Установки для сварки продольных швов
Назначение
Предназначены для автоматической дуговой сварки труб (круглых и эллипсных), листов. Широко применяется для сварки дымоходов и воздуховодов.
Устройство и описание работы:Установка для сварки продольных швов стыковых соединений листовых деталей различного размера и толщины. Сварочная горелка крепится на подвижной каретке, которая в процессе сварки перемещается по линейным направляющим. Система имеет блок управления скорости для контроля скорости сварки во время работы. Подвижная горелка во время сварки движется вдоль линии сварочного стыка с высокой точностью.
Конструкция сварочной установки с медными прижимами и медной подложкой обеспечивает идеальные условия для сварки металлов, создавая необходимый теплоотвод, что приводит к минимизации коробления заготовки во время и после сварки, улучшении структуры сварного шва и околошовной зоны, а двусторонняя защита шва препятствует появлению цветов побежалости при сварке нержавеющих сталей.

Установка для сварки продольных швов, как правило, работает в следующем цикле:
• заготовка вручную устанавливается в установку;
• путем нажатия педали, оператор опускает медные прижимы и прижимает край обечайки к подложке;
• к зажатому краю обечайки стыкуется второй край, который также зажимается медными прижимами, путем нажатия на вторую педаль;
• после окончания, сварочная горелка автоматически возвращается в исходную позицию;
• медные прижимы поднимаются;
• снимается замок дорна;
• оператор достает обечайку.
Свариваемые материалы:
• нержавеющая сталь
Процессы сварки:
• аргонодуговая полуавтоматическая сварка TIG
• сварка на постоянном токе
Технические характеристики
|
|
Ед. |
500 |
1000 |
1500 |
|
Длина заготовки максимально до* |
мм |
|
1000 |
1500 |
|
Диаметр свариваемого изделия* |
мм |
80-800 |
100-800 |
150-800 |
|
Толщина заготовки* |
мм |
0,5-1,5 |
||
|
Скорость сварки |
м. |
от 0,1 до 1,8 |
||
|
Защитный газ |
- |
Аргон |
||
|
Расход газа |
л/мин |
5-20 |
||
|
Давление газа |
атм |
2,5 |
||
|
Сварочный ток |
А |
до 200 (в зависимости от источника) |
||
|
Подключение установки |
220 В, 50 Гц; 380 В, 50 Гц (в зависимости от источника) |
|||
|
Потребляемая мощность |
кВт |
зависит от сварочного источника |
||
|
Вес (справочно) |
кг |
200 |
300 |
400 |
 изм.
изм.
 мин
мин
ВНИМАНИЕ!!! Есть возможность изменения длины заготовки, в пределах до 1500 мм, и изготовления специального исполнения сварочной установки по индивидуальным требованиям заказчика.
Установки для сварки продольных швов
Под заказ
Установка предназначена для автоматическойTIG-сварки продольных швов обечаек из углеродистых, высоколегированных сталей.
Под заказ
Установка «ПШО-1П» предназначена для автоматической сварки различными способами (MIG-MAG, TIG, PLASMA) продольных швов обечаек из углеродистых, высоколегированных сталей (включая аустенитные), а также цветных металлов.
Под заказ
Сварочная балка KEMEC KC 1000 предназначена для сварки прямолинейных швов металлоконструкций.
Сварку стыковых продольных швов под флюсом выполняют с одной или с двух сторон изделия. В первом случае швы называют односторонними. Если при сварке место стыка проваривают на всю толщину, а сварочная ванна поддерживается снизу при помощи флюсовых подушек, медных, керамических или стекловолоконных временных подкладок или стальных остающихся подкладок, то эти швы называют двухсторонними.
Одно из преимуществ автоматической сварки — это возможность проплавления металла значительной толщины мощной дугой без скашивания кромок, не требующая дополнительных работ и увеличения расхода присадочного металла. Наиболее эффективна и выгодна автоматическая сварка, выполняемая с одной стороны изделия. Наряду со сварочными автоматами под слоем флюса широко применяется автоматическая сварка в среде защитных газов: неплавящимся вольфрамовым электродом и плавящимся электродом из того же металла, что и свариваемый. Автоматическая сварка плавящимся электродом наиболее производительна. Для формирования обратной стороны сварных швов и для защиты от окружающей среды используют различные подкладки (медные, стальные). Также для формирования сварных швов используют сварку с поддувом аргона, который подается под нижнюю поверхность стыкуемых деталей, для чего в подкладке делают канавку, расположенную вдоль линии шва.
Установка CML для сварки продольных швов цилиндрических обечаек
ОписаниеУстановка предназначена для автоматической сварки продольных швов обечаек (резервуаров, котлов, тонкостенных труб).
Применяемые процессы
- TIG (с / без подачи присадочной проволоки):
— TIG постоянным током (обечайки и резервуары из стали и нержавеющей стали) - MIG/MAG (в т.ч. с импульсом)
- плазменная (с / без подачи присадочной проволоки)
Конструкция установки
Установка представляет собой раму с консолью для зажима кромок обечайки. Консоль может быть изготовлена разной длины для обечаек с длиной шва до 1500, 2000 и 2500 мм.
Консоль имеет медную шину, водоохлаждаемую по всей длине стыка. Система охлаждения шины с замкнутым контуром циркуляции имеет свой собственный блок охлаждения с радиатором и мощным насосом. Чтобы снизить износ шины и облегчить работу оператора предусмотрен люнет, поддерживающий обечайку снизу.
В конструкции консоли имеются две параллельные зажимные планки. Они представляют собой ряд вплотную прилегающих друг к другу медных сегментов шириной 100 мм каждый с отдельным пневматическим приводом.
Установка обечайки в консоль
Чтобы закрепить обечайку в консоли, оператор сначала выравнивает её по упору одной продольной кромкой. Далее оператор нажимает на педаль, и медные сегменты фиксируют эту кромку. После этого упор утапливается и оператору требуется выровнять другую кромку по уже зажатой первой кромке. После нажатия на определенную педаль происходит фиксация этой кромки второй зажимной планкой. Обечайка готова к сварке.
Каретка перемещения головки
Каретка линейного перемещения головки имеет электропривод с частотным регулированием скорости вращения мотора. На каретке находится регулируемый пневматическим приводом крестовой суппорт. На нем закреплена горелка. Привод служит для опускания горелки в рабочее положение и подъема её после сварки для возврата в исходное положение.
