Сварка нержавейки полуавтоматом
Предлагаем недорогие услуги сварщика, работающего на полуавтомате — в среде аргона, со смесью или присадочным материалом.
Особенности сварки нержавеющей стали полуавтоматом
По результату на выходе сварка стали полуавтоматом лучше ручной, особенно для толстостенных деталей.
Выполняется с использованием нескольких способов.
С подключением баллона:
- применяют импульсный режим (лист от 3 мм)
- используют струйный перенес (до 3)
- или короткую дугу (мелкие тонкие детали).
Возможно также без газа, с использованием порошковой проволоки. Метод основан на использовании флюса внутри ее конструкции. При проплавлении наружного слоя он высвобождается, выполняя функцию защиты поверхности от окисления.
Параметры правильной работы полуавтоматом:
- Присадка всегда выступает не более чем на 12 мм и не менее, чем на 6.
- Расстояние между материалом и соплом устанавливается на минимум, выдерживается на протяжении всего процесса.

- Применяется обратная полярность, при сварке под флюсом используется только прямая.
- Угол наклона всегда в диапазоне 5-100, поэтому материал хорошо проплавляется.
Сварка нержавеющей стали в среде углекислого газа:
- Чистые среды применяются редко, максимум — 98, обычно это смесь 30/70, где 30% занимает аргон.
- Сварка нержавеющей стали полуавтоматом в среде углекислого газа требует профессионализма – это самый сложный метод.
От оператора требуется:
- точно выставить зазор – не меньше 1,5 мм
- правильно настроить индуктивность – для тонкого или широкого валика, который образует шов
- горелка должна наклоняться на 20-600
- расстояние до поверхности – 1-2 см
- проход по шву выполняется короткими запусками.
Чтобы шов был прочным, рекомендуется изменять скорость подачи присадки.
Плюсы полуавтоматической сварки нержавеющей стали
У каждого способа есть сильные стороны, которые определяют его применение.
- Короткая дуга
- Низкая вероятность прожига и порчи листа.
- Струйный перенос
Экономичный, так как баллон не подключается. Рекомендуется использовать флюс, а применяются специальные насадки на аппарат.
Импульс
Наиболее точный метод, при котором присадочный расходник подается импульсами — небольшими порциями, поэтому расход невелик. Исключены брызги.
Цена сварки нержавейки полуавтоматом
Цена рассчитывается по объему работы. При формировании стоимость корректируется в пользу заказчика.
Указаны цены за сантиметр.
У каждого способа свой прайс. Подробно про расчет можно прочесть тут: https://prosvarku.info/rashodnye-materialy/rasschityvaem-tsenu-svarki
Сварка нержавейки полуавтоматом
Сварные работы по нержавеющей стали имеют ряд особенностей связанных с особенностями поведения металла. Необходимо отметить, что по своим физико-химическим свойствам нержавеющая сталь имеет, колоссальное отличие от обычной углеродистой стали, а именно определяется следующими факторам:
— электрическое сопротивление превышает в шесть раз показателя по углеродистым сталям;
— теплопроводность меньше в 2/3 по сравнению с углеродистыми сталями. — Но самое колоссальное различие, которое можно назвать сто процентным, это тот факт, что точка сварки у нее меньше практически на сто процентов.
Сварка нержавеющей стали, при помощи автоматов осуществляется несколькими способами:
— Но самое колоссальное различие, которое можно назвать сто процентным, это тот факт, что точка сварки у нее меньше практически на сто процентов.
Сварка нержавеющей стали, при помощи автоматов осуществляется несколькими способами:
1. Нержавеющая сталь сваривается при помощи последовательно точечной сварки или еще как ее часто называют роликовой сварки. При использовании этого метода выполняется, разметка точек, на которых будут осуществлять, сварные работы и в последствии на них воздействую при помощи электродов с определенным промежутком времени и с учетом необходимого расстояния.
2. Для сваривания толстых листов нержавейки, как правило, отдается предпочтение дуговой сварки под флюсом. Для выполнения этого вида сварных работ используется проволока электродная, ну а флюс играет защищающую роль места сварки от воздуха. На сварочный автомат надеваются специальные сварочные головки, и осуществляется собственно сам процесс сварки.
3. При использовании низковольтного тока и коротких импульсов, производимых, с его помощью осуществляется, точечная сварка места соединения деталей из нержавеющей стали. Отличительной особенностью этого способа сварки от всех других заключается в нагревании только точки сварки, а остальное изделие остается холодным.
4. Для сваривания листов стали, имеющих очень тонкую толщину используют дуговую сварку, при котором производится струйный перенос металла. Самым оптимальным и подходящим к сваривания нержавеющих сталей любой толщины, является лазерная сварка.
Сварка нержавеющей стали — СваркаТоп
Для начала нужно определиться, что представляет собой нержавеющая сталь. В быту её ещё называют нержавейкой, но не все знают, что нержавейка нержавейке рознь. Из статьи вы уже знаете, какие бывают стали, чем они легируются и многое другое. Но давайте подробнее рассмотрим такое понятие, как нержавеющая сталь.
Нержавеющей сталью называется сталь, которая обладает антикоррозионными свойствами. Эти свойства обеспечиваются легирующими элементами, которые входят к ней в состав. К таким легирующим элементам относится: хром, никель, марганец и молибден. Но основным из них является хром (Сr).
Группы нержавеющей стали
Данные стали делятся на 3 основные группы:
– Хромистые;
– Хромоникелевые;
– Хромомарганцевые.
В каждой группе содержится сотни различных марок нержавеющей стали, с различным химическим составом. Рассматривать каждую нет смысла. Но есть один способ как узнать, какая сталь является нержавеющей, и это содержание хрома в %. Если сталь содержит Сr≥14%, то она является нержавеющей. На свариваемость этот показатель не влияет. Свариваемость такой стали можно узнать по справочнику или просчитать эквивалент углерода.
Сварку нержавейки можно производить всеми доступными способами. Основные из них это:
1. Ручная дуговая (ММА). Является самым распространенным и доступным для каждого. Достаточно иметь подходящие электроды и сварочный инвертор, и в домашних условиях возможно сварить любую нержавеющую сталь. Исключением могут являться стали, требующие предварительный и сопутствующий подогрев.
Ручная дуговая (ММА). Является самым распространенным и доступным для каждого. Достаточно иметь подходящие электроды и сварочный инвертор, и в домашних условиях возможно сварить любую нержавеющую сталь. Исключением могут являться стали, требующие предварительный и сопутствующий подогрев.
2. Полуавтоматическая в среде защитного газа СО2 (MAG). Для такого способа понадобится сварочный полуавтомат с источником питания или инверторный полуавтомат. Такой вид сварки тоже распространён, не только на производстве, но и в домашних условиях. Правильно подобранная сварочная проволока делает качественное соединение без особых сложностей.
3. Аргонодуговая неплавящимся электродом (TIG). Применяется для сварки ответственных узлов из тонколистового металла. Из-за малой скорости сварки не очень удобен, но даёт хороший результат.
Рассмотрим каждый способ подробнее.
Сварка нержавейки ручной дуговой сваркой (ММА)
С появлением сварочных инверторов по доступной цене, дало возможность выполнять процесс сварки такой стали в ручной дуговой сваркой. Раньше проблема заключалась в том, что иметь источник питания с постоянным током было роскошью. Причина в том, что покрытые электроды для сварки данных сталей требуют постоянный ток.
Раньше проблема заключалась в том, что иметь источник питания с постоянным током было роскошью. Причина в том, что покрытые электроды для сварки данных сталей требуют постоянный ток.
Но не каждый инвертор может варить нержавейку. Для этого нужен инверторный сварочный аппарат со встроенным осциллятором. Узнать такую информацию о своём инверторе можно в паспорте или у продавца. Инверторы такого типа будут без проблем варить любую нержавеющую сталь.
Сварка таких сталей ничем не отличается от сварки конструкционных сталей. Единственное для качественного сваривания, некоторые стали требуют предварительный подогрев.
Электроды применяемые для сварки нержавеющей стали
На рынке большое количество сварочных электродов для различных марок сталей. Правильным считается подбор электродов под конкретную марку сталей. Но в быту узнать какая перед тобой марка стали невозможно. Для такого случая применяются следующие электроды, которые хорошо себя зарекомендовали как универсальные.
