Сварка кузовного металла полуавтоматом: часть 1 (подготовка ПА) | ММА сварка для начинающих
Зачастую обойтись без сварки при ремонте автомобильного кузова просто невозможно. С данной работой ежедневно сталкиваются сотни автомехаников.
При всем этом, только грамотный специалист может качественно заварить кузов автомобиля. Большинство же отказываются от сварки в силу своей некомпетентности.
Чем и как варить кузовной металл? Какое оборудование для этих целей потребуется? Вот ряд вопросов, которые интересуют начинающих сварщиков.
Чем лучше варить кузовной металл
Для сварки автомобильного кузова чаще всего применяется полуавтоматическая сварка. ММА сварка (ручная дуговая) мало подходит для этой работы.
Во-первых, при сварке электродом нужна тщательная подготовка поверхности. Сделать это порой в труднодоступном месте кузова проблематично, да и риски прожечь тонкий металл, очень высоки.
Поэтому для ремонта тонкого кузовного металла применяется MIG/MAG сварка полуавтоматом. Профессионально используя сварочный полуавтомат, получится сварить очень тонкий металл (0,5-0,8 мм), который чаще всего используется в различных кузовных элементах автомобиля.
Профессионально используя сварочный полуавтомат, получится сварить очень тонкий металл (0,5-0,8 мм), который чаще всего используется в различных кузовных элементах автомобиля.
Подготовка полуавтомата к сварке кузовного металла
Первым делом нужно проверить, потянет ли сварочный полуавтомат, и будет ли он работать от сети. Сделать это можно используя специальный тестер. Если при подключении к сети электропотребителя в 2-3 кВт, напряжение просядет до 200 вольт, то полуавтомат может работать с перебоями.
Подготовка полуавтомата к сварке более детально описана в инструкции:
- Сначала нужно «зарядить» полуавтомат специальной проволокой для сварки. Для этих целей отвинчивается сопло горелки, после чего скручивается и снимается наконечник. Далее отводятся ролики подающего механизма, и устанавливается бобина с проволокой.
- Затем необходимо выставить на полуавтомате полярность тока. При использовании углекислого газа и обычной проволоки, полярность выставляется обратная: плюс на горелку, а минус на зажим.
 При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.
При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.
 При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.
При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.- Выставив полярность на полуавтомате необходимо завести конец проволоки в сварочный аппарат. Эта работа очень ответственная. Проволока должна быть заведена в подающий канал сварочного аппарата не менее чем на 10-20 см, она не должна висеть, изгибаться, быть кривой.
- Придерживая одной рукой, конец сварочной проволоки нужно подвести к прижимному ролику. Проволока должна располагаться строго внутри выемки ведущего ролика.
На этом подготовка полуавтомата к работе практически завершена. Если нажать на кнопку, которая расположена на рукоятке сварочной горелки, то проволока начнёт свое движение, и уже очень скоро появится из горелки. Теперь остаётся подключить газ к полуавтомату.
Как подключить углекислый газ к полуавтомату
Для этих целей сначала устанавливается редуктор на баллон с технической углекислотой.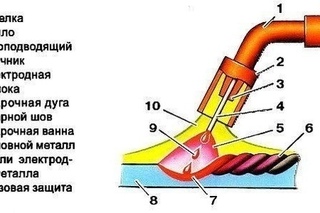 Почему именно с технической углекислотой? Всё очень просто, поскольку она содержит наименьшее количество водяных паров.
Почему именно с технической углекислотой? Всё очень просто, поскольку она содержит наименьшее количество водяных паров.
Затем редуктор нужно будет подключить гайкой к баллону, не забыв установить прокладку. Чтобы подключить полуавтомат к редуктору, необходимо воспользоваться специальным шлангом. На этом всё. Сварочный полуавтомат подключён, остаётся лишь выполнить все необходимые регулировки.
Как отрегулировать сварочный полуавтомат
Проверять настройки и регулировки сварочного полуавтомата нужно каждый раз перед включением устройства.
В перечень необходимых работ входят:
- Проверка натяжения проволоки. Сварочная проволока должна поступать без чрезмерного натяжения, но, в тоже время, она не должна провисать.
- Подтяжка прижимного ролика. Смысл данной операции в том, чтобы настроить прижимную силу ролика, таким образом, чтобы через него проходила даже изогнутая проволока для сварки.
- Регулировка расхода газа полуавтомата. Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.
 Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.
Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.Следует включить сварочную горелку и дождаться когда газовый клапан откроется. Расход газа должен быть в пределах 7-10 литров в минуту. Проверить данный показатель можно по шкале расходомера на манометре.
Еще статьи про сварку:Сварка полуавтоматом для начинающих тонкого металла. Как научиться варить полуавтоматом без помощи специалистов
ГлавнаяПолСварка полуавтоматом для начинающих тонкого металлаСварка тонкого металла инвертором и электродом: технология, видео
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.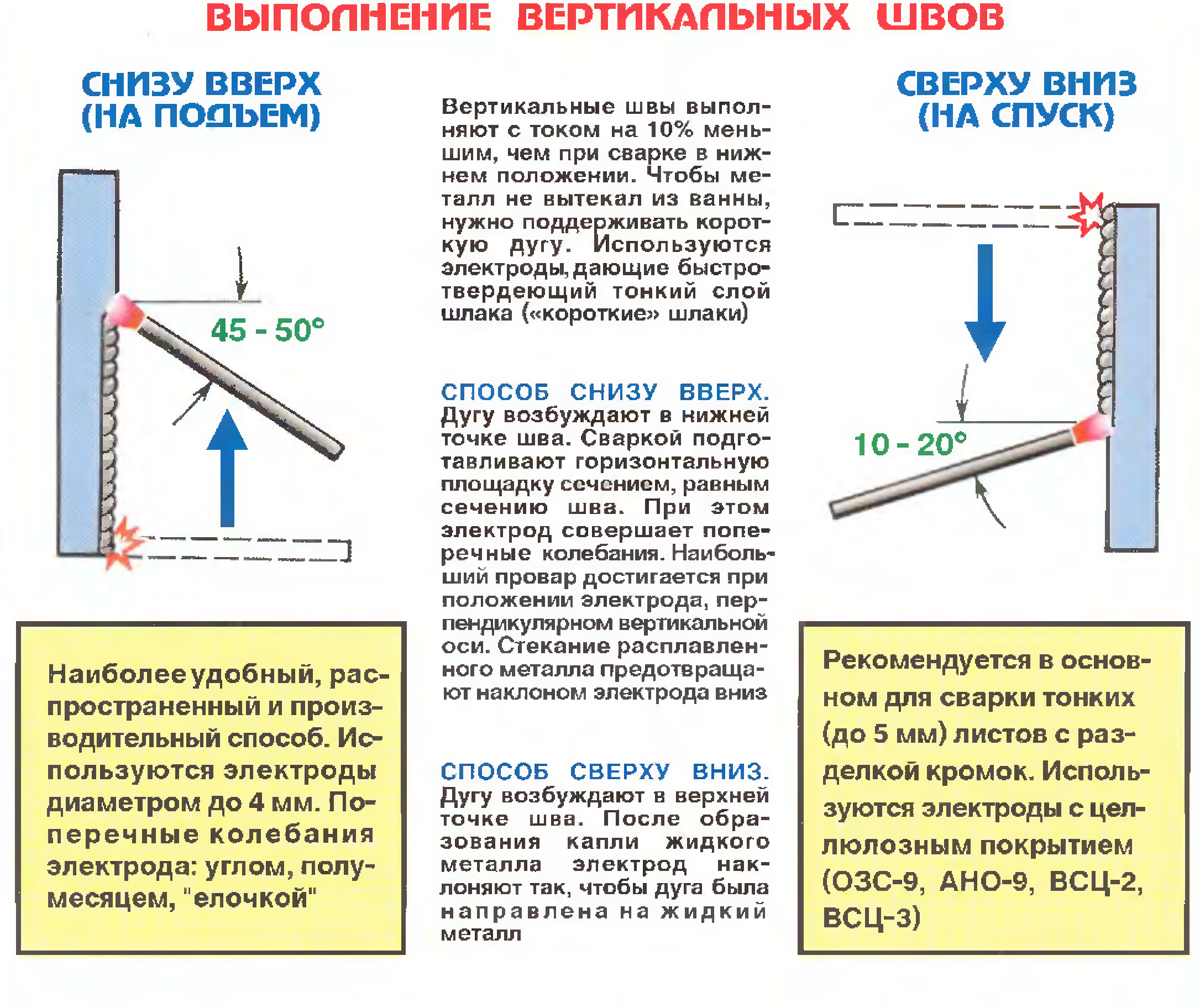
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
rezhemmetall.ru
требования к оборудованию и технике сварки (видео)
На сегодняшний день сварочное дело имеет широкое распространение. Этот метод скрепления различных деталей или конструкций между собой с большим успехом используется уже много десятилетий. Трудно представить себе такие отрасли промышленности, как металлургическая и машиностроительная, без сварочного дела. Подобные работы применяются и в частном строительстве. С каждым годом процесс сварки совершенствуется. В настоящее время используется не только ручной вид сваривания, но и полуавтоматический и даже автоматический. Многие не знают, как научиться варить полуавтоматом.
От качества скрепления деталей с помощью сварки зависит безопасность и качество металлических конструкции.
Сварочные работы являются очень ответственным видом работ. От качества скрепления деталей зависит прочность и безопасность всей конструкции.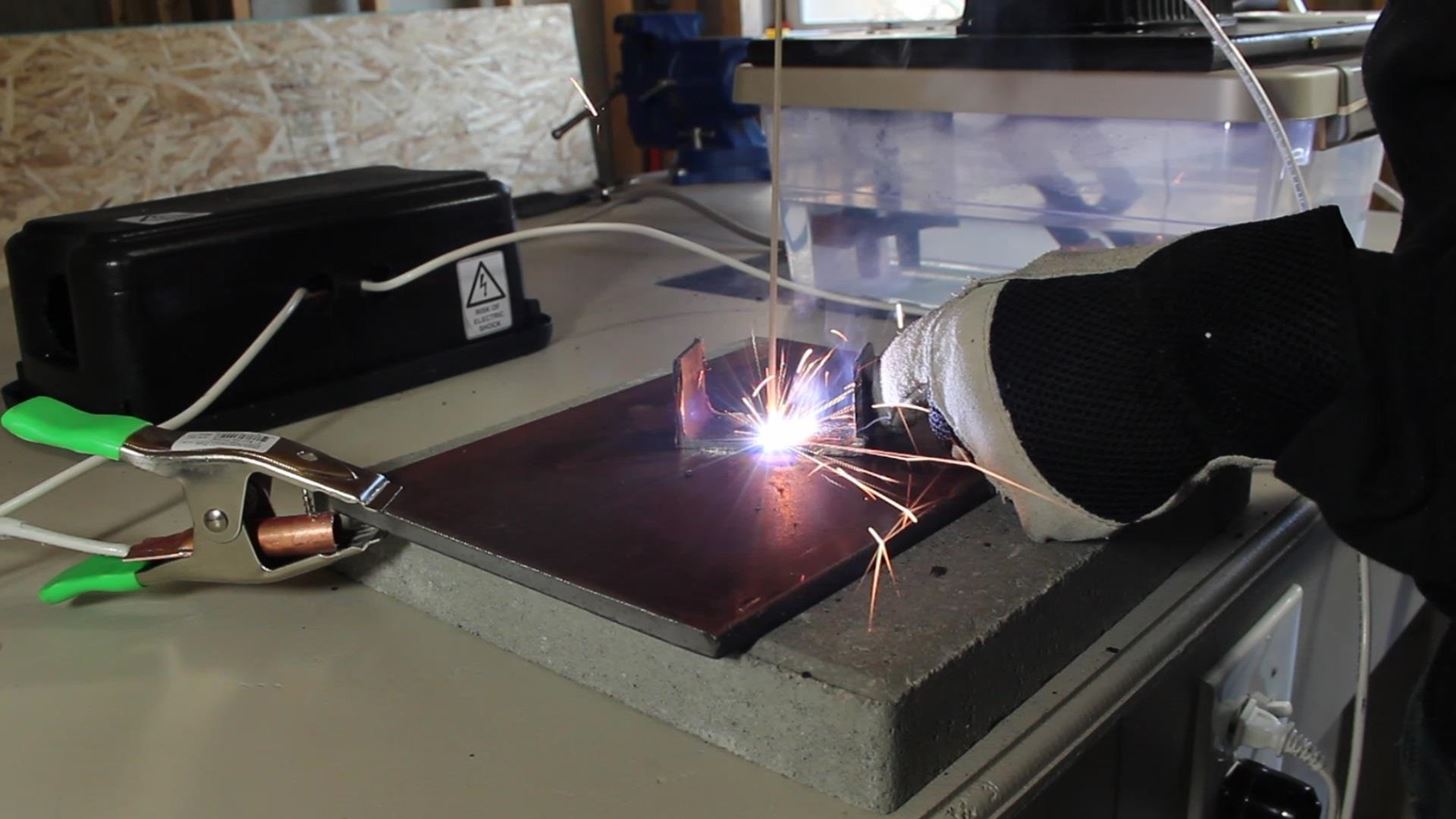 Сварка полуавтоматом отличается от ручной тем, что она в значительной степени облегчает процесс и позволяет улучшить качество сварного шва. Сварка полуавтоматом надежна и качественна. Нередко она осуществляется в среде инертных газов. Не умеющий сваривать детали человек должен знать основные этапы работы, а также правила техники безопасности при обращении с оборудованием. Рассмотрим более подробно основные требования к оборудованию и технике сварки.
Сварка полуавтоматом отличается от ручной тем, что она в значительной степени облегчает процесс и позволяет улучшить качество сварного шва. Сварка полуавтоматом надежна и качественна. Нередко она осуществляется в среде инертных газов. Не умеющий сваривать детали человек должен знать основные этапы работы, а также правила техники безопасности при обращении с оборудованием. Рассмотрим более подробно основные требования к оборудованию и технике сварки.
Что представляет собой сварка полуавтоматом
Схема устройства сварочного полуавтомата.
Чтобы научиться варить полуавтоматом, необходимо знать принцип работы. Данный вид сварочных работ является разновидностью электродуговой сварки. Металл нагревается и расплавляется под воздействием большого количества энергии, которая образуется в процессе работы оборудования. В результате этого участок около сварочной дуги начинает плавиться. После того как сварочная ванна остынет и металл затвердеет, формируется так называемый сварной шов. От его качества зависит прочность соединения деталей.
От его качества зависит прочность соединения деталей.
Если при простой дуговой сварке основной составляющей были электроды, то здесь должен быть и второй компонент — инертный газ. Зачем при сварке полуавтоматом необходим газ? Все дело в том, что в ходе работы сварной шов подвергается воздействию кислорода. Все это способствует образованию окислов, которые в значительной степени ухудшают прочность и надежность конструкции. С помощью инертных газов удается улучшить качество сварного шва. Чаще всего используются такие газы, как углекислый или аргон. Сварка может протекать с использованием активного или инертного газа.
Варить автоматом можно только с помощью электродов (сварной проволоки). В процессе нагрева электрод начинает плавиться и постепенно перемешивается с расплавленным металлом детали. Электрод подается на деталь при полуавтоматической сварке с определенной скоростью. Человек, который занимается данной работой, должен контролировать процесс и скорость подачи проволоки.
Организация сварочных работ
Схема классификации сварных швов.
Чтобы научиться хорошо варить полуавтоматом, необходимо иметь оборудование, знать принципы и правила сварки и иметь источник электрического тока. Для работы оборудования потребуется рассчитать силу тока и напряжение. На эту величину влияет несколько факторов: диаметр используемой сварочной проволоки (электрода) и толщина самой детали. Проще всего сваривать тонкие детали, так как в данной ситуации металл лучше прогревается, а шов становится более надежным. При большой толщине металла глубина прогревания и плавления снижается.
