Как варить металл электродом. Как правильно варить дуговой сваркой
- Принципы сварочного процесса
- Рекомендации и нюансы при работе
На сегодняшний день существует большое разнообразие способов соединения металла. Но чтобы понять, как правильно класть сварочный шов, необходимо подробнее изучить принципы и методы сварки. По техническим характеристикам способы разделяют на два типа:
- разъемные;
- неразъемные.
К разъемным относят те соединения, при которых есть возможность разъединять детали без нарушения соединительных элементов. К примеру, болт и гайка. А вот неразъемное соединение считается самым прочным, так как при нем детали не разъединяются без нарушения соединительных частей. К такому типу относят сварочные и заклепочные типы стыковки. При необходимости получения качественной и надежной стыковки оптимальным вариантом будет сварочный шов.
Часто умельцы для сварки элементов приобретают сварочные устройства, не имея никаких навыков и опыта в работе.
Принципы сварочного процесса
Различные виды сварки.
Сварка – это процесс соединения отдельных элементов металла, где применяется электросварка. Соединяющие элементы плавятся под воздействием электродуги и электрода, который представляет собой стержень из металла со специальным покрытием. с и прочность сварного шва во многом зависят от различных факторов:
- сварочного устройства;
- регулятора силы тока;
- от размера используемого электрода;
- от классификации и навыков сварщика.
В бытовых и промышленных сферах используется несколько видов сварки, которые, в свою очередь, делятся на группы:
- газопрессовая;
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- трением.
Применяя газопрессовую сварку, используют открытый огонь ацетил-кислорода. Достоинством подобного метода является большая производительность.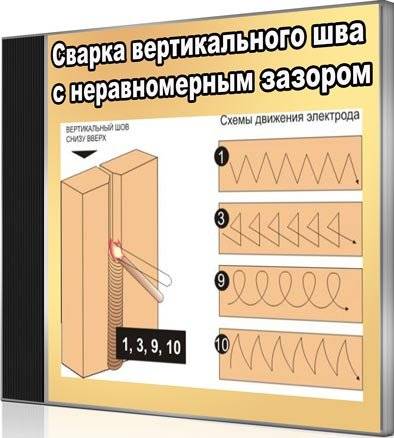 Такой способ широко используется в газовых и нефтяных промышленностях. Он распространен при прокладке трубопроводов, а также широко используется в машиностроении.
Такой способ широко используется в газовых и нефтяных промышленностях. Он распространен при прокладке трубопроводов, а также широко используется в машиностроении.
Если в сети небольшое напряжение, то часто применяют контактную сварку, но при этом должно быть высокое значение электрического тока. При таком методе допустима сварка точечным и стыковым способом. Следовательно, и по шву работать легче.
Чтобы освоить технологию сварочного дела, необходимо приобрести сварочное устройство. Его можно взять в аренду, а если оно необходимо для длительной работы, то разумнее будет купить его. Сегодняшние специализированные магазины могут предложить ряд сварочных устройств, среди которых имеются и аппараты, оснащенные регулятором тока.
Вернуться к оглавлению
Последовательность кладки сварного шва
Чтобы научиться правильно класть сварной шов, важно учесть то, что электроды должны выбираться с учетом толщины свариваемого металла, а сила тока должна выставляться по электродам.
Метод расчета не составит труда, к примеру:
- при использовании сварочных трансформаторов с сечением электрода в 1 мм ток должен соответствовать 30-40 А;
- сварочный инвертор с размером электрода в 3 мм требует силы тока в 80 А, а при силе тока в 100 А возможно выполнение резки металла.
Что касается помещения, то это не имеет значения, но при произведении сварочных работ для обеспечения пожарной безопасности нужно запастись ведром воды. Перед тем как начать сварочные работы, необходимо подготовить все инструменты, чтобы они были под рукой. Свариваемые детали в местах швов должны быть зачищены при помощи металлической щетки. Чтобы шов был ровный и аккуратный, рекомендуется свариваемые заготовки предварительно выставить с применением струбцин или тисков.
Чтобы иметь представление, как правильно работать электросваркой, желательно предварительно практиковаться на сварке валиков на плоскости, а при выполнении этого процесса оптимальным вариантом будет использование электродов сечением 3 мм, так как они самые ходовые.
Важно учесть то, что для работ лучше всего применять только что купленные электроды, так как давно приобретенные могут впитать влагу, что затрудняет процесс сварки.
Следующие действия:
- Необходимо массу при помощи зажима прикрепить к рабочему элементу;
- Электрод вставляется в держатель.
- Поджигается дуга, при этом применяют один из двух способов: чиркают, как спичкой, или постукивают по свариваемой детали.
- Далее выполняется сварка посредством ведения электродом по поверхности (угол должен соблюдаться в 75°) при этом должны производиться колебательные фракции, по принципу работы это напоминает подгребание под кратер дуги расплавленной массы металла.
- В завершение получается качественный ровный шов.
Сделать ровный качественный шов не составляет труда. Важно иметь хоть немного знаний физики, необходимое качественное оборудование и немного умения.
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки — температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы — понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь — трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов — 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена — невысокая и полностью себя оправдывает, а срок работы аппаратуры — главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель — выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике — работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты — инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее — схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке — ток холостого хода. Рекомендуемое значение данного параметра 60 — 80В, если больше — лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата — электрода. А значит следующий этап для успешного протекания процесса — подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод — это самый натуральный металлический стержень, а образованное покрытие — ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные — основная их задача — повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это — вольфрамовые электроды, плазменные. Принцип действия одинаковый — плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды — покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой — подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе — это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
За счет долговечности и надежности сварочных креплений не осталось ни одной промышленной отрасли, где бы не применялась данная технология. Владение электрическим аппаратом для сварки позволит сооружать любые металлические конструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду. Поэтому мы рассмотрим, как правильно варить сваркой, и расскажем про все секреты и нюансы сварочной техники, чтобы ваш первый шов был аккуратным и прочным.
Чтобы научиться, правильно варить сваркой, надо знать о том, что дуговая электрическая сварка – это процесс крепления металлов с помощью электрической дуги между электродом и поверхностью обрабатываемого материала. Образующаяся при этом повышенная температура способствует одновременной расплавке металлической основы и электрода. Причем появляется так называемая сварочная ванна, где металл основания соединяется с расплавленным электродом.
Объемы ванны зависят непосредственно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм , глубиной около 5 мм и длиной 11-32 мм.
Сгорать от повышенной температуры металлу не позволяет газовый слой, который образуется при расплавке обмазки электрода, он полностью вытесняет кислород из участка плавления. После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
Основные преимущества электродуговой сварки:
- доступность;
- возможность варки разных материалов без переналадки устройства;
- хорошая производительность;
- доступные расходные материалы;
- отличное качество шва.
К минусам этого метода можно отнести необходимость подготовки свариваемых краев и непременное наличие электричества.
Выбор оборудования и материалов
Перед тем, как начать варить сваркой, нужно для себя уяснить, что данный процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением токсичных газов.
