Технологии сварки меди различными способами
- Ручная дуговая сварка меди металическими электродами
Медь обладает высокой стойкостью к коррозии. Благодаря этому качеству она широко применяется в производстве электроники и техники, а также в машиностроении. То есть она требуется в областях, в которых требуются металлы с высокой устойчивостью к возникновению коррозии. Это довольно обширные сферы, требующие создание элементов с прочными сварными швами. Высокий спрос формирует постоянное усовершенствование технологии сварки цветных металлов в целом и меди, и её сплавов в частности. Улучшение технологии двигается как в сторону увеличения качества шва, так и уменьшение стоимости способа.
Чаще всего обработке подвергаются листы и трубный прокат из меди.
Ручная дуговая сварка меди металлическими электродами
Этот вариант имеет техническое превосходство над газовой сваркой медных изделий, кроме того, этот способ выгоднее остальных. Это касается не только меди, но и стали и её сплавов. Его можно назвать высокопроизводительным, так как работа электродными стержнями значительно быстрее, чем любой другой вариант.
Дуговая сварка может быть выполнена вручную, в защитной газовой среде или автоматом под флюсом. Сначала рассмотрим первый вариант.
Подготовка места
При толщине металлической детали от 6 до 12 мм рекомендовано делать V-образную разделку под будущий шов. Общий угол раскрытия кромок может быть в пределах от 60 до 70 градусов. Если с обратной стороны будет располагаться дополнительный шов, то допускается уменьшение угла до 50 градусов.
Если с обратной стороны будет располагаться дополнительный шов, то допускается уменьшение угла до 50 градусов.
Перед сваркой можно предварительно раздвинуть листы или не раздвигать. В первом случае необходимое расстояние между элементами должно быть в пределах 2-2.5% от глубины будущего шва. Во втором случае рекомендуется электродом меньшего диаметра сделать прихваты. Они не позволят элементам разойтись в стороны и сформировать неправильный зазор. Эти мелкие швы должны быть примерно по 3 см на расстоянии 30 см друг от друга. Зазор между краями должен быть не менее 2-4 мм, без него возникнет перегрев, который в дальнейшем приведет к горячим трещинам.
Не завывайте, что повторное нагревание медных элементов приводит к формированию пор. При приближении к прихватам их нужно удалять, а поверхность металла тщательно зачищать и обезжиривать.
Если толщина меди превышает 12 мм, то используется двусторонняя сварка и разделка кромки в виде буквы «Х». Если возможность выполнить подобную разделку отсутствует, то можно использовать V-образную.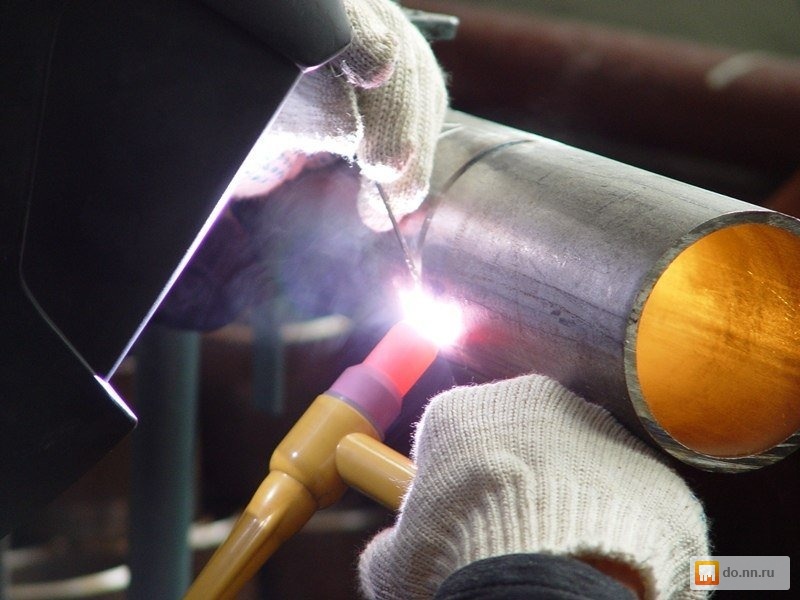
В случае использования X-образной раскройки, прихваты формируют на обратной стороне первого шва. Перед навариванием второго шва стежки также удаляют и зачищают.
При обработке медных изделий без формирования кромок вообще, а также с раскройкой в форме буквы «V», требуется использование подкладок. Они помогают отвести лишнее тепло и предотвращают перегрев детали. Они должны быть плотно прижаты к месту стыка. Допускается использование флюсовых подушек. Подкладки могут быть из меди, графита или стали. Ширина допускается от 4 до 5 см.
Непосредственно перед началом сварочных работ нужно подогреть стыки до 300-400 градусов Цельсия. Способ нагревания определяется исходя из размеров самой конструкции и толщины стенки металла. Чем толще кромки, тем выше будет температура подогрева.
Электроды для дуговой сварки меди и покрытия для них
Для использования в этом варианте работ подходят электроды со специальным покрытием. Выполнение сварочных работ обычным видом без покрытия не допускается, так как происходит окисление поверхности, и в шве появляются поры. В качестве стержня должна быть проволока из меди (с легированием или без него) или бронзы.
Выполнение сварочных работ обычным видом без покрытия не допускается, так как происходит окисление поверхности, и в шве появляются поры. В качестве стержня должна быть проволока из меди (с легированием или без него) или бронзы.
Благодаря своему химическому составу такие электроды раскисляют шов и легируют его фосфором, кремнием или марганцем. Вид самого покрытия выбирается так, чтобы при обработке металла была стабильная дуга, образовывались шлаки и происходило раскисление. Правильно подобранный материал значительно улучшает качества самой сварки.
Режим ручной дуговой сварки меди
При работе стоит использовать только постоянный ток обратной полярности. Осуществление сварки переменным током не позволяет добиться стабильной дуги. Такой вид тока может быть применен только при наличии железа в покрытии стержня и увеличении силы тока на 40-50% от первоначального. Однако высока вероятность появления брызг от металла электрода. Эти брызги тяжело счистить при застывании, кроме того они вступают в реакцию с кислородом и покрываются оксидной пленкой, вследствие чего их практически невозможно вплавить в шов.
Толщина меди, мм | 2 | 3 | 4 | 5 | 6 | 7-8 | 9-10 |
Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 5-7 | 6-7 | 6-8 |
Сила тока, А | 100-120 | 120-160 | 160-200 | 240-300 | 260-340 | 380-400 | 300-420 |
Рабочее напряжение, В | 25-27 | 25-27 | 25-27 | 25-27 | 26-28 | 26-28 | 28-30 |
Примерная скорость сварочных работ будет равняться 15-18 метров в час. При использовании бронзовых электродов это время сокращается, так как скорость плавления этого металла значительно выше.
При использовании бронзовых электродов это время сокращается, так как скорость плавления этого металла значительно выше.
Если ваши детали имеют толщину более 10-12 мм, то при сечении электрода 6-8 миллиметров увеличивают силу тока до 500 Ампер.
При обработке тавровых соединений применяются те же самые режимы, но само сварное соединение должно быть установлено в «лодочку».
Технология ручной дуговой сварки
При большой толщине листа требуется сварка в несколько слоев. Каждый из них должен быть обязательно зачищен. При меньшей толщине металла такой способ не рекомендуется.
Технология требует формирование одноступенчатых швов на длине в 20-30 см. Исполнение происходит на двух участках: две трети с одной стороны и одна треть с другой. Сначала сваривается наиболее длинный отрезок. Начинается формирование шва от дальнего конца в сторону короткого участка, далее формируется сам маленький отрезок. Такая технология позволяет избежать растрескивания шва.
Вся сварка происходит в нижнем положении, при этом плавящийся электрод должен быть наклонен в обратную от хода работы сторону на 15-20 градусов. Если металл вспучивается, то используйте кувалду для правки. Подкладка из графита при этом может расколоться. Оптимальными в этом плане считаются медные и стальные подложки.
Качество ручной сварки меди
Этот способ обеспечивает довольно высокий уровень работ. Для увеличения прочности можно сделать проковку. Она поднимет показатель на 10-15%. Но в результате этого приёма возможно уменьшение пластичности.
Ручная сварка медного трубопровода
Этот способ пришел к нам еще со времен СССР. Для обработки трубного проката со стенками от 3 миллиметров используют постоянный ток обратной полярности. Его плотность должна составлять 50 Ампер на миллиметр. Предварительно деталь требуется подогреть до диапазона от 250 до 300 градусов Цельсия.
Способ подогрева зависит от толщины стенок трубы. При параметре от 5 см требуется полный нагрев. При малой толщине хватит и местного.
При параметре от 5 см требуется полный нагрев. При малой толщине хватит и местного.
Также перед сварочными работами нужно сделать прихватки, которые в дальнейшем нужно вырубить и зачистить. Не рекомендуется выбирать скорость более 15 метров в час. Перегрев изделия более 350 градусов Цельсия не допускается.
Ручная сварка угольными и графитовыми электродами
Этот вид сварки используется в небольшом ряде случаев. Обычно он может использоваться в конструкциях, не отвечающих за большие нагрузки.
Угольные электроды применяются при толщине металла в 15 миллиметров. Если толщина больше, то целесообразно использовать стержни из графита. Оба вида имеют конусообразную заточку на треть своей длины. Как и в прошлых видах ручной сварки, тут тоже применяется постоянный ток прямой полярности. Но отличие есть в длине дуги: эта обработка ведется длинной. Площадь тока на электродах бывает от 200 до 400 Ампер на квадратный сантиметр.
Еще одна особенность состоит в том, что присадочный пруток должен находиться на удалении в 5-6 миллиметров от сварочной ванны. Следует выдерживать угол к обрабатываемому элементу в 30 градусов и ни в коем случае не погружать пруток в ванну. Угол между электродом и свариваемым изделием должен составлять 75-90 градусов.
Следует выдерживать угол к обрабатываемому элементу в 30 градусов и ни в коем случае не погружать пруток в ванну. Угол между электродом и свариваемым изделием должен составлять 75-90 градусов.
Чтобы защитить медь от воздействия воздуха и последующего образования оксидной пленки, используют флюс. В его составе должно быть 4-6% магния и 94-96% плавленой буры. Перед нанесением состава на пруток нужно смочить его в расплавленном стекле.
В случае, если стенки свариваемого элемента более 5 мм, то предварительно необходимо разделать кромки в сумме с углом 70-90 градусов и зазором не более 0.05 миллиметров.
Процедура выполняется на подкладке из асбеста или графита наклоненным вперед на 10-20 градусов электродом.
Медь толщиной до 5 миллиметров не нуждается в предварительном подогреве. Если ваше изделие более 5 миллиметров в толщину, то требуется предварительно нагреть его до 800 градусов Цельсия и быстро охладить. Для получения оптимального качества шва рекомендуется выполнять сварку за один подход.
