Технология пропано-кислородной сварки
Также для выполнения качественной сварки необходимо соблюдать точное соотношение используемых технических газов: в данном случае необходимо взять три с половиной части пропана и четыре части кислорода.
Недопустимо использовать в ходе пропано-кислородной сварки проволоку Св-08 и -08А. Для лучшего раскисления сварочной ванны необходимо использовать проволоку марок Св-12ГС, -08Г2С и -08ГС.
Проволоку для присадки нужно разместить по отношению к оси шва под углом в 35-45 градусов. Пламя направляется под углом от 45 до 60 градусов. Также необходимо соблюдать расстояние от плавящегося окончания присадочной проволоки и ядра пламени по отношению к сварочной ванне. Первый показатель должен составлять два-четыре миллиметра, второй — три-шесть миллиметров.
Технологию осуществления пропано-кислородной сварки можно рассмотреть на примере соединения жил сечением не более 35 квадратных миллиметров, изготовленных из алюминия.
Первым делом с жил удаляется изоляция.
После этого можно приступать к работе с техническим газом. Сначала открывают вентиль баллона с пропаном, а потом — с кислородом. Рабочее давление кислорода регулируется до отметки в 0,15 мегапаскалей. На используемой в процессе сварки горелке нужно открыть вентиль, через который будет поступать пропан, и зажечь её.
Затем необходимо открыть вентиль для кислорода и отрегулировать прохождение пропано-кислородного пламени, сделав его нормальным. После этого можно приступать непосредственно к сварке скрутки. Для этого пламя подводят к её окончанию и разогревают металл до состояния плавления. Сварку можно считать законченной, когда на конце скрутки образуется капля жидкого металла. Она будет иметь шарообразную форму.
После того, как сварка будет завершена, нужно закрыть вентили, через которые поступал пропан и кислород, и погасить тем самым горелку. Оставшийся на поверхности скрутки флюс нужно удалить стальной щёткой. Получившееся соединение также необходимо протереть чистой ветошью, а затем изолировать скрутку либо изолентой, либо специальными колпачками, предназначенными для изоляции.
Услуги по устройству рулонного газона.
Какие газы используются при газовой сварке
Газовая сварка: какие газы используются
Газовая сварка — плавление кромок соединяемых деталей в высокотемпературном пламени горелки с формированием шва. Выбор газа для сварки зависит от множества факторов:
- соединяемого металла;
- желаемой формы шва;
- типа газового оборудования;
- условий работы;
- свойств химического состава;
- необходимой температуры плавления.
Давайте перечислим, какие газы используются в газовой сварке: это может быть ацетилен, МАФ, пропан, бутан, бензол, керосин, кислород, коксовый и углекислый газы и другие. Наиболее активно используется ацетилен, который при наличии кислорода дает температуру в 3 тысячи градусов.
Наиболее активно используется ацетилен, который при наличии кислорода дает температуру в 3 тысячи градусов.
Ацетилен
Чистый ацетилен (С2Н2) — бесцветный, с резким запахом чеснока, оставляющий сладковатый привкус во рту при вдыхании. Он легкий (легче воздуха) и достаточно вредный для человека. Ацетилен можно получать либо на месте (соединять карбид кальция с водой), либо везти его готовый в газовых баллонах. Карбид кальция — это твердое кристаллическое вещество, образуется путем плавления извести и кокса при температуре 19002300С. При больших объемах работ выгодно, когда используются ацетиленовые генераторы, в остальных же случаях удобно забирать ацетилен из баллонов. К преимуществам этого газа можно отнести высокую температуру горения, простоту получения, удобство регулирования. К недостаткам относят его взрывоопасность и немалую стоимость.
Заменители ацетилена
К газам-заменителям С2Н2 относятся пропан и пропан-бутановая смесь, водород, коксовый газ, бензин, керосин. Они обладают достаточно высокими теплотворными способностями. Однако для качественной работы требуется больше кислорода, а t пламени при этом все равно ниже, чем у ацетилена. Поэтому пропан, бутан и другие варианты используются чаще при изготовлении металлоконструкций из цветных, легкоплавких металлов. Сталь соединить ими трудно.
Они обладают достаточно высокими теплотворными способностями. Однако для качественной работы требуется больше кислорода, а t пламени при этом все равно ниже, чем у ацетилена. Поэтому пропан, бутан и другие варианты используются чаще при изготовлении металлоконструкций из цветных, легкоплавких металлов. Сталь соединить ими трудно.
Кислород
Это катализатор горения, который должен использоваться при газовой сварке независимо от выбранного газа. Подаваемый в горелку кислород в идеале должен быть абсолютно чистым. От этого зависит максимальная температура, которая образуется во время работы, что влияет на качество швов. Технический кислород имеет 3 сорта чистоты: от 99,7% до 99,2%. Чем он качественнее, тем выше скорость газовой сварки и меньше расход.
Газообразный кислород бесцветный и прозрачный, без запаха и вкуса, тяжелее воздуха. Его получают при помощи глубокого охлаждения из воздуха, либо методом электролиза из воды. Он может храниться и использоваться в газообразном состоянии в баллонах или в танках, в жидком виде. При избытке О2 шов металла окисляется, что снижает прочность изделия. Поэтому важно контролировать процентное соотношение газообразных веществ.
При избытке О2 шов металла окисляется, что снижает прочность изделия. Поэтому важно контролировать процентное соотношение газообразных веществ.
Углекислый газ
Углекислый газ (СО2) имеет сильный запах и ярко выраженные окислительные свойства. Хорошо растворяется в воде и весит в полтора раза больше воздуха. Различают 3 сорта вещества, которые используются при соединении чугунных, углеродистых металлов и сплавов, коррозийных сталей и низколегированных конструкций.
Защитные элементы
При газовой сварке используются также инертные газы, которые служат защитой сварочной ванны от воздуха. Они не взаимодействуют с металлом и не растворяются в нем, у них нет цвета и запаха.
- Аргон. Негорючий, тяжелее воздуха в 1,5 раза. Высший сорт используется для аргонодуговой сварки активных, редких металлов и сплавов. Первый подходит для алюминиевых и стальных изделий.
- Гелий. Легче воздуха. Рекомендуется для газовой сварки чистых и активных металлов, а также алюминия и стали.

- Азот. Применяется для меди и сплавов из нее. Различают 4 сорта азота с разной долей содержания вещества.

Улучшают процесс и качество шва при изготовлении металлоконструкций сварочные смеси: гелий с аргоном, аргон с кислородом или/и углекислым газом-помощником и другие.
что это такое? Рукава, баллоны и колпаки для газосварки, сварка металлов пропаном, кислородом и другими способами для начинающих
Существует несколько видов сварки, и газовая является наиболее востребованной из них. Она имеет немало преимуществ: техника проста в исполнении, используемое оборудование имеет доступную цену, а кроме того, газосварка экономно расходует электрическую энергию. Список достоинств на этом не заканчивается, поэтому мы решили подробнее остановиться на описание данной технологии.
Что это такое?
Сварка с использованием газа представляет собой соединение металлических элементов методом их расплавления. Исторически этот способ появился одним из самых первых. Метод был создан еще в конце XIX столетия. В дальнейшем с развитием дуговой и контактной или электрической сварки сфера применения газовой слегка уменьшилась, особенно когда речь идет о сваривании высокопрочных сплавов.
Исторически этот способ появился одним из самых первых. Метод был создан еще в конце XIX столетия. В дальнейшем с развитием дуговой и контактной или электрической сварки сфера применения газовой слегка уменьшилась, особенно когда речь идет о сваривании высокопрочных сплавов.
Тем не менее она продолжает с успехом применяться для сварки бронзовых, латунных и чугунных деталей.
Она актуальна для выполнения наплавления и в некоторых других ситуациях.
Суть газосварки сводится к тому, что высокотемпературное пламя от сварочного газа выполняет нагрев краев привариваемых элементов и небольшой участок присадочного материала. Переходя в сжиженное состояние, металл формирует так называемую сварочную ванну — это вытесняющая воздух зона, защищённая газовой средой, а также огнём. Расплавленный металл начинает остывать и медленно затвердевает – именно таким образом формируется ровный сварочный шов.
Для выполнения работы обычно используют смесь горючего газа с очищенным кислородом, который исполняет функцию окислителя. Максимальную температуру от 3100 до 3500 градусов дает ацетилен, выделяемый в ходе выполнения сварки за счет реакции взаимодействия воды и карбамида кальция. Чуть уступает ему пропан – его рабочая температура доходит до 2800 градусов. Реже используются пары керосина, метан, а также водород.
Все пары и газы имеют значительно более низкую температуру, нежели ацетилен, поэтому их используют нечасто и исключительно для бронзы, а также латуни, меди и некоторых других цветных металлов, имеющих невысокий порог плавления.
У газосварки имеются свои плюсы и минусы.
Главное достоинство — пониженная скорость нагрева сплавляемого участка и сравнительно широкие его границы. Это особенно актуально в случае, когда нужно приварить элементы, выполненные из цветных металлов, чугуна или инструментальной стали, поскольку они нуждаются в плавном нагреве и таком же плавном охлаждении. Кроме того, существует ряд специализированных сталей, для которых также используется именно этот режим обработки.
Это особенно актуально в случае, когда нужно приварить элементы, выполненные из цветных металлов, чугуна или инструментальной стали, поскольку они нуждаются в плавном нагреве и таком же плавном охлаждении. Кроме того, существует ряд специализированных сталей, для которых также используется именно этот режим обработки.
Из других достоинств можно выделить:
- простоту технологического процесса газосварки;
- бюджетную стоимость используемого оборудования;
- свободную продажу карбида кальция и смеси газов;
- отсутствие потребности в источнике получения энергии;
- возможность контролировать мощность пламени и его вид;
- возможность установки режимов работы.
Если говорить о минусах, то в первую очередь нужно снова вернуться к скорости нагрева. Соответственно, производительность газовой сварки не особенно высока, а если свариваемые заготовки имеют внушительную толщину, то КПД понижается ещё сильнее. Поэтому при работе с листами металла, толщина которых свыше 6 мм, стоит подумать об использовании других методов, например, прибегнуть к дуговой сварке.
Соответственно, производительность газовой сварки не особенно высока, а если свариваемые заготовки имеют внушительную толщину, то КПД понижается ещё сильнее. Поэтому при работе с листами металла, толщина которых свыше 6 мм, стоит подумать об использовании других методов, например, прибегнуть к дуговой сварке.
Газосварка сравнительно бюджетный способ приваривания заготовок. Однако газ, который используется для работы (кислород и ацетилен), стоит немного дороже электричества.
При выполнении подобного типа работ довольно высока вероятность возникновения взрывов и пожароопасных ситуаций — они моментально возникают в случае некорректного обращения с огнеопасными составами, баллонами с газом, а также карбидом кальция.
Тем не менее газосварка востребована.
Она используется для проведения сварочных работ в самом широком спектре – начиная от соединения алюминиевых элементов до работ по бронзе и чугуну.

Сферы применения
Использование сварки на газе позволяет выполнять следующие типы работ:
- приваривание различных металлических деталей;
- пайка, включая ремонт поврежденных элементов;
- наплавка;
- разрезание труб и листов стального проката на отдельные заготовки.
Несомненное преимущество газовой сварки обуславливает её повсеместное использование в строительных работах, на производстве, а также в области ЖКХ, автомастерских и при решении некоторых бытовых задач в частных домах и на даче.
Соединение и резка любых металлических деталей позволяет получать на выходе сопряжение высокого качества. На стыках элементов начинается диффузия с расплавленным припоем, сразу же после застывания металла получается очень крепкий шов, его можно подвергать дальнейшей обработке.
Наплавка используется для нанесения на поверхность основного металлического изделия какого-либо другого металла. Данный способ позволяет восстановить изношенные элементы, увеличить размеры детали, а также наплавить материалы с более высокими параметрами крепости.
Использование метода наплавки многократно увеличивает период использования деталей, понижает себестоимость ремонта и уменьшает расходование материалов.
Необходимое оборудование
Для выполнения газовой сварки потребуется комплект оборудования. Рассмотрим его основные составляющие.
Водяной затвор
Представляет собой довольно простую и в то же время очень эффективную защиту трубы генератора газа и прочих рабочих элементов от огня в форме обратной тяги, идущей от горелки.
Очень важно, чтобы в затворе жидкость поддерживалась на уровне между горелкой и ацетиленовой трубкой.
Газовые баллоны
В зависимости от особенностей газа все баллоны могут окрашиваться в разные оттенки. Однако в этом случае действует правило: у них никогда не окрашивается верхняя часть – это позволяет избежать риска взаимодействия газа и эмали.
Ещё один нюанс в том, что на баллонах с ацетиленом нельзя устанавливать медные детали, поскольку при взаимодействии меди с газом повышен риск возникновения взрыва.