Потому, чтобы безопасно варить, надо запастись не только качественным оборудованием, но и необходимой экипировкой . Чтобы начать варить, вам будут необходимы:
Научиться грамотно варить сваркой сможет помочь качественный сварочный аппарат с возможностью регулировать напряжение тока 10-200 А. Естественно, собрать простой сварочный трансформатор можно и самому, но в этом случае о том, как правильно варить тонкий металл, можно и не думать, так как для этой работы требуются минимальные значения напряжения. Заводские же аппараты делятся на:
Заводские же аппараты делятся на:
- Сварочные инверторы. Эти аппараты предоставляют множество возможностей, чтобы варить электродами с любыми оптимальными характеристиками. Электронные компоненты системы инверторов дают возможность отрегулировать силу тока, форсирование дуги, скорость зажигания и т. д., это обеспечивает великолепную свариваемость деталей. Помимо этого, инверторы имеют малый вес и довольно компактны.
- Сварочные выпрямители. Эти устройства оборудованы диодным выпрямителем, за счет которых переменное напряжение переходит в постоянное, которое требуется для образования дуги. Варить металл с помощью выпрямителей чуть проще за счет стабильной высокой дуги.
- Сварочные трансформаторы. Используются для снижения напряжения с одновременным увеличением силы тока. Являясь производительными и недорогими аппаратами, они довольно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильной «просадки» напряжения и нестабильной дуги.
Про то, какой сваркой лучше варить, споры идут постоянно.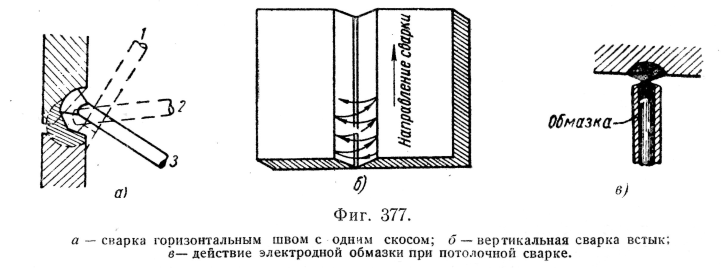 Некоторым сварщикам нравится надежность и простота трансформатора , некоторым нравится ручная сварка выпрямителем. Но научиться варить сваркой удобней всего с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить металл буквально на первых этапах.
Некоторым сварщикам нравится надежность и простота трансформатора , некоторым нравится ручная сварка выпрямителем. Но научиться варить сваркой удобней всего с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно варить металл буквально на первых этапах.
Как выбрать электроды
Для дуговой ручной сварки используют стержневые электроды с защитной обработкой проволоки. Металл проволоки обязан соответствовать виду свариваемых материалов, потому для сварки магниевых, бронзовых или стальных металлов применяют разные электроды.
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ , которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Подбираем силу тока и полярность
Чтобы правильно варить металл, нужную силу тока определяют с помощью таблиц или расчетным путем, а после устанавливают данное значение на панели инвертора. Чем выше сила тока, тем глубже сварочная ванна и больше мощность дуги. Но не нужно превышать оптимальный показатель – металл будет выгорать , и шов будет плохого качества.
Устанавливая силу тока, непременно учитывают месторасположение работы. Ток максимального значения устанавливают для горизонтальных плоскостей. При вертикальных швах его понижают на 15%, а потолочные требуют снижение силы тока более чем на 20%.
Если варить выпрямителем или инверторной сваркой, то на качество сварки оказывает влияние, как сила тока, так и полярность, а именно направление передвижения электронов.
Электроны перемещаются от отрицательного заряда к положительному . Чтобы правильно варить, полярность меняют, задают как прямой ток (изделие на плюс, электрод на минус), так и обратный. Как правило, выбирают прямое подключение, деталь в данном случае прогревается больше, но для сварки тонких материалов полярность изменяют с помощью инвертора. Обратную полярность используют и для сварки легированных металлов, склонных к выгоранию легко плавящихся лигатур.
Техника сварки вручную
Сперва попытайтесь зажечь дугу и держите ее в течение определенного времени. После следуйте инструкции:
Научившись запускать дугу, попробуйте не спеша передвигать стержень по направлению «к себе», в это время, делая движения 3-5 мм по сторонам . Пытайтесь переправлять расплав из периферии к середине сварочной ванны. Сделав шов размером примерно 5 см, уберите стержень и дайте металлу остыть, затем постучите молотком по участку соединения, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неоднородностей и кратеров.
Чистота шва зависит непосредственно от правильного движения электрода и размера дуги.
Как поддерживать дугу
- Для широкого шва электрод передвигают поперек его линии, делая колебательные возвратно-поступательные перемещения. От размера их амплитуды и зависит, какой ширины выйдет шов, потому размер амплитуды рассчитывают с учетом конкретных условий.
- Продольным передвижением электрода создают наплавление ниточного валика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости передвижения. Ниточный валик – это самый узкий шов.
- Поступательным передвижением электрода вдоль оси удерживают нужную длину дуги. При плавлении, размер стержня уменьшается, потому нужно все время приближать держатель с электродом к металлу, соблюдая необходимый зазор.
Во время сварки применяется комбинация из этих трех перемещений.
Защита металла от образования коррозии
Если помните, еще в самом начале статьи мы говорили про то, что для того, чтобы правильно варить электрической сваркой , мало просто просмотреть видео, а нужно еще и подготовиться в теории? Согласитесь, что статья лучше дает возможность узнать теорию. Помимо этого, видеоролики по какой-то причине упускают необходимость защиты от коррозии деталей при последующей эксплуатации. Мы же попытаемся убрать данный недочет.
Помимо этого, видеоролики по какой-то причине упускают необходимость защиты от коррозии деталей при последующей эксплуатации. Мы же попытаемся убрать данный недочет.
Не секрет, что металл под действием кислорода быстро подвергается к образованию ржавчины. Поверьте, швы после сварки корродируют намного быстрей.
Чтобы металлические изделия защитить от коррозии, как правило, используют окрашивание. Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Для начала, нужно убрать ржавчину и старую краску . Для этого желательно использовать металлические щетки-насадки к болгарке или дрели, но можно проводить работы и простой металлической щеткой. Не забудьте во время этих работ защитить глаза с помощью щитка или очков.
После чистки деталей покройте их преобразователем ржавчины, а после обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по металлу. После застывания этого слоя можно начинать окрашивание. Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
- Самый простой – ниточный шов, получается только при продольном направлении движения. Ширина такого шва составляет 2-3 мм. Такой шов обладает невысоким качеством и может использоваться только в неответственных деталях.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва – до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.

- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.

При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.
Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
В пост добавлены видео про сварочное дело, рекомендую посмотреть
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Технология сварочного процесса
Сварка – высокотемпературный процесс.
Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали.
Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Поверх него расположен защитный слой шлака, который впоследствии убирается.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию.
На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. вк.ком/v_korche Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
Тщательно очищаем деталь.
Если торцы трубы деформированы, обрезаем или выправляем их.
вк.ком/v_korche Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
Тщательно очищаем деталь.