Чтобы толстый металл лучше прогревался, можно повысить напряжение. Напряжение подбирается в соответствии с силой тока. Эти сведения должны быть указаны в инструкции к сварочному оборудованию. Скорость подачи электрода и его плавления подбирается индивидуально для конкретного типа работ. Если электрод будет слишком быстро плавиться, то такой вид сварки не подойдет для толстых деталей. В этом случае шов может быть широким, что снижает его качество и увеличивает количество окалины.
Устройство сварочного аппарата
Типы сварных соединений и швов.
Каждый человек, который проводит сварочные работы, обязан знать, какое оборудование потребуется и каковы его составляющие части. Сварочный аппарат представляет собой сложную конструкцию. Она включает в себя следующие составляющие:
- газовый редуктор со встроенными манометрами;
- механизм подачи сварной проволоки;
- горелку;
- шланг определенного диаметра.
Выбор того или иного агрегата определяется типом проводимых работ, а также толщиной свариваемых деталей. Необходимо выбирать те аппараты, которые выпускаются известными производителями. Рекомендуется спросить совета специалистов или друзей, которые занимаются сваркой. Предпочтительнее приобретать полуавтомат по средней стоимости. Дешевый агрегат может быть некачественным.
Необходимо знать, что аппараты различаются между собой по мощности. Если мощность оборудования небольшая, то удастся сваривать только тонкие детали. Аппарат обязательно должен иметь инструкцию по использованию, серийный номер, дату изготовления, гарантийный срок. Стандартный полуавтомат должен включать в себя бобину с проволокой, рукав, зажим массы, блок управления.
Как правильно настроить оборудование
Схема процесса сварки полуавтоматом.
Очень важный и ответственный этап работы — это настройка аппарата. Варить полуавтоматом нужно при оптимальном режиме его работы. Во-первых, необходимо подготовить источник напряжения. Он должен быть постоянным. Некоторое оборудование очень чувствительно к перепадам напряжения, поэтому требуется все тщательно проверить. Во-вторых, для избежания воздействия тока на самого рабочего обязательно требуется организовать заземление. Аппарат должен быть подключен к заземляющему проводнику.
Следующий шаг — настройка режима работы. Это большое достоинство сварки при помощи полуавтомата. Сварщик способен сам настроить нужный режим. Все это сводится к скорости подачи и плавления сварной проволоки (электрода). Скорость расхода проволоки может составлять от 30 до 250 мм/с. Сила тока тоже подбирается индивидуально. Она варьирует от 40 до 600 А. Важно иметь в наличии достаточное количество газа. Газовый баллон может содержать до 100 л газа. При сварке полуавтоматом потребуется выбрать оптимальный диаметр наконечника. Он должен несколько превышать толщину используемой проволоки. Не нужно забывать и про подающий механизм и регулировку горелки.
Подающие механизмы бывают разными. В последнее время широко используется толкательный тип механизма. Он имеет один недостаток — ограничение длины шланга. Альтернативный вариант — тянущий механизм подачи. В данной ситуации шланг может быть длиной в несколько десятков метров. Это очень удобно, когда источник тока расположен далеко от свариваемых деталей. Далее потребуется установить режим подачи проволоки в рабочее положение. После установки режима работы рекомендуется провести пробную сварку на любом ненужном изделии. Если качество сварки хорошее, то все оставляется как есть. В противном случае проводится корректировка.
Технология сварки
Сам процесс сварки полуавтоматом осуществляется довольно легко. После настройки оборудования и его испытания можно приступать к основному этапу. Держатель должен находиться в таком положении, чтобы наконечник был в зоне сварки. Интересен тот факт, что варить полуавтоматом можно и без инертного или активного газа. В последние годы все чаще используется сварка под флюсом. Газ целесообразно приобретать только тогда, когда сварочные работы проводятся регулярно. В противном случае это будет экономически невыгодно. Если применяется флюс, то открывается заслонка, нажимается кнопка и осуществляется контакт наконечника с поверхностью детали. Это обеспечивает зажигание дуги и начало самого процесса сварки. Сопло необходимо двигать строго в нужном направлении.
Устройство сварочного аппарата.
Если в процессе используется газ из баллона, то уменьшить его расход можно путем более плотного контакта сопла с деталью. Скорость расхода проволоки не должна быть слишком большой. Это уменьшает стабильность горения дуги. Полуавтомат в большинстве случаев применяется для сварки изделий из стали и алюминия. Алюминий относится к инертным металлам, поэтому сварка обязательно должна проходить при наличии защитного газа. При этом дуга должна быть сильной. Немаловажно и то, что при сварке тонких деталей шов должен идти сверху вниз.
Нередко под свариваемые предметы подкладывается другой материал. В этой ситуации рекомендуется тщательно прижать подкладку к основному изделию. При толщине детали более 1,5 мм лучше осуществлять сварочные работы в вертикальном положении. Непосредственно перед сваркой нужно тщательно подогнать детали. Поверхности их очищаются от пыли, грязи, масел. Делается это при помощи ветоши, металлической щетки или специальных инструментов.
Соблюдение техники безопасности
Варить полуавтоматом небезопасно.
Как и при всех других видах сварки, человек, выполняющий работы, должен соблюдать требования безопасности.
Средства защиты при сварочных работах.
Во-первых, необходимо проверить исправность оборудования. Если выявлены дефекты, то пользоваться таким сварочным аппаратом нельзя. Во-вторых, электродуговая сварка характеризуется высоким уровнем излучения. Это может негативно сказаться на органах зрения посторонних лиц, пребывающих в рабочей зоне, или на самом работнике. В связи с этим установлено, что рабочая зона должна располагаться на расстоянии не менее 10 м от людей. В противном случае они могут получить ожог сетчатки, который характеризуется жжением в глазах, чувством инородного тела (песка).
В-третьих, важно уберечь самого сварщика от вредных факторов. К последним относится излучение, электрический ток. Работник обеспечивается средствами индивидуальной защиты: маской или щитком, рукавицами, одеждой. Для профилактики удара током широко используются диэлектрические коврики. Если работы проводятся в помещении, то пол должен быть невозгораемым. Должно быть организовано заземление. Во избежание возгорания нельзя проводить сварочные работы, если рядом расположены горюче-смазочные вещества. При сварке не нужно направлять сопло горелки на себя.
Список инструментов и материалов
Газ для сварки продается в баллонах. После того как баллон закончится, его можно обменять на новый, с газом.
Чтобы варить полуавтоматом, нужно иметь необходимый инвентарь и оборудование. Для сварки потребуется проволока. Ее диаметр может быть различным. Чаще используется проволока толщиной 0,5-3 мм. Тонкий материал использовать предпочтительнее. Для толстых изделий можно применять электроды большего диаметра, но для этого потребуется увеличить силу тока. Установлено, что при увеличении диаметра проволоки на 1 мм силу тока нужно повышать на 100 А. Широкое применение нашла флюсовая проволока. Она продается в виде тонкой трубки, наполненной порошком. Этот порошок заменяет защитный газ при сварке.
Вторая важная составляющая — это газ. Газ можно приобретать в баллонах. Он бывает в чистом виде и в виде смеси. Кроме того, потребуется приобрести сам сварочный аппарат. Он бывает переносным, стационарным и передвижным. Стационарные подходят для постоянных сварочных работ в определенном месте. Переносные более компактные, но они дороже. Потребуется также источник энергии, средства индивидуальной и коллективной защиты (перчатки, маска, щиток, коврик). В идеале на рабочем месте должна быть вентиляция (если работы проводятся в помещении). Для работы пригодится молоток, щетка, ветошь.
Рекомендации по сварке полуавтоматом
Чтобы избежать грубых ошибок при проведении сварочных работ, необходимо знать несколько очень важных правил. Во-первых, при сварке требуется соблюдать полярность. На самой горелке должен находиться «+», а на детали — «-». Это правило актуально только в том случае, если сварка осуществляется с использованием защитного газа. Часто газ не применяется. В данной ситуации полярность должна быть обратной. Это обеспечивает более высокую температуру и расплавление флюса, в результате чего образуется защитный газ.
Во-вторых, не рекомендуется переносить оборудование, хватаясь за кабель или горелку. Для этой цели на сварочном агрегате имеются специальные ручки. В-третьих, оборудование при постоянном его применении должно подвергаться чистке. В-четвертых, при сварке выделяется электромагнитное излучение, которое переносится людьми по-разному. В силу всего этого работник обязан пройти медицинский осмотр. В-пятых, сварку нужно проводить согласно приложенной инструкции. Не рекомендуется перегружать агрегат. В-шестых, во избежание получения травм крышку механизма подачи целесообразно предварительно закрывать.
Подведение итогов
Таким образом, научиться сваривать детали полуавтоматом может каждый, нужно лишь знать технику работы и иметь навыки. Если ручная дуговая сварка требует больших усилий и времени, то варить полуавтоматом намного проще и удобнее. К преимуществам этого способа можно отнести возможность работы с тонкими предметами, экономическую выгодность, меньшую чувствительность к ржавчине. Но есть и несколько отрицательных сторон. Они включают в себя более мощное излучение и повышенную опасность для работника, сильное разбрызгивание раскаленного металла в случае отсутствия защитного газа.
Если выполнять сварочные работы, опираясь на все вышеперечисленные правила, то можно добиться идеального результата.
moyasvarka.ru
Сварка тонкого металла электродом — правильная техника
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которыепозволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Видео:
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Видео:
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Загрузка…plavitmetall.ru
Как сварить тонкий металл – уроки для начинающих
Апрель 17, 2017
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно при сварке аргоном.
Особенности сваривания тонкого металла при помощи инвертора
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
electrod.biz
| Наш форум Ручная дуговая сварка металла Сварка полуавтоматом и сварка аргоном Как выбрать сварочный аппарат Сварка тонкого металла Если прожигается металл во время сварки.Как заварить отверстие Сварка труб Резка металла ручной дуговой сваркой Сварочные маски и светофильтры к ним.Как правильно подобрать Сварочные электроды.Марки и предназначения Симулятор сварки | Сварка тонкого металла.Хочу рассказать про то,как варить тонкий металл толщиной до 2-х мм.Такой металл нашёл широкое применение.Наверное все видели профильные трубы,В большинстве толщина металла,из которых они изготавливаются не превышает 2-х мм.Или например,нужно сварить какой нибудь бак из нержавейки.Ведь как известно,чем тоньше металл,тем легче будет изготавливаемое изделие.Так что сваривать тонкий металл нужно уметь. Сварка тонкого металла ручной дуговой сваркой.Начнём,пожалуй,с ручной дуговой сварки.Сразу скажу,что для новичка это будет не легко,так как для этого нужен опыт.Например,если вы хорошо варите полуавтоматом,это ещё не значит,что вы также хорошо будете варить и ручной дуговой сваркой.С ручной сварки переучиться на полуавтомат не составит труда,а вот наоборот уже сложно.То есть,если вы варили только на полуавтомате,а потом вам пришлось перейти на ручную сварку,считайте,что придётся заново учиться.Так что советую всем начинать именно с ручной дуговой сварки.И так начнём,возьмём к примеру металл толщиной 1,5 мм.Электрод лучше взять конечно 2 мм (двойку),хотя если таких нет,то можно варить тройкой.Варить можно несколькими способами.Разберём первый способ.Непрерывная сварка всего шва.То есть,ведёте электрод по всеё длинне шва не отрывая.Такой способ в основном применяется при сварке толстого металла и при потолочном шве.Выставляем значение тока примерно 40-60 Ампер.Может не много больше или меньше,потому что каждый аппарат чем то отличается.Лучше в этом случае судить по зажженной дуге и по проплавлению металла.Нужно чтобы корень шва проваривался,но сам металл не прожигался.Вот и всё от чего зависит непрерывная сварка всего шва.То есть нужно взять электрод подходящего диаметра,выставить соответствующий ток,и вести электрод с определённой скоростью не отрывая.Если вести электрод слишком быстро,то корень шва не проварится,а сварочный шов будет наложен поверх стыка.А если вести слишко медленно,то можно прожечь металл.Прерывистая сварка или сварка точками.Второй способ это сварка с гашением дуги электрода во время сварки.При сварке тонкого металл в основном применяют этот способ.В этом случае значение тока устанавливается чуть больше обычного,чтобы корень шва хорошо проваривался.Если металл очень тонкий или ток слишков большой варить можно точками,то есть чуть касаемся металла, дуга зажигается,и сразу же убираем электрод.Дальше опять касаемся металла и убираем.Происходить всё это должно быстро,чтобы металл не успевал остывать полностью.Можно варить не только точками,а чуть длиннее.Нужно следить за сварочной ванной и смотреть чтобы металл насквозь не проплавился.Конечно это не легко,как может сначало показаться.Это достигается долгим и упорным трудом и приходит с опытом работы.Сварка тонкого металла полуавтоматом.Полуавтоматом варить тонкий металл значительно легче.Он прекрасно варит на маленьких токах.Здесь всё зависит от скорости подачи проволоки и от силы установленного тока.Но всё же для сварки тонкого металла нужна практика.На полуавтомате также можно варить и непрерывно весь сварочный шов,и точками.Принцип сварки тот же самый,просто не нужно стучать электродом,зажигая дугу,а просто в определённые моменты нажимать на кнопку. Вот в принципе и всё,что я хотел сказать про сварку тонкого металла.Не переживайте,если сразу не будет получаться.Через это проходят все начинающие сварщики. |
www.ruchnayakovka.narod.ru
| Наш форум Ручная дуговая сварка металла Сварка полуавтоматом и сварка аргоном Как выбрать сварочный аппарат Сварка тонкого металла Если прожигается металл во время сварки.Как заварить отверстие Сварка труб Резка металла ручной дуговой сваркой Сварочные маски и светофильтры к ним.Как правильно подобрать Сварочные электроды.Марки и предназначения Симулятор сварки | Если прожигается металл во время сварки. При сварки тонкого металла,как у начинающих так и у опытных сваршиков,иногда металл прожигается на сквозь.Для сварщиков с опытом в этом нет ничего страшного — прожёг и сразу заплавил,не прерывая дуги.А вот многие начинающие сварщики сталкиваясь с такой проблемой не знают как это исправить.Сразу скажу что в этом виноват большой ток и руки. А между прочим нет ничего сложного.Отверстие не заплавляется,потому что металл не успевает остывать Для начала нужно не много убавить ток.Затем заплавляем таким образом. Например,проходим по левому краю отверстия по самой кромке,накладывая шов.Затем по правому.И так попеременно,пока всё отверстие не будет заплавленно.Пока вы накладываете шов на один край,другой не много остывает.Только металл не должен остывать полностью. В этом случае металл не успевает проплавляться.Затем обязательно нужно отбить шлак,чтобы убедиться в хорошем заплавлении отверстия.Этот способ в основном применяется когда металл расположен горизонтально. А что если прожгли металл на вертикальной плоскости.Здесь уже заплавляется не много по другому. Так вот,чтобы заплавить (заварить) отверстие на вертикальной плоскости,нужно начинать с самого нижнего края отверстия. Накладываем первый шов вдоль нижнего края,по самой кромке.Затем на него же второй и так далее,пока не заплавиться всё отверстие.Только нужно следить во время сварки за тем,чтобы металл не стекал вниз и не проплавлялся.Для этого нужно давать наплавленному металу не много остыть,то есть варить с гашением дуги или точками. В работе сварщика встречается много разных ситуаций.Пожалуй всех чаще,приходиться |
Как варить полуавтоматом тонкий металл
Как варить полуавтоматом тонкий металл — с газом и без него
Полуавтоматическая сварка получила большую популярность при сварке тонколистового металла из нержавеющей стали и цветных металлов. Можно варить полуавтоматом и чугун, зная, как это правильно делается.
