Cварка чугуна электродом в домашних условиях
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Содержание страницы
- 1 Как варить чугун дома
- 2 Какие выбрать электроды
- 3 Настройки аппарата
Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В этом отношении отлично зарекомендовали себя следующие марки:
ЦЧ-4;
МНЧ-2;
ОЗЧ-2;
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
https://www.youtube.com/watch?v=MTSXk7FjMhw
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Марка электродов | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | |
МНЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 210-230 |
ЦЧ-2 | 3 / 65-75 | 4 / 90-120 | 5 / 130-140 | 6 / 220-240 |
ОЗЖН-1 | 3 / 100-120 | 4 / 130-140 | 5 / 160-180 | 6 / 220-250 |
ОЗЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 220-230 |
Эти параметры хорошо подойдут для сварки чугуна в нижнем положении. Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально. Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.

Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.


Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях. Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии.
Сварка чугуна — технологии и особенности: tvin270584 — LiveJournal
Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ. В статье 
Состав
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
- Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
- Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
- Полученному чугуну позволяют постепенно остыть.
Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость. Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.

 Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
 Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Видео
В сюжете — Как правильно сваривать чугун и какие электроды выбрать
В сюжете — Сварка чугуна по лёгкому
В сюжете — Как заварить чугун самодельным электродом
В продолжение темы посмотрите также наш обзор Дефекты сварных швов — виды, методы контроля и устранения
Источник
https://santekhnik-moskva. blogspot.com/2021/09/Svarka-chuguna.html
blogspot.com/2021/09/Svarka-chuguna.html
Тест 72 и 77 Прочность сварочного стержня из чугуна —
Советы по сварке чугуна электродами 72 и 77 для сварки чугуна
Транскрипция:
Добрый день, YouTube. Меня зовут Брэндон, и сегодня мы собираемся сварить чугун и протестировать его. Это должно быть очень интересно, оставайтесь с нами.
С возвращением, ребята. Недавно я загрузил видео под названием «Сварка чугуна с помощью Muggy Weld» — это видео вызвало небольшие споры, потому что многие зрители говорили, что я свариваю не чугун, а на самом деле это литая сталь. Что ж, сегодня мы покопаемся в этом. Мы собираемся сделать кучу сварки и поговорить о чугуне и его свойствах. Если вы помните, я на самом деле протестировал эту часть в видео, так что давайте начнем. Давайте сделаем сварку и посмотрим, что мы можем выяснить.
Позвольте мне ввести вас в курс дела. Мы проверили этот выпускной коллектор на искру, и испытание на искру оказалось чугунным. Затем мы смоделировали трещину, вырезав в ней надрез длиной примерно 3 1/2 дюйма. Мы прекращаем бурить его. Затем я сделал корневой шов с помощью чугунного стержня 72 и закрыл его стержнем 77. После того, как я закрыл его и заполнил, я заземлил его заподлицо, чтобы можно было имитировать полный ремонт. Если бы мы захотели, мы могли бы отпескоструить деталь, покрасить ее — все, что нам нужно было сделать. Но идея заключалась в том, чтобы увидеть, насколько бесшовный ремонт мы можем сделать. Внутри него есть поврежденная область, поэтому я думаю, что сейчас мы собираемся начать тестирование, отрезав кусок и взглянув на обратную сторону сварного шва и посмотрев, как он выглядит.
Затем мы смоделировали трещину, вырезав в ней надрез длиной примерно 3 1/2 дюйма. Мы прекращаем бурить его. Затем я сделал корневой шов с помощью чугунного стержня 72 и закрыл его стержнем 77. После того, как я закрыл его и заполнил, я заземлил его заподлицо, чтобы можно было имитировать полный ремонт. Если бы мы захотели, мы могли бы отпескоструить деталь, покрасить ее — все, что нам нужно было сделать. Но идея заключалась в том, чтобы увидеть, насколько бесшовный ремонт мы можем сделать. Внутри него есть поврежденная область, поэтому я думаю, что сейчас мы собираемся начать тестирование, отрезав кусок и взглянув на обратную сторону сварного шва и посмотрев, как он выглядит.
