Технология сварки полуавтоматом с газом и без газа + видео урок
технология сварки полуавтоматом без газа обычной проволокой – Видео уроки
3 лет назад
Приветствую, Вас! Для начала рекомендую хорошие интернет магазины – товары и услуги по доступной цене: Полезные товары – интернет магазин ” Gearbest “: https://goo.gl/riFbzo Нужное и полезное – интернет магазин – ” Алиэкспресс “: https://goo.
gl/242qIr Множество нужных товаров – интернет магазин – ” Banggood “: https://goo.gl/U7l3Kp Магазин ножей – “Ножиков”: http://goo.gl/pPjgRj Заработок на своем видео с партнерскими программами: Заработай на своем видео с – ” AIR “: http://goo.gl/R7C0pK Заработай на рекламе в видео с – ” Аdmitad “: http://goo.
gl/1qvZqN И теперь по теме видео: Ну вот мы подучились малярному делу, настало время немного освоить жестянку, дабы мы могли делать более комплексный круг работ.. Начнем пожалуй с легкой сварки, залатаем арку крыла. Для начала вырезаем пораженное коррозией место, выбираем подходящий кусок метала, подгоняем.
Ну в общем смотрите видео! Приятного просмотра! Ссылка на это видео: https://youtu.be/odMTj8BocBA
2 лет назад
В данном видеоролике мы решили показать, как в домашних условиях можно сделать генератор углекислого газа и с его помощью накладывать довольно не плохие сварочные швы полуавтоматической сваркой
3 меc назад
Сварка и горячая клепка деталей
1 лет назад
Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке https://www.youtube.com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 MastakSvarka канал для начинающих сварщиков и для тех сварщиков которые хотят обмениваться своим опытом в сварке. MastakSvarka показывает видео уроки по сварке, а также не забывает про теорию по сварке.
Также провожу эксперименты в области сварки. #сварка #сварщик #сварочныетехнологии #электрод #урокисварки #образование #какваритьэлектродом #MastakSvarka #mastak_svarka #мастаксварка #МастакСварка MastakSvarka https://www. youtube.com/c/MastakSvarka ВНИМАНИЕ.
youtube.com/c/MastakSvarka ВНИМАНИЕ.
Видео создано для начинающих сварщиков.
Возможные ошибки ,недочёты созданы и сохранены в учебных целях.
10 меc назад
20 видов и способов сварки, от ручной дуговой сварки до роботизированной.
Сварка, сварочные электроды и всё что с этим связано,имеет прямое отношение к тому миру в котором мы живём, так как благодаря в первую очередь сварщикам, электродам, сварочной проволоке, сварочным аппаратам и всему сварочному процессу в целом, мы имеем возможность пользоваться теми удобствами, которые нас окружают.
Ссылка на видео: https://youtu.be/AoRkP_DqEKs Миссия нашего канала – более детально раскрыть секреты сварки и секреты всего что с нею связано, раскрыть так, чтобы даже самому обычному человеку (не сварщику), было интересно и даже где-то весело, просмотреть то или иное видео.
9 меc назад
В этом видео вы узнаете о редком способе сварки, который называется лежачий электрод в пучке. Вк https://vk.
com/playlist?list=PLfIDywXYIFcgvW-ud8MyctKW5FswBCf87 MastakSvarka канал для начинающих сварщиков и для тех сварщиков которые хотят обмениваться своим опытом в сварке. MastakSvarka показывает видео уроки по сварке, а также не забывает про теорию по сварке.
Также провожу эксперименты в области сварки. #сварка #сварщик #сварочныетехнологии #электрод #урокисварки #образование #какваритьэлектродом #MastakSvarka #mastak_svarka #мастаксварка #МастакСварка MastakSvarka https://www.youtube.com/c/MastakSvarka ВНИМАНИЕ.
Видео создано для начинающих сварщиков.
Возможные ошибки ,недочёты созданы и сохранены в учебных целях.
5 меc назад
Привет друзья,в этом видео я хочу рассмотреть проблемы связанные с работой сварочного полуавтомата и как с ними бороться.
3 меc назад
e-katalog Россия http://www.e-katalog.ru/k227.htm?cgi_idsr_=86862&utm_source=youtube_channels&utm_campaign=ognennoetv18 e-katalog Украина http://ek. ua/k227.htm?cgi_idsr_=86862&utm_source=youtube_channels&utm_campaign=ognennoetv18 Сегодня мы попробуем сварить алюминий с помощью болгарки! И проведем испытания образцов до разрушения. Все самоделки Огненного ТВ https://www.youtube.com/watch?v=MC-Y6iYNt-E&list=PLz9lVL5ficvozB6aKhGqX3IS-FJgtBdrp Все эксперименты Огненного ТВ https://www.youtube.com/watch?v=Vt8rJ7JDB7M&list=PLz9lVL5ficvrx_QUyQIgXt3hCPlZzTO_A ТОП самых интересных приборов от канала Огненное ТВ:
ua/k227.htm?cgi_idsr_=86862&utm_source=youtube_channels&utm_campaign=ognennoetv18 Сегодня мы попробуем сварить алюминий с помощью болгарки! И проведем испытания образцов до разрушения. Все самоделки Огненного ТВ https://www.youtube.com/watch?v=MC-Y6iYNt-E&list=PLz9lVL5ficvozB6aKhGqX3IS-FJgtBdrp Все эксперименты Огненного ТВ https://www.youtube.com/watch?v=Vt8rJ7JDB7M&list=PLz9lVL5ficvrx_QUyQIgXt3hCPlZzTO_A ТОП самых интересных приборов от канала Огненное ТВ:
Источник: https://videouroki.su/watch/tekhnologiya-svarki-poluavtomatom-bez-gaza-obichnoy-provolokoy/1rLOQW662eM
Сварка полуавтоматом для начинающих – видео уроки и техника безопасности
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Преимущества и недостатки
Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.
К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве


Технология и виды
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).

Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Необходимые материалы и инструменты
Устройство сварочного аппарата
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Пошаговая инструкция по выполнению
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.

Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без.
При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию.
Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части рекомендуется предварительно очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- При соединении тонкого металла следует использовать специальные зажимные приспособления, поскольку полуавтомат создает локальные точки нагрева, то соединение может получиться не совсем плотным.
- При больших объемах швов рекомендуется сначала прихватить металл в нескольких местах, а уже потом проводить сваривание по всей длине.
Советы и возможные ошибки
Не стоит преувеличивать свои силы имея опыт работы с другими видами сварки.
Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении.
Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций.
Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации. Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
Источник: http://househill.ru/fundament/pod-dom/vintovoj/svarka-poluavtomatom.html
Сварка полуавтоматом без газа обычной проволокой
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки.
Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода.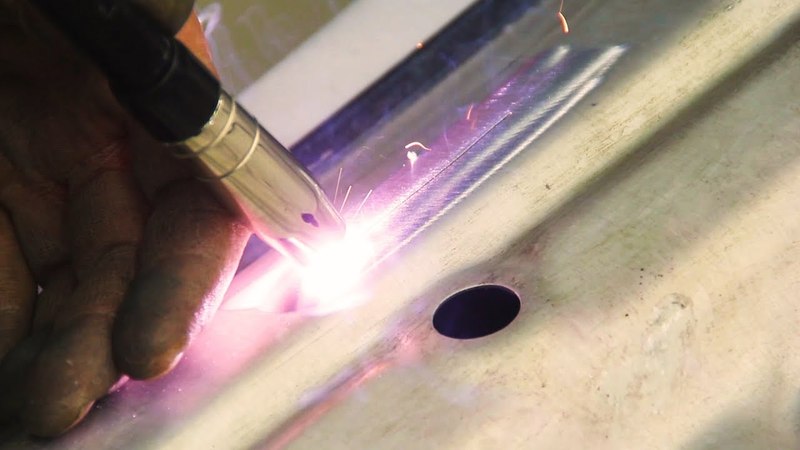
Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.
На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный.
Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки.
Изнутри её стержень заполнен специальным флюсованным порошком.
Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.

Рекомендуем! Как научиться варить электросваркой самостоятельно
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента — дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
Источник: https://svarkagid. ru/tehnologii/kak-varit-poluavtomatom-bez-gaza.html
ru/tehnologii/kak-varit-poluavtomatom-bez-gaza.html
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом.
Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения.
Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка полуавтоматом без газа – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока.
Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом.
Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Полуавтоматический сварочный аппарат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтоматическое сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов.
В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам.
На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение полуавтомата без газа
Возможен такой вариант соединения деталей, как сварка полуавтоматом порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.

Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сергей Одинцов
Источник: http://electrod.biz/oborudovanie/poluavtomat/kak-varit-bez-gaza.html
Сварка полуавтоматом без газа — отличный выбор для начинающих
Сварка — это процесс, который до сих пор не имеет аналогов, он позволяет качественно и надёжно производить неразъемное соединение каких-либо частей или деталей, из различных видов металла.
Сегодня существует множество различных видов и методов сваривания плавлением, которые внедрены в производство. Каждый способ имеет свои недостатки и преимущества.
В наши дни сварка полуавтоматом без газа — наиболее востребованная сварочная технология, которая используется в различных защитных газовых средах.
Сварка полуавтоматом: преимущества
Она не требует высокой квалификации мастера для её осуществления. Её смогут выполнить любой специалист, у которого квалификация ниже чем, та, что требуется для исполнения ручной сварки дугой.
И при этом, процесс занимает гораздо меньше времени.
В результате получится сварной шов, который будет высококачественным и не будет необходимости зачищать его от шлака, конечно, при соблюдении всех правил технологии.
Дальнейшая грунтовка, покраска и прочая обработка сварных изделий будет производиться абсолютно без лишних задержек. Полуавтоматическая сварка плавлением позволяет совершать соединение очень тонких металлических частей: 0.1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
Полуавтоматическая сварка плавлением позволяет совершать соединение очень тонких металлических частей: 0.1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
Штрих код – это графическое изображение, состоящее из вертикальных черных и белых полос разной ширины, следующих друг за другом, а также цифрового кода. Цифровой код предназначен для людей, графика – для считывающих устройств. Зарегистрировать свой штрих-код можно на сайте компании rossertcentr.ru.
Этот сварочный процесс можно назвать идеальным, он бывает для серийного и мелкосерийного производства. Своё название «полуавтоматическая сварка», эта технология получила благодаря своей особенной подачи проволоки. Грубо говоря, это практически та же дуговая сварка, только выполняется специальным проволочным электродом, и обязательно в среде защитного газа.
Принцип работы сварочным полуавтоматом
Принцип, на котором построена вся технология сварки, достаточно простой. Все происходит с помощью подающего механизма, который производит подачу сварочной проволоки к принимающему устройству, а после этого, подаёт её в зону сварки. Для того,чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
Все происходит с помощью подающего механизма, который производит подачу сварочной проволоки к принимающему устройству, а после этого, подаёт её в зону сварки. Для того,чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
При нажатии на клавишу рабочего органа, включается одновременное поступление к нему проволоки и газа.
Перед тем как началось поступление проволоки, место где будет сварной шов, засыпается специальным флюсом из бункера.
Когда скользящий электрод передвигается вдоль поверхности кромок, которые свариваются, когда происходит включение подачи электрода происходит возбуждение дуги, или когда подача уже подключена и флюс засыпан.
В последующих действиях придется очищать застывший шлак с конца электрода, в случае если дуга потушится и снова зажжется. Чаще всего процесс происходит на переменном токе, можно использовать постоянный, в случае, если нет возможности настроить переменный..jpg)
Сварка полуавтоматом без газа — это полуавтоматизированная технология. Вручную происходит только перемещение держателя в длину шва, обычно на весу, а иногда с упором на костыль, который специально помещен в изделие.
В зависимости от сложности и специфики сварки, бывают переносные и стационарные механизмы. Электроды необходимо подбирать так, чтобы они соответствовали свойствами металлам, которые свариваются, от этого будет зависеть качество сварного шва.
Как и электроды, защитный газ тоже надо выбирать в соответствии со свойствами свариваемых металлов. Если сталь низко углеродистая, тогда газовую среду должен создавать углекислый газ, в некоторых случаях возможно применения аргона. Когда газ подается из сопла, то он вытесняет воздух из зоны сваривания, этим защищая, сварной шов.
Многие покупатели, приобретают подобный инструмент для сварки алюминия, тем более, что электросварка для начинающих, видео уроки которой можно посмотреть в сети, вовсе не сложна!
Полуавтоматическая сварка алюминия в технологическом аспекте сложнее, чем с любым другим металлом. Защитная плёнка на его поверхности плавится при температуре 2200 градусов по Цельсию, а сам алюминий плавится при 660 градусах. Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Защитная плёнка на его поверхности плавится при температуре 2200 градусов по Цельсию, а сам алюминий плавится при 660 градусах. Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Видео: Сварка полуавтоматом без газа
21 Март 2014
Источник: http://al-shop.ru/stati/svarka-poluavtomatom-bez-gaza
Как работать полуавтоматическим сварочным аппаратом: техника, режимы, этапы
Во время строительства здания либо капремонта авто не обойтись без сварочного аппарата. Он используется, чтобы качественно соединять детали из металла, входящие в состав определенной конструкции. Сегодня весьма часто применяется полуавтомат сварочный. Он позволяет качественно и надежно соединять детали как из черного, так и из цветного металла.
Как работает полуавтомат для сварки
Чтобы понять, как варить полуавтоматом, нужно разобраться в принципе его работы. При сваривании подобным устройством электроды не применяются. Используется особая проволока для сварки, плавящаяся в газовой среде. Инертный газ (или углекислота) должен беспрерывно подаваться из газового баллона.
Используется особая проволока для сварки, плавящаяся в газовой среде. Инертный газ (или углекислота) должен беспрерывно подаваться из газового баллона.
При выполнении сварки полуавтоматом тепловая энергия плавит деталь. Благодаря этому создается сварное соединение, формируется надежный шов. Полуавтомат состоит из:
- управляющего блока;
- блока питания;
- резервуара с газом;
- узла, подающего проволоку;
- емкости с проволокой;
- шланга для подачи газа;
- газовой горелки;
- газового оборудования.