Если торцы трубы деформированы, обрезаем или выправляем их. Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью.
Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью.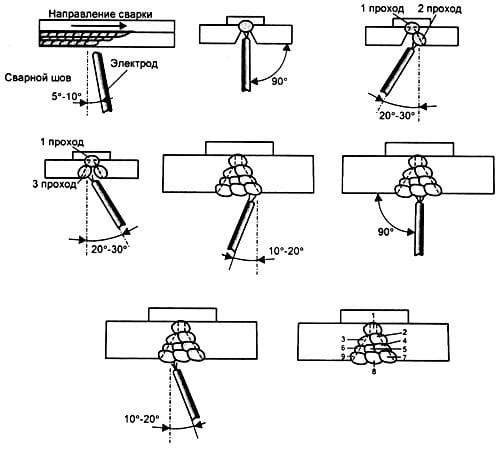 Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
общая информация, способы, азы обучения
Электросварка – это способ соединения различных деталей и поверхностей, который востребован практически всегда и везде. Особенно актуально умение варить при производстве различных строительных или ремонтных работ на даче или в частном доме. Не стоит думать, что, прочитав пару-тройку статей, можно научиться нормально сваривать металл – для этого требуется время и практика.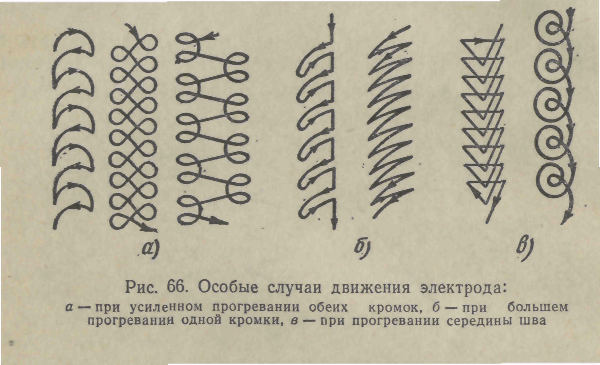 Но изучив и поняв основные правила того, как правильно проводить сварочные работы, каким образом держать электрод и выставлять необходимый ток, вполне возможно хотя бы научиться соединять ненесущие элементы конструкций. А всё остальное придёт с опытом.
Но изучив и поняв основные правила того, как правильно проводить сварочные работы, каким образом держать электрод и выставлять необходимый ток, вполне возможно хотя бы научиться соединять ненесущие элементы конструкций. А всё остальное придёт с опытом.
Читайте в статье
Оборудование, экипировка и расходники, которые потребуются при сварочных работах
Для производства сварочных работ потребуется:
ФОТО: avatars.mds.yandex.netСварочные работы требуют особых знаний и навыковНа первый взгляд, всё просто. Однако следует разобраться с этим списком подробнее.
ФОТО: spec-centr.ruИнверторные сварочные аппараты наиболее удобны новичкам для обученияСтатья по теме:
Как правильно выбрать сварочный аппарат инвертор: какой лучше для дома и дачи, критерии правильно выбора, а также секреты использования, вы узнаете после изучения материалов этой статьи.
Сварочный аппарат: виды, особенности использования
Сварочные аппараты для ручной дуговой сварки могут быть трёх типов – трансформаторный, инверторный и полупроводниковый (выпрямительный). Работа с каждым из них требует особого подхода.
Устройство трансформаторного типа — это наиболее простой аппарат, в который встроен понижающий трансформатор. Вследствие его работы сила тока значительно возрастает, что и позволяет разжечь дугу. Такие сварочники требуют умения настраивать выходной ток для оптимизации сварки.
Полупроводниковые или выпрямительные устройства. По сути, это тот же трансформаторный сварочник с единственным отличием. Выходящий после трансформатора ток проходит через выпрямитель, что улучшает качество сварных швов и упрощает работу.
ФОТО: stroy-profi.ruВыпрямительный сварочный аппарат. Работать с ним проще, чем с обычнымИнверторный аппарат более современный вариант. Такой сварочник очень компактен и лёгок. Для начинающих сварщиков это будет идеальным приобретением. Благодаря каскадным преобразователям, на выходе можно получить ровный ток, который регулируется при помощи реостата намного точнее, чем это можно было сделать на предыдущих устройствах.
Средства индивидуальной защиты при работе со сваркой
Наряду со спецкостюмами, рукавицами и обувью, при производстве сварочных работ необходимо использовать сварочную маску со светофильтром. Если говорить о подобной защите прошлого поколения, то светофильтр представлял собой стекло, через которое невозможно ничего увидеть, если не смотреть на дугу. Только по причине её высокой яркости сварщик мог рассмотреть шов, с которым работает. Современные светофильтры позволяют прекрасно видеть всё вокруг, но моментально затемняются при малейшей искре от электрода.
ФОТО: avatars.mds.yandex.netСредства индивидуальной защиты сварщикаСИЗ должны полностью обеспечить защиту тела сварщика, а главное, помочь избежать ожогов сетчатки глаз. Подобная проблема среди «сварной братии» называется «нахвататься зайчиков». Результатом ожога становятся сильнейшие болевые ощущения, резь, чувство песка в глазах. В сложных случаях возможно резкое снижение, а иногда и полная потеря зрения.
ФОТО: archive. doobybrain.comТакая «маска» при сварочных работах явно не поможет в защите глаз
doobybrain.comТакая «маска» при сварочных работах явно не поможет в защите глазКак выполняются сварочные работы: общая информация
Перед началом работ необходимо подготовить сварочный аппарат. Для начала проверяется плотность всех соединений и целостность изоляции кабеля, а также прочность фиксации электрода в держаке. После этого сварочный аппарат подключается к сети. Для сварщика это единственное, что он должен проверить сам. Периодические проверки (не реже раза в полгода) должны производиться специалистами-электриками.
ФОТО: digiflex.co.thПолная проверка и обслуживание производится один раз в полгодаВыбор силы тока для зажигания и поддержания оптимальной дуги
Для того, чтобы правильно выставить нужный ток, следует сначала определиться с диаметром используемого электрода, который, в свою очередь, зависит от толщины свариваемого металла. Стоит рассмотреть таблицу соотношений этих параметров.
Таблица 1. Отношения диаметра электрода к толщине металла при дуговой сварке
| Толщина металла, мм | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 и больше |
| Диаметр электрода, мм | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
В зависимости от электрода выставляется и выходной ток. Он вычисляется по формуле I = d·K, где значение K необходимо взять из таблицы.
Он вычисляется по формуле I = d·K, где значение K необходимо взять из таблицы.
Таблица 2. Значения K для различных электродов
| Диаметр электрода, мм | 1-2 | 3-4 | 5-6 |
| Коэффициент пропорциональности (К), А/мм | 25-30 | 30-45 | 45-60 |
Опытные сварщики уже не утруждают себя вычислениями, держа в голове примерный диапазон токов. Всё, что им требуется, это незначительная подстройка в процессе работы.
Наклон и движение электрода при сварке металла
От наклона электрода во время сварки зависит сложность производства работ. К примеру, новичку вряд ли удастся вести электрод перпендикулярно поверхности. Такой способ требует определённых навыков, опыта.