И еще один способ определить, что деталь чугунная, это просверлить ее. Когда вы сверлите чугун, в материале образуется стружка, совершенно отличная от стали. Из чугуна получится и почти «графитовый» материал. И еще один способ проверить его на чугун – после того, как вы его сварите, чугун действительно затвердеет. Он становится сверхтвердым, он реагирует совершенно иначе, чем сталь.
Он становится сверхтвердым, он реагирует совершенно иначе, чем сталь.
Здесь у нас есть вырезанная деталь. Вот где был наш ремонт. Итак, вы можете видеть, что именно там мы остановились, там и там. И вы можете видеть, как корневой проход проделал весь путь до задней стороны. Я говорю, что следующее, что мы сделаем, это прорежем это прямо по центру этого сустава и посмотрим, как это выглядит.
Итак, когда я скажу вам, что чугун затвердевает в зоне термического влияния, когда вы его свариваете, вы увидите прекрасный пример этого. Вот здесь все проходит очень хорошо там, где начинается, но сейчас я в зоне термического влияния, я в той области, где мы положили на него этот срез, а затем начали его приваривать. Это не хочет прорезать его вообще. Вы увидите, что это так сложно, что в итоге я сломал лезвие, и мне пришлось заменить лезвие, чтобы пройти через кусок. Он очень прочный, и, к сожалению, это то, что делает чугун, когда вы работаете с ним.
Просто чтобы вы, ребята, не думали, что я вмешиваюсь, вот следы от пилы, которыми я пытался разрезать кусок. Я собираюсь ударить по этому файлу и очистить его, чтобы вы могли видеть его более плавным. Я выделил белым маркером заднюю часть, чтобы вы могли видеть, где находится сварной шов. Я не вижу никаких недостатков, я просто знаю, что это действительно сложно. Попробуем разорвать сварку.
Я собираюсь ударить по этому файлу и очистить его, чтобы вы могли видеть его более плавным. Я выделил белым маркером заднюю часть, чтобы вы могли видеть, где находится сварной шов. Я не вижу никаких недостатков, я просто знаю, что это действительно сложно. Попробуем разорвать сварку.
Итак, я совместил линию разреза с губками тисков, и я думаю, что лучший способ попытаться сломать это, может быть, регулируемый. Удивительно, но это выглядело так, как будто он мог немного треснуть вдоль сварного шва, но затем он отклонился и снял часть основного металла рядом со сварным швом и никогда не дошел до того места, где мы остановились, просверлив его. Были ли мы действительно удивлены, что он сломался? Чугун хрупкий, и стержень, предназначенный для его сварки, вероятно, должен иметь свойства, аналогичные свойствам основного металла, который он сваривает.
Я по-прежнему не вижу никаких проблем, это похоже на исходный металл, который он разорвал на части. Я вообще не вижу никаких проблем с этим швом.
Спасибо, Брэндон, за разрешение Магги Велду разместить ваше видео на нашем сайте. Подпишитесь на канал Брэндона по сварке по следующей ссылке:
Brandon Lund Builds
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Можно ли сваривать чугун? MIG, TIG и дуговая сварка чугуна
Когда вы соединяете углерод и железо, получается металл, который мы называем чугуном. Он прочен, устойчив к износу и широко используется на протяжении веков. Даже с развитием и использованием других — возможно, более специализированных и экзотических — металлов этот материал-рабочая лошадка продолжает широко использоваться. Вот несколько советов по сварке чугуна от команды R-Tech…
Почему сварка чугуна сложна?
Существует множество различных марок чугуна, и свариваемость этих марок значительно различается. Наиболее распространен так называемый серый чугун; это материал, с которым мы имеем дело в этой статье (другие известны как ковкий чугун и ковкий чугун).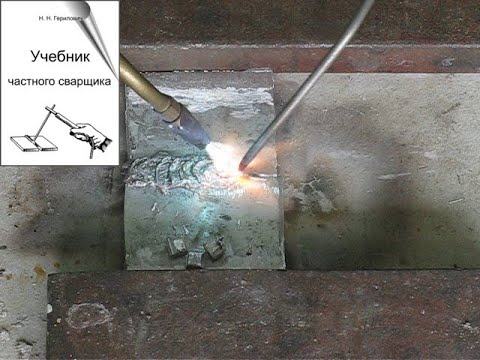
Можно ли сваривать чугун?