Эксплуатационные показатели полуавтоматического сварочного аппарата должны быть такими:
- сила электротока – 40-600 ампер;
- напряжение сварной дуги – 16-40 вольт;
- скорость сваривания – 20 миллиметров в секунду;
- расход проволоки в секунду – 3-25 сантиметров;
- затраты инертного газа в минуту – 3-60 литров;
- объем баллона – до 100 литров.
Режимы сваривания
Выбор режима сваривания рабочий производит, учитывая толщину металла. Если металл имеет толщину больше 5 мм, сваривать его нужно в 2 стадии. Каждый слой необходимо класть точно друг на друга. В таком случае вы получите высококачественный шов.
Если металл имеет толщину больше 5 мм, сваривать его нужно в 2 стадии. Каждый слой необходимо класть точно друг на друга. В таком случае вы получите высококачественный шов.
Технология сварки полуавтоматом может быть следующей:
- Стыковая. Обычно осуществляется при ремонте транспортного средства. Нужно следить за тем, чтобы между свариваемыми запчастями не было промежутков. Шов получается точечным и беспрерывным.
- Внахлест. Самый легкий метод. На приготовленную поверхность укладывается кусок металла. Его сваривают с ней точечным методом.
- По отверстиям. Заплатку с высверленными отверстиями сваривают с необходимой деталью. Шов создается по имеющимся отверстиям.
Подготовка проволоки, газа, настройка аппарата
В полуавтоматических аппаратах электродным элементом служит особая сварная проволока. Ее радиус равняется 0,03-0,06 см. Обычно сварщики пользуются проволокой радиусом 0,04 см. Перед тем как начать работать аппаратом, необходимо поместить в него катушку, дотянуть проволоку до выхода из горелки, настроить степень ее прижатия посредством специального ролика.
Ее радиус равняется 0,03-0,06 см. Обычно сварщики пользуются проволокой радиусом 0,04 см. Перед тем как начать работать аппаратом, необходимо поместить в него катушку, дотянуть проволоку до выхода из горелки, настроить степень ее прижатия посредством специального ролика.
Техника сварки полуавтоматом предполагает обязательное использование газа. Газ можно не применять в устройствах, оборудованный флюсовой проволокой. Как работает подобное оборудование? При сгорании флюс, который входит в состав проволоки, образует газовое облако. Оно защищает сварную ванну от воздуха, предотвращает окисление.
Обычно для сварки полуавтоматом применяется углекислота либо ее смесь с аргоном. Первый вариант дешев, распространен, подойдет для сваривания стали. Второй вариант обеспечивает высокую стабильность дуги и снижает количество брызг при обработке детали.
Перед тем как начать работу сварочным полуавтоматом, подключите баллон к наконечнику прибора, задайте рабочую компрессию.
 У большей части аппаратов возможно установить только 2 параметра: напряжение и скорость подачи проволоки.
У большей части аппаратов возможно установить только 2 параметра: напряжение и скорость подачи проволоки.Современные устройства оснащены переключателем индуктивности. Изменяя данный показатель, возможно влиять на тип дуги. Если дуга «холодная», формируется неширокое соединение, сталь проплавляется глубоко. При «горячей» дуге все наоборот.
Для того чтобы правильно отрегулировать показатели устройства, соответственно с толщиной и характеристиками материала, радиусом применяемой проволоки, иными показателями, необходимо использовать таблицу. Она присутствует в сопроводительных документах к сварному аппарату.
Правила сваривания
Существуют определенные правила, соблюдение которых, вкупе со знанием принципа работы сварочного полуавтомата, позволит вам создать качественное сварное соединение.
- Правильно настраивайте прибор. В таком случае вы избежите возникновения разрывов, обеспечите ровное горение дуги.
- Электродную проволоку необходимо устанавливать направлением вперед. В таком случае дуга не порвется даже при резких перемещениях. Кроме того, она будет поджигаться почти моментально.
- Не нужно выполнять замену электродных элементов, очистку швов от накопившегося шлака.
 В таком случае дуга не порвется даже при резких перемещениях. Кроме того, она будет поджигаться почти моментально.
В таком случае дуга не порвется даже при резких перемещениях. Кроме того, она будет поджигаться почти моментально.Как выполняется сваривание в углекислотной среде
Углекислота, защищающая свариваемый металл от воздуха, провоцирует начало окислительных процессов. Чтобы свести влияние окисления к минимуму, применяют проволоку, содержащую медные, кремниевые, марганцевые элементы.
Один из популярных сегодня способов обработки металла – это заваривание заплатками. Оно выполняется по такому алгоритму:
- Тщательная зачистка ржавчины.
- Обработка металла средством, преобразующим ржавчину.
- Нанесение противокоррозийного спрея либо грунта.
- Выкраивание завариваемого отверстия из плотного картона.
- Вырезание отверстия.
- Создание дырок по периметру заплатки из металла. Промежутки между отверстиями должны составлять примерно 20 миллиметров.
- Наложение заплаток на отверстия, выполнение сварки полуавтоматом.

Как выполняется сваривание без газа
Сегодня большое распространение получила сварка труб полуавтоматом без газа. Подобная процедура осуществляется по следующему алгоритму:
- Установите нужную силу электрического тока и скорость сварки (быстроту подачи проволоки). Учитывайте толщину материала, который обрабатываете. Можете использовать таблицу, находящуюся в руководстве к прибору.
- Выберите и установите сменные шестеренки. Это даст вам возможность отрегулировать быстроту подачи электродного элемента, то есть проволоки. Если есть коробка скоростей, используйте ее.
- Настройте блок питания так, чтобы нормализовать напряжение и силу тока. Благодаря этому дуга будет стабильной. Кроме того, валик правильно сформируется, вы получите нужное вам количество флюса, который расплавился.
- Для того чтобы проволока начала подаваться, переключите селектор в режим «Вперед». Если установить режим «Назад», проволока станет наматываться на катушку.
- Заполните воронку флюсом. Держатель должен быть направлен так, чтобы конец мундштука располагался над областью сваривания. Подвинув заслонку воронки с флюсом, щелкните «Пуск». Параллельно с этим перемещайте держатель продольно будущему сварному соединению.

Сваривание металла небольшой толщины
Сваривание сделанных из тонколистового металла труб полуавтоматом дает возможность быстро и качественно создать сварное соединение. Тонким считается лист металла не толще 5 миллиметров.
Такой материал нередко используют при изготовлении автомобильных запчастей, трубных изделий.
Главная проблема при сварке тонколистового материала заключается в том, что он может повредиться, следовательно, появятся прожиги.
Промеж обрабатываемого изделия и электрода не должно быть даже маленького разрыва, иначе дуга оборвется. Ввиду этого прежде чем начинать сваривать тонколистовой металл, нужно научиться сварке толстых металлов.
Как выполнить сварку полуавтоматом для начинающих, если речь идет о тонком металле? Процедура сваривания состоит из трех стадий:
- Настройте скорость подачи проволоки. Выберите подходящую проволоку. Электрический ток должен иметь силу, соответствующую показателям обрабатываемого материала. Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро.
