Полуавтоматическая сварка под контроль для аттестации НАКС
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: сварка подконтрольных сварных соединений в реальных боевых условиях либо при аттестации НАКС
| Инженер-сварщик Евгений Евсин |
Здравствуйте, сегодня я расскажу, как происходит сварка подконтрольных сварных соединений в реальных боевых условиях либо при аттестации НАКС. В качестве примера, я покажу вам, как заварить металл толщиной 12 мм в вертикальном положении аппаратом SKYWAY 330 SYNERGIC, полуавтоматический способ сварки. Для того, чтобы начать, необходимо сначала сделать заготовки, я их нарезал на аппарате плазменной резки — 2 пластины.
Дальше необходимо сделать выводные планки, в дальнейшем, вы поймете, для чего они нужны.
Необходимо сделать также такие пластины против обратного выгиба.
И нужен такой шаблон для того, чтобы проверять зазоры, у меня это просто железяка толщиной 2 мм.
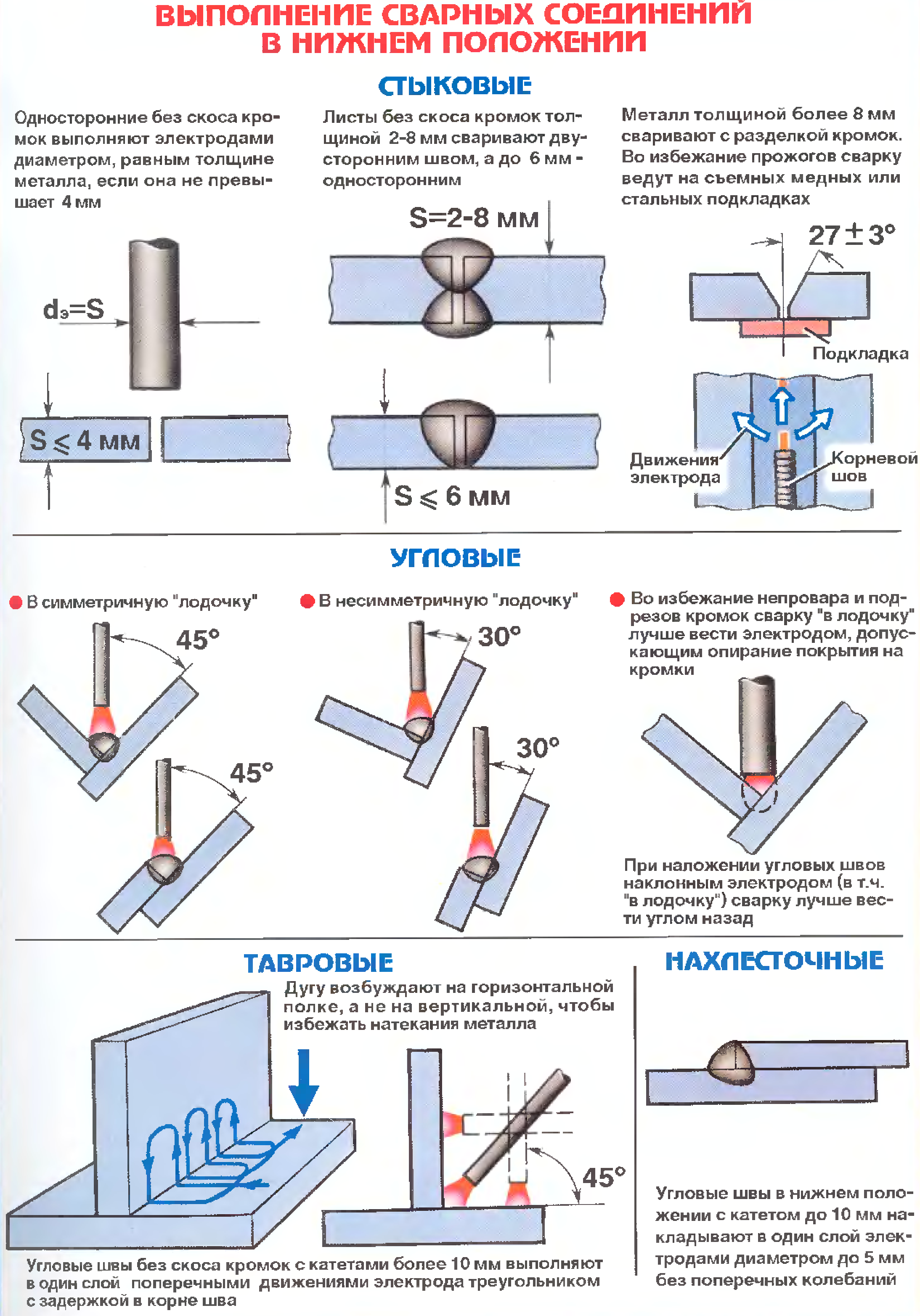
Прежде, чем приступить к делу, необходимо изучить ГОСТ «Сварные соединения», и из этого ГОСТа понять, какое соединение нам необходимо. В нашем случае это соединение С17, исходя из этого соединения мы и подготавливаем металл и собираем его. У меня он уже подготовлен, согласно ГОСТу, с заготовки снята фаска 30° градусов, сделано притупление, металл необходимо зачищать от границ сваривания не менее чем на 10 мм с обеих сторон. Далее, собственно говоря, сборка.
Собираем наши заготовки. Для правильной сборки я использую приспособления, в моем случае это магнит, чтобы не было смещений и правильно позиционировались детали в момент прихватки. Выставляем зазор, беру свой шаблон толщиной 2 мм. Такой нюанс — с одной стороны мы делаем строго 2 мм, а в том месте, где мы будем заканчивать сварку нужно сделать немножко больше, потому что металл в процессе сварки будет немного стягивать. Просто засовываем его между заготовок, получается зазор 2 мм. Ставлю пластину против обратного выгиба, она позиционирует и не дает металлу стягиваться. Прихватываю ее.
Просто засовываем его между заготовок, получается зазор 2 мм. Ставлю пластину против обратного выгиба, она позиционирует и не дает металлу стягиваться. Прихватываю ее.
Проверяем смещение сверху, оставляем зазор сверху немного больше, чем снизу на 1-2 десятки (2,2 мм), прихватываю вторую пластину.
После сборки и прихватки нужно проверить правильность, проверить смещение, например, тем же самым шаблоном (обычной ровной железякой) — смотрим, если есть смещение нужно подровнять.
В каждом случае есть свои приспособления, но я использую молоток. Все сделали.
Теперь нужно обварить, не сильно, так, чтобы потом легко можно было это отбить, т.к. далее нам это будет не нужно.
Теперь привариваем выводные планки. Выводные планки – это приспособления, на которых начинается и заканчивается сварка, потому, что в начале и в конце шва сложно получить качественные соединения. В дальнейшем эти планки просто обрезаются. Планка представляет из себя имитацию основного металла, т.е. на ней тоже снята фаска, она такой же толщины, тоже самое, только меньшие кусочки металла. Прихватываем.
Для того, чтобы усложнить задачу сварщика, проверить его умения – сварка производится в вертикальном положении. Для такой сварки необходимо настроить все соответствующие режимы на сварочном аппарате. Методом проб я выяснил оптимальное для себя режим на сварочном аппарате, в данном случае, для сварки толщиной 12 мм я настраиваю напряжение 17 Вольт, 3 м скорость подачи, корректировка по напряжению -5, индуктивность 0.
При выборе сварочных материалов я сделал выбор в пользу проволоки диаметром 1 мм. Такой выбор обусловлен тем, что данный диаметр проволоки дает оптимальное заполнение шва и оптимально настраивается режим для сварки. В качестве газовой защиты я выбрал газовую смесь, 82% Аргона + 18% углекислоты. Такой выбор максимально подходит для нашего случая. Для того, чтобы образец полностью прошел контроль, необходимо исключить вероятность возникновения водородных пор в сварном шве, для этого необходимо подогреть металл до 100-120 С.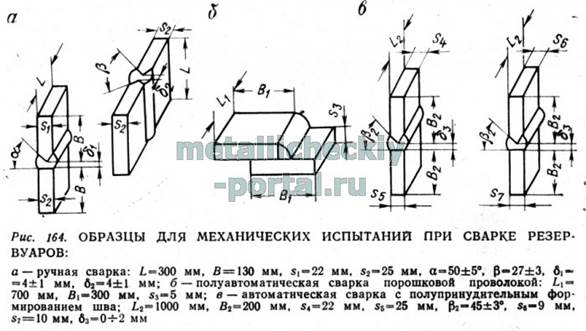 В реальных условиях это делается газокислородным резаком или пропановской горелкой. У меня этих приспособлений нет, я подогревать не буду, но вообще-то это обязательно.
В реальных условиях это делается газокислородным резаком или пропановской горелкой. У меня этих приспособлений нет, я подогревать не буду, но вообще-то это обязательно.
Перед началом работ необходимо убедиться, что вы находитесь в максимально удобном положении, чтобы в процессе сварки вам не пришлось отрывать дугу. Также обязательно, чтобы на аппарате был четырехтактный режим, иначе вы устанете держать постоянно на аппарате кнопку, если четырехтактного режима нету. В процессе сварки главное не торопиться, не забегать вперед, чтобы не прожечь корень шва, и чтобы получилось хорошее формирование с обратной стороны. Теперь необходимо первый проход зачистить, чтобы убрать так называемые карманы в формировании, которые могут впоследствии образовать дефект, зачищается это болгаркой.
Следующий проход называется заполняющий, он намного легче корневого и немного легче облицовочного. Заполняющих проход желательно также прочистить, как и корневой, но не обязательно с той же тщательностью.
Третий, заключительный проход – облицовочный, здесь главное не торопиться и следить, чтобы не образовывались подрезы по краям шва. Сварка закончена, теперь необходимо удалить все лишнее с образца – это срезать выводные планки и удалить планки, которые нам помогали, чтобы металл не увело, вычищаем.
После того, как все лишнее удалено, по требованию дефектоскопистов, возможно еще зачищать заподлицо и внешний валик из корня и наружной части. Но бывает, что в зависимости от дефектоскопии, нет необходимости это делать.