ФОТО: promsnabservisnk.ruУглы наклона электрода при ручной дуговой сваркеДля начинающих более приемлемым будет вариант наклона электрода углом назад. При таком расположении шлак будет оставаться позади дуги. Немного сложнее ведение углом вперёд. Здесь потребуется самостоятельно выбирать наклон, чтобы шлак не заливал ванночку по шву и не гасил дугу.
При таком расположении шлак будет оставаться позади дуги. Немного сложнее ведение углом вперёд. Здесь потребуется самостоятельно выбирать наклон, чтобы шлак не заливал ванночку по шву и не гасил дугу.
Сварочные работы при различных расположениях шва
Свариваемый шов может располагаться:
- вертикально;
- горизонтально;
- в наклонном положении;
- над работником (потолочный шов).
Наиболее простыми, а значит, требующими меньших навыков, считаются горизонтальные швы. Далее, по мере усложнения, идут наклонные, вертикальные. Самым сложным можно назвать потолочный шов. Работу с ним могут выполнить только квалифицированные сварщики, поэтому, если у домашнего мастера нет опыта такой сварки, лучше даже не пытаться её выполнить. Ничего, кроме капель расплавленного металла за воротником из этого не выйдет.
Сварка различных типов соединений
Швы могут конструктивно отличаться один от другого. Металлические детали при этом могут располагаться встык или внахлёст. Также выделяют тавровые швы. Имеет смысл разобраться в особенностях каждого из них.
ФОТО: drive2.ruОт такого сварочного шва многого ждать не приходитсяСоединение встык: нюансы сварки
При сварке металла, соединённого встык, подготовительные работы зависят от толщины деталей. Если она велика, то появляется опасность «непровара», который приведёт к ненадёжности соединения. В этом случае кромка детали в месте сварки стачивается под углом так, чтобы при совмещении заготовок образовывалась канавка. Кромка может быть снята как с одной стороны шва, так и с обеих. При движении электрода по канавке достигается максимальное проваривание, и создаётся прочное неразборное соединение.
ФОТО: blog.svarcom.netПримеры стыковых соединений при помощи сваркиСварка деталей внахлёст
Наиболее простое соединение для мастеров, не имеющих опыта производства сварочных работ.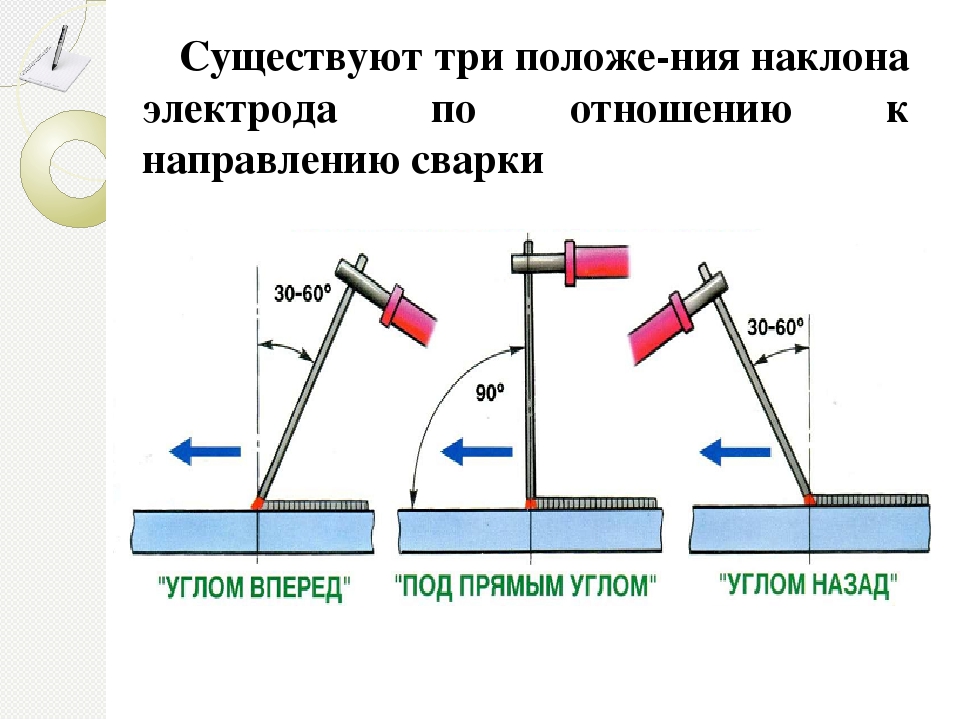 Этот вариант не требует особой подготовки металла. При этом можно наваривать несколько слоёв, накладывая один на другой с увеличением диаметра электрода. Главное, что следует помнить, это обязательное удаление шлака после каждого из слоёв.
Этот вариант не требует особой подготовки металла. При этом можно наваривать несколько слоёв, накладывая один на другой с увеличением диаметра электрода. Главное, что следует помнить, это обязательное удаление шлака после каждого из слоёв.
Тавровое соединение
Для производства таврового соединения не требуется подготовка кромок металла, хотя в некоторых случаях они всё же снимаются. Такие соединения производятся при необходимости монтажа элементов, находящихся в перпендикулярных плоскостях. Для примера, можно обратить внимание на фото ниже.
ФОТО: helpiks.orgПримеры тавровых соединений при помощи сваркиТрубопроводы: особенности производства сварочных работ на них
Сварка магистральных трубопроводов довольно сложна. Она требует обязательного наличия опытного специалиста. Поэтому, если домашний мастер только начинает обучение, за ответственные участки (вроде водопровода в квартире или частном доме) ему браться не стоит. В этом случае лучше обойтись заменой всех металлических труб на полипропилен и уже из них спаять магистраль. Здесь особого опыта не потребуется, научиться делать качественную пайку полипропилена можно достаточно быстро.
В этом случае лучше обойтись заменой всех металлических труб на полипропилен и уже из них спаять магистраль. Здесь особого опыта не потребуется, научиться делать качественную пайку полипропилена можно достаточно быстро.
Для трубопроводов от полдюйма и меньше лучше всего использовать газовую сварку, а вот более толстые магистрали монтируются исключительно с помощью дуговой. В зависимости от степени ответственности монтируемой магистрали, от сварщика может потребоваться наличие свидетельства НАКС (национальное агентство качества сварки). По результатам аттестации НАКС, сварщик может получить личное клеймо, которое состоит из цифровых и буквенных обозначений. Впоследствии, при переаттестации, оно не меняется. Специалисты с личным клеймом и аттестатом НАКС могут работать на монтаже газо- и нефтепроводов. Клеймо сварщика на шве является своеобразным знаком качества.
ФОТО: alians-weld.ruЛичное клеймо может получить только сварщик высокой квалификацииФОТО: teksa-s.ruИменно такой стандарт шва принят НАКСФОТО: magspace.ruКлеймо сварщика подтверждает качество исполнения шваТем, для кого рабочие профессии сродни искусству, можно сказать так – проставленное клеймо сварщика – это подпись художника, создавшего полотно. На самом деле, профессия сварщика подразумевает творческий подход, немного ограниченный рамками правил. Ниже можно увидеть, какие швы способны делать специалисты, аттестованные НАКС.