Это сложно, но не невозможно. Несмотря на его широкое использование в течение столь долгого времени, чугун по-прежнему имеет репутацию трудно свариваемого материала. Во многом это связано с высоким содержанием углерода (часто 2,5–4%), а также закалкой и хрупкостью, вызванными миграцией углерода в процессе сварки.
Без подробного металлургического анализа может быть трудно — если не невозможно — отличить разные марки чугуна, не говоря уже об определении хрупкости конкретного металла. Да, хотя говорить о том, что весь чугун хрупкий, неправильно, многие марки являются хрупкими. Это способствовало репутации чугуна как очень чувствительного и склонного к растрескиванию во время сварки.
MIG, TIG или MMA?
В зависимости от того, с кем вы общаетесь, и от конкретных деталей проекта, вы можете использовать MIG и TIG для сварки чугуна в 0055 некоторые обстоятельства. Тем не менее, это обычно сопровождается сильными предостережениями. По общему мнению команды R-Tech, ручная дуговая сварка металлическим электродом (MMA) изначально должна быть процессом сварки чугуна.
По общему мнению команды R-Tech, ручная дуговая сварка металлическим электродом (MMA) изначально должна быть процессом сварки чугуна.
Особенно это касается ремонта отливок. Они составляют большую часть сварочных работ по чугуну (хрупкость чугунных отливок часто приводит к их поломке). Типовые проекты? Как насчет того, чтобы починить корпус турбокомпрессора или выхлопной фланец мотоцикла, отремонтировать сломанную заднюю бабку токарного станка или починить ножку чугунной печки?
Дуговая сварка MMA чугунаОчень важны хорошая практика и терпение. Вот несколько полезных советов по сварке чугуна:
- Контролируйте расширение и сжатие деталей из чугуна. Очень важно осторожно предварительно нагреть чугун, чтобы свести к минимуму тепловой удар, особенно если вы свариваете чугунными прутьями. Не нагревайте чугун выше 760°C (1400°F). Это выведет его из аустенитной фазы в критический температурный диапазон, где он будет изменяться дальше по мере приближения к температуре плавления. По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла.
- Как и в предыдущем пункте, также полезно поддерживать заготовку в тепле во время сварки и как можно медленнее охлаждать ее после. Вы можете даже подумать о том, чтобы положить сварную отливку в песок, чтобы она медленно остыла. Что бы вы ни делали, не используйте для охлаждения сжатый воздух и не обливайте заготовку холодной водой (бывало!). Чугун не любит слишком быстрого охлаждения. Если вы слышите «звенящие звуки» при работе системы охлаждения, это, вероятно, означает, что произошел какой-то внутренний раскол. Это не хорошо.
- Держите сварочный электрод вертикально.
- Сварите как можно чаще. Например, вы можете сваривать другую область заготовки, пока ваш первый сварной шов остывает. Сварка таких небольших сегментов вместо одной длинной сварки помогает предотвратить локальный перегрев, накопление остаточных напряжений и растрескивание. Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
- Очищайте заготовку после каждого сварного шва.
- Для дополнительной прочности сварного чугунного соединения рассмотрите возможность просверливания, нарезания резьбы и крепления шпилек до завершения сварки.
- По возможности заделайте существующие трещины, чтобы они не расширялись. Создание V-образной или U-образной канавки вокруг трещин и стыков в чугуне помогает гарантировать, что сварной шов не просто располагается поверх трещины, а также помогает достичь максимального провара и целостности сварного шва. Использование U-образной канавки с закругленными краями может помочь избежать накопления тепла, которое может усугубить миграцию углерода.