- Зажгите дугу. Прикоснитесь электродным элементом к сварному шву под маленьким углом. Так вы осуществите активацию электрода. Между электродом и деталью должен быть промежуток, соответствующий диаметру проволоки.
- Если вы все сделали грамотно, должен получиться высококачественный сварной шов. Устраните накипь и окалины посредством молотка.
 Выберите подходящую проволоку. Электрический ток должен иметь силу, соответствующую показателям обрабатываемого материала. Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро.
Выберите подходящую проволоку. Электрический ток должен иметь силу, соответствующую показателям обрабатываемого материала. Обычно изготовитель прописывает оптимальную для каждого случая силу тока в руководстве. Проволока должна иметь диаметр 2-5 миллиметров. Установите ее в держатель, присоедините клемму массы к свариваемой поверхности. Для предотвращения залипания не подносите клемму к обрабатываемому изделию чересчур быстро.Как сваривать толстый металл
При сваривании деталей, толщина которых превышает 4 миллиметра, необходимо, кроме очищения кромок от загрязнений, лакокрасочных материалов, ржавчины, осуществлять снятие фаски. Процедура снятия фаски подробно описана в соответствующем ГОСТе.
Процедура снятия фаски подробно описана в соответствующем ГОСТе.
Для того чтобы надежно соединить толстые детали, необходимо не просто перемещать дугу продольно соединяемым кромкам, а еще и осуществлять колебательные движения горелкой. Обыкновенно горелку перемещают зигзагообразно либо возвратно-поступательно. Ширина захода расплавленного металла соединения на поверхность заготовки должна равняться толщине детали.
Прежде чем начать сваривание, необходимо установить промежуток между соединяемыми заготовками. Без промежутка материал не проварится, шов будет поверхностным и непрочным.
Техника безопасности
Необходимо не только соблюдать нормы ГОСТа и учитывать характеристики сварочного аппарата (полярность при сварке, скорость подачи проволоки), но и следовать правилам техники безопасности. Они таковы:
- При включении аппарата удостоверьтесь, что рубильник и кнопочный выключатель исправны.
- В первую очередь, запускайте рубильник. Лишь после этого выполняйте включение блока питания.
- Выполняйте проверку шлангов, по которым идет защитный газ, чтобы выявить все имеющиеся дефекты.
- Чтобы защитить себя и окружающих, очистите рабочую зону от мусора, оградите е, используйте специальные очки.
- По окончании сваривания выключайте питание, останавливайте поступление газа.

Если у вас есть какие-либо вопросы касательно режимов сваривания, используемых газов, загляните в ГОСТ. В ГОСТе можно найти информацию, которая поможет вам выбрать оптимальный режим сварки и подходящий для конкретного случая газ.
Кроме того, можете ознакомиться с видео уроками. Приведем некоторые обучающие видеоролики, позволяющие быстро понять, как осуществляется сваривание полуавтоматическим прибором.
Скачать ГОСТ
Источник: https://oxmetall.ru/svarka/tehnologiya-raboti-poluavtomatom
Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология — смотреть онлайн видео урок бесплатно! Автор: Стив Блайл — Сварка
Онлайн урок «Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология» посвящен вопросу о том, что такое полуавтоматическая сварка, основы, технология сварки с автоматической подачей проволоки, обучение для начинающих сварщиков. Полуавтоматическая сварка металла или сварка с подачей проволоки стала обычным явлением в связи появления недорогих сварочных аппаратов, которые стали использоваться как в мастерских, так и в домашних условиях. В данном видео уроке будет изучаться газ метал дуговая сварка, которую часто называют MIG. В этом процессе используется непрерывная цельная проволока вместе с внешним защитным газом, который применяется для защиты расплавленного металла от контакта с окружающим воздухом. Сварочная ванна и шов легко управляемые, весь шов практически свободен от шлака. В этом видео уроке подробно рассказывается о технологии полуавтоматической сварки, что для этого требуется, как происходит процесс сварки, термины, устройство сварочного оборудования и многое другое. Видео урок «Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология» вы можете смотреть онлайн абсолютно бесплатно. Успехов!
Полуавтоматическая сварка металла или сварка с подачей проволоки стала обычным явлением в связи появления недорогих сварочных аппаратов, которые стали использоваться как в мастерских, так и в домашних условиях. В данном видео уроке будет изучаться газ метал дуговая сварка, которую часто называют MIG. В этом процессе используется непрерывная цельная проволока вместе с внешним защитным газом, который применяется для защиты расплавленного металла от контакта с окружающим воздухом. Сварочная ванна и шов легко управляемые, весь шов практически свободен от шлака. В этом видео уроке подробно рассказывается о технологии полуавтоматической сварки, что для этого требуется, как происходит процесс сварки, термины, устройство сварочного оборудования и многое другое. Видео урок «Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология» вы можете смотреть онлайн абсолютно бесплатно. Успехов!
- Автор: Стив Блайл
- Длительность: 44:36
- Дата: 19. 08.2013
- Смотрели: 213
- Рейтинг: 0.0/0
 08.2013
08.2013Если у Вас есть качественные видео уроки, которых нет на нашем сайте, то Вы можете добавить их в нашу коллекцию. Для этого Вам необходимо загрузить их на видеохостинг (например, YouTube) и добавить код видео в форму добавления уроков. Возможность добавлять свои материалы доступна только для зарегистрированных пользователей.
Как варить порошковой проволокой видео. Сварка полуавтоматом без газа — отличный выбор для начинающих
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для т
Сварка полуавтоматом для начинающих. Сварочный полуавтомат :: SYL.ru
 Сварочный полуавтомат :: SYL.ru
Сварочный полуавтомат :: SYL.ruСварочный полуавтомат представляет собой наиболее удобный, практичный и многофункциональный аппарат для сварки. Самая важная его особенность – это способность соединять металл без усиления с привлечением дополнительных элементов, при этом работа может вестись с черными и цветными металлами. Для сварки используется аргон или углекислый газ. Принято считать, что подобное оборудование может с легкостью освоить даже новичок.
Принцип работы
Сварка полуавтоматом, если выражаться техническим языком, представляет собой процесс, который проходит в среде защищенных газов с привлечением плавящейся проволоки. К последней есть только одно требование – она должна быть сплошной в обязательном порядке. Инертный или углекислый газ должен поступать из газового редуктора в процессе работы бесперебойно, а его количество дозируется вручную или автоматически. Электрод характеризуется меньшим сопротивлением по сравнению с дугой, поэтому выделение тепловой энергии приводит к оплавлению поверхности, с которой осуществляется работа, – это может быть электрод или металл. Две части словно склеиваются при помощи жидкой металлической массы, отчего удается получить крепкий шов, являющийся одним из самых надежных.
Две части словно склеиваются при помощи жидкой металлической массы, отчего удается получить крепкий шов, являющийся одним из самых надежных.
Классификация оборудования
Если рассматривается сварка полуавтоматом, то необходимо сказать о профессиональной классификации, посредством которой это оборудование делится в соответствии с тремя принципами:
- В зависимости от материала используемой проволоки: стальная, алюминиевая, универсальная.
- В зависимости от типа защиты сварного шва: в среде газов, в самозащитной среде, которая создается порошковой проволокой.