Если необходимо наличие блока подачи проволоки (TIG / плазма с подачей проволоки, MIG/MAG), то он крепится на каретке и перемещается вместе с головкой.
Для начала сварочного шва и заполнения кратера в конце предусмотрено замедленное движение каретки с уменьшением силы тока.
Преимущества установки
- Скорость сварки в зависимости от толщины стенки обечайки и применяемого процесса может достигать 4 м/мин.
- Исключаются тепловые деформации посредством отвода тепла водоохлаждаемой шиной и мощными медными зажимами.
- Для защиты шва имеется возможность подвода защитного газа через консоль снизу обечайки.
- Нет необходимости в квалифицированном персонале, от оператора требуется только загрузка и выгрузка готовой продукции.
- Благодаря конструкции упора имеется возможность задавать необходимый зазор между кромками.
- Для увеличения производительности и сварки нескольких обечаек за один раз, установка имеет раздельный привод зажимных сегментов. Это позволяет сваривать сразу несколько обечаек, в зависимости от их длины.
- Для увеличения скорости и получения плоской формы шва, по желанию заказчика имеется возможность комплектации устройством наклона консоли для сварки на спуск.

- Имеется возможность сварки продольных швов плоских листов.

Технические характеристики:
| Диапазон регулирования скорости сварки | 40…400 см/мин |
| Длина шва | до 1500, 2000 или 2500 мм |
| Толщина материала | 0,6 — 6,0 мм |
| Минимальный диаметр | 150 мм (200 мм при длине свыше 2000 мм) |
| Максимальный диаметр | 800 мм (более — по заказу) |
| Высота загрузки | 1000 мм |
Сделайте запрос на проработку:
Установки для сварки на формирующей подкладке
Дуговая сварка на формирующей подкладке на установках для сварки продольных швов применяется при изготовлении емкостей в процессе сварки обечаек, при сращивании листов в карты; существуют специализированные исполнения для сварки коробов с расположением шва по угловому стыку листов.
При изготовлении резервуаров большого диаметра находят применение установки для сварки продольных швов вертикального типа позволяющие сращивать обечайку из листов и являющиеся частью оснащения стенда.
Так же подобные установки применяются при сварке штрипса при изготовлении труб, профилей, наращивания листов при изготовлении балок.
При сварке обечаек головка со сварочной горелкой может быть расположена внутри обечайки или снаружи. Первые установки применяются для сварки обечаек больших диаметров (более 1.5 метров , иногда чуть меньше) и сварки листов в карты. Обычно выпускаются с длиной рабочей зоны от 3-х метров.
Точность следования горелки по стыку достигается механически за счёт строгой параллельности направляющей для горелки и подкладки. Чем больше длина рабочей зоны тем сложнее выполнить это, поэтому на установках большой длины часто устанавливается система автоматической коррекции высоты горелки по напряжению.
Установки для сварки продольных швов обечаек с расположением головки с горелкой снаружи применяются в основном для сварки труб и обечаек небольшого диаметра ( до 1. 5 метров, редко больше).
5 метров, редко больше).
Обечайка в таких установках прижимается к консольной оправке которая при большой длине должна быть очень металлоёмкой чтобы обеспечить малую величину прогиба под действием усилия зажима свариваемых кромок. Установки такого типа изготавливаются на рабочую длину не превышающую 3-х метров. При сварке в основном используется однопроходный шов без предварительной прихватки за счёт надежного удержания кромок прижимной системой, хотя такая возможность и присутствует.
Вариантами оснащения установок для сварки продольных швов обечаек снаружи являются:
– центрирующие упоры для обеспечения точного выравнивания кромок по центру формирующей подкладки
– поддерживающие устройства для облегчения загрузки выгрузки обечайки и противодействию провисания изделия и нечеткому поджатию кромок
– подъемная прижимная система
– поворотная вокруг оси консоль с возможностью установки на неё подкладок с разной формой формирующей канавки для сокращения времени перенастройки на сварку обечаек с разной толщиной стенки
– пневматически управляемый замок консоли
– системы автоматического выравнивания, бокового поджима обечаек – на установках с таким оснащением цикл сварки практически полностью автоматизирован.
Установки для сборки и сварки обечаек с днищем емкостей.
Существенно снизить трудоемкость и повысить качество швов позволяет применение специализированной разжимной оснастки и установок для работы с ней вертикального или горизонтального типа. Обечайка в таких установках загружается на вращатель с поддерживающими распорами, далее либо сверху либо горизонтально накрывается донышком и детали зажимаются внутренней разжимной оснасткой с подачей аргона для защиты корня шва. Сварка ведется при вращении детали горелкой снаружи.
Необходимые данные для подбора оборудования
- Какой материал и какой толщины предполагается сваривать?
Стоит помнить о том что для стабильности проплавления поддержки сварочной ванны оптимальные размеры канавки в подкладке для формирования корня различны, поэтому если вы собираетесь вести сварку материалов с большой разницей толщины будет необходима довольно длительная переналадка при переходе с одной толщины на другую. - Диаметры свариваемых обечаек.
В зависимости от толщины материала и длины рабочей зоны возникают требования к жесткости консольной оправки к которой прижимаются кромки обечайки. Чем больше длина тем больше минимально возможный диаметр трубы или обечайки.
Подкладка имеет определённую кривизну и при большой разнице радиусов обечайки и подкладки кромки придётся специально подгибать для корректного прилегания к подкладке или менять подкладку. - Желаемая производительность и ресурс оборудования.
Параметры связаны с обеспечением необходимой скорости загрузки – выгрузки детали и с запасом по ресурсу комплектующих установки. Это сильно влияет на бюджет.

Оставить запрос на установку для сварки обечаек или донышек с обечайками вы можете в форме ниже.
Мы постараемся подобрать подходящий вариант.