Подведём итог изложенной информации
Любая рабочая профессия требует обучения и обязательного наличия практики. Если говорить о сварочных работах, то здесь это утверждение верно вдвойне. Конечно, домашний мастер может постичь азы этой профессии и постепенно набираться опыта, однако это дело не одного дня и даже не месяца. Профессионалы, имеющие личное клеймо и проработавшие не один десяток лет, утверждают, что ни на минуту не перестают учиться этому сложному, но очень интересному и творческому ремеслу.
А для себя, в мастерской или гараже, можно вполне освоить сварку, чтобы была возможность самостоятельно соединять элементы конструкций, не требующих большой ответственности. Главное, это соблюдать все правила производства работ и не забывать о технике безопасности.
ФОТО: drive2.ruСварщик – это практически художник, создающий полотноНадеемся, что из сегодняшней статьи читатель почерпнёт для себя определённый объём полезной информации. Любые возникшие вопросы по теме вы можете задать в комментариях ниже. Редакция онлайн-журнала HouseChief с удовольствием на них ответит в максимально сжатые сроки. Там же можно оставить отзыв о статье, выразив своё мнение. Если вам понравилось изложенное сегодня, пожалуйста, не забудьте про оценку.
Напоследок, как уже повелось, предлагаем вашему вниманию один видеоролик, который не отнимет много времени на просмотр, но поможет более полно разобраться с такой сложной, но интересной темой производства сварочных работ.
ПОНРАВИЛАСЬ СТАТЬЯ? Поддержите нас и поделитесь с друзьями
Как быстро научиться варить потолочные швы электродом
Как быстро научиться варить потолочный шов электродомМногие сварщики не любят варить потолочные швы, поскольку это самое неудобное и тяжёлое положение в сварке. Тем не менее, если нужно овладеть профессиональными знаниями сварщика, варить потолочные швы, так или иначе, придется.
Тем более что без сварки вертикальных соединений никак не получится выполнить ряд определённых работ. Неповоротные стыки труб или верхние элементы металлического каркаса, требуют потолочного шва.
Как варить потолочные швы и что следует знать? Можно ли быстро овладеть техникой сварки потолочных швов, самостоятельно?
Из-за чего возникают сложности при сварке в верхнем положении
Сварка потолочных швов востребована на многих предприятиях. К тому же, даже если придётся варить чисто для себя, то и здесь не обойтись без этих знаний. Данное умение обязательно пригодится, если вы решитесь сварить беседку или металлический гараж, а также при выполнении другой работы со сваркой.
Сварка потолочных швов существенно отличается от сварки в нижнем положении, где расплавленный металл итак стремится стекать вниз под собственным весом. При сварке в нижнем положении сварщику приходится следить лишь за тем, чтобы шлак не попадал в сварочную ванну, а расплавленный металл правильно заполнял стык.
При сварке же в верхнем положении, металл норовит стекать вниз, поэтому самая большая проблема возникает с соединением двух сторон заготовки. При отсутствии опыта, сварочная ванна появляется лишь на одной стороне кромки, поэтому и возникает проблема связать две стороны металла.
Как правильно варить потолочные швы?
Чтобы научиться варить потолочные швы нужно обязательно уменьшить силу сварочного тока. Она должна быть процентов на 30% меньше чем при сварке в нижнем положении. Это основное правило, которое влияет на скорость расплавления металла, что дает возможность избежать его быстрого растекания вниз.
При этом нужно приноровиться варить на пониженных токах, поскольку электрод начинает прилипать к металлу. К тому же, если не учитывать данный нюанс, это приведёт к непроварам, что существенно снизит качество сварного соединения.
Вот основные правила сварки потолочных швов, которые позволят не допустить множества ошибок:
- Уменьшаем сварочный ток;
- Максимально сводим свариваемые заготовки вместе. Зазора между ними быть практически не должно, что позволит легче сваривать заготовки;
- При сварке металла толщиной больше 5 мм, нужно предусмотреть V-образную разделку кромок металла;
- Держать электрод при потолочной сварке нужно под углом в 45 градусов, относительно к верхней поверхности. Новичкам-сварщикам можно посоветовать использовать половинку электрода, чтобы точнее контролировать его движения;
- Вести электрод при сварке потолочных швов лучше всего «спиралью».
И еще, не стоит бояться вида проделанных работ после сварки потолочных швов. Здесь могут быть большие наплывы шлака. Но если проделать всё правильно, то после его удаления с поверхности шва, можно увидеть достойный результат.
Поделиться в соцсетях
Приготовление с использованием сварки трением
День Благодарения наконец наступил! Пришло время сочной индейки, терпкой клюквы, пикантной начинки и отличного гарнира: сливочного картофельного пюре.
Этот маслянистый гарнир станет прекрасным дополнением к стойкому обеду в День Благодарения. Вот простой рецепт лучшего картофельного пюре, которое может сделать аппарат для сварки трением:
Подождите, что?
Ага. Вы правильно прочитали.
Наш сварочный аппарат трением с перемешиванием LS-1 — идеальная машина для замены вашего встречного миксера, когда вам нужно приготовить большую порцию картофельного пюре.Поскольку LS-1 — довольно большая машина, нам нужно немного увеличить рецепт. Добавьте ноль к ингредиентам или увеличьте дробь в четыре раза. Это кажется правильным.
Приступим!
Состав
5 50 крупный картофель, очищенный, разрезанный на четвертинки и вареный
1/2 2 стакана подогретого молока
2 4 столовые ложки масла или маргарина
1 2 чайные ложки соли
1/8 1/2 чайной ложки черного перца
Увеличить их все на десять, т.е.е. ½ * 10; 2 * 10; пр.
Препарат
- Теплая (очень большая) чаша миксера с горячей водой, сухая. Не нужно разогревать инструмент для булавки, он нагреется до нужной температуры (поверьте нам). Выложите горячий картофель в миску. Осторожно поставьте чашу на ровную устойчивую поверхность и включите сварочную машину трением LS-1. Постепенно увеличивайте скорость насадки для нерасходуемого вращающегося стержня, чтобы обеспечить правильное соединение всего картофеля до однородного состояния, примерно на 5 секунд.
- Добавьте все оставшиеся ингредиенты.Увеличьте скорость булавочного инструмента и взбивайте, пока молоко не впитается, примерно 0,3 секунды. Постепенно увеличивайте скорость, пока картофель не станет пушистым. Не волнуйся! Чаша не будет слишком горячей, так как LS-1 использует INTELLISTIR для контроля температуры штифтов.
- Пора перестать вращаться. Надеюсь, картошка еще осталась.