Вот конечный результат, который должен получиться:
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
Аттестация сварщиков, обучение сварщиков, курсы сварщиков
КУРСЫ СВАРЩИКОВ В МИНСКЕ
ОАО “Центроэнергомонтаж” приглашает пройти обучение по программам переподготовки или повышения квалификации (разряда) для электросварщиков:
- Ручной дуговой сварки (111 процесс)
- Аргонодуговой сварки (141 процесс)
- Полуавтоматической сварки (135 процесс)
Наша организация специализируется на сварке трубопроводов высокого давления, газопроводов, нефтепроводов, баков для хранения нефти, котлов, ответственных металлоконструкций из углеродистых, нержавеющих, жаропрочных сталей поднадзорных Госпромнадзору РБ, а также алюминиевых конструкций.
Наши преимущества:
- Сжатые сроки обучения
- Привлекательная цена
- Высококвалифицированные преподаватели с международным опытом сварочных работ в области энергетического строительства более 30 лет
- Выдача “Свидетельства о присвоении квалификационного разряда” государственного образца при успешном прохождении обучения
- В стоимость обучения включена аттестация на допуск к сварке объектов поднадзорных Госпромнадзору РБ с выдачей аттестационного удостоверения по результатам квалификационного экзамена
- Максимум практики
- Индивидуальные занятия
- Полностью укомплектованная материально-техническая база для проведения занятий, включая профессиональное немецкое сварочное оборудование и качественные сварочные материалы
Дополнительная информация:
График обучения: рабочие дни с 8.15 до 17.00
Обучение проходит на производственной базе нашего предприятия по адресу: г. Минск, Велосипедный переулок, 7.
Записаться на обучение вы можете по телефонам:
+375-29-1838892
+375-29-1416179
+375-17-2984815
или написав нам на e-mail: [email protected]
«Учат многие, а научат в ЦЭМе»
ТЕМАТИЧЕСКИЙ УЧЕБНЫЙ ПЛАН ОБУЧЕНИЯ РАБОЧИХ ПО ПРОФЕССИИ ЭЛЕКТРОСВАРЩИК
ТЕОРЕТИЧЕСКАЯ ПОДГОТОВКА
| № п/п | Циклы и предметы (темы) |
| 1. | Введение |
| 2. | Свариваемые материалы |
| 3. | Основы электротехники |
| 4. | Сварочные материалы |
| 5. | Электросварочное оборудование. Вспомогательное оборудование и инструмент |
| 6. | Тепловые процессы, деформации и напряжения при сварке |
| 7. | Технология ручной дуговой сварки |
| 8. | Дефекты и контроль качества сварных соединений |
9. | Руководящие материалы и техническая документация по сварке |
| 10. | Охрана труда, электробезопасность и пожарная безопасность |
| 11 | Консультации |
| 12 | Самоподготовка |
ПРАКТИЧЕСКАЯ ПОДГОТОВКА
№ п/п | Циклы и предметы(темы) | Количествосварочных образцов |
| 1. | Вводное занятие | — |
| 2. | Сварочное оборудование и материалы | — |
| 3. | Выявление производственных навыков сварщиков | 1 образец |
| 4. | Сварка металлоконструкций | 30 образцов |
| 5 | Сварка элементов трубопроводов, зачистка, осмотр и клеймение сварных соединений | 27 образцов |
| 6. | Квалификационные испытания Сварка образцов/ теоретический экзамен | 2 образца |
* 1 образец пластина 300х300х8(10) (мм)
либо труба 219х6 (мм)
Аттестация технологии сварки
Настоящая статья устанавливает основные положения по организации проведения аттестации технологий сварки на предприятии (заводе — изготовителе).
Нормативные документы:
- РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
- РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
- ПБ-03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
- ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
- ПН АЭ Г-7-008-89 Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок.

- ПН АЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения
- ПН АЭ Г-7-010-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Правила контроля
- EN 1S0 15614-1:2004 Требования и процедура признания технологии сварки металлов — испытание технологии сварки. Часть 1: Дуговая и газовая сварка сталей и дуговая сварка никеля и его сплавов
- ЕN 1S0 13445-4:2002 Резервуары под давлением без огневого подвода теплоты. Часть 4: Изготовление
- АSМЕ вес. IX котлы и сосуды высокого давления международный код. Стандарт для аттестации технологий сварки и пайки, сварщиков, паяльщиков и сварщиков-операторов и паяльщиков-операторов.

Общие положения при аттестации технологии сварки
1. Выпускаемое предприятием оборудование должно изготавливаться с применением аттестованных технологий сварки.
2. Целью проведения аттестации технологий сварки является обеспечение завода-изготовителя аттестованными технологиями сварки, допускаемыми к применению при изготовлении, ремонте или реконструкции технических устройств и сооружений, относящихся к опасным производственным объектам, а также при изготовлении турбинного оборудования.
3. Основанием для проведения аттестации технологии сварки являются требования Правил Ростехнадзора РД 03-615, Правил Госатомнадзора ПН АЭ Г -7-010, зарубежных норм и правил, установленных в договорах (контрактах) на изготовление продукции, а также необходимость внедрения новых сварочных технологий.
4. Технологии сварки, применяемые при изготовлении оборудования для атомных энергетических установок и относящиеся к группам А, В, С по ПН АЭ Г 7-008, должны быть аттестованы по правилам ПН АЭ Г 7-010.
5. Технологии сварки, применяемые при изготовлении технических устройств и оборудования, относящихся к опасным производственным объектам согласно Правил и Норм Ростехнадзора РФ, должны быть аттестованы согласно РД 03-615. Аттестация технологий сварки по Правилам РД 03-615 выполняется независимыми аттестационными центрами на основании договора между заводом-изготовителем и АЦ.
Аттестация технологий сварки по Правилам РД 03-615 выполняется независимыми аттестационными центрами на основании договора между заводом-изготовителем и АЦ.
6. Технологии сварки, применяемые при изготовлении оборудования для зарубежных Заказчиков, должны быть аттестованы согласно международным Правилам и Нормам (АSЕ 8ес. IX, ЕN ISO 15614-1 и др.). В зависимости от требований к продукции предприятия, аттестация технологии сварки и ее признание может выполняться заводом-изготовителем (при наличии аттестационной комиссии) или независимым зарубежным АЦ на основании договора (контракта) между заводом-изготовителем и АЦ.
7. Новые технологии сварки, разрабатываемые для применения при изготовлении технических устройств и турбинного оборудования, должны быть аттестованы согласно ПН АЭ Г 7-010, РД 03-615 или международным Правилам и Нормам с привлечением при необходимости Головной материаловедческой организации, научно-исследовательских институтов, АЦ в рамках договоров (контрактов).
Организация проведения работ по аттестации технологии сварки Конструкторское бюро (КБ) завода- изготовителя, сообщают в Отдел Сварочных Работ или лабораторию сварочных работ о начале проектирования надзорного оборудования, перечень нормативных документов, по которым будет проектироваться и изготавливаться оборудование, а также аналоги проектируемого оборудования, ранее изготовленного на предприятии. По окончанию проектирования КБ высылает в Отдел Сварочных Работ дополнительный комплект чертежей. Чертежи на оборудование должны быть согласованы с заводскими службами, а при необходимости со сторонними организациями.
Отдел Сварочных Работ или лаборатория сварочных работ после получения конструкторской документации разрабатывает:
- программу аттестации технологий сварки или техническое задание на проведение аттестации технологии сварки;
- WPS (технологическая карта на сварку / Welding Procedure Specification)
- график проведения аттестации технологий сварки;
- сметную калькуляцию, включающую затраты на основные, сварочные, и вспомогательные материалы, затраты цехов, при необходимости — расходы на услуги сторонних организаций.

- сводные ведомости материалов для закупки основных, сварочных и вспомогательных материалов, передает их в Управление закупок завода-изготовителя;
- межцеховые наряды на выполнение заготовительных и сварочных работ, включаемые в месячные планы цехов, проведения аттестации технологии сварки;
- при необходимости, заключает договор (контракт) со сторонней организацией на проведение работ по аттестации технологий сварки.
Цеха завода-изготовителя выполняют работы по производственной аттестации технологий сварки — изготавливают контрольные сварные соединения (КСС):
- при проведение аттестации технологий сварки без привлечения сторонних организаций сварка КСС выполняется под контролем и в присутствии специалистов ОГС;
- при проведение аттестации технологий сварки, с привлечение сторонних организаций, сварка КСС проходит под контролем и в присутствии специалистов Отдела Сварочных Работ или лаборатории сварочных работ и инспектора сторонней организации.
Центральная заводская лаборатория и Лаборатория неразрушающих методов контроля выполняют неразрушающий и разрушающий контроль КСС. Результаты контроля и испытаний передаются в ОГС. Разрушающие контроли, при проведении аттестации технологий сварки с привлечением сторонней организации, проводятся в присутствии инспектора сторонней организации.
Отдел Сварочных Работ или лаборатория сварочных работ комплектует документы по аттестации технологии сварки (сертификаты на основные и сварочные материалы, программу аттестации технологии сварки, отчет по аттестации технологии сварки, протоколы сварки испытательного образца, технологические процессы на изготовление КСС и др.), направляет документы на рассмотрение и согласование в Ростехнадзор, заказчику и в др. организации.
При получении положительных результатов рассмотрения и согласовании документов, технология сварки разрешается к применению при изготовлении оборудования на заводе изготовителе.