ELENA ONE — Машины для сварки продольных швов
-АфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнгильяАнголаАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБангладешБарбадосБахрейнБельгияБелизБелорусияБенинБермудыБолгарияБоливияБосния и ГерцеговинаБотсванаБразилияБраззавиль (Республика Конго)Британские территории Индийского океанаБрунейБуркина-ФасоБурундиБутанБуве, островЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиДанияДоминикаДоминиканская РеспубликаДжерси, островДжибутиЕгипетЭфиопияЭквадорЭкваториальная ГвинеяЭритреяЭстонияФарерские островаФиджиФилиппиныФинляндияФолклендские островаФранцияФранцузская ГвианаФранцузская ПолинезияГабонГаитиГайанаГамбияГанаГерманияГернси, островГибралтарГондурасГонконгГрецияГренадаГренландияГрузияГуам, островГваделупаГватемалаГвинеяГвинея-БиссауИндияИндонезияИорданияИракИранИрландияИсландияИспанияИталияИзраильЯмайкаЯпонияЙеменЮАРЮжная Георгия и Южные Сандвичевы островаЮжная КореяЮжные Французские ТерриторииЮжный СуданКаймановы островаКамерунКампучияКанадаКапе ВердеКарибские НидерландыКатарКазахстанКенияКиншаса, провинция (Республика Конго)КипрКиргизияКирибатиКитайКюрасаоКокосовые островаКолумбияКоморские островаКоста-РикаКот-д’ивуарКубаКука, островаКувейтЛаосЛатвияЛебанонЛесотоЛиберияЛитваЛивияЛихтенштейнЛюксембургМадагаскарМайотта, островМакаоМакедонияМалайзияМалавиМальдивыМалиМальтаМароккоМаршалловы островаМартиникаМаврикий, островМавританияМэн, островМексикаМикронезияМьянмаМолдавияМонакоМонголияМонтсерратМозамбикНамибияНауруНепалНидерландыНигерНигерияНикарагуаНиуэ, островНорфолка, островНорвегияНовая КаледонияНовая ЗеландияОбъединённые Арабские ЭмиратыОманПакистанПалауПалестина, ГосударствоПанамаПапуа-Новая ГвинеяПарагвайПеруПиткэрн, островаПольшаПортугалияПуэрто-РикоРеюньон, островРоссияРождества, островРуандаРумынияСШАСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСейшелыСен-БартелемиСен-Мартен, островСен-Пьер и МикелонСенегалСент-Китс и Невис (Федерация)Сент-Люсия, островСент-Винсент и ГренадиныСербияСьерра-ЛеонеСеверная КореяСеверные Марианские островаШри-ЛанкаШвецияШвейцарияСингапурСинт-Мартен (Нидерландская часть)СирияСловакияСловенияСоломоновы островаСомалиСуданСуринамСвалбард (Шпицберген) и Ян Мейен, островаСвазиландСвятой Елены, островТаджикистанТаиландТайваньТанзанияТёркс и КайкосТогоТокелау, островаТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаУоллис и Футуна, островаУругвайУзбекистанВануатуВатиканВеликобританияВенесуэлаВенгрияВьетнамВиргинские Острова (Великобритания)Виргинские острова (США)Внешние малые острова (США)Восточный ТиморХерд и Макдональд, островаХорватияЗамбияЗападная СахараЗимбабве
Loading. ..
..
Установка для сварки продольных швов SWD 1000
Сварка для автоматической дуговой сварки труб, листов, коробов и обечаек. Широко применяется для сварки дымоходов и воздуховодов.
Применяемые процессы сварки:
Плазменная сварка
Аргонодуговая сварка ТИГ
Полуавтоматическая сварка МИГ/МАГ
Сварка на постоянном и переменном токе
Импульсная сварка
Плазма-пайка (при наличии блока подачи проволоки)
ТИГ-пайка
Производитель — SBI
Технические характеристики установки для сварки продольных швов SWD:
| Тип SWD | Ед.изм | 1000 |
|---|---|---|
| Длина заготовки максимальная до | мм | 1100 |
| Толщина заготовки | мм | 0,5–5,0 |
| Минимальный диаметр | мм | 80 |
| Максимальный диаметр | мм | 800 |
Опция: макс.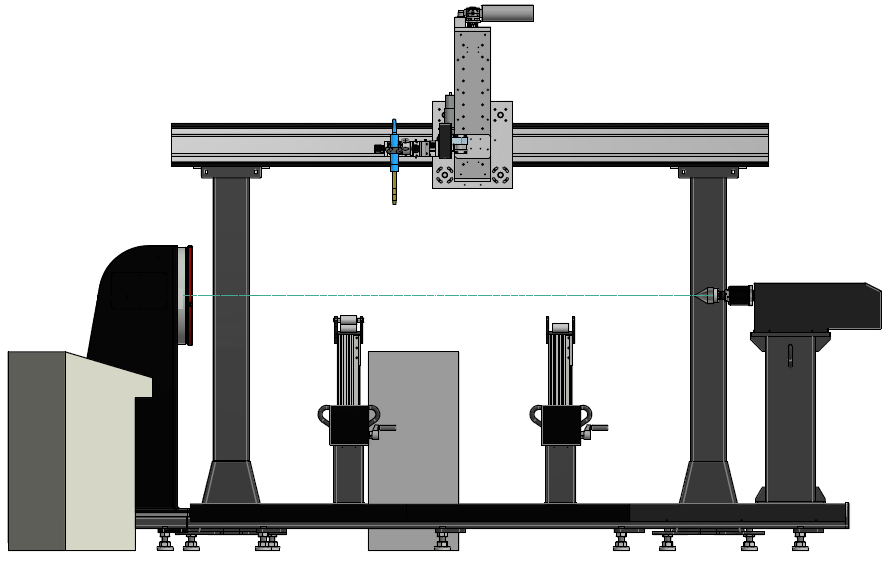 диаметр трубы до 1500 мм диаметр трубы до 1500 мм |
— | × |
| Опция: макс. диаметр трубы до 2000 мм | — | |
| Опция: макс. диаметр трубы до 2500 мм | — | |
| Скорость перемещения горелки | м/мин | 0,1 – 7 |
| Скорость сварки | м/мин | до 4 |
| Диаметр сварочной проволоки | мм | 0,6 – 2,4 |
| Защитный газ, газ подложки, «сапожка» для плазменных и ТИГ источников | — | Аргон |
| Расход газа | л/мин | 0,1 — 20 |
| Давление газа | атм | 2,5 |
| Напряжение | В | 3 х 400±10% |
| Частота | Гц | 50 / 60 |
| Потребляемая мощность | кВт | 15 — 20 кВт (зависит от встраиваемого источника) |
| Давление воздуха в пневмосети | атм | 2,5 |
| Класс защиты | — | IP 23 |
| Габариты: | мм | 2528 750 2300 |
| Вес | кг | 1600 |
Комплект поставки установки для сварки продольных швов SWD:
1. Жесткая, массивная конструкция гарантирует точное позиционирование заготовки и надежный прижим свариваемых изделий
Жесткая, массивная конструкция гарантирует точное позиционирование заготовки и надежный прижим свариваемых изделий
2.Прижимы – медные, с настройкой положения, имеют пневматический привод с регулировкой усилия прижима
3.Педали для управления прижимами с функцией предварительного зажатия для более удобной стыковки краев заготовки
4.Высокая скорость сварки до 4 м/мин
5.Вертикальная каретка с плазменной горелкой и защитой от столкновения
6. Регулируемые медные прижимы
Опции для установки для сварки продольных швов SWD:
Устройство подачи проволоки, встроенное, управляемое с ЖК дисплея
Оснастка для устройства подачи проволоки
Дополнительные сварочные горелки – при необходимости могут быть поставлены и подключены к установке ручные плазменные горелки для шовной и точечной сварки, а также аргонодуговая горелка с переходником.