Шланги различного назначения
Эти приспособления выполняют сразу несколько функций — они используются для подачи нагретых жидкостей и газов.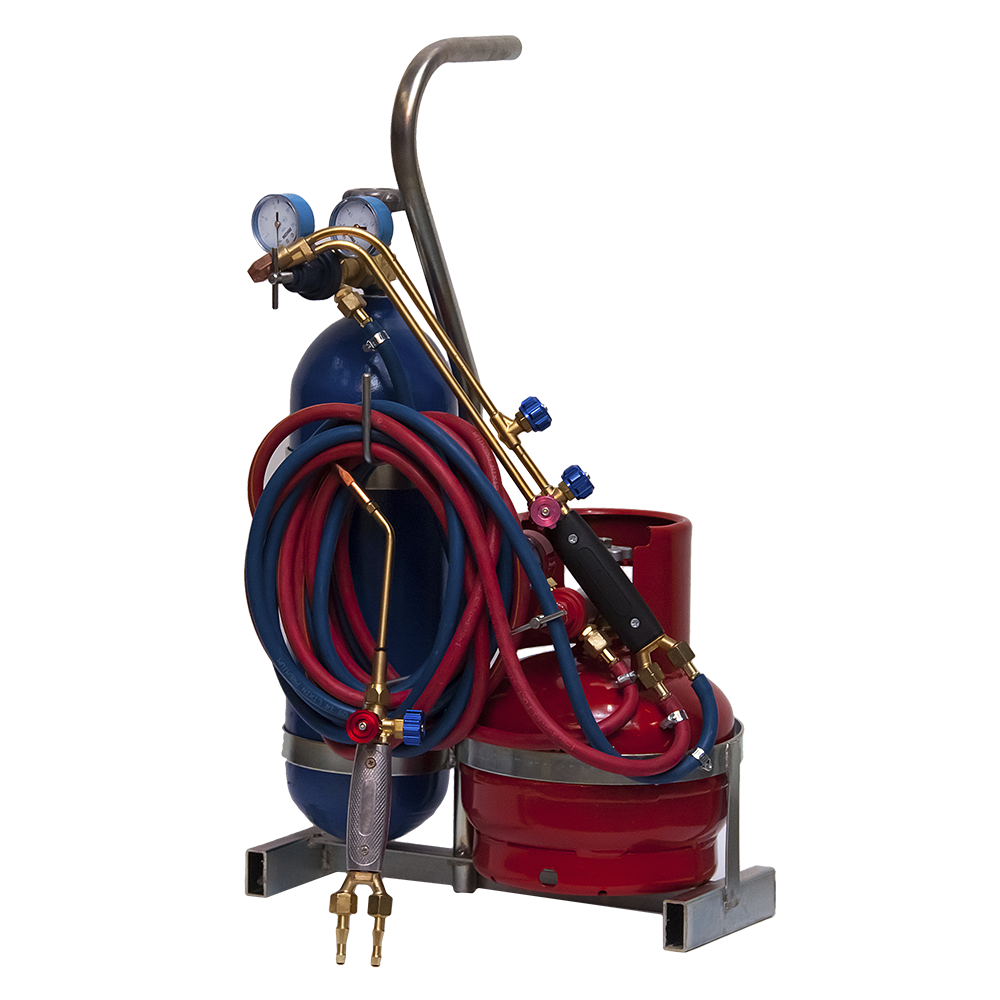 Обращаем внимание на то, что функционировать они должны строго под давлением — поэтому это не то же самое, что дачный шланг для полива участков, а серьёзные, прочные и надежные конструкционные элементы со своими особыми техническими параметрами.
Обращаем внимание на то, что функционировать они должны строго под давлением — поэтому это не то же самое, что дачный шланг для полива участков, а серьёзные, прочные и надежные конструкционные элементы со своими особыми техническими параметрами.
Выделяют три типа шлангов:
- с красной полоской — используются для перемещения газов и жидкостей под рабочим давлением до 6 атм;
- с жёлтой полоской — служат для перемещения горючих жидкостей;
- с синей полоской — работают при давлении в пределах 20 атм.
Газовые горелки
Их смесители перемешивают пары жидкостей с газами. Могут выпускаться в широком ассортименте, подразделяются на инжекторные и безынжекторные.
Представленные модели могут иметь различные параметры мощности и другие технические особенности.

Редукторы
Незаменимые элементы там, где работа выполняется под действием высокого газового давления. Редукторы способствуют снижению давления газа, поступающего из баллона, они могут иметь прямое или обратное действие.
Самые современные модели производятся с серебрением, используют для перемещения сжиженного газа — подобные элементы не позволяют газосмеси замерзать при выведении из баллона.
Газовый пост
Это специализированный стол для проведения сварки. Оптимальным вариантом является столешница с опцией фиксации и переворачивания. Хороший пост обязательно дополнен вытяжной вентиляцией и надежной системой хранения рабочих инструментов сварщика.
Оптимальным вариантом является столешница с опцией фиксации и переворачивания. Хороший пост обязательно дополнен вытяжной вентиляцией и надежной системой хранения рабочих инструментов сварщика.
Конструкция должна предусматривать соединительный рукав, колпаки, обратные клапаны, резиновые уплотнительные кольца, вентили, резак, зажигалку и основные комплектующие.
Все оборудование должно соответствовать требованиям ГОСТ.
Расходные материалы
Вопрос об использовании того или иного инертного газа очень важен, поэтому сделать правильный выбор можно, только зная об особенности каждого из них.
Кислород – активный газ, который характеризуется полным отсутствием какого-либо запаха и цвета в ходе газосварки. Берет на себя функцию катализатора всех процессов расплавления металла. Содержание кислорода в герметичных баллонах под высоким давлением — это очень непростое, но всё же выполнимое действие. Главное, точно соблюдать все требования техники безопасности в работе с этим газом. К примеру, важно избегать контакта с техническим маслом, поскольку это может вызвать возгорание.
Содержание кислорода в герметичных баллонах под высоким давлением — это очень непростое, но всё же выполнимое действие. Главное, точно соблюдать все требования техники безопасности в работе с этим газом. К примеру, важно избегать контакта с техническим маслом, поскольку это может вызвать возгорание.
В помещениях, где находятся газовые баллоны, не должно быть прямого ультрафиолетового света и источников тепла.
Кислород для выполнения сварки выделяют из обычного воздуха при помощи специального оборудования, по степени чистоты его разделяют на три категории:
- высший сорт — концентрация газа составляет 99,5%;
- первый сорт — от 99, 2%;
- второй сорт — от 98,5%.
Ацетилен – еще один популярный газ, используемый в газосварке, а также нарезке металлов. Как и кислород, он не имеет никакого аромата и оттенка, производится из воды и карбида кальция. Следует отметить, что ацетилен — довольно дорогой газ, но он имеет весомое преимущество в сравнении со всеми остальными расходными материалами. Оно связано с температурой горения, которая выше, чем у пропана или метана. Однако следует иметь в виду, что при длительном нагревании и постоянном повышенном давлении этот газ может взорваться.
Следует отметить, что ацетилен — довольно дорогой газ, но он имеет весомое преимущество в сравнении со всеми остальными расходными материалами. Оно связано с температурой горения, которая выше, чем у пропана или метана. Однако следует иметь в виду, что при длительном нагревании и постоянном повышенном давлении этот газ может взорваться.
Чтобы варить металл, нужен флюс, а также присадочная проволока — они нужны для создания сварочного шва. Перед работой присадочную проволоку нужно очистить от любых загрязнений и признаков ржавчины. Вместо проволоки можно использовать металлические полосы из того же материала, из которого выполнены заготовки под сварку.
Флюсы используются для защиты сварочной ванны от неблагоприятного действия внешних факторов. Обычно в ход идет борная кислота или бура. Флюс наносится на приваренные заготовки либо непосредственно на присадочную проволоку.
Он требуется для сварки всех типов металлов, кроме углеродистой стали.
 Особенно велика необходимость в этом расходном элементе при работе со сплавами меди и алюминия.
Особенно велика необходимость в этом расходном элементе при работе со сплавами меди и алюминия.Технология и способы
Выделяют очень много режимов газосварки. Остановимся подробнее на описании самых распространённых.
Левая
Это один из наиболее востребованных методов работы среди специалистов по сварке любой классификации. Используется для скрепления мини-заготовок из металлов с истонченными краями и низкой температурой плавления.
Правая
Способ оптимален для варки металлозаготовок толщиной более 3 мм, характеризующихся повышенной теплопроводностью. Следует отметить, что при выполнении такой сварки шов выходит более качественным за счет эффективной защиты металла огнём.
Следует отметить, что при выполнении такой сварки шов выходит более качественным за счет эффективной защиты металла огнём.
Использование тепла огня при данном методе работы экономичнее, при этом скорость сварочного процесса возрастает практически на 15-20%. В копилку преимуществ можно добавить существенную экономию расхода смеси газов, которая достигает 10%.
Обращаем внимание на то, что при выполнении правой сварки можно использовать присадочную проволоку, размер сечения которой в 2 раза меньше толщины непосредственно металлической заготовки.
В целом проволока не должна быть толще 7-9 мм.
С использованием сквозного валика
Такой метод газосварки предполагает медленное перемещение огня.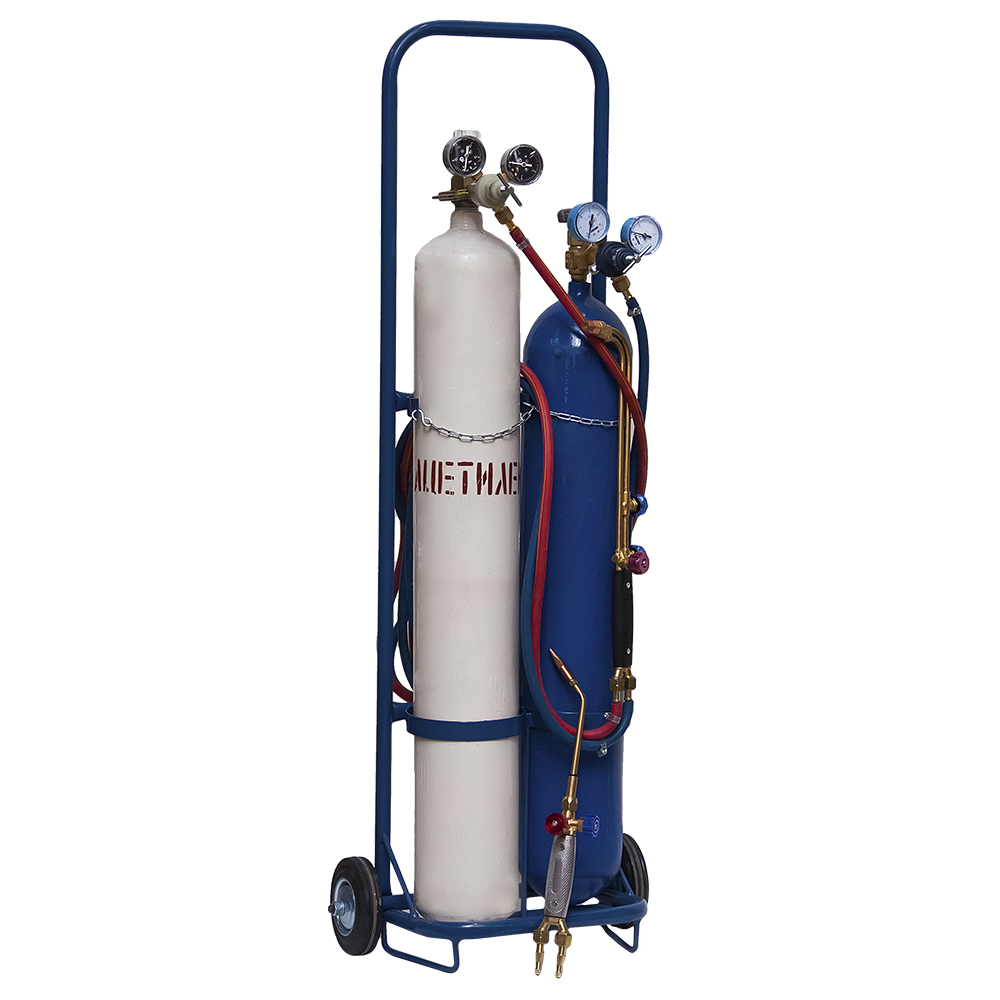 При этом выполняется оплавление верхней части кромки сформированного отверстия, а на его нижний край накладывается слой расплавившегося металла. Для выполнения работы заготовки закрепляют в вертикальном положении так, чтобы между ними оставался зазор примерно в половину толщины самих заготовок.
При этом выполняется оплавление верхней части кромки сформированного отверстия, а на его нижний край накладывается слой расплавившегося металла. Для выполнения работы заготовки закрепляют в вертикальном положении так, чтобы между ними оставался зазор примерно в половину толщины самих заготовок.
Подобный шов характеризуется плотностью без шлаковых остатков и пор.
С помощью ванночек
Название техники говорит само за себя. Суть такой работы состоит в формировании новых ванночек в процессе наложения шва. Как только формируется одна из них — в неё сразу же опускается один конец металлической проволоки, там он расплавляется, после чего перемещается в пламя. В этот момент мундштук сопла движется дальше по шву на последующий участок, каждая последующая ванночка приблизительно на 1/3 размера сечения проволоки перекрывает предыдущую. Данный способ оптимален для скрепления тонких листов металла в случае, когда нужно выполнить угловые либо стыковые разновидности швов.
В этот момент мундштук сопла движется дальше по шву на последующий участок, каждая последующая ванночка приблизительно на 1/3 размера сечения проволоки перекрывает предыдущую. Данный способ оптимален для скрепления тонких листов металла в случае, когда нужно выполнить угловые либо стыковые разновидности швов.
Это один из наиболее востребованных типов сварки при выполнении работ с малоуглеродистыми, а также низколегированными сталистыми сплавами.
Многослойная
Этот способ оптимален для выполнения самых ответственных работ, поскольку отличается малой производительностью, да и сварочного газа тут нужно намного больше, поэтому себестоимость этого способа довольно высока. В данной технике происходит сжигание нижних слоев при одновременной наплавке верхних последующих. Как следствие, идёт качественная проковка всех слоев перед созданием последующего шва. Такая технология позволяет многократно повысить качество металлического крепления.
Весь процесс сварки производится в небольших участках.
Отдельное внимание необходимо уделить очищению поверхности каждого нижерасположенного слоя перед наплавлением последующего.
С окислительным пламенем и раскислением
Подобная техника используется для скрепления блоков из малоуглеродистых видов стали. Огонь здесь имеет выраженный окислительный характер – как следствие, в сварочной ванне формируется окись железа. Соответственно, если имеется окисление, то работа предполагает и раскисление, которое выполняют при помощи особой присадочной головки с повышенной концентрацией кремния и марганца.
