получаете то, за что платите, и если вам нужен высококачественный продукт по низкой цене, вам нужно купить два продукта: один дешевый и один высококачественный.
Как мы все знаем, вы получаете то, за что платите, и если вам нужен высококачественный продукт по низкой цене, вам нужно купить два продукта: один дешевый и один высококачественный.
В целом, я считаю, что INETUB — лучшая универсальная сварочная проволока , доступная сегодня на рынке, и после укладки первых валиков вы обязательно будете приятно удивлены.
Ключевые моменты, о которых следует помнить перед использованием метода дуговой сварки порошковым электродом
- Главное, о чем большинство сварщиков склонны забывать, если вы использовали сварочный аппарат с опцией защитного газа, убедитесь, что полярность установлена прямо перед началом — DCEN или другими словами ваш электрод / провод должен быть отрицательным. Кроме того, важно убедиться, что у вас есть подходящий ролик подачи проволоки .
- Если к вам прикреплен зажим заземления . , я уже много лет пытаюсь сваривать без зажима заземления, и он никогда не работал.
- Работайте в в хорошо проветриваемом помещении или, если возможно, на открытом воздухе было бы еще лучше.
- Не забудьте держать поблизости отбойный молоток и насадку для геля.
- Используйте контактный наконечник на один размер больше, чтобы избежать застревания провода из-за большого количества брызг. Например, если вы используете провод 0,30, используйте контактный наконечник 0,35.
- Выберите правильную катушку размера в соответствии со своим сварщиком.
Растрескивание самозащитной проволоки Код спецификации
- E-Электрод — просто означает, что присадочный металл пропускает сварочный ток в процессе
- 7- Предел прочности при растяжении присадочного металла в фунтах на квадратный дюйм или умножьте его на 10000 и получите предел прочности на разрыв 70000 фунтов на квадратный дюйм.
- 1 — Число в этой позиции указывает на сварочную позицию , в которой можно использовать электрод. Один означает, что этот электрод можно использовать во всех положениях. 0 означает, что электрод можно использовать только в плоском и горизонтальном положении.
- T- Указывает, что используемый электрод трубчатый или, другими словами, порошковый
- GS- Обозначает, что электрод подходит только для однопроходной сварки.

Надеюсь, что этот краткий обзор был полезен для вас с точки зрения выбора лучшей проволоки с флюсовым сердечником для вашего домашнего проекта.Прочтите этот пост, если вы ищете лучшего сварочного аппарата для флюсовых сердечников стоимостью менее 200 долларов.
Если вы сочтете этот пост ценным, не стесняйтесь нажимать кнопки «Поделиться» в левой части экрана.
ГАЗООБРАБОТАННАЯ СВАРКА ФЛЮСОМ ДЛЯ НАЧИНАЮЩИХ
— [Директор] Действие.
— Привет, добро пожаловать на Weld.com. Я Боб Моффатт. У нас было много комментариев, люди попадали в ядро Flux. И, знаете, сердечник из флюса, самозащищенный, с двойным экранированием.
Сегодня я хочу провести здесь небольшой урок и начать с некоторых людей. У нас было много запросов: «Как мне в это попасть?» Вы знаете, настройки или провод и все такое. Итак, я хочу объяснить несколько вещей и постараюсь сделать их максимально простыми. Я собираюсь пройти кучу настроек. Просто хочу пробежать несколько прямых линий, ровное положение, найти кое-что, что нужно искать, и вы начнете. Сегодня мы используем проволоку Select-Arc 045 730 с флюсовым сердечником с двойным экраном, предназначенную для работы на газовой смеси 75/25.И я собираюсь работать со скоростью около 25 кубических футов в час. Мы собираемся использовать ESAB 285, в котором есть различные режимы. Прямо сейчас он установлен на sMIG, и я собираюсь взять это, запустить его в Flux Core и выбрать его.