Карта сайта
ОАО “Газпром” — 2 чел. ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
Статус: добавлено (3 сентября 2013) Статус: принято (13 сентября 2013)ЗАО “Энергия” — 1 человек, СК п.1
Статус: добавлено (3 сентября 2013) Статус: отклонено (3 сентября 2013)ЗАО “Газпром” — 10 чел. СК п.1
Статус: добавлено (3 сентября 2013)ОАО “Газпром” — 2 чел. ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
Статус: добавлено (3 сентября 2013) Статус: принято (13 сентября 2013) ЗАО “Энергия” — 1 человек, СК п. 1
1
ЗАО “Газпром” — 10 чел. СК п.1
Статус: добавлено (3 сентября 2013)МАГАЗИН ТКАНИ МАКАЛДЖОН: КОНТРОЛЬ КАЧЕСТВА
MacAljon, Inc. Система контроля качества включает в себя опытную команду, имеющую в среднем более 20 лет опыта. Наша команда по качеству имеет объединенную базу знаний о Кодексах и методах контроля, таких как:
- ASME Section I, II, V, VIII Div. 1 и 2, IX. ASME B31.1, B31.3, B31.4, B31.5, B31.8, STS-1
- B30.2, B30.4, B30.5, B30.7, B30.9, B30.10, B30.11, B30.16, B30.17, B30.20, B30.21, B30.26
- CSA W59
- AWS D1.1, D1.2, D1.4, D1.6, D10.10
- AWWA
- API 510, 570, 573, 620, 650, 653, 660, 1104, 1107
- UL-142
- NACE
- SSPC
Сертификаты и аккредитации:
- Сертификаты авторизации ASME U и S
- NBIC NB и R Сертификаты авторизации
- ISO 9001-2015
- Сертификат штата Джорджия на право выполнения установки, технического обслуживания и обслуживания котлов I, II и III классов.
- (CWB) Сертификат Канадского сварочного бюро на соответствие CSA W47.1
Контроль качества
- Сертифицированные инспекторы по сварке
- согласно AWS
- Конструкционная сталь ICC Контроль высокопрочных болтовых соединений
- ACCP и ASNT SNT-TC-1A сертифицированные технические специалисты уровня I, II и III в UT, MT, PT и VT
- Ультразвуковой контроль (UT) — ультразвуковые дефектоскопы Mach II и Kraut Kramer — поперечная волна и прямой луч. Ультразвуковой контроль толщины.
- Испытание магнитными частицами (MT) — ярмо переменного / постоянного тока и мобильная установка Magnaflux 6000 А MT
- Тест на проникновение красителя (PT) Видимый и флуоресцентный
- УФ-черный свет — Magnaflux ZB-100F blacklight
- Extech Foot Candle / Lux Light Meter для проверки силы света инспекционного оборудования
- Люксметр Spectroline XRP-3000
- Визуальный осмотр (VT) ASNT SNT-TC-1A и CWI
- Положительная идентификация материала (Niton 800 и 980 Gold PMI-XRF)
- Тестирование феррита — метод магнитной индукции Fischer Feritscope FMP30 с охватом эталонных стандартов.От 3% до 80%
- Сертифицированные супервайзеры по сварке CWB
 Ультразвуковой контроль толщины.
Ультразвуковой контроль толщины.
Контроль покрытия
- Цифровой психрометр
- Elektro-Physik — Магнитный манометр
- PosiTest DFT — Электронный толщиномер покрытия
- Extech — Цифровой психрометр
- Press-O-Film и подпружиненный микрометр Mitutoyo
- Гребни для влажной пленки
- Измеритель ветра Kestrel 3000
Разное
- Токоизмерительные клещи Extech AC / DC True RMS с контактными датчиками температуры
- Приборы контроля продувочных газов
- Оборудование для экологического мониторинга погоды
- Mitutoyo ID, OD и суппорты
Пункты калибровки и поверки
- Гранитные блоки, измерительные блоки, стандарты толщины покрытий и другие стандарты калибровки, отслеживаемые NIST.
- Промышленное производство Оборудование для отгиба сварочного купона
Сварка
- Наши методы сварки включают:
- Аппарат для дуговой сварки под флюсом — манипуляторы и направляющие
- Полуавтоматическая сварка сердечником (FCAW)
- Сварочный аппарат MIG (GMAW) и полуавтомат, включая системы Bug-O-Track и BorTech
- Орбитальная, машинная и ручная сварка TIG (GTAW), а также GTAW с порошковой проволокой для нержавеющей стали
- Сварка стержневым электродом (SMAW)
- Наплавка для дуговой сварки плазменным переносом (PTA)
- Распылительные покрытия HVOF (высокоскоростное кислородное топливо)
- Оборудование для термообработки (форма электрического сопротивления) Локальное снятие напряжений и нормализация
Процедуры сварки Включая, но не ограничиваясь:
- Углеродистая сталь
- Углеродистая сталь к разнородным материалам
- Хром
- Нержавеющая сталь 300 и 400
- 300 Порошковая сварка GTAW из нержавеющей стали для сварки, где продувочный газ нецелесообразен или изделие невозможно продуть
- 300 и 400 для разнородных материалов
- AL6XN
- AL6XN для разнородных материалов
- Duplex — Lean, Super и Super Duplex процедуры имеют ударную вязкость по Шарпи при -40 F и дополнительное тестирование согласно ASTM A923 Method C ниже 10 ммd и процентное содержание феррита согласно ASTM E562, отвечающее минимальным требованиям от 35% до 60%.
- Двусторонняя печать на разнородные материалы
- Хастеллойс ™, никель, медно-никель, инконелс ™, монель
- Hastelloys ™ на разнородный материал
- Никель к разнородным материалам
- Никель медь — разнородный материал
- Монель к разнородным материалам
- 7-Mo PLUS ™
- 254SMO ™
- Титан в титан (вне камеры)
- И другие процессы и материалы, включая коррозионные и твердосплавные покрытия

Требования к курсу по сварке и соединению — Колледж Восточного Вайоминга
Сварщики — квалифицированные люди, которые любят работать руками.Сварщик может найти работу практически в любом месте, от самого маленького магазина на улице до крупнейшего промышленного комплекса в наших крупных городах. Сварка широко используется во всех производимых товарах для изготовления автомобилей, грузовиков, автобусов, поездов, кораблей, самолетов, космических транспортных средств, сельскохозяйственных орудий и ювелирных изделий.
Сварщик-дипломник может сваривать черные и цветные металлы во всех положениях, а также работать с ножницами, сверлами и электроинструментами. Сварщик компетентен в раскладке, резке и формовке металлов, а также в определении используемых электродов и присадочного металла.Они должны уметь работать по чертежам и письменным процедурам, а также знать символы сварки. Программа сварки в колледже Восточного Вайоминга сосредоточена в Здании механических искусств и максимально приближена к промышленности. Каждому студенту дается сварочный аппарат, стол и позиционер. В учебную программу входит обсуждение правил техники безопасности и правил, а также безопасное использование оборудования.
Цели программы — дать возможность студенту соответствовать требованиям начального уровня для трудоустройства, создать основу для дальнейшего обучения и для непрерывного обучения профессиям металлообработки.Студенты будут изучать как теорию, так и практику дуговой сварки защищенным металлом, кислородно-ацетиленовой сварки, газовой дуговой сварки вольфрамом, газовой дуговой сварки металлическим электродом и дуговой сварки порошковой проволокой. Изучены технические аспекты вышеуказанных процессов с упором на сварку пластин и труб из низкоуглеродистой, нержавеющей стали и алюминия. В каждой области предусмотрены плоские, горизонтальные, вертикальные и потолочные положения. Теория и практика механической и ручной резки кислородно-ацетиленовой и воздушно-угольной дугой и строжки, проектирование стыков, подготовка и компоновка листа и трубы также включены в программу.
Изучены технические аспекты вышеуказанных процессов с упором на сварку пластин и труб из низкоуглеродистой, нержавеющей стали и алюминия. В каждой области предусмотрены плоские, горизонтальные, вертикальные и потолочные положения. Теория и практика механической и ручной резки кислородно-ацетиленовой и воздушно-угольной дугой и строжки, проектирование стыков, подготовка и компоновка листа и трубы также включены в программу.
Студенты должны будут пройти квалификацию по каждому из процессов, перечисленных выше. Готовые образцы будут исследованы и испытаны в испытательной лаборатории с использованием одного или нескольких из следующих методов испытаний: пенетрант красителя, макроэлемент, управляемый изгиб и испытание на растяжение. Все испытания будут проводиться в соответствии с Кодексом D1.1 Американского общества сварщиков по сварке конструкций; Американское общество инженеров-механиков, Раздел IX Кодекса по котлам и сосудам высокого давления; и Стандарт Американского института нефти на сварку трубопроводов.Колледж Восточного Вайоминга является аккредитованным центром тестирования AWS.
Год первокурсника — осенний семестр
| Класс | Кредитные часы |
|---|---|
| WELD 1700 — Общие сварочные работы | 3 |
| WELD 1755 — Дуговая сварка защищенного металла | 5 |
| WELD 1773 — Газовая дуговая сварка металла | 2 |
| WELD 2670 — Сварочная инспекция | 3 |
| Фонды первокурсников | 1 |
| Всего кредитных часов: | 14 |
год первокурсника — весенний семестр
| Класс | Кредитные часы |
|---|---|
| ENTK-2501- Знакомство с компьютерным черчением I | 1 |
| Или | |
| ENTK 1510 — Чертеж I | 1 |
| МЧТ 1500 — Механический цех | 2 |
| WELD 1650 — Версия для печати: символы сварки | 3 |
| WELD 1760 — Усовершенствованная дуговая сварка защищенного металла | 4 |
| WELD 1772 — Дуговая сварка сердечником | 2 |
| WELD 2680 — Сварка и металлургия | 3 |
| Всего кредитных часов: | 15 |
Год второкурсника — осенний семестр
| Класс | Кредитные часы |
|---|---|
| MATH 1515 — Прикладная техническая математика | 3 |
POLS 1050 — Основы в U. Правительство С. и Вайоминг, Правительство С. и Вайоминг, | 2 |
| WELD 1780 — Пластина для газо-вольфрамовой дуговой сварки | 3 |
| WELD 2500 — Сварка конструкций | 5 |
| Связь 1 | 3 |
| Всего кредитных часов | 16 |
Год второкурсника — весенний семестр
| Класс | Кредитные часы |
|---|---|
| MCHT 1610 — Технология станков I | 2 |
| WELD 2510 — Сварка труб I | 4 |
| WELD 2520 — Сварка труб II | 5 |
| WELD 2645 — SMAW и GTAW | 2 |
| WELD 2790 — Полуавтомат для сварки труб | 2 |
| Оценка результатов: | |
| Экзамен на национальную компетентность (включен в WELD 2520) | 0 |
| Всего кредитных часов: | 15 |
Образцы резюме сертифицированного сварщика | QwikResume
Сертифицированный сварщик Резюме
Цель: Приобрести эффективные навыки, опыт и знания, связанные с сертифицированной сваркой, и продолжить успешное продвижение по карьерной лестнице.Знает о механизмах, связанных с фрезерованием, нарезанием резьбы, формованием, сверлильными станками и т. Д.