Ручная аргонодуговая сварка меди
Этот вид обработки осуществляется вольфрамовым электродом. Аргон должен быть хорошо очищен. Используется постоянный ток прямой полярности. Прутки могут быть из меди, бронзы или медно-никелевого сплава
Предварительный подогрев меди требуется при толщине металла от 4 мм. Требуемая температура – 800 градусов Цельсия. При толщине от 6 мм применяют V-образную разделку кромок изделия с суммой углов 60-70 градусов. Обычно при сварке электрод наклоняют на 80-90 градусов от вертикального положения и двигают углом вперед. Присадочный пруток должен быть наклонен на 10-15 градусов. Допустимый вылет электрода – от 5 до 7 мм.
Сварка меди на автоматах или полуавтоматах под флюсом
Этот вид обработки меди используется, когда необходим высосокачественный сварной шов. Работа осуществляется на автоматах или шланговых полуавтоматах. Стенки небольшой толщины обычно обрабатывают под флюсом с использованием неплавящегося электрода.
Подготовка металла под сварку
Перед началом работ обязательным пунктом идет зачистка кромок. Стыковым соединениям со стенкой 6-8 миллиметров оставляют зазор в 1-1.5 миллиметра. При большей толщине требуется V-образная разделка с углами раскрытия в сумме 60 градусов. В таком варианте зазоры не требуются.
При сварке с зазорами в местах стыков необходимы подкладки, так как расплавленный металл вытечет через щель. Флюсовые подкладки считаются оптимальным вариантом, однако следует помнить, что сильное поджатие к металлу может привести к плохому формированию корня шва.
При данном способе обработки следует предварительно подогревать изделие. Если у вас медь небольшой толщины, то хватит местного нагрева. Если же стенки довольно толстые, то необходимо подогревать медь в процессе сварочных работ. Требуемая температура нагрева – 250-300 градусов Цельсия.
Проволока для автоматической сварки меди
Для работы нужна медная проволока марок M1, M2 и М3. При сечении меньше 3 мм в диаметре требуется нагартовка. Если это сделать по каким-либо причинам невозможно, то следует взять более упругие изделия проволоки БрОФ 4-0.3, Бр.Х-1 и Бр.КМц 3-1. Этот прокат из меди улучшает качество шва, так как понижает риск возникновения таких дефектов, как трещинки.
При сечении меньше 3 мм в диаметре требуется нагартовка. Если это сделать по каким-либо причинам невозможно, то следует взять более упругие изделия проволоки БрОФ 4-0.3, Бр.Х-1 и Бр.КМц 3-1. Этот прокат из меди улучшает качество шва, так как понижает риск возникновения таких дефектов, как трещинки.
При сварке автоматом правильнее будет использовать автоматическую подачу проволоки притяжным механизмом. Толстую проволоку с сечением от 5 миллиметров не применяют, так как для работы с ней необходимы специальные условия.
С помощью проволоки можно легировать сварной шов различными раскислителями. Это может быть флюс, кремний, фосфор и т.д. Оптимальный результат достигается путем использования флюса.
Плавленные и неплавленные флюсы для сварки
Среди плавленых вариантов флюсов можно выделить следующие:
- низкокремнистые безмарганцевые (АН-20) и марганцевые (АН-10, АН-51),
- высококремнистые марганцевые (АН-348, АН-348А и ОСЦ-45).


Эти варианты пользуются наибольшим спросом.
Не меньшую популярность имеют керамические флюсы. Они также помогают легировать шов и вводить раскислители. Состав флюсов ЖМ-1 и К-13:
Компоненты | Марка флюса | |
К-13 | ЖМ-1 | |
Глинозем | 20 | — |
Кварцевый песок | 8-10 | — |
Магнезит | 15 | — |
Мел | 15 | — |
Бура безводная | 20 | — |
Плавиковый шпат | 15-19 | 8 |
Алюминиевый порошок | 3-3,5 | 0,8 |
Борный шпат | — | 3,5 |
Мрамор | — | 28 |
Полевой шпат | — | 57,5 |
Древесный уголь | — | 2,2 |
Основным преимуществом керамических флюсов перед плавлеными является возможность проводить сварочные работы переменным током. Керамические флюсы позволяют стабильно получать качественный шов. Кассов Д.С. в своем исследовании приводит следующие данные по чистоте шва:
Металл | Содержание компонентов, % | |||||
Cu | Fe | Al | Si | Mn | Прочие | |
Основной | 99,76 | 0,016 | 0,008 | Следы | — | 0,2 |
Электродной проволоки М2 | 99,68 | 0,016 | 0,006 | Следы | — | 0,3 |
Шва | 99,92 | 0,048 | 0,004 | 0,009 | Следы | 0,02 |
Режимы автоматической сварки меди
В основном сварочные работы под флюсом выполняются постоянным током с обратной полярностью. Однако с флюсом ЖМ-1 используется ток переменного типа.
Примерные режимы обработки указаны ниже в табличках. При меди большой толщины используются флюсы АН-20 и АН-26. При этом напряжение дуги должно быть 36-40 В. При применении проволоки из бронзы допустимы показатели 32-36 В.
Режимы сварки плавлеными материалами:
Толщина меди, мм | Подготовка кромок | Марка проволоки | Диаметр проволоки, мм | Сила тока, А | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч |
2 | Нет | М1,М2,М3 | 1,4 | 140-160 | 120 | 25 |
3 | Нет | М1,М2,М3 | 2 | 190-210 | 140 | 20 |
4 | Нет | М1,М2,М3 | 2 | 250-280 | 170 | 20 |
5 | Нет | М1,М2,М3 | 2 | 310-320 | 210 | 20 |
6 | Нет | М1,М2,М3 | 2 | 330-340 | 220 | 20 |
4 | Нет | М1,М2,М3 | 3 | 370-390 | 150 | 38-42 |
5 | Нет | М1,М2,М3 | 3 | 380-400 | 160 | 30-35 |
6 | Нет | М1,М2,М3 | 3 | 460-470 | 175 | 30-35 |
81 | V-60°, притупление | М1,М2,М3 | 3 | 360-380 | 150 | 20 |
82 | V-60°, притупление | М1,М2,М3 | 3 | 390-410 | 160 | 20 |
101 | V-60°, притупление | М1,М2,М3 | 3 | 470-490 | 200 | 20 |
102 | V-60°, притупление | М1,М2,М3 | 3 | 540-560 | 220 | 20 |
121 | V-60°, притупление | М1,М2,М3 | 3 | 510-530 | 200 | 20 |
122 | V-60°, притупление | М1,М2,М3 | 3 | 580-600 | 240 | 20 |
122 | V-60°, притупление | М1,М2,М3 | 4 | 500-510 | 120 | 20 |
122 | V-60°, притупление | М1,М2,М3 | 4 | 570-580 | 140 | 20 |
14 | V-60°, притупление | М1,М2,М3 | 4 | 530-540 | 130 | 20 |
12 | V-60°, притупление | М1,М2,М3 | 4 | 600-610 | 150 | 20 |
16 | V-60°, притупление | М1,М2,М3 | 4 | 570-580 | 140 | 20 |
16 | V-60°, притупление | М1,М2,М3 | 4 | 650 | 160 | 20 |
3 | Нет | Бр.КМц 3-1 | 2 | 340-350 | 250 | 70-75 |
4 | Нет | Бр.КМц 3-1 | 2 | 350-370 | 260 | 60-70 |
5 | Нет | Бр.КМц 3-1 | 2 | 380-420 | 270 | 45-55 |
6 | Нет | Бр.КМц 3-1 | 2 | 450-470 | 300 | 26-32 |
Примечание. Значение индексов: 1-первый слой; 2-второй слой. | ||||||
Из этих данных можно сделать вывод, что последующая сварка имеет более жесткие значения, чем для первых слоев.
Режимы работы c керамикой ЖМ-1:
Толщина меди, мм | Диаметр проволоки, мм | Сила тока, А | Рабочее напряжение, В | Скорость сварки, м/ч |
4 | 4 | 490 | 22-24 | 42 |
6 | 4 | 580 | 26-28 | 32 |
8 | 4 | 650 | 30-32 | 26 |
10 | 4 | 710 | 34-36 | 22 |
Режимы работы c керамикой К-13:
Толщина меди, мм | Диаметр проволоки, мм | Рабочее напряжение, В | Сила тока, А | Скорость сварки, м/ч |
2 | 2 | 26-27 | 160-180 | 21 |
5-6 | 2-3 | 28-30 | 400-450 | 21 |
7-8 | 3 | 35-45 | 550 | 18 |
Режимы автоматической сварки под флюсом нахлёсточных соединений меди:
Марка флюса | Толщина листов, мм | Рабочее напряжение, В | Сила тока, А | Скорость сварки, м/ч | Скорость подачи проволоки, м/ч | Характер тока |
АН-348А | 3 | 30-35 | 220-240 | 25 | 170 | Постоянный |
АН-348А | 4,5 | 30-35 | 300-340 | 25 | 230 | Постоянный |
ЖМ-1 | 4 | 30 | 400-450 | 32 | 81 | Переменный |
ЖМ-1 | 6 | 30 | 500-525 | 25 | 87 | Переменный |
ЖМ-1 | 8 | 30 | 600-625 | 23 | 95 | Переменный |
ЖМ-1 | 10 | 30 | 775-800 | 18 | 103 | Переменный |
К-13 | 6 | 30 | 400-450 | Постоянный |
Техника сварки меди автоматами и полуавтоматами под флюсом
Обработка меди в этом плане практически не отличается от обработки сталей. Сварка стыков толщиной от 6 до 8 миллиметров происходит за один прогон. При большей толщине допускается повторная обработка, но каждый раз следует очищать обрабатываемую поверхность от шлаков.
Соединение осуществляется с помощью тонкой проволоки. В случае, если толщина кромок превышает 6 миллиметров, то применяют разделку V-образным способом, при этом сумма углов не должна превышать 90 градусов. Чтобы избежать пористости шва, обработка должна происходить без поперечных колебаний.
При сварке медных элементов большой толщины в швах могут оставаться шлаки. Чтобы этого не произошло, нужно придерживаться определенных алгоритмов. После того, как вы наплавили первый валик и проварили корень шва, нужно наплавлять валики по сторонам, чередуя их.
Качество сварки меди на автоматах и полуавтоматах
Помимо режима сварочных работ, на качество шва также влияет и выбор флюса. Ниже мы приводим усредненные показатели прочности соединений на оптимальных режимах:
Марка флюса | Марка электродной проволоки | Механическая прочность | |||
сварного соединения, МПа | металла шва, МПа | Угол загиба, град | относительное удлинение шва | ||
ЖМ-1 | М2 | 177,5 | 180,4 | 180 | 41,4 |
ОСЦ-45 | М2 | 168,7 | 174,5 | 180 | 26,3 |
К-13 | М1 | 258,9 | — | — | 43 (13)* |
АН-26 | М3 | 207,9 | 203,0 | 180 | 33,8 |
АН-348А | М1 | 192,2 | 178,5 | 180 | 41,6 |
АН-348А | Бр.КМЦ 3-1 | 234,4 | 307,9 | 180 | 33,0 |
Прмечание. Прочность основного металла 213,8МПа | |||||
По данным хорошо просматривается, что прочность соединения не уступает прочности самого металла.