В общем, там, где нужно получить хорошее качество сварного шва, используют полуавтоматы для сварки.
Плюсы сварки полуавтоматом
Сварка инверторным полуавтоматом имеет огромное количество положительных сторон:
- Она идеально подходит для новичков;
- При сварке полуавтоматом нет шлака;
- Не нужны электроды;
- При полуавтоматической сварке практически отсутствует разбрызгивание металла.
Что касается недостатков, то они связаны в первую очередь с тем, что нужен газ, поэтому оборудование для полуавтоматической сварки достаточно громоздкое. Также, варить полуавтоматом неудобно в сильный ветер, поскольку сквозняк сдувает защитный газ, что плохо сказывается на сварочном соединении.
Как подготовить полуавтомат к работе
Сначала инверторный полуавтомат для сварки нужно заправить сварочной проволокой, установив катушку в аппарат. Используя специальный механизм для протяжки, нужно отрегулировать степень натяжения проволоки.
В том случае, когда используется катушка несколько большего диаметра, чем нужно, следует воспользоваться специальным адаптером. Проволока выводится из механизма примерно на 15 см, после чего её излишняя длина обрезается.
Далее нужно установить баллон с газом, проверить, снабжена ли система предохранителями. Обязательно следует обратить внимание на то, правильный ли был выбран режим сварки полуавтоматом, а также подходящий ли в баллоне газ для сваривания какого-то конкретного металла.
Сварка полуавтоматом для начинающих
Варить бытовым инверторным полуавтоматом можно различные по толщине металлы, начиная от 0,2 мм и заканчивая 4 мм и выше. Здесь все во многом зависит от мощности полуавтомата, силы сварочного тока, а также диаметра используемой проволоки для сварки.
Несмотря на простоту использования полуавтомата, при сварке следует придерживаться следующих советов:
- Крайне важно выбрать правильный режим сварки полуавтоматом;
- Тонкий металл варят полуавтоматической сваркой на пониженных токах, до 75 Ампер;
- Скорость подачи сварочной проволоки выше, чем при сваривании толстых металлов;
- Вести горелку вдоль сварочного шва нужно равномерно, чтобы не появились наплывы металла или не образовался прожог;
- Точечную сварку полуавтоматом всегда лучше начинать от центра заготовки.
Чтобы сварной шов полуавтоматом получился красивым, нужно тщательно очистить металл. Это очень важно и для собственной безопасности, ведь следы краски и других загрязнений способны выделять вредные испарения, которые могут оказывать вредное воздействие на человеческий организм.
При сварке тонких металлов полуавтоматом выдерживают угол между поверхностью и горелкой в 45 градусов. При этом присадочный материал должен обладать продолжительным периодом плавления.
Перед сваркой тонкого металла необходимо досконально изучить весь технологический процесс, поскольку это поможет избежать многих распространённых ошибок.
ГОСТы и технология полуавтоматической сварки газом
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. Сварка полуавтоматом – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Принцип действия
Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Полуавтоматическая сварка толстых металлов
Аппарат полуавтомат для сварки толстых металлов успешно справляется со свариванием уплотнённых деталей при помощи создаваемой им высокой плотности тока. Она обеспечивает глубокое плавление обрабатываемого материала, что позволяет прочнее скрепить монтируемые конструкции. Больше всего такой тип сварочных работ подходит для обработки жёстких металлических конструкций, а также изделий, которые изготовлены из марок стали с высокой теплоустойчивостью и особой прочностью.
При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.
Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.
Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.
Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Как держать сварочную горелку
Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Какой выбрать сварочный полуавтомат?
Перед покупкой прибора нужно:
Схема устройства сварочного полуавтомата.
- Выяснить, какие характеристики имеет сеть электропитания, через которую будет осуществляться сварка.
- Выяснить, для каких работ предназначен полуавтомат.
- Сравнить различные виды приборов и выбрать тот, который по своим характеристикам соответствует назначению сварных работ.
- Тщательно освоить технологию полуавтоматической сварки.
- Обеспечить соблюдение правил по технике безопасности при выполнении сварки.
Полуавтоматическая сварка дает возможность варить металл различной толщины. Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Скорость сварки
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз. Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки.
- Защиты дыхательных органов. Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы.
- Защиты от брызг. Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей. Запрещается использование металлических защитных масок и шлемов.
- Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе. Размер веревки должен быть не менее 2 метров.
- Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны. В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе.
- Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Длина выхода сварочной проволоки
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Необходимое оборудование и материалы
Для работы потребуются:
- Мощный сварочный аппарат. Максимальное значение сварочного тока – не менее 250 А.
- Баллон для хранения и транспортировки углекислого газа. Существуют емкости объемом 5, 10 и 40 литров. Баллоны красят черной краской.
- Редуктор для понижения давления газа. Требуется использовать специальное устройство для СО2. Желательно наличие подогревающего элемента.
- Шланг и хомуты – для подключения баллона.
Для сварки сталей полуавтоматом используют проволоку типа Св-08Г2с или аналогичную для сварки углеродистых сталей 08х18н9т, а также эквивалент для сварки коррозионностойких сталей. Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.
Примерная стоимость проволоки для сварки углеродистых сталей на Яндекс.маркет
В некоторые аппараты, работающие от сети 220 вольт, помещаются только маленькие бухты с проволокой.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Характеристики
Предлагаем вашему вниманию таблицу для сварки. Она содержит данные для сваривания с использованием углекислого газа, однако эти данные можно использовать и для сварки с использованием смесей, существенных технологических отличий нет.
При сварочных работах необходимо неукоснительно соблюдать технику безопасности. Перед началом выполнения необходимо проверить исправность всех механизмов и устройств.
В особенно тщательной проверке нуждается подающий клапан. Сварочная ванна должна быть полностью заполнена газом, несоблюдение этого условия может негативно сказаться на результате.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Порошковый электрод
Главная причина популярности порошкового сварочного электрода — это возможность варить без использования защитного газа. Проволока представляет собой тонкостенную металлическую трубку, наполненную специально подготовленным порошком. Внутри трубки может быть сформировано еще несколько трубок для обеспечения достаточной жесткости. Толщина порошковой сварочной проволоки варьируется в пределах от 0,9 до 1.5 мм.
В зависимости от состава порошка различают несколько подвидов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.
Принцип использования такого сварочного материала проволоки основан на испарении порошковых флюсовых присадок и образовании из этих паров защитных газовых пузырьков, предохраняющих сварочную ванну от контакта с кислородом воздуха.
Порошковая проволока для сварки полуавтоматом
Главное достоинство порошковой проволоки — это возможность обходиться без подачи инертного газа и вести работу даже на значительном ветру.
Недостатками является высокая цена и повышенная хрупкость. В случае залома сварочный материал приходится выбрасывать.
выбор оборудования и настройка сварочного полуавтомата
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Пошаговая инструкция по выполнению
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.
Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Критерии выбора
На выбор сварочного полуавтомата влияют несколько критериев.
- Какие требования к нему предъявляет потребитель. Аппарат будет использован для бытовых нужд или для мелкого бизнеса, к примеру, для кузовных работ. Или это сварочный аппарат будет использован в промышленных условиях.
- Какие требования будут предъявляться качеству шва. Для ремонта автомобиля (для кузова) необходимо качество внешнего шва, есть конструкции общего назначения (декоративные решетки, калитки и прочее), есть ответственные конструкции, к которым можно отнести сварку водопровода, газовой трубы или сборку гаражной металлической постройки.
- Многое в выборе будет зависеть от толщины свариваемого шва.
- Следующий критерий – виды свариваемых металлов. Здесь вариантов много: низкоуглеродистая сталь, алюминий, нержавейка и так далее. Полуавтомат для сварки алюминия требует присутствия баллона с инертным газом, чаще аргона.
- Длина шва.
- Характеристики сети питания.
Для начинающих сварщиков лучше всего обратить внимание на конкретные характеристики. И не стоит начинать свою деятельность со сложных приборов. Для них оптимальным вариантов будет бытовой полуавтоматический аппарат.
Бытовой сварочный полуавтомат
Бытовой полуавтомат
К этой категории относятся приборы, которые работают от сети переменного тока напряжением 220 вольт. Рассчитаны они на непродолжительную работу, использовать их можно несколько часов в день. И если даже степень работы увеличивает продолжительность использования, то рекомендуется делать перерывы, чтобы полуавтомат остыл.
Токовая нагрузка бытового аппарата – 16 ампер, при этом величина сварочного тока не превышает 200 ампер. В этом приборе могут быть использованы разные проволоки: стальная диаметром 0,8 мм, алюминиевая – 1 мм, порошковая – 0,9 мм. Кассета подачи проволоки оснащена двумя роликами. Это хороший сварочный полуавтомат для дома, его можно установить в гараже, в небольших мастерских, где сваркой пользуются время от времени.
Профессиональный
Его отличают вот такие характеристики:
- Номинальный ток сети – более 16 ампер, подключается только к 380 В.
- Токовая нагрузка: 200-400 ампер.
- Длительный режим работы.
- Диаметр используемой проволоки от 0,8 до 1,6 мм.
- В подающем устройстве могут быть однороликовые кассеты или двухроликовые. В этом механизме устанавливается электродвигатель мощностью 50 Вт.
- Высокое качество комплектующих, которые гарантируют 5-7 лет жесткой работы.
Что такое полупрофессиональный полуавтомат? Такого чисто технического понятия не существуют. Сварщики под этим термином понимают агрегат профессиональный с небольшой мощностью.
Промышленный
Это мощное сварочное оборудование, с помощью которого можно варить детали толщиною до 5 см. Интенсивное использование, практически безграничное время работы. У таких полуавтоматов механизм подачи является отдельной частью.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Основные режимы
Любой начинающий домашний мастер перед началом самостоятельной работы на полуавтомате должен для себя уяснить все возможные режимы сварки, которые ему будут доступны.
Следует помнить, что режим, главным образом, подбирается исходя из толщины рабочего металла.
Так, для выполнения тонких сварных соединений рекомендуется использовать проволоку, которая выступает в качестве электрода, с толщиной в пределах шести миллиметров.
В свою очередь, при необходимости выполнить сварное соединение материала, толщина которого превышает пять миллиметров, проводить работу придется в два отдельных этапа.
В этом случае каждый следующий накладываемый шов должен идти строго по поверхности предыдущего.
Расход газа при выполнении сварки тонкого металла составляет в среднем до семи литров в минуту.
Такой объем газа позволяет выполнить необходимую работу без деформации рабочего материала, за счет того, что зона теплового воздействия значительно сужается.
Любой начинающий мастер должен иметь представление о каждом доступном ему режиме при работе на полуавтомате.
Сварка при помощи полуавтомата дает возможность проводить необходимые работы, как с тонким материалом, так и с тем, который имеет большую толщину.
Исходя из этого предусмотрено несколько различных вариантов выполнения данного вида работы.
Так, сварка полуавтоматом может быть стыковой, и в этом случае практически полностью исключаются зазоры между соединяемыми деталями.
ВАЖНО ЗНАТЬ: Машины контактной сварки — задачи и разновидности
Такой тип сварки особенно популярен у автолюбителей. Также полуавтомат позволяет выполнить качественное соединение внахлест.
Данный способ считается наиболее простым, и освоить его не составит труда. Более сложный и при этом более прочный тип сварки полуавтоматом носит название — по готовым отверстиям.
Следует отметить, что скорость работы, а также высоту шва мастер выбирает самостоятельно.
Видео:
Кроме этого, домашний мастер обязательно должен научиться правильно выбирать режимы работы и настраивать все используемое оборудование.
При выполнении сварки следует контролировать поступление газа. Он должен негромко шипеть и обдувать рабочую поверхность, а не дуть на нее.
На видео выше подробно показано, как правильно работать полуавтоматом.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Принцип действия
Для оптимального необходимого выбора аппарата нужно понимать, как работает полуавтоматическая сварка. Первоначально полуавтоматические устройства предназначались для надежной сварки разных сталей: низкоуглеродистых, нержавеющих, легированных. Сейчас полуавтоматы применяются во многих областях производства и быта. Они отлично подходят, например, для работы с отопительной системой.
Аппарат полуавтоматической сварки — это устройство, предназначенное для соединения металлических изделий методом оплавления краев заготовок. Роль электрода выполняет специальная проволока, намотанная на катушку и размещенная внутри аппарата.
В том же корпусе находится узел для её автоматической раскрутки и подачи в сварочную ванную.
Принцип работы полуавтомата следующий:
- Защитный газ выпускается на горелку.
- Включается источник питания. Блок питания может быть трансформаторного или инверторного типа. Инверторы понижают напряжение и преобразуют переменный ток в постоянный.
- На горелку подается ток.
- Подающий узел разматывает проволоку, заменяющую классический электрод, и направляет её с необходимой скоростью. Если сварочный процесс проходит под флюсом, то тогда прибор оснащен воронкой для более толстой проволоки.
- Плавление проволоки осуществляется при помощи электрической дуги, возникающей между поверхностью заготовки и проволокой.
- Газ обеспечивает защиту вокруг ванны.
Многие устройства рассчитаны на разное питание. Напряжение может быть как однофазным, так и трехфазным. Поэтому эти устройства можно использовать не только в промышленности, но и в быту. Переключение режимов с 220 вольт на 380 вольт осуществляется с помощью панели управления оборудования. При работе инвертора значение напряжения понижается, а величина тока повышается. К заготовке подключается плюсовой контакт, а «минусом» является сама проволока. Напряжение на неё передается через так называемый контактор.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество сварочного шва.
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов.
- Технология в углекислом газе быстро и легко осваивается.
Полуавтоматическая дуговая сварка плавящимся электродом в защитном газе
Материалы для газовой сварки должны быть качественными, чтобы результат вас не разочаровал. Плазменная сварка – один из относительно новых видов соединения металлов. Как она выполняется, читайте в этой статье.
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по ссылке.
Основы дуговой сварки порошковой проволокой и ее многочисленные применения
Сварочные брызги наблюдаются в виде капель, выходящих из сварочной ванны
Изготовление металлических конструкций — сложная работа, которая включает в себя различные процессы и методы. Одним из методов, используемых при изготовлении конструкций, является дуговая сварка порошковой проволокой, также известная как FCAW. Среди различных типов сварки FCAW — это автоматический или полуавтоматический процесс электродуговой сварки, в котором в качестве электрода для дуги используется присадочная проволока. Это похоже на газовую дуговую сварку металла (широко известную как сварка MIG) и иногда использует то же оборудование, но присадочная проволока — это то, что отличает FCAW.
Присадочная проволока в FCAW полая и заполнена флюсом, и вместо того, чтобы полагаться исключительно на защитный газ для защиты, флюс защищает сварочную ванну и покрывает весь сварной шов. Это покрытие позволяет сварному шву медленнее остывать, создавая более прочный и стабильный металлический сплав. FCAW идеально подходит для сварки плотных секций толщиной в дюйм и более, поскольку имеет высокую скорость наплавки металла шва и обеспечивает отличное проплавление. FCAW также обычно приводит к меньшему количеству дефектов сварных швов, особенно к разбрызгиванию сварочного шва, очистка и исправление которых может быть дорогостоящей.
FCAW обычно используется для обработки низкоуглеродистой стали. Может применяться для наплавки и облицовки стали. Его также можно использовать для точечной сварки углеродистой стали, чугуна и листовой стали. Этот процесс актуален в производственных и промышленных проектах, сварке трубопроводов, подводной сварке, судостроении и общем ремонте.