- Не торопитесь при сварке чугуна. Терпение всегда полезно при сварке, но особые проблемы с чугуном делают необходимой тщательную подготовку вашей заготовки. Тщательно удалите ржавчину, масляную смазку и любые другие загрязнения, не торопитесь и выполните работу правильно.
 По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла.
По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла. Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
Какой сварочный пруток вы используете для сварки чугуна?
Одним из преимуществ использования ММА для чугуна является широкий ассортимент электродов для стержневой сварки, включая обрабатываемые и необрабатываемые варианты. Часто помогает никелевый (Ni) электрод для сварки MMA для чугуна (иногда называемый «стержень холодного литья»). Они недешевы по сравнению с ферроникелевыми прутьями, но они могут иметь большое значение для сварки чугуна. Оба типа чугунных стержней содержат специальный флюс с высоким содержанием графита, чтобы ограничить нежелательную миграцию углерода в сварной шов и вокруг него.
Сварка чугуна MIGХотя чугун можно сваривать методом MIG и специальной порошковой электродной проволокой, полученный сварной шов не будет таким прочным, как при дуговой сварке MMA. Как упоминалось ранее, команда R-Tech рекомендует электродуговую сварку MMA в качестве первого выбора для сварки чугуна.
Сварка ВИГ чугуна Мнения об использовании сварки ВИГ для чугуна варьируются от возможности ее использования со специальными присадочными прутками до ее полной непригодности из-за процесса с открытой дугой, такого как ВИГ, который не дает возможности миграции углерода. Это не то, за что выступает команда R-Tech. Опять же, они рекомендуют использовать электродную сварку MMA для чугуна.
Это не то, за что выступает команда R-Tech. Опять же, они рекомендуют использовать электродную сварку MMA для чугуна.
Можно ли сваривать или паять чугун?
Чугун определенно можно сваривать, а также паять, в том числе с помощью пайки TIG. В зависимости от конкретного проекта сварки чугуна Майк Гэдсби из R-Tech Welding Supplies предлагает рассмотреть этот вариант соединения:
«пайка ВИГ на сварочном аппарате ВИГ может предложить удовлетворительную альтернативу другим процессам. При пайке TIG вы используете меньшую силу тока для нагрева заготовки, но фактически не плавите чугун. Нет необходимости использовать флюс, как при пайке газокислородной пайкой. Это связано с тем, что вы можете использовать газовый кожух горелки TIG (используйте аргон) для защиты зоны пайки. Подайте постоянный ток силой около 50 % от нормальной силы тока и используйте что-то вроде фосфористой бронзы №8 (C11) или стержни Sifalbronze No.32. Как обычно, чистота имеет решающее значение, поэтому вы должны быть очень тщательными с предварительным раскислением и обезжириванием. Каким бы ни был ваш проект по сварке чугуна, вам пригодятся полезные советы, качественный сварочный аппарат и много практики. Добавьте качественные расходные материалы, и вы освоите сварку чугуна . Если вы профессионал, который уже там, вы поймете, что мы имеем в виду. После того, как вы освоите основы сварки чугуна, вы даже сможете расширить свои навыки в более специализированных областях, таких как сварка чугуна с низкоуглеродистой сталью, сварка кованого железа или, возможно, сварка чугуна MIG…. Что бы вы и ваша машина не сварили с чугуном, помните, что команда R-Tech всегда готова помочь вам. Конечно, они помогут вам выбрать что угодно, от килограмма стержней для пайки TIG до первоклассного сварочного аппарата MIG или TIG, способного выполнять дуговую сварку чугуна (MMA). Понимая, что вы не добьетесь прочности и целостности соединения, которых можно достичь при сварке, стоит рассмотреть возможность пайки ВИГ – не забывайте использовать подходящую присадочную проволоку, более низкие температуры и заливку припоем». советы по сварке чугуна
Понимая, что вы не добьетесь прочности и целостности соединения, которых можно достичь при сварке, стоит рассмотреть возможность пайки ВИГ – не забывайте использовать подходящую присадочную проволоку, более низкие температуры и заливку припоем». советы по сварке чугуна Поговорим о сварочном чугуне