Газовая сварка меди
При сварке медных изделий с толщиной стенок до 10 миллиметров используется мощность пламени до 150 литров в час на 1 миллиметр листа металла. Избыток ацетилена в науглероживающем пламени приводит к дефектам сварного шва. Могут появиться поры и трещины, которые делают конструкцию непрочной. Сварочные действия выполняется в один слой. Наслоение швов на медном изделии обычно приводит к трещинам и прочим дефектам.
В процессе применяются смеси горючих газов с кислородом. Чаще всего применяется ацетилен. остальные варианты могут использоваться при обработке изделий небольшой толщины. Подобные смеси призваны защитить шов от окисления и образования прочной оксидной пленки, а также от растрескивания.
Перед началом работ металл необходимо подготовить. Его следует очистить от масла и грязи, а также снять оксидную пленку. Дальнейшая очистка происходит непосредственно в процессе сварочных работ путем воздействия на кромки флюсом. В качестве флюса часто выступает бура в чистом виде или с добавками.
Основным видом соединения данного типа обработки является стыковое. Гораздо менее распространены варианты внахлест и тавровые. Первые могут непровариться, а во вторых могут образоваться подрезы.
Контактная сварка меди
В этом виде работ наибольшей популярностью пользуется стыковая. Чаще всего её применяют при обработке прутков, проволоки и трубопроводов из меди. Контактная сварка больше подходит для изделий из медных сплавов, чем из чистого металла. Шовный и точечный варианты применяется довольно редко.
В процессе обработки медных элементов получается значительно меньше искр, чем при аналогичной работе с черными металлами.
Наилучшего качества сварного шва можно добиться путем осадки стыка под током. Соединение в итоге получается достаточно прочным.
Технология сварки меди | Сварка и сварщик
Температура плавления меди 1883°С
Марка | Свариваемость | Технологические особенности сварки |
Медь катодная | Присадок БрКМц 3-1 МНЖКТ-5-1-0,2-0,2 БрОЦ 4-3, БрХ 0,7 При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С | |
М00к, М0к, М1к | Хорошая | |
Медь раскисленная | ||
М1р, М2р, М3р | Хорошая | |
Медь рафинированная | ||
М2, М3 | Хорошая | |
Бронзы оловянные литейные | Присадок той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С | |
Бр03Ц12С5 Бр05Ц5С5, Бр08Ц4 Бр010Ф1, Бр010Ц2 | Удовлетворительная | |
Бр03Ц7С5Н1 | Плохая | |
Бронзы безоловянистые литейные | ||
БрА9Ж3Л | Хорошая | |
БрА9Мц2Л | Удовлетворительная | |
Бронзы деформируемые | ||
Бр0ф7-0,2, БрХ1 БрКМцЗ-1, БрБ2 | Хорошая | |
БрАМц9-2 БрАЖ9-4, БрСр1 | Удовлетворительная | |
БрА5, БрА7 | Плохая | |
Латуни деформируемые | Присадок БрОЦ4-3 БрКМц 3-1, ЛК62-0,5 ЛК80-3, ЛМц 59-0,2 При толщине более 12 мм необходим предварительный подогрев до 300-350°С | |
Л96, ЛА77-2, ЛК80-2 | Хорошая | |
ЛМцС58-2, ЛС3 Л062-1 | Удовлетворительная | |
ЛС59, ЛС60-1 | Плохая | |
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную дугу с увеличенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Рекомендуемые типы сварных соединений — стыковые и схожие с ними по характеру теплоотвода.
Большая жидкотекучесть меди (в 2-2,5 раза выше ,чем устали) осложняет сварку вертикальных и потолочных швов. Она возможна лишь при минимальных размерах сварочной ванны и коротком времени пребывания металла в жидком состоянии. При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва и горячим трещинам, требует надежной защиты металла шва и сварочных материалов от загрязнений вредными примесями.
Из-за склонности меди к окислению с образованием тугоплавких окислов необходимо применять присадочный материал с раскисли гелями, главные из которых фосфор, кремний и марганец.
Большой коэффициент линейного расширения меди (в 1,5 раза выше, чем у стали) влечет за собой значительные деформации и напряжения, образование горячих трещин. Устранить их можно за счет предварительного подогрева конструкций: из меди до 250-300°С, из бронзы до 500-600°С
Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной, труборезами, на токарных и фрезерных станках, а также плазменно-дуговой резкой. Кромки под сварку подготавливают механическими способами. Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Кромки обрабатывают мелкой наждачной бумагой, металлическими щетками и т.д. Использовать абразивы с крупным зерном не рекомендуется. Возможно травление кромок и проволоки в растворе кислот:
75 см3 на 1 л воды азотной;
100 см3 на 1 л воды серной;
1 см3 на 1 л воды соляной
с последующей промывкой в воде и щелочи и сушкой горячим воздухом. Конструкции с толщиной стенки 10-15 мм предварительно подогревают газовым пламенем, рассредоточенной дугой и другими способами. Сборку стыков деталей под сварку ведут либо в приспособлениях, либо с помощью прихваток. Зазор между стыкуемыми заготовками соблюдают одинаковым на всем протяжении. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить. Поверхность прихваток необходимо очистить и убедиться в отсутствии поверхностных горячих трещин.
Если сварка ведется в нижнем положении, то для улучшения теплоотвода используют специальные приспособления из графита или меди
При сварке на открьтом воздухе стык обустраивают съемными экранами
1 — поток газа; 2 — шов; 3 — экран.
Выбор параметров режима
Сварку ведут на постоянном гоке прямой полярности. Сварочный ток (А) ориентировочно определяют по формуле:
Iсв=100?S,
где S — толщина металла, мм
Защитными газами могут быть аргон, гелий, азот и их смеси. Длина дуги в аргоне и гелии должна быть не более 3 мм. В азоте ее увеличивают до 12 мм. Поэтому возрастают напряжение на дуге и ее мощность (в 3-4 раза) но сравнению со сваркой в аргоне. В гелии же мощность дуги по сравнению со сваркой в аргоне повышается вдвое.
Расход защитного газа:
- аргон — 8-10 л/мин
- гелий -10-20 л/мин
- азот — 15-20 л/мин
Скорость сварки выбирают из условий формирования шва с нужной геометрией. Конструкции толщиной 4-6 мм сваривают без предварительного подогрева в аргоне, а до 6-8 мм — в гелии и азоте. Для сварки металла большей толщины требуется предварительный подогрев от 200 до 300°С.
Техника сварки
Сварку в аргоне ведуг «углом вперед» при выпуске электрода 5-7мм. В качестве присадочной проволоки используют:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Для повышения стойкости металла шва против горячих трещин применяют сварочные проволоки:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
- М Мц 40
Чтобы расплавленный металл не попал на конец W-электрода, присадочную проволоку вводят не в столб дуги, а подают к краю сварочной ванны и несколько сбоку
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ МЕДИ В АРГОНЕ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм | Диаметр присадка, мм | Расход аргона, л/мин | Число проходов без подварочного шва |
1,2 1,5 2,5 3 | 120-130 140-150 220-230 230-240 | 2,5-3 2,5-3 3,5-4 3,5-4 | 1,6 2 3 3 | 7-8 7-8 8-9 8-9 | 1 | |
10 | 1-й проход 200-350 2-й проход 200-350 3-й проход 200-400 Подварочный шов 250-350 | 4-4,5 | 3 5 6 3 | 7-8 7 7 7 | 3 | |
12 | 1-й проход 250-350 2-й проход 250-400 3-й проход 300-450 4-й проход 300-450 Подварочный шов 250-350 | 3 5 6 6 3 | 8-10 | 4 | ||
20 | 1 и 2-й проходы 250-400 3 и 4-й проходы 250-450 5 и 6-й проходы 300-550 Подварочный шов 250-350 | 5-5,5 | 3 5 6 3 | 10-12 | 6 | |
25 | 1 и 2-й проходы 250-400 3 и 4-й проходы 300-450 5 и 6-й проходы 300-550 7 и 8-й проходы 350-600 Подварочный шов 250-350 | 3 5 6 6 3 | 12-14 | 8 |
Сварка в азоте, который по отношению к меди является инертным газом, ведется угольным или графитовым стержнем. Использовать W-электроды нецелесообразно, так как их расход в азоте слишком велик. Азотнодуговую сварку угольным электродом ведут на постоянном токе прямой полярности при напряжении дуги 22-30 В. При токе 150-500 А диаметр электрода должен быть 6-8 мм. Расход азота — 3-10 л/мин
Сварка меди и ее сплавов в домашних условиях аргонодуговым методом, газосваркой и припоем
Монтаж и ремонт медного водопровода, устранение течи автомобильного радиатора – это только некоторые ремонтные работы, при которых пригодится умение сваривать медь и ее сплавы. Сварка меди в домашних условиях – достаточно сложный процесс, проведение которого требует опыта и знаний. Поэтому для сварки медных деталей лучше привлекать профессионального сварщика.
И не следует верить рекламе и применять различные герметики и замазки. Холодная сварка на некоторое время сможет оказать помощь и устранить течь. Но работы по соединению стыка все равно придется делать. Если есть опыт в работе с аргоном и на полуавтоматах, можно легко справиться с этой проблемой самостоятельно.
Свойства материала
Получение неразъемного соединения медных сплавов требует знания и понимания всех процессов, происходящих в сварочной ванне. Фосфор, сера и свинец, входящие в состав сплава, положительно влияют на качество шва. Но есть целый ряд отрицательных свойств материала:
- при большом уровне нагрева медь начинает сильно окисляться. Это приводит к образованию тугоплавких включений, впоследствии вызывающих трещины на сварочном шве;
- охлаждаясь, материал шва подвергается сильной усадке. Такая особенность приводит к локальным трещинам;
- при нагреве металл начинает поглощать газы. Такая особенность повышает образование раковин и непроваров. Поэтому важно при сварке применять защитные флюсы и инертные газы, которые препятствуют попаданию в шов кислорода;
- при сваривании меди с нержавейкой или другими материалами, при разогреве, происходит образование зернистости. Это обусловлено неоднородностью материалов. Такой стык становится хрупким и ненадежным;
- при сварке необходимо ставить большой ток. Это обусловлено высокой электропроводностью меди. Поэтому бытовой маломощный конвектор лучше оставить для сварки стали, а для меди использовать мощный промышленный аппарат;
Большой уровень текучести материала при высокой температуре плавления не позволяет обеспечить надежный шов при потолочном или вертикальном соединении. Варят медь только в нижнем или горизонтальном положении. Для лучшего качества шва надо предварительно нагреть заготовки.
Выбор электродов
Для получения качественного и наполненного шва при электросварке меди или ее сплава надо правильно выбрать электрод. В зависимости от типа сплавов используются электроды с различной обмазкой и материалом сердечника.