Мы надеемся, что вам понравится аппетитное картофельное пюре, и оно вызовет улыбки на лицах вашей семьи и друзей в День Благодарения. Наслаждайтесь! *
MTI: комплексные решения для соединения и сварки
Когда мы не делаем вкусное картофельное пюре, мы используем наши аппараты для сварки трением с перемешиванием, чтобы соединить множество материалов, как похожих, так и непохожих.MTI предлагает уникальную возможность разрабатывать детали и машины, сваренные трением, которые будут наилучшим образом служить вам и в то же время сэкономить ваши деньги. Мы построим машину, которая сделает вашу деталь, мы сделаем ее для вас или поможем вам сделать ее еще лучше.
Чтобы узнать больше о MTI, посетите наш веб-сайт mtiwelding.com, чтобы узнать, как мы можем работать для вас.
* Пожалуйста, НИКОГДА не выполняйте какие-либо из этих процессов, описанных в общих чертах, так как они предназначены только для развлечения и не должны предприниматься.
Сварка и изготовление металла — Wiley Metal
Если вы знаете что-нибудь о сварке, название выше может вызвать у вас головную боль. Нет выбора между ними, это не либо-либо. Сварка — это часть производства, так же как приготовление на гриле — часть готовки. Конечно, вы можете готовить без гриля, но если вы готовите на гриле, вы тоже готовите.
Так зачем на это указывать? Что ж, некоторые люди используют эти термины как синонимы, поэтому мы хотели бы внести ясность.
Специалисты и универсалыВаш семейный врач — врач, как и хирург, который может заменить неисправный сердечный клапан, но вы не хотите, чтобы они менялись ролями. Хирург — это специалист, который на протяжении многих лет совершенствовал свои навыки, в то время как врач — в большей степени, специалист широкого профиля. Он или она много знает о человеческом теле, в том числе о том, когда передать его кому-то с конкретным опытом.
Сварщики и производители имеют похожие отношения.Хороший сварщик хорошо умеет плавить и соединять вместе куски металла. Это требует экспертных знаний, отличной зрительно-моторной координации и поддержки хорошей команды.
Производители — вот та команда. Они режут, просверливают, пробивают и сгибают металл до необходимой формы, прежде чем передать его сварщику. Затем, когда сварной шов остынет и детали будут соединены, производитель позаботится о чистке, сборке и покраске. В результате получается изделие, которое хорошо выглядит и работает именно так, как хотел заказчик.
Что делают производителиМногие производители могут при необходимости немного сварить, точно так же, как сварщики часто обладают определенными производственными навыками. Однако магазины, подобные нашему, считают, что лучшие результаты достигаются, когда люди специализируются.
Работа изготовителя шире и разнообразнее, чем у сварщика. Иногда это распространяется даже на дизайн и машинное программирование. Полезно знать, как металл деформируется и ведет себя при резке. Производители будут использовать такие машины, как ножницы, пилы, листогибочные прессы и, возможно, штампы.Они также будут собирать, чистить, а иногда и красить. Люди, которые любят разнообразие, могут найти его в производстве.
Чем занимаются сварщикиПринцип очень прост: расплавьте два куска металла в том месте, где они соприкасаются. Жидкий металл будет стекать вместе, и когда он остынет, две части сольются в одну. На практике все намного сложнее.
Сначала совместная подготовка. Кромки должны быть чистыми и иметь такую форму, которая позволяет оптимизировать плавление и сплавление. Затем идет сборка или расстановка деталей перед сваркой.Дело не только в том, чтобы собрать их все вместе, потому что металл будет расширяться, а затем сжиматься. Кроме того, важно иметь правильные зазоры, чтобы металл мог течь по мере необходимости.
Есть несколько способов нагрева заготовок. Для нахлеста листового металла иногда используется электросварка сопротивлением. Есть сварка трением (не то, что мы делаем в Wiley) кислородно-ацетиленовая сварка (газовая горелка) и дуговая сварка, среди прочего. В основном мы занимаемся дуговой сваркой. Он очень управляем, работает с широким спектром материалов и обеспечивает высококачественные сварные швы.
Параметры дуги (электрические элементы управления, такие как ток, напряжение, частота, а также поток защитного газа) должны быть оптимизированы в соответствии с свариваемыми материалами. Теплопроводность — одно соображение, а температура окисления и плавления — другие. Кроме того, существуют такие факторы, как направление сварки и ориентация горелки. Квалифицированный сварщик знает, как настроить параметры сварки и подходит к каждому типу соединения и материала.
Производство принимает бригадуМеталлическое изделие может представлять собой цельную деталь, вырезанную и сформированную.Однако чаще он состоит из нескольких частей, вырезанных, перфорированных, просверленных, надрезанных, сложенных, согнутых и, конечно же, сваренных, чтобы создать все, что хотели заказчик и дизайнер. Все, что требуется, — это команда опытных дизайнеров, изготовителей и сварщиков.
Работая вместе, они могут производить такие разнообразные изделия, как стеллажи, рамы для производственного оборудования, рабочие платформы и бамперы из нержавеющей стали. На самом деле нет предела тому, что может сделать хорошая производственная команда, и у нас в Wiley есть такая команда.А когда они не работают, им нравится жарить на гриле!
Набираем!4 Ошибки при сварке пищевых продуктов и как их избежать
Сварка пищевой нержавеющей стали — это деликатная работа, требующая умелого прикосновения. Совершить серьезные ошибки при сварке может оказаться слишком легко, если проектировщик или сварщик не осведомлены о конкретных требованиях к конкретному пищевому применению, для которого будет использоваться корзина или лоток из стальной проволоки.
Итак, каковы самые серьезные ошибки при сварке пищевых продуктов и как их избежать?
1: Отсутствие заусенцев / заусенцевВо многих приложениях для приготовления пищи с проволочными корзинами вручную будут обращаться рабочие на фабрике, в ресторане, складских помещениях и т. Д.
Заусенцы и острые предметы, оставшиеся на корзине при некоторых сварочных процессах, могут стать причиной травм рабочих и снизить производительность. Таким образом, удаление этих острых предметов и заусенцев является обязательным.
Это можно сделать либо с помощью сварочных процессов, которые минимизируют их внешний вид, либо путем тщательной обработки поверхности корзины с помощью шлифовки, электрополировки или аналогичных процессов.
2: Снижение коррозионной стойкости из-за чрезмерного напряжения материаловНекоторые сварочные процессы могут непреднамеренно снизить целостность защитного оксидного слоя, обеспечивающего нержавеющую сталь.В тяжелых случаях неправильно обработанный сварной шов может сорвать оксидный слой и загрязнить поверхность стали, создавая сварное соединение, подверженное коррозии.
Или процесс сварки может вызвать трещины под напряжением и микротрещины, которые нарушают целостность сварного шва и его коррозионную стойкость.
Некоторые сварочные процессы, например контактная сварка, при правильном выполнении позволяют свести к минимуму влияние процесса сварки на химическую стойкость нержавеющей стали.Если сталь подвергается слишком сильному воздействию во время сварки или слишком долго нагревается, может возникнуть коррозионное растрескивание под напряжением и другие проблемы.
Один из способов обеспечить надежные и безошибочные сварные швы — это использовать сварочную систему MFDC, которая может автоматизировать синхронизацию сварного шва нержавеющей стали с невероятной точностью. Сварочная система MFDC компании Marlin может выполнить сварку за 2/1 000 секунды, что примерно в 30 раз быстрее, чем традиционная сварочная система на переменном токе.