Навыки: Сварка, опыт работы с вилочным погрузчиком, никогда официально не сертифицирован.
Описание:
- Использовал соответствующие сварочные инструменты для выполнения различных задач, таких как увеличение или уменьшение размеров металлических предметов, заполнение зазоров или отверстий, исправление шероховатых или поврежденных деталей Слесарь-сварщик на Bolster Jig.
- Прочтите чертежи и выполните проект, убедившись, что все компоненты и детали находятся на месте и готовы.
- Тесно сотрудничал с инженерами, чтобы убедиться в правильности проекта и любых изменениях, которые необходимо внести.
- Проверил все линии резака на предмет возможных проблем.
- Отвечает за подачу и подъем резервуара краном, установку резервуара в соответствии с чертежом и закрепление.
- Обрежьте головную скобу так, чтобы она поместилась между подушкой головки бака и уплотнительным кольцом, оставив зазор не более 1/16 дюйма.
- Чистка и уход за металлическими деталями с помощью различных инструментов, а именно переносной шлифовальной машины, металлической щетки и т. Д., и важные процедуры, такие как химическая ванна. Выполняли другие обязанности, включая включение источника питания, предварительный нагрев используемых металлов и т. д.

опыта
2-5 лет
Уровень
Младший
Образование
Диплом
Сертифицированный сварщик III Резюме
Цель: Более двадцати лет опыта в техническом обслуживании. Поиск организации, отрасли или объекта, которые могут предложить безопасность, льготы и пенсионный пакет, а также организацию.
Навыки: Сертифицированный сварщик, Mig, Inner Shield, ARC.
Описание:
- Используемое защитное оборудование и безопасные рабочие привычки.
- Сваривайте компоненты в горизонтальном, вертикальном или потолочном положениях.
- Получите необходимые конфигурации и положения для сварки.
- Обнаружил сбои в работе оборудования или дефект материалов и уведомил супервайзеров.
- Управляемое ручное или полуавтоматическое сварочное оборудование для сварки металлических сегментов.
- Используемые процессы, такие как газовая вольфрамовая дуга, газовая металлическая дуга, порошковая дуга, плазменная дуга, дуга в экранированном металлическом корпусе, контактная сварка и сварка под флюсом.
- Контролирует процессы подгонки, обжига и сварки, чтобы избежать перегрева деталей или деформации, усадки, деформации или расширения материала.
- Проверяют детали на наличие дефектов и измеряют детали с помощью линейок или шаблонов, чтобы убедиться в соответствии спецификациям.
- Распознаваемый, настраиваемый и управляемый ручной и электроинструмент, общий для сварочной отрасли, такой как оборудование для дуговой сварки в среде защитного металла и металлической дугой.

опыта
2-5 лет
Уровень
Младший
Образование
Сертифицированный сварщик
Сертифицированный сварщик II Резюме
Цель: Сертифицированный сварщик, обладающий обширными знаниями в области MIG, сварки штангой, сварки конструкций, работы кранов и изготовления металла, чтения и интерпретации чертежей, чертежей и диаграмм, работы с тяжелым оборудованием, наблюдения за бригадами и соблюдение надлежащих стандартов безопасности.
Навыки: Сварка, покраска.
Описание:
- Осуществляемые повседневные операции по эксплуатации оборудования и техники.
- Детали сплавлены вместе, герметизированы точки натяжения и добавлен металл для сборки деталей.
- Направленное и направленное пламя и электроды на и поперек заготовок для выпрямления, изгиба, плавления и наращивания металла.
- Выбранная, размещенная и закрепленная горелка, режущие наконечники и сварочный стержень в зависимости от типа, толщины, площади и желаемой температуры металла.
- Зажигается горелка и регулируется поток газа и воздуха для получения желаемой температуры, размера и цвета пламени.
- Заполнение пустот и исправление дефектов в свинцовых деталях, а также выбивание выпуклостей и изгибов в металлических деталях.
- Проверенные детали на наличие дефектов и измерения деталей с помощью линейки и шаблона для обеспечения соответствия спецификациям.
- Подключил шланги от горелки к резервуарам с кислородом и топливным газом и повернул клапаны для выпуска смеси.
опыта
2-5 лет
Уровень
Младший
Образование
Профессиональное
Сертифицированный сварщик Резюме
Цель: Изготовленные стальные конструкции, от начала до конца. Полное изготовление и сборка транспортных прицепов. Для получения сертификата подмастерья при работе с электропроводкой в жилых и коммерческих помещениях требуется восемь лет обучения.
Полное изготовление и сборка транспортных прицепов. Для получения сертификата подмастерья при работе с электропроводкой в жилых и коммерческих помещениях требуется восемь лет обучения.
Навыки: Охранник, сварщик, опыт работы на вилочном погрузчике, официально не сертифицирован.
Описание:
- Подъемное оборудование или оснастка в сборе, например тросы, шкивы или крюки, для перемещения тяжелого оборудования или материалов.
- Прикрепите выровненные болтами конструкционные стальные элементы к месту для постоянной заклепки, болтового соединения или сварки на месте.
- Соединение колонн, балок и балок болтами в соответствии с чертежами и инструкциями руководителей.
- Разрезайте, согните или сварите стальные детали, используя ножницы по металлу, горелки или сварочное оборудование.
- Выколотые штифты через отверстия под заклепки для совмещения отверстий под заклепки в конструкционных стальных элементах с соответствующими отверстиями в ранее размещенных элементах.
- Металлические или сборные железобетонные компоненты для конструкций, таких как здания, мосты, плотины, башни, резервуары для хранения, заборы или ограждения шоссе.
- Изготовленные металлические детали, такие как стальные рамы, колонны, балки или балки, в соответствии с чертежами или инструкциями руководителей.
опыта
2-5 лет
Уровень
Младший
Образование
Диплом
Сертифицированный сварщик / слесарь Резюме
Цель: Отвечает за сборку и / или чистовую сварку стальных конструкционных балок весом от 50 до 10 000 фунтов.Лицо должно будет соблюдать допуски в рамках Руководства по сварке конструкций, используя квадратную рулетку.
Навыки: Сварщик, техник, оператор.
Описание:
- Прочтите спецификации или чертежи, чтобы определить расположение, количество или размеры требуемых материалов.
- Подтвержденное вертикальное и горизонтальное выравнивание конструкционных стальных элементов с использованием отвеса, лазерного оборудования, проходов или уровней.
- Соединение колонн, балок и балок болтами в соответствии с чертежами и инструкциями руководителей.
- Поднял стальные балки, балки и колонны на место с помощью кранов или сигнальных операторов подъемного оборудования для подъема и позиционирования стальных конструкционных элементов.
- Прикрепите выровненные болтами конструкционные стальные элементы к месту для постоянной заклепки, болтового соединения или сварки на месте.
- Изготовленные металлические детали, такие как стальные рамы, колонны, балки или балки, в соответствии с чертежами или инструкциями руководителей.

опыта
2-5 лет
Уровень
Представительский
Образование
GED
Асс.Сертифицированный сварщик Резюме
Заголовок: Получить и сохранить должность в организации, которая позволит использовать приобретенные навыки сварщика труб, лодочника и управления, а также приобрести новые и сложные.
Навыки: Очень целеустремленная, сильное военное руководство, решение проблем, многозадачность, обслуживание клиентов, компьютеры.
Описание:
- Соединяет, изготавливает и ремонтирует металлические и другие свариваемые материалы, применяя соответствующие методы сварки.
- Интерпретирует чертежи, спецификации, диаграммы или схемы для определения подходящего процесса сварки.
- Проверяет готовые сварные швы для определения структурной прочности.
- Управляет защитным оборудованием и использует безопасные рабочие привычки.
- Сваривайте компоненты в горизонтальном, вертикальном или потолочном положениях.
- Обнаруживает неисправную работу оборудования или дефектных материалов и уведомляет супервайзеров.
- Управляет ручным или полуавтоматическим сварочным оборудованием для плавления металлических сегментов с использованием таких процессов, как газовая вольфрамовая дуга, газовая металлическая дуга, порошковая дуга, плазменная дуга, экранированная металлическая дуга, контактная сварка и сварка под флюсом.
- Удаляет неровности на деталях с помощью переносных шлифовальных машин, ручных напильников или скребков.

опыта
5-7 лет
Уровень
Представительский
Образование
Техник
Сертифицированный сварщик / техник Резюме
Цель: Анализировать данные контроля для выявления основных причин дефектов сварных швов и работать с инженерами и экспертами по сварке, чтобы определить передовые методы для уменьшения количества дефектов.
Навыки: Сварщик, опыт работы с вилочным погрузчиком, официально не сертифицирован.
Описание:
- Отвечает за управление строительством и персонал для обеспечения качественного монтажа для своих заданий.
- Ознакомьтесь с чертежами и спецификациями, чтобы определить объем работ: расположение, количество и размеры требуемых материалов.
- Выявленные риски для безопасности и меры предосторожности, необходимые для их устранения.
- Подготовлены, изготовлены, установлены и подогнаны трубы в соответствии со спецификациями.
- Установлены клапаны, ангары, опоры, фланцы внутри системы трубопроводов в соответствии с планами и применимыми спецификациями.
- Выполнены все необходимые проекты досрочно.
- Компоненты, собранные в соответствии со спецификацией чертежа, с использованием сварочного аппарата MIG / кислородно-ацетиленовой горелки.
- Сборка и сварка локомотивов Сертифицированный сварщик систем пневмотормозов.
опыта
2-5 лет
Уровень
Представительский
Образование
Диплом
Сертифицированный сварщик / механик Резюме
Заголовок: Ищу работу в прогрессивной организации, где будут оспариваться навыки и знания, предлагая возможность построить долгую карьеру в компании.
Навыки: Сварка, сварка алюминия, мостовой кран, горелка, плазменный резак, изготовление.