- По габаритам и возможности перемещения: стационарные, переносные, передвижные. Первые представляют собой приборы больших габаритов и соответствующей мощности, которые используются на заводах и промышленных предприятиях. Переносные изготавливаются специально для использования в быту. Передвижные представляют собой оборудование больших размеров, которое можно перемещать по цехам при необходимости.
Режимы сварки
Сварка полуавтоматом производится в таком режиме, который подбирается в зависимости от толщины металла. Для сваривания изделий толщиной 0,5-1,5 мм применяют электроды, диаметр которых составляет 6 мм. Работа с металлом толщиной более 5 мм проводится в два этапа. Чтобы добиться максимального качества шва, требуется накладывать каждый последующий слой строго на предыдущий. При работе с самыми тонкими металлическими частями требуется 5-7 литров газа в минуту. Работа с таким оборудованием полностью защищает железо от деформации. Достигается это за счет минимизации зоны теплового воздействия при высокой скорости сварки, благодаря чему данная технология выгодно отличается от всех остальных.
Для сваривания изделий толщиной 0,5-1,5 мм применяют электроды, диаметр которых составляет 6 мм. Работа с металлом толщиной более 5 мм проводится в два этапа. Чтобы добиться максимального качества шва, требуется накладывать каждый последующий слой строго на предыдущий. При работе с самыми тонкими металлическими частями требуется 5-7 литров газа в минуту. Работа с таким оборудованием полностью защищает железо от деформации. Достигается это за счет минимизации зоны теплового воздействия при высокой скорости сварки, благодаря чему данная технология выгодно отличается от всех остальных.
Сварка полуавтоматом для начинающих
Если учесть, что эта технология используется для соединения как тончайшего металла, так и достаточно толстых пластин, то стоит знать, что имеется несколько вариантов работы:
- Стыковая. Такая сварка полуавтоматом весьма актуальна при проведении ремонта автомобиля, когда есть необходимость в частичной замене какой-то детали. При соединении зазоры между деталями должны полностью исключаться.
- Внахлест – самый простой способ. Сварка алюминия полуавтоматом таким способом производится так: кусок металла кладется на подготовленную поверхность, а потом его заваривают. Для этого можно использовать как точечную сварку, так и сплошную.
- По готовым отверстиям. Готовая заплатка с дырками приваривается к поверхности в нужном месте. Для соединения используются подготовленные отверстия.

Для работы потребуются
Итак, вне зависимости от того, каким из способов будет производиться сварка нержавейки полуавтоматом, необходимо иметь в наличии сам прибор, перчатки и защитную маску, а также терпение и сильное желание. Это в особенности пригодится, когда будет производиться стыковка вертикальных швов. Выполнение таких работ сопровождается тем, что горячий металл устремляется вниз, поэтому дуга должна быть более короткой. В этом случае сила напряжения приведет к тому, что металлические капли будут переходить в шов гораздо быстрее. Сварка нержавейки полуавтоматом должна производиться с обязательным отведением электрода от шва, чтобы капля могла застыть.
Работа с полуавтоматическим оборудованием
В этом случае работа мастера существенно облегчена. Поджиг дуги моментальный, не требуется постоянно менять электроды, готовый шов не нужно затирать от шлака. Если рассматривается сварка полуавтоматом при помощи газа, то можно сказать, что напряжение проволоки, созданное после включения прибора, дает ей возможность продвинуться сквозь газовое сопло. Под действием электрической дуги происходит ее расплавление. Далее тепловая энергия подается автоматически.
Сварочный инвертор в отличие от классических трансформаторных агрегатов можно подключать к обычной розетке. Сварка алюминия полуавтоматом возможна при условии использования специальных аппаратов, а не всех подряд.
Настройка работы аппарата
Каждый мастер самостоятельно должен выбрать, как он будет работать с этим оборудованием, то есть скорость работы и высоту шва. Большинство профессионалов способны настраивать оборудование на слух. Газ должен однородно и негромко шипеть, при этом он будет обдувать, а не дуть. Проволока должна быть выставлена вперед, тогда дуга не оборвется. Металл шва не должен закипать при работе. Если сварка полуавтоматом настроена верно, то процесс происходит без разрывов, а горение дуги остается ровным. Техника работы с прибором без газа отличается от описанной. Основное отличие тут состоит в необходимости использования специальной порошковой проволоки. Она изготовлена с добавлением кремния или марганца, а ее предназначение состоит в том, чтобы обеспечивать защиту оборудования. Этот металл сгорает при нагревании, создавая защитную среду, где и создается нужный шов.
Проволока должна быть выставлена вперед, тогда дуга не оборвется. Металл шва не должен закипать при работе. Если сварка полуавтоматом настроена верно, то процесс происходит без разрывов, а горение дуги остается ровным. Техника работы с прибором без газа отличается от описанной. Основное отличие тут состоит в необходимости использования специальной порошковой проволоки. Она изготовлена с добавлением кремния или марганца, а ее предназначение состоит в том, чтобы обеспечивать защиту оборудования. Этот металл сгорает при нагревании, создавая защитную среду, где и создается нужный шов.
Ремонт автомобилей
Сварка нержавейки полуавтоматом может пригодиться и в ремонте автомобилей. Кузовная сварка должна проводиться максимально точно, при этом потери для общей плоскости металла должны быть минимизированы. Именно поэтому данное оборудование правильнее всего использовать для починки кузова. Углекислый газ, обеспечивающий защиту завариваемой поверхности от азота и кислорода, способен окислять метал. Чтобы этот процесс свести к минимуму, для проведения кузовных работ используется проволока, содержащая медь, марганец и кремний. Сварка полуавтоматом при работе с кузовом должна использоваться точечно, тогда качество швов будет наилучшим.
Чтобы этот процесс свести к минимуму, для проведения кузовных работ используется проволока, содержащая медь, марганец и кремний. Сварка полуавтоматом при работе с кузовом должна использоваться точечно, тогда качество швов будет наилучшим.
Выводы
Недешевое, но доступное для освоения оборудование — это сварочный полуавтомат. Сварка с его помощью возможна практически для любого металла, причем поверхность не будет повреждена. Он работает хорошо и качественно даже на загрязненной поверхности. Этот тип оборудования снабжен устройством для дуговой сварки, дающей возможность для качественного производства всех видов сварочных работ. Защитная газовая среда способна справиться со своей задачей даже при высокой температуре, за счет чего качество шва максимизируется.
Сварка полуавтоматом без газа — удобство и легкость работ
Сварка — это процесс, который до сих пор не имеет аналогов, он позволяет качественно и надёжно производить неразъемное соединение каких-либо частей или деталей, из различных видов металла. Сегодня существует множество различных видов и методов сваривания плавлением, которые внедрены в производство. Каждый способ имеет свои недостатки и преимущества. В наши дни сварка полуавтоматом без газа — наиболее востребованная сварочная технология, которая используется в различных защитных газовых средах.
Сегодня существует множество различных видов и методов сваривания плавлением, которые внедрены в производство. Каждый способ имеет свои недостатки и преимущества. В наши дни сварка полуавтоматом без газа — наиболее востребованная сварочная технология, которая используется в различных защитных газовых средах.