Соответственно, если имеется окисление, то работа предполагает и раскисление, которое выполняют при помощи особой присадочной головки с повышенной концентрацией кремния и марганца.
Метод имеет довольно высокую производительность, которая на 10% больше, чем все остальные методы.
Техника безопасности
При выполнении газовой сварки очень важно придерживаться установленных правил ТБ. Меры предосторожности должны носить комплексный характер.
Так, для защиты от удара электротоком потребуется:
- надежная изоляция всех токопроводящих деталей конструкции;
- сухая целая одежда;
- исключения каких-либо работ во время дождя.

Чтобы защитить органы зрения, необходимо ношение в ходе работ специальной маски с чувствительными светофильтрами.
Любая газовая сварка — это в первую очередь риск взрывов, пожаров и получения ожогов. Избежать последствий таких ситуаций поможет:
- использование спецодежды;
- исключение наличия в зоне проведения работ легковоспламеняющихся и горючих веществ;
- наличие эффективных средств огнетушения;
- соблюдение технологического режима сварки.
Во избежание отравления токсичными парами газов важно пользоваться масками, похожими на противогазы.
Так же важно устанавливать эффективную вентиляцию в том помещении, где проводятся работы.
Урок газосварки для начинающих в видео ниже.
 youtube.com/embed/eOJxHK7Bg-Q?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/eOJxHK7Bg-Q?modestbranding=1&iv_load_policy=3&rel=0″/>
Газовая сварка металлов пропан-бутаном — Энциклопедия по машиностроению XXL
ГАЗОВАЯ СВАРКА МЕТАЛЛОВ ПРОПАН-БУТАНОМ [c.79]Переносная установка ПГУ-3 предназначена для ручной сварки, пайки металлов и резки низкоуглеродистой и низколегированной сталей при монтажных и аварийных работах в местах, удаленных от газового источника питания. В качестве горючего газа применяется пропан-бутановая смесь. Установка состоит из малогабаритных баллонов для кислорода и пропан-бутана, каркаса, горелки ГЗУ-3, вставного резака, работающего на пропан-бутане, рукавов, редукторов — кислородного БКО-25-1 и пропан-бутанового БПО-5-1. Установка обеспечивает сварку низкоуглеродистой стали толщиной до 4 мм и резку стали толщиной до 70 мм. Максимальный расход кислорода при сварке составляет 0,9 mV4, при [c.317]
Газовая сварка.
 Бензиновая, керосиновая и газовая резка. Для сварки может применяться ацетилен. Резку металлов производят ацетиленом, пропан-бутаном, бензином и керосином в смеси с кислородом.
[c.18]
Бензиновая, керосиновая и газовая резка. Для сварки может применяться ацетилен. Резку металлов производят ацетиленом, пропан-бутаном, бензином и керосином в смеси с кислородом.
[c.18]При сгорании горючего газа или паров горючей жидкости в кислороде образуется сварочное пламя. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, оно имеет высокую температуру (3150 °С) и обеспечивает концентрированный нагрев. Однако из-за дефицитности ацетилена используют его заменители (особенно при резке) — пропан-бутан, метан, природный и городской газы. От соотношения кислорода и горючего газа зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. Изменяя это соотношение, изменяют основные параметры сварочного пламени. Для получения нормального пламени отношение кислорода к горючему газу должно быть для ацетилена—1,1—1,2 природного газа—1,5—1,6 пропана — 3,5. Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны ядро, восстановительную зону и факел (рис. 10).
[c.33]
10).
[c.33]
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы—заменители ацетилена — пропан-бутан, метан, природный и городской газы. [c.39]
Р о р е л к у ГЗМ-3 используют для ручной газовой сварки, наплавки, пайки и нагрева деталей из черных и цветных металлов и сплавов (кроме меди). Горелка — инжекторного типа, состоит из трех сменных наконечников, ствола горелки ГС-2 с регулировочным вентилем для кислорода и горючего газа и штуцеров с ниппелями для присоединения резинотканевых рукавов с диаметром 6 мм. Горелка работает на пропан-бутане или на других газах-заменителях ацетилена. Толщина свариваемых деталей из низкоуглеродистой стали от 0,5 до 4 мм. Давление кислорода 0,1—0,4 МПа, пропан-бутана — не менее 0,03 МПа. Масса горелки 0,577— 0,644 кг в зависимости от номера наконечника.
[c.108]
Толщина свариваемых деталей из низкоуглеродистой стали от 0,5 до 4 мм. Давление кислорода 0,1—0,4 МПа, пропан-бутана — не менее 0,03 МПа. Масса горелки 0,577— 0,644 кг в зависимости от номера наконечника.
[c.108]
Свинец — химически устойчивый металл с низкой механической прочностью, используется в химической промышленности для облицовки стальной аппаратуры и трубопроводов. Сварка РЬ затруднена, так как РЬ имеет низкую температуру плавления (327°С) и образует тугоплавкий оксид свинца РЬО с температурой плавления 850°С. Низкая температура плавления и небольшая теплопроводность позволяют применять при газовой сварке свинца газы-заменители ацетилена — пропан-бутан, водород, природ-ный и городской газы, пары бензина и керосина. [c.251]
Пропан-бутан-кислородные горелки ГЗУ служат для газовой сварки низкоуглеродистых сталей, для сварки и наплавки цветных металлов (кроме меди), сварки чугуна, наплавки твердых сплавов, пайки и нагрева. Горелки эти можно использовать для работы на газах-замени-телях метане, природном и городском газах среднего и низкого давления.
[c.61]
Если объем наплавляемого металла велик и сварной шов имеет достаточную длину, целесообразно выполнять сварку одновременно двумя или тремя сварочными дугами. При большом объеме металла для заполнения разделки в ряде случаев приходится организовывать работу в несколько смен круглосуточно до полного окончания работ без охлаждения шва. Весьма целесообразно применять послойную проковку швов (типа чеканки), выполняемую пневматическим молотком с зубилом с закругленным бойком после окончания всех сварочных работ во всех случаях, когда это возможно, нужно провести подогрев сварного шва и зон влияния до температур порядка 450—650 °С или даже до более низких, насколько позволяют средства нагрева и размеры деталей. Такой подогрев можно произвести мощными газовыми горелками. Хорошие результаты дает применение многопламенных горелок, работающих на газах — заменителях ацетилена (пропан-бутане, городском или коксовом газах). Хорошие результаты с равномерным прогревом дает индукционный нагрев токами промышленной частоты. Можно подогревать детали также подвесными жаровнями с коксом или древесным углем. Весьма целесообразно после полного остывания заваренную деталь выдержать 60—70 ч без нагрузки. При такой выдержке может произойти некоторая релаксация внутренних местных напряжений, кроме этого, значительно уменьшается опасность разрушения изделия в первые моменты нагрузки. Рекомендуется во всех случаях, когда это возможно, постепенно увеличивать нагрузку на отремонтированную деталь от минимума до нормальной рабочей величины в ряде случаев, в первый период эксплуатации, необходимо установить тщательный периодический контроль за состоянием сварного соединения.
[c.88]
Хорошие результаты с равномерным прогревом дает индукционный нагрев токами промышленной частоты. Можно подогревать детали также подвесными жаровнями с коксом или древесным углем. Весьма целесообразно после полного остывания заваренную деталь выдержать 60—70 ч без нагрузки. При такой выдержке может произойти некоторая релаксация внутренних местных напряжений, кроме этого, значительно уменьшается опасность разрушения изделия в первые моменты нагрузки. Рекомендуется во всех случаях, когда это возможно, постепенно увеличивать нагрузку на отремонтированную деталь от минимума до нормальной рабочей величины в ряде случаев, в первый период эксплуатации, необходимо установить тщательный периодический контроль за состоянием сварного соединения.
[c.88]
Горелка ГЗМ-3 предназначена для ручной газовой сварки, наплавки, пайки и нагрева черных и цветных металлов (кроме меди). Работает горелка на пропан-бутане и заменителях ацетилена. В комплект горелки входит ствол ГС-2.
[c. 184]
184]
Для определения газонасыщенности швов при сварке городским газом, ацетиленом и пропан-бутаном наплавленный металл исследовали на содержание О2, N2, СО и других газов. В табл. 4 приведены результаты газового анализа наплавленного металла. 30 [c.30]
При газовой сварке чугуна горючим газом может быть ацетилен, пропан-бутан и городской газ, а присадочным металлом — чугунные прутки марок Л и а также специальные малолегированные чугунные присадочные прутки. Нельзя применять прутки, имеющие грубый излом с явно выраженными крупными включениями графита. Используемые при газовой сварке кислые флюсы, назначением которых является перевод образующегося диоксида кремния (ЗЮг) в более легкоплавкие соединения, состоят из борсодержащих веществ. В качестве флюса применяется бура (плавленая, прокаленная, техническая), углекислый натрий и калий и двууглекислый натрий. Для получения качественных сварных соединений прутки покрывают флюсами. Например, флюс-по крытие имеет следующий состав (в частях по массе)
[c. 67]
67]
Газовую сварку свинца ведут водородно-кислородным, ацети-лено-воздушным, ацетилено-кислородным пламенем и газами-заменителями (пропан-бутаном, природным, городским, парами керосина и др.). Листы толщиной до 1,5 лш сваривают встык с отбортовкой, без присадочного металла. Листы толщиной до 6 лш сваривают встык без скоса кромок, при большей толщине кромки скашивают под углом 30—35°. [c.140]
При газовой сварке теплота выделяется от сгорания газа в струе кислорода. В качестве горючих газов применяют обычно ацетилен, пламя которого в струе кислорода достигает температуры 3200 °С, или смесь природных газов (пропан-бутан) с температурой горения до 2050 °G. По сравнению с электродуговой сваркой температура газового пламени значительно ниже, что уменьшает производительность газовой сварки. При ремонте автомобилей газовое пламя применяют для еварки кузовов, кабин и оперения, а также для сварки чугуна и алюминия, пайки твердыми припоями, резки металла и местного нагрева.
 [c.108]
[c.108]Горелка ГЗУ-2-62 предназначена для газовой сварки стали, чугуна, цветных металлов и сплавов, а также пайки и наплавки. Горелка работает на газах-заменителях ацетилена — пропан-бутане, метане, природном и городско.м газах среднего и низкого давления. [c.89]
Горелки ГЗУ-2-62 и ГЗМ-2-62М предназначены для ручной газовой сварки, наплавки, пайки и нагрева деталей из черных и цветных металлов и сплавов (кроме меди). Горе.тки работают на природном газе и пропан-бутане. Горелка ГЗУ-2-62 (I исполнение) выпускается с односопловыми наконеч- [c.115]
Газовая сварка и резка. В качестве горючих газов при сварке используют ацетилен, пропан, бутан, пары бензина, водород и другие газы. Чаще других применяют ацетилен (С2Н2), дающий наибольшую (до 3200 °С) температуру пламени. Газовую сварку применяют главным образом для соединения тонкостенных стальных заготовок, а также заготовок из чугуна, цветных металлов и сплавов. Газовым пламенем пользуются также для резки металлов, для наплавки твердых сплавов и при ремонтных работах.
[c.272]
Газосварка пропаном и кислородом
Широко распространённая сварка пропаном представляет собой соединение металлических заготовок в сварочной ванне, образуемой при их нагревании высокотемпературной струёй горючей смеси из двух газов.
В качестве её компонентов обычно используются ацетилен и кислород, причём последний выполняет функцию катализатора, ускоряющего окислительный процесс и формирующего сварочную струю.
В отдельных случаях в качестве второй составляющей кислородно-горючей смеси выбирается пропан, от которого и произошло название данного метода.
Принципы и особенности процесса
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Где заказать лифт
В России повсеместная, катастрофическая проблема лифтового оборудования. Ежегодно десятками тысяч выходят из строя подъемники отслужившие свой гарантийный срок. Хорошо если оборудование успело отработать
Запчасти для септиков
При таких условиях самым оптимальным вариантом будет анаэробный септик с почвенной очисткой, поскольку он прост, энергонезависим и редко обслуживается. При фильтрации через грунт сточная вода, прежде
Изготовление печатей
Такси. Первое, что приходит на ум при этом слове – автомобиль, желтого цвета с черными шашечками, который увезет вас туда, куда только пожелаете. Такие ассоциации это слово вызывает у пассажиров. Сколько
Читать также: Рабочее место для пайки
Доска необрезная
Доска необрезная – доска, у которой не опилены или частично опилены кромки. Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
Используется она чаще всего для изготовления различных настилов, обшивки, обрешетки крыши, элементов несущих конструкций
Ручки мебельные интернет магазин
Что дешевле? Как не перепутать метабокс и тандембокс: разбираемся в названиях. Blum и Hettich – самые раскрученные производители мебельной фурнитуры. Часто покупатель выбирает между ними и не знает,
Кабинет агента
Как сделать правильный выбор в работе, бизнесе и жизни, о котором никогда не придется жалеть. Мы хотим рассказать вам об удивительной и очень простой технике 7 вопросов, которые позволят оценить ситуацию
Флаги
Государственный флаг – это символ суверенитета государственного образования. Его наличие необходимо во всех мероприятиях государственного масштаба. Такой флаг часто вывешивается на государственных учреждениях.
Календарь деревянный настольный
Сегодня сложно прожить без актуальной информации, не ориентируясь в происходящем и без привязки к хронологии событий. При этом, всем здравомыслящим людям прекрасно известно, что не используя календарь,
Вращательно вибрационное сито
Сита для просеивания формовочных материалов должны обеспечивать разрушение комьев и отделение от общей массы смеси кусков стержней, скрапа и других случайных предметов, попадающих в нее при выбивке
Газовая сварка — это работа, в которой при помощи высокой температуры изделие нагревается и расплавляется до мягкого состояния. Такой вид сварки часто применяется для конструкций из тонкой углеродистой стали, для ремонта чугунной продукции, а также для заварки повреждённых деталей из чёрных или цветных металлов.