Описание:
- Произведена качественная производственная сварка грузовых автомобилей вручную и с помощью роботов.
- Внедрены таблицы методов оператора (OMS) для новых сотрудников и переходов отделов.
- Создан анализ безопасности труда для предупреждения операторов о потенциальных опасностях.
- Разработано комплексное производственное техническое обслуживание, чтобы предоставить операторам технического обслуживания документацию для минимизации времени простоя.
- Последовательно проверенный стандартный рабочий процесс для исключения процедур, не связанных с оценкой стоимости.
- Детали, предназначенные для облегчения работы в зоне сварных швов в тяжелых условиях.
- Руководил специальными проектами, контролируя других сотрудников.
опыта
5-7 лет
Уровень
Представительский
Образование
Механический
Сертифицированный сварщик / электрик Резюме
Резюме: Профессиональный профессионал с более чем пятнадцатилетним опытом помощи предприятиям.Обширная работа в области производства, коммуникаций, устранения неполадок и планирования проектов.
Навыки: Stick, Fluxcore, Mig, Tig.
Описание:
- Прихваточные и сварные трубы для удовлетворения требований компании и клиентов.
- Поддержка руководителя сварочного шва во время отпуска и больничных дней.
- Обучал новых сварщиков при приеме на работу в цех.
- Подходит для сварки MIG и TIG из нержавеющей стали, алюминия и низкоуглеродистой стали.
- Выполнял специальные проекты для компании, включая транспортные стеллажи и нестандартные детали для трубогибов.
- Работал с лидерами и менеджментом для обеспечения производства качественной продукции.
- Используется с несколькими электрическими и ручными инструментами для обеспечения надлежащей подгонки в соответствии с требованиями.
опыта
7-10 лет
Уровень
Менеджмент
Образование
Сертификация в компьютере
Ведущий сертифицированный сварщик Резюме
Цель: Привнести эффективные навыки, опыт и знания, связанные с сертифицированной сваркой, и продолжить успешное продвижение по карьерной лестнице.
Навыки: Сварка, опыт работы с вилочным погрузчиком, Официально не сертифицирован.
Описание:
- Использовал соответствующие сварочные инструменты для выполнения различных задач, таких как увеличение или уменьшение размеров металлических предметов, заполнение зазоров или отверстий, исправление шероховатых или поврежденных деталей Слесарь-сварщик на Bolster Jig.
- Вставьте тяговые уплотнения и перемычки в приспособление и приварите их.
- Прочтите чертежи и выполните проект, убедившись, что все компоненты и детали находятся на месте и готовы.
- Тесно сотрудничал с инженерами, чтобы убедиться в правильности проекта и любых изменениях, которые необходимо внести.
- Проверил все линии резака на предмет возможных проблем.
- Отвечает за подачу и подъем резервуара краном, установку резервуара в соответствии с чертежом и закрепление.
- Обрежьте головную скобу так, чтобы она поместилась между подушкой головки бака и уплотнительным кольцом, оставив зазор не более 1/16 дюйма.
опыта
2-5 лет
Уровень
Младший
Образование
Диплом
Требования к сварке в CT | Гудвин Колледж
Инновации.Точность. Техника. Это лишь некоторые из множества слов, которыми можно описать карьеру сварщика. Ежедневно профессиональные сварщики создают изделия завтрашнего дня. Они работают, используя сочетание техники, технологий и ловкости рук, чтобы превратить простые листы металла в важные детали и продукты, которые мы используем в повседневной жизни — автомобили, а также дороги и рельсы, по которым мы едем, лодки, здания и т. Д. мосты, медицинские приборы и компьютеризированные продукты, даже бытовая техника, такая как посудомоечная машина или кухонная раковина.
Д. мосты, медицинские приборы и компьютеризированные продукты, даже бытовая техника, такая как посудомоечная машина или кухонная раковина.
Нет сомнений в том, что сфера сварки всегда процветает. По всей стране сварщики могут ожидать открытия более 22 000 рабочих мест к 2026 году. Но как получить одну из этих рабочих мест и стать сварщиком? Какие требования к сварке вам необходимо выполнить, чтобы работодатели рассмотрели их сегодня?
Требования к образованию в области сварки
В большинстве штатов, включая Коннектикут, для сварщиков нет официальных требований к образованию. Бюро статистики труда сообщает, что аттестата об окончании средней школы или его эквивалента в сочетании с техническим обучением или производственным обучением достаточно, чтобы получить право на сварочную работу.Однако это самый минимум для должностей начального уровня. BLS продолжает объяснять, что «хотя многие работодатели готовы нанимать неопытных работников начального уровня и обучать их на работе, многие предпочитают нанимать работников, прошедших программы обучения или аттестации».
Возможно, вы сейчас здесь, просматривая объявления о вакансиях в Интернете в поисках отправной точки для начала своей карьеры сварщика. Возможно, вы обнаружили, что многие работодатели специально ищут кандидатов с месяцами или даже годами опыта работы в области сварки.И, как и многие другие начинающие сварщики, вы можете подумать: Как я могу получить работу, не имея опыта работы? Если меня никто не возьмет на работу, как я смогу получить необходимый мне опыт? Что, если я пойду в специализированную сварочную школу — это считается?
Многие места и люди не говорят вам, что да, образование — это опыта. И вам не нужно выполнять какие-либо безумные требования к сварке, чтобы попасть в хорошую программу. Все, что вам нужно, это аттестат об окончании средней школы или GED и готовность освоить канаты.В Goodwin College программа сварки является открытой записью с нулевыми списками ожидания, так что вы можете попасть в программу и получить работу как можно быстрее.
Сварочные школы, такие как Goodwin College, обычно предлагают программы сертификационного уровня, которые можно пройти всего за месяцев . Курсовая работа сочетает в себе техническую подготовку, обучение в классе и практический опыт, когда вы фактически будете работать с профессиональным сварочным оборудованием.Например, студенты-сварщики Гудвина учатся на самых современных машинах и ресурсах, включая плазменный стол с ЧПУ, сварочный аппарат виртуальной реальности и инновационный стол Bluco. Студенты также проходят курсы по технике безопасности при сварке, сварке, термической резке и различным типам дуговой сварки, чтобы дополнить свою базу знаний.
Если вы все еще учитесь в средней школе и изучаете требования к сварке, вы можете подумать о прохождении курсов по выбору в магазине, механического черчения и сварки (если таковые имеются), а также дополнительных курсов математики и естественных наук, таких как химия и физика.
Требования к сертификации сварки
Несмотря на то, что требований к сертификации в масштабах всей страны или штата не существует, некоторым работодателям и должностям потребуется профессиональная сертификация сварщиков. Например, сертифицированный инспектор по сварке обычно требует сертификации Американского общества сварки (AWS). Высокоразвитые отрасли, такие как аэрокосмическая и оборонная промышленность, также могут требовать от своих сотрудников подтверждения надлежащей квалификации. В целом сертификация сварщиков является добровольной и может быть проведена любым начинающим сварщиком, который хочет выделиться на рынке труда.Сертификация (и учетные данные сертифицированного сварщика) показывают, что у вас есть мастерство в этой области.
Имея сертификат технологии сварки от Goodwin College, студенты хорошо подготовлены к добровольной сертификации или трудоустройству начального уровня в области сварки.
Какие навыки необходимы, чтобы стать сварщиком?
С опытом и образованием приходят навыки. По мере прохождения программы обучения сварке и обучения у действующих профессионалов в области сварки вы начнете оттачивать очень специализированные навыки в этом производственном секторе.Вы узнаете все тонкости технического чертежа, спецификации чертежей, термической резки, газовой дуговой сварки, дуговой сварки флюсовым сердечником и многого другого.
По мере прохождения программы обучения сварке и обучения у действующих профессионалов в области сварки вы начнете оттачивать очень специализированные навыки в этом производственном секторе.Вы узнаете все тонкости технического чертежа, спецификации чертежей, термической резки, газовой дуговой сварки, дуговой сварки флюсовым сердечником и многого другого.
Помимо практических методов сварки, хорошая программа сварки также предоставит вам другие профессиональные навыки, которые работодатели ищут сегодня: эффективное общение, командная работа, устранение неполадок, решение проблем и многое другое. Фактически, более 90 процентов производителей Коннектикута называют решение проблем и критическое мышление одними из самых важных навыков, которыми должен обладать новый сотрудник.Однако большинство (70%) производственных компаний Коннектикута не обучают новых сотрудников навыкам.
Бюро статистики труда перечисляет самые востребованные навыки для сварщиков как:
- Внимание к деталям и точность работы
- Ловкость рук и хорошая зрительно-моторная координация
- Физическая выносливость для выполнения повторяющихся движений
- Физическая прочность, левое тяжелое металлическое оборудование и материалы
- Навыки пространственной ориентации для понимания и интерпретации чертежей или 2D- и 3D-диаграмм
- Технические навыки, такие как ручное и полуавтоматическое управление оборудованием
В конечном итоге требования к сварке будут варьироваться от работодателя к работодателю и от отрасли к отрасли.Однако можно с уверенностью сказать, что большинство современных производителей и организаций будут высоко ценить кандидата, вложившего время в их образование. Имея сертификат сварочного колледжа, вы будете иметь все необходимое, чтобы соответствовать требованиям сварщиков и не только. Посетите Goodwin College онлайн для получения дополнительной информации или позвоните нам по телефону 800-899-3282, чтобы начать.
Goodwin University — некоммерческое высшее учебное заведение, аккредитованное Комиссией высшего образования Новой Англии (NECHE), ранее известной как Ассоциация школ и колледжей Новой Англии (NEASC).Goodwin University был основан в 1999 году с целью обслуживания разнообразного студенческого населения с помощью программ на получение степени, ориентированных на карьеру, которые приводят к сильным результатам в сфере занятости.
СвязанныеОбъем рынка сварочного оборудования, доля
Объем мирового рынка сварочного оборудования составил 11,58 млрд долларов США в 2018 году и, по прогнозам, достигнет 18,79 млрд долларов США к 2026 году, демонстрируя среднегодовой темп роста 6,3% в течение прогнозируемого периода.