Сварка полуавтоматом: преимущества
Она не требует высокой квалификации мастера для её осуществления. Её смогут выполнить любой специалист, у которого квалификация ниже чем, та, что требуется для исполнения ручной сварки дугой. И при этом, процесс занимает гораздо меньше времени. В результате получится сварной шов, который будет высококачественным и не будет необходимости зачищать его от шлака, конечно, при соблюдении всех правил технологии.
Дальнейшая грунтовка, покраска и прочая обработка сварных изделий будет производиться абсолютно без лишних задержек. Полуавтоматическая сварка плавлением позволяет совершать соединение очень тонких металлических частей: 0. 1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
1 – 1.5 мм толщины. Также с её использованием можно выполнить соединительный шов по любым криволинейным стыкам, и обработать стыки маленькой протяженности.
Штрих код – это графическое изображение, состоящее из вертикальных черных и белых полос разной ширины, следующих друг за другом, а также цифрового кода. Цифровой код предназначен для людей, графика – для считывающих устройств. Зарегистрировать свой штрих-код можно на сайте компании rossertcentr.ru.
Этот сварочный процесс можно назвать идеальным, он бывает для серийного и мелкосерийного производства. Своё название «полуавтоматическая сварка», эта технология получила благодаря своей особенной подачи проволоки. Грубо говоря, это практически та же дуговая сварка, только выполняется специальным проволочным электродом, и обязательно в среде защитного газа.
Принцип работы сварочным полуавтоматом
Принцип, на котором построена вся технология сварки, достаточно простой. Все происходит с помощью подающего механизма, который производит подачу сварочной проволоки к принимающему устройству, а после этого, подаёт её в зону сварки. Для того, чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
Для того, чтобы скорость подачи проволочного электрода регулировалась, создано специальное устройство аппарата, которое управляет этим процессом.
При нажатии на клавишу рабочего органа, включается одновременное поступление к нему проволоки и газа. Перед тем как началось поступление проволоки, место где будет сварной шов, засыпается специальным флюсом из бункера. Когда скользящий электрод передвигается вдоль поверхности кромок, которые свариваются, когда происходит включение подачи электрода происходит возбуждение дуги, или когда подача уже подключена и флюс засыпан.
В последующих действиях придется очищать застывший шлак с конца электрода, в случае если дуга потушится и снова зажжется. Чаще всего процесс происходит на переменном токе, можно использовать постоянный, в случае, если нет возможности настроить переменный.
Сварка полуавтоматом без газа — это полуавтоматизированная технология. Вручную происходит только перемещение держателя в длину шва, обычно на весу, а иногда с упором на костыль, который специально помещен в изделие.
В зависимости от сложности и специфики сварки, бывают переносные и стационарные механизмы. Электроды необходимо подбирать так, чтобы они соответствовали свойствами металлам, которые свариваются, от этого будет зависеть качество сварного шва.
Как и электроды, защитный газ тоже надо выбирать в соответствии со свойствами свариваемых металлов. Если сталь низко углеродистая, тогда газовую среду должен создавать углекислый газ, в некоторых случаях возможно применения аргона. Когда газ подается из сопла, то он вытесняет воздух из зоны сваривания, этим защищая, сварной шов.
Многие покупатели, приобретают подобный инструмент для сварки алюминия, тем более, что электросварка для начинающих, видео уроки которой можно посмотреть в сети, вовсе не сложна!
Полуавтоматическая сварка алюминия в технологическом аспекте сложнее, чем с любым другим металлом. Защитная плёнка на его поверхности плавится при температуре 2200 градусов по Цельсию, а сам алюминий плавится при 660 градусах. Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Поэтому качество шва будет зависеть от мастерства и опыта сварщика, который будет выполнять эту работу.
Видео: Сварка полуавтоматом без газа
Основы деформации при сварке
Как возникает искажение?
Сварка обычно включает нагрев материалов в месте стыка для их сплавления. Это тепло вызывает расширение и сжатие. Если нагрев и охлаждение происходит неравномерно, может возникнуть деформация. Это искажение происходит из-за остаточного напряжения.
Есть два основных напряжения.
- сжимающее напряжение, возникающее в области, окружающей кромки основного металла, из-за теплового расширения в областях рядом с сварочной ванной.
- растягивающее напряжение возникает, когда остальной металл сопротивляется сжатию нагретой области и металла сварного шва.
О величине теплового напряжения, вызванного материалом, можно судить только по изменению объема зоны сварки и результирующему движению материала, когда он затвердевает и охлаждается до комнатной температуры.
Если напряжение, вызванное расширением и сжатием, превышает предел текучести основного металла, соединение может испытывать локализованную пластическую деформацию.Пластическая деформация искажает структуру сварного изделия. Это приводит к постоянному изменению размеров или формы компонентов. Чтобы лучше понять, как это происходит, следующий рисунок со стальным стержнем используется для иллюстрации примера.
Фиг.1
Виды сварочной деформации
Продольный перекос
Продольная усадка происходит по длине сварного шва. При охлаждении сварной шов и окружающая его область сжимаются и в результате укорачивают заготовку.Этот тип искажения является самым большим, когда заготовка не закреплена должным образом.
Рис.2: Продольный перекос
Поперечное искажение
Эта деформация возникает, когда металл сжимается после сварки и притягивает края друг к другу. Это происходит потому, что металл изначально расширился, но при охлаждении испытал более высокую скорость сжатия.
Рис.3: Поперечное искажение
Угловое искажение
Угловая деформация возникает, когда углы между свариваемыми деталями изменяются из-за усадки.Усадка больше в верхней части, поскольку сварочная ванна больше вверху, чем внизу. См. Картинку ниже.
Рис.4: Угловое искажение
Изгиб, изгиб и деформация
Если все вышеперечисленные типы искажений возникают на одном суставе, результатом является несколько сложных искажений. Искажения могут иметь вид изгибов, короблений и короблений. При изгибе центр сварного шва не совпадает с нейтральной осью поперечного сечения.
Деформация возникает, когда части сварочной ванны находятся внутри между несколькими точками жесткости.По длине сварного шва может быть несколько участков тарелки.
С другой стороны, упругая деформация приводит к изгибу металлического листа по ширине. Если вы попытаетесь разгладить такой стык, он, скорее всего, сломается.
Рис.6: Изгиб
Причины искажения
Как правило, существует три основных причины деформации в металлообрабатывающей и сварочной промышленности. Их:
- Остаточное напряжение
- Термическая резка
- Сварка
Остаточные напряжения
Остаточные напряжения — это заблокированные напряжения, присутствующие в конструктивных элементах даже при отсутствии внешней нагрузки, и они возникают в основном из-за неравномерного изменения объема металлического компонента независимо от производственных процессов, таких как термическая обработка, механическая обработка, механическая деформация, литье, сварка, покрытие и т. д.Однако, если максимальное значение остаточных напряжений не превышает предел упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации компонентов.