- Модельный ряд
Тип SWD Ед. изм500 1000 1250 1500 2000 2500 3000 Длина заготовки максимальная до мм 600 1100 1350 1600 2100 2600 3100 Толщина заготовки мм 0,5–5,0 0,5–5,0 0,5-5,0 0,5–5,0 0,5–5,0 1,0–5,0 1,0–5,0 Минимальный диаметр мм 70 80 100 150 200 250 300 Максимальный диаметр мм 800 800 800 800 800 800 800 Опция: макс. диаметр трубы до 1500 мм— × × × × × × Опция: макс. диаметр трубы до 2000 мм — × × × × × Опция: макс. диаметр трубы до 2500 мм — × × × × Скорость перемещения горелки м/мин 0,1 – 7 0,1 – 7 0,1 – 7 0,1 – 7 0,1 – 7 0,1 – 7 0,1 – 7 Скорость сварки м/мин до 4 до 4 до 4 до 4 до 4 до 4 до 4 Диаметр сварочной проволоки мм 0,6 – 2,4 Защитный газ, газ подложки, «сапожка» для плазменных и ТИГ источников — Аргон Расход газа л/мин 0,1 — 20 Давление газа атм 2,5 Напряжение В 3 х 400±10% Частота Гц 50 / 60 Потребляемая мощность кВт 15 — 20 кВт (зависит от встраиваемого источника) Давление воздуха в пневмосети атм 2,5 Класс защиты — IP 23 Габариты: мм 2058
800
23002528
750
23002778
750
23003028
750
23003528
750
23004028
750
23004528
400
2300Вес кг 1300 1600 1750 1900 2200 2500 2800
 изм
изм диаметр трубы до 1500 мм
диаметр трубы до 1500 ммУстановка для сварки продольных швов рештаков под слоем флюса
Установка в комплекте с кантователем для сварки продольных швов рештаков под слоем флюса и в защитном газе СО2 (шов № 5)
Краткое техническое описание:
Конструкция установки (см рис 1) портального типа, max высота 2900 мм, оснащена кантователем для точной установки и надежной фиксации рештака.
Установка позволяет сваривать одновременно под слоем флюса двумя сварочными головками два продольных стыковых шва длиной до 3000 мм. Расстояние между горелками: max 200 мм, min 1 200 мм
Пульт управления – отдельно стоящий ящик в 1000 мм от рельсового пути с правой стороны.
Механизм подачи проволоки – это сварочные головки NA-5S (производство Линкольн, США), с системой слежения по стыку (производство Германия)
Диаметры применяемых сварочных проволок от 1,6 мм до 6 мм, возможна сварка расщепленным электродом (2мя проволоками диаметром до 2,4 мм), а так же сварка в защитных газах.
Сварочный источник DC-1000 (производство Линкольн, США)
Краткая техническая характеристика
— Сеть питания 220В / 380В / 440В / 3 / 50 / 60
— Номинальная выходная мощность 1000А / 44В / 100% ПВ
1250А / 44В / 50% ПВ
— Диапазон регулировки напряжения 16-46 В— Диапазон регулировки тока 150-1250А
— Напряжение холостого хода 80В
— Температура эксплуатации -10°С +85°С
— Масса 372 кг
— Габариты 781х575х991 мм
Электрическая схема установки позволяет с пульта управления контролировать и изменять режимы сварки.
Скорость движения головок сварочных регулируется в пределах от 90-1200 мм/мин
Скорость движения портала – 2900 мм/мин
Максимальная производительность установки по наплавленному металлу – 30 кг/час
Длина рельсового пути 5 000 мм
Конструкция установки предусматривает возможность установки двух и более сварочных манимуляторов.
Установка оснащена вакуумной системой рециркуляции флюса:
— мощная электрическая вакуумная установка (1,9 л/с)
— патентованная система самоочистки фильтра обеспечивает часы бесперебойной работы
— пыль и мусор собираются в специальный мешок
— светодиодные индикаторы оповещают о необходимости заменить мешок для сбора пыли
— частицы шлака автоматически отделяются от флюса
— индикатор уровня флюса на сепаратор
Установка оборудована автоматической системой слежения по стыку (производства Германия), которая надежна в работе и долговечна.
В составе установки предусмотрена система для сварки шва №5 в углекислом газе. Эта система укомплектована самоходной сварочной кареткой, сварочным полуавтоматом Fastmig KMS-500 с водяным охлаждением, системой слежения положения сварочной горелки джойстикового типа.
Что такое шовная сварка? | Блог Вестерманса
Какой сварщик швов мне нужен?
На этот вопрос трудно ответить, если мы не знаем, что производится.
Начнем с вопроса:
- Это аналогичный материал для соединения?
- Можно ли перекрывать?
- Размеры свариваемого материала?
A. Шовная сварка сопротивлением
Это процесс, при котором производится сварка стыковых поверхностей двух одинаковых металлов.Шов может представлять собой стыковое соединение или соединение внахлест, и обычно это автоматизированный процесс, при котором сварной шов формируется постепенно, начиная с одного конца.