Мы находимся в процессе обновления рынка сварочного оборудования с учетом воздействия COVID-19.
Запросить образецСварочный аппарат обычно используется для изготовления двух или более материалов. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, строительство, тяжелое машиностроение, нефтегазовую промышленность и т.д. стимулирование роста рынка сварочного оборудования. Увеличение инвестиций в НИОКР по внедрению новых сварочных технологий приведет к увеличению спроса на продукцию.Например, в ноябре 2017 года Miller Electric объявила о запуске своего нового портативного решения для многопроцессорной сварки. Аппарат использует высокую частоту (ВЧ) при запуске, чтобы устранить проблемы, связанные с высокочастотными помехами во время сварки. Кроме того, оборудование позволяет операторам выполнять точную регулировку с помощью полностью цифровых элементов управления.
Запросите бесплатный образец , чтобы узнать больше об этом отчете.
Внедрение различных технологий, таких как дистанционное управление и роботизированный сварочный аппарат на базе искусственного интеллекта, упрощает сварочный процесс для операторов, отвечая требованиям производителей к качеству и производству.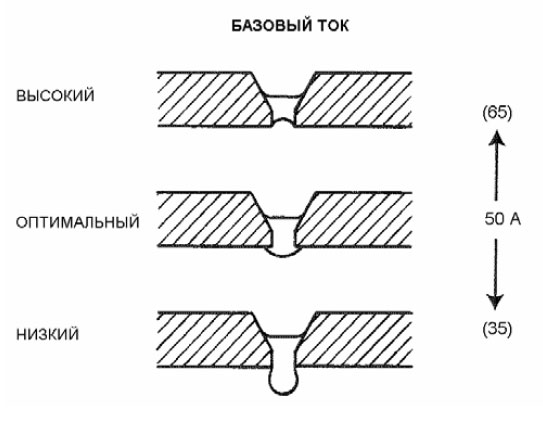 Это становится ключевым трендом на рынке сварочных аппаратов. Эта тенденция, вероятно, останется устойчивой, поскольку большое количество новых игроков заинтересованы в инвестировании в разработку автоматического сварочного оборудования. Ожидается, что все более широкое внедрение тяжелых и толстых металлических деталей с высокой прочностью на разрыв и их растущий спрос в строительстве, тяжелом машиностроении и автомобилестроении также будут стимулировать спрос на сварочное оборудование в течение прогнозируемого периода.
Это становится ключевым трендом на рынке сварочных аппаратов. Эта тенденция, вероятно, останется устойчивой, поскольку большое количество новых игроков заинтересованы в инвестировании в разработку автоматического сварочного оборудования. Ожидается, что все более широкое внедрение тяжелых и толстых металлических деталей с высокой прочностью на разрыв и их растущий спрос в строительстве, тяжелом машиностроении и автомобилестроении также будут стимулировать спрос на сварочное оборудование в течение прогнозируемого периода.
ДРАЙВЕРЫ РЫНКА
«Быстрый рост автомобильной промышленности за счет увеличения потребления транспортных средств в регионах»
Согласно исследованию, в 2018 году мировое производство составило 70 миллионов единиц, всего 77 миллионов единиц. продается по всему миру.Спрос на автомобильную технику из развивающихся стран, таких как Китай, Индия, Южная Корея, Япония, а также других европейских стран, быстро растет. По оценкам, продажи новых автомобилей вырастут на 30% в США, Европе и Китае, причем 55% продаж новых автомобилей в Европе, по прогнозам, будут полностью электрифицированы в течение прогнозируемого периода.
Несколько крупных игроков автомобильного рынка инвестируют в автомобильный сектор Индии в связи с ростом доходов среднего класса. Например, Hyundai планирует инвестировать в Индию 1 миллиард долларов к 2020 году, тогда как Mercedes Benz увеличил свои производственные мощности по производству автомобилей класса люкс до 20 000 единиц в год.Правительство Индии планирует создать центры исследований и разработок на сумму 388,5 млн долларов США, чтобы соответствовать международным автомобильным стандартам.
Часто используемые процедуры сварки, применяемые в автомобилестроении, широко известны как контактная точечная сварка, контактная сварка швом, ротационная сварка трением, лазерная сварка, сварка на средних частотах и многие другие. Сварочное оборудование играет жизненно важную роль в автомобильной промышленности, обеспечивая высокую прочность компонентов, что, в свою очередь, обеспечивает оптимальную безопасность.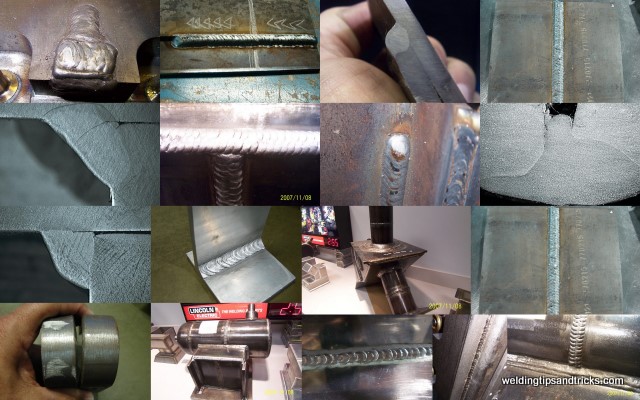 Следовательно, растущий рост автомобильной промышленности в конечном итоге повлияет на рост рынка сварочного оборудования. Этот рост объясняется экспоненциальным ростом использования сварочного оборудования в автомобильной промышленности по всему миру.
Следовательно, растущий рост автомобильной промышленности в конечном итоге повлияет на рост рынка сварочного оборудования. Этот рост объясняется экспоненциальным ростом использования сварочного оборудования в автомобильной промышленности по всему миру.
«Расширение масштабов использования роботизированной лазерной сварки для более качественной и стабильной сварки»
Роботизированная технология помогает сократить время сварки за счет сварки двух непересекающихся металлов с образованием высокоточного сварного компонента.Этот метод сварки в основном используется в больших объемах, в основном в автомобилестроении, строительстве и тяжелом машиностроении.
СЕГМЕНТАЦИЯ
По анализу технологий
«Технология дуговой сварки, чтобы доминировать на рынке, демонстрируя высокий CAGR в течение прогнозного периода»
На основе технологии рынок подразделяется на дуговую сварку, точечную сварку сопротивлением сварка, сварка MIG / TIG, лазерная сварка и другие.Среди этих типов технологий ожидается, что в ближайшем будущем сегмент дуговой сварки будет экспоненциально расти, поскольку это рентабельный и гибкий сварочный процесс, который применяется в самых разных отраслях промышленности. Это процесс сварки плавлением, который обычно используется при изготовлении стальных конструкций автомобилей и строительных работах.
Ожидается, что технология контактной точечной сварки получит значительный рост благодаря инновационной и точной сварке металлических листов из высокопрочных и низколегированных компонентов.Сварка MIG / TIG имеет умеренный рост, так как она полезна для сварки различных сталей, алюминия и никелевых сплавов с высоким или средним диапазоном, что обеспечивает более высокие характеристики продукта.
Технология лазерной сварки может продемонстрировать значительный рост рынка из-за высокой стоимости внедрения систем лазерного луча и отсутствия знаний о работе. Технология кислородно-топливной сварки также будет демонстрировать рост из-за высоких начальных затрат на топливные газы или жидкости, используемые в этой технологии.
Технология кислородно-топливной сварки также будет демонстрировать рост из-за высоких начальных затрат на топливные газы или жидкости, используемые в этой технологии.
По анализу типа автоматизации
«Автоматическое сварочное оборудование вырастет из-за использования искусственного интеллекта»
Рынок делится на автоматический, полуавтоматический и ручной .
Внедрение сварочных роботов на производственных предприятиях за десять лет снизило зависимость от ручных методов автоматизации и труда в нескольких отраслях. По оценкам, все большее распространение роботов будет стимулировать сегмент автоматической сварки. Кроме того, разработка эффективных и интеллектуальных систем роботизированной сварки, таких как роботы с дистанционным управлением и искусственным интеллектом, открывает новые рыночные возможности для автоматической сварки во всем мире.
Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, обратитесь к аналитику
Полуавтоматические сварочные системы могут постоянно расти, поскольку они частично реализованы на технологическом оборудовании и управляются рабочей силой без знания и опыт. Кроме того, ручная техника требует использования дорогостоящей рабочей силы, что увеличивает эксплуатационные расходы.
По анализу приложений
«Сектор тяжелого машиностроения, как ожидается, будет лидировать на рынке благодаря увеличению прямых иностранных инвестиций»
В зависимости от заявки область применения включает автомобилестроение, строительство, тяжелое машиностроение, железнодорожное и судостроение , и другие (нефть и газ и др.), где тяжелое машиностроение занимает самую высокую долю рынка сварочных аппаратов.
Сектор тяжелого машиностроения включает технологически передовые производственные предприятия с растущим спросом на высокоточные сварочные системы для сварки металлов, обеспечивающие компоненты подшипников с высокой производительностью для автомобильной, строительной и других отраслей промышленности.
Ожидается, что автомобильный сектор будет быстро расти во всех регионах за счет увеличения покупательной способности населения в развивающихся странах.Автомобильные компоненты требуют сварки с высокой прочностью на растяжение, поскольку они должны выдерживать большие нагрузки, что способствует росту рынка сварочного оборудования.
Строительство и строительство стремительно растет благодаря развитию инфраструктуры в густонаселенных странах. Например, строительная промышленность Индии составляет 11% ВВП Индии с общим объемом рынка 126 миллиардов долларов США, и в ней занято более 35 миллионов человек. Многие продавцы из нескольких развитых стран по всему миру инвестируют в страны Ближнего Востока, Африки и Азиатско-Тихоокеанского региона, открывая свои производственные предприятия в форме малых и средних предприятий.Компании из Европы и США открывают свои производственные предприятия по производству автомобилей, сварочных материалов и строительных материалов в странах Ближнего Востока и Африки и Азиатско-Тихоокеанского региона.
Ожидается, что секторы железнодорожного и судостроения, а также нефтегазового сектора будут постепенно развиваться по мере увеличения государственных инициатив и инвестиций со стороны крупных игроков рынка.