-Я собираюсь установить это на 26,5 вольт, 26,5 вольт, 450 на скорости подачи проволоки. Это будет моей базой, я проведу серию прямых бусинок и просто посмотрю, как все на них отреагирует. Я собираюсь начать здесь с этой базовой точки, потому что это очень близко к тому, что производитель рекомендует для настроек.А потом оттуда испорчу настройки. Я уйду с низким напряжением, оставив скорость подачи проволоки в покое. Мы просто изменим многое и посмотрим, как отреагирует машина. Итак, это будет нашей отправной точкой, 26,5 В, скорость подачи проволоки 450. Также следует отметить, что это газозащитный провод.
-Это похоже на работу любого жесткого провода MIG. Ваша полярность — DCEP на жестком проводе MIG, проводе с сердечником из газозащитного флюса, двойном экране. Если у вас есть самозащитный провод, самозащитные провода проходят через DCEN, электрод отрицательный.Хорошо, это очень важно помнить. Я нашел здесь фиктивную пластину и побежал, это был сварной шов с разделкой кромок, который кто-то установил на своей машине, который выглядел так, как будто пролегал большой и широкий маршрут для газовой дуговой сварки. Был пропуск, пара проходов туда. Я пошел дальше и залил эту штуку сердечником из флюса, пропустил здесь пару бусинок стрингера. Итак, теперь я хочу взять это и начать убирать бусинки отсюда. Итак, всегда хочется, чтобы бусины были прямыми. Я использую канавку в качестве ориентира.
-Таким образом, эти две бусины для стрингера довольно прямые.Если вам трудно видеть, то вы можете подойти сюда и поставить здесь мелом пометку, получить некоторый контраст. После того, как вы проведете пару бусинок, вам это, вероятно, больше не понадобится, просто потому, что мы собираемся быть здесь, на этой тарелке, и он будет немного округляться, и вы всегда сможете положить проволока в носке предыдущего сварного шва, что важно для выполнения прямых линий и выполнения прямых валиков. Итак, мы можем немного схитрить и добавить сюда немного мыльного камня, чтобы, находясь под капотом, мы могли лучше выделить этот контраст.
— У этой стороны больше зацеп, чем у этой. Ладно, я никогда не был тем, кто учил или заставлял людей сваривать, тянув пистолет к себе. Мне нравится двигаться, поэтому я немного поверну его в сторону. Мне нравится видеть, куда я иду, и мне нравится видеть готовый сварной шов. Сердечник из флюса, двойной экран, я хочу немного потянуть это. Я хочу установить здесь угол лобового сопротивления от пяти до десяти градусов, поэтому я начну с правой стороны и сварю в этом направлении. Итак, это будет угол лобового сопротивления.Это будет угол выталкивания.
-Хорошо, поэтому я хочу использовать небольшой угол лобового сопротивления. Я также, я не хочу, чтобы мои руки были здесь близко к сварному шву. От него будет немного тепла. Итак, я хочу держать пистолет здесь. В любом случае, я всегда хочу слегка держаться за пистолет, чтобы двигаться. Но я хочу держаться за пистолет здесь, сзади. Я не хочу поднимать руку здесь, где весь этот жар будет на тыльной стороне моих суставов, потому что это быстро станет неудобно.Итак, я хочу остаться здесь и просто плыть по течению. Хорошо, очень просто, я хочу бегать по прямым линиям. У меня есть след из мыльного камня вдоль носка сварного шва, поэтому первое, что нужно сделать, — это устроиться поудобнее. Всегда хочу сохранить угол наклона проволоки. Помните, я сказал, что у меня будет угол лобового сопротивления от пяти до десяти градусов, поэтому сначала я хочу установить его.