Электроды ОЗЛ-8. Являются самыми популярными. Предназначены для сварки стали 08Х18Н10, 12Х18Н9, 08Х18Н10Т. А также для сталей, работающих в агрессивных средах.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 2 | 40-50 | 30-40 | 30-40 |
| 2,5 | 50-60 | 40-50 | 40-50 |
| 3 | 60-70 | 50-60 | 50-60 |
| 4 | 100-140 | 90-120 | 90-110 |
| 5 | 150-180 | 120-160 | 110-140 |
Электроды НЖ-13. Используются для сварки стали 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т, а также углеродистых и конструкционных.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 60-80 | 50-70 |
| 4 | 100-160 | 90-130 | 90-120 |
| 5 | 150-180 | 120-150 | 110-140 |
Электроды ЦЛ-11. Применяются для сварки нержавеющих сталей 08Х18Н12Т, 12Х18Н12Б. Обладают высокой устойчивостью к коррозии металла шва.
Применяются для сварки нержавеющих сталей 08Х18Н12Т, 12Х18Н12Б. Обладают высокой устойчивостью к коррозии металла шва.
Рекомендуемый сварочный ток, А
| Электрод , мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 50-80 | 50-70 |
| 4 | 110-140 | 100-130 | 90-120 |
| 5 | 140-170 | 120-160 | 110-140 |
Сварка нержавеющей стали полуавтоматом
(MAG)
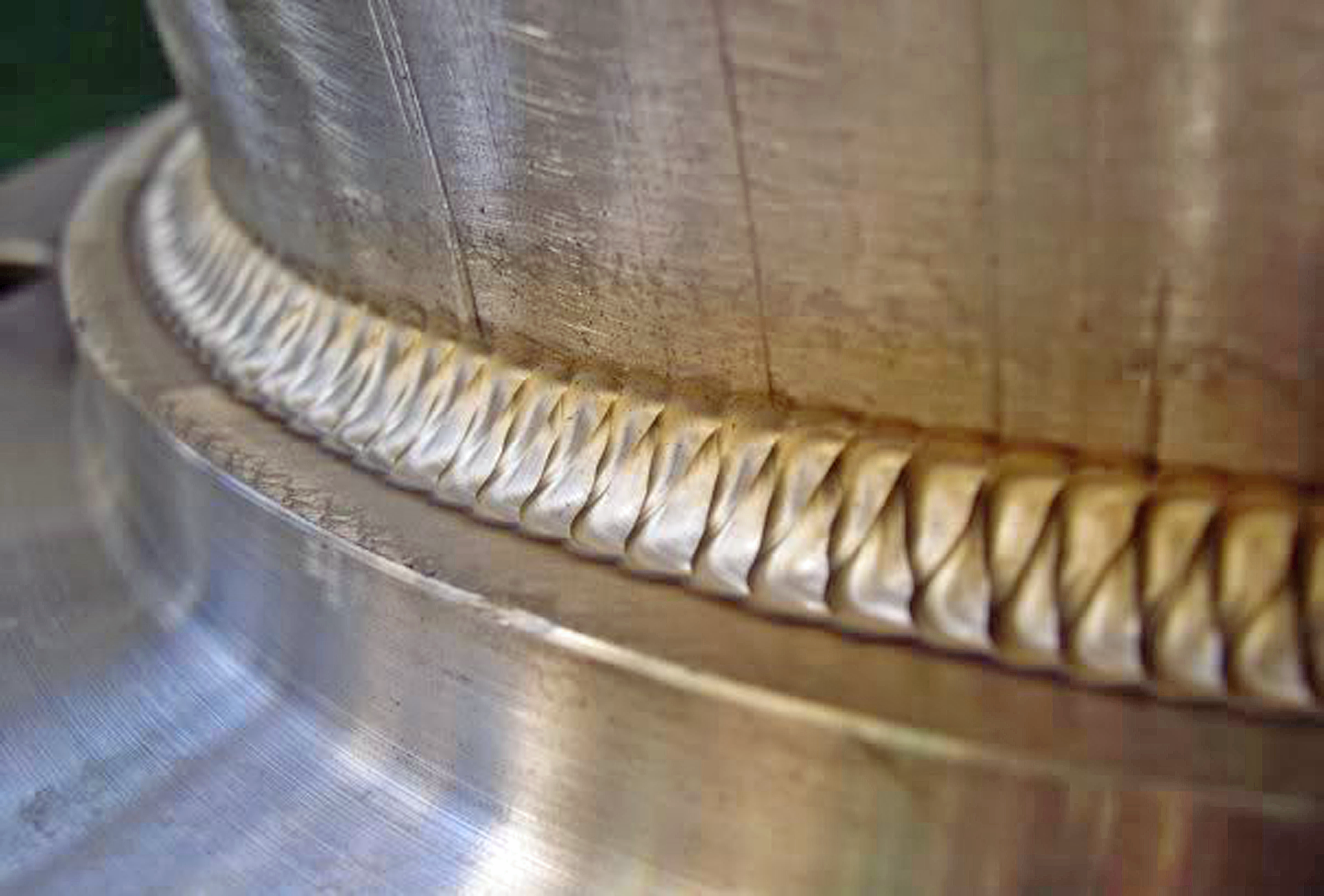
Такой способ сварки очень популярен при массовом изготовлении изделий. Используя сварочный полуавтомат и подходящую для этого сварочную проволоку, можно без проблем сварить такую сталь. В качестве защитного газа отлично подойдёт углекислота СО2. Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Проволока для сварки нержавейки полуавтоматом
Выбор сварочной проволоки происходит точно так, как и при выборе электродов. Проволока должна по химическому составу быть близка к химическому составу стали. Ниже будет приведены несколько видов сварочной проволоки, которую можно свободно приобрести.
Проволока Св-08Х20Н9Г7Т. Является самой популярной проволокой, для сварки углеродистых и высоколегированных сталей. Обеспечивает качественное соединение аналогичное основному металлу. Имеет малое разбрызгивание металла.
Режимы сварки проволокой Св-08Х20Н9Г7Т
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-50 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 30-40 | 7 | 6-7 |
| 1,0 | 90-150 | 18-19 | 25-40 | 8 | 7-8 |
| 1,2 | 140-160 | 19-21 | 25-35 | 8 | 8-9 |
| 1,6 | 150-180 | 22-25 | 20-40 | 11 | 9-12 |
Проволока Св-01X19H9.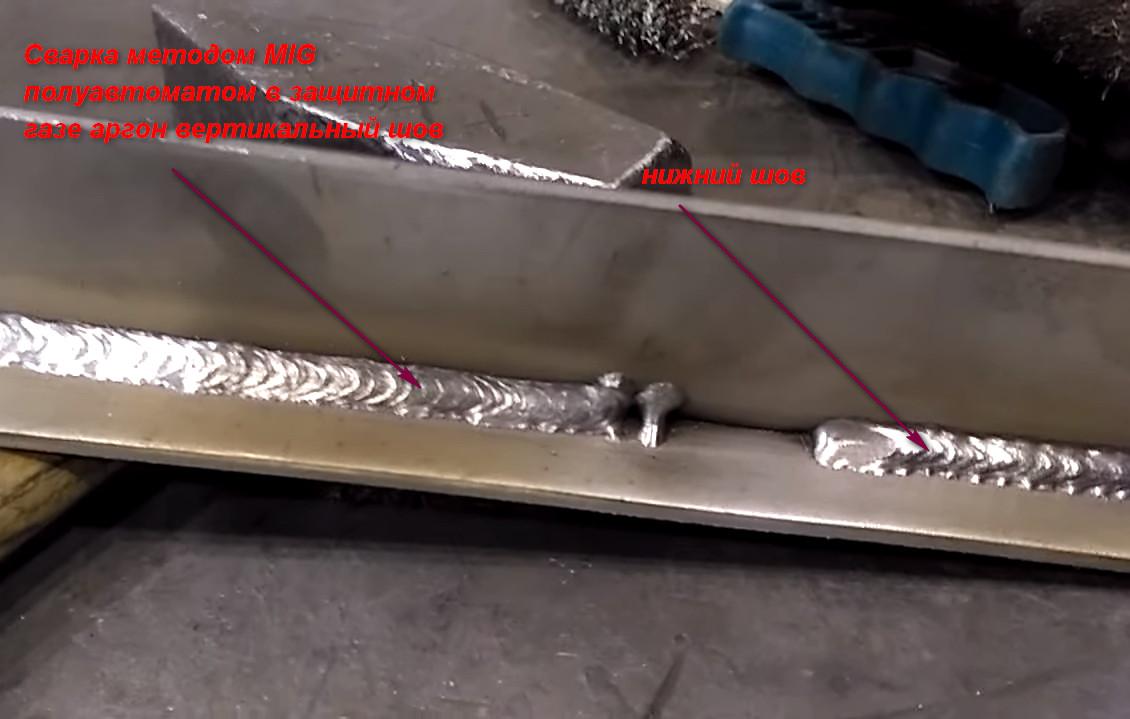 Менее популярна чем предыдущая. Предназначена для сварки нержавеющих сталей различных марок. Применяется для сварки оборудований пищевой промышленности.