FCAW обычно дороже, чем обычные сварочные материалы, такие как сплошная проволока, из-за минеральных соединений и порошковых металлов, содержащихся во флюсе.Это оборудование также дороже, чем оборудование, используемое для других сварочных процессов, таких как MIG и дуговая сварка защищенного металла (широко известная как сварка штучной сваркой). Однако первоначальные капитальные затраты компенсируются более качественными результатами, требующими меньшего количества постсварочных процессов. Он вызывает минимальное разбрызгивание, обеспечивая более чистый сварной шов, более прочный и менее дефектный. Он не требует дополнительного времени на обработку, что снижает операционные и потенциальные риски в области OH&S. В конечном итоге потребуются незначительные расходы на устранение дефектов и доработку.
Поперечное сечение проволоки с сердечником из флюса — рисунок 10-58 (1)
Для сварщиков FCAW считается довольно простым и легким в освоении, но трудным для совершенствования, особенно в условиях эксплуатации на месте. В процессе будут присутствовать проблемы, как и в случае с обучением любому новому навыку или инструменту, но правильное руководство приведет к появлению востребованных навыков и хорошему конечному продукту.
Благодаря нашей сертификации AS / NZS ISO 3834 вы можете доверять Master Steel в предоставлении комплексных услуг и инновационных решений для удовлетворения ваших требований к стали.Мы успешно реализуем проекты по своевременности, финансовым показателям, качеству и безопасности, чтобы наши клиенты могли иметь операционную безопасность и стабильно высокую производительность. Мы верим в гибкость стали, которая превосходит ожидания наших клиентов. Позвоните в Master Steel по телефону 07 5594 7944 или напишите нам по адресу [email protected].
Начало работы с основами MIG-сварки
Сварка — важный навык для заядлых и даже умеренных энтузиастов.Гайки и болты могут только вас увести. В конце концов, если вы серьезно относитесь к настройке и изготовлению, вам придется научиться сваривать. Этот полезный навык откроет новые возможности изготовления ваших проектов, которые раньше могли казаться невозможными.
Хотя занятия или семинар — это хорошая идея, правда в том, что с практикой, терпением и надлежащим оборудованием вы можете научиться сварке MIG в своем гараже самостоятельно. Мы собрались вместе с нашими друзьями из Lincoln Electric, чтобы узнать, что вам следует знать, чтобы начать работу в мире сварки MIG.
Что такое сварка MIG?
В этой статье мы рассмотрим основы сварки MIG. Возможно, вы немного знаете об общих идеях сварки или знакомы с некоторыми терминами, но мы начнем с самого начала и познакомим всех.
MIG (металлический инертный газ) более правильно называть GMAW (газовая дуговая сварка металла), но для простоты в этой статье мы будем использовать сварку MIG.MIG — это наиболее часто используемый сварочный процесс в мире по многим причинам: он быстрый, недорогой, а сварщиков легко обучить качественной работе.
При надлежащей настройке и знаниях даже небольшой сварщик MIG сможет справиться с большинством ремонтных и базовых потребностей в производстве. Эта машина станет незаменимым инструментом для всего, от ремонта детского велосипеда до сварки новых полов и ремонта панелей на вашем проектном автомобиле.
Газ или флюс
Использование правильного газа и провода
Мы уже говорили о выборе подходящего защитного газа.Однако, если вы хотите добиться наилучших результатов, он не повторится. Также важно выбрать проволоку, соответствующую материалу, который вы свариваете:
- Для углеродистой стали вы хотите использовать смесь 75% аргона и 25% CO2, это в промышленности также известно как 75/25. Для этого приложения вы также будете использовать стальную проволоку.
- Для достижения наилучших результатов при обработке нержавеющей стали вам нужно использовать так называемый газ Tri-Mix. Это смесь аргона, CO2 и гелия. Вам также понадобится проложить в машине нержавеющую проволоку.
- При работе с алюминием рекомендуется использовать 100% аргон. Вы также проложите алюминиевый провод. В этом случае катушечный пистолет является хорошим вариантом, поскольку он помещает проволоку прямо за пистолетом и снижает риск повреждения или застревания тонкой алюминиевой проволоки при подаче из машины.
Многие сварочные аппараты MIG, которые продает Lincoln Electric, позволяют использовать любой тип защиты. Использование газа немного дороже по сравнению с начальными инвестициями, оно требует, чтобы вы сначала предоставили газоснабжение или сварочную станцию, чтобы обеспечить вас надлежащей смесью газа, которая обычно представляет собой смесь аргона и CO2 для сварки углеродистой стали MIG, также известная как низкоуглеродистая сталь.
Сварочная проволока с флюсовым сердечником содержит внутри защитное вещество для защиты сварного шва. Преимущество здесь — лучшая портативность, так как нет тяжелого бензобака, который можно было бы возить со сварщиком. Недостатком является беспорядок, так как при сварке сердечника из флюса обычно остается больше брызг. Если вы работаете над сельскохозяйственным орудием в поле, вас это может не волновать. Однако на участке проекта, который будет виден зрителям или судьям автосалона, брызги необходимо удалить.
Безопасность прежде всего
Безопасность всегда должна быть вашим приоритетом номер один в вашем магазине, независимо от того, являетесь ли вы профессиональным строителем или обычным энтузиастом, ломающим голову в своем гараже.Поездки в скорую помощь не доставляют удовольствия, а поездки в похоронное бюро — еще хуже. Так что не экономьте на своей безопасности, безопасности своей семьи и друзей во имя экономии нескольких долларов.
Может ли ваш гараж / магазин обрабатывать продукцию?
Трудно наслаждаться плодами своего труда, если ты их не видишь. Защитите глаза и лицо качественным сварочным шлемом.
Даже небольшие сварочные аппараты 110 потребляют большую силу тока. Имея это в виду, вы должны быть уверены, что ваши розетки и проводка соответствуют поставленной задаче.Не полагайтесь на автоматический выключатель как на спасительную милость. Мы видели дома и гаражи магазинов, которые загорелись, потому что проводка нагрелась до того, как сработал выключатель, что привело к возгоранию изоляции и деревянного каркаса. Это может быть больше, чем плохой день, пожар — это, возможно, худшее, что может случиться с автомобильным парнем и его семьей.
Вы можете приобрести оборудование для тестирования вашей системы 110 в большинстве хозяйственных магазинов. Если вы все еще не уверены или планируете использовать сварочную систему с еще большей мощностью, потратьте деньги на то, чтобы профессиональный электрик все проверил, чтобы узнать, пришло ли время для обновления.Специальная розетка для вашего сварщика может быть не самым дешевым вариантом для установки, но это будет дешевле, чем замена сгоревшей проводки, поврежденной панели предохранителей или всего гаража.
Что надеть
Это еще одна область, где мы видим, как парни все время экономят. Мы знаем, что сварочные маски недешевы, как и сварочные куртки. Вы видите, как парни постоянно закрывают глаза в шоу по кабельному телевидению. Это действительно неправильная идея, свет от сварочного аппарата MIG ярче солнца.Это может не только навсегда повредить ваши глаза, но и привести к мигрени и другим серьезным проблемам.
Lincoln продает все необходимое оборудование для обеспечения безопасности в разных комплектах.
Тогда есть брызги. В прошлый раз, когда мы проверяли, никто не любит обжигаться или травмироваться. Защитите глаза, лицо, руки и остальную часть тела хорошим шлемом, парой качественных перчаток, рубашкой для сварщиков, курткой или фартуком, кожаными туфлями или ботинками, а также толстыми брюками или сварочными швабрами.
Избегайте дыма
Сварочный дым может представлять серьезную опасность для здоровья. Мы говорим не только о том, чтобы вызвать у вас головокружение, легкое головокружение или тошноту. Продолжительное воздействие газов и паров, образующихся при сварке, может иметь постоянные физические и неврологические побочные эффекты. Вам нужно работать в хорошо проветриваемом помещении. Должен быть достаточный воздушный поток, чтобы обеспечить вас свежим воздухом, однако воздушный поток не должен быть таким, чтобы он вытягивал или отталкивал весь ваш защитный газ.Вы можете использовать систему вентиляции с высоким вакуумом и малым объемом воздуха. Lincoln и другие компании предлагают их для производства сварочного оборудования и компаний. Мы просто предлагаем, чтобы ваше рабочее место было открытым, чтобы в нем было немного движущегося воздуха. Если вы заметили скопление дыма, сделайте перерыв и на время расчистите место, открыв больше дверей или окон и / или включив вентиляторы.
Оборудование
Если вы новичок или опытный профессиональный сварщик, у Lincoln есть машина для удовлетворения ваших потребностей в сварке. Мы представили отличную статью по этой теме, чтобы помочь вам выбрать подходящую машину. В этой статье мы хотели бы упомянуть сварочные аппараты Lincoln серий POWERMIG 140c и POWERMIG 180. Том Майерс, инженер по применению в Lincoln Electric, рассказал нам об этой истории, чтобы глубже понять, что можно и чего нельзя делать при сварке MIG.Если у вас в гараже нет розетки 230C, 140c отлично подходит для того, чем большинство парней будет заниматься дома.Наличие 230 откроет вам возможности. -Tom Myers
Майерс сказал нам: «Если у вас в гараже нет розетки 230C, то 140c отлично подходит для того, что большинство парней будет делать дома. Однако, имея 230, вы откроете для себя все возможные варианты ». Любой из них будет хорошим выбором для новичка, оба предлагают простое управление и контроль, и оба могут использоваться с проволокой с флюсовым сердечником или с газом. Также важно отметить, что, как и все инструменты и оборудование, вы получаете то, за что платите. На рынке есть более дешевое оборудование, но есть и более дешевые автомобили, более дешевые автомобильные детали и более дешевые ручные инструменты.Качественное оборудование может сэкономить ваше время, головную боль и деньги в долгосрочной перспективе.
Такие машины, как POWERMIG 140c и POWERMIG 180 — это не только отличное оборудование начального уровня, но и рабочие лошадки, которые удовлетворят большинство производственных потребностей тех из нас, кто работает в домашних гаражах.
Другие товары, о которых вы можете подумать, помимо того, о чем мы уже говорили:
- Шлифовальный станок для снятия фаски с кромок или очистки действительно неприятных вещей.
- Набор проволочных щеток для очистки вашей работы перед началом работы.
- Хороший набор сварочных клещей.
- Сварочная тележка для размещения сварщика. Вы также можете построить эту тележку, если вы настолько склонны и изобретательны, что это может стать хорошим первым проектом для изучения.
- Крышка или шкаф для хранения сварщика и специальных сварочных инструментов.
- Сварочный стенд или стол для работы над проектами, которые еще не прикреплены к автомобилю или чему-то еще большему. Опять же, вы можете построить это как проект самостоятельно.
Подготовительные работы
Беседуя с Томом Майерсом из Lincoln, мы узнали, что сварка MIG похожа на многие другие автомобильные проекты — качественные подготовительные работы необходимы для достижения желаемого результата при сварке.Есть шутка, что покраска автомобиля — это 80% подготовительных работ и 20% покраски. Это справедливо и для сварки. Чтобы добиться эффективных и долговечных сварных швов, необходимо правильно подготовить материалы для сварки.
Эта рама была отремонтирована сварочным аппаратом MIG. Обратите внимание на чистоту металла в том месте, где проводился ремонт.
Это включает в себя обеспечение чистоты свариваемых поверхностей, отсутствия краски, ржавчины, жира, грязи или других материалов. При очистке и подготовке к работе пригодятся такие вещи, как шлифовальная машина, проволочная щетка и сжатый воздух.Вы хотите работать с чистым, голым металлом. Еще одно замечание: не используйте химические растворители для подготовки и очистки, если вы не уверены, что они не разлагаются с образованием вредных газов.
Многие растворители, такие как очистители тормозов и т. Д., Широко используются для очистки поверхностей при ремонте автомобилей. Однако некоторые из этих чистящих средств содержат химические вещества, которые остаются в виде небольших следов. Эти небольшие следы химикатов затем могут быть разрушены в процессе сварки, потенциально превращаясь в чрезвычайно вредные газы.
Следует также отметить, что в чистоте должна быть не только область, которую вы будете сваривать, но и область, в которой будет зажат сварочный провод. Вы также должны убедиться, что независимо от того, какой сварочный провод (часто неправильно называемый заземлением) зажат, он имеет достаточную емкость, чтобы выдерживать нагрузку по электрическому току. Здесь может пригодиться работа на сварочном столе. Стальной сварочный стол может помочь обеспечить необходимую площадь поверхности для сварочного кабеля, если вы работаете с мелкими деталями.
Сварка
Сварка — это как и любой другой навык: вы, вероятно, не смогли бы восстановить карбюратор, установить время на двигателе или даже выполнить простую тормозную работу, когда вы в первый раз повернули машину. Чтобы овладеть им, нужно время, терпение и практика.
Худшее, что вы можете сделать, — это позволить себе рассердиться или расстроиться. Наберитесь терпения, и вскоре вы начнете воплощать в жизнь эти новые проектные идеи, и ваши друзья, вероятно, будут умолять вас помочь и им.
Настройка машины
Таблица на внутренней стороне POEWRMIG 140c и 180 поможет вам выбрать правильные настройки для материала, который вы свариваете.
10 лучших советов по сварке от профессионалов Lincoln
- Контролируйте свою скорость. Слишком быстрое или медленное движение влияет на все аспекты сварного шва.
- Практика делает сварщика хорошим. Во время обучения обратите внимание на то, что вы сделали правильно, а что — неправильно.
- Повторите движение, изображающее строчную букву «e» или «u», во время сварки, чтобы контролировать свою скорость и поддерживать течение лужи.
- Достань книгу. Храните справочник в гараже со своим сварочным оборудованием (или распечатайте это руководство).
- Держите пистолет на постоянном расстоянии от лужи (примерно полдюйма).
- Расправьте сварные швы, чтобы контролировать нагрев и напряжение на тонких листах, например на панелях кузова.
- Толкайте пистолет вместо того, чтобы тянуть его, особенно во время обучения.
- Используйте две руки и стабилизируйте свое тело, опираясь на что-нибудь.
- Следите за потоком газа. Если уровень газа падает при нажатии на спусковой крючок, отрегулируйте настройки.
- Не бери слишком много. Сварка первого дня должна быть чем-то простым, только для практики.
То же самое и с типом проволоки (как мы перечислили выше). Если вы свариваете низкоуглеродистую сталь, вам нужно использовать стальную проволоку, нержавеющую сталь, нержавеющую проволоку и алюминиевую проволоку.Это гарантирует, что ваша проволока имеет температуру плавления, максимально приближенную к вашему рабочему материалу, и максимально соответствует ей с металлургической точки зрения.
Сила тока и скорость провода также вызывают беспокойство, которые необходимо правильно настроить для каждого проекта. К счастью, сварщики Lincoln позаботились об этом. Под крышкой корпуса сварщика вы найдете полезную таблицу. Используя информацию в таблице, вы можете правильно установить скорость подачи проволоки и электрическую мощность / силу тока в зависимости от материала, который вы свариваете, и типа сварного шва (MIG или Flux).
Процесс
Когда все настроено правильно, пора приступать к сварке. Линкольн всегда рекомендует потренироваться на металлоломе, пока вы не овладеете средствами управления и техникой. Одна из идей, которые мы увидели, — это купить несколько полосок металлолома толщиной 3/8 или 1/4 дюйма, чтобы на них попрактиковаться. Начните с тренировки бусинок на этих полосках, прежде чем даже попытаетесь соединить два куска металла. Просто сделайте несколько проходов по самой короткой части полосы.