Техника сварки
Сварка пропаном предполагает применение следующих двух методик:
- высокотемпературный нагрев кромок заготовок, последующее их оплавление и окончательное соединение;
- формирование рабочего шва методом наплавки или напыления.
Во втором случае используется специальная присадочная проволока из мягкого металла, необходимая для того, чтобы сварочная ванна оставалась полностью насыщенной.
При проведении рабочих операций по первой из этих методик расходуется большое количество пропана, поскольку для оплавления металлических кромок требуются высокие температуры. Поэтому чаще всего предпочтение отдаётся второму способу сварки, при котором на нагрев присадочной проволоки из легкоплавких металлов тратится заметно меньше энергии.
Оба этих подхода при работе с пропаном в целом приводят к одному и тому же результату. Однако они принципиально различаются по расходу газовой смеси, затрачиваемому на работу времени и функциональности (другими словами – по своей экономичности).
Сварка посредством наплавки, помимо экономии средств и времени, обеспечивает повышенную прочность шва и выглядит более эстетично. Именно эта методика используется при прокладке и обустройстве магистральных трубопроводов, а также при сварке различных изделий и элементов строительных конструкций.
Достоинства и недостатки
К основным достоинствам любой газосварки (включая сварку пропаном и кислородом) относятся следующие моменты:
- независимость от стационарного или передвижного источника питающего тока, требующего для своей работы централизованного энергоснабжения. Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
- грамотное применение методов сварки пропаном и соблюдение всех предписанных нормативами температурных режимов позволяет получать качественный шов и избежать образования прожогов;
- оборудование для газосварки (сам резак или пропановая горелка, подводящие шланги и баллоны с газом, размещаемые на тележке) достаточно мобильны и удобны для местных перемещений и дальней транспортировки.
 Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;
Газосваркой с использованием пропана пользуются обычно при проведении монтажных работ на сельских объектах и удаленных площадках, лишённых постоянного энергообеспечения;Недостатком метода обработки металлических заготовок пропаном является низкая производительность монтажных работ, большие затраты времени на высокоточное сваривание и необходимость в навыках проведения этих операций. К этому следует добавить повышенный расход материала, а также опасность высокотемпературного режима, захватывающего большие участки зоны сварки.
Устройство горелки
Горелка для сварки пропаном состоит из рукоятки с расположенными на ней вентильными устройствами, обеспечивающими регулировку подачи газов и смешивания их в нужной пропорции. Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Посредством специальных ниппелей к ним подсоединяются подводящие газ рукава, соответствующие действующим стандартам (ГОСТ 9356).
Согласно этому нормативу каждый из шлангов (рукавов) оснащается сменным наконечником со смесительной камерой, которая в свою очередь оборудована встроенным инжектором.
На камере рукавов указывается тип (номер) наконечника и наименование газа, на работу с которым он рассчитан. Удобное и эргономичное расположение вентилей позволяет удерживать рукоятку горелки одной правой рукой, производя при этом второй все необходимые рабочие операции в процессе сварки.
Наконечник типовой газовой горелки состоит из мундштука, инжектора и специальной подающей трубки. Размеры отверстий в мундштуке и в инжекторе (точнее – их соотношение) рассчитаны на применения этих узлов только для конкретного вида газа (пропана или кислорода).
Температура, развиваемая в зоне факела горения пропана с кислородом, может достигать примерно 2300 °C, в связи с чем мундштуки этих сборных конструкций чаще всего делаются из меди.
Объясняется это тем, что медные материалы отличаются большей теплопроводностью (по сравнению с латунными мундштуками, например), и в процессе сварки быстрее охлаждаются.
Ацетилен или пропан: на что обратить внимание при выборе?
Выбирая технический газ, предприятия, прежде всего, ориентируются на то, что для организации разных технологических процессов требуются горючие газы с разными характеристиками. Основными из них являются мощность и температура пламени, потребление кислорода и сферы использования газов.
Для выполнения резки металлов, их сварки и других подобных процессов такой показатель, как мощность пламени, играет важную роль. Также большое значение имеет способность пламени передавать энергию на подвергаемый воздействию материал. В этом отношении ацетилен технический лучше пропана, поскольку его использование позволяет создать пламя, которое быстрее нагреет металлическую поверхность до необходимой температуры.
От температурного показателя, которого может достигать полученное с помощью технического газа пламя, зависит время выполнения работы. Поэтому он очень важен для процесса нагрева поверхности. В этом отношении снова хороших показателей можно достигнуть, используя ацетилен. Если температура пламени пропана может достигать 2 800 градусов Цельсия, то ацетилен нагревается до 3 100 градусов Цельсия. Однако ацетилен существенно уступает пропану по такому показателю, как запас энергии: 55 против 95 МДж/м3.
Поэтому он очень важен для процесса нагрева поверхности. В этом отношении снова хороших показателей можно достигнуть, используя ацетилен. Если температура пламени пропана может достигать 2 800 градусов Цельсия, то ацетилен нагревается до 3 100 градусов Цельсия. Однако ацетилен существенно уступает пропану по такому показателю, как запас энергии: 55 против 95 МДж/м3.
Чтобы использовать технические газы, требуется разное количество кислорода. Для ацетилена достаточно 1,1 кубометра, чтобы образовалось нормальное для проведения работы пламя, а для пропана потребуется почти четыре кубометра кислорода.
Ещё одной положительной особенностью ацетилена является то, что его состав можно изменить, чтобы в результате получить восстановительный или нейтральный огонь. Все остальные газы, в том числе и пропан, при тех температурах, которые необходимы для промышленных целей, могут образовывать только пламя окислительного типа. Поэтому пропаном осуществлять сварку нельзя.
А вот если необходимо провести общий нагрев металлической поверхности, то без пропана не обойтись. Для этого термического процесса требуется газ, обладающий значительным энергозапасом на один кубометр. Такими свойствами как раз обладает газ пропан.
Для этого термического процесса требуется газ, обладающий значительным энергозапасом на один кубометр. Такими свойствами как раз обладает газ пропан.
Подводя итог, отметим, что ацетилен хорош тем, что его можно использовать в окислительных, нейтральных и восстановительных процессах при осуществлении закалки, резки и сварки металлов. Он высокоэффективен при проведении процессов, которые необходимо прервать. Также его использование возможно на загрязнённых поверхностях.
В свою очередь пропан отличается своей доступностью, так как его можно поставлять и в ёмкостях, и в баллонах. Он эффективен при общем нагреве поверхности, и при его использовании риск обратного удара достаточно низок.
Газовая сварка
Сварка при производстве электромонтажных работ
Общие сведения. Газовая сварка позволяет гибко регулировать процесс расплавления металла, так как имеется возможность удалять и снова подносить к месту сварки пламя горелки или сосредоточивать его на необходимом участке. Например, при затвердевании металла в форме после сварки бывает очень важно еще некоторое время нагревать только литниковую трубку с тем, чтобы процесс затвердевания металла заканчивался в литниковой прибыли. Это гарантирует от появления паразитных раковин.
Вместе с тем газовая сварка обладает и недостатками, в ряде случаев сдерживающими ее применение на электромонтажных работах. Это — трудности с получением или доставкой в некоторых местах сжатых газов, относительная громоздкость оборудования и необходимость принятия строгих мер безопасности и специального обучения электромонтажников правилам обращения со сжатыми газами. Кроме того, необходимо иметь специальное хозяйство по наполнению малолитражных баллонов из баллонов, нормальной емкости, следить за периодической государственной проверкой баллонов.
Для соединения и оконцевания кабелей и проводов с алюминиевыми жилами могут применяться пропан-бутано-кислород — ная [19], ацетилено-кислородная и керосино-кислородная сварка.
Из этих способов в настоящее время наибольшее распространение получила пропано-кислородная сварка. Это объясняется большей простотой технологии этого способа сварки по сравнению с ацетилено-кислородной, относительной легкостью наполнения малолитражных пропановых баллонов из баллонов большой емкости непосредственно в монтажных организациях, а также до известной степени и тем, что к моменту начала внедрения пропанокислородной сварки снабжение пропаном было уже организовано для работ по пайке и различных операций по разогреву (разогрев кабельной массы, дополнительный подогрев медных шин при сварке, отопление палаток при монтаже кабельных муфт в зимнее время и др.) и монтажники освоились с использованием этого газа. Кроме того, стоимость пропана намного меньше стоимости ацетилена.
Пропано-воздушную сварку, в которой для Прения используется кислород воздуха, нецелесообразно применять для соединения кабелей и проводов. Попытки применять этот вид сварки для указанной цели авторы считают ошибочными: малая теплотворная способность пламени вынуждает затягивать процесс, что приводит к порче изоляции, даже несмотря на использование охладителей. Кроме того, для осуществления подсоса воздуха к горелке (инжектирования) необходимо давление пропан-бутана 0,35 МПа (3,5 кгс/см2), что может быть обеспечено только в летнее время при
Кроме того, для осуществления подсоса воздуха к горелке (инжектирования) необходимо давление пропан-бутана 0,35 МПа (3,5 кгс/см2), что может быть обеспечено только в летнее время при
температуре воздуха не
Таблица 5-15 МЄНЄЄ 18—20 С — ПРИ
Выбор мундштуков для пропано-кислородной сварки кабелей и проводов с алюминиевыми жилами
|
* лее низких температурах
необходимо применять специальные испарители пропан-бутана, что весьма усложняет процесс сварки.
Другое дело при про- пано-кислородной сварке. Здесь, наоборот, происходит инжектирование про- пан-бутана кислородом, подаваемым из баллона, имеющим более высокое давление, чем у про панбутана. В связи с этим сварка обеспечивается при температурах до минус 25° С при давлении про — пан-бутана всего 0,1— 0,3 МПа (1—3 кгс/см2).
Керосино-кислородная сварка доступнее ацетилено-кислород — ной и пропано-кислородной, так как полностью отсутствуют затруднения с получением горючего — керосина, имеющегося практически в любом пункте.
Пропано-кислородная сварка. Пропано-кислородная сварка применяется для соединения и оконцевания кабелей и проводов сечением 16—1500 мм2.[20] Она выполняется с помощью обычных аце — тилено-кислородных горелок типа ГС-3, приспособленных для работы с пропан-бута новыми смесями и снабженных двухрожковыми наконечниками с сетчатыми мундштуками типа НЗП или мундштуками, дающими кольцевое пламя.
Выбор горелок и наконечников в зависимости от сечения соединяемых жил производится по табл. 5-15.
При сварке кабелей сечением 16—240 мм2 используются малолитражные баллоны с кислородом и пропан-бутаном, переносимые
в специальном контейнере с рукояткой. Обычно контейнер имеет два двухлитровых кислородных баллона и один пятилитровый баллон с пропан-бутаном. Наполнение газами малолитражных баллонов из баллонов нормальной емкости производится на базах монтажных организаций с помощью специальных станций наполнения и компрессорных установок.
Для сварки же жил сечением 300—1500 мм2 расход газов настолько значителен, что приходится применять баллоны емкостью 40—50 л.
Принадлежности для сварки кабелей сечением до 240 мм2 укомплектованы в набор типа НСПК-1, в который кроме горелок и шлангов входят большие и малые охладители, аналогичные тем, которые применяются при термитной сварке. Выпускаются также наборы принадлежностей НСПК-2 для соединения кабелей и проводов сечением 300—1500 мм2 и для оконцевания жил этих же сечений. В каждый набор входят соответствующие горелки со шлангами и охладителями. Формы для сварки поставляются отдельно от наборов НСПК-1 и НСПК-2. Они снабжены клиновыми замками, позволяющими быстро устанавливать их и разбирать после сварки.
Намечается выпуск унифицированного набора принадлежностей для пропано-кислородной сварки типа НСПУ, который предназначен для соединения и оконцевания жил сечением 16—1500 мм? и заменит наборы НСПК-1 и НСПК-2. В наборе НСПУ предусмотрены две двухрожковые горелки, изготовленные на базе стандартных горелок Г-2 и Г-3, имеющие мундштуки с кольцевыми соплами.
В качестве присадочного материала при пропано-кислородной сварке применяется проволока марок СвА5 или СвАК5. При отсутствии такой проволоки могут быть использованы проволоки из жил кабелей соответствующего диаметра или прутки квадратного сечения, нарезанные из электротехнических шин. Длина прутков 0,5 м при сварке жил сечением до 150 мм2, 0,7 м — для жил 185—500 мм2 и 1,0 м — для жил 655—1500 мм2. Прутки подготовляются и покрываются флюсом, как об этом сказано на стр. 95 и в табл. 3-6.
Непосредственно перед использованием сварочных горелок проверяют наличие инжекции пропана (подсоса его струей кислорода). Для этого отсоединяют пропановый шланг от горелки, устанавливают по манометру редуктора рабочее давление кислорода в соответствии с табл. 5-16 и прикладывают палец к штуцеру для пропана на горелке. Ощущение притяжения пальца к штуцеру указывает на наличие инжекции. При отсутствии инжекции зажигать горелку запрещается. В этом случае следует проверить правильность сборки горелки и прочистить отверстие инжектора. Кроме того, следует проверить на плотность все соединения газовой системы. Для этого при закрытых вентилях на горелке необходимо установить давление пропана 0,2 МПа (2 кгс/см2) и кислорода 0,6 МПа (6 кгс/см2) при сварке жил сечением до 240 мм2 и I МПа (10 кгс/см2) при сварке жил больших сечений и покрыть
соединения мыльной водой при помощи волосяной кисточки. Отсутствие воздушных пузырьков будет указывать на плотность соединений.
Таблица 5-1$
Технологические данные по пропано-кислородной сварке для соединения кабелей и проводов
|
Операции по подготовке к соединению и оконцеванию жил ничем не отличаются от описанных выше для других способов сварки.
Таблица 5-17 Длина изоляции, мм, снимаемой с жил при оконцевании кабелей и проводов с помощью пропаи-кислородной сварки
|
Некоторые справочные
данные даются втабл. 5-16 и 5-17.
Для соединения кабелей сечением 16—240 мм52 применяются двухрожковые сварочные горелки (см. табл. 5-15).
На оголенные от изоляции участки жил 1 устанавливают сварочные формы 3 и закрепляют их с помощью клиновых замков 4 (рис. 5-46, а, б). Внутреннюю поверхность форм заблаговременно покрывают мелом, разведенным водой, и просушивают. На концы жил до установки форм наносят тонкий слой флюса АФ-4а или ВАМИ. Флюсом покрывают также присадочные прутки. Свариваемые жилы закрепляют в охладителях, после чего пламенем горелки 5 разогревают форму в средней части (рис. 5-46, в). При этом пламя несколько перемещают в стороны, вниз и вверх, чтобы не
подплавить форм. Примерно через 20—30 с после нагрева формьі до красного цвета в нее сплавляют присадочный пруток 6до заполнения литникового отверстия 2 и перемешивают плавку проволочной мешалкой. После этого пламя отводят, и начинается процесо затвердевания алюминия. При значительной осадке металла в форму сплавляют еще некоторое количество присадки. Сварку удобно начинать с жил кабеля, расположенных снизу.
Рис. 5-46. Пропано-кислородная сварка кабелей сечением до 240 мм2 (охладители не показаны) |
В случае соединения однопроволочных жил секторного сечения концы их предварительно скругляют путем обжатия гидропрессом, снабженным специальными матрицами и предназначенным для оконцевания жил путем опрессовки наконечников. Такие скругленные жилы при введении в формочку должны быть уплотнены асбестовым шнуром.
Процесс удаления литниковой прибыли и обработки соединения после сварки ничем не отличается от описанного для сварки с помощью термитных патронов.
Аналогично выполняется сварка кабелей сечением 300—1500 мм2.
В кабелях марок АсВВ и АВЭВ сечением 1000 и 1500 мм2 следует уплотнять зазоры между секторами (прядями) жилы, для чего между ними прокладывают асбестовый шнур непосредственно у выхода жил из формы.
Сварку выполняют двухрожковыми горелками (см. табл. 5-15). Пламя обоих рожков первоначально направляют на боковые стенки формы, а затем горелку поворачивают так, чтобы пламя одного из рожков было направлено в литниковое отверстие для непосредственного действия на жилы с целью их расплавления. В этот же период в форму сплавляют присадочный пруток. После заполнения формы металлом горелку возвращают в первоначальное положение и плавку перемешивают проволочной мешалкой.
Оконцевание проводов и кабелей сечением до 240 мм2 производится наконечниками типов JIA, ЛАШ и ЛАШт, а сечением 300— 1500 мм2 — наконечниками типа JIAC. Применяется также способ оконцевания жил сечением свыше 300 мм2 путем непосредственной приварки к ним пластин из сплава марки АД31Т1.
Приварка наконечников типов ЛА, ЛАШ и ЛАШт к кабелям сечением до 240 мм2 производится при вертикальном положении жил горелками с однопламенными мундштуками (см. табл. 5-15), так как в данном случае необходимо сосредоточенное пламя. На верхнюю часть гильзы наконечника надевают угольную формочку или кольцо из стальной полоски толщиной 1,0 мм. Торец жилы провода покрывают флюсом. Первоначально расплавляют конец провода, затем кромки гильзы наконечника. В последней фазе сварки вводят присадку из прутка до заполнения формочки. В случае появления усадочной раковины в виде небольшого провала металла, добавляют присадочный алюминий из прутка, расплавляя вместе с ним верхнюю часть наплавленного металла, как бы «заглаживая» его пламенем горелки до образования сферического наплыва.
Наконечники типа ЛАШт можно приваривать и двухрожковой горелкой, используемой для соединения встык жил сечением 16— 240 мм2 (табл. 5-15). Для этого на гильзу наконечника насаживают цилиндрическую разъемную форму, изготовляемую из стали толщиной 2 мм для жил сечением до 70 мм2 и 4 мм для жил больших сечений. Длина формы должна соответствовать длине гильзы наконечника. Форма закрепляется клиновыми замками, аналогичными замкам форм, предназначенных для соединения жил (рис. 5-46). Верхнюю часть формы нагревают снаружи двухрожковой горелкой и после расплавления концов жилы и гильзы наконечника вводят присадку из прутка. После затвердевания металла форму разбирают и место сварки заглаживают напильником.
Приварку наконечников типа ЛАС производят в тех же формах, что и сварку жил встык. При этом в форму 2 с одной стороны вводят оконцовываемую жилу кабеля 1 или провода, а с другой — наконечник 3, как показано на рис. 5-47, а. Сварку выполняют, как соединение двух жил встык.
Оконцевание жил путем непосредственной приварки к ним пластин из сплава АД31Т1 тоже выполняется, как сварка встык. В специальную форму 4 (рис. 5-47, б) вводят с одной стороны жилу кабеля /, а с другой — привариваемую пластину 5. Стык их должен находиться против литникового отверстия формы. Ввиду того что в данном случае получается высокая и узкая сварочная ванна, наблюдается большая усадка при затвердевании алюминия. В связи с этим следует по мере затвердевания металла несколько раз добавлять присадку, разогревая при этом верхнюю часть формы, а также тщательно перемешивать плавку.
Следует отметить, что вследствие большого расхода газов при оконцевании жил больших сечений, а также неудобств, связанных
с применением пропано-кислородной сварки как пламенного процесса в условиях стесненного пространства (внутри шкафов и каркасов, оборудования, под потолком и т. п.), использование ее оправдано только при затруднениях с применением электро — или термитной сварки.
Кроме того, применение пропано-кислородной сварки вообще запрещено в колодцах, тоннелях, подвалах и тому подобных сооружениях.
Рис. 5-47. Установка форм при приварке кабельных наконечников на жилы сечением 300—1500 мм2 |
Ацетилено-кислородная сварка. Ацетилено-кислородное пламя значительно более концентрировано и температура его выше по сравнению с пламенем заменителей ацетилена — пропан-бутана, керосина, бензина. Поэтому ацетилено-кислородная сварка более технологична для соединения и оконцевания кабелей и проводов, чем другие способы газовой сварки. Особенно это относится к оконце — ванию жил, когда пламя необходимо сосредоточить на торце жилы и привариваемого наконечника.
Этот вид сварки был распространен в электромонтажной практике до внедрения пропано-кислородной сварки и электросварки способом контактного разогрева и в настоящее время используется редко. Однако авторы сочли полезным привести некоторые данные и по ацетилен о-кислородной сварке, учитывая указанные выше ее преимущества, а также и то, что в ряде мест могут оказаться условия, когда ее применение будет целесообразно (наличие ацетилена и ацетиленосварочного оборудования, невозможность использования других способов сварки).
При ацетилено-кислородной сварке используется обычное оборудование: баллоны с кислородом и ацетиленом, редукторы для понижения давления и горелки ГОЗ или «Москва», а также охладители, аналогичные применяемым при термитной сварке.
Сварка производится с предварительным сплавлением концов жил в монолитные стержни в вертикальном положении. Для этой цели применяются цилиндрические разъемные формочки, закрепляемые на концах жил. Подготовка концов жил, установка формочек и охладителей производятся так же, как при электросварке контактным разогревом. Используются следующие наконечники ацетиленокислородных горелок ГС-3 и «Москва»:
Сечение жил, мм2 . . . 16—25 35—50 70—95 120—150 185—240 Номер наконечников. . 1 1—2 2 3 3—4
Сварка производится с флюсом. До начала плавления жил следует прогреть боковую поверхность формочки в верхней и средней ее части, направляя пламя горелки поочередно на обе стороны формочки. Это необходимо для обеспечения качественной приварки проволок наружного повива. В случае применения сталь — ной формочки нельзя долго сосредоточивать пламя в одном месте во избежание переплавлення ее стенок. После разогрева формочки до вишнево-красного цвета пламя переносят внутрь и расплавляют конец жилы. Слияние отдельных капель металла, возникающих при плавлении концов проволок многопроволочной жилы, указывает на то, что проволоки сплавились между собой. Для облегчения слияния Капель металла в общую сварочную ванну плавку перемешивают проволочной мешалкой. Затем в формочку сплавляют присадочный пруток, покрытый флюсом,
Таблица 5-18 Нормальная продолжительность операций по сплавлению в монолит и сварке жил (время действия сварочной горелки), с |
до заполнения формочки. Пруток расплавляют погружением его в ванну, но не каплями, тан как это вызвало бы окисление металла. С этой же целью следует обращать внимание на тщательную регулировку пламени с тем, чтобы оно было без избытка кислорода.
Сечение | Сплавле | Свар |
жил, | ние в мо | ка |
мм2 | нолит | встык |
50 | 45 | 50 |
120 | 60 | 65 |
240 | 70 | 80 |
Общая высота монолитного участка жилы должна быть такой же, как указано в табл. 5-12 для аналогичной операции, выполняемой электросваркой способом контактного разогрева.
Для соединения встык сплавленным в монолит концам жил придают горизонтальное положение. Подготовка к сварке заключается в укладке соединяемых жил в желобчатую стальную формочку, установке по обе стороны
от нее охладителей и нанесении флюса. Для
уплотнения в формочке и защиты проволок от переплавлення концы жил обматывают асбестовым шнуром (или лентой), который в пределах формочки должен перекрывать боковую поверхность проволок и несколько заходить на монолитную часть. Однопроволочные (сплошные) жилы секторного сечения перед введением в формочку следует несколько сплющить по большой оси сектора ударами молотка и запилить на участке вхождения в формочку.
Монолитные концы жил доводят до расплавления пламенем горелки, которое
поочередно направляют на соединяемые жилы. При этом надо следить, чтобы
пламя не попадало на боковые поверхности проволок, что может привести к их переплавленню. После расплавления монолитных участков жил по всему сечению плавку перемешивают мешалкой и вводят присадку алюминия из прутка до заполнения формы. При опускании прутка в формочку им также следует перемешивать плавку. После заполнения формы алюминием пламя на короткое время отводят, чтобы металл мог начать застывать. При образовании усадочной раковины ее следует немедленно заплавить алюминием из присадочного прутка.
Сплавление жил в монолитный стержень и сварку следует производить возможно быстрее — значительная затяжка в выполнении этих операций может вызвать перегрев и порчу изоляции. Для ориентировки в табл. 5-18 указана нормальная продолжительность операций.
Ацетил єно-кислородной сваркой могут выполняться также соединение проводов сваркой по торцам путем сплавления в общий монолитный стержень пучка сложенных вместе жил, введенных в общую цилиндрическую формочку, и оконцевание наконечниками типов ЛА, ЛАШ и ЛАШт.
Керосино-кислородная сварка. Область применения керосино-кислородной сварки — соединение и оконцевание кабелей и проводов сечением 16—240 мм2. По технологии этот вид сварки ничем принципиально не отличается от пропано — кислородной сварки.
Сварка выполняется горелками типа ГКУ-55, в комплект которых входят как однопламенные, так и сетчатые (многопламенные) мундштуки. Вся остальная оснастка — охладители, сварочные формы — такая же, как при пропано-кислородной сварке.
Технологические данные по соединению кабелей и проводов с алюминиевыми жилами керосино-кислородной сваркой
Сечение свариваемых, жил, мм2 | Номера мундштуков двухрожкового наконечника горелки ГК У-55 | Рабочее давление, МПа (кгс/см2) | Расход | Продолжительность сварки ■■ (горения горелки), О | ||
керосина | кислорода | керосина, л/ч | кислорода, м3/ч | |||
16—25 | 4 | 0,15 (1,5) | 3,5 | 0,6 | 1,0 | 40—50 |
35—50 | 4 | 0,15 (1,5) | 3,5 | 1,0 | 1,2 | 60—70 |
70-95 | 4 | 0,2 (2,0) | 4 | 1,4 | 1,5 | 75-80 |
120—150 | 5 | 0,25 (2,5) | 4 | 1,6 | 2,0 | 80—90 |
185—240 | 5 | 0,3 (3) | 4 | 1.9 | 2,5 | 90—100 |
Технологические данные по оконцеванию кабелей и проводов с алюминиевыми жилами с помощью керосино-кислородной сварки
Сечение свариваемых жил, мм2 | Номера однопламенных мундштуков горелки | Рабочее давление, МПа (кгс/см2) | Расход | Продол** житель» ность сварки, в | ||
керосина | кислорода | керосина, л/ч | кисло рода, м8/ч | |||
16—25 | 2 | 0,15 (1,5) | 0,3 (3) | 0,4 | 0,7 | 25—30 |
35—50 | 2 | 0,15 (1,5) | 0,3 (3) | 0,6 | 0,8 | 40—60 |
70-95 | 3 | 0,20 (2,0) | 0,3 (3) | 0,8 | 1,2 | 65—70 |
120—150 | 4 | 0,25 (2,5) | 0,4 (4) | 0,8 | 1,5 | 70—75 |
185—240 | 5 | 0,30 (3,0) | 0,4 (4) | 1,2 | 1,8 | 80-85 |
При выполнении соединений жил применяются горелки с двухрожковыми наконечниками, снабженными сетчатыми мундштуками № 4 или 5. Приварка кабельных наконечников производится горелкой с однопламенными мундштуками. В табл. 5-19 и 5-20 приводятся данные по выбору мундштуков горелок в зависимости от сечения жил и значения давлений кислорода и керосина, которые следует устанавливать при сварке, а также нормальная продолжительность процессов.