РЕГИОНАЛЬНЫЙ АНАЛИЗ
Рыночная стоимость сварочного оборудования сегментирована по Северной Америке, Европе, Азиатско-Тихоокеанскому региону, Ближнему Востоку, Африке и Латинской Америке.
Азиатско-Тихоокеанский регион, по прогнозам, продемонстрирует самый высокий рост рыночной стоимости сварочного оборудования во всем мире. Возникающая обрабатывающая промышленность в Китае и Индии в связи с растущими государственными инициативами по поддержке развития сектора будет стимулировать рыночный спрос в Азиатско-Тихоокеанском регионе. Например, правительство Индии начало кампанию «Сделай в Индии», чтобы поддержать рост обрабатывающей промышленности. Несколько компаний-производителей автомобилей развивают свои заводы в стране. Кроме того, в апреле 2017 года Kia Motors объявила об инвестициях в размере около 1,1 миллиарда долларов США в строительство своего завода в Индии. В рамках данной кампании завод имеет мощность производить 300 тысяч автомобилей в год. Аналогичным образом правительство Китая начало кампанию «Сделано в Китае 2025», чтобы поддержать рост обрабатывающей промышленности, открывая возможности для рынка сварочного оборудования.
Кроме того, в апреле 2017 года Kia Motors объявила об инвестициях в размере около 1,1 миллиарда долларов США в строительство своего завода в Индии. В рамках данной кампании завод имеет мощность производить 300 тысяч автомобилей в год. Аналогичным образом правительство Китая начало кампанию «Сделано в Китае 2025», чтобы поддержать рост обрабатывающей промышленности, открывая возможности для рынка сварочного оборудования.
Быстро развивающаяся строительная промышленность в США и Канаде объясняется ростом рынка сварочного оборудования в Северной Америке.Государственные и частные компании вкладывают огромные средства в развитие инфраструктуры во всем регионе. По данным Бюро переписи населения США, расходы на строительство в стране за первые девять месяцев 2019 года составили примерно 968,7 миллиарда долларов США. Сварочный аппарат используется на строительных объектах для различных сварочных работ, включая изготовление труб и сварку конструкций.
Объем рынка сварочного оборудования в Азиатско-Тихоокеанском регионе, 2018 г. (млрд долларов США)
Чтобы получить более подробную информацию о региональном анализе этого рынка, запросите бесплатный образец
Ожидается, что в Европе будет наблюдаться значительный рост в течение прогнозируемого срока из-за роста автомобильной промышленности в регионе.По данным Европейской ассоциации производителей автомобилей (ACEA), в 2018 году в Европейском союзе было произведено около 19,2 миллиона автомобилей, что составляет около 20% мирового производства автомобилей. В Европе расположены несколько признанных автопроизводителей, в том числе BMW AG, Audi AG и Daimler AG. Эти игроки сосредотачиваются на расширении своих производственных возможностей, чтобы завоевать большую долю рынка. Сварочное оборудование используется в автомобильной промышленности для сварки как небольших, так и крупных автомобильных компонентов и деталей.Таким образом, расширяющаяся автомобильная промышленность в Европе будет стимулировать рыночный спрос на сварочные аппараты.
Рынок будет стабильно расти в странах Латинской Америки, включая Бразилию и Мексику, в связи с увеличением расходов на строительство в регионе. Согласно данным, предоставленным Управлением международной торговли (ITA), в 2019 году министерство инфраструктуры Бразилии запланировало 59 новых строительных проектов, включая шесть портовых терминалов, 22 аэропорта и 14 500 километров автомагистралей, с общим объемом инвестиций около долларов США. 10 миллиардов.Более того, быстро развивающийся нефтегазовый сектор на Ближнем Востоке и в Африке увеличит спрос на рынке сварочного оборудования. По данным ITA, в 2018 г. добывает около 3,4 миллиона баррелей сырой нефти в день, с целью 4 миллиона баррелей в год к 2020 году и 5 миллионов баррелей к концу 2030 года.
КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
«Lincoln Electric Company, ESAB, и Miller Electric Mfg. LLC сосредотачиваются на расширении своего ассортимента продукции »
Lincoln Electric Company, ESAB и Miller Electric Mfg.LLC являются одними из видных игроков рынка, которые сосредоточены на расширении своего ассортимента продукции путем подписания соглашений и приобретения малых и средних поставщиков сварочного оборудования. Например, Miller Electric Mfg. LLC объявила о приобретении компании тяжелой промышленности и энергетики из Албамы для расширения своего ассортимента сварочных аппаратов. Точно так же ESAB приобрела поставщика газорегулирующего оборудования из Мальмё, чтобы усовершенствовать свои решения для управления потоком и газокислородной сварки.
Список ключевых компаний:
- The Lincoln Electric Company
- ESAB
- Miller Electric Mfg.ООО
- Denyo
- Air Liquide
- KOBE STEEL, LTD.
- Ador Welding Ltd.
- ACRO Automation Systems Inc.
- voestalpine Bohler Welding GmbH
- Panasonic Industry Europe GmbH
ОХВАТ ОТЧЕТА
Чтобы получить более полное представление о рынке, отправьте запрос на настройку
Отчет представляет собой всестороннюю оценку мирового рынка сварочного оборудования, предлагая ценные идеи, факты, отраслевую информацию и исторические данные. Для составления значимых предположений и взглядов используется несколько методологий и подходов. Кроме того, отчет предлагает подробный анализ и информацию по сегментам рынка, помогая нашим читателям получить исчерпывающий обзор мирового рынка.
Для составления значимых предположений и взглядов используется несколько методологий и подходов. Кроме того, отчет предлагает подробный анализ и информацию по сегментам рынка, помогая нашим читателям получить исчерпывающий обзор мирового рынка.
Объем отчета и сегментация
АТРИБУТ | ПОДРОБНЕЕ | |
Базовый год | 2018 | |
Период прогноза 2 | ||
Исторический период | 2015-2017 | |
Ед. Сегментация По технологиям | ||
По типу автоматизации
| ||
По регионам
|
РАЗВИТИЕ ОТРАСЛИ:
- Ноябрь 2019 г . : Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, упрощающий -использовать интерфейс с расширенными функциями сварки.Это оборудование идеально подходит для производства металла, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности.
- Ноябрь 2018 г .: ЭСАБ представил универсальный и удобный сварочный аппарат Versotrac для дуговой сварки под флюсом, MIG / MAG и угольной дуговой сварки на выставке FABTECH в Атланте. Этот переносной трактор подходит для сварки лазерным лучом и для стальных конструкций.
 : Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, упрощающий -использовать интерфейс с расширенными функциями сварки.Это оборудование идеально подходит для производства металла, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности.
: Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, упрощающий -использовать интерфейс с расширенными функциями сварки.Это оборудование идеально подходит для производства металла, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности.Услуги и системы для орбитальной сварки TIG
Независимо от того, требует ли ваш проект TIG (ручная GTAW), орбитальная сварка плавлением (автоматическая GTAW), орбитальная сварка с подачей проволоки (полуавтоматическая GTAW), ручная сварка (SMAW) или сварка MIG (GMAW), мы являемся экспертами в решениях для прецизионной сварки.
Все наши сварщики сертифицированы в соответствии с Разделом IX Кодекса ASME по котлам и сосудам под давлением (B&PV), постоянно соблюдая и превосходя широкий спектр стандартов сварки. Мы хорошо разбираемся в сварке похожих и разнородных металлов как на нашем заводе, так и на строительной площадке вашего проекта. Мы пользуемся услугами сторонних инспекторов по сварке.
Компания HPS сваривает не только трубы и трубы. Многие из наших клиентов призывали нас сваривать уникальные узлы, изготовленные по индивидуальному заказу, от нержавеющей стали до экзотических металлов.
Наша команда преуспевает в производстве как стандартных, так и сложных труб и трубных катушек. От очень маленьких соединений со сложными углами сварки до больших катушек, требующих наших обширных знаний для преодоления деформации материала в различных местах сварного шва. Нас просили сделать все, и каждый раз доставляли.
Мы регулярно предоставляем услуги орбитальной сварки для производства чрезвычайно сложных систем на салазках для использования в аэрокосмической, химической, сельскохозяйственной и нефтегазовой отраслях. Мы изготовили и доставили 14 опор наземного вспомогательного оборудования из нержавеющей стали в летную базу НАСА на острове Уоллопс в поддержку текущих миссий поддержки спутников и Международной космической станции, где мы затем установили опорные опоры на земле и соединительные трубопроводы на месте. В этих уникальных сварочных задачах и необходимом уровне точности и детализации проявляется профессионализм команды HPS.
Мы изготовили и доставили 14 опор наземного вспомогательного оборудования из нержавеющей стали в летную базу НАСА на острове Уоллопс в поддержку текущих миссий поддержки спутников и Международной космической станции, где мы затем установили опорные опоры на земле и соединительные трубопроводы на месте. В этих уникальных сварочных задачах и необходимом уровне точности и детализации проявляется профессионализм команды HPS.
Связаться с системами высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давайте поговорим.
Команда High Purity Systems разработала 7 патентов , которые предоставляют сварщикам и инспекторам сварки инструменты для повышения общего качества сварной системы.
Эти запатентованные инструменты включают:
- Инструмент обратной продувки, который внимательно отслеживает и регулирует давление продувки инертным газом во время сварки, чтобы обеспечить наиболее стабильный и повторяемый сварной шов независимо от его диаметра.
- Инструмент профиля сварного шва «годен / запрещен», который устраняет интерпретацию технических требований к сварке и дает сварщику и инспектору сварки инструмент для измерения окончательных параметров сварки в соответствии с фактическими параметрами сварки.Мы много раз сталкивались с ситуациями, когда сварщик и инспектор интерпретируют требования орбитальной сварки по-разному. Этот инструмент для профилирования сварных швов кардинально меняет правила игры, позволяя исключить индивидуальную интерпретацию контроля сварных швов!