При сварке контактным швом используются два электрода, обычно сделанные из меди, для приложения давления и тока.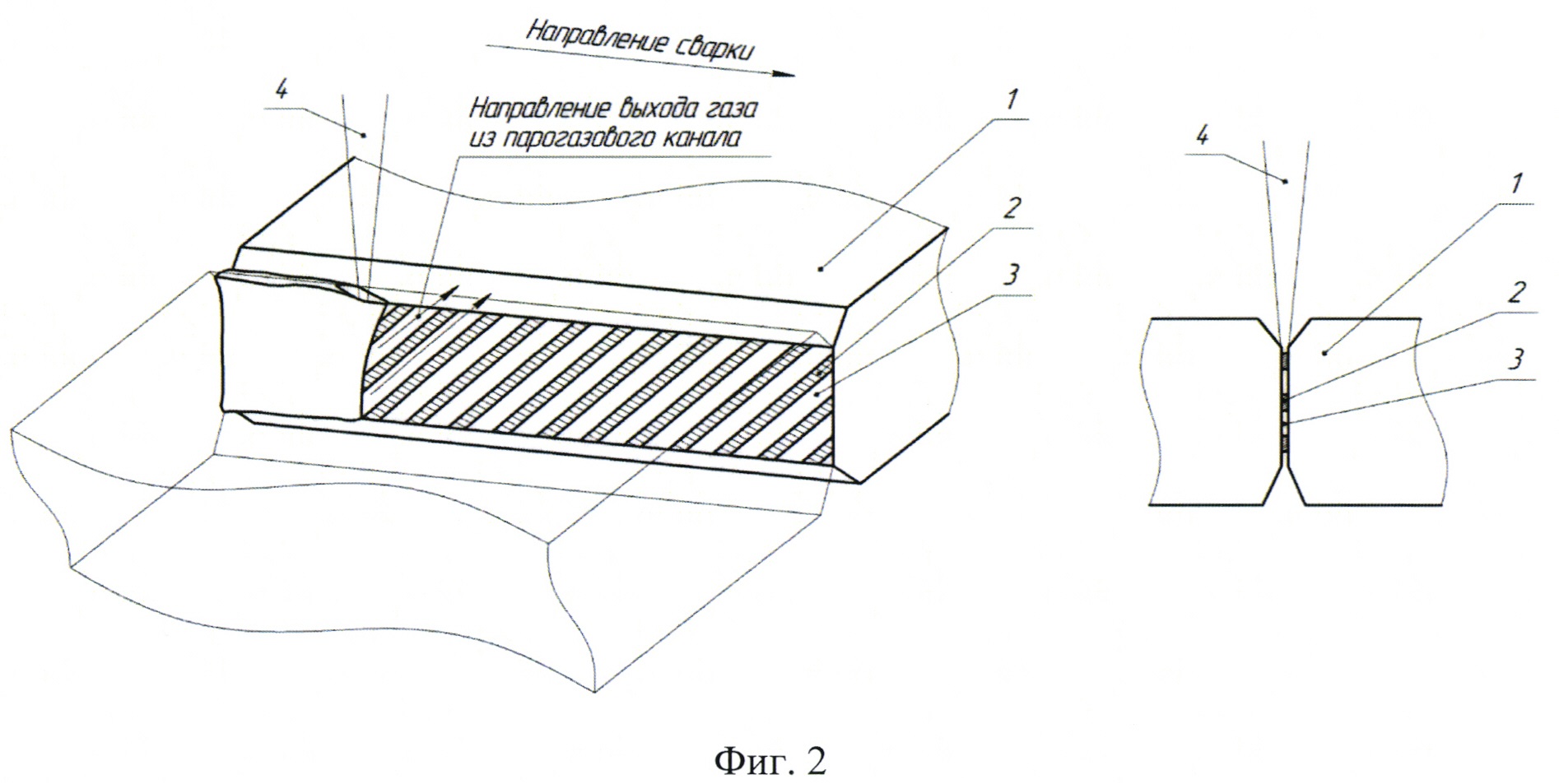 Электроды часто имеют форму диска и вращаются по мере прохождения материала между ними
Электроды часто имеют форму диска и вращаются по мере прохождения материала между ними
Шовная сварка сопротивлением обеспечивает чрезвычайно прочный сварной шов, потому что соединение ковано под воздействием тепла и давления. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно сформировано.
Обычно аппарат для контактной сварки швов используется при производстве круглых или прямоугольных стальных труб, таких как выхлопные трубы или огнетушители.
Б. Сварка продольным швом
Преимущество использования аппарата для шовной сварки заключается в том, что он позволяет легко соединять две плоские пластины трубчатой трубы без какой-либо прихваточной сварки.
Продольные закаточные машины обеспечивают автоматизированный процесс сварки гладких пластин, листов, труб и секций резервуара для изготовления цилиндрических деталей.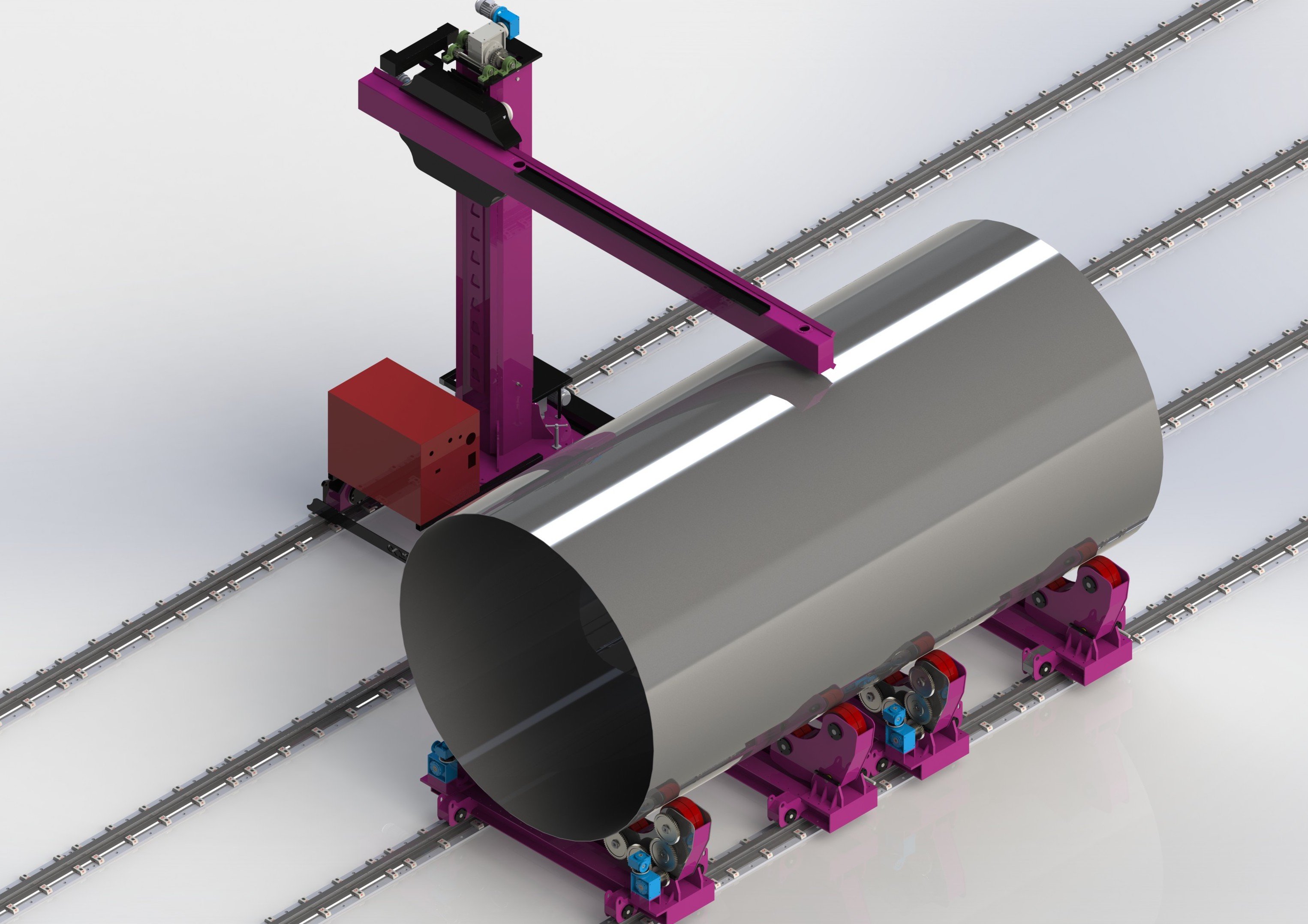 Идеально подходит для изготовления котлов и газовых баллонов.