Используя передовой опыт и 10 лучших советов от Lincoln (слева) — вы можете начать более комфортно пользоваться своей техникой сварки и использованием аппарата.Поиграйте с методами и настройками сварочного аппарата, чтобы найти оптимальное место. Это фундаментальная сварка 101, и, как и многие другие навыки, прочность и качество ваших сварных швов будут зависеть от того, насколько вы хороши в основах.
Хороший, плохой, уродливый — что делает сварной шов хорошей и плохой?
На видео выше Линкольн демонстрирует нам некоторые очень важные методы устранения неисправностей для создания хорошего сварного шва.Плохие сварные швы могут быть результатом множества причин. Крупные сварочные компании проводят контроль качества, чтобы обеспечить хорошие сварные швы.Новички склонны двигаться слишком быстро и держать оружие слишком далеко. Если вы путешествуете слишком быстро, вы получите бусину, похожую на веревку.
Как любители, мы не можем позволить себе роскошь, чтобы наша работа проверялась инженером, поэтому используйте свое суждение, основанное на том, что вы видите и слышите во время и после. Ниже мы привели несколько примеров хороших и плохих сварных швов. Мы также включили видео выше, в котором рассматриваются многие из этих и других ошибок, чтобы вы могли увидеть и услышать, что происходит с каждой из них.
Хорошая сварка
Вот пример хорошего шва с равномерной скоростью и проплавлением.
Работая с профессионалами Lincoln, мы смогли выяснить, что можно и чего нельзя делать. Для наглядности давайте начнем с хорошего сварного шва MIG. Когда все работает правильно, вы заметите минимальное количество брызг и искр. Вы также услышите ритмичное потрескивание, возникающее при определенной температуре. и настройки. Этот звук — почти то, что вам нужно услышать лично, чтобы понять. Хороший сварной шов имеет чистый внешний вид, что указывает на минимальное загрязнение или его отсутствие. Обесцвечивание рабочего материала также сведено к минимуму.Он должен быть твердым, без пористости и кратеров. Хорошие сварные швы, как правило, выглядят как «пачка монет».
Неправильная скорость подачи проволоки
Здесь показаны настройки скорости подачи проволоки: слишком быстро (слева) или слишком медленно (справа).
На фотографии выше показаны два примера проблем со скоростью подачи проволоки. Левый валик — это слишком высокая скорость подачи проволоки. Когда это произойдет, вы услышите очень быстрый звук изгиба или потрескивания. Это вызвано тем, что из пистолета выходит слишком много провода для заданного напряжения.На валике справа установлена слишком низкая скорость подачи проволоки. Когда это происходит во время сварки, дуга издает тихий медленный треск. Вы заметите, что этот сварной шов сильно обесцвечивается из-за высокой скорости вращения и большой силы тока, вызывая обесцвечивание, а также может вызвать деформацию металла.
Неправильная скорость движения
Это иллюстрирует неправильную скорость движения: слишком низкая скорость (слева) или слишком высокая (справа).
Скорость движения сварного шва — еще одна область, где у новичков часто возникают проблемы.Фотография выше демонстрирует слишком низкую скорость движения слева и слишком высокую скорость движения справа. Когда ваша скорость движения слишком низкая, вы обычно почти не слышите треск, почти как постоянный шум дуги, а не ритмичный пульс, который вы обычно слышите. Бусина будет толстой (из-за слишком большого скопления лужи и скопления), будет иметь тусклый вид, а также на ней могут быть кратеры. С помощью этого шарика вы также можете увидеть, что обрабатываемый материал нагревается из-за обесцвечивания и потускнения металла.
Борт справа на этой фотографии — это то место, где скорость движения слишком высока. Это полная противоположность медленного путешествия. Этот сварной шов также не сильно трескается из-за слишком высокой скорости движения, но валик имеет тонкий и почти веревочный вид. Он также не обладает достаточным количеством тепла, чтобы вызвать надлежащее сплавление или проплавление (тепловые кольца вокруг сварного шва) между сварными швами.
Неправильный вылет
Иллюстрация расстояния вылета провода: слишком далеко (слева) или слишком близко (справа).
Несоблюдение необходимого расстояния вылета проволоки 3/8 дюйма (расстояние, на котором проволока выходит из пистолета в начале сварки) также является частой причиной плохих сварных швов у новичков. Выше мы видим примеры слишком далеко или слишком близко. Когда «вылет» слишком велик, входное напряжение фактически падает, это приводит к меньшему проникновению, но также вызывает повышение тепла, что проявляется в обесцвечивании. Сварочный валик также будет иметь очень выпуклую форму и быть загнутым вверх. Когда вылет слишком мал, вы не можете видеть лужу или хорошо следить за сварным швом.Вы также рискуете снова обжечься сварочной горелкой или даже оставить вмятины или воронки на сварном шве, ударившись горелкой о расплавленную лужу.
Слишком мало защитного газа
Низкий уровень защитного газа или его отсутствие указывает на загрязнение.
Когда вы столкнетесь с низким уровнем защитного газа или его отсутствием, как показано на двух фотографиях выше, вы заметите несколько вещей. Во-первых, в процессе сварки вы заметите много брызг и услышите гораздо больше потрескивания, чем обычно. Вот тогда действительно начнут лететь искры.Вы также заметите, что ваши сварные швы очень жидкие, на них может быть много отверстий или кратеров. Также будет присутствовать загрязнение. Обычно, когда вы видите бусину, подобную той, что изображена слева, есть две возможные причины: первая — отсутствие защитного газа, вторая — загрязненный материал.
Последнее слово
Мы рассмотрели только основы сварки MIG, чтобы вместе начать осваивать эти методы. Очевидно, есть целые книги и учебные программы, посвященные этому предмету, но работая с профессионалами в Lincoln — эти советы инсайдеров помогут вам быстро освоиться.Вам не нужен диплом колледжа, чтобы начать работу, и не нужно быть инженером, чтобы понять, как настроить машину. Сварка MIG — это, пожалуй, самый простой вид сварки, поскольку он также является наиболее универсальным.
Вам не нужно тратить целое состояние, чтобы начать работу, небольшое устройство, такое как PowerMIG 140C, выполнит много работы, особенно для автомобильного листового металла. От ремонта панели до измельчения верха, этот навык и стоимость оборудования окупятся как в долларах, сэкономленных на оплате работы кому-то другому, так и в том удовлетворении, которое вы получите, зная, что вы сделали работу сами.При наличии терпения и некоторой практики каждый может научиться сварке MIG в своем домашнем гараже и применить этот ценный навык в своих собственных проектах.
Следите за обновлениями части 2, пока мы углубимся в мир сварки TIG!
Лучшие сварщики листового металла 2021
0Последнее обновление: 13 января 2021 г.
Сварка листового металла — непростая задача, но, немного попрактиковавшись у правильного сварщика, с ней можно справиться, как и с любым другим видом сварки.К сожалению, сварщики обычно не рекламируют определенные виды сварки, такие как сварка листового металла. Поэтому мы написали обзоры пяти лучших машин для тонких срезов, чтобы помочь вам найти подходящий именно вам.
У нас есть ряд проверенных нами аппаратов для сварки TIG, MIG и многоцелевых процессов. Мы приводим плюсы и минусы каждого из них, чтобы вы имели полное представление о доступных вариантах и о том, что в них хорошего и слабого при сварке листового металла.
Краткий обзор избранного
5 лучших сварщиков листового металла
1.PRIMEWELD TIG225X — Лучший выбор для сварщика TIG
По нашему мнению, PRIMEWELD TIG225X — лучший сварочный аппарат TIG для повседневных покупателей для сварки листового металла. Он имеет хороший диапазон настроек с выходом постоянного и переменного тока, чтобы дать вам разнообразие для типа проекта из листового металла, для которого он может понадобиться. Горелка CK Superflex с воздушным охлаждением идеально подходит для сварки с низким током. Он удобен и легко адаптируется к различным сценариям сварки листового металла.
Ножная педаль работает эффективно, но не самая удобная в использовании; однако ею легче пользоваться стоя, чем традиционной педалью.Сварщик имеет более высокий диапазон силы тока, чем тот, который необходим для листового металла, но его возможности наряду с доступной ценой делают его лучшим приобретением для сварочного аппарата TIG для листового металла.
Еще одним преимуществом этого сварщика является то, что PRIMEWELD не имеет себе равных в сфере обслуживания клиентов. Это одна из самых безопасных сварочных компаний для покупки, так как она гарантирует, что вы от начала до конца довольны своим сварщиком. Мы настоятельно рекомендуем этот аппарат, если вам нужно сваривать листовой металл методом TIG.
Плюсы
- Возможности импульсной дуги
- Достигает низкого диапазона силы тока
- переменного / постоянного тока
- Включает ножную педаль и пальцевый переключатель
- Пуск высокочастотный
- Функции подъема / спуска
Минусы
- Ножной педалью неудобно пользоваться
2.Hobart 500559 Handler 140 — Top MIG Welder Pick
Хотя листовой металл — это в первую очередь сварка TIG, бывают случаи, когда бывает удобно иметь доступный сварочный аппарат MIG для плавления листового металла. Hobart Handler 140 MIG — лучший доступный сварочный аппарат MIG для листового металла.
Это одна из самых качественных машин на рынке по невероятно низкой цене. У него не большой диапазон силы тока, но он предоставляет все необходимое для сварки листового металла методом MIG.
Это простой аппарат с очень небольшим количеством настроек, но он работает с впечатляющим валиком и может работать до низкого диапазона силы тока, чтобы обеспечить гладкую сварку без раздува соединения.Если вам нужен высококачественный сварочный аппарат MIG, которому вы можете доверять, он сможет справиться с обширной сваркой листового металла, этот аппарат — ваш лучший вариант.
Плюсы
- Качественный станок
- Достигает низкого диапазона силы тока
- Простота использования
- Низкая цена
Минусы
- Неточная диаграмма сварки
3. Инвертор Weldpro 200 А — верхний универсальный сварочный инструмент
Если вы выполняете сварочные работы на автомобилях и нуждаетесь в разнообразных сварочных аппаратах MIG и TIG, то многофункциональная машина Weldpro 200 Amp — лучший вариант для обработки листового металла автомобилей.
Это один из самых технологически продвинутых сварочных аппаратов, доступных в этом низком ценовом диапазоне.
Этот сварочный аппарат представляет собой синергетический аппарат с предварительно заданными внутренними параметрами, которые определяют наилучший диапазон настроек для конкретной сварки листового металла. Не всем это нравится, поскольку это ограничивает ваши собственные возможности настраивать параметры, но вы все равно можете многое изменить. Практически нет ничего, что вы бы хотели настроить для сварки листового металла, если бы в нем еще не было предварительно настроено.
Это небольшая машина, которую легко транспортировать для работы на объекте, и она отлично подходит для сварки листового металла в автомобилях, поскольку для выполнения проекта не требуется несколько машин. Он отлично подходит как для сварки TIG, так и для сварки MIG.
По цене этого сварочного аппарата и всем его возможностям нет других универсальных сварочных аппаратов, которые мы бы порекомендовали для работы с листовым металлом. Вы можете заплатить в два или три раза больше за лучшую машину, но она предлагает все необходимое для сварки листового металла автомобилей и доступна по цене для обычного покупателя, поэтому мы настоятельно рекомендуем ее.
Плюсы
- Машина определяет сложные настройки
- Станок универсальный
- Автоматический выключатель сварки
- Простота установки и использования
- Идеально для автомобильных работ
Минусы
- Желтый цвет легко пачкается
4. Сварочный аппарат AHP AlphaTIG 200X, 200 А
Аппарат AHP AlphaTIG 200X не является нашим лучшим аппаратом для сварки TIG, но он отлично подходит, если вы в первую очередь свариваете листовой металл, и обладает достаточной силой тока, если вам нужно больше.Если вам нужно выполнить сварку алюминиевого листа, это первоклассный сварщик алюминия. Некоторым машинам сложно сплавлять алюминий хорошо, но это сваривает его красиво и просто, так что вы можете с легкостью выполнять свои проекты.
Горелка оснащена высокочастотным бесконтактным пускателем, который позволяет легко образовывать дугу без загрязнения, так что вам не составит труда начать сварку. Это гарантирует высочайшее качество сварных швов при правильной сварке.
Зажим заземления, к сожалению, некачественный, а ножная педаль — не самый удобный вариант использования.Однако, помимо этих двух проблем, он невероятно доступен и сравним со сварочными аппаратами TIG на верхнем уровне рынка.
Плюсы
- Возможности импульсной дуги
- переменного / постоянного тока
- Включает ножную педаль и пальцевый переключатель
- Пуск высокочастотный
- Отличная функция сварки штангой
Минусы
- Ножной педали не хватает комфорта
- Зажим заземления плохого качества
5.Lotos TIG200ACDC 200A AC / DC Сварочный аппарат TIG для алюминия
Lotos TIG200ACDC — хороший сварочный аппарат TIG для своей цены, но это более простой аппарат. Вы можете заплатить аналогичную цену за сварочный аппарат PRIMEWELD TIG225X или AHP AlphaTIG 200X и получить больше за свои деньги. Тем не менее, он работает хорошо.
Поставляется с ножной педалью, но без пальцевого переключателя. Ножная педаль полезна и намного лучше некоторых, но это не лучшая педаль из имеющихся. Он известен своими проблемами с точностью и отсутствием реакции, но обычно он начинает хорошо работать, когда вы привыкаете к нему.
Он хорошо сваривает алюминиевый лист, что удобно, а высокочастотная пусковая горелка означает, что ваши сварные швы не загрязняются. Есть несколько полезных настроек для сварки листового металла TIG, например регулировка спада тока, но нет функций повышения тока или импульсной дуги.
Мы не рекомендуем его как лучшего сварщика листового металла. Тем не менее, это невысокая цена, и, если вы только начинаете, изучить функции легко, что сделает его хорошим начинающим сварщиком.
Плюсы
- AC / DC
- Включает педаль
- Пуск высокочастотный
- Наклонный циферблат
- Начинающий сварщик TIG
Минусы
- Отсутствие импульсной дуги
- Мало настроек сварщика
- Ножная педаль не самая лучшая
- Без пальцевого переключателя
Справочник покупателя
Прежде чем приступить к покупке сварочного аппарата для листового металла, необходимо проработать несколько соображений, которые существенно повлияют на то, какой сварщик вам подойдет лучше всего.У каждого человека разные предпочтения, и каждый из них ищет разные сильные стороны. Эти три фундаментальных момента показывают, о чем следует подумать перед покупкой.
Ваш опыт
Полезно реально подумать о том, какой у вас был сварочный опыт, чтобы вы могли выбрать лучший аппарат для ваших способностей. Сварка с максимальной отдачей и повышение профессионального уровня сварщика часто достигается благодаря сварке на наиболее подходящем аппарате.
У некоторых аппаратов так мало настроек, что они предоставляют минимальные возможности для настройки сварочного аппарата в соответствии с требованиями вашего проекта и несколько вариантов для изучения различных функций.Другие созданы для опытных сварщиков, и тому, кто научится, будет сложно использовать их для эффективной сварки.
Честно взглянув на свой опыт и зная, какой сварщик подходит для вашего текущего этапа и целей на будущее, вы сможете решить, какой сварщик будет наиболее выгодным для покупки.
Ваши проекты
Как только вы получите реальное представление о своих способностях, узнайте, какие именно проекты из листового металла вы будете сваривать.Чаще всего это делается при сварке листового металла методом TIG, но бывают случаи, когда более экономично выполнить сварку методом MIG. Если бы вы купили одноцелевой сварочный аппарат TIG, вы могли бы сильно порезаться.