Это также предотвращает разбрызгивание, образование пузырей и другие деформации сварного шва.
3: Легирование сварных швов неправильным присадочным материаломДля методов сварки, требующих использования присадочного материала для соединения двух металлов, использование правильного присадочного материала имеет решающее значение. Хотя это редкость для опытных производителей, иногда может использоваться присадочный материал, который плохо реагирует со свариваемыми металлами.
В некоторых случаях «гальваническая пара» может быть создана там, где электрохимическая разность потенциалов между присадочным материалом и свариваемым металлом достаточно велика, чтобы создать анод и катод.Это приводит к коррозии (быстрее в менее благородном металле анода, медленнее в более благородном катодном металле).
Со временем сварное соединение подвергается коррозии и становится слабее, что снижает прочность и целостность корзины.
Лучшее решение — либо использовать процедуру сварки, не требующую присадки, либо обеспечить, чтобы присадочный материал не создавал гальванической пары с свариваемым металлом. Это может быть сложно, поскольку разные сплавы имеют разные электрические потенциалы.
4: Сварка разнородных металловВ большинстве случаев по возможности лучше сваривать две проволоки из одного и того же материала. Сварка двух разнородных металлов не только сложнее, чем сварка двух из одного и того же сплава, но и открывает возможности для новых видов отказов и других рисков при работе с пищевыми продуктами.
Эти риски включают коррозию из-за гальванической муфты, растрескивание под действием теплового напряжения из-за различной теплоемкости и загрязнение пищевых продуктов из-за корродированных поверхностей, удерживающих и переносящих жидкие стоки или бактерии от одной партии пищевых продуктов к другой (или, что еще хуже, отложение ржавчины на / в пищевых продуктах. продукты).
Сварка разнородных металлов — распространенная ошибка, которую неопытный инженер может легко упустить из виду на этапе проектирования. Лучшее решение — не сваривать два разных металла вместе без крайней необходимости. Еще одно возможное решение — использовать защитное покрытие, чтобы сварные поверхности корзины не подвергались воздействию открытого воздуха или прямого контакта с хранящимися пищевыми продуктами.
Это лишь некоторые из возможных ошибок, которые могут быть сделаны при сварке металлов, пригодных для пищевых продуктов, для любого применения в пищевой промышленности.Чтобы избежать этих проблем, важно привлекать продавца подносов / корзин для еды, который обладает знаниями и опытом, чтобы понимать возможные сложности различных методов сварки и инструментов, чтобы избежать большинства серьезных ошибок.
Узнайте, как Marlin Steel использует первоклассное программное обеспечение для обучения, автоматизации сварки и физического моделирования, чтобы предотвратить ошибки при сварке пищевых продуктов уже сегодня!
Carson High доминирует среди конкурентов сварщиков
Во время субботних региональных соревнований по сварке в муниципальном колледже Западной Невады профессор сварки Джим Павлюк сказал, что Ричард Кук из средней школы Карсона обладает навыками, чтобы далеко продвинуться в этой области.
Кук, 17 лет, доказал свою правоту, заняв первое место из 23 участников. В субботу старшая школа Карсон заняла первые два места, а 18-летний сварщик Бриттон Армстронг занял второе место. Третье место занял Джастин Буонанома из Регионального технического института Рино.
В конкурсе участвовали три типа сварных швов и письменный тест.
Сварные швы включали метод угловой сварки, известный как «газовая дуговая сварка металла», резка стали с помощью кислородно-топливной горелки, называемая «кислородно-топливной резкой», и дуговая сварка защищенным металлом.
«Сварщики называют это сваркой штучной сваркой», — сказал Павлюк.
Судья Виктор Гарсиа, сертифицированный инспектор по сварке, сказал, что резка Кука была чистой.
«Это одно из лучших, что я видел», — сказал он. «Некоторые из ребят, что они делают, они ходят взад и вперед, взад и вперед и сжигают материал».
Другой судья, глядя на готовую версию Кука, заметил: «Прекрасно. Очень мило. Определенно есть чем гордиться».
Кук сказал, что, по его мнению, газовый резак горит около 2400 градусов.«Я не совсем уверен. Это было на тесте, и я поставил такой ответ», — засмеялся он.
Он сказал, что сложность теста его удивила.
«Я многое знал, но только догадывался по некоторым вопросам», — сказал он.
Павлюк, который занимается сваркой 35 лет и 23 года преподает в WNCC, сказал, что для обучения сварке нужно время.
«Чтобы добиться успеха, нужны часы и часы», — сказал он. «Это как играть в гольф или играть на музыкальном инструменте — чем больше вы этим занимаетесь, тем лучше у вас получается.»
При оценке качества сварных швов он обращает внимание на их толщину, консистенцию и даже небольшую рябь на некогда жидкой стали.
Призы для трех лучших сварщиков на субботних соревнованиях были подарены компанией AL Sierra Welding Products Карсон-Сити по адресу 4443 Highway 50 East. «Они делают это каждый год», — сказал Павлюк.
Одним из призов был красный сварочный шлем в форме черепа с окраской пламенем в стиле хот-род. Три лучших финишера должны были выбрать, какие призы они получат. в розыске.
Кук может иметь навыки, позволяющие далеко продвинуться в области сварки, но он не уверен, что хочет сделать это как карьеру.
Он планирует изучать управление бизнесом в WNCC после окончания учебы, потому что он «ненавидит потеть, обжигаться и мерзко». Соединение кусков стали — это «просто хобби» для мастера-сварщика.
Кук был не единственным чемпионом в здании Andy Butti Welding Building в колледже в субботу — не в глазах судьи соревнований Гарсии.
«Для меня все эти люди как чемпионы», — сказал он.»Все.»
членов / Обучение / Часы работы сварочного цеха — Сент-Луис
Региональный совет плотников Сент-Луис-Канзас-Сити создал это уведомление о конфиденциальности, чтобы объяснить, как мы используем информацию, которую вы можете предоставить при посещении нашего веб-сайта. и продемонстрировать нашу твердую приверженность конфиденциальности в Интернете. Региональный совет плотников Сент-Луис-Канзас-Сити может время от времени изменять эту политику, поэтому мы рекомендуем вы можете проверить эту страницу при повторном посещении этого веб-сайта.
Как мы используем вашу информацию
Региональный совет плотников Сент-Луис-Канзас-Сити обязуется защищать вашу конфиденциальность в Интернете.
Когда вы регистрируетесь, вносите свой вклад, регистрируетесь в качестве волонтера или предпринимаете какие-либо другие действия на нашем сайте, мы можем попросить вас предоставить нам контактную информацию, включая ваше имя, адрес, номер телефона и / или адрес электронной почты. Мы можем получать информацию о вас из внешних источников и добавлять ее или объединять с информацией, которую мы собираем. через этот сайт.Мы используем эту информацию для работы с этим сайтом, для отправки вам новостей и информации о Региональном совете плотников Сент-Луис-Канзас-Сити и в добиваться вашего участия в программах, мероприятиях и мероприятиях Регионального совета плотников Сент-Луис-Канзас-Сити, а также получать и подтверждать ответы на мероприятия и программы. Мы используем ваш адрес электронной почты для отправки такой информации по электронной почте и можем использовать ваш номер телефона, чтобы звонить вам в этих целях.