Обмазка или покрытие отвечает за создание защитной пленки (шлака), для предотвращения попадания вредных газов в сварочную ванну. В покрытии находятся некоторые присадки, которые совместно с металлом сердечника электрода добавляют в ванночку необходимые материалы, улучшающие шов. Металл шва остывает равномерно под слоем шлака, и из расплава удаляются вредные газы.
Используется 2 вида электродов. Изготавливаемые для сердечников прутки медной, чугунной, алюминиевой проволоки с нанесенной на них обмазкой – это плавящийся тип электродов. Электротехнический уголь, синтетический графит – эти и другие материалы используются при производстве неплавящихся электродов.
При покупке следует обращать внимание на цвет обмазки электрода. Для ручной электросварки их выпускают с красным покрытием. Синие применяют при сварке материалов с высоким уровнем температуры плавления. Желтый электрод служит для сварки жаростойкой стали, а серые применяются для сварки деталей из цветного металла.
Существует несколько способов сварки медных труб и других деталей и сплавов. Разберем каждый из них подробно.
Газосварка
С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для сварки толстого металла придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
При сварке обращайте внимание на процесс плавления кромок деталей и присадки. Для лучшего шва присадка должна расплавляться немного раньше краев основного металла. Обеспечивая наплавление присадочного металла на кромки, не забывайте про провар стыка.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Аргоновая электродуговая
Аргонодуговая сварка меди – это основной способ получения неразъемного соединения деталей из различных материалов с медью. Таким методом с медью можно прекрасно сваривать нержавейку.
При достаточном мастерстве получаются ровные, наполненные и качественные швы. Для сваривания этим способом применяется вольфрамовый электрод.
Аппарат для сварки деталей из меди должен работать от сети постоянного тока. Но в случае сборки деталей со сплавом алюминиевой бронзы и меди, лучшим решением будет использование аппарата переменного тока.
Настройка аппарата
Настройка величины тока при сварке зависит от толщины детали и сечения электрода. Для примера при толщине металла 1,5 мм, диаметр электрода используем 2,5 – 3 мм. Сила тока – 130 А., а диаметр присадки не более 1,6 мм. При толщине 3 мм необходимо выставить ток величиной 240 А.
По такому же принципу можно подбирать ток при сварке полуавтоматическим оборудованием с защитными газами – гелием, азотом и их смесями. Но сварка с помощью аргона – это наиболее распространенный вид соединения меди с другими материалами. Для присадки необходимо подбирать материал, в зависимости от особенностей изделия.
Работа в домашних условиях
В домашних условиях наиболее часто используются медные жилы, выдернутые из кабеля. Но перед началом работ не забудьте зачистить пруток от защитного лака с помощью наждачной бумага. Присадку обрабатывают растворителем для обезжиривания. Для выполнения качественного стыка лучше применять проволоку с низким уровнем расплава.
Присадка обязательно ведется впереди горелки, при ведении горелки «месяцем» или круговыми движениями происходит лучший прогрев зоны сварки. Сваривать толстые детали можно, расплавляя основной материал и формируя валик шва. В этом случае присадку не используют.
Для сварки тонкой меди лучше применять ступенчатый способ сварки. Для этого через определенные расстояния делают небольшие провары. Дойдя до конца шва, возвращаются к началу и повторяют операцию до полного сваривания деталей.
Основной отличительной особенностью сварки меди аргоном является получение качественного шва при горизонтальном проваре и вертикальном расположении стыка.
Медные водопроводные трубы
Сварить трубы можно всеми способами сварки меди. Можно варить медь угольным электродом, газосваркой, но наиболее распространенный и не очень сложный способ – это сварка аргоном. По ГОСТу шов должен выдерживать давление воды свыше 10-ти атмосфер при испытании системы водоснабжения.
Принцип работы прост. Нагреть стык, капнуть расплав с прутка и немного растянуть металл по шву. Так варится весь периметр трубы. Постепенно добавляя металл и растягивая его, формируют валик шва. При проведении сварки меди без остановок вы получите стык с множеством прожогов и подрезов шва.
Для выполнения этого вида работы лучше использовать импульсный тип сварочного аппарата. В этом случае можно увеличить скорость сваривания меди и уменьшить деформацию трубопровода.
Для этого выставляют короткие промежутки между импульсами, обеспечивая небольшое остывание металла. Если в шве образовалась дырка, не спешите заваривать ее. Дайте металлу остыть и, проходя по краю дырки, постепенно заварите ее.
Перед началом работы необходимо настроить силу тока. Для этого лучше использовать старые детали трубопровода. Такой способ позволит экономить дорогостоящий материал.
Пайка медного радиатора
В завершение приведем старый, но действенный способ устранения течи радиатора автомобиля. Для этого понадобится баллон пропана, горелка и широкий медный паяльник. Надо также взять кислоту для пайки или, в крайнем случае, канифоль, и прутки припоя из медно-фосфорного материала.
Сначала необходимо обнаружить место протечки. Затем зачистить его наждачкой, удалить грязь, накипь и пыль, обезжирить поверхность меди и залудить участок с дыркой. Для этого включают горелку, прогревают одновременно радиатор и паяльник. Кисточкой наносят слой кислоты и разогретым паяльником снимают небольшое количество припоя, разглаживают его по поверхности радиатора в месте повреждения.
Разогревают металл и паяльник. Снимая им капли припоя, проходят поврежденный участок, постепенно закрывая дырку. Таким старым дедовским способом можно сэкономить немаленькие средства на покупку нового радиатора или на сварку аргоном в автомастерской.
Сварка разнородных металлов
Сварка разнородных металлов
Получение высококачественной сварной конструкции — это сварка идентичных, или же хотя бы похожих по строению металлов. Однако, существует множество случаев, когда сварные конструкции производятся из металлов различных составов и свойств. Причина для того — износ, высокие температуры или другие условия, где от разных частей сварной конструкции требуются разные свойства.
Это создаёт необходимость производства сварных конструкций из разнородных металлов. Такая необходимость возникает в самых разных сферах производства всё чаще. Данная статья написана, чтобы предоставить информацию по успешному составлению комбинаций между некоторыми из более доступных видов металлов.
В случае качественной сварки металлов разнородных видов прочность полученной конструкции примерно совпадает с показателем прочности одного из двух соединяемых металлов, а именно того, чей показатель более низкий. Таким образом, эта система обладает таким пределом прочности и ковкостью, при которых сварочный шов, соединяющий конструкцию, не сможет разойтись. Соединения могут быть произведены между многими видами металлов с помощью разных способов сварки.
Проблема сварки подобных металлов связана с тем, что для таких процессов вначале нужно изучить фазовую диаграмму интерметаллического соединения. Если между выбранными металлами возможна свариваемость, то это объединение будет успешно произведено. В противном случае этого сделать не удастся.
Соединения между металлами необходимо изучить на предмет подверженности коррозии и деформируемости. Микроструктура такого соединения очень важна. Иногда приходится использовать третий металл, чтобы успешно произвести сварку.
Ещё один фактор, который определяет время службы любого соединения двух металлов – коэффициент теплового расширения. Если коэффициенты двух металлов сильно различаются, то оно может вскоре разрушиться.
Помимо прочего, стоит обратить внимание на различие температур плавления металлов. Она также крайне важна, поскольку из-за этой разницы один из металлов будет расплавлен задолго до другого при едином для обоих элементов температурном воздействии. Когда металлы с разными температурами плавления и коэффициентами теплового расширения нужно объединить, то сварочный процесс с высокой тепловой мощностью поможет произвести соединение быстрее, что, несомненно, является преимуществом.
Расстояние на электрохимической шкале показывает устойчивость металлов к коррозии в интерметаллической зоне. Если они расположены далеко, то коррозия станет серьёзной проблемой.
Использование промежуточного металла
В некоторых случаях, как и упоминалось прежде, можно создать сварочную конструкцию из двух металлов, только использовав нечто в качестве переходного материала. Например, при сварке меди со сталью. Такие элементы невозможно сварить напрямую, но, например, никель можно сварить с каждым из них. Таким образом, с помощью промежуточного металла данное объединение будет произведено.
Использование вставки
Ещё объединить разнородные металлы можно использовав композитную вставку между ними. Эта вставка состоит из другого промежуточного объединения между разнородными металлами, совершенного с помощью сварочного процесса, который не требует нагревания.
Процессы сварки для композитных вставок
Далее следует краткое описание сварочных процессов, которые могут использоваться для создания композитных вставок:
• Cварка взрывом
• Холодная сварка
• Ультразвуковая сварка
• Сварка трением
• Сварка сопротивлением высокочастотным током
• Диффузионная сварка
• Перкуссионная сварка
• Лазерная сварка
• Дуговая сварка
Сваривание алюминия с различными металлами
Металлы обладают широким диапазоном температур плавления. У алюминия она составляет примерно 650 градусов Цельсия, у железа — примерно 1538 градусов. Поэтому при плавке алюминий расплавится задолго до стали.
Фазовая диаграмма сварки алюминия с железом показывает, что сплавы железа с алюминием с долей железа более чем 12 % почти не имеют ковкости. Также, у алюминия и железа большая разница между коэффициентом теплового расширения, теплопроводимостью и теплоёмкостью. Это может стать причиной термических напряжений.
Самый действенный способ – использовать алюминиево-стальные (биметаллические) переходные вставки для сваривания сплавов алюминия со сталью при помощи электродуговой сварки.
Еще один способ — покрыть железо металлом, совместимым с алюминием. Успех в этом случае зависит от того, чем покрывается железо, а также толщины слоя и прочности соединения железа и этого металла. Покрыв цинком железо, можно сварить его с алюминием при помощи дуговой сварки. Для сварки алюминия с нержавеющей сталью можно использовать переходные вставки. Также можно использовать вышеупомянутый метод покрытия.
Сваривание алюминия с медью может быть осуществлено с помощью переходной вставки.
Сваривание меди с различными металлами
Медь и её сплавы можно сварить со сплавами железа и с нержавеющей сталью. Для более тонких частей сварочной конструкции можно использовать аргонодуговую сварку с содержащим сплав меди присадочным прутком. Импульсный режим позволяет сделать получение качественного сплава более простой задачей. Дуга должна быть направлена на медную часть конструкции. Для более широких частей конструкции стоит сперва покрыть сталь вышеупомянутым присадочным материалом. Медь следует предварительно нагреть.
Ещё один метод – наплавить медь никельсодержащим электродом. Рекомендуется сделать два слоя. В этом случае её вначале нужно разогреть примерно до 540 градусов Цельсия.
Медь также можно сварить с нержавейкой, а латунь – со сплавами железа.
Сваривание никелевых сплавов с железом.
Никелевые сплавы, такие как монель и инконель могут быть сварены с низколегированной сталью с помощью любого из процессов дуговой сварки с использованием материалов-наполнителей. Таким же образом их можно сварить с нержавейкой, если использовать подходящий электрод.