Большинство резервуаров из нержавеющей стали и сварных швов аккуратных листов лучше всего подходят для тонких, прочных и легко поддающихся сварке сварных швов TIG. Сварочный аппарат MIG не даст вам требуемой отделки или необходимой безопасности уплотнения, но если вы свариваете стальной лист с покрытием или не требует тонкой декоративной отделки, сварочный аппарат MIG является наиболее экономичным.
Для таких проектов, как ремонт автомобилей, кожухи и ограждения, обычно требуется смесь сварных швов TIG и MIG, в зависимости от конкретного проекта. Наличие многозадачного сварочного аппарата полезно для разнообразия возможностей одного аппарата для наиболее эффективного выполнения работы.
Ваш бюджет
Ваш бюджет будет иметь большое влияние на сварщика, которого вы подумаете о покупке, поскольку, как правило, вы не можете покупать сверх установленного бюджета. Почти все порядочные сварщики когда-то приходили с дорогой ценой, но теперь это уже не так.Сейчас на рынок выходит гораздо больше машин с более низкой ценой, чем более дорогие.
Есть некоторые высокопроизводительные машины, которые несравнимы с недорогими машинами, но многие недорогие варианты являются отличной покупкой, особенно для использования в хобби или в качестве легкой машины для мастерской. Однако некоторые недорогие сварочные аппараты — пустая трата денег, поэтому не торопитесь покупать только по цене.
Заключение
Есть несколько отличных сварщиков листового металла, и наши пять обзоров основаны на лучших машинах за ваши деньги, доступных в Интернете.Лучшим аппаратом TIG для сварки листового металла является PRIMEWELD TIG225X 225 A IGBT AC / DC TIG Welder. Он способен выполнять сварку при очень низком токе для точной сварки и имеет широкий диапазон настроек, поэтому вы можете создавать наилучшие сварные швы для каждого типа соединения листов. Эта машина сопоставима с аппаратами TIG вдвое дороже, и мы ее настоятельно рекомендуем.
Hobart 500559 Handler 140 MIG Welder 115V находится на противоположном конце шкалы с несколькими вариантами настройки параметров, но это качественная и доступная машина, которая идеально подходит для любой работы с листовым металлом.На наш взгляд, это лучший сварочный аппарат MIG для листового металла за свои деньги.
Сварочный аппарат Weldpro с инвертором на 200 А для многопроцессорной сварки — лучший аппарат для сварки листового металла в автомобилях. Это такая же хорошая сварка TIG, как и сварка MIG, и дает вам разнообразие в автомобильных проектах.
Мы надеемся, что эти обзоры были для вас полезны. Не стесняйтесь оставлять нам любые комментарии или вопросы ниже.
Сварка сердечником под флюсом: как, что это такое, советы
Знаете ли вы, что вы можете выбирать из разных типов сварки, точно так же, как на рынке представлены различные аппараты плазменной резки?
Многие начинающие сварщики удивлены этим фактом.Они думали, что вся сварка — это просто то же самое, не понимая, что их различия заключаются в мелких деталях. А для тех, кто хочет научиться сваривать, это может быть подавляющий.
Итак, если вы хотите узнать, с чего начать? Какой вид сварки стоит изучить первый?
Много сварщиков сказал бы, что сварка MIG — самая легкая в освоении и наиболее подходит для новичков. Но есть и другие, которые заявляют о текучести Сварка сердечника лучше, потому что процесс обучения намного проще даже по сравнению со сваркой MIG.
Если вы планируете выполнять сварку на открытом воздухе и не беспокоиться обо всех необходимые подготовительные работы для большинства типов сварки, тогда сварка сердечника из флюса является прямо для вас.
Не знаю, как сделай это? Мы вас позаботимся!
В этой статье мы объясним, что это такое, как это сделать, и несколько важных советов, которые помогут вам справиться с этим.
Хотите ознакомиться с некоторыми из имеющихся у нас продуктов? Мы предлагаем все: от печей для отработанного масла, больших ленточных шлифовальных машин, перегрузочных резервуаров до аэраторов для прудов.
Что такое сварка сердечником под флюсом?
Для начала вы сначала нужно знать, что такое сварка сердечника флюсом и как это происходит отличается от других видов сварки, особенно от сварки MIG.
Также упоминается как FCAW, дуговая сварка сердечником из флюса, является одним из видов, которые включают создание электрической дуги и использование сварочной проволоки. Потому что это проволока подключается напрямую, она постоянно подается на сварку пистолет во время работы.
Этот процесс сварки начинается с создания электрического тока, когда основной металл и провода встречаются во время работы оборудования.Однажды они отдельно, в результате возникает электрическая дуга, достаточно горячая, чтобы полностью расплавиться проволоку и частично расплавить основной металл. Теперь это создает расплавленный бассейн из проволоки и металлов. Когда этот бассейн остывает, он затвердевает. и сварное соединение сформировано.
Сварка сердечником под флюсом требуется только минимальное оборудование, а именно выбранный вами сварочный аппарат для сердечников из флюса с прикрепленным сварочным пистолетом, вашей заготовкой и правильной сваркой провод. Как правило, это намного проще, чем установка, необходимая для других сварочные аппараты, особенно более популярные TIG сварщики и МИГ сварщики.
Flux Core против MIG: они То же или один лучше другого?
Если у вас уже есть некоторая предыстория, когда дело доходит до сварки, особенно в MIG сварки, вы, возможно, заметили, что сварка сердечником из флюса разделяет некоторые сходства. В конце концов, они оба связаны с проволокой, напрямую подводимой к сварщик.
Весь процесс очень похож на MIG сварка и именно поэтому их часто путают друг с другом.
Итак, сердечник флюсовый а сварка МИГ точно такая же? Если нет, то какой лучше?
Ответы на те вопросы зависят в основном от одного: защитного газа.
Вы заметили, что этот газ никогда не упоминался, когда мы обсуждали, что такое сварка сердечника флюсом является? Это потому, что здесь разница между двумя становится очевидным.
Сварка МИГ, также известная как сварка металла в инертном газе и газовая дуговая сварка металлическим электродом (GMAW) также включает непрерывную подачу проволоки к сварщику. Однако это требует использования защитного газа, который защитит зону сварки от загрязнения. Этот защитный газ также постоянно выпущен одновременно с проводом.
Вы могли подумать, что иметь защитный газ намного лучше, так зачем возиться с сердечником из флюса сварка? Хотя он не использует отдельный защитный газ, его альтернатива выполняет ту же функцию.
Провод, используемый в сварка сердечника из флюса имеет полый центр, заполненный флюсом, в отличие от сплошной проволоки, используемой при сварке MIG. Когда эта проволока плавится, это flux теперь создает свою собственную версию защитного газа для защиты металлы от загрязнения при сварке.
По сути, оба MIG и сварка сердечником под флюсом имеют компоненты, предотвращающие загрязнение металлов при сварке — они просто делают это по-другому.Сварка MIG требует использования отдельного резервуара для защитный газ, который должен быть подключен к сварочному аппарату, но сердечник из флюса сварка нет.
Это главное различие между ними. Но из-за их сходства некоторые сварочные аппараты MIG и сердечника с флюсом позволяют выполнять оба типа сварки с использованием одного сварочного аппарата.
Есть и другие заслуживающие внимания различия между ними, например:
- Сварка MIG ограничивается сваркой тонких металлов или металлов средней толщины, в то время как сварка сердечником из флюса может работать с более толстыми материалами.
- FCAW позволяет сваривать быстрее, чем сварка MIG, что означает, что вы можете сделать намного больше.
- MIG сварка создает более аккуратный вид сварного шва и сварных швов, в то время как сварные швы с флюсовой сердцевиной могут стать пористыми и создавать «червоточины» на сварном шве.
- Дымов и брызг больше при FCAW, чем при сварке MIG
- Защитный газ, используемый при сварке MIG, делает это подходит только для сварки в помещении, тогда как FCAW позволяет выполнять сварку как в помещении, так и на открытом воздухе.
- В то время как сварка обычно включает подготовку основных металлов перед сваркой, FCAW более снисходительна в этом аспекте.Проволока, используемая в FCAW, содержит раскисляющие элементы, что делает ее пригодной для сварки материалов даже с присутствующими ржавчиной, маслом и другими загрязнителями.
- Общая стоимость в конечном итоге снижается при использовании сварки MIG, поскольку проволока, используемая в FCAW, более дорогая. чем сплошная проволока при сварке MIG
- Сварка MIG имеет более глубокое проплавление, в то время как при сварке FCAW она более округлая и требует удаления шлака, присутствующего после сварки.
Флюсовый сердечник по сравнению со сваркой MIG, чтобы узнать, какой из них лучше, вы не получить прямого ответа.Оба имеют свои преимущества в конкретных ситуаций, поэтому мы не можем судить, лучше ли прочее в целом.
Но если прочность сварного шва является вашим главным беспокойство, не волнуйтесь, потому что они равны в этом аспекте.
Для чего он используется?
Из-за своего сходства со сваркой MIG, люди предполагают, что сварка сердечника флюсом также может использоваться для тех же приложений. Хотя они часто могут быть используются взаимозаменяемо, FCAW чаще используется для промышленных Приложения.
Этот вид сварки рассматривается как более рентабельный, потому что это можно делать автоматически или полуавтоматически, сваривает намного быстрее, имеет лучшее проплавление на более толстые металлы (например, сплавы на основе никеля и железа, а также конструкционные сталь) и не требует тщательной очистки перед запуском сварка.
Пока это касается при использовании более дорогой сварочной проволоки FCAW также позволяет промышленности, чтобы сократить расходы, особенно если требуется много сварочных работ.
Некоторые из его обычных заявки включают:
- Судостроение и другие приложения, связанные с верфью
- Под водой сварка
- Капитальный ремонт
- Производство
- Сварка трубопроводы
- Внутри и сварка на открытом воздухе, в том числе в ветреную погоду
- Сельское хозяйство, например, с сельскохозяйственной техникой
- Автомобили
- Сварка металлов с грязными поверхностями, особенно с теми, которые уже трудно поддаются очищенный
- Что-нибудь включая низкоуглеродистую сталь
Пока можно использовать сварка сердечником из флюса для различных металлов с разной толщиной, это рекомендуется использовать его на металлах толщиной не менее 20 измерять.Но вы планируете сваривать более тонкие материалы, вам станет лучше результаты благодаря сварке MIG.
Как флюсовать сердечник сварного шва
Если учесть вы новичок, научиться флюсовать стержневой шов является одним из главное, что вы должны знать в первую очередь. Фактически, как производители, так и опытные сварщики утверждают, что для его освоения потребуется лишь около час в среднем. И как только вы овладеете им, вы легко сможете перейти к изучение других типов.
Сварка сердечником под флюсом не требует сложных шагов, но важно правильно настроить свое оборудование.После этого в основном наведи и стреляй. Если сварку MIG называют «горячим клеем», пистолет »сварки, вы также можете думать о сварке сердечником из флюса как таковой.
Общий процесс полуавтоматической сварки сердечника флюсом включает в себя:
- После настройки ваше оборудование, включая подключение соответствующей сварочной проволоки к вы можете сначала очистить поверхности ваших недрагоценных металлов.
- Закрепите материалы, используя зажимы или что-то подобное
- Включить сварщик и отрегулируйте его до рекомендуемых настроек, в зависимости от вашего материалы.У большинства сварщиков есть таблица, которую можно использовать в качестве Справка.
- Сожмите триггер, чтобы начать сварку. Скорость движения будет зависеть от свариваемый материал.
Но когда дело доходит до автоматическая сварка сердечника флюсом, аппарат все сделает за вас. Вам нужно только следить за его работой.
Методы сварки сердечником под флюсом
Сварка сердечником под флюсом можно выполнять во всех положениях, но есть и особые техники рекомендуется для конкретных целей и ситуаций.В частности, Доступны четыре техники: удар справа, наотмашь, плетение бисером, и стрингер из бисера.
Техника справа
Обычно используется для при сварке тонких материалов техника переда предполагает перемещение электрод по месту сварки в соответствии с направлением сварки, так как если вы его отталкиваете. Хотя его можно использовать как в горизонтальном, так и в горизонтальном и плоских положениях, он более идеален для скругления над головой и вертикальных вверх сварочные позиции. Брызги встречаются довольно часто, но их можно уменьшить. за счет использования прямого угла движения.
Эта техника также дает вам лучший обзор созданной ванны расплава и стыка сам по себе, что упрощает сварку. Если вы используете флюс дуговой сварочный аппарат с защитным газом, это техника, которую вы следует использовать.
Техника наотмашь
Напротив, Техника бэкхенда похожа на сварку штангой, которая требует перемещения электрод по месту сварки, но в направлении, противоположном сварка. Также известный как метод перетаскивания, это самый популярный Метод FCAW используется, если вам требуется более глубокое проплавление сварного шва.
Вы можете использовать только эта техника в 4g, горизонтальном и горизонтальном положениях. И если вы Чтобы уменьшить разбрызгивание, используйте эту технику в положении 4g. Кроме того, расплавленная ванна не так заметна при использовании этой техники, так как вы делают тянущие движения.
Техника плетения бисером
Традиционная сварка предполагает путешествие по прямому пути, но в переплетении бусинок техники, вы создаете сварные швы в зигзагообразном направлении. Этот техника редко используется при сварке FCAW, но когда используется, она выполняется в только вертикальное положение.
Бисер в технике стрингера
Для стрингера бисерная техника, наплавка выполняется по прямой. Это требует более быстрого хода сварного шва для уменьшения тепловложения на основании металлы. Другой широко используемый метод FCAW, он также может быть делается в любом положении.
Обратите внимание, что эти четыре Методы сварки сердечником из флюса достаточно просты для освоения даже для новички.
Сварка листового металла флюсом Ядро
Листовой металл может быть один из самых сложных для сварки материалов, но это возможно со сваркой сердечника флюсом.Однако это сложно сделать, потому что этот материал термочувствителен. У вас должно быть достаточное тепло контроль при сварке, чего трудно добиться с помощью FCAW.
Сталь сварочный лист сварка металла через флюсовую сердцевину выполнима и следует ее обычному процедуры. Но потому что он больше подходит для сварки толще материалов, вам обычно нужно начинать с самых низких настроек имеется в наличии.
Кроме того, это может быть сложно чтобы получить правильные настройки за один раз, сначала сделайте пробную сварку лома листового металла перед началом сварки реальных деталей.
Однажды листовой металл деформируется или искажается, что может легко произойти при использовании неправильные настройки, это будет очень сложно и отнимет много времени устранить проблему. Вот почему вам нужно предотвратить это. в первую очередь.
Сварочный алюминиевый сердечник
Алюминий — другое материал, с которым может быть сложно работать. Это потому, что у него свойства, которые усложняют сварку любыми типами.
Сварка сердечником под флюсом включает использование сварочной проволоки, которая соответствует или, по крайней мере, очень похожа на основной свариваемый материал.Если вы планируете сваривать алюминий с помощью FCAW, это означает, что вам необходимо использовать алюминиевую сварочную проволоку.
Но делает это даже существовать? №
Проще говоря, сваривать алюминий FCAW нельзя. Но если это нужно, нужно использовать другие виды сварки.
Вы только начали?
Если вы только начинаете заниматься сваркой или, возможно, еще даже не начали, неудивительно, почему вы можете быть ошеломлены всем, что вы изучаете.
В этой статье мы затронули несколько разных тем, особенно тему сварки сердечника из флюса, но мы не сомневаемся, что вы легко можете совершить ошибку, о которой пожалеете, если бы пошли и купили оборудование. то, что вы не обязательно чувствовали, может на самом деле выполнить то, что вы в состоянии сделать.
