Различия стыковой и электромуфтовой сварки
В настоящее время для сварки полиэтиленовых труб используются два самых распространенных метода:
стыковая сварка и электромуфтовая (электрофузионная) сварка. У каждого из них есть свои плюсы и минусы. Рассмотрим подробнее.
Сварка полиэтиленовых труб муфтами и другими электросварными фитингами производится с помощью нагрева закладных элементов (нагревательных резисторов), расположенных внутри фитинга. После того, как фитинг установили на концах труб, сварочный аппарат проводами подключается к разъемам на фитинге. Затем происходит нагрев закладных элементов, которые под действием высокой температуры плавят наружную поверхность трубы и внутреннюю поверхность фитинга, тем самым сваривая их вместе.
Как правило, аппараты для муфтовой сварки имеют в большинстве случаев полный диапазон сварки полиэтиленовых труб (от 20 мм до 1200 мм), но в некоторых случаях абсолютно не нужно иметь такой большой запас мощности, если в планах объект из труб меньшего диаметра. Для данного случая существуют муфтовые аппараты с диапазоном сварки до 160 мм и до 400 мм. Они будут значительно выгоднее.
Плюсы и минусы электромуфтовой сварки:
+ удобно использовать в стесненных условиях и в труднодоступных местах
+ малый вес и небольшая цена сварочного оборудования
+ можно сваривать трубы разного SDR и разного материала
+ более высокая проходимость труб, так как во время сварки внутри труб не образуется грат
— дороговизна муфт и других фитингов
— на внешней поверхности трубы из-за контактирования с кислородом образуется окисел. Если трубу плохо зачистить, то стык получится некачественным.
Метод стыковой сварки является наиболее распространенным методом сварки, применяемым в настоящее время для сварки труб и фитингов из ПНД. Способ соединения труб представляет собой процесс, в котором два конца труб торцуются, нагреваются и свариваются под давлением с использованием аппарата для стыковой сварки.
Способ соединения труб представляет собой процесс, в котором два конца труб торцуются, нагреваются и свариваются под давлением с использованием аппарата для стыковой сварки.
Стыковое сварочное оборудование бывает с механическим сжатием, а также гидравлическое. Они различаются по весу, мобильности и цене. Наиболее распространенные модели охватывают диапазоны сварки: от 40 до 160 мм, от 90 до 315 мм, от 180 до 500 мм.
Плюсы и минусы стыковой сварки:
+ простой и незамысловатый процесс сварки
+ для сварки труб не нужно использовать дополнительных соединительных элементов, что значительно удешевляет процесс сварки встык по сравнению с электромуфтовой сваркой
+ высокое качество и долговечность стыка при соблюдении всех правил в процессе сваривания
— нежелательно сваривать трубы и фитинги из разных материалов и разных SDR
— стоимость и вес стыкового сварочного оборудования выше, чем у муфтовых сварочных аппаратов
Что выбрать ?
Как мы видим у обоих методов сварки есть преимущества и недостатки: оборудование для сварки муфтами легкое и недорогое, но стоимость муфт и других фитингов может в разы увеличить стоимость объекта. В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
Для того, чтобы определить, какой способ сварки больше подойдет именно вам, необходимо знать, в каких условиях вы будете работать: если прокладывать трубопровод в поле — стыковая сварка станет идеальным вариантом, если нужно соединить две трубы в узком колодце — муфтовая сварка просто незаменима, но как правило один объект может совмещать в себе оба эти условия, и поэтому опытные сварщики имеют в своем вооружении и то и другое.
Качественных вам стыков и успешно сданных объектов, коллеги!
Cварка ПНД труб, стыковая и электромуфтовая сварка полиэтиленовых труб
Компания Turan Makina предлагает вам полный спектр услуг по сварочным работам и монтажу полиэтиленовых труб различного диаметра с осуществлением выезда бригады высококвалифицированных сварщиков на объект. Сварочные работы производится на качественных стыковых (сварка встык) и электромуфтовых (сварка электромуфтами) аппаратах Turan makina, что гарантирует быструю и качественную работу.
Сварочные работы производится на качественных стыковых (сварка встык) и электромуфтовых (сварка электромуфтами) аппаратах Turan makina, что гарантирует быструю и качественную работу.
Cварка ПНД труб, стыковая и электромуфтовая сварка полиэтиленовых труб
- Выезд бригады сварщиков на объект в короткий срок
- Применение качественного оборудования для сварки Turan makina
- Высококвалифицированная бригада специалистов
- Электромуфтовая и стыковая сварка
- Гибкая система скидок для постоянных клиентов
- Также осуществляем ремонт трубопровода и водосточной системы
- Полностью укомплектуем вашу строительную площадку необходимым материалом, оборудованием и инструментом
- Сдаём в аренду генераторы для каждого типа сварки.
Наша компания выполняет сварочные работы по таким типам труб как: пластиковые, полиэтиленовые (ПЭ), полипропилен, техническая труба ПНД, ПВХ и ПВД, которые применяются для прокладки газовых и водяных магистралей, для канализации, а также для прокладки кабеля.
Цены на услуги по сварке ПНД труб
Электромуфтовая сварка | |||||||
Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
|
|
| 25 | 200 | 12000 | до 20 | |
|
|
|
| 32 | |||
40 | 200
| 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | |||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 |
1000 | до 10 | ||
200 | 1200 | 200 | |||||
1300 | 225 | ||||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 355 | 2700 | до 7 | ||
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
договорная | 3-5 | 900 | договорная | 1-2 | |||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость входит выезд бригады с необходимым оборудованием, сварка стыков согласно таблице. Для постоянных клиентов и при заказе большого объёма сварочных работ наша компания даёт дополнительные скидки. | |||||||
 В зависимости от местонахождения объекта цена может изменяться.
В зависимости от местонахождения объекта цена может изменяться.Узнать более подробную информацию по сварке ПНД труб и цены на сварку пластиковых труб вы можете позвонив нашим менеджерам или прислав заявку на почту.
Если вам не требуется помощь наших сварщиков, вы можете взять сварочное оборудование в аренду.
Услуги по сварке ПНД труб. Стыковая и электромуфтовая сварка полиэтиленовых труб.
Наша компания выполняет весь комплекс работ по сварке ПНД труб, отводов, тройников, крестовин, переходов, муфт, заглушек и других фитингов диаметром от 20 до 1600 мм. Возможен выезд бригады специалистов на строительный объект заказчика, а также составление сметы и снабжение необходимым материалом. Сварочные работы выполняются электромуфтовым или стыковым методом с использованием высококачественного оборудования. Это позволяет выполнить монтаж или ремонт трубопровода максимально быстро и качественно.
Сварка ПНД трубСтыковая сварка | Электромуфтовая сварка | ||||||
Диаметр | Цена за 1 стык | Мин. сумма заказа | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
25 | 200 | 12000 | до 20 | ||||
32 | |||||||
40 | 200 | 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 | 1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | 225 | |||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость смены входит количество стыков в зависимости от диаметра трубы, выезд специалистов на объект с необходимым оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием. На стоимость будет влиять удалённость объекта и протяжённость трубопроводной трассы. Оплата производится наличным или безналичным расчётом. Минимальным заказом называются все виды работ, выполненные в течение одной смены. Длительность рабочей смены – 9 часов. В стоимость входит работа по сварке ПНД труб и выезд сварщика до объекта со своим сварочным оборудованием.В зависимости от объёма выполняемых работ и для постоянных клиентов в нашей компании предусмотрены дополнительные скидки. | |||||||
Сварка труб ПНД
1. Выезд бригады специалистов на объект.
2. Высококачественное сварочное оборудование.
3. Квалифицированные сварщики.
4. Использование механических и гидравлических стыковых и электрофузионных сварочных аппаратов, что позволяет выполнять пайку муфтовую и встык.
5. На большой объем работ предоставляется дополнительная скидка.
6. Выполняем монтаж водостока, ремонт трубопроводов, сварку фитингов и фасонных изделий (крестовин, тройников, отводов и втулок под фланец).
7. Укомплектуем объект необходимым оборудованием и материалами. Выполним весь спектр работ.
8. Предоставляем в аренду генератор при выполнении сварочных работ в полевых условиях.
Также наша компания производит сварку труб из полиэтилена, пластика, полипропилена, ПП, ПЭ, ПНД, ПВХ, ПВД, которые используются для водоснабжения, газоснабжения, при прокладке канализационных систем и кабельных коммуникаций.
ПОДЕЛИТЕСЬ СТРАНИЦЕЙ
Инструкция для аппарата стыковой сварки пластиковых труб с механическим приводом AL160 (AK160).
АППАРАТ ДЛЯ СТЫКОВОЙ СВАРКИ ИНСТРУКЦИЯМодель AL160 (40-160 мм) ручной механический привод
СОДЕРЖАНИЕ1 – ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 — Назначение
1.2 – Область применения
1.3 — Тип
2 – ОСНАЩЕНИЕ МАШИНЫ
2. 1 — Центратор
1 — Центратор
2.2 – Торцеватель (триммер)
2.3 – Нагреватель
2.4 — Панель управления
2.5 — Вкладыши
3 – ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ.
4 – ПАРАМЕТРЫ ДАВЛЕНИЯ И ВРЕМЕНИ
5 – МЕРЫ ПРЕДОСТОРОЖНОСТИ
ХАРАКТЕРИСТИКИ МАШИНЫ
1.1 — НАЗНАЧЕНИЕ
Сварка встык ПЭ (PE), ПП (PP) и ПВДФ (PVDF ) труб и фитингов для размеров
Модель AL160 (40-50-63-75-90-110-125-140-160мм)
1.2 – СФЕРА ПРИМЕНЕНИЯ
Все типы труб и фитингов выполненные из ПЭ, ПП и ПВДФ применяются при транспортировке питьевой воды, стоков, и т.д.
1.3 – ТИП
Аппарат AL160 предназначен для ручной сварки. Напряжение эксплуатации прибора 220В (однофазная сеть).