Идеально подходит для изготовления котлов и газовых баллонов.
Сварные линейные швы без кратеров в начале и в конце сварного шва, однородные по всей длине шва, без изменения цвета по сравнению с нержавеющей сталью.
Для шовной сварки можно использовать различные методы: MIG / MAG, TIG, Sub-Arc, плазменную, плазменную, микроплазменную, лазерную
Подходит для тонкой стали, нержавеющей стали, гальванизированного / покрытого алюминием металла, алюминия, титана, латуни, меди, свинца, титан-цинка, платино-родия, обычно с максимальной толщиной 10 мм.
Закаточная машина для продольной сварки дает оператору возможность повторения операций одним нажатием кнопки. Закаточные машины увеличивают производительность, обеспечивая неизменно высокое качество сварных швов от детали к детали.
Эти машины консольно закреплены с одного конца, что позволяет загружать и выгружать открытые и закрытые секции на рычаг оправки.
 com/embed/l4WR8MkfWE8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/l4WR8MkfWE8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Ознакомьтесь с полным ассортиментом нашего оборудования для сварки швов здесь. Есть много других способов сварить шов. Если вы все еще не уверены, свяжитесь с нами, чтобы получить полезные советы и варианты, а также предложить вам доступные цены на новое, подержанное и отремонтированное оборудование для сварки швов, которое есть у нас в продаже.
Введите свой адрес электронной почты ниже, чтобы подписаться на нашу новостную рассылку для всех наших последних обновлений акций и эксклюзивных предложений!
Сварщики швов | MITUSA, Inc.
Аппарат для линейной шовной сварки TIG / MIG
Аппарат для линейной шовной сварки ERGO разработан для обеспечения высочайшего уровня повторяемости с использованием новейшей технологии линейных рельсов. В то время как традиционные стили сварщиков швов используют менее точные операции с зубчатой рейкой и шестерней, которые используют толкатели кулачков.
В конструкции автоматического аппарата для сварки продольных швов ERGO используется прецизионная линейная рельсовая технология, которая обеспечивает прочность для плавного перемещения ходовой тележки по фиксированному прямолинейному стыковому шву.Аппарат для линейной шовной сварки обеспечивает качество рентгеновского излучения 100% -ным проплавлением готовых деталей. Технология машин для сварки продольных швов обеспечивает высочайшее качество результатов процесса сварки продольных швов.
MITUSA разрабатывает типы сварочных аппаратов для стыковой сварки с использованием как внешних, так и внутренних или комбинированных систем для сварки внешних швов. Сварочные аппараты используются для шовной сварки сильфонов, конусов, цилиндров, плоского листа, листового металла. Шовная сварка углеродистой стали, нержавеющей стали, меди, алюминия, высоколегированных сплавов INCO.Практически любой металл или сплав могут использовать все процессы шовной сварки в системах линейной шовной сварки.
Команда производителей и инженеров MITUSA — это определение создателей систем автоматической шовной сварки. Сварочные аппараты, предназначенные для стыковой сварки цилиндрических или трубчатых деталей, таких как конусы, резервуары, трубы и коробки. Модель шовного сварочного аппарата, используемого для соединения стыковой сваркой плоского листового металла для сборки готовой детали.
Линейная гусеница обеспечивает более надежное удержание гусеничной тележки, что обеспечивает плавный свободный ход с тележкой ходовой части Ergo TC-3.Направляющая боковой балки обработана с допуском прямолинейности 0,005 дюйма, чтобы шов был как можно ближе к прямому. Обеспечение качественной сварки продольных швов.
- Удобные, легко читаемые органы управления воздушным модулем на передней панели с кнопками управления и подсветкой.
- Низковольтные двигатели для безопасности.
- Одно подключение к основному источнику питания.
- Простой инструмент для выравнивания гусениц.
- Опорный стержень оправки с водяным охлаждением.
- Запатентованные медные зажимные пальцы и инструмент для опорной балки.
- MAGA-1 Единый блок электрического управления технологическим оператором не нужно искать, какой блок и кнопку нажать или повернуть.
- Педаль включения зажимных пальцев.
- Программируемое исходное положение, ход и длину шва с помощью одной кнопки.
- Низкопрофильный, легко перемещаемый блок при смене сварочной ячейки.
- Система для шовной сварки Easy Move с буксирным двигателем.
- Непревзойденный сервис и поддержка до, во время и после продажи устройства для сварки швов.

Эргономичный дизайн упрощает работу оператора системы сварки швов с этим компактным устройством для сварки продольных швов. Аппарат для линейной шовной сварки ERGO имеет уникальную конструкцию с запатентованным механизмом прижимных пальцев. Это обеспечивает равномерное и последовательное выравнивание прижима. Все наши инструменты для сварки линейных швов обрабатываются и производятся в нашем механическом цехе, что обеспечивает самую быструю доставку в отрасли.