Обеспечение безопасности при выполнении сварочных работ, а также выполнение необходимых требований промышленной санитарии являются важнейшей частью комплекса мероприятий по организации электромонтажного производства. При сварочных работах следует учитывать возможные несчастные случаи, …
В электромонтажной практике сварка пластмасс находит применение при монтаже соединительных муфт на кабелях с поливинилхлоридными оболочками. При этом корпус с муфты, также изготовленный. из поливинилхлорида, приваривают внахлестку к оболочке. Наиболее …
15-1. Сварка свинца Сварка свинца в электромонтажной практике применяется только при монтаже свинцово-кислотных аккумуляторных батарей. При этом производится приварка ушек аккумуляторных пластин к соединительным полосам. До недавнего времени сварку свинца …
Пропано-кислородная сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Пропано-кислородная сварка
Cтраница 1
Пропано-кислородная сварка в последние годы получает все более широкое распространение. [1]
Пропано-кислородная сварка выполняется следующим образом. [3]
Пропано-кислородная сварка в последние годы получает все более широкое распространение. [4]
Газовая пропано-воздушная и пропано-кислородная сварка применяется чаще, чем другие способы газовой сварки. Она основана на выделении тепла при сгорании горючего газа пропан-бутана в смеси с кислородом. С помощью газовой сварки в съемных металлических формах выполняют соединение и оконцевание алюминиевых жил всех сечений. Защита металла от окисления, осуществляемая газовым пламенем, обеспечирает высокое качество соединений. Обнаруженные дефекты сварки при необходимости могут быть легко устранены. [5]
При газовой пропано-кислородной сварке применяют наборы принадлежностей НСЩС-1, НСПК-2 или НСПУ. При отсутствии этих проволок в качестве присадочного материала используют проволоки жил и флюс АФ-4а или ВАМИ. [6]
При пропано-воздушной и пропано-кислородной сварке применяют сжиженные топливные газы — бутан, пропан или их смеси. Состав смеси определяют в зависимости от температуры окружающей среды. В теплое время года применяют смеси с большим содержанием бутана, а в холодное — с меньшим. [7]
Горючая смесь для пропано-кислородной сварки образуется пропан-бутаном и кислородом. Это обусловливает некоторую громоздкость и малоподвижность сварочного оборудования. [8]
Установка ПГУ-3 предназначена для пропано-кислородной сварке деталей, толщиной до 4 ми и резки металла толщиной до 12 мм при ремонте авто — в сельскохозяйственных машин в волевых условиях, при выполнения кратковременных аварийных и сантехнических работ, а также в передвижных ремонтных мастерских. Может быть также использована ври обучении газосварщиков и резчиков. Она представляет собой переносный футляр, внутри которого размещены пропановый в кислородный баллоны вместимостью по 5 л, редуктор ДКП-1-65 и ДГЩ-1-65, резинотканевые рукава, горелка ГЗУ-3 и вставной резак РГС-70. При резке стали кислородный баллов требует перезарядки через 15 мин работы. [9]
Наконечники ЛАС-1000 и ЛАС-1500 применяются только для электродуговой и пропано-кислородной сварки. [11]
Присоединение ответвлений к сборным шинам может выполняться пропано-кислородной сваркой без флюса с помощью набора типа НГО, состоящего из двухрожковой горелки с рукавами, зажимного устройства для крепления сварочных форм на проводах, стойки для крепления проводов и комплекта форм. Указанные наборы изготовляются предприятиями Минмонтажспецстроя. При сварке ответвлений в смонтированных пролетах на проводах сборных шин устанавливают скобы для разгрузки проводов. [12]
В последнее время соединение алюминиевых жил кабелей 800 — 1500 мм2 стали выполнять также пропано-кислородной сваркой с помощью трехрожковой горелки с большой эффективностью нагрева. [14]
Надежным является также оконцевание алюминиевых и сталеалюминиевых проводов аппаратным зажимом из алюминия или алюминиевого сплава, привариваемым к проводу пропано-кислородной сваркой. По технологии, предложенной Г. Г. Ковалевым ( Волгоэлектромонтаж), сварка сталеалюминиевого провода с аппаратным зажимом выполняется без операции вы-кусывания стальных проволок в проводах АС. [15]
Страницы: 1 2
Сварка алюминия пропаном
Сварка алюминия пропаном — не проблема.
Для установки баллона с пропаном и некоторых шлангов класса «T» вам понадобится топливный регенератор, который не разрушается под воздействием пропана, натриевого газа, хемтана, хемолена, пропилена и т. Д. Альтернативных топливных газов.
Можно использовать кислородную горелку и наконечники, и нет опасности взрыва при смешивании одного горючего газа с другим через тот же шланг , что и с водородом.
Вот специальные пропановые насадки «альтернативного топлива», доступные для Meco Midget.Вместо одного центрального пламени есть «огненное кольцо» вокруг меньшего центрального пламени, которое дает больше БТЕ в расплав.
Использование ацетонового наконечника того же размера или на размер больше подходит, если вы уже свариваете алюминий с помощью O / A.
Используйте действительно хороший флюс, так как пропан оставляет немного грязи, которую флюс должен уносить во время сварки. Я использую наш флюс Super Premium AGW. (AGW = газовая сварка алюминия)
Имейте в виду, что найти нейтральное пламя с помощью O / P сложно, поскольку нет определенной резкости пламени, достигаемой за счет добавления кислорода.Конус пламени становится длиннее или короче, вращая ручки, поэтому я просто провожу испытание сварки на алюминиевом купоне, регулируя пламя.
Обработайте стержень флюсом и, возможно, верхнюю поверхность сустава.
Попробуй и посмотри, что получится. Обращение с горелкой, угол наклона к металлу, расстояние конуса от детали такие же, как у O / A.
У вас будет более шумное пламя для того же сварного шва на том же материале, что и с O / A, при использовании той же горелки и наконечника, поскольку O / P имеет меньшую тепловую мощность, чем O / A, потому что ацетилен представляет собой углеводород с тройными связями , а остальные топливные газы имеют только двойные связи.Каждая связь разрывается во время горения, высвобождая определенное количество тепловой энергии, поэтому у вас есть 2/3 энергии по сравнению с 3/3 выходной энергии.
Щелкните изображение, чтобы увеличить его.
Кислородно-пропановый шов на алюминиевом листе, верхняя сторона шва
Кислородно-пропановая сварка на алюминиевом листе, корневая сторона с полным проваром
Баллоны с O / P, рег и шланг (незакрепленные — для использования необходимо скрепить цепью)
Пламя O / P № 2 Наконечник OX — одинаковое давление газа на обоих наконечниках
Типы сварочного газа: кислородное и бескислородное топливо
Доступно несколько типов сварочного газа, включая ацетилен, MAPP, природный газ и пропан.
Комбинация газообразного оксиацетилена, используемого вместе с кислородом, является наиболее популярной для сварки стали.
Кислород помогает любому процессу горения, увеличивая температуру и скорость горения, поэтому он используется вместе с газами, описанными на этой странице, в отдельном баллоне.
Оксиацетилен обеспечивает высокотемпературное пламя.
Альтернативой является Oxymapp (сжиженный бензин), хотя он горит при более низкой температуре, чем оксиацетилен. Это означает, что предварительный нагрев и сварка стали — это более длительный процесс.
Другой выбор для сварки газом — пропан, который используется для газокислородной резки, пайки и пайки. Проблема с пропановой сваркой заключается в том, что газ не содержит углерода, который делает свариваемый металл хрупким.
Также используются бутан и природный газ.
Обзор
Углеводородные сварочные газы, такие как пропан, бутан, городской газ и природный газ, не подходят для сварки черных металлов из-за их окислительных свойств.
В некоторых случаях многие цветные и черные металлы можно сваривать пайкой, соблюдая осторожность при регулировке факела и использовании флюса. Важно использовать насадки, предназначенные для используемого топливного газа. Эти газы широко используются для пайки и пайки механическими и ручными методами.
Эти топливные газы имеют относительно низкую скорость распространения пламени, за исключением некоторых промышленных городских газов, содержащих значительное количество водорода.При использовании стандартных сварочных наконечников максимальная скорость пламени такова, что это серьезно мешает передаче тепла от пламени к изделию. Самые высокие температуры пламени газов достигаются при высоком отношении кислорода к топливному газу. При таком соотношении образуется пламя с высокой окислительной способностью, которое препятствует удовлетворительной сварке большинства металлов.
Наконечникиследует использовать с устройствами удержания пламени, такими как юбки, зенковки и пламя держателя, чтобы обеспечить более высокие скорости газа до того, как они покинут наконечник.Это позволяет использовать эти топливные газы во многих системах отопления с отличной эффективностью теплопередачи.
Воздух содержит примерно 80 процентов азота по объему. Это не поддерживает горение. Таким образом, топливные газы, сжигаемые с воздухом, производят более низкую температуру пламени, чем газы, сжигаемые с кислородом. Общее теплосодержание также ниже. Пламя воздушно-топливного газа подходит только для сварки легких участков свинца, а также для операций легкой пайки и пайки.
На фото вверху: генератор сварочного газа ацетелин.Газ образуется при погружении карбида кальция под воду. Выходящий газ затем улавливается и сжимается в баллоне для храненияГаз ацетилена
Ацетилен образуется, когда карбид кальция, который является искусственным веществом, вступает в реакцию с водой. Он может храниться неограниченно долго и используется при сварке с отдельными баллонами с кислородом и ацетиленом, которые находятся под высоким давлением. Баллоны хранятся в вертикальном положении, чтобы газ оставался стабильным.
Бесцветный газ с сильным запахом чеснока.Он горит нейтральным пламенем при температуре 5600 градусов по Фаренгейту и используется для наплавки, нагрева, пайки, резки и сварки. Обратите внимание, что ацетилен не должен сжиматься выше уровня, вызывающего нестабильность, который составляет 15 фунтов на квадратный дюйм.
МАПП газ
Газ MAPP относится к семейству ацетиленов. Он содержит газы пропилен, пропадиен и метилацетилен. I используется для резки и нагрева, хотя требуется специальный сварочный стержень, чтобы избежать окислительных свойств, связанных с пламенем MAPP.В нейтральном положении температура пламени составляет 5300 по Фаренгейту.
Природный газ
Природный газ широко доступен. Требуется специализированное оборудование для резки и сварки. Газ горит нейтральным пламенем при температуре 5025 по Фаренгейту.
Пропан
На фото вверху: баллон с пропаном. Баллоны бывают от 20 до 100 фунтовКак и природный газ, пропан также широко доступен. Он продается в жидком состоянии в баллонах размером от 20 до 100 фунтов.Температура пламени составляет 5200 по Фаренгейту с нейтральным пламенем. Используется для нагрева и резки.
Оборудование
Стандартное кислородно-ацетиленовое оборудование, за исключением наконечников горелок и регуляторов, может использоваться для распределения и сжигания этих газов. Могут быть приобретены специальные регуляторы, имеются нагревательные и режущие наконечники. Подача городского и природного газа осуществляется по трубопроводам; пропан и бутан хранятся в баллонах или доставляются в жидкой форме в резервуары для хранения на территории пользователя.
Горелки для работы с топливным воздухом обычно предназначены для аспирации необходимого количества воздуха из атмосферы для обеспечения горения. Топливный газ проходит через горелку под давлением от 2 до 40 фунтов на квадратный дюйм и служит для аспирации воздуха. Для легких работ топливный газ обычно подается из небольшого баллона, который легко транспортировать.
В сантехнике, холодильном оборудовании и электротехнике пропан используется в небольших баллонах для многих применений для нагрева и пайки.Пропан проходит через горелку при давлении питания от 3 до 60 фунтов на кв. Дюйм и служит для аспирации воздуха. Горелки используются для пайки электрических соединений, стыков медных трубопроводов и легкой пайки.
Стандартные размеры цилиндров
Баллоны для газовой сварки обычно приобретаются следующих стандартных размеров:
Кислородные баллоны
- 80 кубических футов
- 122 кубических фута
- 244 кубических футов
Обычные размеры ацетиленовых баллонов
- 60 кубических футов
- 100 кубических футов
- 300 кубических футов
Приложения
Воздушно-топливный газ используется для сварочного кабеля до примерно 1/4 дюйма.(6,4 мм) толщиной. Наибольшая область применения в сантехнической и электротехнической промышленности. Этот процесс широко используется для пайки медных труб.
Рабочее давление для сварочных работ
Требуемое рабочее давление увеличивается по мере увеличения отверстия наконечника. Соотношение между номером наконечника и диаметром отверстия может различаться у разных производителей. Однако меньшее число всегда означает меньший диаметр. Чтобы приблизительно определить соотношение между номером наконечника и требуемым давлением кислорода и сварочного газа, следуйте инструкциям производителя.Обратите внимание на приведенные ниже примеры таблиц для ацетилена.
Каталожные номера сварочного газа
Направляющая для сварочного газа
В чем разница между газовой сваркой и сваркой пайкой?
Дуг Перри
Газовая сварка
Американское сварочное общество определяет газовую сварку как группу сварочных процессов, в которых слияние происходит путем нагревания газовым пламенем или пламенем, с приложением давления или без него, а также с использованием или без использования присадочного металла. .Газовая сварка включает плавление основного металла и присадочного металла, если он используется, с помощью пламени, образующегося на наконечнике сварочной горелки. Расплавленный металл с краев пластины и присадочный металл, если он используется, смешиваются в общей ванне расплава и при охлаждении сливаются с образованием одной непрерывной детали.
Проще говоря, газовая сварка — это метод соединения стали путем нагрева соединяемых поверхностей до точки плавления и обеспечения возможности соединения двух частей вместе с добавлением присадочного стержня, где это необходимо.Обычно мы думаем об использовании присадочного металла на всех материалах толщиной 3/16 дюйма или более. Вся свариваемая сталь должна быть очищена перед сваркой, чтобы на ней не было масла, жира, ржавчины, окалины или других примесей. которые могут повлиять на качество сварного шва или предел прочности готового сварного шва.Как правило, для кислородно-топливной сварки рекомендуется только кислородно-ацетиленовый (в некоторых случаях кислородно-водородный).
Сварка припоем
Сварка припоем отличается от газовой сварки тем, что температура плавления используемого присадочного металла ниже температуры плавления основного металла, но равна температуре плавления присадочного материала или превышает ее.Сварка пайкой отличается от пайки тем, что конструкция соединения для сварки пайкой аналогична или идентична конструкции, используемой при газовой сварке. Капиллярное действие не является фактором образования связи.
Хотя в качестве топлива для газовой сварки всегда требуется газообразный ацетилен, сварка пайкой может выполняться с другими топливными газами, такими как пропан, природный газ, пропилен и т. Д., А также с ацетиленом. Это связано с тем, что при сварке твердым припоем добавляется флюс для выполнения функций, обычно связанных с предварительной очисткой и раскисляющей характеристикой ацетилено-кислородного пламени.
Сварка пайкой чаще всего связана со сваркой сталей. Как правило, в качестве присадочного материала используется бронза с низким содержанием дыма — либо голый стержень, погруженный во флюсовый материал, либо оголенный стержень с флюсовым покрытием на самом стержне. На практике соединяемую сталь нагревают примерно до тускло-красного цвета, после чего легкокипящий бронзовый присадочный материал наносится с флюсом, и он течет по соединяемой стали, создавая плотное сцепление.
В целом уровень прочности сварного паяного соединения ниже, чем у газосварного соединения.Преимущества сварки пайкой:
- Меньшее тепловложение, что приводит к меньшим искажениям.
- Свариваемые стали не нужно плавить для создания сварного шва.
- Разнородные материалы можно легко соединить там, где это невозможно, с помощью газовой сварки
Дуг Перри
Дуг Перри (Doug Perry) — представитель отдела технических продаж и маркетинговой поддержки в Harris Products Group.Обладая более чем 30-летним опытом работы в Harris, Дуг увлечен обучением людей продуктам Harris — их использованию, способам продажи и новым экономичным приложениям для них.
альтернативных топливных газов | ILMO Products Company
Пропилен (C3H6)
Пропилен — это многоцелевой промышленный топливный газ, обеспечивающий выдающиеся характеристики, безопасность и экономичность. Это однокомпонентный сжиженный топливный газ, получаемый в качестве побочного продукта на нефтехимических и нефтеперерабатывающих заводах.Хотя его основное применение — производство других химикатов и пластмасс, всегда есть готовые запасы. Пропилен может поставляться в баллонах или наливом.
Пропилен по своим характеристикам пламени превосходит многие другие сжиженные топлива. Его можно использовать для газовой резки, нагрева, закалки пламенем, пайки, пайки, металлизации и других операций с использованием кислородно-топливного и воздушно-топливного пламени.
Безопасность
Пропилен очень стабилен. Не реагирует с медью; нечувствителен к ударам; он не разлагается без кислорода.Помимо того, что он нетоксичен, он имеет узкие пределы взрываемости в воздухе. Кратковременное воздействие паров пропилена не опасно; хотя высокие концентрации могут вызывать небольшой анестезирующий эффект. Избегайте контакта с жидкостью, так как это может вызвать ожоги в виде обморожений.
Баллонылегче по сравнению с баллонами для ацетилена, поэтому требуется меньшее количество баллонов.
Пропан (C3H8)
Пропан — однокомпонентный сжиженный топливный газ, используемый для газокислородной резки, нагрева, пайки и пайки.Основным источником этого газа являются смеси сырой нефти и газа, полученные из действующих нефтяных и газовых скважин. Он также производится в некоторых процессах нефтепереработки и при переработке природного газа. Он продается и транспортируется в стальных баллонах различных размеров и доступен оптом.
Безопасность
Пропан нетоксичен и имеет узкие пределы взрываемости в воздухе. Кратковременное воздействие паров пропана не опасно; хотя высокие концентрации могут вызывать небольшой анестезирующий эффект.Избегайте контакта с жидкостью, так как это может вызвать ожоги в виде обморожений.
Природный газ (метан) (Ch5)
В основном природный газ используется в сварочной промышленности в качестве топливного газа для кислородной резки и нагрева. Природный газ добывается из скважин и обычно распределяется по трубопроводам. В основном это метан, но его химический состав сильно различается в зависимости от местности, в которой он добывается.
Температура пламени у природного газа ниже, чем у ацетилена.Он более рассеянный и менее интенсивный. Из-за температуры пламени и, как следствие, более низкой эффективности нагрева, для получения скоростей нагрева, эквивалентных скоростям нагрева кислорода и ацетилена, требуются значительно большие количества природного газа и кислорода.
Безопасность
Метан обычно считается нетоксичным. Вдыхание метана высокой концентрации может вызвать временное чувство давления на лоб и глаза.
Ацетилен (C
2 H 2 )Ацетилен — бесцветный и безвкусный газ с запахом чеснока.Он легко воспламеняется и может удушить.
Это один из топливных газов, используемых при кислородно-газовой сварке, представляющей собой любую сварочную процедуру, в которой топливный газ сочетается с кислородом для образования пламени.
Тепло и температура, производимые ацетиленовым пламенем, зависят от количества кислорода, использованного для его сжигания. Воздух-ацетилен дает температуру пламени около 4000 ° F (2200 ° C). Он достаточно горячий, чтобы паять алюминиевое рабочее стекло, ремонтировать радиаторы и паять сантехнику. Для сварки стали недостаточно горячего воздуха.
Когда ацетилен сжигается в чистом кислороде, температура пламени может достигать 5730 ° F (3166 ° C). Однако температура пламени и количество выделяемого тепла (измеряемое как БТЕ или килограмм-калории) зависят от используемого отношения кислорода к ацетилену. Ацетилен может вызвать науглероживание, восстановительное, нейтральное и окислительное пламя.
Технические характеристики ацетилена можно найти в брошюре G-1.1 Ассоциации сжатых газов (CGA). Марка D (98,0%) считается «товарным» ацетиленом.Обычный сорт ацетилена составляет около 98,8%. Это стандартная сварочная марка ацетилена. Также доступен очищенный ацетилен (99,6%).
Внимание! Никогда не используйте ацетилен при давлении регулятора выше 15 фунтов на кв. Дюйм (изб.). Этот топливный газ чувствителен к ударам и может взорваться при более высоком давлении регулятора. Ацетилен не поставляется в виде жидкости по аналогичным причинам безопасности. Газ растворяется в ацетоне и подается в цилиндры с толстыми стенками, заполненные пористым упаковочным материалом.
Очищенный ацетилен (степень 26) подготовлен для использования в атомно-абсорбционных спектрофотометрах.
Безопасность
Ацетилен, смешанный с воздухом или кислородом в замкнутом пространстве, взорвется при воспламенении. Ацетилен разлагается со взрывом, если в трубопроводе давление превышает 15 фунтов на кв. Дюйм, и он подвергается механическому удару или источнику воспламенения. Ацетилен образует взрывчатые соединения с медью, серебром и ртутью. Используйте стальные трубы и фитинги, а также манометры со стальными или нержавеющими трубками Бурдона. Если используются медные сплавы, они должны содержать менее 65 процентов меди. Ацетилен имеет очень широкий диапазон воспламеняемости в воздухе 2.От 5 до 81 процента по объему. Искры очень малой энергии, такие как статическое электричество, могут вызвать возгорание и взрыв.
Храните баллон с ацетиленом на открытом воздухе или в хорошо вентилируемых помещениях, вдали от горячих поверхностей, легковоспламеняющихся материалов и источников возгорания, таких как пламя или любое оборудование, которое может генерировать искру. Баллоны необходимо хранить в вертикальном положении. Запрещается ронять баллоны с ацетиленом или обращаться с ними так, чтобы повредить фильтр. Используйте только баллоны и оборудование, специально предназначенные для ацетилена.Никогда не пытайтесь заливать ацетилен в какой-либо другой контейнер, оборудование или трубопровод при давлении выше 15 фунтов на кв. Дюйм. Это можно сделать только на заправочных установках с соответствующими коллекторами, пламегасителями и баллонами с ацетоновым растворителем. Убедитесь, что все оборудование изготовлено из стали или латуни с содержанием меди менее 65 процентов. Также не может присутствовать серебро или ртуть, где ацетилен может реагировать с ними.
Устраните любые утечки. Протекающие цилиндры, которые невозможно остановить, следует вынести на улицу и вернуть для ремонта.
Все электрооборудование должно быть взрывозащищенным. Инструменты, используемые для работы с ацетиленом, должны быть искробезопасными (требуется латунь или алюминиевая бронза). Предметы одежды, которые создают статические заряды, не следует носить там, где происходит объемная работа с ацетиленом и возможна утечка.
Работать в хорошо вентилируемых помещениях. Ацетилен нетоксичен, но если он вытесняет кислород в воздухе до уровня ниже 19,5 процента, он может вызвать повреждение мозга и даже смерть. Однако ацетилен имеет характерный запах, который легко обнаруживается в низких концентрациях, поэтому появляется предупреждение о возможной опасности.
| Свойства топливного газа | |||||
| Безопасность | Ацетилен | Природный газ | Пропан | Пропилен | |
| Чувствительность к удару | нестабильно | нестабильно | Конюшня | Конюшня | |
| Пределы взрываемости по кислороду,% | 3.0-93 | 5,0-59 | 2,4-57 | 2,3-55 | |
| Пределы взрываемости в воздухе,% | 2,5-80 | 5-15 | 2,2-9,5 | 1,9-11 | |
| Максимально допустимое давление регулятора, фунт / кв. Дюйм (кПа) | 15 (103) | Строка | Цилиндр | Цилиндр | |
| Скорость горения в кислороде фут / сек (мм / сек) | 22,7 (6097) | 15,2 (4633) | 12.2 (3718) | 15,4 | |
| Склонность к ответным реакциям | легкая | Значительный | легкая | легкая | |
| Токсичность | Низкий | Низкий | Низкий | Низкий | |
| Реакции с обычными материалами | Избегайте сплавов с содержанием меди более 67% | Несколько ограничений | Несколько ограничений | Несколько ограничений | |
| Удельный вес жидкости, (60/60 ° F) | – | – | 0.507 | 0,5220 | |
| фунт / галлон жидкости при 60 ° F (кг / м 3 при 15,6 ° C) | – | – | 4,22 (506) | 5,0 (600) | |
| Ft 3 / фунт газа при 70 ° F (м 3 / кг при 21,1 ° C) | 14,7 (0,92) | 23,6 (1,4) | 8,6 (0,54) | 9,05 (0,57) | |
| Физические свойства | |||||
| Удельный вес (воздух = 1) @ 60 ° F (15.6 ° С) | 0,906 | 0,554 | 1,55 | 1.476 | |
| Давление пара при 20 ° C, кПа (70 ° F psig) | 635 (4378) | – | 120 (757) | 133 (916) | |
| Диапазон кипения ° F (° C) 1 атм | -84 | -259 | -44 БП | -54 БП | |
| Температура пламени в O 2 ° F (° C) | 5589 (3087) | 4600 (2538) | 4579 (2526) | 5193 (2867) | |
| Скрытая теплота парообразования при 25 ° C, БТЕ / фунт, (кДж / кг) | – | – | 184 (428) | 188 (437) | |
| Общая теплотворная способность (после испарения) БТЕ / фунт (кДж / кг) | 21 500 (50 000) | 23 900 90 3 13 (56 000) 90 249 | 21 800 (51 000) | 21 100 (49 000) | |
| БТЕ / фут 3 (МДж / м 3 ) | 2404 (90) | 1470 (55) | 900-1000 (34-37) | 2498 (93) | 2371 (88) |
Резка и сварка пропаном
Эта статья взята из IWDC Chronicles, информационного бюллетеня для членов IWDC.Посмотреть исходную статью и остальную часть информационного бюллетеня можно здесь.
Эта статья написана Ричем Мансманном, вице-президентом по газовым программам,
«Член IWDC столкнулся с проблемой накопления шлама на поверхностях горелки при использовании пропана в системе предварительного нагрева большого объема. Я сталкивался с подобной проблемой в прошлом, и подумал, что, возможно, стоит поговорить о нескольких проблемах, которые могут повлиять на ваш бизнес.
Во-первых, многие из вас работают с тех пор, как Airco активно продвигала MAPP Gas как менее дорогостоящую альтернативу ацетилену в некоторых областях применения.Остальная часть промышленного газового потока сопровождалась пропиленом или смесью пропан / пропилен / метилацетилен. И через некоторое время многие из вас также обнаружили, что на столе для резки можно использовать только коммерческий пропан и кислород.
Все эти горючие газы предлагали альтернативу ацетилену, но, как вы, наверное, заметили, это не было гладкой сделкой. Я не собираюсь давать техническое объяснение того, почему один топливный газ лучше другого. Но для того, чтобы рассказ был информативным, но кратким, первое, что важно упомянуть, это то, что номинальное потребление кислорода у этих газов выше, чем у ацетилена.Теперь мы согласны с тем, что кислород значительно дешевле ацетилена или любого топливного газа на кубический фут, но, поскольку пропилен снова продвигается как продукт-заменитель, справедливо отметить, что потребление кислорода пользователем увеличится … без сомнения, небольшое фактор стоимости, но все же тот, который следует отметить. А полный переход от ацетилена к пропану обычно увеличивает потребление кислорода в два-два с половиной раза. Таким образом, хотя обед, возможно, стал немного дешевле, он не бесплатный.