-Мой провод торчит примерно на 5/8 дюйма за контактный наконечник. Электрический вылет на сердечнике с двойным экраном больше, чем у обычной короткой дуги.Короткая дуга — около 3/8 дюйма. Двойной щит, вам нужно от 5/8 до 3/4. Итак, я собираюсь установить проволоку на этот палец, на этот сварной шов, просто скользить по нему и сделать пару пробежек всухую. Ладно, чтобы устроиться поудобнее, я использую свой мизинец. Я нахожусь на этом куске листового металла, поэтому я не собираюсь случайно зацепить перчатку за отверстие. Легкое давление на все, для меня. И я просто как бы хочу скользить здесь и посмотреть, что произойдет. Я сделал этот первый пробег здесь, и как только я нажал на спусковой крючок, я не увидел свою белую полосу.Я не видел, куда иду. Я думаю, что мой капюшон был слишком темным. Я думаю, что он у меня под номером 12, но, опять же, я не мог видеть свою белую линию, поэтому я сделал здесь небольшую дугу. Ой, моя беда.
И я просто как бы хочу скользить здесь и посмотреть, что произойдет. Я сделал этот первый пробег здесь, и как только я нажал на спусковой крючок, я не увидел свою белую полосу.Я не видел, куда иду. Я думаю, что мой капюшон был слишком темным. Я думаю, что он у меня под номером 12, но, опять же, я не мог видеть свою белую линию, поэтому я сделал здесь небольшую дугу. Ой, моя беда.
-Довольно хорошее состояние, т.к. этот шлак уже треснул. Так что, на самом деле, все, что мне нужно сделать, это просто прикоснуться к краям здесь, и он сразу же оторвется. Я не из тех, кто выбивает этот дерьмо из этого шлака, потому что он может взлететь в воздух и вернуться прямо вам в лицо. Хорошо, теперь у меня есть место, которое я могу видеть.Кроме того, если вы достаточно долго смотрели наши видео, вы поймете, что я не могу двигаться по-настоящему хорошо, просто скользя. Итак, в следующей бусине я собираюсь отрегулировать чувствительность капюшона, чтобы я мог видеть немного лучше, и я собираюсь расположиться здесь, и я, вероятно, просто сделаю очень небольшое покачивание. , чтобы я мог рассчитывать свои движения. Кроме того, еще одна важная вещь: когда я сказал: «Устраивайтесь поудобнее», я просто как бы стою здесь. Некоторые из вас здесь сильно нагружают предплечье и не могут двигаться.Итак, вы знаете, я как бы просто сосредотачиваю свой вес здесь, пытаясь расслабиться. Вещи проходят так гладко и снисходительно. Он просто вливается туда, как масло. Это очень мило. И, хотите верьте, хотите нет, это одна из тех проволок, которые можно сваривать горизонтально, в гору, над головой. Это просто очень приятно.
-Итак, мы запустили несколько валиков здесь с одинаковой настройкой, 26,5 вольт, 450 на скорости подачи проволоки. Отсюда, вы знаете, здесь мы можем делать несколько вещей. Мы можем взять напряжение и понизить его.Мы можем увеличить скорость подачи проволоки. Оба они будут делать примерно одно и то же. Это было бы похоже на сокращение дуги. Итак, оставим скорость подачи проволоки на прежнем уровне и уменьшим напряжение на три. Мы спустимся с 26 5 до 23 5 и посмотрим, что произойдет. Итак, я уменьшил напряжение на три. У меня было 26 5, я опустился до 23 5. Надеюсь, что вы сможете увидеть здесь, это будет более короткая дуга, меньшая текучесть сварочной ванны, и она может немного разбрызгиваться и деформироваться. Единственное, что я заметил, это немного больше брызг.
Мы спустимся с 26 5 до 23 5 и посмотрим, что произойдет. Итак, я уменьшил напряжение на три. У меня было 26 5, я опустился до 23 5. Надеюсь, что вы сможете увидеть здесь, это будет более короткая дуга, меньшая текучесть сварочной ванны, и она может немного разбрызгиваться и деформироваться. Единственное, что я заметил, это немного больше брызг.
-Помните, я сказал этот провод очень щадящий. Шлак по-прежнему поднимается кусками. Сварной шов стал немного выше. Хорошо, и у нас были более заметные твердые брызги. Но он все равно работал нормально, и бусинка выглядела нормально. И если мы хотим усилить этот эффект, мы бы еще больше снизили наше напряжение. Итак, давайте просто снизим его до трех вольт и посмотрим, что произойдет. Я не ожидаю, что он будет работать очень хорошо еще с тремя вольтами. Что ж, он пытается бежать, я могу вам это сказать.И я очень впечатлен тем, что я вижу с этим конкретным проводом. Три вольта изменились, и он по-прежнему работал нормально. Просто на нем были твердые брызги. Мы на шесть вольт от нашей базовой линии. На 26 5 я опустил его до 20 1/2. Он все еще пытается бежать.
-У него просто нет напряжения, чтобы сжечь провод и получить жидкость. Пока я выполнял это, и вот почему я прекратил это делать на полпути, вы можете почувствовать, как провод просто спускается вниз и ударяется о заземленную пластину. Итак, вы знаете, не в хорошем состоянии, и вы понимаете, почему.Итак, теперь мы можем вернуться к нашему базовому уровню 26,5, 450. Мы можем уйти, мы можем воссоздать этот эффект на более высоком уровне и проложить слишком много проводов, но я не думаю, что нам нужно воссоздавать это условие.
— Что нам, вероятно, следует сделать на этом этапе, так это вернуться к нашему базовому уровню 26,5, оставить скорость подачи проволоки в покое и увеличить напряжение, но я не хочу идти на троек. Поднимемся на полтора вольта и покажем некоторые эффекты. Мы должны увидеть более длинную дугу, более широкую сварочную ванну. Итак, эта бусина была на полтора вольта выше, чем наши оригинальные 26 1/2. Сейчас у нас 28. Я замечаю, что бусинка шире и более плоская, определенно из-за того, что мы только что прошли слишком холодно. Но из 26 5 по сравнению с этим я заметил, что он шире и ровнее.
-Отсюда мы можем поднять еще на полтора вольта, и вот здесь я начинаю получать, я не знаю, мне становится немного неудобно. Мне не нравится, что здесь слишком много дисбаланса. Я думаю, он будет слишком влажным, слишком широким, слишком жидким. Я просто теряю контроль. В плоском положении, наверное, было бы неплохо.Вертикально вверх, горизонтально, я не думаю, что мне вообще понравится это состояние, но я собираюсь попробовать. Итак, теперь у нас 29. Мы на три вольта выше, чем мы начали с 26 5, и я сказал этот провод, я все время говорю это, этот провод очень прощающий. Мы упали, он все еще работал, на три вольта. Теперь у нас на три вольта выше, и он сделал именно то, что мы думали. Он широкий и плавный. И при определенных условиях вы можете этого захотеть. Итак, вы знаете, опять же, я не вижу здесь никаких побочных эффектов.Я не вижу пористости червоточины. Я стараюсь, чтобы электрическая энергия оставалась такой же. Ничего себе, так что вы снова знаете, найдите эту базовую линию, где должен проходить провод, и, знаете, протяните туда несколько прямых бусинок. Немного поиграйте со своими настройками. Двигайтесь понемногу, понемногу по напряжению, немного по скорости подачи проволоки. Все эти машины работают по-разному, так что найдите там такое место, где оно красивое и гладкое, не выбрасывает много твердой картечи, края хорошо смачиваются.
— Опять же, я хотел, чтобы это было своего рода вводным курсом для тех, кто начинает работать с двойным щитом. Мы используем Select-Arc 730, 045. Работает очень хорошо. Итак, я надеюсь, что вы нашли это познавательным. Если у вас есть вопросы, напишите нам в комментариях. Следите за нами в Facebook и Instagram. Нажмите эту кнопку любви. Подписывайтесь на канал. И спасибо за просмотр Weld.com.
Как сварить листовой металл с помощью сварочного аппарата — Пошаговое руководство
Обычно высококвалифицированные сварщики делают идеальные сварные швы, используя эффективные инструменты и методы. При использовании аппаратов для дуговой сварки важно иметь хорошие глаза и координацию рук.
При использовании аппаратов для дуговой сварки важно иметь хорошие глаза и координацию рук.
Однако при сварке листового металла порошковой проволокой возникают общие проблемы.
У этой техники тоже есть свои плюсы. В этой статье вы узнаете, как использовать станки с флюсовым сердечником для решения различных задач. Не забудьте ознакомиться с нашей статьей о том, как выбрать сварочный аппарат для листового металла.
Что такое сварка сердечником под флюсом (FCAW)?
Этот сварочный процесс был разработан в середине 1950-х годов.Это автоматический процесс электродуговой сварки, в котором используются заполненные флюсом сердечники и полые (проволочные) электроды. Кроме того, он может поставляться с самозащитным газом, который защищает сварной шов. Однако аппарат для дуговой сварки под флюсом (FCAW) непрерывно подает электрод в соединение с флюсом.
Хотя FCAW не склонен к холодной притирке, этот процесс обеспечивает высокую скорость наплавки металла шва. Не идеально использовать порошковые процессы для очень тонких (менее 20 калибра) материалов. Напротив, этот процесс порошковой самозащиты идеально подходит для сварки плотных участков стальных материалов.
Важно знать, что дуговая сварка под флюсовым сердечником (FCAW) отличается от дуговой сварки в среде защитного металла (SMAW) и сварки MIG. В большинстве случаев FCAW имеет встроенную функцию экранирования. Однако станкам FCAW требуются металлические наполнители (проволока) в качестве электродов для дуги, но они работают по-другому.
Преимущества процесса порошковой сварки
- Сварка порошковой проволокой идеально подходит для процедур на открытом воздухе
- Подходит для подводной сварки, судостроения, изготовления трубопроводов и общего ремонта
- Аппарат портативный, и его сварочный процесс проникает сквозь основные металлы очень хорошо
- Процесс порошковой сварки отлично подходит для толстых металлических листов (не менее 20 калибра)
- Он подходит для сварки загрязненных металлических поверхностей и может противостоять ветру
Недостатки процесса порошковой сварки
- Он не подходит для сварки тонких металлических листов.
- В результате этого процесса получаются не очень привлекательные сварные швы.Таким образом, сварщики с флюсовой сердцевиной переключаются на процесс MIG (в помещении) для получения более тонких швов.
- Образует шлак в зоне сварного шва, но вы можете отколоть шлак.

Как сваривать листовой металл
Типы процесса сварки FCAW
Во время инфраструктурных проектов свариваемость стальных конструкций требует высокой скорости подачи проволоки. Процесс сварки FCAW обеспечивает удивительные химические и механические свойства для изготовления сверхпрочных конструкций. Однако этот процесс порошковой сварки бывает разных типов.
Самозащитная порошковая сварка
Этот тип FCAW также называют процессом без защитного газа, поскольку он не требует внешнего защитного газа. Это процесс сварки проволокой с сердечником из нескольких флюсов. Обычно в полом (расходуемом) электроде находится его флюсовая сердцевина. Во время сварки тепло от электрода образует инертный газ, который защищает сварочную ванну.
Преимущества самозащиты
- Этот портативный сварочный аппарат FCAW
- Сварщики могут проникать в недрагоценные металлы с высокой интенсивностью
- Нет необходимости во внешнем защитном газе, таком как аргон, для защиты сварочной ванны
- Самозащитный флюс процесс с покрытием идеален в ветреную погоду.
- Этот тип процесса FCAW проще и быстрее настроить
Недостатки самозащиты
- Создает больше чрезмерных ядовитых паров
- Когда сварщикам не хватает навыков для настройки или выбора, будут возникать пористые сварочные бассейны правильный электрод для самоэкранированной порошковой порошковой машины
- Этот процесс не идеален для тонких материалов (менее 20 калибра)
- При использовании сварочного пистолета под неправильным углом получается плохой сварной шов. Процесс FCAW приводит к образованию шлака и брызг, и сварщикам необходимо очистить сварной шов после выполнения своей задачи.