Менее популярна чем предыдущая. Предназначена для сварки нержавеющих сталей различных марок. Применяется для сварки оборудований пищевой промышленности.
Режимы сварки проволокой Св-01X19H9
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-40 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 35-40 | 7 | 5-7 |
| 1,0 | 90-150 | 18-19 | 30-40 | 8 | 7-8 |
| 1,2 | 140-170 | 19-21 | 30-38 | 9 | 8-10 |
| 1,6 | 150-180 | 223-26 | 25-40 | 11 | 9-12 |
Аргонодуговая сварка нержавейки (TIG)
TIG сварка нержавейки выполняется неплавящимся электродом с использованием присадочного материала. В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
У такого способа есть только один минус – низкий КПД. На сегодняшний день это один из самых лучших способов сварки такой стали.
Режимы для сварки нержавеющей стали аргонодуговой сваркой
Обычно нержавеющую сталь варят постоянным током прямой полярности.
Диаметр графитового электрода выбирается в зависимости от толщины свариваемого металла.
Подбор графитовых электродов от толщины металла, а также ток сварки
| Толщина свариваемого металла, мм | Диаметр графитового электрода, мм | Ток сварки, А |
| 0,5 | 1 | 65-85 |
| 1 | 1,5 | 85-120 |
| 2 | 2 | 100-160 |
| 4 | 3 | 150-190 |
| 5 | 4 | 250-340 |
| 8 и более | 6 | 350-450 |
Выступание электрода из сопла горелки выбирается в зависимости от типа соединения. При сварке стыковых швов – длина вылета составляет 3-5мм. Если соединение тавровое или угловое – 5-8мм.
При сварке стыковых швов – длина вылета составляет 3-5мм. Если соединение тавровое или угловое – 5-8мм.
Особенности сварки нержавейки
Подготовка изделий из нержавеющей стали ничем не отличается, от сварки других сталей. При сварке тонколистового металла необходимо понижать сварочный ток, для избегания прожига. При сварке толстолистового металла, для качественного его провара необходимо делать разделку кромок. Прихватки, соединяющие заготовки должны быть равномерно раскиданы вдоль будущего шва. Не пытайтесь за один проход сделать полный провар толстолистового металла. Главное хорошо проворить корень шва с последующей его зачисткой. Даже если нет на поверхности шлака, всё равно необходимо качественно зачищать каждый проход шва.
Конечно, предварительный подогрев нержавейки не повредит, но можно и обойтись без него. Исключением являются те стали, которым это необходимо по причине плохой их свариваемости.
Нержавеющая сталь: область применения
Применяются такие стали во всех областях, начиная в быту заканчивая кораблестроением. Обладая повышенным сопротивлением к коррозии, их используют в химической промышленности. Они могут не только выдерживать агрессивные среды (кислоты, щёлочи), но и повышенные температурные воздействия. В пищевой промышленности так же применяются для изготовления сосудов и резервуаром. В машиностроении из них изготавливают ответственные узлы энергоагрегатов, а также производят сварку всеми возможными видами сварки.
Обладая повышенным сопротивлением к коррозии, их используют в химической промышленности. Они могут не только выдерживать агрессивные среды (кислоты, щёлочи), но и повышенные температурные воздействия. В пищевой промышленности так же применяются для изготовления сосудов и резервуаром. В машиностроении из них изготавливают ответственные узлы энергоагрегатов, а также производят сварку всеми возможными видами сварки.
Заключение
Нержавеющая сталь, это сталь с содержанием Сr≥14%. Сваривается такая сталь всеми способами, а сама технология не отличается от сварки конструкционных сталей. Самый качественный способ сварки – это аргонодуговая сварка. Сварочные режимы не следует превышать, особенно при работе с тонколистовым прокатом. Допустим подогрев стали горелкой или если этого требует особенность стали.
Сварка нержавейки аргоном: технология, как правильно варить
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие
от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью. Ключевым рабочим инструментом в данной ситуации будет горелка, в которой будет закрепляться электрод. Из ее сопла во время проведения работы будет выходить струя аргона.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной
или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.

Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Аргонодуговая сварка (TIG) нержавейки
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.Таблица 1
| Толщина металла, мм | Диаметр электрода, мм |
| 0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.

Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
 Лучше выбирать прибор, работающий на выпрямленном токе.
Лучше выбирать прибор, работающий на выпрямленном токе.Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.

Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
 Она должна быть постоянно в защитной зоне аргона.
Она должна быть постоянно в защитной зоне аргона.Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Сварочные системы TIG | ТипТиг США
E — эволюция сварки TIG… TIP TIG TIP Сварка TIG — это полуавтоматический вариант процесса ручной сварки TIG (GTAW) с высоким наплавлением (HDMT®). В отличие от ручного процесса GTAW, в TIP TIG непрерывная подача материала (с использованием нашей запатентованной технологии подачи проволоки), а также предварительно нагретого присадочного металла увеличивает скорость наплавки. Устройство автоматической подачи проволоки для сварки TIG включает механизм перемешивания подачи проволоки, который улучшает динамику расплавленной сварочной ванны.Перемешивание увеличивает текучесть сварочной ванны и помогает разрушать примеси и выделять газы, что снижает риск образования включений и пористости, что делает его идеальным инструментом для: автоматической сварки, наплавки отверстий, орбитальной сварки и сварки алюминия.
Устройство автоматической подачи проволоки для сварки TIG включает механизм перемешивания подачи проволоки, который улучшает динамику расплавленной сварочной ванны.Перемешивание увеличивает текучесть сварочной ванны и помогает разрушать примеси и выделять газы, что снижает риск образования включений и пористости, что делает его идеальным инструментом для: автоматической сварки, наплавки отверстий, орбитальной сварки и сварки алюминия.
Основные преимущества систем сварки Tip Tig
Скорость сварки до 300% выше по сравнению со сваркой TIG
Повышение производительности наплавки до 400%
Разбавление снижено до 80%
Динамическая подача проволоки для контролируемой сварочной ванны даже при позиционной сварке
Подача проволоки накладывается параллельно с помощью синусоидального движения
Более высокая скорость сварки и простота обращения
Безупречный внешний вид сварного шва, отсутствие брызг при сварке
Наконечник Tig Cap
Наконечник Tig Root
Tip Tig Fill
Испытание сварного шва Tip Tig 5G
Сравните Tip Tig с другими сварочными процессами
Более высокая скорость наплавки
Скорость наплавки при реальной сварке нержавеющей стали по сравнению с обычной сваркой TIG, холодной проволокой TIG, горячей проволокой TIP, TIP TIG и TIP TIG — HDMT на трубах.
Снижение затрат на сварку
Экономия рассчитана для реальной сварки нержавеющей стали при сравнении обычной сварки TIG и TIP TIG на трубопроводах
Узнать больше о Tip Tig
Стандартные сварочные аппараты могут быть подключены к процессу TIP TIG. Наша запатентованная система подачи проволоки вызывает вибрацию присадочной проволоки, а также предварительный нагрев присадочного материала перед подачей в сварочную ванну. Вибрационный эффект возникает из-за механического перемешивания с использованием 4-роликового механизма подачи проволоки.Ток горячей проволоки создается вторичным источником питания в механизме подачи проволоки TIP TIG. Процесс сварки TIP TIG наиболее выгоден для таких сплавов, как углеродистая сталь, нержавеющая сталь, дуплексная и супердуплексная нержавеющая сталь, инконель, стеллит, титан, хастеллой, медно-никелевый сплав, никелево-хромовые сплавы и для сварки алюминия. Основное применение процесса TIP TIG — достижение более высоких скоростей перемещения и повышение производительности сварки TIG с использованием HDMT GTAW.