Настоящая причина, по которой я пишу это, состоит в том, чтобы определить потенциальную проблему с пропаном, прежде чем она случится с вами. Почти весь пропан, который мы все продаем, используется в качестве топлива, но его потребление относительно размера контейнера невелико. Все вы знаете, что пропан поставляется в виде газа под давлением пара, и что давление пара значительно зависит от температуры, и мы научились контролировать это изменение давления с помощью регулятора. Но в ситуациях с высоким расходом, особенно при использовании баллонов, пропан коммерческого сорта может творить странные вещи.
Пропан, который мы покупаем, обычно добывается из потока природного газа. Это действительно природный газ, добытый из-под земли, а не то, что очищено и очищено, подается по трубопроводу и доставляется в ваши дома и на предприятия. Этот природный газ обычно имеет содержание пропана от 1 до 10% в зависимости от того, где газ добывается из-под земли. Процесс зачистки и очистки управляется рафинером Mid-Streamer. Очистители Mid-Streamer берут сырой природный газ из скважины, очищают его, удаляя влагу, азот, углекислый газ и серу (и, возможно, немного гелия, но это другая история), а затем проводят простую дистилляцию для разделения оставшихся углеводородных компонентов на товарные товары.В зависимости от исходного состава очищенный газ можно разделить на потоки от трех до пяти компонентов:
• Метан, поставляемый предприятиям природного газа как «природный газ»
• Этан, который обычно продается для производства этилена
• Пропан, как альтернатива «баллонному газу» в условиях отсутствия газопроводов
• Бутан как изобутан, также продается в качестве топлива для обогрева, а также продается для повышения теплотворной способности потоков метана низкого качества, а также в качестве топлива и в качестве сырья для нефтехимического производства
• Более тяжелые углеводороды (пентаны, гексаны), которые обрабатываются как легковоспламеняющиеся жидкости и далее очищаются в качестве растворителей и сырья для других процессов
Что касается пропана, то этот продукт собирается и транспортируется с участка Мид-Стрим по трубопроводу, железнодорожным цистернам или цистернам, в зависимости от масштабов предприятия.Но вот что самое неприятное … в нашем газовом мире мы в основном привыкли к очень чистым, сухим продуктам. Коммерческий пропан просто не так чист и чист с самого начала и подвергается дополнительному загрязнению только на пути от газовых месторождений до операции наполнения баллонов, потому что «он настолько хорош, насколько должен быть», чтобы соответствовать базовым требованиям. потребности в отоплении и топливе. Обычно это где-то от 95 до 98% пропана. В нем есть и другие «штуки», и эти «штуки» могут вызвать проблемы в некоторых наших приложениях.
Самая большая причина проблем — вода. Производители и дистрибьюторы пропана знают об этом, но в большинстве случаев это не проблема. Вода поступает из плохо очищенных трубопроводов, трейлеров и железнодорожных вагонов, а также часто из промежуточных хранилищ, особенно если она хранится в соляных куполах или других естественных подземных геологических формациях. Вода слабо растворяется в пропане. Но при понижении температуры вода может выпадать из раствора и образовывать отдельную жидкую воду или, что еще хуже, ледяную фазу.Обработка пропана часто представляет собой двухэтапный процесс. Спиртовой амин используется в трубопроводах как крупномасштабное средство защиты. Его добавляют в поток пропана для поддержания растворимости в воде при транспортировке. А в холодную погоду компании по сбыту пропана обрабатывают отдельные транспортные средства метанолом или этанолом, так же, как мы когда-то добавляли эти продукты в бензин, чтобы предотвратить обледенение зимой.
Опять же, в большинстве приложений, особенно в теплую погоду, конечный пользователь никогда не испытывает никаких проблем.Вода остается в растворе и незначительно снижает фактическую теплотворную способность, которую практически невозможно измерить. Но в условиях сильной вытяжки в холодную погоду могут возникнуть проблемы. Проблемы вызваны превышением практической скорости испарения жидкого пропана в газ. Это можно увидеть по чрезвычайно холодным цилиндрам подачи, вплоть до образования льда на поверхности цилиндров. Результирующий быстрый поток газа более холодный, чем обычно, и может вызвать выпадение воды и ее растворителя, обычно некоторой комбинации осушающего амина и спирта, из газового потока у нагревательного наконечника и образования шлама.Шлам обычно состоит из застывшего сушильного амина с любой пылью, грязью и остатками, которые находятся в цилиндре … помните, что все эти сушильные химикаты также обладают очищающим эффектом.
Проблема обычно решается путем уменьшения расхода пропана из отдельного цилиндра и с помощью регулятора большей производительности. Это может быть сделано, где это разрешено, путем установки коллектора подачи 2-3 баллонов с пропаном на 100 фунтов или, в конечном итоге, повышения требований заказчика до небольшого переносного хранилища (250-500 фунтов) или резервуара на 500-1000 галлонов.В любом случае эти варианты обеспечивают большую площадь поверхности для испарения, а необходимое количество газа мало по сравнению с потенциальным поглощением тепла контейнером для хранения. Точно так же регулятор большей производительности позволит увеличить поток без значительного падения давления, которое способствует конденсации летучих остатков в резервуаре ».
Пропан — Кислород — ewo Stuttgart
Комбинированная горелка для нагрева и резки с хвостовиком 17 мм
Набор для нагрева (сварка невозможна с использованием горючего газа пропаном) и резки в стальном ящике для хранения.
Hand Grip Аналогично ацетиленовой, только пропановая резьба с заглушкой для пропанового шланга 4 мм.
Нагревательная горелка работает по принципу всасывания или инжектора и в значительной степени невосприимчива к продолжительному возгоранию. Обычно они работают при давлении кислорода 2,5 бар и давлении пропана около 0,5 бар. Градацию и расход см. В таблице.
Резак с концентрическим соплом подходит для всех видов резки до максимальных 300 мм.Они работают по принципу всасывания или инжектора и в значительной степени невосприимчивы к продолжительному возгоранию. Режущий кислородный клапан с крылом. В комплект поставки также входят сопла для диапазона резки от 3 до 100 мм, а также в качестве вспомогательного направляющего ролика, круговой направляющей и гаечного ключа. Давление пропана около 0,5 бар. Давление и расход кислорода см. Режущие сопла и руководство по эксплуатации.
Газовый резак с блочным соплом можно использовать для резки любых материалов диаметром до 200 мм. Преимущество блочных сопел: более длинный конус пламени, большее расстояние от устья сопла до заготовки, что снижает риск заклинивания, более высокая скорость резания, экономия газа.Перерезание кислородного клапана при помощи крыла или рычага. В значительной степени невосприимчив к продолжительному возгоранию за счет работы по принципу всасывания-впрыска. Давление ацетилена составляет около 0,5 бар. Давление кислорода и расход см. Режущие сопла или руководство по эксплуатации.
Нагревательное сопло (также называемое медным наконечником) для нагревательных горелок моделей 116.21 — 116.28 различается, за исключением размера отверстия сопел, а также соединительной резьбы, соответственно диаметра на размер хвостовика соответствующей сварочной горелки (металлическое уплотнение) .
Концентрическое сопло для комбинированных резаков расположены по центру, при этом одно нагревательное сопло (рубашка) соответствует одному или нескольким режущим соплам.
Одинарный резак с газосмесительным соплом
Одиночный резакпредназначен для всех видов резки с максимальным диапазоном резки до 500 мм. Режущий кислородный клапан с рычагом. Одиночные резаки также работают по принципу всасывания или инжектора и в значительной степени невосприимчивы к продолжительному возгоранию.В комплект поставки входят направляющий ролик и специальная круглая режущая насадка. Давление пропана около 0,5 бар. Кислородный клапан и расход см. Режущие сопла или руководство по эксплуатации. Для нормальных шлангов — Oxygen G 1/4 x 6 мм; Пропан G 3/8 LH x 9 мм.
Воздушное топливо или кислородное топливо для пайки и пайки?
Какой инструмент лучше всего подходит для каждого приложения? Молотком можно забить любой гвоздь в доме, но пневматический пистолет для гвоздей укладывает кровлю быстрее. Для техника HVAC / R или сантехника правильный инструмент для пайки и пайки труб — воздушно-топливная или газокислородная горелка — зависит от типа и диаметра трубы, ее расположения и соображений, связанных с ценой, безопасностью, удобством и простота использования.В этой статье мы рассмотрим эти факторы, а также проясним некоторые технические вопросы.
Сколько тепла вам нужно?
AWS определяет пайку как процесс соединения, который происходит при температуре ниже 840 o F, а пайку — как аналогичный процесс, который происходит при температуре выше 840 o F. На практике для медных систем большая часть пайки происходит при температурах от 350 до 550 o F, в то время как большая часть пайки происходит при температуре от 1100 до 1500 o F, в зависимости от температурных требований флюса и присадки.
Целевое тепло
Целевое тепло — это эффективное тепло в пламени горелки, которое можно приложить непосредственно к цели (в отличие от фактического тепла пламени, которое более горячее). Общие целевые температуры тепла включают:
- 1750 o F — воздух-пропан
- 2150 o F –air-MAP-PRO ™
- 2700 o F — воздух-ацетилен
- 4700 o F — оксиацетилен
Очевидно, что паять и паять можно во всех процессах.Однако большее количество тепла не всегда лучше, и разные процессы по-разному передают тепло… и иногда это полезно, а иногда нет.
Давайте сделаем шаг назад и вспомним цель процесса соединения: нагреть трубку и фитинг до температуры, достаточно высокой, чтобы расплавить наполнитель, но оставаться ниже точки плавления основного материала. Кроме того, процесс нагрева должен обеспечивать, чтобы капиллярное притяжение (движение жидкости по поверхности твердого тела, вызванное притяжением молекул жидкости к молекулам твердого тела) тщательно и равномерно распределяло материал наполнителя между трубой и примерка.Это означает, что равномерно распределяет тепла по всем сторонам целевой области.
Кислородно-ацетиленовая горелка
Кислородно-ацетиленовая горелка со сварочным наконечником концентрирует тепло на сравнительно небольшой площади, а кислородно-ацетиленовая горелка с многопламенным нагревательным наконечником (бутон розы) передает тепло на большую площадь. В обоих случаях область сразу за внутренними синими светящимися конусами является самой горячей частью пламени. При температуре кислородно-ацетиленового пламени более 3000 o F градусов выше, чем от 1100 до 1500 o F, необходимых для пайки, техническим специалистам необходимо держать горелку подальше, чтобы не расплавить основной материал (медь плавится). at 1981 o F).Кроме того, они должны постоянно перемещать горелку по диаметру трубы, чтобы равномерно распределять тепло по всем сторонам, а также не допускать прожога.
Air-Swirl Technology
Когда дело доходит до равномерного нагрева целевой области, «эффект охвата» воздушно-вихревого пламени устанавливает отраслевой стандарт. Благодаря этой технологии съемное очищаемое отверстие в основании наконечника резака дозирует точное количество сжатого газа в трубку Вентури. Вентури действует как реактивный двигатель, втягивая точное количество воздуха через впускные отверстия для создания идеального соотношения воздух / топливо в смесительной камере (примечание: трубка Вентури издает характерный свистящий звук).Затем сжатый газ проходит через винтовой ротор с прецизионной обработкой, равномерно перемешивается и воспламеняется в пламенной трубке. Спиральная конструкция винтового ротора также закручивает и концентрирует нагретый газ, когда он выходит из пламенной трубы с высокой скоростью.
Эта конструкция дает множество преимуществ:
- Горелка с воздушно-вихревой горелкой обеспечивает более горячее пламя — пламя может быть на 40% горячее, чем у конкурирующих горелок с воздушным топливом.
- Он полностью сжигает топливо внутри пламегасителя, создавая стабильное, устойчивое к выбросу пламя.
- Газы, выходящие из пламенной трубки, представляют собой чистое тепло (например, нейтральное пламя).
- Диаметр отверстия автоматически и точно дозирует топливный газ, обеспечивая 100% чистое тепло. Нет необходимости регулировать расход газа для разных размеров наконечника или для ветровых и температурных условий.
- Высокоскоростное, вращающееся по часовой стрелке пламя имеет эффект охвата без перьев. Пламя с более высокой скоростью лучше передает тепло и сводит к минимуму охлаждающий эффект окружающего воздуха.Обертывание пламени вокруг объекта со всех сторон способствует лучшей теплопередаче и облегчает нагревание дальней стороны трубы.
- Лучшая теплопередача к цели снижает рабочее время и затраты на топливо.
Сравнение воздушного топлива с кислородным топливом
Некоторые веб-сайты и учебные руководства HVAC / R рекомендуют кислородно-топливный процесс вместо воздушно-топливного просто потому, что кислородное топливо горит сильнее. Однако некоторые из их советов не принимают во внимание преимущества технологии воздушно-вихревой технологии — они по-прежнему сравнивают кислородно-топливную технологию со старой воздушно-топливной технологией, даже несмотря на то, что воздушно-завихрение существует уже 45 лет!
Дело в том, что при двух равных навыках техник, владеющий ацетиленовым резаком с воздушной завихрением, может победить техника с кислородно-ацетиленовым резаком в очных соревнованиях во многих областях.На диаграмме ниже представлено сравнение двух процессов.
Сравнение ацетилена по воздуху и ацетилена с кислородом
Воздушно-вихревое пламя 2700 o F и окружающий его эффект пламени дают техническим специалистам более чем достаточно тепла в большинстве случаев. Он также обеспечивает большую гибкость в применениях при более низких температурах, таких как пайка алюминия, когда основной металл плавится при температуре всего на 130 o F выше, чем присадочный материал.Для процесса производства ацетилена с воздухом требуется один резервуар, поэтому его удобнее транспортировать. Поскольку горелка с воздушно-вихревой горелкой автоматически измеряет правильный поток газа, техник с такой горелкой может зажечь пламя и начать нагревание стыка до того, как техник с кислородно-ацетиленовой горелкой даже установит скорость потока.
И наоборот, более высокая теплота оксиацетиленового пламени дает преимущества в нескольких ситуациях.