В случае, если вам понадобится любое сварочное оборудование, материалы, а также квалифицированная консультация — специалисты компании Земля Сварщиков помогут найти ответ и/или наиболее эффектиное решение поставленной задачи.
виды, характеристики, особенности использования, плюсы и минусы
Медь, медные сплавы-достаточно не простой материал для работы даже опытного сварщика, а для новичка совершенно точно-темный лес.
Для успешной работы будет недостаточно лишь профессиональных рук, так же понадобятся качественные материалы, ведь часто именно они решают исход работы. Некачественное оснащение может сыграть фатальную шутку даже с настоящим специалистом.
Когда приступает к сварке с таким не простым металлом будете готовы к ряду трудностей. Проблем может быть масса, начиная с того что метал может стать пористым, то есть не цельным, заканчивая окислением, что значительно уменьшим качество данной работы.
Содержание статьиПоказать
Электроды для меди
Но не напороться на ряд таких трудностей тоже возможно, для этого вам пригодиться электрод из меди, они широко используются, подходят для сварки таких металлов.
То есть вы можете использовать их не только для металла медного, но и для других как например, латук или бронза. Сварка электродами из меди делает процесс сварки комфортным и более качественным.
Наша статья о тех видах и марках сварок, что сейчас существуют на рынке, так же о том как можно из качественно применить в дуговой сварке.
План статьи
- Названия электродов
- ZELLER 390
- ESAB OK 94.55
- ESAB OK 94.35
- ESAB OK 94.25
- OЗМ -2
- ОЗБ -3
- Комсомолец-100
- Нюансы эксплуатации
- Итог
Названия электродов
Что бы сварить медь по методу дуговой сварки придумано, продаётся на рынке огромное множество фирм электродов. Из этого множества мы хотим рассказать вам о самых распространенных электродах. Начнем:
- ZELLER 390
- ESAB OK 94.55
- ESAB OK 94.35
- ESAB OK 94.25
- OЗМ -2
- ОЗБ -3
Они являются наилучшими вариантами исходя из своих характеристик и отзывов. Но хорошего электрода недостаточно, так же нужно знать качества того метала с которым вы собираетесь работать. Ну все же начнем с электродов, посмотрим на них повнимательнее
Комсомолец 100 — достаточно популярный вид при работе с медными сплавами. Вы можете направлять металла или же сваривать, он справиться с такими работами.
Идеальной средой для этого электрода будет постоянный ток, плоскость лучше всего выбирать немного под углом или же внизу.
Рынок предлагает нам диаметр от 3 до 5 миллиметров, то есть для тонких работ они вероятнее всего не подойдут.
Если вы варите электродом диаметром в 3 мм, то сила тока должна быть в пределах 180А, если на 5 миллиметров, то рекомендуется диапазон в 150-190, и для среднего размера в 4 миллиметра подойдёт мощность в 120-140 ампер.
Конечно это только рекомендации, выбирайте мощность по своему опыту и особенностям работы.
Температура до которой вы можете накалить самый толстый электрод составляет 700 градусов. И в соответствии с уменьшением размера должна падать и температура накала.
Отдельные модели
Площадь использования этой марки достаточно широка, то есть вы можете использовать её для сварки бронзы так же как для сварки меди, её сплавов
Главное в нем это его покрытие. Советуется использовать такой вид внизу, с использованием постоянного тока.
Такой вид достаточно специализирован, поскольку используется только для работы с чистой медью без любых до мешок или же других цветных металлов. Тонкие участки металла можно не нагревать перед началом сварки.
Варить стоит лишь в нижней части или же под углом, такие положение наиболее рекомендованы. При этом нам, опять же, понадобиться постоянный ток с обратной полярностью.
Материал расходуется со средней скоростью. Что бы например заплатить около 1 километра вам будет достаточно полутора килограммов электродов-это не много и не мало.
Ну а теперь приступим к разбору импортного производителя. Мы бы хотели рассказать, а разновидности одной заграничной фирмы, как ESAB, которая уже давно заняла наш рынок. Но их продукция интересует не только специалистов, но также аматеров в этом деле.
Линия ESAB OK 94.25 является достаточно универсальной, одинаково удобной для сварки разных видов цветного металла.
Вы можете заварить нею мед, её не чистые сплавы, бронзу латук и так же множество других цветных металлов.
У них есть своя особенность, что качественной обличает её от других. Ним вы можете направить цветной металл на стальное покрытие, чтобы избежать коррозии стали. Если вам нужно проварить толстые участки, то лучше всего все таки прогреть нужное место.
Такая марка уже не настолько разноплановая, но конечно имеет и свои особенные плюсы. У него качественное покрытие из рутила, это обеспечивает дуге непрерывное горение и также делает её легковоспламеняющийся.
Вы можете сварить медь, никель. Наиболее популярен, продуктивен он при наплавке бортов. Металл, что на плавиться отлично защищает от коррозии. Он прост в использовании, подойдёт для работы новичков.
Они немного отличаются, от тех, про которые мы вам уже рассказали. Главным моментом при работе с ними остаться покрытие, Так что в освоении для новичков такая марка достаточно сложна и лучше начать с чего-либо по проще.
Также особенность в том, что, чтобы получить высокое качество работы нужно работать с короткой дугой.
А для не опытных сварщиков это очень не простое задание. Существуют рекомендации по поводу шва, их лучше делать внахлёст и короткими отрезками. Такая марка годиться для сварки и направления латука, меди, бронзы.
Ещё такой электрод тонкий от 2 до 4 миллиметров, там что с ним можно выполнять более тонкие работы.
В таком виде марки как в предыдущем главное-это покрытие. Такая марка точно должна удивить опытных, часто практикующих специалистов. В магазинах существует большой ассортимент до длиннее и диаметру. Длина есть в промежутке 300-450 миллиметров.
А диаметр начинается от 2,5 и заканчивается 5 миллиметрами. Если вы варите электродами 2,5 миллиметра сила тока не должна превышать 10 Амперов. Если же 3 миллиметра, то 130 Ампер, и для 4 миллиметров не выше 170 Амперов, для 5 — до 200 Амперов.
Такие швы не подвергаются коррозиям, качественны и будут держаться много лет. Также можно поговорить по электроды для контрактной сварки. Это такие медные концы, что нужно приспособить к аппарату, они будут проводить ток. Их изготовляют из чистой меди.
Нюансы эксплуатации
Вы можете подобрать идеальные электроды для работы с медью, но просто на просто, не знать с какой стороны к ним подойти. Не мало важен и сам металл, его химико-физические характеристики, не зная этого вы никогда не получите шов высокой пробы.
Также нужно помнить что такие металлы как медь, латук, бронза, их сплавы имеют свойство течь. Когда вы начинаете их расправлять они очень быстро деформируются. Ещё имеют очень высокую теплопроводность.
То есть при сварке тепло действует на них сильнее нежели на другие металлы. Помните про теплопроводность, если при работе с медью или её сплавами вы подбираете не подходящую мощность то будете готовы до прожогов в металле.
Если вы используете газовую сварку, то так же, будет осторожны поскольку медь химически активный элемент которые взаимодействует с газами.
Если медь начинает взаимодействие с водородом или же кислородом, то оно изменяет свои свойства становиться при сварке не цельной, это очень сильно снижает качество сварки. Также в редких ситуациях появляются трещины ещё по-горячему.
Желательно перед началом сварки очень нагреть электроды, в печи. Показатели времени, температуры при которой нужно прогревать зависеть он марки электрода.
Также важно подготовить к работе сам металл с которым будет проводиться работа, разделите кромки, идеально их отчистить, работа с загрязнённым материалам, в пыли или же с коррозиями полностью исключена.
Скорость нанесения должна быть не очень высокой, но и не низкой. Делайте шов аккуратным без наплывов, не проверенных мест, прожжённого металла равномерно.
Что бы вас не тронулось большинство проблем нужно подобрать правильный режим на сварочном аппарате. Уменьшите силу тока процентом на десять.
Если вы ещё совсем новичок, то лучше сразу сделать не высокую силу тока и по немного её увеличивать, одновременно наблюдал как на это реагирует металл.
Итог
Все что мы хотели донести до вас, про электроды для сварки меди, мы донесли. Помните что важно следить на диаметром электрода перед приобретением.
Например электроды для сварки труб значительно больше нежели те, что для меди. Отечественные электроды имеют не плохое качество, вполне сносны при использовании.
Но все же наш совет покупать импортные. Желаем удачи!
Сварка меди — Википедия
Материал из Википедии — свободной энциклопедии
Сварка меди — сварка изделий из меди и ее сплавов.
Свойства меди и сплавов
Сварные изделия из медиОсобенности сварки меди обусловлены ее физическими и химическими свойствами. Медь имеет температуру плавления 1080—1083°С. При температурах 300—500°С она обладает горячеломкостью. Жидкая медь растворяет кислород и водород.{\circ }C}}\ 2Cu_{2}O}}}
Наличие закиси приводит к образованию горячих трещин после сварки. Проявление «водородной болезни меди» обусловлено тем, что при химическом соединении водорода с кислородом образуется стремящийся расшириться водяной пар, что, в свою очередь, приводит к трещинам в металле шва.
Медь имеет высокую тепло-[1] и электропроводность. Теплопроводность меди в 6—7 раз превышающей теплопроводность стали, она имеет также хорошую жидкотекучесть в расплаве.
Удельная электропроводность меди при 20 °C: 55,5-58 МСм/м[2].
Свариваемость меди максимальна в отсутствие примесей. Примеси свинца, мышьяка и др. затрудняют сварку. При сварке медь не должна загрязняться примесями. Металлы в примеси с медью — хром, марганец, железо и др. способствуют повышению прочности шва.
Особенности сварки
Сварка меди и сплавов может проводиться газовой сваркой. При ручной дуговой сварке покрытыми электродами возможно загрязнение металла шва легирующими компонентами. Из-за большой теплопроводности меди при дуговой сварке надо применять больший ток.
Поскольку при сварке образуется закись меди, то сварку надо проводить быстро, со скоростью около 0,25 м/мин. Для сварки меди толщиной от 6 мм используют предварительный подогрев заготовок.
Особенности дуговой сварки трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры соединений из меди и медно-никелевого сплава описаны в ГОСТ 16038-80.
Разнородная сварка
При сварке меди с алюминием возможно образование хрупкой интерметаллической фазы.
Сварка двух металлов проводится вольфрамовым электродом в аргоне по слою флюса. Перед сваркой проводится очистка свариваемых поверхностей, наносится слой покрытия, активирующего поверхность металлов и улучшающего смачиваемость поверхности меди алюминием. Чаще используется покрытие цинком гальваническим методом. При сварке дугу смещают на медь, как более теплопроводный металл. В качестве присадочного материала используются алюминиевые прутки[3].
См. также
Литература
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
Ссылки
Примечания
Сварка цветных металлов: общий обзор
Сварка алюминиевых сплавов
Уникальное сочетание небольшого веса и относительно высокой прочности делает алюминий вторым по популярности свариваемым металлом. Алюминий соединить несложно, но сварка алюминия отличается от сварки стали.Алюминий обладает рядом свойств, которые отличают его сварку. чем сварка сталей. Это:
- Покрытие поверхности оксидом алюминия.
- Высокая теплопроводность.
- Высокий коэффициент теплового расширения.
- Низкая температура плавления.
- Отсутствие изменения цвета при приближении температуры к температуре плавления.
Алюминий — активный металл, и он реагирует с кислородом воздуха, чтобы образуют на поверхности тонкую твердую пленку оксида алюминия. Таяние температура оксида алюминия составляет примерно 1926 o ° C, что составляет почти три раз выше температуры плавления чистого алюминия, 660 o C.Кроме того, это пленка оксида алюминия, особенно когда она становится толще, впитывает влагу из воздуха.
Влага является источником водорода, который вызывает пористость алюминия. сварные швы. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксида и посторонних материалов на электроде или присадочная проволока, а также из основного металла. Водород попадет в сварочная ванна и растворяется в расплавленном алюминии.Когда алюминий затвердевает он будет удерживать гораздо меньше водорода, и водород отклоняется во время затвердевание. При быстром охлаждении остается свободный водород. внутри сварного шва и вызовет пористость. Пористость уменьшит сварной шов прочность и пластичность в зависимости от количества.
Перед сваркой необходимо удалить пленку оксида алюминия. Если это не так все удаленные мелкие частицы нерасплавленного оксида будут захвачены сварочной ванны и вызовет снижение пластичности, отсутствие плавления и может вызвать растрескивание сварного шва.
Другие причины, по которым сварка алюминия отличается, связаны с ее высокой теплопроводность и низкая температура плавления. Алюминий проводит нагревают от трех до пяти раз быстрее стали в зависимости от специфики сплав. Это означает, что алюминий должен получать больше тепла даже хотя температура плавления алюминия составляет менее половины от стали.
Из-за высокой теплопроводности предварительный нагрев часто используется для сварка более толстых секций.Если температура слишком высокая или период слишком долго это может отрицательно сказаться на прочности сварного шва в как термообработанные, так и закаленные сплавы. Предварительный нагрев алюминия не должна превышать 204 o C, и детали не должны удерживаться при этом температура дольше, чем необходимо. Из-за высокой теплопроводности процедуры должны использовать высокоскоростные сварочные процессы с использованием сильного нагрева ввод. Как газовая вольфрамовая дуга, так и газовая дуга металла обеспечивают это требование.
Высокая теплопроводность алюминия также может быть полезной, поскольку если тепло очень быстро удаляется от сварного шва, сварной шов затвердевает очень быстро. Это с помощью поверхностного натяжения помогает удерживать металл шва в позиционирует и выполняет сварку во всех положениях газовой вольфрамовой дугой и газом металлическая дуговая сварка практично.
Тепловое расширение алюминия в два раза больше, чем у стали. К тому же, алюминиевые сварные швы уменьшаются в объеме примерно на 6% при затвердевании от расплавленное состояние.Это изменение размера или попытка изменить размер может вызвать деформацию и растрескивание.
Последняя причина, по которой алюминий отличается от стали, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления.
Сварка сплавов на медной основе
Медь и сплавы на ее основе обладают особыми свойствами, которые делают их широко используемый. Благодаря высокой электропроводности они широко используются. в электротехнической промышленности и коррозионной стойкости некоторых сплавов делает их очень полезными в перерабатывающей промышленности.Медные сплавы также широко используется для трения или подшипников.Медь обладает некоторыми характеристиками алюминия. Внимание должно придать его свойствам, которые делают сварку меди и меди сплавы, отличные от сварки углеродистых сталей.
Медные сплавы обладают свойствами, требующими особого внимания. при сварке. Это:
- Высокая теплопроводность.
- Высокий коэффициент теплового расширения.
- Относительно низкая температура плавления.
- Горячая короткая, т.е. хрупкая при повышенных температурах.
- Расплавленный металл очень жидкий.
- Обладает высокой электропроводностью.
- Он во многом обязан своей прочности холодной обработке.
Медь имеет относительно высокий коэффициент теплового расширения, примерно на 50% выше, чем у углеродистой стали, но ниже, чем у алюминия.Одна из проблем, связанных с медными сплавами, заключается в том, что некоторые из них, например алюминиевая бронза, имеют коэффициент расширение более чем на 50% больше, чем у меди. Это создает проблемы при обобщении утверждений о различных сплавы на основе меди.
Температура плавления различных медных сплавов колеблется относительно широкий диапазон, но как минимум на 538 o C ниже, чем у углеродистой стали. Несколько из медные сплавы горячие короткие.Это означает, что они становятся ломкими при высокой температуры. Это связано с тем, что некоторые легирующие элементы образуют оксиды. и другие соединения на границах зерен, которые делают материал хрупким.
Медь не имеет тепловых цветов, как сталь, и когда она плавится относительно жидкий. По сути, это результат высокого предварительный нагрев обычно используется для более тяжелых секций. Медь имеет самый высокий электропроводность любого из коммерческих металлов и этого является определенной проблемой в процессах контактной сварки.
Все медные сплавы получают свою прочность в результате холодной обработки. Жара сварки приведет к отжигу меди в зоне термического влияния, прилегающей к сварного шва и снизить прочность, обеспечиваемую холодной обработкой. Это должно быть учитывается при сварке высокопрочных стыков.
Есть еще одна проблема, связанная с медными сплавами, содержащими цинк. Цинк имеет относительно низкую температуру кипения, и при нагревании дуги будет иметь тенденцию испаряться и выходить из сварного шва.Именно по этой причине дуговые процессы не рекомендуются для сплавов, содержащих цинк.
Сварка магния — основных сплавов
Магний — самый легкий конструкционный металл. Это примерно на две трети тяжелее алюминия и на четверть тяжелее стали. Магний сплавы, содержащие небольшое количество алюминия, марганца, цинка, циркония, и т. д., имеют такую же прочность, как и мягкие стали. Их можно свернуть в тарелку, формы и полосу.Магний может быть отлит, кован, изготовлен и подвергнут механической обработке.Как структурный металл используется в авиастроении. Используется в транспортной промышленности. для частей машин и ручного электроинструмента благодаря своей прочности соотношение веса.
Магний можно сваривать многими видами дуговой и контактной сварки. процессами, а также процессом газовой газовой сварки, и можно паять. Магний обладает свойствами, благодаря которым его можно сваривать. отличается от сварки сталей. Многие из них такие же, как для алюминия.Это:
- Покрытие поверхности оксидом магния
- Высокая теплопроводность
- Относительно высокий коэффициент теплового расширения
- Относительно низкая температура плавления
- Отсутствие изменения цвета при приближении температуры к температуре плавления.
Магний обладает высокой теплопроводностью и высоким коэффициентом теплового расширения. Теплопроводность не такая высокая, как алюминия, но коэффициент теплового расширения очень близок то же. Отсутствие изменения цвета не так уж важно при в отношении процессов дуговой сварки.
Сварка никеля — основных сплавов
Никель и сплавы с высоким содержанием никеля обычно используются при коррозии. требуется сопротивление. Они используются в химической промышленности и пищевая промышленность. Никель и никелевые сплавы также широко используются в качестве наполнителя. металлы для соединения разнородных материалов и чугуна.При сварке никелевые сплавы можно обрабатывать примерно так же. как аустенитные нержавеющие стали, за некоторыми исключениями. Эти исключения:
- Никелевые сплавы приобретут поверхностное оксидное покрытие, которое плавится. при температуре примерно на 538 o C выше точки замерзания основания металл.
- Никелевые сплавы склонны к хрупкости при сварке. температуры свинцом, серой, фосфором и некоторыми низкими температурами металлы и сплавы.
- Провар меньше, чем ожидается для других металлов.
Необходимо учитывать каждую из этих мер предосторожности. Поверхность оксид следует полностью удалить с места стыка шлифованием, абразивоструйная обработка, механическая обработка или химические средства. Когда химическая используются протравы, они должны быть полностью удалены промыванием перед сварка. Оксид, плавящийся при температуре выше точки плавления основного металла может попасть в сварной шов в виде постороннего материала или примеси, и значительно снизит прочность и пластичность сварного шва.
Проблема охрупчивания при температурах сварки также означает, что сварочная поверхность должна быть абсолютно чистой. Краски, мелки для разметки, смазка, масло, смазочные материалы для механической обработки, смазочно-охлаждающие жидкости могут содержать ингредиенты что вызовет охрупчивание. Их необходимо полностью удалить из область сварного шва, чтобы избежать охрупчивания.
Наконец, что касается минимального проникновения, необходимо увеличить угол раскрытия канавок и обеспечить адекватный корень отверстия при использовании сварных швов с полным проплавлением.Фаска или паз Углы должны быть увеличены примерно до 40% по сравнению с углами, используемыми для углерода.
Для сварки никеля можно использовать практически все процессы сварки. сплавы. Кроме того, их можно соединять пайкой и пайкой.
Сварочный медный завод, OEM / ODM производственная компания по индивидуальной сварке меди
Всего найдено более 2000 заводов и компаний по сварке меди с более чем 6000 продуктами. Получите высококачественную сварочную медь из нашего огромного выбора надежных заводов по производству сварочной меди.Золотой член| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Сварочный аппарат , Машина индукционного нагрева. |
| Mgmt. Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем исследований и разработок: | Собственный бренд, OEM |
| Расположение: | Гуанчжоу, Гуандун |
| Тип бизнеса: | Производитель / Завод |
| Основные продукты: | Сварочный аппарат , Медный сплав , Сварщик, Барабанный станок, Барабанный сварочный аппарат. |
| Mgmt. Сертификация: | ISO9001: 2008 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем исследований и разработок: | Собственный бренд, ODM, OEM |
| Расположение: | Уси, Цзянсу |
| Тип бизнеса: | Производитель / Завод , Торговая компания |
| Основные продукты: | Алюминиевые поковки, Промышленный алюминиевый профиль, Прецизионные алюминиевые пластины / листы, Алюминиевая катушка / полоса, Алюминиевая плоская шина / шина |
| Mgmt.Сертификация: | ISO 9001 |
| Собственность завода: | Общество с ограниченной ответственностью |
| Объем исследований и разработок: | OEM, ODM, собственный бренд |
| Расположение: | Чжэнчжоу, Хэнань |
Лучшая цена на сварку и пайку меди — отличные предложения по сварке и пайке меди от мировых продавцов, занимающихся сваркой и пайкой меди
Отличные новости !!! Вы находитесь в нужном месте для сварки и пайки меди.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта лучшая медная сварка и пайка в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили медь для сварки и пайки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварке и пайке меди и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварку и пайку меди по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучшее оборудование для сварки меди — Выгодные предложения на оборудование для сварки меди от мировых продавцов оборудования для сварки меди
Отличные новости !!! Вы находитесь в нужном месте, чтобы купить оборудование для сварки меди.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку это лучшее оборудование для сварки меди вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели оборудование для сварки меди на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в оборудовании для сварки меди и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочное оборудование для меди по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
| Квалификация процедуры | ||||||||||||||
| Стандарт | Часть | Описание | ||||||||||||
| EN ISO 11970 | Квалификация процедуры — Стальные отливки | |||||||||||||
| EN ISO 15607 | Квалификация процедуры — Общие правила для металлов | EN | ||||||||||||
| Группа материалов для аттестации | ||||||||||||||
| EN ISO 15609 | 1 | Требуемое содержание WPS — дуговая сварка | ||||||||||||
| EN ISO 15609 | 2 | Требуемое содержание WPS — газовая сварка | ||||||||||||
| 3 | Требуемое содержание WPS — Электронно-лучевая сварка | |||||||||||||
| EN ISO 15609 | 4 | Требуемое содержание WPS — Лазерная сварка | ||||||||||||
| EN ISO 15609 | 5 | Требуемое содержание WPS2202 | EN ISO 15609 | 6 | Требуется WPS c Содержание — Гибридная лазерно-дуговая сварка | |||||||||
| EN ISO 15610 | Квалификация процедуры — Использование испытанных расходных материалов | |||||||||||||
| EN ISO 15611 | Квалификация процедуры — Использование предыдущего опыта | |||||||||||||
| EN ISO | EN ISO | Процедура квалификация — Использование стандартных процедур сварки | ||||||||||||
| EN ISO 15613 | Квалификация процедуры — Предпроизводственный («нестандартный») тест | |||||||||||||
| EN ISO 15614 | 1 | Квалификация процедуры — Метод испытания — Arc / Газовая сварка стали / никеля | ||||||||||||
| EN ISO 15614 | 2 | Квалификация процедуры — Метод испытаний — Дуговая сварка алюминия | ||||||||||||
| EN ISO 15614 | 3 | Квалификация процедуры — Метод испытания — Сварка плавлением утюг | ||||||||||||
| EN ISO 15614 | 4 | Квалификация процедуры n — Метод испытания — Чистовая сварка алюминиевых отливок | ||||||||||||
| EN ISO 15614 | 5 | Квалификация процедуры — Метод испытания — Дуговая сварка титана / циркония | ||||||||||||
| EN ISO 15614 | 6 | Квалификация процедуры — Тест метод — Дуговая / газовая сварка меди | ||||||||||||
| EN ISO 15614 | 7 | Квалификация процедуры — Метод испытаний — Наплавка | ||||||||||||
| EN ISO 15614 | 8 | Квалификация процедуры — Метод испытаний — Труба к трубе- пластинчатая сварка | ||||||||||||
| EN ISO 15614 | 10 | Квалификация процедуры — Метод испытания — Гипербарическая сухая сварка | ||||||||||||
| EN ISO 15614 | 11 | Квалификация процедуры — Метод испытания — Электронно-лазерная сварка | ||||||||||||
| 12 | Квалификация процедуры — Метод испытаний — Точечная / шовная / выступающая сварка 901 22 | |||||||||||||
| EN ISO 15614 | 13 | Квалификация процедуры — Метод испытания — Сварка с осаждением (контактным стыком) / оплавлением | ||||||||||||
| EN ISO 15614 | 14 | Квалификация процедуры — Метод испытания — Гибридная лазерно-дуговая сварка сталь / никель | ||||||||||||
| EN ISO 25239 | 4 | Квалификация процедуры — сварка трением с перемешиванием алюминия | Квалификация сварщика | |||||||||||
| BS 4872 | 1 | Аттестация сварщика без аттестованной процедуры — Сварка плавлением стали | ||||||||||||
| BS 4872 | 2 | Аттестация сварщика без аттестованной процедуры — Сварка алюминия MIG / TIG | ||||||||||||
| EN 287 1 | Квалификация сварщика — Сварка плавлением стали | |||||||||||||
| EN 287 | 6 | Квалификация сварщика — Сварка плавлением чугуна | ||||||||||||
| EN 13067 | Квалификация сварщика — Термопласты | 2 | Квалификация сварщика — алюмотермическая сварка рельсов | |||||||||||
| EN 14732 | Квалификация сварщика — Механизированная / автоматическая сварка металлов | |||||||||||||
| EN ISO 9606 | 1 | Квалификация сварщика сталей | сварка плавлениемEN ISO 9606 | 2 | 90 121 Квалификация сварщика — сварка плавлением алюминия||||||||||
| EN ISO 9606 | 3 | Квалификация сварщика — сварка плавлением меди | ||||||||||||
| EN ISO 9606 | 4 | Квалификация сварщика — сварка плавлением никеля | 21 | 2 | 90 EN ISO 96065 | Квалификация сварщика — Сварка плавлением титана / циркония | ||||||||
| EN ISO 15618 | 1 | Квалификация сварщика — Гипербарическая мокрая (подводная) сварка | ||||||||||||
| EN ISO | EN ISO | 90 Квалификация сварщика — гипербарическая сухая (подводная) сварка | ||||||||||||
| EN ISO 25239 | 3 | Квалификация сварщика — сварка трением с перемешиванием алюминия | ||||||||||||
| ISO 24394 | Квалификация сварщика — сварка плавлением металлов для авиакосмической промышленности | Требования к качеству | ||||||||||||
| EN ISO 14731 | Координация сварки | |||||||||||||
| PD CEN / TR 16826 | Требования руководителя сварки пластмасс | |||||||||||||
| EN 1090 | 2 | Технические требования к стальным конструкциям | Технические требования к алюминиевым конструкциям | |||||||||||
| PD 6705-3 | Рекомендации для алюминиевых конструкций 1090-3 | |||||||||||||
| EN ISO 13920 | Допуски на размеры сварных конструкций | |||||||||||||
| EN | 1 | Требования к качеству сварки плавлением — выбор уровня качества | ||||||||||||
| EN ISO 3834 | 2 | Требования к качеству сварки плавлением — комплексные | ||||||||||||
| EN ISO 3834 | 3 | Требования к качеству сварки плавлением — стандартный | ||||||||||||
| 4 | Требования к качеству сварки плавлением — элементарные | |||||||||||||
| EN ISO 3834 | 5 | Требования к качеству сварки плавлением — требования документа | ||||||||||||
| PD CEN ISO / TR 3834-6 | 6 | Руководство по внедрению системы качества | ||||||||||||
| EN ISO 14554 | 1 | Требования к качеству контактной сварки — комплексные | ||||||||||||
| EN ISO 14554 | 2 | Требования к качеству контактной сварки — элементарные | 02EN ISO 17663 | Требования к качеству термообработки | ||||||||||
| EN 50504 | Аттестация оборудования для дуговой сварки | |||||||||||||
| EN ISO 17662 | Калибровка сварочного и вспомогательного оборудования PD | 0 TR125Измерение энергии сварки 901 22 | Терминология и словарь | |||||||||||
| EN 14610 | Определения процессов сварки металлов | |||||||||||||
| EN ISO 4063 | Названия и номера процессов | |||||||||||||
| PD CEN ISO / TR 20172 | Группировка европейских материалов PD | Группировка американских материалов | ||||||||||||
| PD CEN ISO / TR 20174 | Группировка японских материалов | |||||||||||||
| EN ISO 6947 | Сварочные позиции | |||||||||||||
| PD CEN / TR | PD CEN / | Сравнение положений сварки | ||||||||||||
| BS 499 | Глоссарий по сварке / пайке / термической резке | |||||||||||||
| EN 1792 | Многоязычный список терминов | |||||||||||||
| EN ISO 17659 | Термины для сварных швов и соединений||||||||||||||
| EN 12584 / ISO 17658 | Многоязычный список терминов с иллюстрацией пайки | |||||||||||||
| ISO 857 | 2 | Словарь терминов по пайке и пайке | ||||||||||||
| PD CEN / TR 14599 | Термины и определения | |||||||||||||
| PD ISO / TR 25121 | 17677 | Словарь по контактной сварке | Символы и рисунки | |||||||||||
| EN 2574 | Информация на чертежах | |||||||||||||
| EN 27826 | Символы для оборудования для контактной сварки | |||||||||||||
| EN ISO 2553 | Символы для сварных швов | Дизайн соединения| EN 1708 | Детали сварного шва для стали | EN ISO 9692 | Рекомендуемая подготовка швов | Информация / руководство | BS 8548 | Дуговая сварка арматурной стали | EN 1011 | 1 | Руководство по дуговой сварке | EN 1011 | 2 | Руководство по дуговой сварке | ферритных сталей | EN | 3 | Руководство по дуговой сварке нержавеющих сталей | EN 1011 | 4 | Руководство по дуговой сварке алюминия | EN 1011 | 5 | Руководство по дуговой сварке плакированных сталей EN | 1 | | 6 | Руководство по лазерной сварке |
| EN 1011 | 7 | Руководство по электронно-лучевой сварке | ||||||||||||
| EN 1011 | 8 | Руководство по сварке чугунов | ||||||||||||
| EN | Сварка арматурной стали | |||||||||||||
| EN ISO 13916 | 9029 8Контроль температуры предварительного нагрева и промежуточного прохода | |||||||||||||
| PD CEN ISO / TR 14745 | Параметры PWHT для сталей | |||||||||||||
| BD CEN / TR 15135 | Дизайн и неразрушающий контроль сварных швов | ISO PD / 901 10809 | 2 | Сварка чугуна | ||||||||||
| PD ISO / TS 18166 | Численное моделирование сварки | Неразрушающий контроль | ||||||||||||