Рекомендуемый TIP TIG Сварочные системы Области применения продукта
Отраслевые приложения
Услуги по производственной сварке — Мишавака, IN
Услуги по производственной сварке
Как поставщик комплексных услуг, Penz Products предлагает роботизированные и бесплатные услуги MIG, TIG и точечной сварки как для малых, так и для больших объемов производства.Независимо от того, что требуется для вашего проекта, у нас есть навыки и опыт, чтобы удовлетворить ваши потребности. Подходящие для больших объемов производства, наши роботизированные ячейки обеспечивают короткое время цикла, стабильную производительность и стабильное качество сварки. Сварка TIG «вручную» обеспечивает точный контроль параметров сварки, а наши сертифицированные сварщики способны выполнять сварочные швы превосходного качества, без брызг и низкой деформации, с присадкой или без нее. Наши универсальные услуги автоматической или полуавтоматической сварки MIG предлагают преимущества большей гибкости позиционирования и позволяют выполнять длинные сварные швы без пусков и остановок.
Наши универсальные услуги автоматической или полуавтоматической сварки MIG предлагают преимущества большей гибкости позиционирования и позволяют выполнять длинные сварные швы без пусков и остановок.
Мы можем обрабатывать детали из стали, алюминия, сплавов, а также черных и цветных металлов и производить сборки любого размера. Расширенные процедуры контроля проверяют качество и прочность каждого сварного шва, чтобы гарантировать целостность соединения и максимально продлить срок службы продукта. Наши услуги отвечают строгим требованиям многих отраслей, включая аэрокосмическую, тяжелую и транспортную. Чтобы получить дополнительную информацию о том, как наши услуги по производственной сварке могут принести пользу вашему применению, свяжитесь с нами сегодня.
Запрос цены или информацииПортфолио Галерея
Производственные возможности по сварке
- Общие возможности
- Контракт
Производство
- Сварочный процесс
- Металлический инертный газ (MIG)
Вольфрамовый инертный газ (TIG)
Роботизированный
Пятно
- Преимущества MIG
- Возможность всех положений
Требуется меньше навыков оператора
Длинные непрерывные швы
- Преимущества сварки TIG
- Сварные швы высшего качества
С присадочным металлом или без него
Точный контроль параметров сварки (нагрев)
Без брызг
Низкие искажения
- Преимущества роботов
- Стабильность качества сварных швов
Повторяемость
Увеличенная скорость цикла
Повышенная производительность
- Формы
- Угол
Трубка
Квартира
Бар
Полоски
Труба
Рулон формованный
- Материалы
- Углеродистая сталь
Нержавеющая сталь
Алюминий и другие сплавы
Черные и цветные
- Сварка
- Свободная рука
Робот
Автомат
- Дополнительные услуги
- Инструмент и матрица собственного производства
Сборка
Типовой проект дома
Инструмент
- Объем производства
- От малых до крупных
- Продукты
- Канистры для пылесоса для коммерческих автомоек
Стеллажи и стеллажи разное
Выдвижные блоки для хранения фургонов
Пьедесталы сидений для автобусной промышленности
Запчасти для грузовиков / прицепов и контейнеров / шасси
Платформы весов
Дополнительная информация
- В центре внимания отрасли
- Рекреационные автомобили
Транзит
Железная дорога
Аэрокосмическая промышленность
Сельское хозяйство
Грузовик / Прицеп
Дом / Сад
- Предполагаемое применение
- Мотоциклы
Картинг
Локомотивы
Тракторы
Крышки силоса
Двери доступа, вентиляции и отсеков
Контейнер-шасси
Запчасти для прицепов
Весы
Раковины и обрамление ванн
Люки на крышу
Товары для кемпинга и отдыха
Ящики для переноски
Мебель на заказ
Декоративные камни
Охотничьи жалюзи и подставки для деревьев
Навесы для зимней рыбалки
Продукция животноводства
Погрузочно-разгрузочное оборудование
Оборудование для мойки деталей
Портативное оборудование для улицы
Облицовка четверть крыла
Встраиваемые изделия
Сумки
Игрушки
Вакуумные цистерны для мойки автомобилей
- Отраслевые стандарты
- Сертификат ISO 9001: 2008
- Форматы файлов
- SolidWorks
SolidCAM
Rapid Form XOR (3D сканирование)
Pro Net
ШАГ / IGES
| STC-012 | Определить их пригодность для торговли и обучения | 30 | 2 |
| STC-022 | Предотвращение угроз здоровью, безопасности и окружающей среде | 30 | 2 |
| STC-032 | Выполнение сварочных расчетов | 30 | 2 |
| STC-042 | Эксплуатация подъемно-транспортного оборудования | 30 | 2 |
| СТК-053 | Выполнить термическую резку металлических деталей | 45 | 3 |
| STC-066 | Интерпретируйте простые планы сборки и нарисуйте эскизы | 90 | 6 |
| STC-077 | Сваривайте детали из стали и нержавеющей стали методом GMAW в плоском и горизонтальном положениях | 105 | 7 |
| СТК-082 | Установление процедур сварки и резки | 30 | 2 |
| СТК-096 | Сваривайте стальные детали методом FCAW в плоском и горизонтальном положениях | 90 | 6 |
| STC-105 | Изготовление простых сборок | 75 | 5 |
| СТК-111 | Подготовьтесь к карьере | 15 | 1 |
| СТК-126 | Вход в рабочую силу | 90 | 6 |
Каковы правила производства стали?
В сварочной отрасли существует несколько типов сварки, которые можно использовать для различных целей. Не все типы безопасны или полезны для каждого проекта, и важно знать, какой тип подходит для каждого проекта, а также требования к коду для каждого из них.
Не все типы безопасны или полезны для каждого проекта, и важно знать, какой тип подходит для каждого проекта, а также требования к коду для каждого из них.
Дуговая сварка
Одним из наиболее распространенных видов сварки является дуговая сварка. В этой категории вы найдете несколько подразделений. Они имеют буквенные обозначения, которые могут сбивать с толку, например FCAW, GMAW и SAW. Каждый из них уникален и подходит для конкретной работы или задачи.
FCAW — Порошковая дуговая сварка — это полуавтоматическая сварка с использованием дуги между металлом и присадочной проволокой или электродом, где тепло плавит присадку и металл для их сплавления.
GMAW — В газовой дуговой сварке используется присадочная проволока с дугой, поступающей от источника постоянного тока с защитным газом.
GTAW — При газовой вольфрамовой дуговой сварке используется неплавящийся электрод с отдельной присадочной проволокой.
Может использоваться на черных и цветных металлах и не требует наполнителя.SMAW — Электродуговая сварка в экранированном металле — это ручной процесс с использованием электрода с покрытием, требующий минимального оборудования.
SAW — Дуговая сварка под флюсом — это полуавтоматическая или автоматическая сварка с использованием слоя порошкового флюса поверх заготовки для сварки толстых металлических листов или в случаях, когда требуется длительный сварной шов.
 Может использоваться на черных и цветных металлах и не требует наполнителя.
Может использоваться на черных и цветных металлах и не требует наполнителя.Эти процессы разрабатывались с течением времени и используются для решения конкретных задач. Расходуемые электроды включают углеродистую сталь, нержавеющую сталь, алюминий, низколегированную сталь, титан, медь и магний. Неплавящиеся электроды включают углерод и вольфрам. Наиболее распространенными газами, используемыми в газовой защите, являются аргон и диоксид углерода.
Правила EPA для сварки металлических изделий
Агентство по охране окружающей среды установило некоторые требования для сварки металлических изделий. Это следующие:
Это следующие:
Сварочные процессы должны использовать ограниченные возможности образования дыма
Варианты сварочного процесса, которые могут снизить скорость образования дыма
Присадочные металлы, защитные газы и другие материалы для сварочный процесс должен быть способен уменьшать образование дыма
Оптимизировать переменные в процессе, чтобы снизить уровень выделяемого дыма
Используйте систему улавливания и контроля сварочного дыма
Если При сварке используется небольшое количество проволоки или прутка, содержащего один из пяти металлов, это может быть освобождено от требований.Если выбросы от производства наблюдаются чаще, чем один раз в год, необходимо провести испытания с использованием метода 9. План управления должен быть реализован для конкретного объекта.
Безопасность при сварке
Четыре из основных опасностей, связанных со сваркой, включают ожоги, испарения, поражение электрическим током и пожар.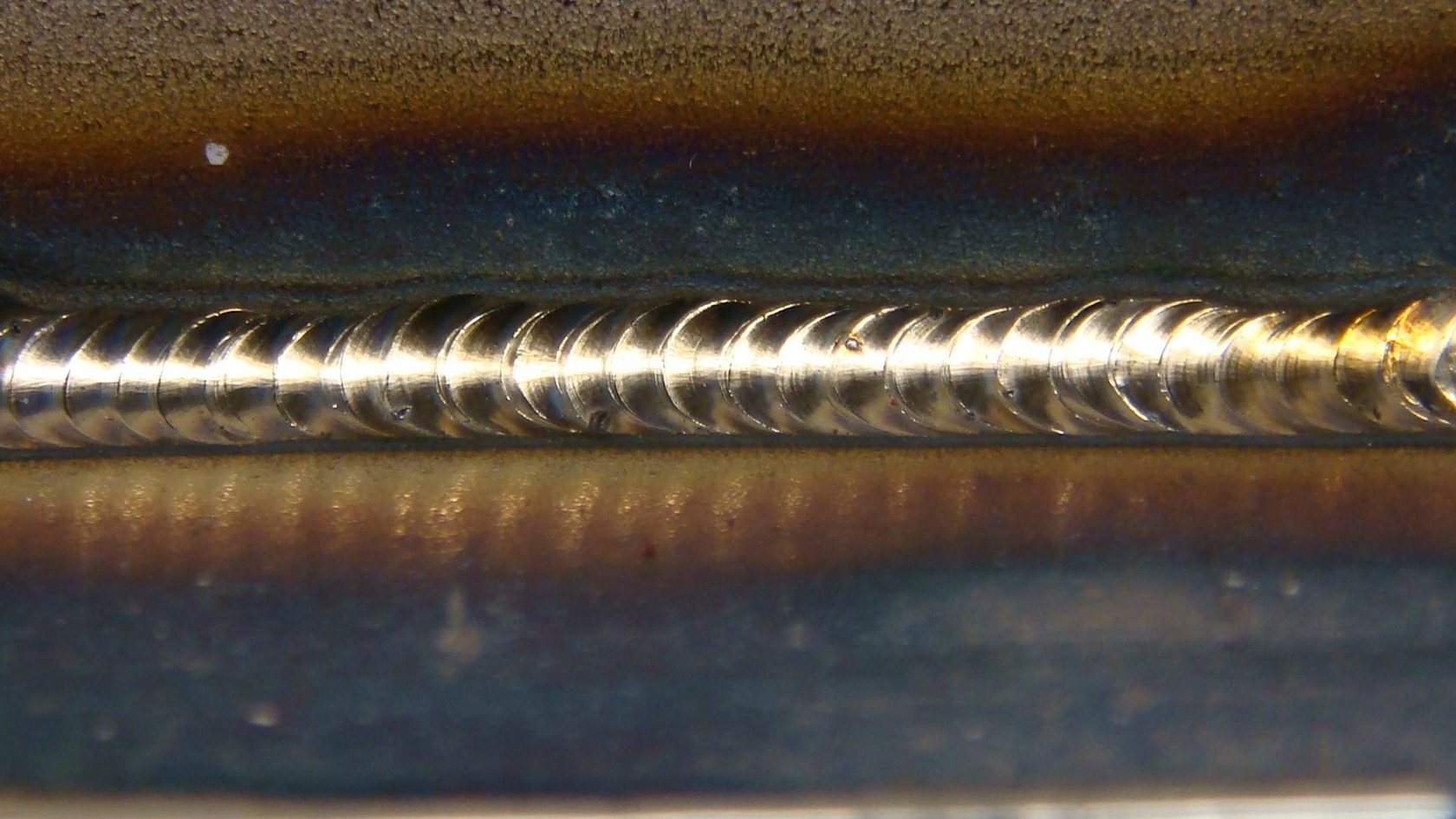 Согласно OSHA, травмы глаз являются наиболее распространенным типом травм у сварщиков. Требуется специальное оборудование для глаз, потому что обычной защиты недостаточно.
Согласно OSHA, травмы глаз являются наиболее распространенным типом травм у сварщиков. Требуется специальное оборудование для глаз, потому что обычной защиты недостаточно.
Для предотвращения ожогов при сварке необходимы специальные сварочные перчатки.Перчатки должны быть полностью сухими во избежание поражения электрическим током при работе со сварочным оборудованием. Кожаный фартук может защитить тело, потому что синтетический фартук или повседневная одежда не обеспечивают достаточной защиты и даже могут действовать как воспламенитель.
Вентиляция — еще одно важное соображение. Со специальным оборудованием и спецодеждой повышается риск теплового истощения и перенапряжения. Воздушный поток помогает поддерживать температуру на безопасном уровне.
OSHA разработало руководство по обеспечению безопасной рабочей среды при сварке.
Вблизи места проведения сварочных работ не должно быть горючих веществ
Пол не может быть деревянным
Все резервуары или другие емкости, содержащие легковоспламеняющиеся взрывчатые вещества, должны быть очищены
Пол нельзя быть влажным
Свободное рабочее место, чтобы не было препятствий
На рабочем месте не должно быть скоплений
На рабочем месте сварщика уже должен быть план действий в чрезвычайных ситуациях, который включает обучение сварщиков. Огнетушители и другое оборудование должны быть легко доступны сварщикам и другим рабочим в случае пожара.
Огнетушители и другое оборудование должны быть легко доступны сварщикам и другим рабочим в случае пожара.
Руководство по сварке нержавеющей стали
Трудно ли сваривать нержавеющую сталь?Во втором руководстве по сварочным процессам и их применению наш инструктор по сварке Том знакомит нашего ученика Пола с различными аспектами сварки нержавеющей стали. Как и со многими подобными предметами, с этой темой связаны мифы, некоторые из которых основаны исключительно на незнании того, что такое «нержавеющая сталь».
Можно ли сваривать нержавеющую сталь? Том: Начнем с начала. Считаете ли вы, что нержавеющую сталь можно сваривать дуговой сваркой? Если да, то какие процессы, по вашему мнению, можно использовать?
Пол: Ну, я знаю, что такие детали, как молоковозы, сделаны из нержавеющей стали, и они сварены, так что да, вы должны уметь их сваривать дугой. Что касается процессов, я могу представить, что можно использовать большинство, если не все обычные процессы дуговой сварки. Следует иметь в виду, что «нержавеющая сталь» — это не просто «металл».Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе правильного сварочного газа. Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на долю которых приходится около 70% всех изготовленных нержавеющих сталей, свариваемость которых хорошая. Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими высокотемпературными свойствами, поэтому используются для выхлопных газов, каталитических нейтрализаторов и т.д.Наконец, дуплексные марки предлагают лучшее из аустенитных и ферритных марок, сочетают в себе высокую прочность и высокую коррозионную стойкость и используются на химических предприятиях, где решающее значение имеет целостность сварных швов
Следует иметь в виду, что «нержавеющая сталь» — это не просто «металл».Существует четыре основные группы, каждая из которых имеет свои особые требования при выборе правильного сварочного газа. Это аустенитные, ферритные, мартенситные и дуплексные. Из них наиболее часто используются аустенитные нержавеющие стали, на долю которых приходится около 70% всех изготовленных нержавеющих сталей, свариваемость которых хорошая. Ферритные марки используются не так часто, но они обладают высокой прочностью и хорошими высокотемпературными свойствами, поэтому используются для выхлопных газов, каталитических нейтрализаторов и т.д.Наконец, дуплексные марки предлагают лучшее из аустенитных и ферритных марок, сочетают в себе высокую прочность и высокую коррозионную стойкость и используются на химических предприятиях, где решающее значение имеет целостность сварных швов
Сварка в ограниченном пространстве
Paul: Одна область, которую мы не рассмотрели, — это охрана здоровья и безопасность.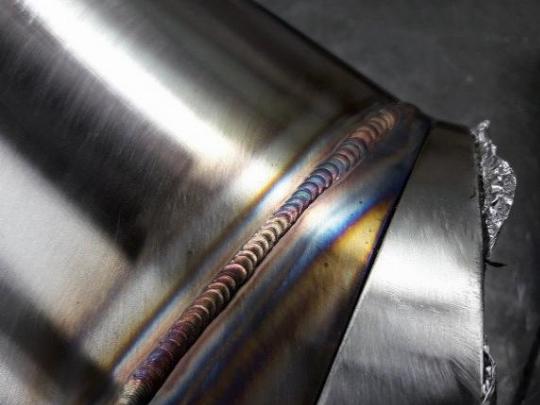 Есть ли серьезные проблемы при сварке нержавеющей стали?
Есть ли серьезные проблемы при сварке нержавеющей стали?
Том: Вы наверняка знаете, какие вопросы задавать! Проблемы во многом не отличаются от проблем, связанных с любым процессом дуговой сварки.Однако есть некоторые специфические проблемы. Любой сварочный процесс будет генерировать сложную смесь металлического дыма, твердых частиц и газов. Сварка нержавеющей стали вызывает особую озабоченность из-за образования дыма, содержащего, среди прочего, никель и шестивалентный хром — доказанный астмаген. По этим причинам HSE рекомендует использовать местную вытяжную вентиляцию (LEV) при сварке нержавеющей стали. Однако результаты их опроса показали, что значительная часть сайтов, хотя и имеет адекватный контроль воздействия, на практике не использует их.Приведенные причины включают нежелание регулярно перемещать кожух LEV в процессе сварки и распространенное заблуждение, что использование LEV влияет на качество сварки.
Следует отметить, что во многих случаях сварка нержавеющей стали выполняется в ограниченном пространстве, например, в резервуарах. Некоторые из используемых процессов полагаются на инертные газы для их эффективности. Однако, если задача не спланирована тщательно, сварочные газы, такие как аргон, углекислый газ, азот и гелий, могут вытеснить воздух внутри замкнутых пространств.Аргон и диоксид углерода — относительно «тяжелые» газы. Они могут собираться в местах, где вы обычно не ожидаете возникновения проблем, например, на смотровых ямах.
Некоторые из используемых процессов полагаются на инертные газы для их эффективности. Однако, если задача не спланирована тщательно, сварочные газы, такие как аргон, углекислый газ, азот и гелий, могут вытеснить воздух внутри замкнутых пространств.Аргон и диоксид углерода — относительно «тяжелые» газы. Они могут собираться в местах, где вы обычно не ожидаете возникновения проблем, например, на смотровых ямах.
Иногда инертные газы используются для преднамеренной замены воздуха, чтобы предотвратить окисление сварных швов или снизить риск возгорания. Также могут накапливаться газы, поскольку они используются в процессе сварки. Если вы не соблюдаете правила безопасной работы и войдете в зону с большим количеством инертного газа, вы рискуете умереть от удушья.Если количество инертного газа достаточно велико, вы не кашляете, не трясетесь, не дышите или чувствуете одышку, вы просто теряете сознание. Это происходит так быстро, что вы не сможете спастись. Если инертный газ только частично заменил воздух, вы можете почувствовать себя очень слабым, усталым и растерянным. Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода. Если вас не спасут и вы не вдохнете нормальный воздух в течение нескольких минут, вы, скорее всего, потеряете сознание и в конечном итоге умрете. Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода. Если вас не спасут и вы не вдохнете нормальный воздух в течение нескольких минут, вы, скорее всего, потеряете сознание и в конечном итоге умрете. Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Пол, вас не должно пугать то, что я вам только что сказал. Как и в любом производственном процессе, девизом является «ЗАБОТА»; это всегда заботиться о себе, правильно работать, заботиться о собственном благополучии и о благополучии окружающих. Сделай это, и ты будешь в безопасности.
Tom: Можно использовать все стандартные процессы дуговой сварки — MMA, MIG / MAG, TIG, плазменную сварку и т. Д., Но вы обнаружите, что в большинстве случаев обычно выбирается сварка TIG.
A. Сварка TIG нержавеющей стали
Tom: Газовая вольфрамовая дуговая сварка (GTAW) или сварка вольфрамовым электродом в среде инертного газа — просто два разных названия одного и того же процесса — это наиболее часто используемый процесс. Согласно исследованию, проведенному Управлением здравоохранения и безопасности Великобритании (небольшое исследование воздействия сварочного дыма из нержавеющей стали, Мэтт Колдвелл и Крис Кин — исследовательский отчет RR770), на сварку TIG и MIG приходится около 90% сварочных работ. Это связано с универсальностью и высоким качеством получаемого шва — не только качеством сварного шва, но и его законченным внешним видом.Как вы знаете, при сварке TIG вы обычно используете более низкий ток, тем самым снижая тепловыделение основного металла, в сочетании с возможностью добавления присадочного металла в сварочную ванну — все это в совокупности делает его пригодным для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов из более толстого материала. Хотя обычно добавляется присадочный материал, для автоматической сварки труб часто используется так называемый процесс автогенной сварки, при котором не добавляется присадочный материал.
Согласно исследованию, проведенному Управлением здравоохранения и безопасности Великобритании (небольшое исследование воздействия сварочного дыма из нержавеющей стали, Мэтт Колдвелл и Крис Кин — исследовательский отчет RR770), на сварку TIG и MIG приходится около 90% сварочных работ. Это связано с универсальностью и высоким качеством получаемого шва — не только качеством сварного шва, но и его законченным внешним видом.Как вы знаете, при сварке TIG вы обычно используете более низкий ток, тем самым снижая тепловыделение основного металла, в сочетании с возможностью добавления присадочного металла в сварочную ванну — все это в совокупности делает его пригодным для сварки тонких материалов. Этот процесс также можно использовать для укладки корневых каналов из более толстого материала. Хотя обычно добавляется присадочный материал, для автоматической сварки труб часто используется так называемый процесс автогенной сварки, при котором не добавляется присадочный материал.
Б. Сварка нержавеющей стали MIG / MAG
Сварка нержавеющей стали MIG / MAG
Paul: Как насчет сварки MIG?
Tom: Газовая дуговая сварка металла (GMAW) или сварка металла в среде инертного газа / металла в активном газе (MIG / MAG), которая представляет собой полуавтоматический процесс, может использоваться как вручную, так и в автоматическом режиме. В этом процессе используются сплошной проволочный электрод и богатый аргоном защитный газ, как правило, в ситуациях с высокой производительностью либо в режиме передачи металла короткого замыкания для тонких материалов, либо в режиме струйной дуги для более толстых материалов.При позиционной сварке источники питания, вырабатывающие импульсный ток, обеспечивают улучшенное качество металла шва, особенно при позиционной сварке. Для повышения стабильности дуги были разработаны газовые смеси с добавками кислорода, гелия, углекислого газа к основному аргону.
C. Сварка нержавеющей стали порошковой проволокой
Paul: Разве некоторые сварщики не используют порошковую сварочную проволоку? Если да, то каковы преимущества?
Tom: Опять же, вы правы. Это вариант процесса MIG / MAG, в котором вместо сплошной проволоки в одном и том же сварочном оборудовании можно использовать трубчатую проволоку, заполненную флюсом (FCW) или металлическим порошком (MC).Поставщики предлагают два варианта: один для сварки во всех положениях, а второй — для сварки наплавкой вниз. Вы не только получаете более высокую производительность наплавки, но и значительно сокращаете очистку после сварки. Опять же, в отчете HSE было подсчитано, что на FCW приходится не более 5% всей сварки нержавеющей стали.
Это вариант процесса MIG / MAG, в котором вместо сплошной проволоки в одном и том же сварочном оборудовании можно использовать трубчатую проволоку, заполненную флюсом (FCW) или металлическим порошком (MC).Поставщики предлагают два варианта: один для сварки во всех положениях, а второй — для сварки наплавкой вниз. Вы не только получаете более высокую производительность наплавки, но и значительно сокращаете очистку после сварки. Опять же, в отчете HSE было подсчитано, что на FCW приходится не более 5% всей сварки нержавеющей стали.
D. MMA сварка нержавеющей стали
Tom: легко использовать дуговую сварку защищенного металла (SMAW) или ручную дуговую сварку металла (MMA). Действительно, широкий выбор электродных покрытий обеспечивает большую гибкость при сварке различных марок нержавеющей стали в столь же широком диапазоне применений.Соблюдайте осторожность, если собираетесь использовать ММА. Наиболее широко используются электроды, покрытые кислотой с рутиловым покрытием, поскольку они обеспечивают перенос металла в форме струйной дуги, самовыделение шлака и эстетически приятный профиль сварного шва. Обычно они используются в нижнем положении. Если вам нужны сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток в виде микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не так хороши.
Обычно они используются в нижнем положении. Если вам нужны сварные швы более высокого качества, вам следует перейти на электроды с основным покрытием, но у них есть недостаток в виде микровключений шлака и газовых пор, удаление шлака не так просто, а профили сварного шва не так хороши.
Пол: Нержавеющая сталь по определению — это яркий блестящий металл. Повреждает ли сварка эту отделку, и если да, то следует ли ее удалять?
Tom: Несмотря на то, что существует множество литературы о пост-изготовлении и очистке нержавеющей стали после сварки, есть одна проблема, которая вызывает вопросы, а именно «тепловое тонирование». Это утолщение естественного оксидного слоя на поверхности нержавеющей стали и результат световых интерференционных эффектов.Хотя со временем это обесцвечивание будет сливаться с остальной частью нержавеющей стали, жизненно важно удалить термоусадочную пластину, чтобы не повлиять на полную коррозионную стойкость готового продукта. В самом деле, Свод правил инспекции питьевой воды (Руководящие принципы и правила использования изделий из нержавеющей стали в питьевом водоснабжении) гласит: «Для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, наличия щелей, загрязнений и, по крайней мере, всего остального. Зубцы сварочного шва более темного цвета, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой! »
В самом деле, Свод правил инспекции питьевой воды (Руководящие принципы и правила использования изделий из нержавеющей стали в питьевом водоснабжении) гласит: «Для достижения оптимальных коррозионных характеристик сварных соединений из нержавеющей стали, наличия щелей, загрязнений и, по крайней мере, всего остального. Зубцы сварочного шва более темного цвета, чем бледно-желтый, должны быть удалены механической обработкой с последующим травлением сварного шва кислотой! »
Пол: На что влияют разные сварочные газы?
Tom: Существует много неправильных представлений о роли защитных газов при сварке.Многие считают, что именно электрод контролирует качество окончательного шва. Это в значительной степени верно, но, выбирая правильный газ, можно получить значительные выгоды.
Если взять этот процесс в качестве примера, то сварка MIG / MAG нержавеющей стали обычно выполняется с использованием аргона или смеси на основе аргона и гелия. Эти газы содержат небольшое количество окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с улавливанием углерода.Защитный газ общего назначения представляет собой смесь аргона с 2,5% углекислого газа, поскольку он обеспечивает хорошее смачивание и обеспечивает гладкий сварной шов с небольшим разбрызгиванием или без него. При сварке более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и диоксид углерода. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим сплавом и низким уровнем усиления в сочетании с высокими скоростями сварки.
Эти газы содержат небольшое количество окисляющего газа, такого как кислород или углекислый газ, для стабилизации дуги. Однако использование слишком большого количества углекислого газа может вызвать проблемы с улавливанием углерода.Защитный газ общего назначения представляет собой смесь аргона с 2,5% углекислого газа, поскольку он обеспечивает хорошее смачивание и обеспечивает гладкий сварной шов с небольшим разбрызгиванием или без него. При сварке более толстых деталей из нержавеющей стали используется трехкомпонентная смесь, содержащая аргон, гелий и диоксид углерода. В результате получается сварной шов с низким уровнем окисления поверхности, отличной коррозионной стойкостью, хорошим сплавом и низким уровнем усиления в сочетании с высокими скоростями сварки.
Наконец, поскольку сварка нержавеющей стали порошковой проволокой становится все более популярной, основным выбранным газом обычно является диоксид углерода или смешанный газ, содержащий до 20% диоксида углерода.
Том: Пол, я думаю, что мы рассмотрели все основные моменты сварки нержавеющей стали, так что увидимся в следующий раз, когда следующей темой, которую мы затронем, будет орбитальная сварка.
Пол: Спасибо, Том, мне очень понравилось предыдущее занятие по точечной сварке.
Если вы нашли эту функцию вопросов и ответов о сварке нержавеющей стали интересной, вы найдете много других статей на веб-сайте Института сварки здесь. TWI — это технологический и исследовательский центр, предоставляющий экспертные консультации по всем сварочным, соединительным и инженерным технологиям.
Другой источник информации — это Международный форум по нержавеющей стали (ISSF), некоммерческая исследовательская организация, которая служит всемирным форумом по различным аспектам международной индустрии нержавеющей стали.
Ищете сварочное оборудование для нержавеющей стали? Ассортимент огромен, так что возьмите трубку, чтобы получить советы и предложения. Или вы можете найти здесь новые и бывшие в употреблении сварочные аппараты.
Родни Питт, автор и бывший редактор журнала Welding Review, Welding & Metal Fabrication and Metal Construction.
Общие методы сварки нержавеющей стали
Немногие металлы могут сравниться по прочности и долговечности с нержавеющей сталью, что делает ее идеальным кандидатом для широкого круга применений. Кроме того, благодаря своей коррозионной стойкости он также может использоваться в различных инструментах, оборудовании и посуде. При сварке нержавеющей стали важно помнить о циклах охлаждения и нагрева. Если нержавеющая сталь становится слишком горячей, это может привести к соединению хрома с содержащимся в ней углеродом и потере своих коррозионно-стойких свойств.
Итак, каковы наиболее эффективные способы сварки нержавеющей стали? Мы разбираем их ниже.
Советы, которые следует помнить перед сваркой нержавеющей сталиПрежде чем мы углубимся в методы сварки нержавеющей стали, есть несколько советов, которые вы должны помнить, чтобы получить прочный и долговечный сварной шов.
- Очистите поверхности из нержавеющей стали перед сваркой. Его коррозионно-стойкие свойства снижаются, если металл загрязнен другими металлами в сварном шве.
- Выберите соответствующий присадочный материал для свариваемых металлов, чтобы сварной шов был прочным и имел максимально возможную коррозионную стойкость.
- Обращайтесь со всеми сварными швами соответствующим образом, если вы не используете коррозионно-стойкий присадочный материал, чтобы максимизировать коррозионную стойкость.
- Отслеживайте температуру металла с помощью подходящего инструмента, чтобы сварной шов был эффективным и прочным.
- Будьте осторожны и следите за любыми признаками деформации при работе с более тонкими деталями из нержавеющей стали.
 Его коррозионно-стойкие свойства снижаются, если металл загрязнен другими металлами в сварном шве.
Его коррозионно-стойкие свойства снижаются, если металл загрязнен другими металлами в сварном шве.
Один из самых популярных методов сварки, сварка TIG обеспечивает высокое качество, долговечность и универсальность при сварке нержавеющей стали. Благодаря низкому тепловыделению он также идеально подходит для работы с более тонкими материалами. Для получения наилучшего сварного шва газообразный аргон обычно смешивают с другими газами, такими как гелий или водород, в зависимости от типа выполняемой работы. Используя одностороннюю сварку, можно обеспечить защиту инертным газом между внутренними и внешними сварными швами.Это помогает предотвратить окисление и, следовательно, коррозию.
Сварка сопротивлением«Точечная» или контактная сварка (RW) имеет преимущество использования универсального оборудования, идеально подходящего для малых и больших проектов. Кроме того, он более экономичен, чем другие перечисленные нами методы, что снижает потребность в дополнительных ресурсах.
Контактная сварка выполняется с использованием электричества для нагрева изношенных металлических кромок и их склейки. Этот тип сварки является особенно хорошим выбором для сварки металла с низкой температурой плавления, поскольку его можно регулировать для предотвращения деформации металла.
Этот тип сварки является особенно хорошим выбором для сварки металла с низкой температурой плавления, поскольку его можно регулировать для предотвращения деформации металла.
Сварку металла иногда бывает сложно достичь в труднодоступных местах, поэтому MIG-сварка является популярным выбором. Это связано с тем, что он использует импульсный источник тока, а не постоянный источник питания. В этом типе сварки используется защитный газ, богатый аргоном, и сплошной проволочный электрод для создания прочного сварного шва.
Сам по себе метод является полуавтоматическим, что делает его эффективным выбором для сварки. При правильном выполнении он обеспечивает один из самых прочных сварных швов в этом списке при использовании нержавеющей стали.В зависимости от проекта, другие газовые смеси, включающие диоксид углерода, кислород или гелий, могут использоваться для улучшения общего качества сварного шва и стабилизации дуги.
В конечном итоге лучший выбор метода для проекта зависит от материала, с которым вы работаете, его толщины и качества сварного шва, который вам нужен. Точечная сварка отлично подходит для сокращения ресурсов, но сварка TIG даст вам сварной шов, который будет длиться дольше.
Заинтересованы в использовании нержавеющей стали для вашего следующего проекта? Свяжитесь с нами сегодня!
Что это такое, преимущества и методы
Методы сварки нержавеющей стали
Как производственная компания с полным спектром услуг, стремящаяся обеспечить район Саратога-Спрингс доступными, но высококачественными производственными услугами, мы хорошо знаем сварку.Хотя мы в основном специализируемся на роботизированной дуговой сварке — из-за ее неизменной точности и максимальной производительности — мы знакомы со всеми типами сварки. В сегодняшнем блоге мы сосредоточимся на некоторых наиболее распространенных методах сварки при работе с нержавеющей сталью.
Что такое сварка нержавеющей стали?
Нержавеющие стали — это сплавы на основе железа с содержанием хрома не менее 10,5%. Благодаря включению хрома на поверхности образуется тонкая и плотная пленка оксида хрома, обеспечивающая коррозионную стойкость.Также включены другие сплавы, в результате чего на выбор предлагаются пять различных типов магнитных и немагнитных нержавеющих сталей, в том числе:
- Ферритная нержавеющая сталь
- Дуплекс из нержавеющей стали
- Аустенитная нержавеющая сталь
- Мартенситная нержавеющая сталь
- Нержавеющая сталь дисперсионного твердения
Помимо хрома, эти нержавеющие стали могут содержать различное процентное содержание никеля, алюминия или того и другого.В зависимости от уникального состава они делятся на нержавеющую сталь серий 200, 300, 400 и 600.
Сложно ли сварка нержавеющей стали?
В отрасли считается, что нержавеющая сталь обладает хорошими сварочными свойствами. Он также очень технологичен и сваривается с использованием различных сварочных процессов, включая точечную, контактную, электронно-лучевую, дуговую, сварку MIG или сварку трением. Для любого из этих методов вы должны знать тип стали, с которой вы работаете, и подготовить поверхность, тщательно очистив ее.
Он также очень технологичен и сваривается с использованием различных сварочных процессов, включая точечную, контактную, электронно-лучевую, дуговую, сварку MIG или сварку трением. Для любого из этих методов вы должны знать тип стали, с которой вы работаете, и подготовить поверхность, тщательно очистив ее.
Нержавеющая сталь имеет примерно на 50% больший коэффициент теплового расширения, чем углеродистая сталь. Улучшенное удержание тепла приводит к меньшему рассеянию во время сварки, а это означает, что вам нужно будет вырабатывать меньше тепла для сварки. Они также имеют лучшую электропроводность, поэтому вы можете использовать меньший ток во время процессов контактной сварки.
Некоторые нержавеющие стали требуют особого внимания во время сварки для получения наилучших результатов. К ним относятся
- Мартенситная нержавеющая сталь: Для этих сталей требуется предварительный нагрев и термообработка после сварки.
- Ферритная нержавеющая сталь: Большинство ферритных нержавеющих сталей лучше всего работают с минимальным предварительным нагревом (от 300 до 450 F).
- Аустенитная нержавеющая сталь: Обязательно используйте соответствующие присадочные металлы, чтобы избежать потенциального теплового растрескивания.

Какой метод сварки нержавеющей стали лучше всего?
Метод сварки нержавеющей стали зависит от марки, толщины и отделки. Хотя существует несколько методов сварки, наиболее часто используются три.Ниже приведены эти три типа с кратким описанием.
Газовая вольфрамовая дуговая сварка Также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), дуговая сварка вольфрамовым электродом является наиболее распространенным процессом сварки. Как следует из названия, вольфрамовый электрод используется для создания сварного шва с низким тепловложением. Чаще всего этот процесс используется для тонких материалов, таких как нержавеющая сталь, а также для других цветных металлов, таких как алюминий, медь, магний. Один из распространенных приемов, часто используемых при использовании этого метода, заключается в выполнении одностороннего сварного шва, который создает инертную газовую защиту между внутренними и внешними сварными швами, тем самым повышая стойкость к коррозии и окислению.
MIG-сварка, или сварка металлическим электродом в газе, представляет собой полуавтоматический процесс сварки, в котором используется газ, богатый аргоном, и сплошной проволочный электрод. Во время этого процесса между проволочным электродом и металлами или заготовкой образуется электрическая дуга, заставляющая металлы плавиться и соединяться. Поскольку он обеспечивает прочное соединение и позволяет сварщику сваривать труднодоступные места, многие предпочитают этот процесс. Кроме того, чтобы лучше стабилизировать дугу и, следовательно, улучшить качество сварки, сварщики будут использовать различные газовые смеси — гелий, кислород и углекислый газ.
Точечная сваркаКонтактная или точечная сварка — один из самых популярных и экономичных видов сварки. Проще говоря, это процесс соединения двух металлических поверхностей за счет тепла, создаваемого сопротивлением электрическому току. Этот тип процесса часто используется при сварке листового металла, проволочной сетки и других тонких материалов с низкими температурами плавления. Автомобильная промышленность, возможно, является лучшим и наиболее распространенным применением этого типа сварки.Это неотъемлемая часть формирования автомобильных рам. Точечную сварку также можно полностью автоматизировать с помощью роботизированных сварочных аппаратов, которые дают надежно отличные результаты — ознакомьтесь с некоторыми преимуществами роботизированной сварки.
Преимущества изготовления нержавеющей сталиНержавеющая сталь, часто свернутая в листы, пластины, проволоку и прутки, используется в кухонной посуде, столовых приборах, хирургических инструментах, строительных материалах и во многих других областях. Когда дело доходит до промышленного использования, инженеры и дизайнеры часто упускают из виду нержавеющую сталь из-за ее высоких начальных затрат.Однако это может быть опрометчивым решением. Хотя эта начальная стоимость может быть высокой, изготовление из нержавеющей стали дает огромную ценность в долгосрочной перспективе.
Ниже приведены некоторые ключевые преимущества изготовления нержавеющей стали- Простота изготовления — как производители металла, мы видим в этом одно из главных преимуществ. Пока вы используете передовые технологии — станки с ЧПУ, роботизированные сварочные аппараты, лазерные резаки и т. Д. — с нержавеющей сталью довольно легко работать.Его можно относительно легко разрезать, гнуть, сваривать и изготавливать в соответствии с вашими требованиями.
- Долговечный и стойкий — это не только прочный металл, который трудно поцарапать и поцарапать, но и благодаря своему хромовому составу он также устойчив к коррозии во влажной среде. Однако, когда дело доходит до воздействия кислоты, некоторые виды нержавеющей стали могут пострадать от коррозии. Кроме того, нержавеющая сталь с высоким содержанием хрома и никелевых сплавов может быть чрезвычайно устойчивой к нагреванию и огню.
- Долговечность — будь то прибор из нержавеющей стали или конструкционный материал, нержавеющая сталь зарекомендовала себя как долговечный материал. Кроме того, уход за нержавеющей сталью относительно прост и эффективен. Это деталь, которую нельзя упускать из виду при принятии решений.
- Вторичная переработка — независимо от того, являетесь ли вы потребителем или производителем, важно осознавать влияние ваших материалов на ваше сообщество и планету.Одна из замечательных особенностей нержавеющей стали заключается в том, что она на 100% пригодна для вторичной переработки. Фактически, более 50 процентов нержавеющей стали производится из старых отходов, которые были переплавлены и использованы повторно.
Вдобавок ко всему, важно помнить, что существует более 60 марок нержавеющей стали, а это означает, что у вас есть широкий спектр вариантов, которые наилучшим образом соответствуют вашим потребностям. Когда вы объедините это разнообразие с цехом по изготовлению металлических изделий, который располагает всеми передовыми технологиями для наиболее эффективного обслуживания ваших потребностей, вы можете гарантировать, что
Не знаете, какой вид сварки вам нужен?Если вы пытаетесь выбрать, какой метод сварки лучше всего подходит для вашего проекта из нержавеющей стали, не делайте этого в одиночку.