Сварочный аппарат с водяным охлаждением оправки с нашими зажимными инструментами из алюминия, нержавеющей стали или меди. Таким образом обеспечивается оптимальная температура охлаждения сварного шва во время процесса сварки шва, обеспечивая успешный результат при помощи стержневой оснастки и кончиков пальцев станины закаточной машины. Запатентованный зажимной инструмент MITUSA для шовного сварного шва исключает тепловую деформацию деталей в отличие от других методов изготовления закаточных машин.
Устройства для выравнивания выдвижных кромок станины устройства для продольной сварки швов помогают оператору выровнять деталь по средней линии канавки опорного стержня.Линейные рельсы устанавливаются сверху и снизу изготовленной направляющей, что позволяет каретке направляющей боковой балки плавно перемещаться через четыре опорных блока. Ходовая тележка гусеничной тележки имеет ряд предварительно просверленных отверстий размером 3/8 дюйма — 6 x 2 1/2 с резьбой для облегчения установки инструмента для выравнивания.
Простая замена подушки безопасности сварщика ERGO занимает минуты, а не часы. Во время процесса сварки MIG (GMAW) некоторые брызги сварочного шва в зоне станины закаточного устройства со временем найдут отверстия.Ультрафиолетовое излучение и сварочные брызги от процесса дуговой сварки в конечном итоге потребуют замены подушек безопасности. Замена подушек безопасности других производителей может занять несколько часов. Чтобы заменить поврежденные подушки безопасности и быстро возобновить производство сварных швов, необходимо всего за несколько минут накачать камеры давления линейного сварочного аппарата.
ERGO LSW Bench Model Модели для сварочных аппаратов имеют размеры от 1 до 4 футов.
Доступны индивидуальные стили сварщика швов, позвоните нам!- LSW-12 1-футовая машина для шовной сварки, модель ERGO, 12 дюймов
- LSW-18 18-дюймовая установка для шовной сварки модели ERGO 1.5 «
- LSW-24 2-футовая машина для шовной сварки, модель ERGO, 24 дюйма
- LSW-36 3-футовая машина для шовной сварки, модель ERGO, 36 дюймов
- LSW-48 4-футовая машина для шовной сварки, модель ERGO, 48 дюймов
- Доступны индивидуальные сварочные аппараты ERGO
Комплексные системы шовной сварки ERGO со всеми необходимыми автоматизированными процессами сварки MIG (GMAW), TIG (GTAW), плазменной сваркой (PAW), (SAW) Оборудование для сварки под флюсом (Sub Arc), интегрированное для упрощения производства сварных швов.Наши сварщики швов поставляются со встроенными сварочными системами, предварительно установленными после заводского ремонта. Теперь мы предоставляем клиентам полные видеоролики Face time, посвященные безопасным методам защиты от COVID 19 во время пандемии.
Все стандартные или нестандартные модели аппаратов для линейной шовной сварки MITUSA поставляются с лучшими в отрасли услугами и поддержкой. Мы стремимся предоставить нашим клиентам индивидуальный уровень обслуживания, который больше не предлагают другие. Основные ценности компании MITUSA — гарантировать, что наши уважаемые друзья-клиенты получат больше, чем они ожидали.Автоматика для шовной сварки MITUSA известна высочайшим уровнем обслуживания клиентов до и после продажи автоматических закаточных машин.
Аппараты для автоматической сварки швовERGO легко устанавливаются на основании вилочного погрузчика. От грузовика до работающей системы сварочной станции всего за часы, а не дни.
Технические характеристики сварочного аппарата ERGO
Аппарат для шовной сварки
ERGO оснащен кнопкой быстрого доступа, обеспечивающей простоту использования и защиты оператора.Когда речь идет о автоматической машине для сварки швов, конструкция швейных машин MITUSA — это простота и безопасность. Компания MITUSA ценит участие оператора при проектировании и установке необходимых опций на все наши системы автоматической дуговой сварки швов.
Консоль безопасности для сварщика швов
Стандартные и индивидуальные сварочные аппараты ERGO спроектированы, спроектированы и изготовлены на нашем предприятии в Хантингтон-парке в Калифорнии.Мы производим наши сварочные аппараты Ergo со встроенными контроллерами последовательности сварки, обзорными камерами Xiris для дуговой сварки, регуляторами длины дуги или AVC, механизмами подачи холодной проволоки и многим другим! В комплекте с оборудованием для автоматизации шовной сварки, необходимым для выполнения требований процесса шовной сварки детали. Специальная высота подступенка — вариант для увеличения высоты. Типичное время выполнения заказа колеблется от наличия на складе до 4-8 недель доставки в зависимости от модели.
Станина машины для сварки продольных швов
Линейные сварочные аппараты ERGO — это доступное по цене оборудование для производства сварочных цехов для собственного производства деталей для шовной сварки.Аппараты для шовной сварки MITUSA Ergo выпускаются в стандартных моделях с индивидуальными типами сварочных аппаратов. MITUSA имеет в продаже и на складе сварочные аппараты ERGO.
Сварщик швов MITUSA Система шовной сварки
Органы управления сварочным швом Easy Access
Машина для шовной сварки Easy Loading
Инструмент для медных зажимов для сварщиков швов
Позвоните по телефону 323.312.2002 или напишите нам по электронной почте для получения информации о ценах, деталях доставки и любой технической информации, которая может вам понадобиться о нашем инвентаре сварщиков швов, имеющихся на складе для продажи !!
Обновление до аппарата для сварки продольных швов
Если вы в настоящее время выполняете линейную сварку вручную, то эта статья для вас.Мы подчеркнули преимущества перехода на установку для сварки продольных швов Bancroft и показали, как это может улучшить ваш процесс сварки. Независимо от того, какие детали вы свариваете швом, автоматизация может помочь вам повысить производительность и уменьшить количество ошибок при сварке.
Для многих промышленных применений необходимо формовать материал в цилиндры или прямоугольные трубы в процессе производства деталей. Затем края свариваются вместе, образуя жесткую конструкцию.Вместо выравнивания кромок и ручной прихваточной сварки продольные закаточные машины являются помощником автоматизации .