2 – ОСНАЩЕНИЕ
|
NO. |
ОСНОВНЫЕ ДЕТАЛИ |
|
1 |
ЦЕНТРАТОР |
|
2 |
ТОРЦЕВАТЕЛЬ (ТРИММЕР) |
|
3 |
НАГРЕВАТЕЛЬ |
|
4 |
ПАНЕЛЬ УПРАВЛЕНИЯ |
|
5 |
ВКЛАДЫШИ |
2.1 – Центратор
Центрация труб производится при помощи двух подвижных и двух не подвижных зажимов закреплённых на направляющих.
|
NO. |
ОСНОВНЫЕ ДЕТАЛИ ЦЕНТРАТОРА |
|
1 |
ПЛАТФОРМА |
|
2 |
НАПРАВЛЯЮЩИЕ |
|
3 |
НЕПОДВИЖНЫЕ ЗАЖИМЫ |
|
4 |
ГРУППА ПОДВИЖНЫХ ЗАЖИМОВ |
|
5 |
ВЕРХНИЙ ЗАЖИМ |
|
6 |
СОЕДИНИТЕЛЬНЫЙ ШТИФТ ДЛЯ ЗАЖИМОВ |
|
7 |
СОЕДИНИТЕЛЬНЫЙ БОЛТ ДЛЯ ЗАЖИМОВ |
|
8 |
АЛЮМИНИЕВЫЕ ЗАЖИМЫ |
|
9 |
РУКОЯТКА |
|
10 |
ДИАГРАММА ДАВЛЕНИЯ |
2. 2 – Торцеватель (триммер)
2 – Торцеватель (триммер)
Торцевателем (триммером) является инструмент с лезвиями на обеих сторонах, служащий для очищения и выравнивания обоих концов трубы перед началом сварки.
|
NO. |
ДЕТАЛИ ТОРЦЕВАТЕЛЯ (ТРИММЕРА) |
|
1 |
ВРАЩАЮЩИЕСЯ ЗАЖИМЫ |
|
2 |
ЛЕЗВИЯ |
|
3 |
РУКОЯТКА |
|
4 |
ДВИГАТЕЛЬ (220В – 810Вт) |
|
5 |
ЭЛЕКТРОПРОВОД |
2.3 – Нагреватель
Концы труб нагреваются при помощи нагревательного элемента перед сваркой. Настройка нагревателя осуществляется при помощи термостата на пластинах.
220В – 1000Вт СОПРОТИВЛЕНИЕ
|
NO |
ДЕТАЛИ НАГРЕВАТЕЛЯ |
|
1 |
ПЛАСТИНА |
|
2 |
ТЕРМОСТАТ С УСТАНОВКОЙ ТЕМПЕРАТУРЫ |
|
3 |
РУКОЯТКА |
2.4 –Панель управления
Панель управления обеспечивает давлением, необходимое для работы нагревателя и торцевателя (триммера).
|
NO |
БЛОК УПРАВЛЕНИЯ ПИТАНИЕМ |
|
1 |
РОЗЕТКА ТОРЦЕВАТЕЛЯ |
|
2 |
РОЗЕТКА НАГРЕВАТЕЛЯ |
|
3 |
ON/OFF ВЫКЛЮЧАТЕЛЬ |
3. ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ
ЭКСПЛУАТАЦИЯ МАШИНЫ И УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ
Шаг №1- Подключите ПАНЕЛЬ УПРАВЛЕНИЯ к сети переменного тока 220В, затем НАГРЕВАТЕЛЬ к соответствующей розетке на панели управления.
Шаг №2- Дождитесь нагрева зеркала НАГРЕВАТЕЛЯ до температуры 220 C˚.
Шаг №3- Закрепите зажимы на ЦЕНТРАТОРЕ и вставите трубы.
Шаг №4- Установите ТОРЦЕВАТЕЛЬ в ЦЕНТРАТОРЕ, закрепите блокировочным штырём.
Шаг №5- Вставьте штепсель ТОРЦЕВАТЕЛЯ в соответствующую розетку, расположенную на ПАНЕЛИ УПРАВЛЕНИЯ.
Шаг №6- Включите ТОРЦЕВАТЕЛЬ и подведите группу зажимов с трубами к торцевателю, вращая рукоять ЦЕНТРАТОРА по часовой стрелке. Торцевание необходимо производить до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы. По окончании снимите ТОРЦЕВАТЕЛЬ с машины и положите в защитный кожух.
Шаг №7- Убедитесь, что температура НАГРЕВАТЕЛЯ достигла 220 C˚.
Шаг №8- Проверьте работу машины, приводя в движение зажимы рукояткой. Перемещайте зажимы вперед-назад, по направляющим ЦЕНТРАТОРА пока не убедитесь, что зажимы перемещаются плавно без заеданий.
Шаг №9- Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR.
Шаг №10- Убедитесь, что температура НАГРЕВАТЕЛЯ достигла 220 C˚.
Шаг №11- Поместите нагреватель между обработанными торцами труб и соедините трубы, вращая рукоятку, установив величину давления P1 соответствии с выбранными по таблице параметрами. После образования симметричного буртика (время t1), ослабьте давление до ноля и продолжайте подогрев до истечения необходимого времени (t2).
Шаг №12- По истечении времени нагрева снимите НАГРЕВАТЕЛЬ и соедините трубы вместе, применив давление P5, выбранное по таблице. ВНИМАНИЕ! Время удаления нагревателя из зоны сварки ( t 3) ОГРАНИЧЕННО технологией сварки. Необходимо завершить удаление нагревателя за время указанное в таблице.
Необходимо завершить удаление нагревателя за время указанное в таблице.
Шаг №13- Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
4 – ПАРАМЕТРЫ ВРЕМЕНИ И ДАВЛЕНИЯ
t1: Время оплавления стыка до образования грата (симметричного буртика)
t2: Время нагрева без давления
t3: Время удаления нагревателя из зоны сварки
t4: Время увеличивающегося давления (давление сварки)
t5: Время необходимое для охлаждения
P1: Давление оплавления торцов до образования симметричного буртика
P2: Давление необходимое для продолжения нагрева торцов трубы (близко в нулю)
P5: Время необходимое для охлаждения стыка
|
PE 100 PN 4 (SDR 41) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
63 |
1,8 |
6 |
0,5 |
20 |
4 |
4 |
6 |
2 |
|
|
75 |
1,9 |
7 |
0,5 |
20 |
4 |
4 |
7 |
2 |
|
|
90 |
2,2 |
10 |
0,5 |
22 |
4 |
4 |
10 |
2 |
|
|
110 |
2,7 |
14 |
0,5 |
27 |
4 |
4 |
14 |
3 |
|
|
125 |
3,1 |
18 |
0,5 |
31 |
4 |
4 |
18 |
4 |
|
|
140 |
3,5 |
23 |
0,5 |
35 |
5 |
5 |
23 |
4 |
|
|
160 |
4,0 |
30 |
0,5 |
40 |
5 |
5 |
30 |
5 |
|
|
PE 100 PN 5 (SDR 33) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
|
|
|
|
|
|
|
|
|
|
50 |
1,8 |
5 |
0,5 |
20 |
4 |
4 |
5 |
2 |
|
|
63 |
2,0 |
6 |
0,5 |
20 |
4 |
4 |
6 |
2 |
|
|
75 |
2,3 |
8 |
0,5 |
23 |
4 |
4 |
8 |
2 |
|
|
90 |
2,8 |
12 |
0,5 |
28 |
4 |
4 |
12 |
3 |
|
|
110 |
3,4 |
18 |
0,5 |
34 |
5 |
5 |
18 |
4 |
|
|
125 |
3,9 |
23 |
0,5 |
39 |
5 |
5 |
23 |
5 |
|
|
140 |
4,3 |
28 |
0,5 |
43 |
5 |
5 |
28 |
6 |
|
|
160 |
4,9 |
36 |
1 |
49 |
5 |
5 |
36 |
7 |
|
|
PE 100 PN 6 (SDR 26) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
1,8 |
4 |
0,5 |
20 |
4 |
4 |
4 |
2 |
|
|
50 |
2,0 |
5 |
0,5 |
20 |
4 |
4 |
5 |
2 |
|
|
63 |
2,5 |
8 |
0,5 |
25 |
4 |
4 |
8 |
3 |
|
|
75 |
2,9 |
10 |
0,5 |
29 |
4 |
4 |
10 |
3 |
|
|
90 |
3,5 |
15 |
0,5 |
35 |
5 |
5 |
15 |
4 |
|
|
110 |
4,2 |
21 |
0,5 |
42 |
5 |
5 |
21 |
6 |
|
|
125 |
4,8 |
28 |
1 |
48 |
5 |
5 |
28 |
6 |
|
|
140 |
5,4 |
35 |
1 |
54 |
5 |
5 |
35 |
7 |
|
|
160 |
6,2 |
45 |
1 |
62 |
6 |
6 |
45 |
9 |
|
|
PE 100 PN 8 (SDR 21) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
2,3 |
5 |
0,5 |
23 |
4 |
4 |
5 |
2 |
|
|
50 |
2,9 |
7 |
0,5 |
29 |
4 |
4 |
7 |
3 |
|
|
63 |
3,6 |
11 |
0,5 |
36 |
5 |
5 |
11 |
5 |
|
|
75 |
4,3 |
15 |
0,5 |
43 |
5 |
5 |
15 |
6 |
|
|
90 |
5,1 |
21 |
1 |
51 |
5 |
5 |
21 |
7 |
|
|
110 |
6,3 |
31 |
1 |
63 |
6 |
6 |
31 |
9 |
|
|
125 |
7,1 |
40 |
1,5 |
71 |
6 |
6 |
40 |
10 |
|
|
140 |
8,0 |
50 |
1,5 |
80 |
6 |
6 |
50 |
11 |
|
|
160 |
9,1 |
65 |
1,5 |
91 |
7 |
7 |
65 |
13 |
|
|
PE 100 PN 10 (SDR 17) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
2,4 |
5 |
0,5 |
24 |
4 |
4 |
5 |
3 |
|
|
50 |
3,0 |
7 |
0,5 |
30 |
4 |
4 |
7 |
4 |
|
|
63 |
3,8 |
11 |
0,5 |
38 |
5 |
5 |
11 |
5 |
|
|
75 |
4,5 |
15 |
1 |
45 |
5 |
5 |
15 |
6 |
|
|
90 |
5,4 |
22 |
1 |
54 |
5 |
5 |
22 |
7 |
|
|
110 |
6,6 |
33 |
1 |
66 |
6 |
6 |
33 |
9 |
|
|
125 |
7,4 |
42 |
1,5 |
74 |
6 |
6 |
42 |
10 |
|
|
140 |
8,3 |
52 |
1,5 |
83 |
7 |
7 |
52 |
12 |
|
|
160 |
9,5 |
68 |
1,5 |
95 |
7 |
7 |
68 |
13 |
|
|
PE 100 PN 16 (SDR11) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
3,7 |
7 |
0,5 |
37 |
5 |
5 |
7 |
5 |
|
|
50 |
4,6 |
10 |
1 |
46 |
5 |
5 |
10 |
6 |
|
|
63 |
5,8 |
16 |
1 |
58 |
6 |
6 |
16 |
8 |
|
|
75 |
6,8 |
22 |
1 |
68 |
6 |
6 |
22 |
10 |
|
|
90 |
8,2 |
32 |
1,5 |
82 |
6 |
6 |
32 |
11 |
|
|
110 |
10,0 |
48 |
1,5 |
100 |
7 |
7 |
48 |
14 |
|
|
125 |
11,4 |
62 |
1,5 |
114 |
8 |
8 |
62 |
15 |
|
|
140 |
12,7 |
77 |
2 |
127 |
8 |
8 |
77 |
17 |
|
|
160 |
14,6 |
101 |
2 |
147 |
9 |
9 |
101 |
19 |
|
|
PE 100 PN 12,5 (SDR 13,6) |
|||||||||
|
Диаметр трубы (OD) |
Толщина стенки (s) |
Давление оплавления торцов P1=P5 |
Высота буртика |
Время нагрева (t2) |
Время удаления нагревателя (t3) |
Время увеличения давления (t4) |