Если вы надеетесь открыть сварочный цех и заработать деньги на продукции, которую вы производите, есть вероятность, что вы просто не сможете достичь этой цели с помощью такого простого сварочного оборудования, как сварочный аппарат с флюсовым сердечником, и Вы быстро обнаружите, что вам потребуется что-то более надежное, например, один из низкоуровневых многопроцессорных сварочных аппаратов, которые у нас есть для продажи на этой странице.
Тем не менее, действительно важно выяснить, собираетесь ли вы на самом деле покупать сварочное оборудование того типа, который сможет делать то, что вы хотите, или вы верите, что аппарат, который просто использование метода сердечника из флюса на самом деле будет слишком ограниченным в их предложении.
Вам нужно определиться с некоторыми важными вещами по этому поводу, например, хотите ли вы иметь возможность сваривать другие типы поверхностей в будущем? Вы бы предпочли начать с изучения чего-то относительно легкого сейчас, просто чтобы позже прийти к выводу, что вам нужно будет обновить свою машину, потому что она не может предоставить вам мощность, необходимую для работы?
Когда вы покупаете этот тип оборудования, это не значит, что вы покупаете сварочный аппарат с приводом от двигателя, который может обойтись вам на многие тысячи долларов, поэтому для некоторых людей может быть более разумным купить более дешевый аппарат на этом этапе и возможно, одолжите его на некоторое время у кого-то, у кого есть лучшая машина, прежде чем совершить прыжок и инвестировать во что-то более существенное.
Для многих людей возникает вопрос, не выгодно ли пропустить этап покупки сварочного аппарата с флюсовым сердечником. Он имеет некоторые преимущества в том, что может потребоваться меньшая предварительная очистка металлов, чем в других сценариях, и в том, что нет необходимости в сварочном газе, который обеспечивает защиту от внешних компонентов, которые в противном случае могли бы попасть в сварить и ослабить его.
Когда вы начинаете смотреть, может ли он сваривать некоторые из различных материалов, он может сваривать примерно те же типы металлов, что и MIG; мягкие и низколегированные стали, нержавеющая сталь и некоторые никелевые сплавы, однако он будет сильно упущен по сравнению с чем-то вроде TIG.В то время как TIG может сваривать сталь, нержавеющую сталь и алюминиевые сплавы, его возможности не ограничиваются этим. Кроме того, с помощью TIG можно сваривать латунь, медь, хромомолибден и некоторые экзотические металлы, такие как магний, титан и другие.
Хотя этот тип сварки может быть полезен в некоторых вещах, которые он предлагает для абсолютных новичков, это также некоторые из вещей, которых вы будете бояться, когда продвинетесь немного дальше, если вы хотите взять ваши сварочные навыки на новый уровень.Хотя вы можете использовать некоторые автомобильные детали, а также тот факт, что вероятность того, что он будет пористым, довольно низка, этот тип сварки будет стоить вам хороших денег, когда дело доходит до сварочных материалов.
Если вы изначально думали, что сэкономите много денег, оказалось, что эти расходные материалы начинают довольно быстро накапливаться, когда вы выполняете значительный объем сварки, так что то, что должно было быть относительно дешевым, машина начального уровня превратилась в настоящую денежную яму, когда дело доходит до того, что вы пройдете через столько же расходных материалов, сколько и вы.Причина, по которой этот тип машины будет проходить через расходные материалы так быстро, как они, заключается в том, что этот тип сварки требует контакта с основным металлом, тем самым сплавляя два материала.
Прежде чем вы выберетесь и инвестируете в одну из этих машин, важно убедиться, есть ли какие-либо сообщения о нерегулярной подаче проволоки, что свидетельствует о том, что вы, возможно, покупаете часть оборудования у плохого производителя.
Если вы читали какие-либо другие наши сообщения, вы увидите, насколько мы настоятельно рекомендуем вам изучить различных производителей и убедиться, что они могут стоять за сварочное оборудование, которое они продают, и есть ли какие-либо сообщения о плохих условиях эксплуатации. обслуживание клиентов.
Хотя этот метод может быть легко освоен на начальном этапе, есть определенные недостатки помимо уже упомянутых, и это дополнительно то, что используемый в нем наполнитель довольно дорог, по крайней мере, по сравнению с GMAW, и в процессе выполнения ваших работ. сварка, также будет выпущена куча неприятных паров.
Хотя выбор действительно зависит от вас, хотите ли вы начать работу с сердечником Flux или нет, мы рекомендуем вам, по крайней мере, получить правильное понимание того, что это означает, когда вы выбираете один метод перед другим.
Хотя это, вероятно, не должно быть вашей первой проблемой, поскольку вы только начинаете заниматься сваркой, если вы хотите более серьезно заняться ремеслом, вам нужно будет рассмотреть различные технические аспекты машины, которую вы покупаете. например, есть ли у него необходимая мощность (измеряется в амперах) для проекта, который вы предпринимаете, а также рабочий цикл, который он обеспечивает. Если этот раздел вызвал у вас желание подробнее изучить MIG и TIG, у нас есть отличная статья, в которой также сравниваются эти два метода.
Хотите продолжить чтение? Вот отличная статья по другой теме, которую мы затронули, — как использовать плазменный резак. У нас также есть статьи о фиолетовых цветах для вашего сада, небольших кустарниках, которые легко сажать, и сансевиерии. Просто выберите то, о чем вы хотите узнать больше!
Советы для новичков в сварке MIG
Добро пожаловать в MIG-сварку Советы для начинающих. Есть несколько способов изучить основы сварки, например, прочитать книги, посмотреть видео и присоединиться к семинару, но лучший способ научиться — это самостоятельно сваривать.
Начнем с основ. Сварка — это процесс соединения двух или более частей материала, обычно металла или термопласта. Этот процесс фиксации достигается за счет слияния (также называемого слиянием).
В этом процессе детали, которые мы хотим сварить, расплавляются, когда мы прикладываем высокие температуры и давления, образуя между ними своего рода шнур.
При сварке нам потребуется энергия для соединения различных материалов, и существует несколько типов источников энергии, наиболее распространенными из которых являются: электрическая дуга, газ, электронный луч, лазер и процессы трения, но мы увидим гораздо больше. позже.
Оставайтесь с этим, когда мы соединяем металлы, по крайней мере, в большинстве случаев энергия исходит от электрической дуги, а когда мы соединяем термопласты, энергия поступает из выделяющегося газа.
Типы сварки
Сварка электродами (MMA)Ручная дуговая сварка покрытыми электродами является наиболее распространенным видом сварки. Обычно используется сокращенное обозначение MMA (ручная дуговая сварка металлом).
Дуговая сварка покрытым электродом — это процесс, в котором плавление металла происходит за счет тепла, генерируемого электрической дугой, возникающей между концом покрытого электрода и основным металлом сварного шва.
Материал вклада получается путем оплавления электрода в виде мелких капель. Защита достигается за счет разложения покрытия в виде газов и жидкого шлака, который плавает на плавильной ванне и впоследствии затвердевает.
Сварка TIGСварка TIG характеризуется использованием постоянного электрода. Учитывая высокую термостойкость вольфрама (плавится при 3410 ° C) и газовую защиту, наконечник электрода практически не изнашивается после длительного использования.Наиболее часто используемые газы для защиты от дуги при этой сварке — это аргон и гелий или их смеси.
Большим преимуществом этого метода сварки является, в основном, получение более прочных, более пластичных и менее чувствительных к коррозии шнуров, чем при других процедурах, поскольку защитный газ предотвращает контакт между кислородом в атмосфере и плавлением. ванна Еще одно замечательное преимущество процесса TIG заключается в том, что температуру можно регулировать очень точно, поэтому сварка может проникать в стали большой толщины и идеально подходит для сварки скошенных соединений, требующих высокой точности, потому что это соединения, которые будут подвергаться большим механическим усилиям.
Позволяет получать чистые и однородные сварные швы за счет отсутствия дыма и выступов; Подвижность газа, окружающего прозрачную дугу, позволяет сварщику всегда четко видеть, что он делает, что благоприятно сказывается на качестве сварного шва.
В настоящее время использование сварки TIG все шире, особенно для нержавеющих и специальных сталей, потому что, несмотря на стоимость этой сварки, технологические требования, касающиеся качества и надежности сварных соединений, вынуждают внедрять новые системы, выделяющиеся среди их сварка TIG.
Сварка МИГ / МАГСварка МИГ / МАГ (металлический инертный газ или металлический активный газ, в зависимости от впрыскиваемого газа) Дуга создается электродом, образованным непрерывной присадочной проволокой и необходимыми деталями сварка, защищая его от окружающей атмосферы инертным газом (сварка MIG) или активным газом (сварка MAG).
Мы будем использовать его для сварки алюминия, нержавеющих сталей и обычных сталей.
Этот тип сварки, в отличие от TIG, оставляет больше выступов во время работы, и в результате получается более грязный сварной шов, но преимущество состоит в том, что можно изготавливать очень длинные шнуры, поскольку резьба является непрерывной. Он больше подходит для толстых пластин.
То, что известно как MIG, — это газовая дуговая сварка (GMAW). Электрод образует дугу со свариваемым металлом и, таким образом, плавится, плавясь с материалом.
Сварочный процесс MIG имеет пузырек защитного газа, чтобы защитить сварку компонентов воздуха.
Кроме того, свариваемые детали не сплавляются, поскольку при сварке используется другой материал, и это позволяет сваривать различные типы материалов. И электроды, и газ, которые используются, необходимо заменять по мере их использования.
Для чего используется сварка MIG?
Сварка МИГ может применяться в различных областях, и этим методом можно сваривать как толстые, так и тонкие металлы.
Но для этого потребуется хороший сварочный аппарат MIG, чтобы он позволял регулировать мощность, чтобы можно было сваривать очень тонкие и тонкие материалы, а также сваривать толстые стальные материалы.
Преимущества сварки MIG
Самыми большими преимуществами сварки MIG являются следующие:
Простота использования и управления аппаратом, рекомендуется для начинающих, поскольку у него есть только один пистолет, которым нужно научиться управлять.
Может использоваться в широком диапазоне толщин.
Эстетичная отделка.
Может также использоваться для скульптуры.
Недостатки сварки MIG
Однако у нее также есть некоторые недостатки, которые необходимо учитывать:
Свариваемые материалы немного ограничены: она слабая для чугуна и слишком прочная для тонкого алюминия. То же самое касается слишком тонкого или слишком толстого материала.
Его нельзя использовать на грязных или ржавых материалах, они должны быть чистыми.
Нельзя использовать во влажных условиях, так как это довольно деликатный процесс.
Как выполнять сварку MIG?
МиГ-сварка — это процесс сварки электрической дугой с плавящимся электродом, в котором инертный газ служит защитой от воздействия окружающей атмосферы. Фактически, он назван по аббревиатуре на английском языке: metal, inert, gas, хотя его еще называют gmaw («газовая дуговая сварка металла» или «газовая сварка и металлическая дуга»). С другой стороны, его использование оказалось гораздо более продуктивным, чем традиционное или ММА. А когда дело доходит до сварки высоколегированных сталей, алюминия, титана или магния на никелевой основе, это также лучше, чем сварка в магниевом или активном газе.
Как проходит процедура сварки MIG
Этот процесс сварки MIG имеет множество преимуществ, в первую очередь два: качество окончательной отделки и высокая производительность, которую он позволяет. Кроме того, это можно сделать автоматически. Это подводит нас к трем основным процедурам, которые существуют при этом типе сварки, а именно:
Автоматическая процедураЭто возможно только при сварке проволокой. В нем интенсивность и напряжение регулируются оператором в соответствии со значениями, необходимыми для выполнения работы, и их регулирует само оборудование.В свою очередь, сварка осуществляется автоматическим соплом. Следовательно, это требует очень небольшого участия указанного оператора.
Полуавтоматическая процедураКак и предыдущая, это может быть выполнено только сваркой проволокой, а параметры напряжения и интенсивности предварительно настроены так, чтобы они регулировались автоматически. Однако, в отличие от этого, сварочный пистолет вручную тащит рабочий.
Это наиболее распространенная система, и в ней напряжение имеет фундаментальное значение: чем выше напряжение, тем больше проникает сварной шов.
В свою очередь, интенсивность отвечает за управление выходной мощностью электрода таким образом, что чем она выше, тем более толстые шнуры будут образовываться и, следовательно, будут заполняться более крупные стыки. Наконец, хотя стабильность дуги обеспечивает само напряжение, удобно, чтобы оператор избегал резких движений и держал пистолет на расстоянии около 7 миллиметров от детали.
Роботизированный процессИспользуется при сварке в промышленных масштабах.Фактически, в этой процедуре все программируется блоком ЧПУ или числовым десятичным управлением. Таким образом, механический рычаг отвечает за сварку детали, выполнение отделки и даже ее транспортировку, причем все это происходит автоматически и, следовательно, без вмешательства оператора.
Преимущества сварочных работ
Основным преимуществом сварки в целом является то, что она позволяет ремонтировать элементы, которые в противном случае следовало бы выбросить и заменить новыми, как в случае металлических конструкций, которые в случае поломки или трещин, можно сваривать для получения высокого уровня сопротивления и устойчивости к различным видам усилий, что продлевает срок службы конструкций.
Узнайте больше о его преимуществах:
В зависимости от типа используемого сварочного аппарата могут быть получены разные типы отделки.
Сварка дает преимущество, заключающееся в том, что на ней можно строить твердые конструкции, такие как здания, дома, гостиницы и другие.
Имеется возможность убирать отходы и заполнять места, где они требуются.
Для получения хорошего плавления и выполнения сварки можно обратиться к лазеру, ультразвуку, к пламени, генерируемому газом, к электрической дуге или к процессу трения, чтобы упомянуть некоторые из доступных параметры.
Научиться сваривать — это довольно просто при создании любого проекта, который требует склеивания металла, а также в связи с растущей тенденцией к DIY (сделай сам для его аббревиатуры «сделай сам»). Важно научиться делать это хорошо, чтобы оптимизировать не только время, но и стоимость проектов, которые мы планируем завершить, но мы понимаем, что метод проб и ошибок является фундаментальной частью и что для сварки необходимы различные факторы. идеальный результат, так что не пугайтесь, если вначале все получится.
Каждый учится на собственном опыте, но всегда хорошо иметь проводника, который поможет нам пройти через незнакомую нам область, и именно по этой причине мы представляем сейчас эти советы, которые помогут вам получить хорошее Сварка с лучшим качеством и наилучшей обработкой.
Прежде всего, вы всегда должны знать, что сварщик горячий, что может показаться очевидным, но на самом деле это частая ошибка многих новичков в сварке.
Вы также должны убедиться, что все хорошо закреплено во время сварки, чтобы они не сдвинулись по ошибке и не испортились.
Всегда регулируйте мощность сварочного аппарата, чтобы металл плавился оптимально, что ускоряет и упрощает процесс.
Сварщик должен иметь тонкий наконечник для оптимальной сварки.
Если вы собираетесь сваривать оловом, убедитесь, что оно не имеет высокой температуры плавления. На этом этапе вы можете получить помощь от торговца, который поставляет вам материал.
Все поверхности, на которые вы собираетесь сваривать, должны быть чистыми.
Наконец, помните, что олово не должно касаться сварочного аппарата.Просто подойдите к нему.
Основы сварки нержавеющей стали
Сегодня нержавеющая сталь остается еще более популярной из-за своих ценных характеристик. К ним относится устойчивость к различным видам жидкой, химической и газовой коррозии. Он также известен своими прочными и долговечными свойствами.
Когда дело доходит до сварки, часто используется нержавеющая сталь. Обучение сварке нержавеющей стали может показаться трудным для других.Но понимание основ сварки нержавеющей стали поможет вам начать работу. Сварщикам следует учитывать лишь несколько аспектов. Из этого сообщения в блоге они узнают об основах сварки нержавеющей стали. Подробнее читайте здесь.