Остаточные напряжения могут быть растягивающими или сжимающими в зависимости от места и типа неоднородного изменения объема, происходящего из-за дифференциального нагрева и охлаждения, например, при сварке и термообработке, или локальных напряжений, например, при контурной прокатке, механической обработке, дробеструйной обработке и т. Д.Влияние остаточных напряжений можно увидеть на свариваемом материале, когда валик сварочного металла наносится продольно на плоскую пластину. Сварка во время охлаждения имеет тенденцию сжиматься и изгибать стальную пластину в сторону свариваемой стороны.
Термическая резка
Помимо сварки, термическая резка, используемая во время обработки стали, стыков и подготовки кромок, также вызывает деформацию основных металлов и вызывает остаточные напряжения. При газовой резке сталей разрезаемый материал нагревается до температуры воспламенения пламенем кислородно-топливного газа.Температура воспламенения стали составляет около 815 ° С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода обжигает или разрезает сталь, а экзотермические реакции во время образования оксида вызывают локальное повышение температуры до точки плавления материала. Эта высокая температура вызывает расширение стали, прилегающей к поверхности реза, и это вызывает деформацию листа во время резки. Не все естественное расширение краев материала может быть выполнено, и произойдет некоторая пластическая деформация.Когда материал охлаждается, края сжимаются, и из-за начальной пластической деформации, вызвавшей утолщение, конечная длина меньше исходной, что приводит к искажению в противоположном направлении.
Сварка
При наложении сварного шва это расплавленный металл и, следовательно, горячий, поскольку он охлаждает, он дает усадку, эта усадка создает напряжение в сварном шве и основном материале вблизи сварного шва.
Деформация также возникает из-за локального нагрева основных металлов, что вызывает локальное расширение и сжатие во время операции сварки.Локальное расширение и сжатие происходит в холодном основном металле рядом с зоной сварного шва, что ограничивает движение этих сил, за счет чего накапливается остаточное напряжение.
Эти напряжения в первую очередь возникают из-за дифференциального термического цикла сварного шва (нагрев, пиковая температура и охлаждение в любой момент во время сварки), испытываемого металлом шва и областью, близкой к границе плавления, т. Е. Зоной термического влияния (рис.2). Тип и величина остаточных напряжений непрерывно меняются на разных этапах сварки i.е. отопление и охлаждение. Во время нагрева в основном сжимающее остаточное напряжение возникает в области основного металла, который нагревается для плавления из-за теплового расширения, и то же самое (тепловое расширение) ограничивается низкой температурой, окружающей основной металл. После достижения максимального значения остаточное напряжение сжатия постепенно уменьшается из-за разупрочнения нагреваемого металла.
Остаточное напряжение сжатия снижается до нуля, как только начинается плавление, и наблюдается обратная тенденция во время стадии охлаждения сварки.Во время охлаждения, когда металл начинает сжиматься (уменьшаться в размерах), возникают остаточные напряжения при растяжении (если усадка не допускается либо из-за ограничений материала, либо из-за зажима на рабочем месте), и величина напряжения продолжает увеличиваться, пока не будет достигнута комнатная температура.
Рис.7: Место термического цикла сварки A, B и C
Тепловая нагрузка
Чем больше общее тепловложение, тем больше деформация. Поглощение идет рука об руку с увеличением количества используемых сварных швов.Это часто является результатом диаметра электрода / наполнителя и силы тока. Говорят, что единичные большие прогоны производят меньше искажений из-за меньшего количества термических циклов и, следовательно, меньшего общего тепловложения. При таком подходе необходимо учитывать другие желаемые механические свойства сварного изделия, такие как ударная вязкость сварного шва и HAZ.
Подготовка швов и размер шва
Усадочные силы увеличиваются с увеличением количества металла шва, помещенного в соединение. Использование правильной подготовки шва и размера галтели уменьшает деформацию и экономит время и деньги.Размещая угловой шов правильного размера и минимизируя деформацию армирования, можно легко минимизировать.
Сварочный процесс
По сравнению с ручной дуговой сваркой, полуавтоматическая и автоматическая сварка обычно дает меньше искажений. Это связано с тем, что он обычно имеет более высокую скорость осаждения, имеет высокую способность производить более непрерывный валик, что приводит к более однородной картине теплового распределения. Последовательность запусков и остановок, характерная для ручной дуговой сварки, приводит к неравномерному тепловому расширению.Это может вызвать более сильную деформацию стыков, сваренных вручную дуговой сваркой.
Свойства основного материала
Коэффициент теплового расширения на единицу объема тепла является основным свойством, влияющим на деформацию. Материалы с большим расширением на единицу тепла также испытывают сильное сжатие, что приводит к сильной деформации. Короче говоря, чем больше увеличивается материал на 1 ° C температуры, тем сильнее он деформируется.
Как контролировать сварочную деформацию
Деформацию необходимо контролировать на всех этапах производства (перед сваркой, во время сварки и после сварочной операции).
Перед сваркой
Хорошая конструкция шарниров
Хорошо спроектированные соединения требуют минимального объема сварного шва и не страдают от чрезмерной сварки. Это важно при работе со стыковыми швами.
Рис. 8: Иллюстрация хорошей конструкции соединения
Крепления и приспособления
Приспособления и приспособления для сварки помогут вам сохранить точность и уменьшить деформацию металлов, когда соединение подвергается термоусадке после охлаждения.Идея состоит в том, что зажимное приспособление или приспособление будет препятствовать перемещению основного материала, заставляя охлаждающий сварной шов уступать (или уступать), а не окружающий материал.
Рис. 9: Монтажные приспособления и приспособления
Прихватка
Прихваточные швы работают как зажимы, удерживая вместе основной металл в нужном месте. Количество и размер этих сварных швов зависят от толщины и типа основного материала. Более тонкие материалы обычно требуют более частых прихваток.
Предварительная настройка
Предварительная настройка включает в себя сборку компонентов таким образом, чтобы они компенсировали искажение и обеспечивали правильные размеры после отделки. См. Пример ниже.
Рис.10: Пример предварительной настройки
Во время сварки
Последовательность сварки
Это порядок, в котором вы выполняете сварные швы в любом проекте. Правильная последовательность обеспечивает равномерное распределение тепла и повышает жесткость сварных соединений.В результате он обеспечивает равномерное распределение остаточных напряжений по всему компоненту, тем самым уменьшая искажения.
Симметричная сварка
Эта процедура включает уравновешивание остаточного напряжения с обеих сторон сварного шва. Балансировочные швы широко используются при ремонте валов и других круглых сечений. Место сварщика проходит вдоль валов, идущих прямо напротив предыдущих. Это уравновешивает напряжение сжатия (заставляет их работать друг против друга) и ограничивает искажения.
Другие области применения сбалансированной сварки включают стыковые соединения двойной U и двойной V. Уравновешивая сварку (сварка с обеих сторон соединения), напряжения сжатия противодействуют друг другу. То же самое и с угловыми швами. Подумав, вы можете заставить искажение работать на вас, а не против вас.
Рис.11: Сбалансированная сварка двойного V-образного стыкового соединения
Сварка с обратным шагом и пропуском
При продвижении в одном направлении в непрерывном шве нарастают поперечные сжимающие напряжения, особенно в стыковых швах.Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, вызванное в этом случае. См. Картинку ниже.
Рис.12: Техника обратного шага
После сварки
Большая часть контроля деформации выполняется до и во время процесса сварки. Однако, если у вас появилось искажение, вы можете исправить его, после чего можно будет провести несколько процедур.
Первый — это выпрямление пламенем, то есть метод нагрева для удаления искажений с использованием основных принципов искажения.Звучит нелогично, но это работает. В первом примере при «обратном нагреве» окружающий материал действует как тиски и предотвращает перемещение материала. При охлаждении он неограниченно сжимается, тем самым исправляя искажения.
См. Рисунок ниже.
Рис.13: Методы выпрямления пламенем
Другой метод — наклеп. Это включает снижение остаточного напряжения за счет растяжения сварного шва и ближайшего основного металла при ударе по металлу.Этот процесс растяжения противодействует усадке и уменьшает возникающую усадку.
Помощь во избежание деформации при сварке
Technoweld может предоставить сварочные процедуры, исключающие деформацию, обучение по процессу и визуальный контроль сварки, чтобы убедиться, что ваши сварные швы соответствуют требованиям. Позвоните сегодня, чтобы узнать, чем мы можем помочь!
| N0459 | Бухгалтерский сертификат N0459 | Просмотр последовательности курса | |||
| S0502 | Бухгалтерский учет, AS S0502 | Просмотр последовательности курса | Просмотр последовательности курса | E11 Последовательность||
| N0460 | Компьютеризированный бухгалтерский учет, сертификат N0460 | Просмотр последовательности курса | |||
| N0461 | Финансовое планирование, сертификат N0461 | Просмотр последовательности курса | Заработная плата | Просмотр последовательности курса | |
| E0433 | Бухгалтерский учет — подготовка налогов, сертификат E0433 | Просмотр последовательности курса | |||
| N0462 | Бухгалтерско-управленческий, сертификат N0462 | 902 902 Обзор курса 902S0657 | Консультации по вопросам наркозависимости, AS S0657 | Просмотр последовательности курса | |
| T0658 | Консультации по вопросам наркозависимости, сертификат T0658 | Просмотр последовательности курса | Администрация|||
| Просмотр курса | |||||
| S0362 | Отправление правосудия, AS-T (CSU) S0362 | Просмотр последовательности курса | |||
| T0406 | Отправление правосудия, сертификат T0406 | Просмотр последовательности курса | 18 | ||
| Просмотр последовательности курса | |||||
| E0516 | Помощник по административным вопросам, сертификат, уровень I E0516 | Просмотр последовательности курса | |||
| N0463 | Помощник по административным вопросам, Сертификат 9013 902, уровень II | , курс 2 N0213 | N0464 9 0213 | Помощник по административным вопросам, сертификат, уровень III N0464 | Просмотр последовательности курса |
| S0101 | Agri-Technology, AS S0101 | Просмотр последовательности курса | |||
| S0909 | 2902|||||
| S0909 | 2Просмотр кондиционирования воздуха и кондиционирования воздуха | Последовательность курса | |||
| T0909 | Кондиционирование воздуха и охлаждение, сертификат T0909 | Просмотр последовательности курса | |||
| T0982 | Технология технического обслуживания силовой установки самолета, день, Сертификат T0982 | самолета | Просмотр последовательности курса | Просмотр последовательности курса | |
| T0991 | Сертификат технологии технического обслуживания планера, день T0991 | Просмотр последовательности курса | |||
| T0981 | Сертификат технологии технического обслуживания корпуса планера ng T0981 | Просмотр последовательности курса | |||
| S0911 | Техника обслуживания планера и силовой установки самолета, день, AS S0911 |
Машины для орбитальной сварки труб и труб
С 1971 года Magnatech производит оборудование для орбитальной сварки для самых разных сфер применения.Являясь ведущим поставщиком решений для рынков труб, труб и трубопроводов, наш ассортимент систем орбитальной сварки разработан для решения ваших конкретных задач, будь то минимальные зазоры при техническом обслуживании или использование менее квалифицированными операторами в удаленных местах и во враждебных условиях. Наши системы орбитальной сварки, разработанные для обеспечения надежности и простоты программирования и эксплуатации, позволят повысить производительность, снизить скорость ремонта сварных швов и обеспечить стабильные сварные швы, соответствующие всем стандартам.
Мы удовлетворяем потребности наших клиентов по всему миру, предлагая рекомендации по выбору наиболее подходящих систем для удовлетворения их конкретных требований к применению.Наши штатные сотрудники службы поддержки предоставляют нашим клиентам квалифицированную техническую помощь по применению и сервисную поддержку.
Мы предлагаем ряд оборудования, в котором используются следующие процессы:
- Газовая дуговая сварка вольфрамом (GTAW)
- Газовая дуговая сварка металлов (GMAW)
- Дуговая сварка сердечником под флюсом (FCAW)
Ниже приведены несколько примеров из различных отраслей, в которых подробно рассказывается, как наши продукты помогли решить уникальную проблему клиента.
Автоматические машины для сварки трубMagnatech позволяют заказчикам орбитальной сварки использовать преимущества цифровых технологий. К ним относятся непревзойденная точность параметров, повторяемость и надежность. Наши источники сварочного тока работают с широким спектром сварочных головок с закрытой и открытой дугой. Наши инженеры по продажам могут помочь вам выбрать модель, которая наилучшим образом соответствует вашим требованиям.
Наша миссия — предоставить решения для орбитальной сварки, адаптированные к вашим требованиям к трубам и трубам.В связи с постоянным сокращением числа квалифицированных сварщиков во всем мире, наши аппараты для орбитальной сварки спроектированы таким образом, чтобы позволить менее квалифицированному оператору не только выполнять сварные швы по стандарту, но и делать это со значительным повышением производительности. Автопрограммирование как для сварки плавлением, так и для многопроходной сварки с добавлением присадочной проволоки избавляет технических специалистов от необходимости кропотливой разработки параметров сварки методом проб и ошибок. Все наши модели систем орбитальной сварки имеют интуитивно понятный пользовательский интерфейс, упрощающий работу и гарантирующий повторяемость сварных швов.Строгий контроль качества компонентов во время производства с последующей окончательной калибровкой и испытанием сварных швов обеспечивает бесперебойную работу.
Свяжитесь с нами, чтобы обсудить ваше конкретное применение и узнать, как орбитальная сварка может улучшить вашу прибыль.
| О НАС US » | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||
| УСЛУГИ » | ||||||||||
подробнее
о PLUS Services » | ||||||||||
| наверх » | ||||||||||
КЛИЕНТЫ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
АРХИТЕКТУРНЫЙ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
ВОДЯНАЯ И ПЛАЗМА » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
ИЗГОТОВЛЕНИЕ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
МАТЕРИАЛЫ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
ЗНАКИ И ТАБЛИЧКИ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
ЛЕСТНИЦЫ И ПОЕЗДКИ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
ИСКУССТВО И ДЕКОР МЕТАЛЛ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
3D ДИЗАЙН, ПЕЧАТЬ И МАРШРУТИЗАЦИЯ » | ||||||||||
| ||||||||||
| наверх » | ||||||||||
| ПАТЕНТЫ И ПРОДУКТЫ » | ||||||||||
| ||||||||||
|