Автоматические аппараты для сварки продольных швов обладают множеством преимуществ, а также помогают устранить такие распространенные проблемы, как:
- Утечки в зонах прихваточных швов
- Равномерное охлаждение стыка для предотвращения деформации и окисления
- Проблемы с точностью размеров и воспроизводимостью
Сварные линейные швы однородны по всей длине и могут быть выполнены различными методами сварки:
- MIG
- TIG
- Дуговая сварка под флюсом
- Plasma
- Laser
56
A Аппарат для сварки швов дает оператору повторяемость одним нажатием кнопки.Закаточные машины увеличивают производительность, обеспечивая неизменно высокое качество сварных швов от детали к детали. Эти машины консольно закреплены с одного конца, что позволяет загружать и выгружать открытые и закрытые секции непосредственно на рычаг оправки.
Аппараты для сварки швов могут использоваться как для внешней, так и для внутренней сварки. Ниже приведен фото-пример внутреннего процесса:
Есть много способов сварить шов. Просмотрите на нашем веб-сайте для получения дополнительной информации и позвоните одному из наших технических экспертов.Мы можем предложить вам варианты и помочь решить, какое оборудование лучше всего улучшит ваш сварочный процесс.
Запросить ценуУслуги по сварке продольных швов — Сертифицированные услуги по контролю сварных швов
Что такое сварка продольным швом?
Газовая дуговая сварка вольфрамовым электродом с продольным швом (GTAW с продольным швом) — это полуавтоматический процесс, позволяющий создавать сварные швы с полным проплавлением деталей из листового металла методом газовой вольфрамовой дуговой сварки (GTAW).Этот процесс легко позволяет соединить две плоские пластины материала вместе в цилиндр. Сварку продольным швом можно использовать на гладких пластинах, листах, трубах и секциях резервуаров для изготовления цилиндрических деталей.
При газо-вольфрамовой дуговой сварке применяется неплавящийся вольфрамовый сварочный пруток и интенсивно нагревается основной металл для создания сварного шва. Металлы в связке можно плавить непосредственно вместе, чтобы создать автогенный сварной шов. Комбинация тепла, вольфрамовой электрической дуги и защитных газов также может применяться к длинному списку присадочных материалов, включая экзотические и необычные сплавы.
Преимущества сварки продольным швом- Диапазон толщины от 0,010 дюйма до 0,188 дюйма
- Диаметр от 2 до 48 дюймов и плоский лист
- Длина до 60 дюймов
- Доступна строгальная обработка после сварки
- Чистые сварные швы и обработка, без искр и брызг
- Высокоточные, чистые и точные сварные швы без шлака
- Подходит для большинства обычных металлов
- Герметичные точные одно- и параллельные сварные швы для конусов, коробов и плоских листов
- Высокая скорость сварки и исключительная точность
- Быстрое выполнение крупномасштабных проектов с низкой прочностью на растяжение и усталость
Кроме того, Superior Joining Technologies предлагает сертифицированные услуги по контролю сварных швов в соответствии с процессами AWS (American Welding Society) и неразрушающего контроля (NDT).
| Обслуживаемые отрасли Сварка продольным швом ценится во многих отраслях промышленности.
| Приложения Применения в этих отраслях требуют герметичных, прочных уплотнений на сварном продольном шве.
|
В SJTI сварка продольным швом — это полезный процесс для широкого спектра материалов, включая углеродистую сталь, нержавеющую сталь, тонкую сталь, тонкий алюминий, углеродистую сталь, нержавеющую сталь, инконель и монель.
Листовая прокатка
Листовая прокатка — это дополнительная услуга, которую мы предлагаем в сочетании с нашими услугами по продольной паровой наплавке и сварке кольцевых швов для изготовления специальных сосудов под давлением, используемых в аэрокосмической отрасли. Мы можем обрабатывать материалы толщиной от 0,010 дюйма и шириной 60 дюймов для диаметров от 2,00 дюймов до 48 дюймов.
Дополнительные услугиSJTI предлагает услуги по сварке продольных швов в сочетании с нашими хорошо зарекомендовавшими себя вспомогательными услугами, такими как услуги сертифицированного контроля сварных швов (CWI) в соответствии с AWS, а также процессы неразрушающего контроля (NDT), полностью аккредитованные PRI по NADCAP, включая Пенетрантное тестирование (PT) и магнитное тестирование (MT).Позвольте нам предоставить услуги по сварке продольных швов для ваших рулонных, плоских листовых и полосовых материалов или позвольте нам сформировать их для вас здесь. Мы готовы предоставить вам услуги высокого качества и в кратчайшие сроки.
Superior Joining Technologies, Inc. имеет сертификаты и опыт, которые вы ищете в сварке продольных швов. Наш процесс сварки продольных швов одобрен Boeing, GE, Unison, Collins Aerospace и Safran. Мы гордимся тем, что принадлежим женщинам.
Аппарат для сварки продольных швов
Описание продукта:
Пневматическое уплотняющее устройство используется для уплотнения заготовок.Усилие равномерное, деформация заготовки небольшая, сварной шов красивый. Он использует управление ПЛК и привод двигателя постоянного тока для бесступенчатого регулирования скорости, система управления может выполнять автоматическую сварку, а также оснащена сварочным генератором в качестве опции. Оснащенный защитой от обратного газа, последующие этапы процесса сварки могут защитить воздух от реакции с воздухом, тем самым обеспечивая красоту сварного шва. Аппарат для сварки продольным швом может использоваться для механизированной сварки нефтехимических емкостей, солнечных водонагревателей, электрических водонагревателей, производства трубопроводов и автомобилестроения.Снижайте производственные затраты и повышайте эффективность производства.
Стандартная конфигурация:
опорный стержень (без водяного охлаждения), медная сварочная колодка (размер канавки, образованной колодкой, определяется толщиной заготовки, материалом и процессом сварки), медная клавиша нажатия пальцы, 100-миллиметровый пневматический подъемный механизм сварочного пистолета (подшипник 20 кг), двухмерный ручной механизм регулировки хода 60 мм, универсальный контроллер дуговой сварки (подходит для TIG / MAG / PAW).
Дополнительные функции:
Опорная оправка с водяным охлаждением, задняя газовая защитная подушка, подушка из нержавеющей стали, пневматическое / ручное центрирующее устройство, устройство подачи проволоки TIG, устройство отслеживания длины дуги ALC, пневматический крюк, электрическая поперечная направляющая, сварочный шов устройство слежения, вспомогательная тележка для загрузки и разгрузки, головка для сварки под флюсом и контроллер.
Характеристики:
1. Высокая рабочая скорость, красивый и элегантный сварной шов.
2. Экономьте труд и время.
3. Принять систему управления ПЛК.
Параметры продукта: