Сварка ленточных пил | Сварка своими руками
Спец.аппарат для сварки ленточных пил
Когда может потребоваться сварка ленточных пил?
- В процессе эксплуатации ленточной пилы она может порваться. В таком случае требуется ремонт;
- Пилы поставляются в бухтах, для подготовки к работе также требуется их сварка.
Процесс сварки может выполняться на специальных аппаратах, которые по сути являются аппаратами контактной сварки стыковой. Такие аппараты также способны производить локальный отпуск, или отжиг зоны шва без необходимости вынимать пилу из аппарата после сварки. Отжиг, как известно, применяют обычно для того, чтобы повысить пластичность металла, а отпуск — для снятия внутренних напряжений, образовавшихся в структуре шва.
Безусловно, использование специализированных аппаратов для сварки ленточных пил дает наилучшее качество: ее ресурс будет выше, чем при использовании других способов. Однако, стоимость таких аппаратов может доходить до тысяч долларов для пил по дереву и еще выше для пил по металлу.
Технологичные сложности сварки:
- Ленточные пилы изготавливаются из сталей, сплавов, биметаллов, которые относятся к трудносвариваемым (по этой причине при профессиональном ремонте не применяется аргонодуговая, полуавтоматическая сварка и тем более пайка, которая по прочности сильно уступает любой сварке по понятной причине).
 Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
 Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
- Форма зуба в околошовной зоне оказывает влияние на величину нагрузки при работе.
Технология сварки ленточной пилы на спец.аппарате стыковой сварки
В первую очередь, после того, как вы приобрели пилу, вам необходимо нарезать полотно в размер. Для этого применяют гильотину и разделочный стол. Отмечаете длину, сколько вам нужно отрезать и режете пилу с припуском для того, чтобы соблюдать шаг.
Резка полотна осуществляется по вершинам зубьев. Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток. В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит.
В зависимости от толщины и ширины свариваемого полотна на аппарате контактной стыковой сварки устанавливаются режимы: усилие сжатия, начальное расстояние, конечный выключатель тока и сила тока. В зависимости от марки материала при отпуске выставляется температура и время. Для низколегированного металла температура отпуска 400 — 450 °С, для высоколегированного биметалла 600-650°С.Чем выше температура отпуска, тем меньше время выдержки. Однако, если никто вас не подгоняет, предпочтительнее делать отпуск при более низкой температуре с увеличением времени выдержки. Считается, что в таком случае металл прогревается равномерней, а структура уравновешивается более эффективно. Пример режима высокотемпературного отпуска для пилы по дереву: Т=(600±10)°С; t=40мин.
Заканчивается технологический процесс контролем качества сварных швов.
Для удобства транспортировки ленточных пил их можно складывать двумя способами:
-кольцом;
-сворачиванием в петлю.
Дальнейшая обработка для пил по дереву.
Если пила у вас не подготовлена к работе, необходимо произвести ее разводку и заточку. Разводка делается в половину толщины тела, т.е если у вас пила 1 см, соответственно, разводка делается 0.5 см на сторону. Разводка идет: один зуб вправо, второй — влево, третий зуб прямой — выкидывающий стружку. На твердую породу и на зимний лес желательно делать разводку на десятку поменьше. Когда вы производите заточку, камень должен проходить весь профиль, поджоги не допускаются.
Аргонодуговая сварка пил на примере ремонта ленточного полотна для резки цветных металлов
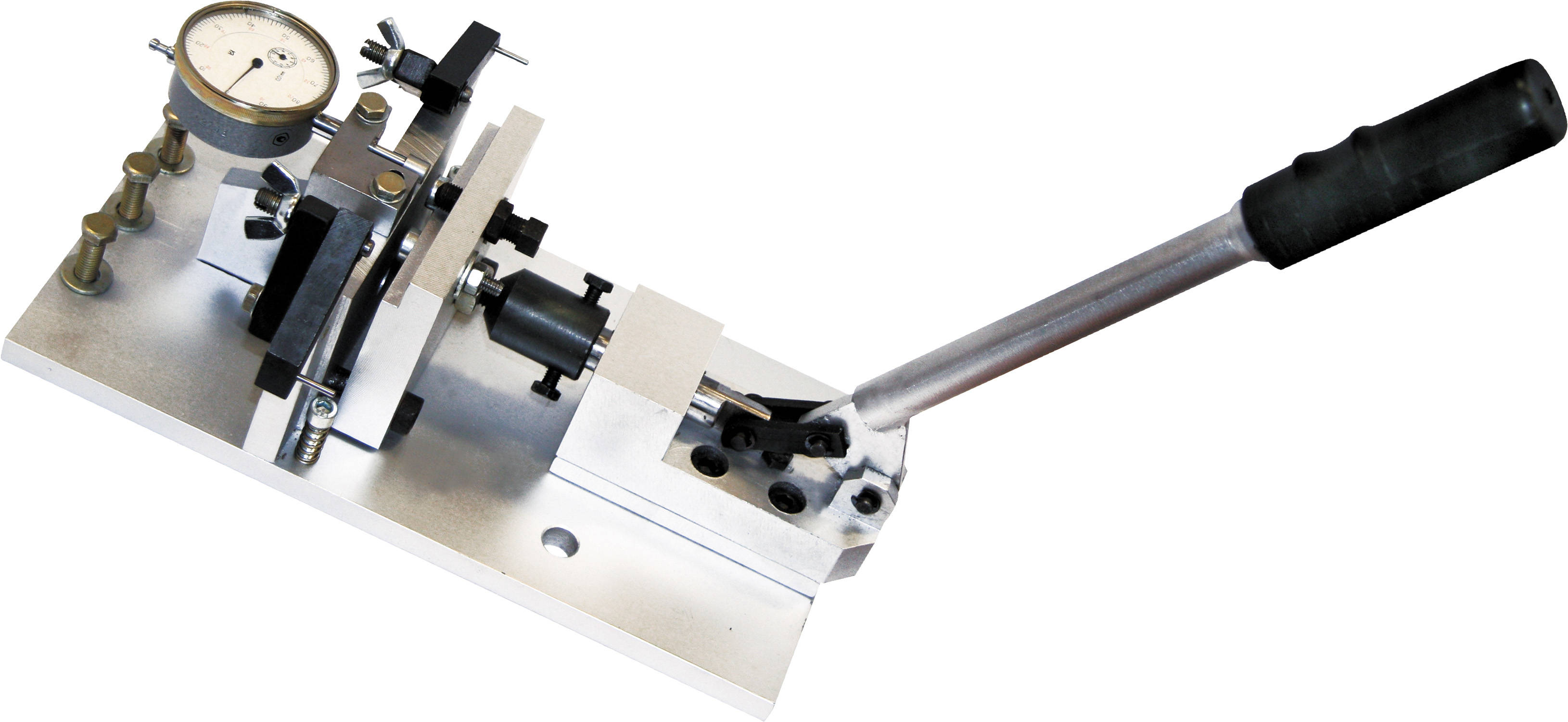
Для удобства работы и обеспечения точной стыковки полотен изготавливают простейшее приспособление, состоящее из основания, фрезерованного таким образом, чтобы можно было упереться спинкой полотна в бортик, и двух прижимных планок. Приспособление можно сделать из обычной черной стали.
Пила сваренная на таком приспособлении может выдержать более тридцати резов по кругляку (алюминий) диаметром 30 мм. Пила варится на минимальном токе, который только возможно выставить на вашем инверторе с образованием небольшого обратного валика. В качестве присадки используется омедненный пруток СВ-08Г2С. После сварки пила должна остынуть в оснастке. Шов зачищается механически до плоскости пилы.
Пайка ленточных пил
Приспособление для пайки ленточных пил можно использовать аналогичное тому, что мы использовали для сварки TIG. Однако, если при сварке свариваемые кромки контактировали с металлом оснастки и обеспечивали минимальный теплоотвод, то для пайки приспособление в месте стыковки кромок полотнищ нужно выфрезеровать «сквозняком». Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.
Пайка высокотемпературная, ее технология ничем не отличается от технологии пайки твердыми припоями любых других изделий. В качестве припоев рационально применять серебряные припои с высоким содержанием серебра ПСр 40; ПСр45, еще лучше Пср65 (приобрести импортный аналог Castolin EcoBraz 38240 вы можете в интернет-магазине Сварпортал в разделе «Расходные материалы — Припои»). Припои с малым содержанием серебра, например, Пср25 для пайки не годится. В качестве флюса используют пасты, или сухой порошкообразный флюс ПВ209 (как приготовить самостоятельно читайте здесь) Пасту также можно приготовить самостоятельно, взяв десять частей буры и смешав ее с одной частью хлористого амония. К полученной смеси добавляют воду, чтобы получить пасту. При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
Пайку осуществляют горелкой в ацетилено-кислородном пламени, которое имеет достаточную интенсивность нагрева и высокую температуру сгорания. Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Сварка ленточных пил — подробное описание технологии
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы.
Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов. Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших объемов работ – например, для ремонта пил на производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность существенно выше, такие аппараты можно причислить к среднему классу. Они работают на принципе непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Они работают на принципе непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Особенности технологии – высокие требования к поверхности полотен и электродов, необходимость соблюдения правильного шага зубьев с учетом потерь металла. Правильно подобранный режим характеризуется хорошим, ровным процессом оплавления на всем протяжении сварки.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у этого процесса особенности. Надеемся, что приведенная информация будет полезной для вас.
Cварка ленточных пил своими руками
Ленточные пилы используются во многих сферах производства, связанных с распилом древесины. По сути, это плоское режущее полотно, с одного края которого расположена режущая кромка с зубьями. По своему техническому назначению это полотно сваривается в кольцо. Место сварки – два крайних торца инструмента. Для соединения стыковочных краев применяется аппарат для сварки ленточных пил. Это специальное оборудование, оно узкоспециализированное, применяется только для сварки ленточных пил.
Это специальное оборудование, оно узкоспециализированное, применяется только для сварки ленточных пил.
Технология сварки
Способ сварки ленточных пил на станке не очень сложный. Но необходимо знать некоторые нюансы технологического процесса. В первую очередь пилу необходимо подготовить.
- Свариваемые торцы пилы необходимо подрезать так, чтобы стыковые плоскости были параллельны друг другу и перпендикулярны режущей кромке. Резку можно провести на гильотине или при помощи зубила с молотком.
- Если пила по дереву сломалась по месту предварительной сварки, то место стыка надо убрать, отступив от его краем на 5 мм с каждой стороны.
- Резать полотно надо обязательно между зубьями.
- Торцы обрабатываются растворителем, чтобы удалить загрязнения.
- Зачищаются на точильном станке, чтобы создать шершавую поверхность и удалить заусенцы и неровности среза.
- После подготовки пила вставляется в аппарат, где и сваривается.
Аппарат для сварки
Существует несколько видов аппаратов для сварки ленточных пил, которые в основном отличаются друг от друга производительностью. Самый простой аппарат – это небольших размеров станок, в состав которого входит трансформатор, электроды, зажимы (один неподвижный, другой подвижный – он подпирается сзади пружиной). Электроды подключены к зажимам, поэтому ток от трансформатора подается прямо на место стыковки частей ленточной пилы.
Самый простой аппарат – это небольших размеров станок, в состав которого входит трансформатор, электроды, зажимы (один неподвижный, другой подвижный – он подпирается сзади пружиной). Электроды подключены к зажимам, поэтому ток от трансформатора подается прямо на место стыковки частей ленточной пилы.
Подвижность одного из зажимов создает условия регулировки зазора между торцами полотна. Очень важно, чтобы конечным результатом сварки был аккуратный сварной валик, обладающий прочностью и надежностью. Ведь ленточная пила испытывает многократные циклические изгибающие и растягивающие нагрузки.
Итак, ленточная пила устанавливается в сварочный аппарат. Один ее конец зажимается в неподвижный зажим, второй в подвижный. Очень важно, чтобы обрезанные торцы плотно соединились между собой. После чего при помощи специальных ручек устанавливается усилие зажима, то есть, подвижный зажим сдвигается в сторону неподвижного. Обязательно выставляется величина сварочного тока. Два эти параметра – усилие осадки и величина тока, напрямую зависят от размеров сечения полотна. Чем оно больше, тем больше должен быть ток, тем большее должно быть применено усилие прижима.
Чем оно больше, тем больше должен быть ток, тем большее должно быть применено усилие прижима.
Необходимо отметить, что производители сварочных станков позаботились о том, чтобы потребители не искали параметры тока и прижима. В инструкциях к каждому аппарату прилагается таблица зависимости сечения ленточной пилы от параметров тока и осадки. Так что проблем с выбором режимов сварки быть не должно.
Процесс сварки ленточных пил
Если ленточная пила установлена, режим сварки выбран, остается только нажать кнопку пуска сварочного процесса. При этом ток от электродов подается на зажимы, а через них в свою очередь на торцы свариваемых частей ленточной пилы. Они начинают оплавляться, то есть становятся мягкими. При этом подпираемый пружиной подвижный зажим толкает один из краев полотна к другому. Так образуется сварной валик.
Необходимо обозначить, что кроме правильно выбранного режима сварки есть еще один параметр, который влияет на качество конечного результата. Это время сварки. В простых аппаратах его контролирует работник, проводящий сварку ленточных пил. Если сваривание проводится на автоматических моделях, то время сварки занимает 1-2 секунды.
Это время сварки. В простых аппаратах его контролирует работник, проводящий сварку ленточных пил. Если сваривание проводится на автоматических моделях, то время сварки занимает 1-2 секунды.
Кстати, чистота электродов также влияет на качество сварки ленточных пил. Поэтому станок необходимо содержать в чистоте. Даже самые небольшие загрязнения концов электродов – это сопротивление прохождению через них тока, что снижает показатель последнего. А значит, снижается и величина тока на торцах свариваемых участков пил.
Необходимо отметить, что сварка ленточных пил своими руками – процесс не самый простой. Сложность заключается в том, что стыковать приходиться полотна с разным сечением и с разными материалами, из которых они изготовлены. То есть, под каждый критерий нужно правильно подбирать режим сварки. Что очень сложно, а иногда сделать просто невозможно. Поэтому часто первая сварка неизвестной пилы приводит к неудовлетворительному результату. После чего оператор начинает подбирать режим сварки методом «тыка». Выставляет разные режимы поочередно и смотрит, насколько хорошо произошло сваривание, насколько стык отвечает требованием прочности. Опытные операторы, таким образом, создают для себя таблицу, чтобы в будущем не повторять свои ошибки.
Выставляет разные режимы поочередно и смотрит, насколько хорошо произошло сваривание, насколько стык отвечает требованием прочности. Опытные операторы, таким образом, создают для себя таблицу, чтобы в будущем не повторять свои ошибки.
Отжиг ленточной пилы
В процессе сварки стык ленточной пилы становится прочным, но хрупким. Один удар молотком разрушает соединение сразу. Все дело в том, что под воздействием высокого тока металл изменяет свою структуру. Чтобы вернуть его в состояние пластичности и вязкости, необходимо провести операцию отжига. Данный процесс проводится все на том же сварочном аппарате, не снимая полотно с зажимов. Просто меняется токовый режим и убирается усилие осадки.
На электроды подается ток большой величины, и сам стык нагревается до температуры +600С. На многих аппаратах устанавливается пирометр, который отслеживает температуру в зоне сварки. По нему и надо будет контролировать режим отжига. После нагрева ток отключается, и происходит медленное остывание пилы. Если температура окружающего воздуха минусовая, то в процессе остывания необходимо периодически включать подачу тока, чтобы остывание шло медленнее. Обычно снижение температуры проходит в течение 3-5 минут.
Если температура окружающего воздуха минусовая, то в процессе остывания необходимо периодически включать подачу тока, чтобы остывание шло медленнее. Обычно снижение температуры проходит в течение 3-5 минут.
Для некоторых полотен требуется двойной отжиг, все зависит от марки металла. Некоторые опытные операторы совмещают сварку и отжиг. То есть, нагревают полотно до температуры, при которой производится сварка, затем медленно проводится остывание инструмента. Здесь важно увеличить время остывания, для чего периодически включают подачу тока на электроды.
Зачистка
Основное требование к зачистке – это удаление наплыва металла и придание правильной геометрии впадине между двумя соседними зубьями в месте сварки полотна. Зачистку можно проводить любым абразивным инструментом. Важно, чтобы полотно не потеряло своей ровности в плоскости, а металл стыка был заподлицо с соседними участками. Поэтому рекомендуется зачистку проводить не поперек места соединения полотна пилы, а вдоль.
На что обратить внимание
При сварке ленточных пил могут встречаться различные дефекты.
- Кромки свариваемых торцов могут быть состыкованы неровно. Это случается в том случае, если прижим зажимов был очень сильным, что повлияло на смещение.
- Большое количество металла на поверхности места сварки. Значит, был слишком большой ток.
- Непровар полотна – это низкий ток и небольшая сила прижима.
Кстати, качество сварки можно проверить вручную, надо просто сложить пилу в кольцо, чтобы стык располагался в самом верху. Если дуга имеет правильную форму, а стык не треснул, значит, сварочный процесс проведен правильно. Если в зоне сварки появились трещины, значит, быстро проходило охлаждение полотна в процессе отжига. Если в месте сваривания появилась изогнутая форма в виде буквы «V», то это значит, что стык получился слишком мягким. На это повлиял медленно проведенный отжиг.
В дополнение предлагаем вам посмотреть видео – как правильно сварить ленточную пилу.
Поделись с друзьями
2
0
0
0
Сварка ленточных пил своими руками
Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.
Оглавление:
- Ленточная пила: устройство и принцип работы
- Самодельная сварка ленточных пил своими руками
- Сварка ленточных пил цена и особенности пайки
Ленточная пила: устройство и принцип работы
Существует большое количество разнообразных пил, которые имеют индивидуальные особенности применения и своеобразную конструкцию. У одних, в качестве режущего инструмента используется диск, а у других лента.
Установка пилящей ленты осуществляется на шкивы ведущего и ведомого направления. Для ее натягивания следует приложить огромные усилия, только в таком случае, линия распила будет равномерной.
Главными особенностями данной конструкции являются отдельные блоки, которые дополняются и наращиваются самостоятельно. На простом устройстве, материал для распила в которое подается ручным способом, устанавливаются дополнительные механизмы, такие как электронная система контроля работоспособности устройства, благодаря которой оно работает без постороннего участия человека.
Среди основных конструктивных элементов ленточной пилы, отметим наличие:
- рамы, на которой имеются направляющие, с помощью которых движется лента;
- для того, чтобы натянуть ленту используется механизм, на котором имеется привод пружинного, механического и гидравлического назначения;
- удерживатель ленты для распила;
- механизм винтового подъемного типа, который устанавливается вблизи ленты;
- передача ременного типа, на которой находятся клинья;
- электрический двигатель, мощность которого составляет около пятнадцати киловатт или двигатель на бензиновой основе, с такой же мощностью;
- эксцентрики, с помощью которых бревно фиксируется на раме;
- бак с водой и кран, который намачивает деталь в процессе распила;
- рельсовая полоса, на которой перемещается конструкция.

Также, каждая пила отличается индивидуальными конструктивными элементами, такими как кожухи для ограждения, и упорные механизмы, которые повышают безопасность работы. Для того, чтобы регулировать и настраивать работу на рабочей поверхности имеются планки, на которые нанесена разметка.
Принцип работы механизма основывается на укладке бревна между двумя направляющими и его жесткую фиксацию. Для определения толщины доски, следует ее поднять с помощью специального механизма.
Самодельная сварка ленточных пил своими руками
Для того, чтобы соединить два конца ленточной пилы, следует выполнить их сваривание. Данный процесс выполняется с помощью специального оборудования для сварки ленточных пил. Контактная сварка ленточной пилы состоит в том, что через два соединенных конца пилы, проходит электричество, которое приводит к их перегреву и расплавлению кромок на полотне. Для подводки тока используют электроды, соединенные с зажимами.
Различают огромное количество сварочных аппаратов, с помощью которых выполняется контактная сварка. Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Самостоятельное сваривание ленточной пилы возможно лишь в том случае, если у вас есть опыт работы с подобного рода оборудованием. Среди основных конструктивных особенностей станка для сварки ленточных пил, отметим наличие:
- корпусной части;
- трансформатора сварочного типа;
- зажимных механизмов на которых имеются электроды и зажимные рычаги;
- кнопка пуска;
- зажимы: подвижной и неподвижной.
Главная функция подвижного зажима — свободный ход, с помощью которого выполняется осадка. В процессе того, как концы пилы двигаются друг к другу, образуется сварочной валик. Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Сварка ленточных пил своими руками, состоит из таких этапов:
- выполнение резки пилы;
- выполнение зачистки ее торцевых участков;
- монтаж полотна в конструкцию сварочного аппарата, определения режима работы: ход и усадка;
- сваривание полотен;
- выполнение отжига;
- зачистка швов.
Первый этап — резка, подразумевает определение размера пилы. Для того, чтобы отрезать необходимый участок полотна, воспользуйтесь гильотинными ножницами или отрезным кругом. При использовании полотна, которое раньше подвергалось свариванию, с каждой стороны отрезается около пяти сантиметров.
В данной ситуации, при выполнении резки следует учесть ряд правил:
- место, на котором полотна соединяются между собой должно быть расположено между верхними частями зубьев;
- в процессе резки следует оставить немного припуска для компенсации усадки металла, оптимальный припуск — полтора миллиметра с каждой стороны;
- старайтесь сделать линию реза максимально ровной, от этого зависит качество дальнейшей сварки.
/0908bbb41002d9a.ru.s.siteapi.org/img/fa8efa43dc6ce0f19bfb3746fa0ed471e32033b2.jpg)
Только в таком случае, полотна будут иметь ровную линию на изгибе.
Довольно простым способом выполнения резки выступает укладка пилы в определенное положение, обрезка и зачистка каждого из концов по отдельности. В таком случае, даже при наличии не перпендикулярной линии среза, ее концевые участки все равно будут состыкованы. В таком случае, полотно после сваривания будет отличаться ровным швом.
Дальнейшие действия связаны с выполнение зачистки полотна. Данные участки следует очистить от грязи, обезжирить с помощью ацетона или спирта. Для зачистки кромок используйте абразив. В итоге, должны получиться идеально ровные и гладкие участки.
Далее следует монтаж полотна на поверхность аппарата. Подготовленную пилу следует установить во внутрь зажимного механизма. При этом, одна ее часть остается подвижной, а вторая — нет. В центральной части кромки пилы соединяются между собой. Совпадение кромок должно быть идеальным.
С помощью ручек управления на аппарате, регулируется усилие, ход, усадка, режим работы устройства. Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Для того, чтобы более точно определить данные параметры, воспользуйтесь инструкцией к аппарату. В ней должна быть таблица, согласно которой следует определить режим работы оборудования. В некоторых устройствах, достаточно выбрать только режим сваривания, не указывая при этом силу тока и напряжение для работы. Для того, чтобы выполнить сваривание пилы, следует установить рычаг в определенном положении.
Сварка ленточной пилы выполняется с помощью нажатия кнопки или поворота рычага. После этого, ток подводится к каждому зажиму, а от них передается пиле. Таким образом, металл в зоне состыковки двух участков расплавляется и соединяется между собой.
Пружина воздействует на поверхность подвижного зажима, который смещается к неподвижному зажиму, на осадку. При этом, в стыковой зоне происходит образование сварного валика, с помощью которого пилы соединяется.
Определяя параметры сваривания, следует выбрать время, за которое осуществляется подача токовых импульсов. Сварочные аппараты с автоматическим режимом работы отключают ток, по истечению нескольких секунд с момента их подачи. Однако, если данный параметр на сварочной аппарате регулируется вручную, то необходимо за ним следить.
В процессе сваривания возникают определенные сложности, связанные с материалом, из которого изготовлена пила. В соответствии с данным параметром определяется режим работы сварочного аппарата. В некоторых случаях, без опыта определить данный параметр очень сложно. Если в итоге сварка вас не удовлетворила, то следует экспериментировать, подбирая необходимый режим на ненужном обрезке полотна. После подбора оптимального режима работы, запишите его параметры, чтобы применить его в дальнейшем.
Учтите, что электроды, которые вступают в контакт с пилой должны быть чистыми. Посторонние вещества или грязь на их поверхности, отрицательно сказываются на качестве сварки пилы.
Дальнейшие действия связаны с выполнением отжига, который помогает металлу, ставшему в процессе сварки хрупким и довольно твердым, приобрести прочность, вязкость и пластичность. Для произведения отжига используются те самые зажимы, что и в процессе сваривания. Однако, для работы используется другой режим подачи тока.
Оптимальная температура, на которой выполняется отжиг составляет около шестисот градусов. При этом, следует поддерживать охлаждение устройства в медленном темпе, для этого кнопку подачи тока следует удерживать, нажимать и отпускать в определенное время. Для того, чтобы металл остывал постепенно, периодически следует нажимать кнопку подачи тока для отжига.
Если на сварочном аппарате пирометр отсутствует, то температура контролируется по внешним характеристикам металлической поверхности. В процессе обжига, сталь приобретает красно-вишневый оттенок. Ни в коем случае не разогревайте металл до оранжевого или тем более насыщено красного цвета. Процесс постепенного охлаждения металла занимает не более пяти минут. Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
После сварки следует зачистить полотна от наплыва, образовавшегося на сварном шве. Для зачистки швов подойдет практически любой инструмент с абразивными характеристиками. Главное условие качественно зачистки — получение ровной и гладкой поверхности.
Предлагаем ознакомиться с основными ошибками, возникающими в процессе сварки:
1. Смещение сваренных кромок — в данном случае, полотна находятся в разных плоскостях. Данная проблема возникает при недостаточной силе тока в процессе сваривания или при сильно большой осадке.
2. Расплав, находящийся на полотне, наблюдается в процессе подачи сильно большого тока.
3. Непроваренные участки образуются в том случае, если давление, подающееся в систему слишком низкое.
Минимальное значение выступа шва на качественно проваренной плите, составляет около полутора миллиметров.
Для проверки качества отжига полотно сгибается в радиусе двадцати сантиметров и осматривается. Если дуга напоминает стандартную окружность и шов остается целым, то качество сварки находится на должном уровне.
Сварка ленточных пил цена и особенности пайки
Стоимость работ по сварке ленточных пил определяется прежде всего их размером, толщиной стали и особенностями эксплуатации. Однако, существует еще один способ соединения пилы — это пайка. Данный вариант более простой для выполнения в домашних условиях, нежели сварка.
Прежде всего, следует подготовить полотно, для этого кромки пилы очищаются от грязи и обезжириваются. Концы полотна соединяются в стыковом положении, однако грани при этом должны быть скошены.
Для того, чтобы придать граням форму скоса используйте абразивный круг. Оптимальная величина скоса составляет от восьми до двенадцати сантиметров. Скошенные участки должны соединяться между собой максимально ровно.
Для того, чтобы выполнить пайку пилы потребуется наличие припоев, оптимальный вариант — серебряные пСР45 или пСр65. Припои, содержание серебра у которых меньшее, не рекомендуется использовать.
Припои, содержание серебра у которых меньшее, не рекомендуется использовать.
В качестве флюса, предпочтительнее использовать пасту, которая применяется в процессе пайки металла. Данный вариант флюса отличается удобством работы. При отсутствии данного вещества, возможен вариант его самостоятельного изготовления. Для этого, соединяется хлористый аммоний с бурой в соотношении один к десяти. С помощью воды регулируется консистенция состава, который должен стать пастообразным.
Для выполнения нагрева пилы в процессе пайки используют газовую горелку. Температуру нагрева определяет тип припоя, оптимальное значение составляет от 650 до 600 градусов. Не перегревайте металл, чтобы не нарушить его структуру. С помощью специального приспособления концы пилы соединяются между собой. Процесс пайки состоит в следующем. Прежде всего, следует нанести флюс на поверхность кромок. Старайтесь нанести пасту исключительно на скошенные участки.
Далее, соединения нагреваются до определенной температуры и припой подается к месту соединения торцов пилы. После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
Сварка ленточных пил видео:
как выполняется, технология и оборудование, этапы и контроль
Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
Содержание статьиПоказать
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Оборудование
Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.

Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.
Зачистка
Этап характеризуется подготовкой металла для сварки. Ему присущий следующий алгоритм:
- Очистить полотно от грязи, присутствия коррозии на ленте.
- Обезжирить концы ацетоном, бензином, уайт-спиритом, нефтяным или другим растворителем.
- Зачистить кромки, заусеницы наждачной бумагой, иным абразивом.
Последняя операция должна убрать шероховатости и заусенцы.
Закрепление полотна в зажимы
Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.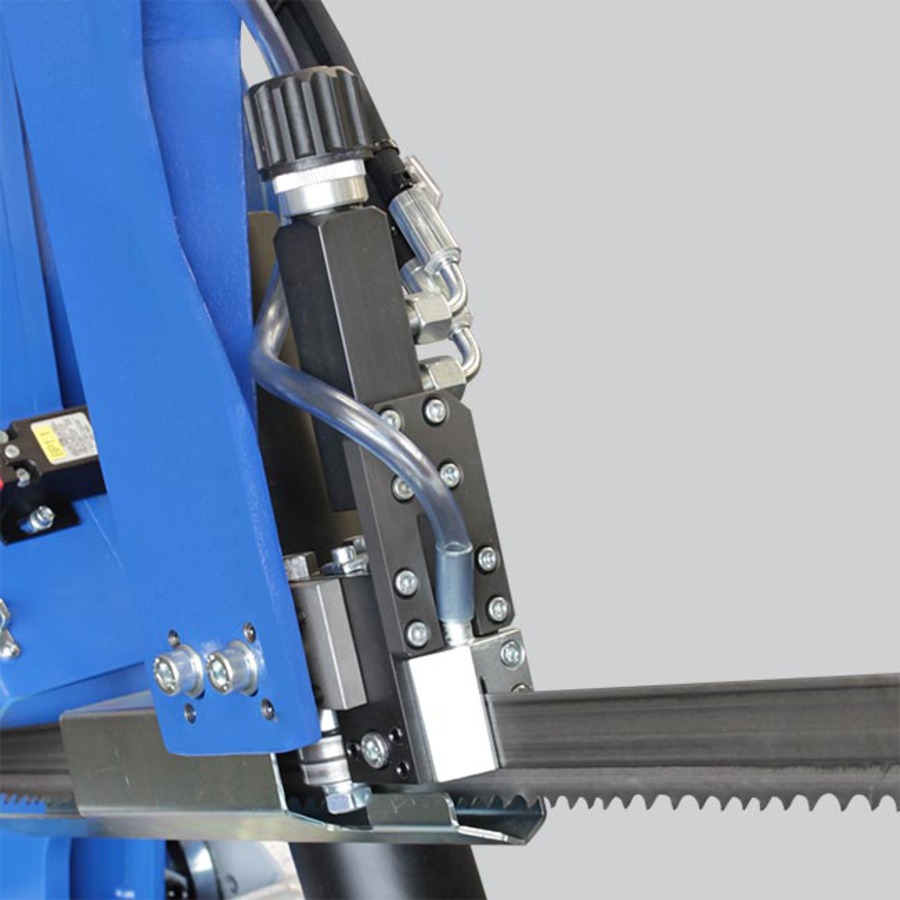
Режим сварки
Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Сварка
Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Окончание нагрева будет означать, что ходовой зажим следует несколько сместить для формирования валика сварного шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Отпуск
Операция проводится вследствие повышения твердости металла после сварки, что влияет на увеличение хрупкости. Отпуск поможет вернуть инструменту его начальное состояние. Отжим делает его пластичным, улучшает эксплуатационные параметры.
Дорогие сварочные агрегаты имеют отдельную функцию отпуска, на простом же станке процесс проводится вручную. Температура и время отпуска устанавливается в зависимости от типа материала пилы.
Низколегированные стали обусловливаются температурой отжига не более 450° C, высоколегированные — 650.
Биметаллическое полотно можно отжечь при 600° C, со временем остывания 40 минут. Величина нагревания обратно пропорциональна времени выдержки.

Однако специалисты рекомендуют проводить операцию, характеризующуюся более низким нагреванием, но с увеличением показателя времени. Это позволит металлу прогреться равномерно, а его структура эффективней уравновесится.
Процесс нагрева и охлаждения можно проводит поочередно — после подачи тока, выдержать 5 мин. для остывания.
При отсутствии на аппарате индикатора температуры, ее можно визуально контролировать по цвету полотна. Если оно приобрело вишневый оттенок, значит, уровень нагрева достигнут.
Однако оранжевый или желтый оттенок доведут материал до перекалки. Возможно, биметаллические ленты придется отпускать дважды.
Повторная зачистка
Процесс отпуска металла образовывает на нем видимые наплывы. Убрать их можно будет путем повторной зачистки. Последняя не столь необходима для повышения технических характеристик, сколь — эстетических целей.
Зачистка ленточной пилы проводится болгаркой либо любым абразивным инструментом до визуального стирания шва.

Рекомендуется также поправить углубления между зубцами, оформив их правильной геометрической формой.
Контроль пайки
Провести обследование шва сваренной ленточной пилы будет не лишним, если он выполнен начинающим мастером. Контроль проводится визуальным способом. Следует внимательно осмотреть сочлененный участок на выявление возможных дефектов.
Последними могут являться:
- смещение торцов;
- выплески расплавленного материала на ленту;
- непровар шва, который ухудшает технологические качества.

Смещение торцов происходит вследствие небольшой силы тока, выплеск — по причине чрезмерно увеличенной. Непровары образуются при малом давлении либо недостаточном токе.
Заключение
Не следует забывать о качестве самого отпуска. Его выяснение сопровождается изгибом ленты пилы в кольцо, причем его диаметр не должен превышать 250 мм.
Обратив внимание на форму изгиба можно прийти к выводу, что полноценный круг говорит о качественном отжиге, фигура напоминающая латинскую букву «V» — отсутствии такового.
Появившиеся же трещины констатируют кратковременный отпуск либо быстрое охлаждение. Процесс соединения торцов ленточной пилы не потребует использования только дорогого сварочного агрегата.
Операцию можно провести на оборудовании бюджетной стоимости. Однако, все настройки необходимо устанавливать вручную.
Технология сварки ленточных пил | Technoweld
Соединение ленточных пил в кольцо для работы на ленточнопильном станке или пилораме возможно:
- Пайкой.
Метод применялся ранее для не широких пил по древесине, до распространения аппаратов контактной стыковой сварки ленточных пил методами сопротивления и оплавления. Требует трудоемкой подготовки, в серийном производстве слабо применим, однако может быть использован для ремонта. - Сваркой полуавтоматом на формирующей подкладке.
В данном случае применяется легированная сварочная проволока и подогрев полотна перед и в процессе сварки.
Станки такие есть, часть оснащена встроенным нагревателем подкладки. Метод соединения не трудоемкий но длительный. Применяется для широких полотне по древесине. Имеет частичную замену в виде аппаратов для сварки ленточных пил оплавлением с возможностями сварки полотен до 210 мм, однако в России всего несколько таких машин. - Стыковой контактной сваркой сопротивлением.
Метод применим для сварки пил в небольших объемах так как по физике процесса чувствителен к дефектам обрезки торца полотна. Последнее трудно выполнить при резке больших объемов полотна, особенно биметаллического по металлу. Износ и местные небольшие повреждения ножей быстро дают о себе знать, а при резке жестких полотен он быстро достигает такой степени что появляются дефекты сварки. В связи с этим область применения метода ограничена. - Стыковой контактной сваркой оплавлением.
На сегодняшний день это основной метод сварки полотен от столярки до широких биметаллических пил по металлу и по древесине.

 Износ и местные небольшие повреждения ножей быстро дают о себе знать, а при резке жестких полотен он быстро достигает такой степени что появляются дефекты сварки. В связи с этим область применения метода ограничена.
Износ и местные небольшие повреждения ножей быстро дают о себе знать, а при резке жестких полотен он быстро достигает такой степени что появляются дефекты сварки. В связи с этим область применения метода ограничена.О двух последних методах и пойдет речь ниже.
Сварка ленточных пил сопротивлением
Суть метода в процессе разогрева материала пилы под воздействием проходящего через контакт торцев тока и усилия осадки. Происходит разупрочнение полотна в основном в зоне стыка, так как именно там локализуется основное выделение тепла. Под действием усилия осадки разупрочнённый материал начинает выдавливаться в грат, а расстояние между губками аппарата для сварки ленточных пил сокращается.
При достижении регулируемой потери длины происходит отключение тока и полотно остывает под действием усилия осадки, затем давление осадки снимается, полотно зажимается снова в разведённые губки машины в положение отжига для проведения термообработки с нагревом так же за счёт проходящего через полотно тока.
Параметрами режима являются:
- Начальное расстояние между губками (электродами) аппарата.
Это расстояние в основном зависит от толщины и жесткости материала полотна. При превышении этого расстояния полотно может терять устойчивость под действием усилия осадки, при малом расстоянии недостаточно материала выдавливается в грат и в шве вероятны непровары, свищи и посторонние включения. - Усилие осадки – чем больше сечение полотна и чем более вязкий металл тем больше необходимо усилие.
- Момент отключения тока при осадке – этот параметр регулирует степень осадки полотна и предупреждает опасное сближение электродов сварочного аппарата и их повреждение
Специфика состоит в том что распределение тока по ширине полотна будет неравномерно и зависеть от равномерности прижима полотна к электродам по ширине, и от состояния торцевых поверхностей.
Если первое достигается регулировками прижима и состоянием поверхности электродов (шлифованная или чисто фрезерованная плоская поверхность свободная от загрязнений) то второе только чистотой обрезки и выдерживанием строго перпендикулярного реза. Это необходимо для того чтобы нагрев происходил равномерно по всей ширине полотна на примерно одинаковую глубину.
Это необходимо для того чтобы нагрев происходил равномерно по всей ширине полотна на примерно одинаковую глубину.
Заусенцы, не перпендикулярность реза оси ленточного полотна , попадание загрязнений в зону зажима пилы, дефекты поверхности пилы в виде потертостей, отклонения толщины ленты будут вызвать неравномерный нагрев и либо получение шва с выраженной неравномерностью свойств либо визуальный брак.
С визуальными дефектами всё ясно – они очевидны. Однако, при нарушениях технологии, шов ленточной пилы может и не иметь визуальных дефектов. грат есть но он не равномерный по ширине полотна и разный по толщине. Такой дефект, в зависимости от чувствительности материала пилы к отжигу, может как критически сказаться на работе ленточной пилы, так и оказаться допустимым. Скорость охлаждения металла после сварки пилы в той зоне, где зона вблизи шва была более нагрета, будет меньше чем скорость охлаждения там где в контакт вступили относительно более холодные участки. Закалка структуры пилы произойдёт по разному, а кроме того,- в зоне замедленного остывания может не хватить давления осадки и появиться крупное зерно.
Если полотно жесткое, то оно скорее всего окажется требовательным к соблюдению параметров термообработки с целью получения приближенных к упругим свойствам основного материал пилы свойств шва и околошовной зоны.
Увы, так как изначальное состояние полотна после сварки оказалось разным по степени закалке и структуре выровнять свойства термообработкой не получится, и, если полотно к таким отклонением чувствительно то работоспособность такого шва в пиле окажется под большим вопросом…
В случае если полотно относительно мягкое и податливое, если при нормальной сварке допускает значительные отклонения температуры и времени термообработки при этом резко не меняя свойств,- скорее всего такой дефект окажется допустимым и, если и повлияет на работоспособность пилы,- то только в долговременной перспективе.
При простоте оборудования и относительной дешевизне аппаратов для сварки пил методом сварки сопротивлением именно эта “капризность” технологии к равномерному подводу тока при сварке и сдерживает применение при поточной сварке, сварке полотен с дефектами. Сферой применения метода сварки пил по технологии сварки сопротивлением оказывается сварка не широких полотен по древесине в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб малого диаметра.
Сферой применения метода сварки пил по технологии сварки сопротивлением оказывается сварка не широких полотен по древесине в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб малого диаметра.
Сварка ленточных пил контактной сваркой оплавлением.
При этом методе сварки процесс после зажима концов полотна в губки аппарата сварки пил происходит по другой технологической последовательности:
- Губки аппарата для сварки пил разводятся приводом на небольшое расстояние составляющее около 0.2 мм и включается подача напряжения на сварочный трансформатор и к губкам;
- Начинается сближение губок с нарастающей скоростью. По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а , также частично испаряет вступивший в контакт ( короткое замыкание) мостик их жидкого металла пилы.
По мере сближения в контакт вступают соседние участки полотна, количество микродуг от разрыва мостиков увеличивается, дуги перемешаются по всему сечению полотна равномерно прогревая торец.
Испарение части металла и выбрасываемые брызги выжигают кислород воздуха из зоны сварки и служат защитой нагретого металла торцов от окисления. - При достижении некоторого пути оплавления и желаемого прогрева концов пилы происходит резкое закрытие зазора с приложением к полотну усилия осадки. Сварочный ток при этом остается включенным до сближения губок аппарата до регулируемого расстояния между ними или отключается с настраиваемой задержкой времени (в зависимости от технологии заложенной в аппарат для сварки пил).
- Остывание полотна происходит при приложенном усилии осадки, в дальнейшем так же выполняется перезахват в положение отжига (либо вручную, либо автоматически) и дальнейшая термообработка с освобождением полотна от осевого давления при нагреве и остывании.
Подвижная губка при включенном отжиге должна свободно перемещаться хотя бы на небольшое расстояние. Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
То же относится и сварке сопротивлением, однако далеко не все сварщики пил после зажима пилы в положение для отжига дополнительно ещё немного дожимают пружину осадки с этой же целью.

 Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!Равномерность прижима и электрического контакта пила – электрод
При этом методе должна быть достигнута как можно лучше, однако небольшие отклонения не приводят ни к каким последствиям при сварке и могут сказаться лишь на неравномерности отжига. Возможное явление – при точно настроенных прижимах отжиг всё равно начинается не равномерно именно на сваренном полотне. Это обусловлено усадкой шва и короблением полотна в сочетании с недостаточным усилием прижима пилы к электродам аппарата.
В таком случае уместно вспомнить что отжиг (отпуск) полотна процесс зависящий от температуры и времени. Снижение температуры и увеличение времени отжига в большинстве случаев позволяет подавить отрицательные проявления. Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Начальное расстояние между губками и путь оплавления полотна.
На большинстве аппаратов кроме последних серий автоматов с сервоприводом путь оплавления задаётся механически формой кулачка аппарата для сварки пил. Он не изменяем и фиксирован и обычно составляет величину 2.5…3.0 мм. В таком случае начальное расстояние между губками рассчитывается исходя из толщины полотна но ” с конца”.
Расстояние между губками после сварки должно составлять не менее 2 толщин полотна,- в противном случае выдавливание расплава и разупрочнённого слоя в грат окажется затруднено и в шве могут быть дефекты; кроме того, скорость остывания будет высокой из за близкого расположения зоны шва к электродам и уровень закалки может быть такой сто полотно получит микротрещины ещё до того как будет произведён отжиг.
С точки зрения срока службы электродов до очередной перешлифовки рабочей поверхности это расстояние желательно увеличить. В большинстве случае его можно принять равным 2.5 толщинам полотна.
В грат должно выйти не менее чем 1 толщина полотна с каждой стороны – то есть минимальная потеря при осадке 2 толщины полотна пилы.
Искровой зазор не должен быть более чем 2 толщины полотна – это приведёт к дефектам.
Имеем для полотна толщиной 0.9 мм 0.9*2.5 +0.9*2+0.9*2+2.5 мм = 8.35 мм – начальное расстояние не должно быть меньше этого – то есть подбор режима начинать надо примерно с 8.5 мм.
Превышение оптимального начального расстояния может повлечь за собой как потерю устойчивости при осадке, так и неравномерность прогрева. Дело в том что при приближении зоны разогрева к охлаждаемым губкам аппарата для сварки ленточных пил возникает эффект выравнивания температуры по ширине полотна.
Слишком малое расстояние чревато повреждением электродов и прижимов или недостаточно глубокой осадкой полотна с дефектами в сварном соединении.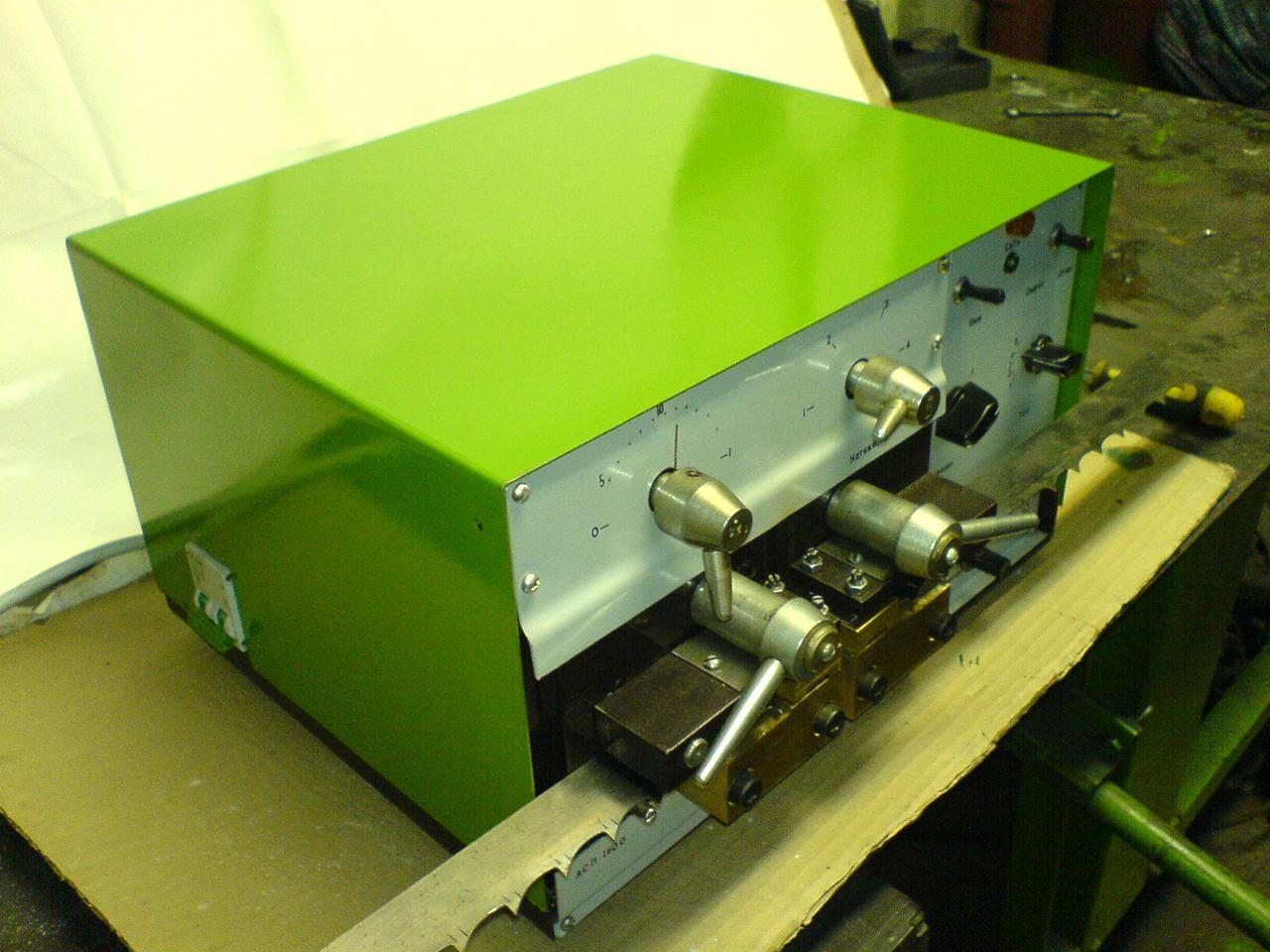
В случае если ваш аппарат имеет другой или регулируемый путь оплавления эту величину и требуется подставить в расчёт ориентировочной величины начального расстояния.
Скорость оплавления.
Она не постоянна при сближении полотна, однако для аппаратов где нарастание скорости задаётся кулачком она может быть изменена путём изменения постоянной частоты вращения двигателя. На аппаратах с сервоприводом подвижной губки это делается программно и позволяет менять и кривую нарастания линейной скорости сближения губок.
Скорость должна находится в балансе с током и напряжением на губках. Если ток и напряжение велико а скорость мала то в конце оплавление при разогреве полотна может увеличиваться искровой зазор. Это слышно и не слух, и видно как крупная и редкая искра, можно и пронаблюдать – попытаться сквозь искры, стоя чуть сбоку и, как минимум надев очки, разглядеть в процессе оплавления грани торца полотна. Если удалось – скорость и ток выбраны НЕ верно!
В случае малой мощности трансформатора и высокой скорости чаще не хватает нормально начать оплавление. Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Это тоже потенциальный дефект.
Давление (усилие) осадки и момент отключения тока
Так как трансформаторы на аппаратах для сварки пил питаются через тиристорные контакторы переменным током 50 гц то момент физического отключения тока всегда может запаздывать на разное время в пределах до 10 микросекунд от времени подачи команды на отключение тока. Этот эффект вызывает некоторый разброс конечного расстояния между губками даже при неизменности остальных параметров протекания процесса сварки. И , этот эффект и можно использовать для подбора соотношения указанных параметров с оглядкой на оптимальные величины и разброс.
Оптимальная величина 2.5 * толщина полотна, меньше чем 2* толщина полотна вероятен брак, и как правило при неглубокой осадке менее 3* толщина полотна тоже вероятны включения в шве со снижением прочностных свойств.
Для полотна с толщиной 0.9 получаем диапазон значений от 1.8 до 2.7 мм, но при настройке стараемся ориентироваться на среднюю часть диапазона – то есть 2.0..2.5 мм.
После того как удалось при некотором соотношении получить несколько сварок в указанном диапазоне можно посмотреть что произойдёт если чуть задержать момент выключения тока. При нормальном усилии осадки это вызовет не резкое и предсказуемое сокращение усреднённой по сварке нескольких стыков дистанции между губками аппарата после сварки.
Если давление ( сила) осадки велико – произойдёт резкое сокращение, мало – практически никакой реакции.
Так же существует способ оценки соответствия по галтели в зоне выхода грата со стороны спинки пилы. Если усилие велико а ток отключен очень рано возникает низкий прочно сцепленный с пилой гребень и выраженная галтель с радиусным переходом в него. При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
И та и другая ситуация не является оптимальной – при большом давлении осадки будет разброс параметров, а при малом недостаточная прочность шва.
По отжигу
К отработке режима отжига не стоит приступать ранее того как будут получены более менее стабильные результаты сварки- это пустая трата времени. Состояние пилы после сварки может быть различным и режим отжига зависеть будет от него. Изменяя параметры режима сварки вы изменяете и это состояние.
Затруднения при подборе режимов
- Разброс конечного расстояния при любых параметрах сварки выше разумного, хотя внешне всё выглядит нормально. Тут стоит проверить:
– Нет ли проскальзывания пилы в губках при осадке,
– Проведя ряд отжигов на не сваренном полотне,- оценить насколько повторяемо и однозначно полотно зажимается в губки и нет ли у полотна отклонений по толщине в сечении или дефектов покрытия с разной электропроводностью
– Поменять ступень трансформатора и попробовать подобрать режим при другом токе, на аппаратах для сварки пил с регулировкой скорости оплавления можно и попробовать менять скорость оплавления.
– Посмотреть не отклоняется ли в больших пределах уровень напряжения в сети
– Проверить нет ли в присоединении машины к электросети проводов заниженного сечения и некачественных контактных соединений - Полотно нарушено по геометрии – видно при зачистке зоны шва.
– состояние и настройка взаимного положения электродов и прижимов
– неправильный боковой зазор на гильотине или износ ножей вызывает деформацию полотна при резке в размер
– увеличена сверх необходимого установочная длина (начальное расстояние) между электродами аппарата для сварки пил
– слишком большое давление осадки при раннем отключении тока
– люфты в следствии износов в направляющих аппарата или деталях прижимной системы - Полотно имеет прогиб “саблю” по спинке, как его сваривать?
Ответ
– если полотно будучи размотанным и свободно лежащим некоторое время на столе выпрямляется – сваривать после того как полежит
– если такого не происходит устанавливать упоры аппарата по полотну ( по спинке) и при сварке пытаться точно повторить форму полотна и в зоне стыка тоже - Как лучше ставить полотно по зубу или по спинке?
– столярку, узкие биметаллические полотна, полотна по древесине если они не имеют прогибов – по зубу
– биметаллические по металлу, полотна с саблей – по спинке
Это связано с особенностями приработки пил в начальный период эксплуатации, так как в зоне сварки небольшие отклонения геометрии более чем вероятны

В старой версии сайта существовала не только подобное описание технологии, но со временем набралось немало комментариев с вопросами и ответами по различным вопросам технологии и реальным ситуациям с браком при сварке ленточных пил, а так же вопросами по обслуживанию оборудования накопленным за много лет. Восстановить всё это увы возможности нет.
Восстановить всё это увы возможности нет.
Если у вас возникают технологические затруднения, вопросы по диагностике аппаратов для сварки пил, или проблемы с браком при сварке пил – обращайтесь, чем сможем поможем.
Назначение аппарата сварки ленточных пил
Сварка ленточных пил является узкоспециализированной распространенной операцией. Ее назначение заключается в подготовке к интенсивной работе ленточных пил различных типов. Для проведения сварки используются специальные аппараты. Помимо прямого назначения они позволяют восстанавливать требующие ремонта (обычно порванные) ленточные пилы. Сварочное оборудование используется и для изготовления новых пил из бухт.
Аппараты выполнены в виде устройства, в котором пропускается электрический ток через состыкованные в зажимных элементах концы пилы. Электрический ток позволяет плавить и одновременно сваривать кромки торцов полотна. Для подвода тока используются электроды, которые прочно соединены с зажимными фиксаторами пилы.
Принцип, по которому осуществляется сварка ленточных пил – частный случай контактно-стыкового сваривания методом оплавления или сопротивления. Технологичные сварочные аппараты для работ с ленточными пилами делятся на три группы:
- оборудование для сваривания сопротивлением. Недорогие и компактные устройства для ремонта пил по дереву на производственных объектах по распиловке леса. Аппараты отличаются простой конструкцией, невысокой производительностью. За смену с их помощью можно выполнить несколько десятков сварок;
- оборудование для сваривания оплавлением. Это техника среднего класса, которая функционирует по принципу непрерывного оплавления. Она используется для оперативного сваривания всех разновидностей ножей, даже биметаллических с напайкой. При полной загрузке можно сделать примерно сотню сварок в течение смены;
- аппараты для сваривания оплавлением с автоматизацией цикла. При работе этого оборудования осуществляется съем сваренного полотна при частичном удалении грата. Высокая производительность техники позволяет легко делать несколько сотен сварок за смену.
Подобное сварочное оборудование применяется на крупных производствах, в сервисных центрах. Для подготовки и контроля процесса помимо сварочной техники используются станки для зачистки и пирометры. Весь процесс контролируется оператором.
 Высокая производительность техники позволяет легко делать несколько сотен сварок за смену.
Высокая производительность техники позволяет легко делать несколько сотен сварок за смену. Для запуска сварочного процесса необходимо нажать пусковую кнопку либо повернуть рукоятку. Вследствие этих простых манипуляций к концам пилы подводится ток. В месте стыковки плавится металл. Происходит смещение подвижного зажима в сторону неподвижного. Смещение на величину усадки приводит к образованию сварного валика в области шва.
Важная характеристика – период подачи импульса тока. В автоматическом сварочном режиме импульс подается за 1–2 секунды. В процессе ручного управления это время контролирует оператор. Когда результат сварки неудовлетворительный, то подбирается подходящий режим, производится настройка оборудования, которую можно записывать.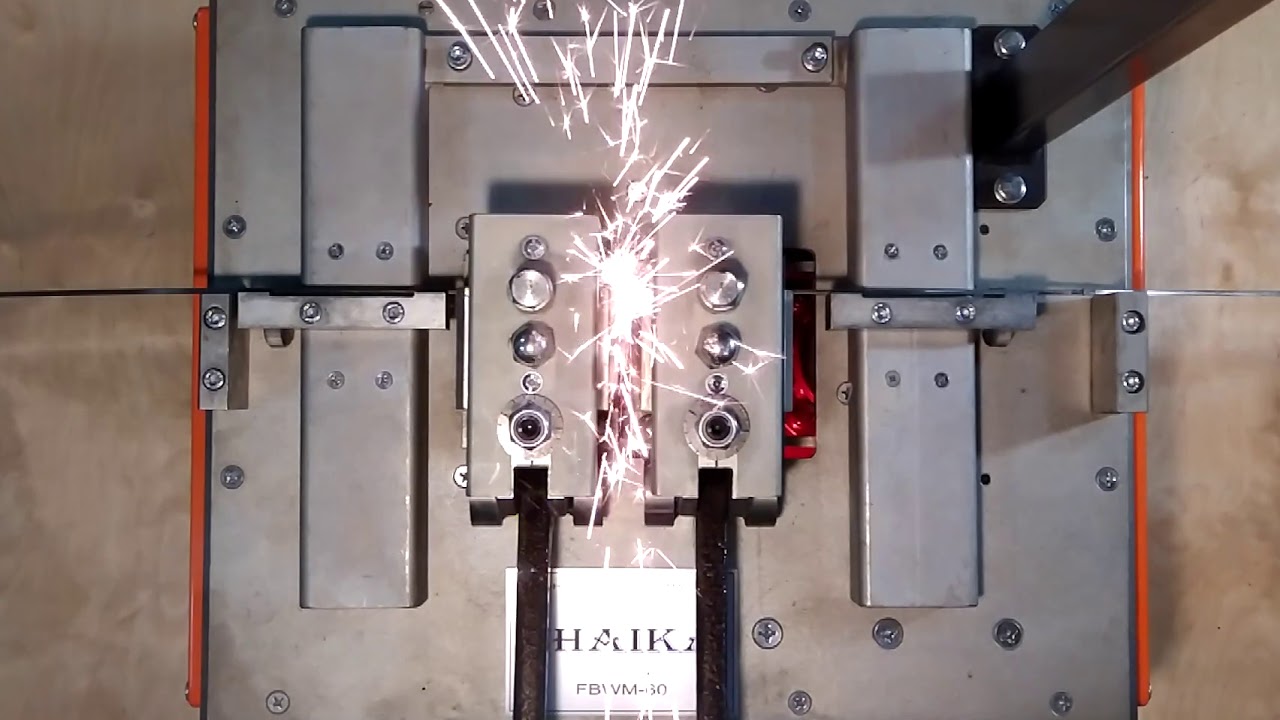 В дальнейшем записанные настройки применяются для сваривания пил с аналогичными характеристиками.
В дальнейшем записанные настройки применяются для сваривания пил с аналогичными характеристиками.
Для качественной работы поверхности электродов должны быть чистые. При нарушении контакта между электродами и полотном увеличивается сопротивление и нарушается рабочий режим.
Возврат к списку
Как сварить полотна ленточной пилы (требования)
Итак, вы использовали ленточную пилу довольно долгое время — и неизбежное происходит.
Если у вас мало свободного времени, ничего страшного, вы можете прочитать наш краткий обзор того, как сваривать полотна ленточной пилы, приведенный ниже.
- Сломанные лезвия можно сваривать и использовать в вашей ленточной пиле, часто обеспечивая длительный период обслуживания после ремонта
- Сварочные лезвия — более дешевая альтернатива, чем покупка сменных лезвий
- Всегда проверяйте лезвие на наличие повреждений ржавчины и тщательно очистите перед шлифовкой и сваркой
- Замочите в мыльной воде или используйте некоррозионное чистящее средство, чтобы удалить скопившуюся смолу после использования
- Чтобы предотвратить поломки, следите за состоянием лезвия с помощью функций регулировки слежения за лезвием, а также регулярное обслуживание
Вы замечаете, что лезвие сломалось — и все, о чем вы можете думать, — это сколько будет стоить вернуть все обратно и снова работать, чтобы вы могли продолжить работу. К счастью для вас, сломанное полотно ленточной пилы не должно быть концом вашей работы.
К счастью для вас, сломанное полотно ленточной пилы не должно быть концом вашей работы.
Вы можете просто приварить полотно ленточной пилы к нужной форме.
В этой статье мы объясним, как именно это можно сделать, а также объясним, насколько это важно при необходимости.
Зачем вам нужно сваривать полотно ленточной пилы и как это сделать
Далее мы обсудим, когда именно и зачем вам нужно сваривать полотно ленточной пилы, а также пошаговое руководство о том, как сделать так.
Не совсем уверены, что вам понадобится? Нет проблем, мы это тоже покрываем.
Зачем нужно сваривать полотно ленточной пилы?
Лезвия могут сломаться и погнуться — к сожалению, это часть работы. Конечно, вы более чем можете купить новое полотно для ленточной пилы, но сварка — гораздо более дешевая альтернатива и дает вам больше возможностей использовать ваши полотна.
Лезвия могут сломаться по многим причинам. Общий износ, а также забвение ухода за лезвиями — частые причины, которые приводят к поломке. . Иногда это неизбежно.
. Иногда это неизбежно.
Тем не менее, это не означает, что вам нужно спешить в ближайший строительный магазин и покупать сменное лезвие. Если у вас есть все необходимые инструменты, вы можете заменить их самостоятельно — звучит намного дешевле, не так ли?
Кроме того, большинство сломанных лезвий нужно просто приварить, и они могут вернуться к тому, чтобы обеспечить вам часы работы.
Однако будут ситуации, когда лезвие не подлежит ремонту.
Со временем лезвие может быть повреждено ржавчиной, что сделает его хрупким и непрактичным в использовании. С учетом общего возраста лезвия вы столкнетесь с ситуацией, когда вам придется подсчитать свои убытки и согласиться на покупку нового лезвия.
Что нужно для сварки полотна ленточной пилы?
Вот что вам понадобится для сварки полотна ленточной пилы. Конечно, есть много других способов и альтернативных шагов, которым вы можете следовать, но это самый простой.
Конечно, есть много других способов и альтернативных шагов, которым вы можете следовать, но это самый простой.
Необходимые предметы
- 1 х ленточная пила с поломкой
- 1 х тиски
- 1 х Tig Welder
- 1 х шлифовальный станок
Не забудьте надеть относительное защитное оборудование при сварке и быть в курсе окружающая среда.
Сварка сломанного полотна ленточной пилы: инструкции
Итак, теперь мы закончили разбираться в причинах поломки полотна и важности их сваривания, теперь мы можем перейти к интересным вещам.
То есть сварка сломанного полотна в одно, удобное и прочное полотно ленточной пилы, способное делать те же пропилы, что и раньше, прежде чем оно расколется на две части. Мы сузили процесс сварки ленточных пил до трех этапов.
Установка лезвия
В этом методе есть два шага, которым вы должны следовать при установке сломанных лезвий.
Очистка полотна
Во-первых, лучше всего выключить ленточную пилу у источника и осмотреть полотно после снятия.
Осмотр лезвия имеет решающее значение, так как вы сможете определить, не подлежит ли лезвие ремонту или достаточно изучено, чтобы прослужить.
Ранее мы упоминали воздействие ржавчины на лезвие, которое со временем может привести к его ослаблению.
Это то, что вы будете проверять при осмотре лезвия, на наличие каких-либо пятен ржавчины.
Хрупкое лезвие не принесет вам пользы, даже если вы хотите его сварить.
Если вы проверили все лезвие и не обнаружили следов ржавчины, следующим шагом будет его очистка.
Очистить лезвие очень просто. Можно использовать обезжиривающее средство или замочить в мыльной воде.
Это должно быть понятно. Не используйте коррозионные вещества, так как это может повредить лезвие.
Промывка обезжиривающим средством, мыльной водой или другими средствами (чистящие средства для духовки и Simple Green) удалит всю смолу, образовавшуюся с течением времени.Вы заметите улучшение качества своего лезвия, если снова воспользуетесь им после очистки.
Заточка лезвия
После того, как вы протерли лезвие тканью, пора заточить лезвие. Шлифовка лезвия — важный этап, так как после сварки будет обеспечена более плотная посадка, что повысит прочность лезвия.
Для заточки лезвия лучше всего делать это под углом, используя тиски. Оба защелкнутых конца лезвия должны будут перекрываться, поэтому они будут компактными и плотно прилегающими.
Когда вы закончите шлифование лезвий, снова поместите их оба в тиски, убедившись, что концы почти перекрывают друг друга.
Сварка лезвия
Теперь вы готовы к сварке, и это должен быть простой и относительно быстрый процесс.
Вы заметите, насколько важно плотно прикасаться концами лезвия друг к другу — лезвие будет слабым, не касаясь, когда сварка будет завершена. Надеюсь, вам не о чем беспокоиться.
После завершения сварки можно переходить к сварке другой стороны лезвия.Вы сделаете это один раз, как и первую сторону.
Сварка с обеих сторон важна, так как это еще один способ укрепить лезвие.
После сварки и обслуживание лезвия
Теперь, когда вы закончили сварку с обеих сторон, дайте лезвию быстро отожгнуть с помощью паяльной лампы с обеих сторон. Это полезный совет, о котором часто можно забыть, когда лезвие снова будет усилено после нагрузки.
После того, как лезвие остынет, вы можете использовать шлифовальный станок на отремонтированном участке, чтобы сгладить любые дефекты, возникшие в результате сварки.Вы можете еще раз почистить лезвие, но вы также готовы снова установить лезвие в ленточную пилу.
Естественно, повреждения будут вызваны сверхурочной работой, и в конечном итоге потребуется замена лезвия. Между тем, ваше недавно приваренное лезвие может прослужить довольно долго при регулярном обслуживании.
Это включает в себя смазку лезвий после использования и их регулярную очистку для удаления отложений смолы после проверки на предмет возможных повреждений ржавчины.
Обзор
Теперь, когда вы закончили читать эту статью, у вас должно быть довольно твердое представление о том, как сварить сломанное полотно ленточной пилы, если вы еще этого не сделали..jpg) Вы можете многое сделать, чтобы этого не произошло, но в конечном итоге это случается со всеми нами.
Вы можете многое сделать, чтобы этого не произошло, но в конечном итоге это случается со всеми нами.
Если у вас есть функция регулировки слежения за полотном, а также возможность регулировки натяжения полотна — вы можете использовать и то, и другое для контроля общего состояния вашего полотна. Как только придет время сварить сломанное лезвие — будьте готовы!
Я бы хотел узнать, что вы думаете.Используете ли вы аналогичный метод при сварке ленточных пил?
Или вы другим методом пользуетесь? Как бы то ни было, я хотел бы услышать ваши мысли в комментариях ниже.
Связанные вопросы
Могу ли я использовать кусок дерева, чтобы удерживать лезвия в тисках?
Очевидно, что огонь и дрова несовместимы даже в лучшие времена. Тем не менее, кусок фанеры обладает высокой огнестойкостью.
Он может удерживать лезвия в качестве заполнителя и оставаться относительно невредимым, хотя вы заметите случайное пламя или два один раз под пламенем.
Я заметил, что на моем лезвии немного ржавчины, когда я осматривал его. Можно ли им пользоваться?
В зависимости от количества ржавчины ваше лезвие должно быть достаточно прочным, чтобы его можно было сварить и использовать снова.
Густую глубокую ржавчину часто можно удалить нетоксичными растворами, специфичными для ржавчины. А вот тонкая ржавчина — ее можно удалить легкой чисткой.
Лучше не тереть ржавые лезвия — это может снизить общую прочность лезвия.
Можно ли сваривать полотно ленточной пилы методом TIG? — Мастер сварки
Ничто так не затруднит ваш рабочий день в мастерской, как ленточная пила, но если у вас есть сварщик, вы можете поставить отметку «Кризис предотвращен» на проекте, не выполняя аварийный запуск
Home Depot.
Так можно ли сваривать ленточные пилы TIG? Ответ — да, сварка TIG может быть хорошим вариантом для ремонта сломанного полотна ленточной пилы при условии соблюдения надлежащих процедур ремонта полотна ленточной пилы.
Процесс ремонта полотна ленточной пилы с помощью горелки TIG необходимо тщательно выполнять, иначе сварка может не пройти, и вам придется покупать себе новое полотно. Прочтите, чтобы узнать больше о том, как спасти сломанный, который у вас есть, с помощью TIG.
Сварка сломанного полотна ленточной пилыИз-за сильного давления и высокой температуры, которым должны подвергаться полотна ленточной пилы из-за характера своей работы, полотна ленточных пил нередко ломаются под нагрузкой или при выполнении особенно плотных пропилов.
В некоторых случаях лучший вариант — выбросить или переработать полотно ленточной пилы и заменить его, но если это чистый слом и лезвие не повреждено иным образом, его можно отремонтировать с помощью сварного шва, если сварка сделана. правильно.
Ленточные пилыпредставляют собой прецизионные инструменты с тонкой структурой материала, и поэтому единственный вариант сварки, действительно подходящий для их ремонта, — это горелка TIG.
Сварка горелкой TIGСварка с использованием горелки TIG — хороший вариант для ремонта полотен ленточной пилы, но при работе с горелкой TIG следует учитывать несколько моментов:
- Горелки TIG требуют практики: Сварка TIG позволяет слесарю достичь высоких результатов точности, но этими сварочными горелками труднее управлять, чем некоторыми другими видами сварки, поэтому вам нужна практика, чтобы правильно использовать инструмент.
Примечание. Сломанные полотна ленточной пилы являются хорошей формой практики сварки TIG, поскольку вам все равно придется заменить полотно, если вы его испортите. - Сварка TIG требует согласования: Сварка TIG требует удерживания горелки в одной руке и присадочного стержня в другой и одновременного их перемещения, что может быть затруднительно для неопытных слесарей. Вот почему вы должны практиковаться для получения эффективных сварных швов TIG.
- Защитный газ является ключевым моментом при сварке TIG: Использование защитного газа, такого как чистый аргон, предотвращает загрязнение сварного шва.Это особенно важно при ремонте полотна ленточной пилы, где долговечность конечного продукта является ключевым фактором (полотно не может иметь слабых мест и при этом оставаться эффективным, оно снова сломается под нагрузкой в том же месте).
Перед тем, как приступить к подготовке полотна ленточной пилы к ремонту, необходимо проверить его общее состояние. Обязательно обратите внимание на ржавчину или сломанные зубы. В некоторых случаях лучше не приваривать полотно и заменять его, если общее состояние полотна оставляет желать лучшего.
С другой стороны, если зубья лезвия целы и оно в хорошем состоянии, лезвие необходимо подготовить к сварке. Для этого необходимо нанести обезжириватель и тщательно очистить все лезвие, затем пропитать каждый сломанный конец лезвия обезжиривающим средством и дать ему постоять не менее десяти минут, прежде чем удалить его влажной тканью из микрофибры.
После очистки лезвия убедитесь, что оно полностью высохло, прежде чем переходить к закреплению его для сварки.
Закрепление полотна ленточной пилыДля сварки TIG сломанного полотна ленточной пилы его необходимо поместить в тиски или зажимное приспособление, чтобы как можно плотнее удерживать две сломанные части полотна. Чем дальше друг от друга расположены два куска основного металла, тем слабее будет последующий сварной шов, поэтому для полотна ленточной пилы их необходимо прижать друг к другу для получения максимально прочного сварного шва.
В тисках убедитесь, что полотна ленточной пилы полностью прямые.Это очень важно для гарантии того, что отремонтированное полотно останется правильным и не застрянет в ленточнопильном станке.
Как сварить TIG полотно ленточной пилыХорошим вариантом для сварки TIG полотна ленточной пилы является использование присадочных стержней из сплава нержавеющей стали 312. После того, как сломанные концы полотна ленточной пилы будут установлены на зажимном приспособлении стола, подключите горелку TIG вместе с защитным газом и с помощью присадочного стержня 312 сварите части полотна вместе. Вот несколько советов, как добиться гладкой сварки TIG на полотне ленточной пилы:
- Использовать импульсную сварку: Многие установки TIG поставляются с опцией импульсной сварки, и это может быть хорошим выбором для сварки полотна ленточной пилы, поскольку позволяет полотну оставаться более холодным во время сварки.Сильный нагрев может сделать эту часть полотна более слабой, чем остальные, поэтому уменьшение нагрева важно для хорошего конечного результата.
- Используйте постоянный ход: Один из ключевых аспектов хорошего владения горелкой TIG — обеспечение плавного и равномерного движения сварщика и присадочного стержня. Это требует практики, но в результате получается гораздо более точный и красивый сварной шов.
- Сдвиньте горелку TIG вперед и держите ее под правильным углом: Горелку TIG следует продвигать вперед во время сварки, а не тянуть (что может вызвать неровный сварной шов), и ее следует держать под углом 10-15 градусов по вертикали стол, на котором вы свариваете.
Важным этапом после сварки полотна ленточной пилы является то, что его также необходимо отжечь, чтобы повторно упрочнить металл и убедиться, что у него нет слабого места от теплового воздействия в том месте, где выполнялась сварка.
Если полотно ленточной пилы не подверглось отжигу после сварки, оно обязательно сломается в какой-то момент в том же месте, где оно сломалось раньше — это всего лишь вопрос времени.
Для отжига металла его необходимо довести до уровня температуры рекристаллизации с помощью приложенной температуры, а затем медленно охладить.Обычно это делается с помощью пламенной горелки или печи. Изделие нагревают до вишнево-красного цвета, а затем дают остыть, обычно с уменьшением охлаждения за счет использования огнеупорного кирпича или закалки в масле.
Шлифовка сварного шваПосле того, как полотно ленточной пилы было сварено, область сварки необходимо полностью отшлифовать, прежде чем полотно можно будет снова использовать в обычном режиме. Это предотвратит застревание полотна в ленточнопильном станке.
Используйте шлифовальный станок для шлифования ленточной пилы с обеих сторон перед тем, как очистить его от металлической пыли.На этом этапе полотно ленточной пилы должно быть готово к повторной установке на станок.
Альтернативы TIG-сварке полотна ленточной пилыПомимо сварки TIG существует несколько других способов ремонта сломанного полотна ленточной пилы. Горелка TIG также может использоваться в сочетании с серебряным припоем для более низкотемпературного варианта с более пластичной связью, поскольку полотна ленточной пилы должны быть гибкими.
Пониженный уровень нагрева, возникающего при пайке, также помогает защитить целостность полотна ленточной пилы, поскольку на него не поступает столько тепла.
Существуют также специальные сварочные аппараты для ленточных пил, которые можно использовать для ремонта ленточных пил с помощью оплавления.
Сварка TIG — хороший вариант для ленточных пил Сварочные горелкиTIG — это универсальный инструмент, который можно использовать для различных металлов, и они особенно хорошо подходят для сварки материалов с тонкой конструкцией. Это делает их надежным вариантом для ремонта полотен ленточных пил.
Как сваривать полотна ленточной пилы
Одна из худших вещей, которые могут случиться с вашей ленточной пилой, — это поломка полотна.Когда это произойдет, вы должны подумать, сколько денег вам понадобится, чтобы запустить его. Но без бюджета вы, вероятно, оставите его сломанным.
Однако хорошо то, что вы можете сварить сломанное полотно ленточной пилы и восстановить его полную функциональность. Если вы имеете дело со сломанным полотном ленточной пилы, продолжайте читать, чтобы узнать, как вы можете сваривать его и насколько это важно.
Зачем нужно сваривать полотно ленточной пилы?
Изгиб и изгиб полотна ленточной пилы идут в комплекте.Это обязательно произойдет в любое время, особенно если вы регулярно пользуетесь ленточной пилой. Сварка намного дешевле, чем покупка нового лезвия, и позволяет использовать лезвия в течение длительного времени.
Самая частая причина того, что лезвия гнутся или ломаются, — это общий износ. Если вы забудете позаботиться о лезвии, оно обязательно сломается, а это может быть неизбежно. Это, однако, не означает, что вам нужно быстро зайти в строительный магазин за новым.
С помощью подходящих инструментов вы можете устранить повреждения, восстановить их полную функциональность и сэкономить деньги.Важно отметить, что бывают ситуации, когда лезвие не подлежит ремонту.
Например, если на нем есть сколы и коррозия из-за ржавчины, вы не сможете восстановить его функциональность с помощью сварки. В таком случае вам придется подсчитать свои убытки и купить новый.
Что нужно для сварки полотна ленточной пилы
Для этого вам нужно собрать несколько предметов. Есть много разных способов сделать это, но это один из самых простых.
- Сломанное полотно ленточной пилы
- Одни тиски
- Одно сварочное устройство Tig
- Одно шлифовальное устройство
В этот процесс необходимо включать средства индивидуальной защиты.При сварке, как и при большинстве ремонтных работ по металлу, образуются мелкие сколы и мусор. Во избежание несчастных случаев используйте защитные перчатки и защитные очки.
Пошаговый процесс сварки полотна ленточной пилы
С помощью вышеперечисленных инструментов вы можете начать работу над проектом. Вот простые шаги, которым вы можете следовать, чтобы вернуть своему клинку славу.
Подготовка лезвияПеред настройкой лезвия для сварки обязательно проверьте его состояние. Лезвие должно быть достаточно прочным, чтобы прослужить после сварки.Лезвия обычно ломаются из-за того, что они становятся хрупкими, когда начинает накапливаться ржавчина. Если ваше лезвие заржавело, значит, оно не подходит для сварки.
Используйте обезжиривающее средство для очистки лезвия при оценке его состояния. При этом нанесите средство на оба конца поврежденного участка и оставьте его примерно на 10 минут. Протрите влажной тканью.
Также можно смочить лезвие в мыльной воде, чтобы растворить жир. Убедитесь, что мыло не вызывает коррозии; в противном случае это повредит лезвие.Раствор может помочь удалить смолу, скопившуюся со временем.
Шлифовка лезвияОсновная цель этого шага — обеспечить плотное прилегание сломанных концов друг к другу после сварки. Слегка и постепенно растереть сломанные концы. Кроме того, шлифуйте тисками под углом, чтобы при сварке оба конца перекрывали друг друга.
Этот этап особенно важен, поскольку он способствует прочности лезвия после сварки. После того, как вы закончите шлифование, снова поместите две детали в тиски, чтобы концы почти перекрывали друг друга.
Сварка лезвияСварка — самый быстрый этап, так как на других этапах большая часть работы уже пройдена. На этом этапе важно плотно прижать концы лезвия друг к другу. Это связано с тем, что после сварки лезвие будет слабым, не касаясь его. Будьте осторожны при этом, так как это может быстро повредить лезвие.
Приварите другую сторону лезвия, как первую. Обратите внимание, что сварка с обеих сторон увеличивает прочность лезвия.Наконец, контрпроверьте, правильно ли приварены оба конца, и при необходимости отретушируйте.
Видеоурок Научитесь сваривать полотна ленточной пилы
Что делать после сварки полотна ленточной пилыПосле сварки с обеих сторон необходимо быстро отжечь полотно ударом факел. Большинство людей склонны не обращать на это внимания и часто забывают о его важности. Но это увеличивает прочность лезвия за счет улучшения сцепления.
Когда лезвие остынет, вы можете обнаружить несколько неровных пятен, которые потребуется отполировать. Процесс сварки приводит к дефектам расплавленного металла, но это можно исправить.
Слегка обработайте шлифовальной машиной лезвие, чтобы разгладить такие пятна. На этом этапе вы также можете снова очистить лезвие, протерев его влажной тканью. Теперь он готов к повторной установке в ленточную пилу.
Как правило, лезвие все еще подвержено повреждениям при постоянном использовании.Поэтому важно регулярно обслуживать его и повышать его функциональность. В конце концов, вам нужно будет заменить лезвие, но оно даст вам несколько вариантов использования.
Регулярное обслуживание включает смазку лезвий после каждого использования. Кроме того, вам необходимо удалить жир и любые другие загрязнения, которые могут ухудшить его качество.
ЗаключениеСварка вашей ленточной пилы — дешевая альтернатива покупке новой. Если полотно вашей ленточной пилы неожиданно ломается, вы можете выполнить указанные выше действия и восстановить его работоспособность.Используя упомянутые выше инструменты, вы можете быстро отремонтировать лезвие.
Этот процесс поможет вам больше использовать лезвие и сэкономит деньги на приобретение нового. Вот краткое описание шагов.
- Подготовьте и очистите лезвие от жира и грязи.
- Плавно отшлифуйте кромки, чтобы они не перекрывали друг друга при сварке.
- Сварите сначала одну сторону, а затем другую.
- Используйте шлифовальный станок, чтобы сгладить недостатки процесса.
- Регулярно очищайте лезвие, переустановите и обслуживайте его.
Если у вас есть вопросы по этой теме, напишите мне сообщение. Буду рад ответить и пообщаться с вами.
Blade Welder 2.0 KVA на Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.index {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии.длина}} {{#each комментарии}} {{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии.длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}}Как сваривать полотна для ленточных пил — 4 простых шага
При длительном использовании ленточной пилы происходит неизбежное.Лезвие пилы может быть повреждено или сломано из-за чрезмерного использования. В настоящее время вы можете подумать о замене его на новый. Но если вы знаете, как сваривать полотна ленточных пил, это поможет вам сэкономить значительную сумму денег.
Более того, для сварки полотна ленточной пилы не нужно быть профессионалом. Вместо этого вам нужно адекватно потратить некоторое время и внимательно приваривать полотна ленточной пилы.
Итак, приступим.
Советы по сварке полотен для ленточных пил (пошаговые инструкции)
Если вы хотите отремонтировать полотно ленточной пилы без особых проблем, рекомендуется выбрать сварные полотна ленточной пилы для правильного функционирования.К счастью, сварка полотна ленточной пилы — несложный процесс.
Вам понадобится:
- Сломанное полотно ленточной пилы
- Одинарные тиски
- Шлифовальный станок
- Сварщик TIG
Шаги
Шаг 1:
Вначале вам необходимо будет тщательно очистить полотно ленточной пилы. Когда вы работаете с ножом, на нем накапливается много пыли и мусора.Прежде чем приступить к ремонту лезвия, очень важно удалить с него пыль.
Самая частая причина повреждения полотна ленточной пилы — ржавчина на нем. Итак, проверьте наличие ржавчины и используйте жидкость для мытья посуды, чтобы удалить ржавчину с лезвия. Кроме того, если на лезвии слишком много ржавчины, вы не сможете его отремонтировать.
Шаг 2:
Следующим важным шагом при ремонте сломанного полотна ленточной пилы является надежная установка полотна на ровной поверхности. Это поможет вам легко шлифовать и сваривать лезвие.
Шаг 3:
После очистки лезвия протрите его чистой тканью, чтобы удалить ржавчину. Надевайте перчатки, чтобы избежать порезов лезвия во время чистки и протирания.
Пришло время заточить лезвие.
Шлифовка обеспечит плотную посадку лезвия после завершения сварки. Шлифовка увеличивает остроту и прочность лезвия. Используйте тиски, чтобы установить край под углом. Убедитесь, что оба защелкнутых конца лезвия перекрывают друг друга.
Затем используйте шлифовальный станок для шлифования кромок полотна и поместите полотно ленточной пилы в тиски с перекрытием.
Шаг 4:
После шлифовки и установки лезвия можно приступать к сварке лезвия с помощью сварочного аппарата TIG. Чтобы сварить лезвие, включите сварочный аппарат и разогрейте его.
После этого коснитесь сварочного конца полотна и осторожно завершите сварку, чтобы правильно отремонтировать полотно ленточной пилы; Сварку нужно производить с обеих сторон лезвия, чтобы не осталась нетронутой ни одна слабая часть.
После того, как вы закончите сварку, с помощью напильника заточите зубья полотна ленточной пилы и поместите его в пилу для дальнейшего использования.
Почему следует сваривать полотно для ленточной пилы?
Теперь, когда вы знаете, как сваривать полотно ленточной пилы, вы можете задаться вопросом о необходимости процесса сварки. Честно говоря, когда полотно ленточной пилы ломается или повреждается, большинство людей предпочитают покупать новое.
Не будем говорить, что это плохая альтернатива. Но сварка лезвия может сэкономить вам огромные деньги.Кроме того, правильно сваренные полотна ленточной пилы прослужат вам достаточно, чтобы ваша тяжелая работа была достойной. Поэтому мы предлагаем вам заняться сваркой, а не покупать лезвие, когда оно впервые повреждено.
Заключение
Полотно ленточной пилы неизбежно будет повреждено, и когда это произойдет, вы можете задаться вопросом, что делать с поврежденным полотном. Что ж, я предлагаю вам знать, как сварить полотно ленточной пилы, чтобы вы могли быстро исправить недостатки.
Это доступный вариант, который также не требует много времени.
Также читают:
Как выбрать хорошую ленточную пилу по металлу?
Краткий обзор наших самых любимых ленточных пил.
Распространенные причины обрыва сварных швов на полотнах ленточной пилы
Обрыв сварного шва на полотне ленточной пилы
Распространенные причины обрыва сварного шва на полотне ленточной пилы
Если на полотне ленточной пилы происходит разрыв сварного шва при его использовании, может быть несколько причин, по которым что-то пошло не так. Обычно считается, что поломка сварного шва является производственной проблемой, однако существует широкий спектр проблем, которые могут вызвать этот тип повреждения.Мы поможем вам избежать дальнейшего разрушения сварного шва, правильно отрегулировав полотно ленточной пилы. Несмотря на то, что многие проблемы уникальны, продолжайте прислушиваться, чтобы узнать о наиболее распространенных проблемах с полотнами ленточных пил.
Сначала вы должны проверить натяжение лезвия и убедиться, что оно не слишком велико. Если диаметр круга слишком мал, на вашем пильном полотне может произойти разрыв сварного шва. Кроме того, если лезвие трется о фланец колеса, вероятно, произойдет разрыв сварного шва.
Далее необходимо убедиться, что направляющие не изношены и не застыли на месте. Если скорость подачи слишком высока или если в направляющих застряла стружка, разрыв сварного шва представляет опасность для полотна. Кроме того, система подачи должна работать правильно, чтобы свести к минимуму разрывы сварных швов. Зажатие внутренних напряжений на лезвии — еще одна распространенная причина разрывов сварных швов, которую можно избежать.
Обрыв сварного шва обычно считается проблемой производителя, но во многих случаях эту проблему можно избежать, просто отрегулировав ленточную пилу.Хотя многие случаи уникальны, приведенный ниже список проблем является наиболее частой причиной поломки полотна ленточной пилы в месте сварки.
- Слишком сильное натяжение.
- Диаметр колеса слишком мал.
- Трение полотна о фланец колеса.
- Направляющие изношены или застыли на месте.
- Слишком большая подача.
- В направляющих застряла стружка.
- Система подачи работает неправильно.
- Лезвие для снятия внутренних напряжений.
Если у вас есть вопросы, звоните в Sawblade.com. Наш номер 800-745-6920, линии открыты в обычные рабочие часы по центральному времени. Наши опытные специалисты по обслуживанию клиентов готовы ответить на ваш звонок
Сварка сломанного полотна ленточной пилы. Плохая идея? — Инструменты для моделирования и мастерское
На самом деле все сводится к тому, сколько лезвий вы используете. Я проработал в цехе инструментов и штампов последние 43 года, у нас было две ленточные пилы, на каждой пилы были сварщики. Они были электрическими и сваривали лезвия встык.
Главное, чтобы получить права:
шлифование двух концов под прямым углом
настройка предварительного усилия пружины, которая сжимает два конца вместе, когда сварка была сделана
отжиг лезвия после сварки
шлифование сварного шва до ровного лезвия
ПОВТОРНЫЙ отжиг лезвия после шлифовки
, используя правильное натяжение лезвия при использовании — слишком маленькое приведет к отрыву лезвия от колес, слишком большое приведет к поломке лезвия
Я работал с инструментальщиками, которым никогда не удавалось удерживать сварной шов.У них просто не было глаза на то, чтобы увидеть правильный цвет лезвия при отжиге — это необходимый диапазон нагрева — от синего до тускло-красного, это то, что сработало для меня на наших сварщиках.
Я не видел их припаянными серебром, только электросварными сварочным аппаратом.
Сварщик не будет дешевым, поэтому, если вы используете только 5-6 лезвий в год и не выпиливаете отверстия в деталях, оставайтесь с готовыми лезвиями, найдите подходящую длину и, возможно, найдете поставщика инструмента в вашем районе, который сделает вверх лезвия.Они могут быть дешевле, чем готовые.
Обучение сварке ленточной пилой может оказаться долгим и бесплодным, если у вас нет навыков и удачи в выборе правильных комбинаций для сварки лезвия, которое изнашивается, не ломаясь.
Примечание — правильно сваренное лезвие не должно ломаться до износа, и даже тогда оно не должно ломаться.
И НАИБОЛЕЕ ВАЖНО_НЕ ИСПОЛЬЗУЙТЕ ПАЛЬЦАМИ, ЧТОБЫ НАПРАВЛЯТЬ ЧЕРЕЗ ПИЛУ. ВСЕГДА ИСПОЛЬЗУЙТЕ ПАЛКУ ТОЛЩИНОЙ НЕ МЕНЕЕ 4 ДЮЙМОВ И ВДАЛИ ОТ ТОГО, ЧТО ВЫ НАЖИМАЕТЕ.ТАКИМ ОБРАЗОМ, ВЫ МОЖЕТЕ ПРЕКРАТИТЬ НАДПИСЬ ПОСЛЕ ТОГО, ЧТО ВЫ РЕЗЫВАЕТЕ, ДО ТОГО, КАК ЭТО ДОСТУПИТ К ВАШИМ ПАЛЬЦАМ И РУКАМ !!!!!!!!
Я использую машины в магазине с 8 лет, и у меня все еще есть ВСЕ мои пальцы и я ими пользуюсь.