Общие методы сварки нержавеющей стали
Выбор процесса сварки нержавеющей стали будет зависеть от отделки используемого материала и толщины металла. Хотя существует несколько методов сварки нержавеющей стали, большинство сварщиков использовали только эти три метода.Это следующие:
1. Сварка TIG (газовая вольфрамовая дуговая сварка)
TIG или сварка вольфрамовым электродом в среде инертного газа — наиболее распространенный в настоящее время процесс сварки нержавеющей стали. Этот метод идеален при сварке ответственных стыков. Он также широко используется в отраслях, где требуются тонкие и точные сварные швы.
Обычно в этом методе используется газообразный аргон, смешанный с гелием, водородом и азотом. Газ аргон используется, поскольку он защищает и охлаждает вольфрам. Кроме того, он предотвращает окисление.Меньшее количество дыма также выделяется аргоном по сравнению с другими газами.
2. Контактная или точечная сварка
Как следует из названия, это процесс точечной или шовной сварки. Точечная сварка, как известно, является наиболее экономичным методом сварки. Кроме того, оборудование, используемое для контактной сварки, очень универсально. Следовательно, он идеально подходит для малых и крупных сварочных проектов.
При контактной сварке используется электрический ток для плавления металлических кромок и их склеивания.Известно, что этот метод является эффективным выбором для металлов с низкой температурой плавления. Это потому, что его можно легко модифицировать, чтобы предотвратить деформацию металла.
3. Сварка МИГ (газовая дуговая сварка металлическим электродом)
Этот метод представляет собой полуавтоматический процесс сварки, который обеспечивает прочное соединение двух частей нержавеющей стали, особенно при правильном выполнении.
СваркаMIG позволяет сварщику использовать импульсный источник тока. Таким образом будет легче сварить труднодоступные углы сложных конструкций из нержавеющей стали.
Инструменты и принадлежности для сбора
Для сварки нержавеющей стали методом MIG требуются специальные инструменты и материалы. Вот часть оборудования, которое необходимо подготовить к любым сварочным работам.
- Сварочный аппарат — этот аппарат необходим для выполнения надежных и прочных сварных швов нержавеющей стали. Для сварочного аппарата MIG очень важно искать такие детали, как сварочная горелка и образцы сварочной проволоки.
- Сварочный пистолет — как упоминалось выше, сварочные аппараты обычно поставляются со сварочным пистолетом.Для более точного управления и решения конкретных задач сварочную горелку можно модернизировать.
- Вкладыш пистолета — этот инструмент защищает сварочный пистолет. Это также позволяет сварщикам переключаться между различными типами металлической проволоки для конкретных сварочных работ.
- Механизм подачи проволоки — данное устройство необходимо только в том случае, если в проекте требуется много сварочных работ или если кто-то работает на специализированном объекте.
- Сварочная проволока — следует использовать соответствующую сварочную проволоку для нержавеющей стали.Вам следует проверить сварочный аппарат или специальный механизм подачи проволоки, чтобы узнать, какую сварочную проволоку использовать.
- Щетка для чистки — чтобы подготовить заготовку к более качественному и прочному сварному шву, необходима щетка для чистки металла и скребка.
- Защитный газ — в качестве защитного газа может использоваться комбинация аргона, гелия и углекислого газа.
Насадки для сварки нержавеющей стали
Вот несколько полезных советов, которым вы можете следовать, чтобы обеспечить безопасную и долговечную сварку нержавеющей стали.
1. Обязательно очистите поверхности нержавеющей стали перед сваркой.
Нержавеющая сталь склонна к загрязнению высокоуглеродистой сталью и другими металлами. Когда он подвергается воздействию этих металлов, его коррозионная стойкость может снизиться.
Кроме того, очистка поверхности нержавеющей стали укрепит сварной шов в целом. Если вы чистите металлической щеткой, не используйте ее для чистки других металлических поверхностей. Это связано с тем, что во время очистки на поверхность нержавеющей стали могут проникать микроскопические частицы других металлов.В этом случае следует подумать о специальных процедурах травления и очистки, чтобы предотвратить проблемы в будущем.
2. Подготовьте необходимые инструменты
Чтобы получить хороший сварной шов, нужно каждый раз правильно начинать процесс. Всегда прежде всего проверяйте оборудование, источник проволоки и силу тока и напряжение сварочного аппарата. В случае необходимости быстрой замены во время работы должны быть доступны дополнительные провода, расходные детали и наконечники пистолета.
3. Выберите присадочный материал, аналогичный наплавленному металлу
Выбор правильного присадочного материала важен для поддержания коррозионной стойкости нержавеющей стали.Чтобы выбрать подходящий, обратите внимание на марки стали и суффиксы.
4. Работа в хорошо проветриваемом помещении
Рекомендуется работать в открытом гараже, чтобы обеспечить хорошую вентиляцию сварщикам. Если на рабочем месте нет свежего воздуха, можно использовать специальные вытяжные системы. Кроме того, для удовлетворительной работы в рабочем пространстве должно быть достаточно света.
5. Носите подходящие средства индивидуальной защиты (СИЗ)
При любых сварочных работах крайне важно носить подходящую индивидуальную защитную одежду.Это необходимо для защиты сварщика от таких опасных происшествий, как искры, ожоги, брызги, радиация и поражение электрическим током. Ношение соответствующего защитного снаряжения — это мера безопасности. Это также требуется регулирующими органами.
Заключение
Сварка нержавеющей сталью может быть сложной задачей, особенно если у вас нет необходимых инструментов, оборудования, навыков и знаний. Таким образом, очень важно не торопиться и заранее провести некоторые исследования. Понимание основ сварки нержавеющей стали важно для получения хорошего и ценного результата при производстве нержавеющей стали.И этот пост в блоге станет вашим путеводителем по достижению выдающейся детали.
Если вам нужна помощь, когда дело доходит до ваших проектов по изготовлению металлических изделий, не стесняйтесь звонить вашим местным специалистам по изготовлению металлов.
Сварка шпилек: основы и преимущества
Независимо от того, являетесь ли вы квалифицированным инженером или производителем, вы, скорее всего, регулярно используете сварку при выполнении слесарных работ. Чтобы уточнить, сварка — это процесс нагрева, в котором используется электрическая дуга для соединения двух металлических частей.Обычный процесс, да, но отнюдь не простой. Существует широкий спектр методов, материалов и инструментов, которые можно использовать. Что касается методов, используемые должны быть твердо основаны на типе приложения, ваших конкретных требованиях и способностях, доступном оборудовании и бюджете.
И это подводит нас к приварке шпилек — одному из наиболее популярных методов сварки, основанному на его скорости, точности, надежности и визуально привлекательной эстетике.
Вот все, что инженеры-конструкторы должны знать о приварке шпилек, включая три различных процесса, преимущества каждого из них, а также инструменты и оборудование, задействованные в процессе.
Приварка шпилек требует доступа рабочего только к одной стороне соединения, что делает эту работу простой задачей для одного человека.
Что такое приварка шпилек?
По сути, приварка шпилек — это метод одностороннего крепления, при котором металлическая деталь соединяется с другим металлическим компонентом, обычно с металлическим листом, известным как основной материал. Части соединяются друг с другом с помощью сильной электрической дуги, создаваемой положительным электрическим током. Дуга вырабатывает достаточно тепла, чтобы оба металла достигли точки плавления.После образования ванны расплава деталь и основной материал спрессовываются вместе, образуя надежное соединение и становясь единым целым.
Приварка шпилек популярна отчасти из-за того, насколько быстро ее можно выполнить. При наличии подходящего оборудования рабочие могут выполнить сварку шпильки за миллисекунды. Однако скорость не влияет на прочность и надежность получаемых соединений. Они действительно прочнее, чем сам исходный материал, однажды сформированный, и прослужат всю жизнь.
Вот некоторые преимущества приварки шпилек:
Внешний вид. Приварка шпилек предпочтительна из-за в значительной степени «невидимого» эффекта, который она создает из-за того, что процесс крепления выполняется только на одной стороне основного материала. На обратной стороне оставляет минимум следов. Таким образом, это рекомендуемый метод сварки, если ворота крепятся легко, но при этом очень надежно.
Адаптируемый. Приварка шпилек может использоваться с различными металлами и шпильками различных размеров. Нержавеющая сталь, низкоуглеродистая сталь, алюминий, медь и латунь могут быть эффективно приварены шпильками при использовании надлежащего оборудования.Шпильки могут быть с резьбой, без резьбы или с внутренней резьбой и иметь диаметр от 1 до 25 мм, если у вас есть соответствующие насадки и оборудование.
Доступно. При приварке шпилек рабочим не нужно напрягаться, чтобы сделать качественный сварной шов. Им нужен доступ только с одной стороны. А еще есть оборудование, облегчающее маневрирование. Например, более тонкие сварочные инструменты позволяют сварщикам работать в труднодоступных местах.
Без отверстий. В металлическом листе не делается отверстий, когда шпилька прикреплена к нему, поэтому нет необходимости чистить или отделывать металлический лист после процесса. Таким образом устраняется риск протекания или ослабления листа. Отсутствие протечек также предотвращает коррозию сварного шва, поэтому он остается чистым и прочным.
Скорость. Приварка шпилек — это чрезвычайно быстрый способ крепления. Чтобы использовать приварку шпилек в больших масштабах, пользователи могут ускорить процесс, вложив средства в более тяжелое оборудование.Например, существуют аппараты для приварки шпилек, которые могут выполнять до восьми сварных швов в минуту. Процесс также можно полностью или частично автоматизировать для создания до 60 сварных швов в минуту.
Автоматизация может применяться ко всему процессу или только к его частям. Вы можете потребовать автоматизации всего процесса или только определенного этапа в зависимости от требований к точности, скорости и внешнему виду. Компании могут добиться аналогичных результатов, используя меньшее по размеру оборудование и ручные инструменты, поэтому не расстраивайтесь, полагая, что вам потребуется значительный бюджет.
Для увеличения производительности предприятия могут приобрести автоматические сварочные аппараты для шпилек, которые делают до 60 сварных швов в минуту.
Типы приварки шпилек
Существует три основных типа приварки шпилек, которые одинаково эффективны. Решение о том, что использовать, зависит от требований к сварке и материалов.
Сварка конденсаторным разрядом (CD) — это обычный процесс приварки шпилек, рекомендуемый в случаях, когда сварные соединения должны быть практически безупречными, а обратная маркировка должна быть сведена к минимуму для внешнего вида.Он очень эффективен для чистых и плоских основных материалов, таких как низкоуглеродистая сталь, нержавеющая сталь и алюминий.
СваркаCD работает с материалами толщиной не менее 0,7 мм, поэтому это лучший вариант для тонких основных материалов. CD более ограничен, чем другие процессы, с точки зрения диаметра свариваемой шпильки. Шпильки меньшего диаметра (1 мм) необходимы для эффективных и надежных сварных швов.
CD не так универсален, как другие виды приварки шпилек. Поэтому, если ваш основной материал загрязнен, покрыт или изогнут, лучшим выбором может быть дуговая сварка (DA).
Несмотря на то, что сварка CD не так устойчива к дефектам основного материала, как другие типы сварки, она недорогая и быстрая (отсюда ее популярность).
СваркаCD включает конденсаторы, настроенные на определенное заданное напряжение в зависимости от диаметра шпильки и толщины основного элемента. Шпилька размещается так, чтобы приварная трубка, небольшой кусочек металла на нижней части штифтов компакт-диска, касалась основных материалов. Таким образом, электрический ток, проходящий через металлический лист и шпильку, нагревается до их точек плавления и образует ванну расплава.Затем пружина сварочного пистолета толкает шпильку в область расплавленной поверхности основного материала, чтобы соединить две части вместе.
Для выполнения долговечных сварных швов необходимо оборудование CD, легкое, простое в использовании и не занимающее много места.
При выборе оборудования CD необходимо учитывать несколько факторов, в том числе легкость сварочного аппарата, сложность его использования, время перезарядки оборудования, скорость сварки и его гибкость. В зависимости от предполагаемых задач при выборе оборудования для компакт-дисков приоритетом могут быть различные факторы.
Дуговая сварка (DA) гораздо более универсален и адаптируется с точки зрения материалов и диаметров, которые можно сваривать. Например, если вы работаете с более толстым основным материалом (> 2 мм) и он заржавел или покрыт слоем, DA — это метод приварки шпилек, который эффективно и точно работает с более толстыми или менее чистыми металлами.
Аналогичным образом, если требования включают приварку шпилек большего диаметра, скорее всего, следует использовать именно этот шов.
Для DA-сварки ток и время сварки предварительно устанавливаются в соответствии с свариваемыми диаметрами.Размещение шпильки на пластине или металлическом листе запускает пилотную электрическую дугу. Шпильку поднимают на заданную высоту, чтобы создать главную дугу, которая заставляет заостренный сварной конец шпильки плавиться в ванну расплава. Возвратное давление на сварочный пистолет толкает шпильку в бассейн, чтобы соединить шпильку и металлический лист вместе. Манжета удерживает шпильку на месте и формирует сварной шов, но после завершения сварки отламывается.
Существует ряд сварочных аппаратов и изделий для DA-сварки, в том числе те, которые подходят для шпилек диаметром более 25 мм и более.Подходящее оборудование для любого применения зависит от того, насколько доступным и маневренным должен быть сварщик, от требуемого тока, диаметра базовой шпильки и требуемой скорости сварки.
Сварка коротким циклом (SC) практически такая же, как DA, но даже быстрее. Шпильки можно приварить к основному материалу за 10–100 миллисекунд.
СваркаSC использует комбинацию процессов CD и DA, поэтому ее можно использовать с более толстыми и несовершенными материалами, чем CD, но не с такими толстыми материалами и шпильками, как допускает DA.SC-сварка может быть подходящей для людей с меньшим бюджетом, поскольку оборудование и инструменты дешевле, чем те, которые используются для DA.
Процесс SC, как и DA, требует предварительной настройки времени сварки и тока в соответствии с диаметром шпильки. Как и в случае с CD, шпильки имеют сварную шайбу, которая размещается на основном материале, вызывая электрическую дугу. Как только шпилька поднимается на заданную высоту, основная дуга плавит поверхность металлического листа и приваривает трубу, образуя ванну расплава. Как и в других процессах, обратное давление сдвигает шпильку и лист вместе, образуя надежное крепление.
Сварка шпилек в действии
Приварка шпилек в качестве метода металлообработки подходит для различных отраслей промышленности и для множества различных задач. Описание некоторых из этих применений подчеркнет универсальность и эффективность приварки шпилек.
Мосты. Сварные шпильки используются для сварки компенсаторов между мостами и дорогами в зависимости от их надежности и срока службы. Они помогают предотвратить прогиб моста из-за изменений погоды или температуры.
Заводские таблички. Те латунные таблички официального вида, которые используются на зданиях и внутри них для обозначения компании или отдельного лица с офисами внутри, часто прикрепляются к стенам с помощью приварных шпилек. Они используются потому, что сварные швы и крепежи не видны спереди (односторонние крепежи), что обеспечивает чистый и профессиональный вид.
Кейтеринг. Приварка шпилек обычно используется на предприятиях общественного питания и при приготовлении пищи, поскольку не требует проделывать отверстия в основном материале, поэтому утечки практически исключаются.Это также обеспечивает чистый сварной шов и легко очищаемые поверхности.
Автомобили. Сварные швы используются для сборки многих транспортных средств — от самолетов до поездов и автомобилей. Опять же, это односторонняя застежка, прочная, поэтому соединение чрезвычайно надежно и практически незаметно для глаз.