Давление сварки P1=P5 |
Время охлаждения (t5) |
|
|
мм |
мм |
kP |
мм |
сек. |
сек. |
сек. |
kP |
мин. |
|
|
40 |
5,5 |
9 |
1 |
55 |
5 |
5 |
9 |
8 |
|
|
50 |
5,6 |
12 |
1 |
56 |
5 |
5 |
12 |
8 |
|
|
63 |
8,6 |
23 |
1,5 |
86 |
7 |
7 |
23 |
12 |
|
|
75 |
10,3 |
32 |
1,5 |
103 |
7 |
7 |
32 |
14 |
|
|
90 |
12,3 |
46 |
2 |
123 |
8 |
8 |
46 |
16 |
|
|
110 |
15,1 |
68 |
2 |
151 |
3 |
9 |
68 |
20 |
|
|
125 |
17,1 |
87 |
2,0 |
171 |
9 |
10 |
87 |
22 |
|
|
140 |
19,2 |
110 |
2,5 |
192 |
10 |
11 |
110 |
24 |
|
|
160 |
21,9 |
143 |
2,5 |
219 |
11 |
12 |
143 |
27 |
|






Визуальная диагностика возможных ошибок при проведении процедуры сварки
5 – МЕРЫ ПРЕДОСТОРОЖНОСТИ.

- Использовать аппарат должны только опытные специалисты.
- Во время эксплуатации, аппарат должен находиться на горизонтальной плоскости.
- Перед использованием проверьте электрический кабель и соединения.
- Не трогайте нагреватель после достижения рабочей температуры, при переносе используйте рукоятку.
- Проверяйте уровень подогрева только при помощи термостата.
- Закрепите торцеватель на станине перед использованием.
- Не переносите торцеватель во время работы.
- Не трогайте лезвия торцевателя во время работы.
- После обработки торцевателем, удалите розетку(выключите из розетки) и положите в защитный кожух.
Инструкция на сварочный аппарат для сварки ПНД, ПЭ труб
3. Эксплуатация машины и управление процессом сварки
Внимательно ознакомьтесь с МЕРАМИ ПРЕДОСТОРОЖНОСТИ и РЕКОМЕНДАЦИЯМИ ПО ОРГАНИЗАЦИИ РАБОТ, изложенными в конце настоящей инструкции.
Перед использованием машины убедитесь, что источник питания полностью исправен и способен обеспечить стабильное электроснабжение с уровнем напряжения и силой тока соответствующим мощности, потребляемой машиной (сварочным аппаратом).
Проверьте аппарат, соединительные кабели и шланги на отсутствие повреждений.
Не подвергайте аппарат ударам в процессе хранения, перевозки и работы.
Защищайте от царапин антипригарное покрытие нагревательного элемента.
Перед первым использованием машины проверьте уровень масла (2/3 объема масляного бака). При необходимости долейте масло (Shell Tellus 46).
В дальнейшем рекомендуется полная замена масла каждые 6 месяцев.
Перед первым использованием машины замените железную транспортную пробку на масляном баке на специальную пластиковую пробку красного цвета.
Сварочный аппарат подлежит ежегодному техническому обслуживанию в авторизованном сервисном центре «Robu».
1. Подключите эл. блок гидравлического привода к электросети:
модельW160, W250 и W315 – 220В однофазная;
модели W500, W630, W800 и W1000 – 380В трехфазная;
затем подключите гидравлический блок и нагреватель к эл. блоку.
2. Дождитесь нагрева зеркала нагревателя до необходимой температуры (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
3. Присоедините подающие масло шланги от центратора к гидравлическому приводу. Проверьте уровень масла в гидравлическом приводе при помощи индикатора. Если масло отсутствует, используйте масло марки Shell Tellus 46.
4. Вставите трубы и закрепите зажимы на центраторе.
5. Установите регулятор давления на гидравлическом приводе против часовой стрелки в начальное положение (отсутствие давления).
6. Для установления давления нагрева (увеличение по часовой стрелке) и проверки машины, задействуйте рукоятку управления движением зажимов центратора. Проверьте работу машины, приводя в движение зажимы с помощью рукоятки. Перемещайте зажимы вперед-назад, по направляющим центратора пока не убедитесь, что зажимы перемещаются плавно без заеданий. Возникшее во время движения зажимов давление является Давлением Движения (ДД). Вы можете увидеть ДД, которое мы учтём позднее в расчетах параметров сварки, на манометре. Среднее ДД макс. 30 бар.
7. Найдите значение необходимого ДАВЛЕНИЯ СВАРКИ (P1=P5) в таблице (раздел 4 инструкции), в соответствии с диаметром трубы, материалом и показателем PN или SDR. Добавьте ДД к ДАВЛЕНИЮ СВАРКИ, взятому из таблицы. Это Общий Показатель Давления (ОПД), который должен быть установлен на регуляторе давления: OПД = ДАВЛЕНИЕ СВАРКИ (P1, P5) + ДД.
8. Установите торцеватель на машине, закрепите блокировочным штырём.
9. Вставьте розетку в штепсель, (расположенный на гидравлическом приводе для аппаратов W250, W315 или на отдельном эл. блоке для аппаратов W500, W630, W800, W1000). Закрепите розетку в штепселе с помощью крепежного резьбового кольца.
10. Для включения торцевателя используйте выключатель.
11. Оба конца трубы необходимо обрабатывать торцевателем, до выхода ровной, непрерывной ленты стружки, образующейся при обработке торцов трубы.
12. По окончании снимите торцеватель с центратора.
13. Убедитесь, что температура нагревателя достигла установленного значения (220 C˚ при сварке труб из полиэтилена ПЭ100 или другой требуемой температуры в соответствии с указаниями руководителя процесса сварки).
14. Поместите нагреватель между обработанными торцами труб и соедините трубы, установив давление соответствии с поученным значением ОПД.
15. Нагрейте торцы труб в соответствии с параметрами давления и времени t1 и t2, выбранными из в таблицы (в соответствии с п.7). После образования симметричного буртика (время t1), ослабьте давление до величины P2 (свободное давление, близкое к нулю) и продолжайте подогрев до истечения необходимого времени (t2).
16. Снимите нагреватель (см. время технологической паузы t3) и соедините трубы и установив давление соответствии с поученным значением ОПД.
17. Оставьте сваренные трубы в машине под воздействием давления на необходимое время охлаждения t5.
Стыковая сварка труб (стык в стык)
Соединение труб в стык – способ, при котором 2 сегмента привариваются друг к другу одновременно по всей плоскости.
Аппарат для стыковой сварки пластиковых трубТакой вариант – более удобный и более быстрый, чем обычная сварка, при которой соединение осуществляется постепенно, по всему шву.
Cодержание статьи
Правила работы
При соединении труб методом стыковой сварки необходимо соблюдать следующий порядок производства работ:
- Подготовить трубы и зачистить кромки.

- Разложить элементы на сборочном оборудовании.
- Центрировать и придать взаимное расположение деталям для обеспечения нужной длины зазора.
- Приступить к процессу сварки стыка.

Необходимо начинать сварочные работы сразу после прихватывания. Если труба сделана из низколегированной перлитной стали, стыковая сварка должна производиться не позже, чем через 4 часа после выполнения прихваток.
Если толщина деталей составляет более 5 миллиметров, выполнять сварочный шов необходимо, как минимум, за два подхода. Какой бы из вариантов многослойной сварки не был применён, стыки участков нужно смещать относительно нижних слоёв и закрывать на конкретном расстоянии.
Для автоматической сварки под флюсом необходимо не меньше 50 миллиметров, для механизированной и ручной – не меньше 15 миллиметров. Предварительно производится очистка от остаточных фрагментов плавленого металла и окалин и проверка на прожоги и трещины.
Нормативы контактной сварки
Для такого сложного процесса, как стыковая сварка, требуется абсолютное знание и соблюдение правил и требований.
Процесс контактной сваркиНормы, согласно которым ведётся соединение труб, определяются по СНиП 2.04.08-87:
- Установка предполагает сдвиг крайних кромок трубопроводов. Для верного расчёта этого показателя используется формула: 0,15S + 0,5 мм, где под S имеют виду толщину стенок трубы.
- Контактная сварка электродами и флюсом регламентируется ГОСТ 16037-80. При неудовлетворительном состоянии швов работу необходимо переделать.
- Соединение кромки труб разрешается только с фасками не более 5 мм.
- При минусовой температуре сборка и ремонт трубопроводов запрещён.Но при возникновении острой необходимости необходимо подогревать монтажные материалы.
- На толщине стенок от 6 мм ручная сварка встык производится двойным швом. Для меньших размеров допускается один слой.
- Временные нормы проведения сварки пластиковых и металлических трубопроводов исходят из материала трубы. Значительную роль играет и мощность инвертора, которым совершается обработка.
 Значительную роль играет и мощность инвертора, которым совершается обработка.
Значительную роль играет и мощность инвертора, которым совершается обработка.Особенности соединения полиэтиленовых труб
Стыковая сварка ПЭ труб имеет ряд бесспорных преимуществ. Во-первых, полностью исключается человеческий фактор, и как следствие, обеспечивается высокий уровень качества всех соединений.
Во-вторых, качество всех сварочных стыков регулируется юридическим заключением. В-третьих, во время работы сварочного аппарата ведётся строгий учёт. В расчет берутся как размеры и тип свариваемых труб, так и время, которое аппарат затратил на соединение.
При сварке ПЭ труб стоит соблюдать следующий алгоритм действий:
- Монтировать концы труб в сварочный аппарат.
- Между торцами труб поместить нагретую плиту.
- Под необходимым давлением прижать торцы к нагревателю.
- Дождаться, когда вместе с оплавлением образуется и первичный грат.
- Немного снизить давление и дождаться, пока торцы прогреются.
- Нагреватель удалить.
После удаления нагревательного элемента также стоит придерживаться предписанной нормы работы:
- Соединить трубы требуемым осадочным давлением.
- Дождаться, пока собранная конструкция до конца остынет.
Современный рынок предлагает ряд специальных аппаратов для контактной сварки полиэтиленовых труб:
- аппарат, оснащённый механическим приводом;
- аппарат, оснащённый гидравлическим приводом;
- аппарат на программном управлении.
Процедура стыковой сварки методом оплавления
Стыковая сварка непрерывным оплавлением предполагает постепенное сближение элементов при включённом электроисточнике. Контакт торцов происходит отдельными выступами. В силу того, что площадь контактирующих перемычек совсем небольшая, в них образуется высокая плотность тока, за счёт чего происходит нагрев и расплавление.
Последующее сближение деталей влечёт за собой образование новых перемычек с их оплавлением.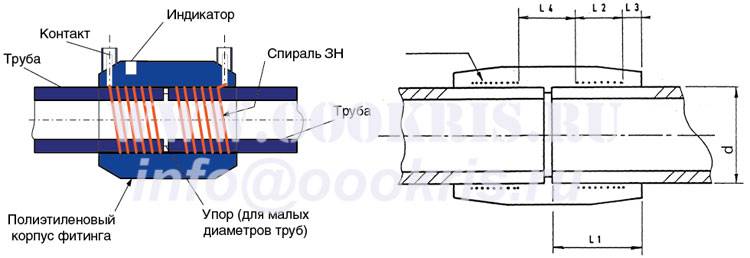 После полного оплавления торцов необходимо произвести осадку. В процессе сближения торцов из стыка выдавливается жидкий металл с оксидными плёнками. При его затвердевании образуется грат, который необходимо удалить в горячем виде.
После полного оплавления торцов необходимо произвести осадку. В процессе сближения торцов из стыка выдавливается жидкий металл с оксидными плёнками. При его затвердевании образуется грат, который необходимо удалить в горячем виде.
Методика сварки труб непрерывным оплавлением может производиться как постоянным, так и переменным током. Но, исходя из показателей электроэнергии, меняются и требования к процедуре. В работе с оплавлением при помощи переменного тока к электроду присоединяют инверторный провод с плюсом, а к обрабатываемым стыкам – с минусом.
С такой работой может справиться один человекПодобное соединение называется «обратной полярностью» и используется с металлическими стыками. Прямо противоположными являются нормы для крепления «прямой полярности». В этом случае плюс отводят на деталь, а минус – на инвертор.
Соединение элементов сопротивлением
Чтобы стыковая сварка сопротивлением была соблюдена технически верно, в начале процесса необходимые элементы сдавливают осевым усилителем до тех пор, пока не возникнет плотное соприкосновение сжимаемых торцов.
Далее подаётся ток, прохождение которого позволяет довести стыкуемые поверхности до пластичного состояния. После этого ток отключается и происходит осаждение заготовок с образованием соединения в твёрдой фазе.
Контактная сварка сопротивлением позволяет соединять детали с круглым или прямоугольным сечением и площадью до 200 мм².
Чтобы обеспечить равномерный нагрев торцов, нужно убедиться в их идентичности размеров и произвести предварительную очистку химическим или механическим методом.
Нормы процедуры сварки сопротивлением предусматривают следующее: сечение свариваемых поверхностей не должно превышать размер 200 мм². В противном случае качество сварки существенно снизится в основном, из-за окисловых образований на стыке.
Чаще всего такой вариант применяется для стержней, проволок и трубопроводов из низкоуглеродистой стали. Хорошие результаты можно получить, если применить сварку сопротивлением к низколегированным и малоуглеродистым сталям, алюминию и медным сплавам.
Хорошие результаты можно получить, если применить сварку сопротивлением к низколегированным и малоуглеродистым сталям, алюминию и медным сплавам.
Стыковая сварка ПНД труб (видео)
Условия монтажа трубопроводов
В процессе установки трубопроводов часто применятся стыковая сварка. Для качественного проведения контактная сварка должна соответствовать следующим требованиям:
- хорошая проплавленность кромок присоединяемых элементов;
- образование валика с равномерной толщиной на внутренней поверхности шва;
- на внешнем слое должна быть гладкая чешуйчатая поверхность.
Аппараты для полиэтиленовых труб: сварка, ремонт
Второй способ сварки основан на использовании электрического тока при помощи специальных муфт, внутри которых, находится проволока, выполняющая роль нагревательной спирали. На спираль подается ток определенной силы, после чего происходит нагрев свариваемых поверхностей до температуры плавления и последующее соединение свариваемых частей. Такой способ сварки называется электродиффузионным и для него используется специальный электромуфтовый сварочный аппарат.
Электромуфтовая сварка отличается от стыковой способом нагревания материалов, при этой сварке трубы разогревается снаружи, а не с торца, что считается более надежным соединением. Не даром, газовые трубы рекомендуется сваривать только электромуфтовым способом соединения.
Достоинством электромуфтовой сварки является быстрота и простота соединения. Данные аппараты не так громоздки, как стыковые, они мобильны и с ними можно работать в стесненных условиях, в колодцах, в траншеях. Еще один плюс в том, что каждый аппарат универсален и может сваривать как фитинги и трубы диаметром 20 мм, так и 1200 мм. Все зависит от диаметра труб и фасонных частей.
Все зависит от диаметра труб и фасонных частей.
Электромуфтовые сварочные аппараты различаются на ручные, когда параметры сварки вносятся в аппарат вручную и автоматические. У автоматических сварочников имеется специальны сканер, которым нужно провести по штрих-коду на поверхности фитинга, для считывания параметров сварки. После считывания параметров, аппарат самостоятельно настраивает необходимую силу тока, время сварки и время остывания. Плюс у автоматических аппаратов имеется блок памяти, куда заносятся все параметры сварки.
Эти параметры формируются в памяти, а затем могут быть распечатаны в виде специального документа (протокола). Причем, существуют мобильные принтеры, дающие возможность распечатать протокол прямо на строительной площадке и приложить его к документации, например, во время ремонта трубопровода. Также накопленные протоколы можно выгрузить из памяти сварочного аппарата на любой USB накопитель.
Соединение полиэтилена — Vinidex Pty Ltd
Соединение полиэтиленовое
Трубы Vinidex PE производятся в диапазоне диаметров от 16 мм до 1000 мм, и эти трубы можно соединять различными способами.
Методы включают механические соединения и ряд процедур термической сварки. Природа полиэтиленовых материалов не позволяет использовать системы на основе клея.
Процессы термического синтеза
Термическое плавление включает нагревание полиэтиленового материала на стыковых поверхностях, сближение расплавленных поверхностей под строго контролируемым давлением и удержание поверхностей вместе до тех пор, пока стык не остынет.
Во всех процессах термической сварки соединение труб в полевых условиях должно выполняться только обученными операторами сварки с использованием надлежащим образом обслуживаемых и откалиброванных сварочных аппаратов.
Перед сваркой необходимо убедиться в совместимости материалов PE с плавлением, а в случае сомнений следует обратиться за советом к инженерам Vinidex.
стыковая сварка
Стыковая сварка обычно применяется для полиэтиленовых труб размером от 90 до 1000 мм для соединений труб, фитингов и обработки концов.Стыковая сварка обеспечивает однородное соединение с такими же свойствами, что и материалы труб и фитингов, и способность выдерживать продольные нагрузки.
Машины для стыковой сварки должны быть достаточно прочными для выравнивания и создания давления на концах труб в пределах жестких допусков, а также для обеспечения нагрева и создания давления на стыковые поверхности в пределах требуемых допусков параметров.
Процесс стыковой сварки состоит из следующих этапов, которые в принципе показаны на рисунке.
Трубы должны быть установлены в сварочный аппарат, а концы очищены спиртом, не оставляющим отложений, для удаления всей грязи, пыли, влаги и жирных пленок в зоне примерно 75 мм от конца каждой трубы, как внутри, так и снаружи. диаметр граней.
- Концы труб обрезаются вращающимся ножом, чтобы удалить все неровности и слои окисления. Обрезанные торцы должны быть квадратными и параллельными.
- Концы полиэтиленовых труб нагреваются путем контакта под давлением с пластиной нагревателя. Пластины нагревателя должны быть чистыми, свободными от загрязнений и поддерживаться в пределах указанного диапазона температур поверхности. Контакт сохраняется до тех пор, пока вокруг концов трубы не установится равномерный нагрев, а затем контактное давление снизится до более низкого значения, называемого давлением теплового выдерживания.Затем контакт поддерживается до тех пор, пока не истечет соответствующее время выдержки.
- Затем нагретые концы труб втягиваются, а пластина нагревателя снимается. Затем нагретые концы полиэтиленовых труб соединяются и равномерно нагнетаются до значения давления сварки. Затем это давление поддерживается в течение некоторого периода времени, чтобы дать возможность процессу сварки и сварному соединению остыть до температуры окружающей среды и, следовательно, развить полную прочность соединения. В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.
Ни в коем случае нельзя опрыскивать стыки холодной водой.
 В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.
В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.Допустимые сочетания времени, температуры и давления зависят от марки полиэтилена, диаметра и толщины стенок труб, а также марки и модели используемого сварочного аппарата. Инженеры Vinidex могут дать рекомендации по этим параметрам.
Последние сварные швы должны быть полностью намотаны, без точечной коррозии и пустот, правильного размера и без обесцвечивания.
При правильном выполнении минимальная длительная прочность стыкового сварного соединения должна составлять 90% прочности основной полиэтиленовой трубы.
Параметры стыковой сварки
| Зона 1 | Начальное давление валика P1 Время T1 | кПа Секунды (мин) |
|---|---|---|
| Зона 2 | Давление выдержки при нагревании P2 Время T2 | кПа Секунды (мин) |
| Зона 3 | Изменение во времени T3 | секунды (макс.) |
| Зона 4 | Создание сварочного давления Сварочное давление P3 Время сварки / охлаждения T5 | Секунды (мин) кПа Минуты |
Для получения дополнительной информации о параметрах стыковой сварки см. Отраслевое руководство PIPA POP003 — Рекомендуемые параметры стыковой сварки полиэтиленовых труб и фитингов.
В полевых условиях следует регистрировать полные записи контроля качества времени, температуры и давления, достигнутые для всех соединений, а также указывать места сварных швов на планах строительной площадки.
Разрушающие и / или неразрушающие испытания также могут проводиться для подтверждения приемлемого качества соединений.
Сварные валики обычно оставляют на месте на участке трубы, если только не требуется их снимать с внешнего диаметра, чтобы обеспечить возможность скольжения, или с внутреннего диаметра, чтобы предотвратить потенциальную закупорку материала в канализационных трубопроводах.
Электросварка
Электросварная система Vinidex PEсостоит из формованных муфт, опор и фитингов с электрическими элементами, содержащимися в фитинге.
Когда через резистивный провод пропускают контролируемый электрический ток, происходит повышение температуры, в результате чего тепло передается соединяемым поверхностям до тех пор, пока не произойдет плавление. Поверхности стыка выдерживают под давлением до охлаждения.
Для электромуфтовых фитингов Vinidexтребуется аппарат для электромуфтовой сварки, способный сканировать штрих-коды.Штрих-код фитинга содержит параметры сварки, необходимые для успешного завершения процесса сварки. Электропитание должно быть 240 В, 50 Гц, однофазное. Если используется генератор, обратитесь за технической консультацией относительно требований к минимальному размеру, поскольку они зависят от мощности, необходимой для фитинга .
В электросварных фитингахVinidex используются соединительные штифты диаметром 4,0 мм.
Блоки управления электросваркой нельзя использовать во взрывоопасных средах.В глубоких траншеях, туннелях или горных выработках для источника питания может потребоваться разрешение местной электроэнергетической компании.
Все электромуфтовые соединения должны выполняться под подходящим навесом, чтобы защитить трубы, фитинги и оборудование от неблагоприятных погодных условий и предотвратить загрязнение пылью, влагой и грязью.
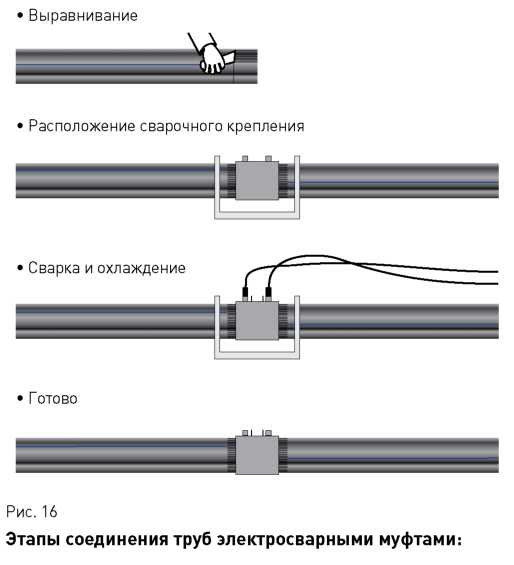
Ниже приводится обзор этапов процесса электромуфтовой сварки.
- Отрежьте трубы квадратом и отметьте трубы на длине, равной глубине раструба.
- Снимите отмеченный участок втулки трубы, чтобы удалить все окисленные слои полиэтилена на требуемую глубину. Для удаления слоев полиэтилена используйте механический или вращающийся скребок. Не используйте наждачную бумагу. Очистите очищенный участок спиртовой салфеткой для сварки.
- Оставьте электросварные фитинги в герметичном пластиковом пакете до тех пор, пока они не понадобятся для сборки. Не царапайте внутреннюю часть фитинга, очистите одобренным очистителем, чтобы удалить всю пыль, грязь и влагу.
- Вставить трубу в муфту до контрольных меток.Убедитесь, что трубы закруглены, а при использовании полиэтиленовых труб в бухтах могут потребоваться скругляющие зажимы для удаления овальности. Зажмите узел шарнира.
- Подключите электрическую цепь и следуйте инструкциям для конкретного блока управления мощностью. Не меняйте стандартные условия сварки для конкретного размера и типа фитинга.
- Оставьте соединение в зажиме в сборе до полного охлаждения.
 Не царапайте внутреннюю часть фитинга, очистите одобренным очистителем, чтобы удалить всю пыль, грязь и влагу.
Не царапайте внутреннюю часть фитинга, очистите одобренным очистителем, чтобы удалить всю пыль, грязь и влагу.Ресурсы
Руководство по установке электромуфты Vinidex Friatec (PDF)
Как установить электромуфту Friatec (видео)
Как установить седло для электромуфтовой сварки Friatec на полиэтиленовой трубе (видео)
Как установить вакуумное седло Friatec XL для электросварки (видео)
Сборка муфт Friatec (видео)
Более подробные инструкции по электросварке см. В Отраслевом руководстве PIPA POP001 — Электросварное соединение полиэтиленовых труб и фитингов для работы под давлением
Компрессионные фитинги
Компрессионные фитинги — это механические фитинги, которые могут использоваться для соединения полиэтиленовых труб размером до DN110.Соединения, выполненные с помощью компрессионных фитингов, легко разбираются
Ресурсы
Руководство по установке метрических компрессионных фитингов Vinidex Philmac (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac для сельских районов (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac Safelok (PDF)
Концы с фланцами
PE трубы Vinidex снабжены фланцевыми соединениями с использованием концов полиэтиленовых заглушек, соединенных с концами труб электромуфтовой сваркой или стыковой сваркой.
Они используются в сочетании с металлическими опорными пластинами и резиновыми или волокнистыми уплотнительными прокладками для обеспечения разъемного соединения. Уплотнительные прокладки изготавливаются из натурального каучука, полихлоропрена или волокна в зависимости от перекачиваемой жидкости.
Уплотнительные прокладки изготавливаются из натурального каучука, полихлоропрена или волокна в зависимости от перекачиваемой жидкости.
При перевозке горячих жидкостей или химических реагентов необходимо определить пригодность материала уплотнительной прокладки и получить рекомендации инженеров Vinidex. Уплотнительные прокладки должны быть чистыми и не иметь складок при установке на фланцевом узле.
Фланцыдоступны для всего диапазона размеров полиэтиленовых труб Vinidex (диаметром до 1000 мм) и для того же номинального давления PN, что и трубы.
Металлические опорные пластины доступны в горячеоцинкованном виде и имеют толщину согласно AS 2129 и AS 4087 в зависимости от требований. Толщина металлической опорной пластины должны быть оценены для рабочих давлений в каждом конкретном трубопроводе с использованием требований AS 2129 и AS 4087.
См. Также Промышленное руководство PIPA POP007 — Металлические опорные фланцы для использования с фланцевыми переходниками из полиэтилена
Крепежные болты должны быть равномерно затянуты вокруг фланца.Болты не должны быть более затянуты, и динамометрический ключ должен быть использован для предотвращения потери устойчивости металлических опорной пластины.
Потоки
Нарезание ниток не рекомендуется.
Если используются резьбовые соединения, то:
- В качестве герметика следует использовать только ленту из ПТФЭ. Использование конопли, пасты и нефтяных смесей запрещено.
- Соединение следует затянуть вручную или с помощью ленточного ключа, чтобы предотвратить чрезмерное натяжение соединения. Ключи с зубчатыми губками использовать нельзя.
- По возможности, трубопроводная система должна быть спроектирована так, чтобы соединения резьбы ПЭ / металл были такими, чтобы наружная резьба была из ПЭ, а внутренняя резьба — из металла.
Сварка труб из ПНД | Идеи Обсуждения Безопасности
Участники могут щелкнуть здесь, чтобы загрузить версию этого выступления без рекламы!
Сварка труб ПНД (стыковая сварка) Обсуждение безопасности Сварка труб из ПНД широко используется во многих отраслях промышленности. Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
Машины, используемые для сварки труб из полиэтилена высокой плотности, варьируются от небольших, трудоемких агрегатов до более крупных, оснащенных простыми в использовании органами управления и гидравликой. Процесс сварки HDPE относительно прост, однако существует множество опасностей, которые следует учитывать при планировании и выполнении этой рабочей задачи.
HDPE — это процесс, используемый для сварки труб HDPE вместе. Существуют различные типы сварки, включая сварку в седле или втулку, но в этом докладе мы поговорим о стыковой сварке.Как указано выше, реальные машины сильно различаются по конструкции и использованию, но в целом процесс остается неизменным.
Для стыковой сварки в станок загружаются два отдельных куска трубы, а режущая поверхность вращается и обрезает оба конца трубы, создавая гладкую кромку для надлежащего соединения. Затем трубы соприкасаются с тепловой пластиной, обычно нагретой до температуры не менее 400 градусов по Фаренгейту, но фактическая температура может варьироваться в зависимости от толщины стенки и размера трубы. После нагрева трубы с силой прижимаются друг к другу, образуя соединительное соединение между двумя трубами.
Опасности, связанные со сваркой ПНДЭтот процесс стыковой сварки труб из ПНД сопряжен с множеством опасностей. Некоторые из основных опасностей включают:
- Пострадавший и застрявший в перерывах между происшествиями. Часто сотни футов трубы соединяются вместе. Необходимо использовать такое оборудование, как фронтальные погрузчики или экскаваторы, чтобы поднять и протянуть трубу на место для плавления или установки в месте окончательного упокоения. Это создает множество различных возможностей для возникновения сбоев, попаданий в ловушку или между инцидентами.
- Накопленная энергия. При перемещении трубы помните о накопленной энергии в трубе. Накопленная энергия может быть опасной для персонала в этой зоне, если она высвобождается, создавая опасность поражения. Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.
- Точки защемления. Существует множество опасностей защемления, связанных с этой задачей между подъемом и монтажом трубы до фактической сварки.
- Прочие травмы кисти . Из-за нагревательной пластины и режущей поверхности могут возникнуть ожоги и порезы.
- Деформации и растяжения. Подъем труб большой длины или тяжелых деталей из сварочного аппарата может привести к растяжениям и травмам. Небольшие машины требуют ручного дергания за рычаги, что может привести к повторяющимся стрессовым травмам.
 Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.
Если приложить слишком большое давление, труба может сломаться, что приведет к сильному хлыстовому эффекту.- Всегда имейте надлежащую подготовку и знания для работы с конкретным сварочным аппаратом, который вы используете. Каждый сварщик индивидуален и может представлять разные опасности.
- Никогда не подставляйте руки или тело на линию огня в машине.Даже если машина «выключена», влезть в нее, чтобы извлечь стружку из обрезанной трубы, может быть фатальной ошибкой. Используйте предмет или инструмент, чтобы удалить стружку, или следуйте рекомендациям производителя, чтобы безопасно удалить стружку.
- При подъеме и перемещении трубы убедитесь, что все люди и оборудование находятся вне зоны огня. Всегда помните, куда пойдет труба, если ее уронят или накопленная энергия высвободит; если вы находитесь в этих областях, двигайтесь.
- Никогда не пытайтесь поднимать тяжелые или неудобные предметы в одиночку.Используйте тяжелое оборудование, чтобы полностью устранить эту опасность, или привлеките коллегу для помощи в перемещении управляемого объекта.
- Не прикасайтесь руками и телом к трубе, когда оборудование перемещает ее. Между трубой и машиной имеется множество точек защемления в любое время, когда ее ставят на место.
- Блокировка рабочей зоны для контроля ненужного движения в зоне.
Есть много других опасностей и мер предосторожности, которые следует учитывать при выполнении этой задачи. Есть много движущихся частей, которые успешно сваривают длинные отрезки этой трубы и перемещают ее на место. При оценке и планировании этой рабочей задачи учитывайте не только непосредственные опасности процесса сварки, но также подъем и перемещение трубы.
Есть много движущихся частей, которые успешно сваривают длинные отрезки этой трубы и перемещают ее на место. При оценке и планировании этой рабочей задачи учитывайте не только непосредственные опасности процесса сварки, но также подъем и перемещение трубы.
Вопрос для обсуждения: Какие еще опасности и передовой опыт нам необходимо учитывать при выполнении нашей задачи по сварке HDPE?
(PDF) Влияние процедур стыковой сварки одним и двумя давлениями на надежность сварных швов труб из полиэтилена 100
Обсуждение
Как и ожидалось, трубы, сваренные встык, демонстрируют хорошие механические характеристики
в целом.Механические свойства, такие как модуль упругости сварного шва
Янга, аналогичны величине
или даже выше, чем у основного материала самой трубы. Однако разработка сварных валиков
приводит к образованию выемок
на границе между сварным швом и сыпучим материалом
трубы, создавая локальные концентрации напряжений.
Исходя из этих зазубрин, трещины могут начать прорастать до
стенки трубы.Исследования показали, что трещины имеют тенденцию к росту
вдоль зоны сварки, а не в самой зоне сварки
. Таким образом, трещиностойкость сыпучего материала
, прилегающего к сварному шву, очень важна при рассмотрении механизма разрушения сварных швов труб
.
Другое дело, когда дефекты
, такие как пустоты, полости или ухудшенный материал из-за чрезмерного нагрева
во время процесса сварки, находятся в пределах
самого шва.Дефекты могут привести к зарождению трещин
и росту трещин внутри сварного шва, что было смоделировано с помощью надреза
бритвенными лезвиями. Это может значительно сократить срок службы
сварного шва из-за более низкого сопротивления
росту трещин свариваемого материала по сравнению с материалом трубы
. Такое снижение сопротивления SCG может быть объяснено
молекулярной ориентацией полимерных цепей в
области сварки. В трубах полимерные цепи
В трубах полимерные цепи
, скорее всего, ориентированы параллельно направлению экструзии, возможно,
действует как улучшение против роста трещин. Цепи полимера
в сварных швах ориентированы более произвольно или даже перпендикулярно направлению экструзии из-за процесса сварки
[17], что снижает сопротивление
против роста трещин.
Используя процедуру двойного давления на малых трубах
, можно улучшить сопротивление росту трещин.Как
, так и испытания на ударную вязкость и усталостные испытания дали результаты, в которых сварные швы двойным давлением
показали лучшие результаты, чем сварные швы
с одинарным давлением.
Объяснение этого явления может заключаться в том, что снижение давления
во время охлаждения позволяет цепям полимера
двигаться более свободно, чем при постоянном высоком давлении
. Следовательно, они могут отказаться от положений
, перпендикулярных линии экструзии, которые прижимаются к ним
в процессе сварки, и улучшить сопротивление сварному шву трещинам
.
Выводы
Более высокая степень кристалличности благодаря сварке
может улучшить механические свойства сварных швов. Поскольку трещины имеют тенденцию к росту
в соответствии с принципом наименьшего ограничения, путь трещины
вокруг сварного шва более или менее перпендикулярно
точке зарождения кажется правдоподобным с учетом напряженного состояния
, более высокой жесткости сварного шва и вогнутая форма
самого сварного шва.Однако дефекты фактического сварного шва
могут значительно снизить сопротивление росту трещин
по сравнению с сыпучим материалом, поэтому
представляет риск в отношении общего срока службы труб
систем.
Использование процедур двойного давления для сварки труб в малых масштабах
доказало повышение усталости и кратковременных ударных свойств сварных швов труб. Тем не менее, сравнение
Тем не менее, сравнение
с усталостным поведением материала нормальной трубы
показывает, насколько критическими могут быть дефекты сварного шва трубы
, которые действуют как точки зарождения трещин.Следует более тщательно изучить вопрос о том, увеличивает ли
использование двойного давления общий риск
дефектов, таких как пустоты и т. Д., Из-за уменьшения давления
.
Выражение признательности
Исследовательская работа по данной статье была проведена в Центре компетенции по полимерам
Leoben GmbH (PCCL,
, Австрия) в рамках проекта COMET
«Комплексная оценка срока службы трубопроводных систем из полиэтилена под давлением
. с помощью ускоренной механики разрушения по методике
»(Проект Nr.IV-3.01) Министерства транспорта, инноваций и технологий Австрии
с вкладом
Леобенского университета, AGRU
,Kunststofftechnik GmbH (Австрия), DOW Europe GmbH
и Österreichische Vereinigung für das Gas und 9000fach
(Австрия). PCCL финансируется правительством Австриии правительствами земель
Штирии и Верхней Австрии.
Ссылки
1.Ричард К., Гобе Э., Дидрих, Г .:
Trinkwasserrohre aus Niederdruckpolyäthylen.
Kunststoffe 1959 (49 (10)), 516–525
2. Ланг, Р.У., Стерн, А., Дёрнер, Г.Ф .: Применимость
и ограничения текущих моделей прогнозирования срока службы
для термопластичных труб под внутренним давлением. Die
Angewandte Makromolekulare Chemie (247), 131–
145 (1997)
3. Brömstrup, H. (ed.): 50 Jahre Rohrsysteme aus
Polyethylen für Gas, Wasser und Abwasser.Vulkan-
Verl, Essen (2006)
4. Hessel, J .: 100 Jahre Nutzungsdauer von Rohren aus
Полиэтилен. 3R International (46), 242–246 (2007)
5. Франк, А., Пинтер, Г., Ланг, Р.У .: Разрушение
MEchanics Прогноз срока службы PE 80 и PE 100
Трубы в условиях сложных нагрузок. In
In
Proceedings Plastics Pipes XV Ванкувер (Cdn)
(2010)
6. Флейсснер, М .: Опыт испытаний на ползучесть
с полным надрезом при определении характеристик трещин под напряжением у полиэтиленов
.Полимерная инженерия и наука (38),
330–340 (1998)
Машины для стыковой сварки полиэтилена высокой плотности | Велбрит
Мы предлагаем огромный ассортимент машин для соединения труб из полиэтилена высокой плотности.
Стыковая сварка плавлением — самый популярный метод сварки трубопроводных систем из полиэтилена высокой плотности, а установка для стыковой сварки плавлением — это промышленное оборудование, которое широко используется для сварки.
Стыковая сварка — это процесс термосварки, который включает одновременный нагрев концов двух компонентов трубы / фитинга, которые должны быть соединены, до тех пор, пока на каждой контактной поверхности не будет достигнуто расплавленное состояние.Затем две поверхности сводятся вместе под контролируемым давлением в течение определенного времени охлаждения, и образуется однородное соединение плавлением. Полученное соединение полностью устойчиво к торцевым нагрузкам и имеет сравнимые характеристики под давлением с самой трубой. Пластина электрического нагревателя используется для повышения температуры концов трубы до требуемой температуры плавления. Стыковая сварка может использоваться для соединения материалов PE80 и PE100 для труб диаметром 90 мм и более одного и того же SDR.
Аппараты для стыковой сварки полиэтиленовых труб имеют средства управления, обеспечивающие строгое соблюдение параметров сварки.Контролируются следующие параметры:
температура пластины нагревателя •
>овальность и выравнивание •
межфазное давление •
ширина валика •
время выдержки при нагреве •
время переключения
Необходимо контролировать эти параметры, чтобы предотвратить преждевременное разрушение сварного шва. Полевые условия, в которых сваривается полиэтиленовая труба, существенно влияют на прочность соединения. Для получения приемлемого сварного шва необходимы три элемента:
Полевые условия, в которых сваривается полиэтиленовая труба, существенно влияют на прочность соединения. Для получения приемлемого сварного шва необходимы три элемента:
Чистота: загрязнение портит швы
Методика: Большинство владельцев систем полиэтиленовых труб требуют, чтобы люди, выполняющие стыковую сварку полиэтиленовых труб, имели квалификацию, пройдя признанный курс обучения.
Правильно спроектированное оборудование при надлежащем техническом обслуживании: правильные температуры сварки, процедуры сварки и инструменты для торцевания труб должны поддерживаться с допуском и в хорошем состоянии.
Результирующее соединение, если оно было выполнено должным образом, имеет такую же прочность, как и исходная труба, и может выдерживать все нагрузки, прилагаемые во время обычной установки и эксплуатации. В процессе сварки образуются внутренние и внешние «валики сварного шва». Были разработаны методы, позволяющие минимизировать размер бусинок, однако, поскольку они ничего не добавляют к общей прочности, при необходимости их можно безопасно удалить.Удаленные сварные швы можно проверить в рамках программы контроля качества.
Сварка ПЭ — электромуфтовая или стыковая. Блог Llaberia Group
Если говорить о пластиках, то полиэтилен (ПЭ) самый известный и с более высокой производительностью. Такое распространение произошло благодаря его наиболее выгодным свойствам, таким как гибкость, нетоксичность, простота установки, низкие затраты на техническое обслуживание, устойчивость и т. Д.
PE используется для производства различных продуктов, но мы сосредоточимся на трубах.Если вы хотите соединить две полиэтиленовые трубы, это можно сделать в основном с помощью двух различных процедур сварки: электросварки и стыковой сварки. Оба шва выполняются быстро, очень прочны и не слишком сложны.
Перед тем, как выбрать, какой вид сварки мы собираемся имплантировать, необходимо провести предварительную подготовку поверхностей, на которых должны быть выполнены стыки труб. Кроме того, мы также должны учитывать ту работу, которая находится в наших руках. Последний решающий фактор — овальная форма полиэтиленовой трубки.Эти три аспекта определяют, какой тип сварки нам следует применять.
Кроме того, мы также должны учитывать ту работу, которая находится в наших руках. Последний решающий фактор — овальная форма полиэтиленовой трубки.Эти три аспекта определяют, какой тип сварки нам следует применять.
А теперь давайте узнаем преимущества каждого вида сварки, хотя оба они качественные и надежные.
С одной стороны, у нас есть электросварка. Этот вид сварки характеризуется:
- Он значительно упрощает доступ к трубам, которые необходимо сваривать, когда места очень мало.
- По сравнению со стыковой сваркой, электромуфтовая сварка дешевле, а вес вашего оборудования меньше, что упрощает вашу мобильность.
- Предлагает широкий спектр решений с простыми розетками и розетками под нагрузкой.
- Электрофузия настоятельно рекомендуется для частных лиц, так как цена на ее установку не очень высока и более доступна для пользователей.
С другой стороны, бывает стыковая сварка. Его основные преимущества:
- Позволяет легко удалить окисленный слой, что важно перед соединением.
- Позволяет сваривать полиэтилен разных поколений.
- Возможна сварка труб из полиэтилена разных поколений.
- Самоочистка сварного шва после выброса части расплавленного материала.
- Это простой процесс, почему вам не нужны другие дополнительные аксессуары.
- Если солнечные трубы имеют диаметр более 200 мм, стыковая сварка более эффективна и экономична.
- Простота центровки и закругления труб по оси.
- Полиэтиленовая трубка позволяет легко изгибать ее, не увеличивая натяжение остальной части установки.
Оборудование для стыковой сварки HDPE
Acu-Tech продает оборудование для стыковой сварки HDPE.
В процессе сварки полимером, известном как стыковая сварка плавлением, аппараты для стыковой сварки используются для зачистки, нагрева и сварки труб из полиэтилена высокой плотности.
Аппараты для стыковой сварки могут иметь ручную или электрическую гидравлику. Всем сварщикам встык (кроме автономных сварщиков) требуется источник питания для нагревательной пластины и фрезы / скребка. Электрогидравлические сварочные аппараты для стыковой сварки также используют источник электроэнергии для гидравлической системы, которая используется для удержания трубы во время зачистки, нагрева и охлаждения.
Всем сварщикам встык (кроме автономных сварщиков) требуется источник питания для нагревательной пластины и фрезы / скребка. Электрогидравлические сварочные аппараты для стыковой сварки также используют источник электроэнергии для гидравлической системы, которая используется для удержания трубы во время зачистки, нагрева и охлаждения.
Будете ли вы выполнять сварку поли на месте без надежного источника питания? Acu-Tech также продает / арендует портативные генераторы, предназначенные для использования с оборудованием для сварки поли. См. Эту ссылку для получения дополнительной информации.
Ниже приведен список аппаратов для стыковой сварки, которые может поставить Acu-Tech Piping Systems:
| Аппарат для стыковой сварки Ufuse 160 мм (электрогидравлический) Купите этот сварочный аппарат для стыковой сварки 160 мм для сварки труб из полиэтилена высокой плотности диаметром от 63 до 160 мм в электрогидравлическом режиме.Для использования в полевых условиях вам может потребоваться переносной генератор мощностью 5,9 кВА. Стыковая сварочная машина 160 мм поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовиной). ** набор пластин OD 63, 75, 90, 110, 125, 140 мм, основной зажим OD 160 мм. Требования к мощности: 2,45 кВт — Минимальные требования к генератору 3,5 кВА, 240 В, однофазный. | |
| Аппарат для стыковой сварки Ufuse 250 мм (электрогидравлический) Купите этот аппарат для стыковой сварки 250 мм для сварки труб из полиэтилена высокой плотности диаметром от 90 до 250 мм в электрогидравлическом режиме.Для питания сварочного оборудования на объекте вам может потребоваться портативный генератор мощностью 5,9 кВА. 250 мм включает в себя съемную нагревательную пластину, съемный фрезерный станок, электрогидравлический редуктор, нагревательную пластину и опору для резака, набор инструментов и заглушку (крестовину). ** набор пластин OD 90, 110, 125, 140, 160, 180, 200, 225 мм, основной зажим OD 250 мм. Требования к мощности: 3,85 кВт — Требуется минимум 5.Генератор 9 кВА, 240 В, однофазный. | |
| Станок Ritmo для стыковой сварки 250 мм (электрогидравлический) Эта машина для стыковой сварки Ritmo идеально подходит для сварки труб из полиэтилена высокой плотности диаметром от 75 до 250 мм в электрогидравлическом режиме. Для использования в полевых условиях вам может потребоваться переносной генератор мощностью 5,9 кВА. Аппарат для стыковой сварки Ritmo 250 мм поставляется в комплекте с съемной нагревательной пластиной и фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовина). ** набор пластин OD 75, 90, 110, 125, 140, 160, 180, 200, 225 мм, основной зажим OD 250 мм. Требования к мощности: 3,45 кВт — Минимальные требования к генератору 5,9 кВА, 240 В, однофазный. | |
| Аппарат для стыковой сварки 355 мм Ufuse (электрогидравлический) Приобретите этот аппарат для стыковой сварки 355 мм для сварки ПЭНД полиэтиленовых труб диаметром от 90 до 355 мм в электрогидравлическом режиме. Купите этот сварочный аппарат вместе с аппаратом 6.Переносной генератор на 8 кВА — идеально подходит для сварочного оборудования, используемого на объекте. Аппарат для стыковой сварки Ufuse поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовиной). ** набор пластин OD 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315 мм, основной зажим OD 355 мм. Требования к мощности: 4,85 кВт — Требуется минимум 6.Генератор 5 кВА, 240 В, однофазный. | |
| Аппарат для стыковой сварки 355 мм Ritmo (электрогидравлический) Аппарат для стыковой сварки 355 мм Ritmo выполняет стыковую сварку труб из полиэтилена высокой плотности с наружным диаметром от 125 до 355 мм в электрогидравлическом режиме. Свяжитесь с нашей командой, чтобы арендовать или купить генератор для вашего сварочного аппарата HDPE. Станок для стыковой сварки укомплектован съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовиной). ** набор пластин OD 125, 140, 160, 180, 200, 225, 250, 280, 315 мм, основной зажим OD 355 мм. Требования к мощности: 5,75 кВт — Минимальные требования к генератору 8 кВА, 240 В, однофазный. |


| Аппарат для стыковой сварки Ufuse 450 мм (электрогидравлический) Купить Аппарат для стыковой сварки полиэтиленовых труб Ufuse 450 наружным диаметром от 200 мм до 450 мм в электрогидравлическом режиме.Свяжитесь с нашей командой, чтобы нанять подходящий генератор для стыковой сварки в полевых условиях. Машина для стыковой сварки включает в себя консольный кран для помощи с фрезой и нагревательной пластиной, которые довольно тяжелые из-за большой мощности устройства для стыковой сварки. Этот сварочный аппарат поставляется в комплекте со съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов и заглушкой (крестовина). ** набор пластин OD 200, 225, 250, 280, 315, 355, 400 мм, основной зажим OD 450 мм Требования к питанию: 8. | |
| Аппарат для стыковой сварки Ufuse 630 мм (электрогидравлический) Аппарат для стыковой сварки Ufuse 630 идеально подходит для стыковой сварки труб из полиэтилена высокой плотности с наружным диаметром от 315 мм до 630 мм в электрогидравлическом режиме. Свяжитесь с нашей командой, чтобы арендовать или купить подходящий генератор для стыковой сварки на месте. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и нагревательной пластиной, которые довольно тяжелые из-за большой мощности устройства для стыковой сварки. Когда вы покупаете это сварочное оборудование для полимеров, оно включает в себя съемную нагревательную пластину, съемный фрезерный станок, электрогидравлический редуктор, нагревательную пластину и опору для фрезы, набор инструментов и заглушку (крестовину). ** набор пластин OD 315, 355, 400, 450, 500, 560 мм, основной зажим OD 630 мм Требования к мощности: 12,35 кВт — Генератор, рекомендованный для работы в полевых условиях — 16 кВА 415 В, трехфазный | |
| 630 Ritmo All Terrain Машина для стыковой сварки (автономная гидравлическая) Внедорожный аппарат для стыковой сварки Delta 630 оснащен дизельным двигателем с низким уровнем вибрации, который подходит для сварки труб из термопласта для транспортировки воды, газа и других жидкостей под давлением.Оборудование для стыковой сварки Ritmo может сваривать полиэтиленовые трубы диаметром от 225 до 630 мм. Аппарат для стыковой сварки плавит трубы в соответствии со стандартом высокого давления ISO 21307 (диапазон давлений в 3,5 раза выше, чем у стандартов низкого давления ISO). Это значительно увеличивает производительность, позволяя сэкономить 60% времени. Внедорожный сварочный аппарат может преодолевать пересеченную местность с уклоном до 30% благодаря 4-х колесному приводу и съемной панели управления, что обеспечивает дополнительную безопасность оператора на пересеченной местности. В комплект поставки аппарата для стыковой сварки входит устройство для заглушки (крестовина) и ключ для предотвращения несанкционированного использования.Дизельный двигатель Delta 630 объемом 2200 куб. См позволяет сварщику стыковой сварки работать на месте без необходимости аренды генератора. Стандартный аппарат для стыковой сварки Ritmo: • Рабочий диапазон: полиэтиленовая труба диаметром 225 — 630 мм • Привод на 4 колеса, съемная панель управления • Автономный с бортовым генератором — Дизельный двигатель 2200 куб. См, 22,7 кВт • Вставки SmartLock и раздвижной 3-й зажим для приварки фитингов из ПНД • Регистрация данных с помощью GPS; память 4000 отчет • Гидравлические подъемники, зажимы и фрезы с гидравлическим управлением • Может быть оснащен рядом сварочных вставок, доступных по запросу. • Автоматическая сварочная система «Easy Life», которая поддерживает Wi-Fi и работает с приложением «Set & Go — Pro», что упрощает использование сварочного оборудования для полимеров. Требования к питанию: встроенное устройство выработки электроэнергии. Генератор НЕ требуется | |
| Аппарат для стыковой сварки Ufuse 1000 мм (электрогидравлический) Аппарат для стыковой сварки Ufuse 630 идеально подходит для стыковой сварки полиэтиленовых труб с наружным диаметром от 630 мм до 1000 мм в электрогидравлическом режиме.Для стыковой сварки на месте свяжитесь с нашей командой, чтобы нанять подходящий генератор. Машина для стыковой сварки включает в себя стреловой кран для помощи с фрезой и нагревательной пластиной, которые довольно тяжелые из-за большой мощности устройства для стыковой сварки. В комплекте с корпусом машины для стыковой сварки, стреловым краном, съемной нагревательной пластиной, съемной фрезой, электрогидравлическим редуктором, нагревательной пластиной и опорой для фрезы, набором инструментов, заглушкой (крестовина). ** набор пластин OD 630, 710, 800, 900 мм, основной зажим OD 1000 мм Требования к мощности: 24 кВт — Генератор, рекомендуемый для работы в полевых условиях — 30 кВА 415 В, трехфазный |
 38 кВт — Генератор, рекомендуемый для эксплуатации в полевых условиях — 11 кВА 415 В, трехфазный
38 кВт — Генератор, рекомендуемый для эксплуатации в полевых условиях — 11 кВА 415 В, трехфазный
Отдел обслуживания сварочного оборудования для полимеров Acu-Tech специализируется на калибровке оборудования для сварки полимеров, а также может поставлять запасные части для большинства марок аппаратов для стыковой сварки, включая нагревательные плиты, ножи или скребки, гидравлические детали, вставки сварочных зажимов, данные регистраторы, детали двигателя и т. д.Свяжитесь с нами сегодня и расскажите о своих требованиях к сварочному оборудованию для полимеров.
Сварка и соединение труб из ПНД
Сварка труб из ПНД— это процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом. Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе стыковой сварки, сварки муфт, седловой сварки или электросварки.
Стыковая сварка
При стыковой сварке или сварке плавлением используются нагревательные пластины на прямоугольных концах соединяемых труб из ПНД.По истечении указанного времени нагревательная пластина снимается; кусочки складываются и охлаждаются под давлением. Стыковой сваркой можно соединить 2 трубы или трубу с фитингом.
Максимальное время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0,20–0,36 дюйма | 8 секунд |
| > 0,3–0,55 дюйма | 10 секунд |
| > 0,55 ”- 1.18 ” | 15 секунд |
| > 1,18–2,5 дюйма | 20 секунд |
| > 2,5–4,5 дюйма | 25 секунд |
Размер расплава
| Толщина стенки трубы | Размер валика расплава |
|---|---|
| ≤ 0,15 дюйма | 1/32 дюйма — 1/16 дюйма |
| 0,15–0,30 дюйма | 1/16 ” |
| 0.30–0,75 дюйма | 1/8 дюйма — 3/16 дюйма |
| 0,75–1,15 дюйма | 3/16 дюйма — 1/4 дюйма |
| > 1,15–1,60 дюйма | 1/4 дюйма — 5/16 дюйма |
| 1,60–2,20 дюйма | 5/16 дюйма — 7/16 дюйма |
| 2,20–3,00 дюйма и больше | 7/16 дюйма — 9/16 дюйма |
Разъем Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины.Этим покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно это для труб диаметром менее 4 дюймов.
Время нагрева / охлаждения Socket Fusion — сплавлен с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 7-8 сек | 30 сек |
| 3/4 дюйма CTS | 5-6 сек | 30 сек |
| 1 ”CTS | 9-10 сек | 30 сек |
| ½ ”IPS | 5-6 сек | 30 сек |
| ¾ ”IPS | 8-10 сек | 30 сек |
| 1 дюйм IPS | 10-12 сек | 30 сек |
| 1-1 / 4 дюйма IPS | 12-14 сек | 45 секунд |
| 1-1 / 2 ”IPS | 12-14 сек | 45 секунд |
| 2 дюйма IPS | 16-20 сек | 45 секунд |
| 3 дюйма IPS | 20-25 сек | 60 сек |
| 4 дюйма IPS | 25-30 сек | 60 секунд |
Время нагрева / охлаждения Socket Fusion — сплавлен с HDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 ”CTS | 8-10 сек | 30 сек |
| 3/4 дюйма CTS | 10-12 сек | 30 сек |
| 1 ”CTS | 12-14 сек | 30 сек |
| ½ ”IPS | 8-10 сек | 30 сек |
| ¾ ”IPS | 12-14 сек | 30 сек |
| 1 дюйм IPS | 14-16 сек | 30 сек |
| 1-1 / 4 дюйма IPS | 18-20 сек | 60 сек |
| 1-1 / 2 ”IPS | 18-20 сек | 60 сек |
| 2 дюйма IPS | 20-26 сек | 60 секунд |
| 3 дюйма IPS | 25-30 сек | 75 сек |
| 4 дюйма IPS | 30-35 сек | 75 сек |
Седло Fusion
Sidewall или Saddle Fusion аналогичен Socket Fusion, но используется для присоединения перпендикулярного фитинга к поверхности трубы.Затем фитинг трубопровода находится под давлением.
Время нагрева и охлаждения
| Размер трубы / тонкость> | Макс. Время нагрева | Мин. Время охлаждения |
|---|---|---|
| 1-1 / 4 ”IPS | Рисунок расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 5 мин. + 30 мин. |
| 2 дюйма IPS | Рисунок расплава 1/16 дюйма на основании фитинга. Не более 15 секунд при горячей врезке. | 10 мин + 30 мин / тд> |
| 3 ”IPS и больше | Рисунок расплава 1/16 дюйма на основании фитинга. | 10 мин. + 30 мин. |
Электросварка
Электросварка — соединяет трубы и фитинги с помощью специальных фитингов, в которые встроен резистивный провод, который обеспечивает плавление соединения. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и плавя внутреннюю часть фитинга и внешнюю часть стенки трубы.
Основы сварки ПНД
При соединении любых труб ПНД между собой или с фитингами важно помнить:
- Соответствующее обучение как по инструментам, так и по оборудованию, используемому при сварке труб из ПНД.
- Нагревательные пластины должны быть чистыми и исправными. Их следует нагреть до нужной температуры в зависимости от типа выполняемого шва.
- Стыковая сварка / сварка плавлением — 400 ° F — 450 ° F
- Socket Fusion: 490 ° F — 510 ° F
- Сращивание седла / боковины: 490 ° F — 510 ° F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- На трубах не должно быть недопустимых порезов, бороздок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное убежище, чтобы исключить проблемы из-за ветра и ненастной погоды.