Процесс сварки порошковой проволокой с газовой защитой
Этот тип сварки FCAW также называют процессом «двойной защиты».Он обладает уникальным методом экранирования, который идеально подходит для изготовления конструкционных сталей. Поскольку ветер и влажность плохо подходят для сварочных работ, этот процесс FCAW — ваш идеальный выбор в таких условиях. В этих сварочных аппаратах FCAW используются плавящиеся электроды, которые защищают флюс от воздействия окружающей среды.
По мнению экспертов, этот процесс объединяет методы сварки металлов в газовой среде (GMAW). Причина в том, что здесь используется внешний защитный (инертный) газ и порошковый электрод. Обычно инертный защитный газ представляет собой смесь 25% диоксида углерода и 75% аргона.Однако для этого можно использовать только углекислый газ.
Преимущества газовой защиты
- Вы получите стабильную механическую точность с меньшим количеством дефектов сварки
- Этот метод защиты FCAW не требует дополнительного баллона с инертным газом. повышенная мобильность)
- Идеально подходит для сварки металлов в нестабильном положении.
- Сварщикам не нужно бороться, чтобы очистить шлак, образованный флюсом
- Этот процесс идеально использовать для сварки более толстых (более 20 калибра) листов металла
- Этот процесс газовой защиты позволяет сварщикам повысить производительность ставка.Им не нужно было вставлять новые электроды, такие как метод SMAW.
Недостатки защиты от газа
- Он производит больше дыма, чем сварочные аппараты MIG.
- Когда сварщики используют этот процесс в помещении, им потребуется хорошо вентилируемое пространство.
- Процесс порошковой сварки дороже, чем простые методы сварки.
Дополнительная литература: Устранение утечки выхлопных газов без сварки
Как выполнять сварку с помощью флюсового сердечника
1) Безопасность — важная часть любого сварочного проекта.Обычно воздействие металлических частиц и УФ-излучения может повлиять на наши органы. Убедитесь, что используете правильные средства индивидуальной защиты (СИЗ). СИЗ включают огнестойкую куртку с длинным рукавом, кожаные перчатки, автозатемняющийся шлем, защитную обувь и очки.
2) Сварщикам требуются специальные методы, чтобы избежать простоев из-за сбоев подачи проволоки. Одна из таких неисправностей называется ожогом. Состояние возгорания возникает, когда проволока сливается с контактным наконечником и образует шарик.Обычно обратное выгорание вызывает недостаточная скорость подачи проволоки.
3) Недостаточное пространство между основным металлом и сварочным пистолетом может вызвать ожог. Во избежание проблемы обеспечьте идеальную скорость подачи. Кроме того, сохраняйте расстояние (не менее) 1,25 дюйма между контактным наконечником и основным металлом.
4) Проблема птичьего гнезда вызывает плохое качество сварки. Во время сварки FCAW это условие запутывает проволоку и препятствует ее подаче. Кроме того, это состояние может периодически гасить дугу.Чтобы избежать этой проблемы, прикрепите к механизму подачи проволоки специальные приводные ролики, такие как U-образная канавка и V с накаткой.
5) Во время процесса сварки FCAW сердечник может прилипнуть к области сварного шва. Это состояние возникает из-за расплавленного флюса и неправильного размещения сварных швов.
6) Используйте методы правильного угла хода и скорости. Это между 15 и 45 градусами для горизонтального, плоского и верхнего положения. Кроме того, идеальный угол лобового сопротивления для вертикального положения составляет от 5 до 15 градусов.
7) Сохраняйте угол лобового сопротивления, рекомендуемый для вашего типа пистолета FCAW. Эта инструкция может улучшить обзор сварщика.
8) После процесса сварки FCAW очистите область сварного шва, которая была покрыта шлаком.