| EN ISO 9712 | Персонал NDT | |||||||||||||
| EN ISO 17635 | Общие правила для NDT | |||||||||||||
| EN ISO 17637 | Визуальный осмотр | |||||||||||||
| EN ISO 17638 | Контроль магнитных частиц | |||||||||||||
| EN ISO 17636 | Радиографический контроль | |||||||||||||
| EN ISO 10863 | Ультразвуковой контроль — время пролета 1220 9012 | EN 9012 | Ультразвуковой контроль | |||||||||||
| EN ISO 17640 | Ультразвуковой контроль | |||||||||||||
| EN ISO 22825 | Ультразвуковой контроль | |||||||||||||
| EN ISO 2327912 9012 | Ультразвуковая индикация Ультразвуковой контрольНК термопластичных соединений | Разрушающий контроль | ||||||||||||
| EN ISO 17639 | Макроскопические и микроскопические испытания | |||||||||||||
| EN ISO 5173 | Испытания на изгиб | |||||||||||||
| EN ISO 8249 | Ферритовые числа | EN ISO | EN ISO | |||||||||||
| EN ISO 9016 | Испытание на удар | |||||||||||||
| EN ISO 5178 | Испытание на растяжение | |||||||||||||
| EN ISO 4136 | Испытание на растяжение | EN ISO | EN ISO 9017 | Испытание на излом | ||||||||||
| EN 12814 | Разрушающее испытание термопластичных соединений | Дефекты сварного шва и приемка | ||||||||||||
| EN ISO 6520 | Классификация геометрических дефектов | |||||||||||||
| PD CEN ISO / TS 17845 | Система обозначений дефектов | |||||||||||||
| EN ISO 17658 | EN 147202 | EN 147202 | Классификация дефектов термопластичных сварных швов | |||||||||||
| EN ISO 5817 | Уровни качества для сварных швов плавлением стали / никеля / титана | |||||||||||||
| EN ISO 10042 | Уровни качества сварных швов плавлением | Уровни качества для гибридной лазерно-дуговой сварки стали / никеля | ||||||||||||
| EN ISO 13919 | Уровни качества для электронно-лазерной сварки стали / алюминия | |||||||||||||
| EN 14730 | 2 | Приемка алюминотермических швов | ||||||||||||
| PD CEN / T R 15235 | Методы оценки дефектов в металлических конструкциях | |||||||||||||
| EN ISO 10675 | Уровни приемлемости для рентгенографии | |||||||||||||
| EN ISO 11666 | Уровни приемлемости для ультразвукового контроля | |||||||||||||
| Уровни допуска для ультразвукового контроля | ||||||||||||||
| EN ISO 23278 | Уровни допуска для MPI | |||||||||||||
| EN ISO 23277 | Уровни допуска для проникающего контроля | Испытания на свариваемость2| BS 7363 | Метод испытания валиком на пластине для сварных швов | EN ISO 3690 | Определение содержания водорода в металле дуговой сварки | EN ISO 17641 | Испытание на образование горячих трещин EN | ISO 17642 | Испытание на холодное растрескивание | PD CEN ISO / TR 17844 | Предотвращение образования холодного растрескивания МЕТОДЫ | EN ISO 17652 | Испытание межоперационной грунтовки | тестирование | Расходные материалы — общие | EN ISO 14175 | Газы и газовые смеси | EN ISO 14344 | Закупка сварочных материалов | EN ISO 544 | Условия поставки присадочных материалов и флюсов 120122 | 02 | Требования к качеству производства, поставки и распространения расходных материалов | EN 22401 | Расчет эффективности, восстановления и осаждения покрытых электродов | EN ISO 6847 | Испытания расходных материалов | | Методы испытаний и требования к качеству присадочных материалов |
| EN ISO 14372 | Определение влагостойкости электродов MMA | |||||||||||||
| EN ISO 15792 | Испытания расходных материалов | — MMA| EN ISO 2560 | Стали | EN ISO 18275 | Высокопрочные стали | EN ISO 3580 | Устойчивые к ползучести стали | EN ISO 35121 | -стойкие стали | EN ISO 14172 | Никель | EN ISO 17777 | Медь | EN ISO 1071 | Чугун | EN ISO 14341 | Стали | EN ISO 16834 | Высокопрочные стали | EN ISO 21952 | Жаропрочные стали | 9012 9012 9012 |
| EN ISO 18273 | Алюминий | |||||||||||||
| EN ISO 18274 | Никель | |||||||||||||
| EN ISO 24373 | Медь | ISO | Медь | ISO 9029 EN 901 | ||||||||||
| EN ISO 24034 | Титан | Расходные материалы — TIG | ||||||||||||
| EN ISO 636 | Стали | |||||||||||||
| EN ISO 16834 | Высокопрочные стали | |||||||||||||
| EN ISO 21952 | Жаропрочные стали | ISO | жаропрочные стали ISO | |||||||||||
| EN ISO 18273 | Алюминий | |||||||||||||
| EN ISO 18274 | Никель | |||||||||||||
| EN ISO 24373 | Медь | ISO | Медь | ISO 9029 EN 901 | ||||||||||
| EN ISO 24034 | Титан | Расходные материалы — дуга под флюсом | ||||||||||||
| EN ISO 14171 | Стали | |||||||||||||
| EN ISO 26304 | Высокопрочные стали | |||||||||||||
| EN ISO 24598 | Жаропрочные стали | 9012ISO 902 902 9012 902 9012 -стойкие стали | ||||||||||||
| EN ISO 18274 | Никель | |||||||||||||
| EN ISO 14174 | Флюсы | Расходные материалы — Порошковая проволока | ||||||||||||
| EN ISO 17632 | Стали | |||||||||||||
| EN ISO 18276 | Высокопрочные стали | |||||||||||||
| EN ISO 17634 | Устойчивые к ползучести стали | |||||||||||||
| -стойкие стали | ||||||||||||||
| EN ISO 12153 | Никель | |||||||||||||
| EN ISO 1071 | Чугун | Расходные материалы — Газовая сварка | ||||||||||||
| EN 12536 | Сталь | |||||||||||||
| EN 1071 | Чугун | Дуговая сварка | ||||||||||||
| EN 60974 | Оборудование для дуговой сварки | |||||||||||||
| EN ISO 6848 | Вольфрамовые электроды | |||||||||||||
| EN ISO 14555 | Дуговая сварка шипами | Сварка| BS 807 | Электроды для точечной сварки | BS 1140 | Точечная сварка низкоуглеродистых сталей | BS 4129 | Сварочные грунтовки / герметики / клеи / адгезивы / адгезивы / клеи 420298 | 2 | Оплавление стальных труб под давлением | BS 4215 | Электроды, электрододержатели и вспомогательное оборудование | BS 6944 | Оплавление стыковых соединений черных металлов | BS298 7670 | стальные гайки и болты EN 28167 | Выступы для контактной сварки | EN 62135 | Оборудование для контактной сварки | EN ISO 14373 | Процедура для точечной сварки сталей 9012 Сварка трением с перемешиванием | EN ISO 15620 | Сварка металлов трением | EN ISO 25239 | Сварка алюминия трением с перемешиванием | Aerospace | EN 4632 | Свариваемость и пайка материалов для авиакосмической промышленности | EN 4677 | Качество электронно-лучевой сварки | EN 4678 | Качество лазерной сварки | Контактная точечная и шовная сварка для авиакосмической промышленности | ISO 17533 | Информация по сварке для проектной документации | Трубопровод | BS 2633 | Дуговая сварка труб из ферритной стали, транспортирующих жидкости, класса 1 | BS 2971 | Дуговая сварка класса 2 трубопроводов из ферритной стали, транспортирующих жидкости | BS 4515 | 1 | Сварка углерода / трубопроводы из углеродистой марганцевой стали BS 4515 | 2 | Сварка дуплексных трубопроводов из нержавеющей стали | BS 4677 | Дуговая сварка трубопроводов из аустенитной нержавеющей стали, транспортирующих жидкости | практики сварки стальных труб, содержащих жидкости | EN 14163 | Сварка трубопроводов | Железная дорога | EN 14587 | Стыковая сварка рельсов оплавлением | EN 14730 | 1 | Аттестация процесса — алюмотермическая сварка рельсов | EN 14730 | 2 | Сварка алюминиевых рельсов | EN 15085 | Контроль качества и проверка сварки железнодорожных транспортных средств и компонентов | EN 15594 | Ремонт рельсов дуговой сваркой | EN 16771 | Алюминотермическая сварка | рифленых шайб Отливки | BS 4570 | Сварка плавлением стальных отливок | Термопласты | EN 12943 | Присадочные металлы | EN 13705 | Оборудование для сварки горячим газом / экструзией | PD CEN / TS 16892 | Технические требования к процедурам сварки | |
| EN 14717 | Контрольный список по охране окружающей среды | |||||||||||||
| PD ISO / TR 18786 | Рекомендации по оценке рисков | |||||||||||||
| EN 166 | Защита глаз | EN 169 | EN 170 | Защита глаз | ||||||||||
| EN 171 | Защита глаз | |||||||||||||
| EN 175 | Защитная маска для глаз / лица | |||||||||||||
| EN 379 | Перчатки | |||||||||||||
| EN ISO 11611 | Защитная одежда | |||||||||||||
| EN 12477 | Защитная одежда | |||||||||||||
| EN ISO 10882 | 2зона дыхания | EN | Отбор проб дыма | Отбор проб дыма | ||||||||||
| EN ISO 15012 | Оборудование для удаления дыма | |||||||||||||
| EN ISO 25980 | Завесы и экраны | |||||||||||||
Несколько обработанных типов сварочной проволоки с медным покрытием Характеристика
Сварочная проволока с медным покрытием может обрабатываться различными способами: с электролитическим медным покрытием, сварочная проволока с медным покрытием MIG.
Сварочная проволока с покрытием из электролитической меди Описание:
Сварочная проволока из низкоуглеродистой сталис покрытием из электролитической меди AWS ER70S-6, которая, как установлено, в целом более эффективна во многих областях применения по сравнению с другими типичными проволоками из мягкой стали. Наш высокотехнологичный процесс с покрытием обеспечивает равномерное тонкое покрытие меди, предназначенное для обеспечения превосходных результатов и оптимального контроля при высоких скоростях сварки и высоких диапазонах силы тока, которые используются во многих сварочных роботах. Защитные газы из 100% CO 2 или аргоновая основа с рекомендованной настройкой на 1-2 В выше обеспечивают более плавную дугу.
Сварочная проволока Характеристики:
- Отличное кормление
- Увеличение срока службы контактного наконечника
- Сокращение простоев и затрат на сварку
- Блестящая поверхность без чешуек
- Меньше брызг и очистки
- Улучшенные гладкие сварные швы
- Универсальность и отсутствие прерываний
- Характеристики стабильной дуги
Сварочная проволока для сварки MIG с медным покрытием Описание:
Сварочная проволокаMIG с медным покрытием имеет превосходные синтетические технологические свойства при использовании соответствующего сварочного флюса.С более высокой производительностью наплавки, высоким качеством и низкой трудоемкостью.
Диаметр проволоки: 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм, 5,0 мм.
Типичные механические свойства наплавленного металла: Соответствует GB / T14957-94.
| Предел текучести σ 0,2 МПа | Предел прочности при растяжении σ 0,2 МПа | Относительное удлинение σ 5% | V-образный удар по Шарпи Величина (температура окружающей среды) Дж |
| 409 | 527 | 28.3 | 65 |
Типичный химический состав сварочной проволоки
| Марка | Химический состав% | |||||
|---|---|---|---|---|---|---|
| С | Mn | Si | S | П | Cu | |
| CHM 08A | ≤ 0,10 | 0,30–0.55 | ≤ 0,03 | ≤ 0,030 | ≤ 0,030 | ≤ 0,20 |
| CHM 08MnA | ≤ 0,10 | 0,80–1,10 | ≤ 0,07 | ≤ 0,030 | ≤ 0,030 | ≤ 0,20 |
| CHM 10Mn2 | ≤ 0,12 | 1,5–1,9 | ≤ 0.07 | ≤ 0,035 | ≤ 0,035 | ≤ 0,20 |
| CHM 10MnSi | ≤ 0,14 | 0,80–1,10 | 0,60–0,90 | ≤ 0,035 | ≤ 0,035 | ≤ 0,20 |
Если вам нужно узнать цену, свяжитесь с бизнес-отделом по электронной почте:
.