Эти запатентованные инструменты используются ежедневно в нашей сертифицированной чистой комнате Class 100 / Class 1000 , где мы специализируемся на производстве сварных решений для полупроводниковой, аэрокосмической и биофармацевтической промышленности. Наша собственная чистая комната позволяет нам предлагать услуги двойной упаковки в мешки, необходимые для самых строгих сварочных работ в чистых помещениях, которые требуются нашим клиентам. У нас также есть обширный опыт в предоставлении комплексных пакетов документации по сварным швам для необходимых FDA пакетов валидации / передачи и необходимой документации НАСА для аэрокосмических проектов.
У нас также есть обширный опыт в предоставлении комплексных пакетов документации по сварным швам для необходимых FDA пакетов валидации / передачи и необходимой документации НАСА для аэрокосмических проектов.
Независимо от того, требуется ли вам выполнить орбитальную сварку трубы с внешним диаметром 1/16 дюйма или сварку методом MIG трубы диаметром 42 дюйма для водоочистных сооружений, команда High Purity Systems готова просмотреть ваш чертеж или распечатки в САПР и приступить к работе над вашим. -от прототипа или серийного производства. Нет рисунка? Нет проблем, с этим мы тоже можем помочь.Ознакомьтесь с образцами наших работ здесь и ознакомьтесь с полным списком возможностей сварки ниже.
Другая информация:
Технические характеристики
Общие возможности сварки
- Сварка высокой чистоты
- Сварка в чистых помещениях
- Санитарная сварка
- Гигиеническая сварка
- Изготовление катушек
- Сварка по контракту
- Сварка малых деталей
- Готовность к штампу ASME
- Орбитальная сварка
- Сварка TIG
- GTAW (газо-вольфрамовая дуговая сварка)
- MIG-сварка
- GMAW (газовая дуговая сварка металла)
- Сварка палкой
- SMAW
- Серебряная пайка
- Пайка (медицинский газ и высокая чистота)
- Шовная сварка
- Точечная сварка
- Распылительная сварка
- Приварка шпилек
- Сварка пластмасс, в том числе:
- ИК стыковая сварка
- Без бортов и трещин (BCF)
- Гладкое внутреннее отверстие (SIB)
- Сварка горячим воздухом
- Обладатель 8 патентов, повышающих качество орбитальной сварки
- Запатентованная система, которая точно регулирует давление продувки, чтобы сделать сварной шов более однородным при малых диаметрах
- Сварка труб малого диаметра
- Вспомогательные панели
- Изготовление системы на салазках
- Чистая среда аргона для уменьшения окисления
- Чистая комната Класс 100 / Класс 1000
- Автоматическая
- Полуавтоматическая
- Свободная рука
- Чистая комната Класс 100 / Класс 1000
- Пластмассы — Свободная рука для ручной сварки и компьютерное управление для аппаратов IR, BCF и SIB
- Алюминий
- Чугун
- Медь
- Экзотические металлы
- Hastelloy®
- Inconel®
- Молибден
- Nickel®
- Monel®
- AL6XN Дуплексная нержавеющая сталь
- Титан
- Магний
- Пластмассы, в том числе:
- Полипропилен
- PVDF
- CPVC
- CPVC
55
55 PVC
- и различные другие пластмассы
6
6 9000 Сталь Monel®
6 9000
Минимальный внешний диаметр (Min OD)
Трубка из нержавеющей стали 1/16 дюйма
Максимальный внешний диаметр (макс. OD)
OD)
42 «(ручная сварка или сварка MIG)
- Прототипы
- Специальные производственные циклы
- Малые объемы
- Высокие объемы
- Аварийные производственные циклы
- Аварийный ремонт
С ТОГО ЖЕ ДНЯ в зависимости от потребности клиента и сложности проекта
Все сварщики сертифицированы согласно Разделу IX Кодекса ASME по котлам и сосудам под давлением
.Согласно разделу V ASME Кодекса
для котлов и сосудов высокого давления- Внутренние инспекторы по сварке
- CWI сторонних производителей, доступные при необходимости на полевых установках
- Сторонние радиографические испытания (рентгеновские лучи) для любого B31.1, B31.3 или другой стандарт ASME
- Magnaflux Магнитный контроль частиц
- Испытание на проникновение красителя
- Ультразвуковой контроль UT
Стандартная биофармацевтическая документация
В соответствии с требованиями FDA, все пакеты валидации / передачи включают:
- Сертификаты сварщиков
- Сертификаты материалов
- Сертификат продувочного газа
- Протоколы сварных швов
- Карты сварочных швов
- Сертификат электрополировки и / или пассивации
- Процесс анализа конструктивности и обратной связи
- Снижение рисков по проектам за счет привлечения экспертов
- Предварительная подготовка
- Изготовление
- Гибка труб
- Гибка труб
- Сборка
- Установка на месте / в полевых условиях
- Прототипирование
-
ss - Протравливание
- Пассивация
- Электрополировка
- Покраска
- Порошковое покрытие
- Полировка
- Тестирование
- Чертежи CAD / Помощь в проектировании / Макет и возможность использования
Дополнительная информация
- Semiconductor
- Microelectronics
- Biopharm
- Пар
- Пивоварня
- Пищевая промышленность
- Очистка воды
- Сельское хозяйство
- Автомобильная промышленность
- Морская промышленность
- Технологические системы
- Санитарные золотники
- Гигиенические золотники
- Золотники высокой чистоты
- Золотники из углеродистой стали
- Золотники из нержавеющей стали
- Компоненты вакуума
- Газовые панели
- Системы на салазках
- Сварные швы из разнородных металлов
- Трубопроводы для чистых помещений высокой чистоты
Полупроводниковые приложения
- Приспособление для технологического инструмента
- Орбитальная сварка газовых систем сверхвысокой чистоты (UHP)
- DI-Water PVDF Systems, IR & SIB
- Двойные газовые системы
- Химические системы и системы удаления отходов
- Вакуумные системы для технологического инструмента
- Системы технологической охлаждающей воды
- Боковые части и коллекторы базовой сборки
- Волоконно-оптические газовые системы
Биофармацевтические приложения
- Системы чистого пара
- Системы обратного осмоса
- Системы WFI
- Проверенные системы
- Лабораторные газы
- Системы биологических отходов
- Конструкция катушек по индивидуальному заказу
- Панели управления
-
- J-Tubes
- Dip Tubes
- Отвод клапана
- Блоки биореактора
- Блоки ферментации
- Газовые панели
- Продувочные панели
- Вакуумные системы
- Системы охлаждения
- Приводная сварная установка
- Гибка тонкостенных труб из титана и нержавеющей стали
- 000
Гидравлические трубопроводы - Криогенные трубопроводы
- Вакуумные системы
- Системы охлаждения
- Технологические трубопроводные системы
- Изготовление на заказ
Исследования и разработки
Стандартные отраслевые стандарты
- ASME B31. 1 Трубопроводы питания
- ASME B31.3 Технологические трубопроводы
- B31.3 Тяжелые циклические условия, при которых происходят чрезмерные циклы смещения в системе трубопроводов
- ASME B31.5 Холодильные трубопроводы и компоненты теплопередачи
- ASME B31. 8 Трубопроводы для транспортировки и распределения газа
- ASME B31.9 Трубопроводы для зданий
- API 1104 Сварка трубопроводов и сопутствующих объектов
- AWS D1.1 Кодекс структурной сварки — сталь
- AWS D1.2 Нормы структурной сварки — алюминий
- AWS D1.3 Нормы структурной сварки — листовая сталь
- AWS D1.4 Нормы структурной сварки — армированная сталь
- AWS D1.6 Нормы структурной сварки — нержавеющая сталь
- AWS D1 .7 Руководство по усилению и ремонту существующих конструкций
- AWS D1.9 Кодексы по сварке конструкций — титан
- AWS D18.1 Технические условия для сварки труб и систем трубопроводов из аустенитной нержавеющей стали в санитарных (гигиенических) применениях
- AWS D18 .3 Технические условия на сварку резервуаров, сосудов и другого оборудования в санитарных (гигиенических) областях применения
- Контроль согласно ASTM E1742
- Сварка согласно AWS D17 1: 2010
- Изготовление в соответствии со спецификациями очистки IEST-STD-1246E
- Стандарты PFI
- Требования производителя труб и фитингов к установке
- FDA
 1 Трубопроводы питания
1 Трубопроводы питания- SolidWorks (SLDPRT, SLDDRW, SLDDRT)
- AutoCAD (DWG)
- REVIT (RVT)
- NWC
- NWD
- DXF
- 000
- DXF
- 000 PDF
- IGES
- 3DX
- PRT
- ASM
Связаться с системами высокой чистоты
Есть вопрос о проблеме с трубопроводом? Хотите обсудить предстоящий проект? Давайте поговорим.
Сварщик / Оператор родственного оборудования | Карьера в строительстве
Стажировка
Стажировка включает как обучение в классе, так и обучение без отрыва от производства под наблюдением сертифицированного сварщика / оператора связанного оборудования, называемого подмастерьем.
Как ученик, вы зарабатываете, пока учитесь, и получаете почасовую оплату, работая на сайте вакансий. Заработная плата начинается примерно с 60% почасовой ставки подмастерья и увеличивается во время вашего ученичества, пока вы не достигнете полной ставки.
Вступление в программу обучения
Требования к программам обучения сварщиков / операторов машинного оборудования в Канаде различаются. В большинстве провинций и территорий для поступления на программу вы должны иметь образование 9 класса или эквивалентное ему.
Некоторые провинции и территории предлагают программы ученичества в средних школах, которые позволяют старшеклассникам сделать карьеру сварщика / оператора связанного с ним оборудования.
Посетите раздел ученичества, чтобы узнать больше.
Продолжительность программы
Программы профессионального обучения для сварщиков / операторов машинного оборудования различаются по всей Канаде, но обычно включают три 12-месячных периода, включая не менее 4680 часов обучения без отрыва от производства, три восьминедельных блока технического обучения и выпускной экзамен на сертификат.
Соответствующий опыт работы или прохождение программы сварщика / связанного оператора станка в колледже или техническом институте может сократить время, необходимое для прохождения вашего обучения.
Сертификация
Сертификация требуется в Альберте и доступна, но добровольно в большинстве других провинций и территорий. Если сертификация недоступна, вы можете пройти обучение в качестве ученика в вашей местной организации труда.