Мы никогда не будем предоставлять ваш адрес электронной почты или какую-либо вашу личную информацию никаким другим лицам или организациям ни для каких целей.
Как мы защищаем информацию, которую вы предоставляете
Региональный совет плотников Сент-Луис-Канзас-Сити использует стандартные меры безопасности для защиты от потери, неправильного использования или изменения информации, указанной в
наш контроль. Наш сервер находится в закрытой, безопасной среде. Разрешение на доступ к вашей информации предоставляется только вам и плотникам Сент-Луис-Канзас-Сити.
Сотрудники или подрядчики Регионального совета, которым необходимо знать эту информацию для оказания вам услуг.Хотя мы прилагаем добросовестные усилия для хранения информации
собираемые этим веб-сайтом в безопасной операционной среде, мы не можем гарантировать полную безопасность.
Ссылки на другие сайты
Эта политика конфиденциальности распространяется на этот веб-сайт и его поддомены. Эти сайты могут ссылаться на сторонние сайты. Мы не несем ответственности за содержание или политику конфиденциальности.
этих сторонних сайтов. Мы рекомендуем вам ознакомиться с политикой конфиденциальности и ознакомиться с практикой всех посещаемых вами веб-сайтов.
Иное раскрытие вашей информации
Хотя мы прилагаем все усилия для сохранения конфиденциальности пользователей, нам может потребоваться раскрыть личную информацию, если мы добросовестно полагаем, что ее раскрытие подходит для
соблюдать закон (например, законная повестка в суд), чтобы защитить наши права или собственность или защитить наших сторонников от мошенничества, злоупотреблений или незаконного поведения,
или если мы обоснованно полагаем, что чрезвычайная ситуация, влекущая непосредственную опасность смерти или серьезного физического увечья для любого лица, требует раскрытия сообщений или
оправдывает незамедлительное раскрытие записей.
СПЕЦИАЛЬНОЕ УВЕДОМЛЕНИЕ ДЛЯ РОДИТЕЛЕЙ
Мы хотим помочь вам защитить конфиденциальность ваших детей. Мы рекомендуем вам поговорить со своими детьми о безопасном и ответственном использовании их личной информации при использовании
интернет. Региональный совет плотников Сент-Луис-Канзас-Сити сознательно не собирает, не использует и не распространяет личную информацию детей никому.
третьи лица. Если у вас есть какие-либо оговорки, вопросы или опасения по поводу доступа вашего ребенка к этому сайту или того, как информация, которую предоставляет ваш ребенок, используется нами,
пожалуйста свяжитесь с нами.
О файлах cookie, IP-адресах и файлах журнала cookie
Файл cookie — это фрагмент данных, хранящийся на жестком диске пользователя и содержащий информацию о пользователе. Веб-сайт Регионального совета плотников Сент-Луис-Канзас-Сити использует
файл cookie для измерения совокупной веб-статистики, включая количество посетителей в месяц, количество повторных посетителей, самые популярные веб-страницы и другую информацию. Санкт-Петербург
Региональный совет плотников Луи-Канзас-Сити также будет использовать файлы cookie для облегчения вашего онлайн-посещения, сохраняя данные, которые вы предоставляете для онлайн-активности.
действия, так что вам не нужно будет повторно отправлять определенную информацию.
Мы также можем использовать сторонние сервисы, такие как Google Analytics. Это помогает нам понять шаблоны трафика и узнать, есть ли проблемы с нашим сайтом. Мы также можем используйте встроенные изображения в сообщениях электронной почты, чтобы отслеживать процент открытий для наших рассылок, чтобы мы могли сказать, какие рассылки больше всего нравятся нашим сторонникам.
Рекламные
Мы можем размещать онлайн-рекламу у сторонних поставщиков, включая Google, которая будет отображаться на других сайтах в Интернете.В некоторых случаях сторонние
поставщики могут решить, какие объявления показывать вам, исходя из ваших предыдущих посещений Сайта. Ни при каких обстоятельствах вас не будут идентифицировать эти сторонние поставщики, и вы не будете
любая информация, которую вы передаете нам, должна быть передана этим сторонним поставщикам. Если вы предпочитаете отказаться от использования этих сторонних файлов cookie на Сайте, вы
можно сделать это, посетив страницу отказа от участия в программе Network Advertising Initiative.
Файлы журнала сервера
Мы регистрируем стандартную техническую информацию, такую как ваш IP-адрес и тип используемого вами браузера.Мы регистрируем эту информацию для устранения неполадок и отслеживания
какие страницы люди посещают, чтобы улучшить сайт. Мы не используем файлы журналов для отслеживания использования веб-сайта конкретным лицом.
Как отказаться от подписки или отказаться
Люди, подписавшиеся на списки рассылки через этот веб-сайт, будут получать периодические обновления от Регионального совета плотников Сент-Луис-Канзас-Сити по обычной почте, факсу и / или
электронное письмо. Вы можете отказаться от получения будущей информации по электронной почте, используя процедуру отказа от подписки, указанную в электронном сообщении.
Как мы уведомляем вас об изменениях в политике конфиденциальности
Мы можем пересматривать и обновлять эту Политику конфиденциальности, если мы изменяем нашу практику, добавляем новые функции сайта или изменяем существующие функции сайта. Мы уведомим зарегистрированных пользователей
по электронной почте и размещать на этом сайте уведомления о любых существенных изменениях в нашей Политике конфиденциальности. Использование вами этого сайта после таких изменений означает ваше согласие с
в отношении информации, полученной от вас в прошлом и будущем.
Как с нами связаться
Вопросы, касающиеся настоящей Политики конфиденциальности, следует направлять по адресу [email protected].
О нас — New Bedford Welding Supply
15.03.2020
Всем уважаемые друзья и клиенты.
COVD-19 сильно влияет и разрушает образ жизни многих из нас. NBWS надеется, что вы, наши друзья и клиенты, принимаете все меры предосторожности, чтобы защитить себя в это тяжелое время.Мы ценим вашу лояльность и бизнес до, во время и после этой ситуации.
NBWS понимает и хочет предоставить сообществу все необходимое, если это делается безопасно и с разрешения властей. Как и многие другие предприятия и общественные места, мы усилили очистку и дезинфекцию часто используемых поверхностей и зон. Мы также должны принять меры, чтобы наши сотрудники были в безопасности и были готовы удовлетворить ваши потребности как сейчас, так и в будущем. При этом мы просим следующее, пока глобальная ситуация не изменится.
- Если вы, как друг или покупатель, почувствуете себя плохо или у вас появятся какие-либо симптомы, связанные с этим заболеванием, мы просим вас воздержаться от контактов с любыми магазинами. Мы понимаем, что могут потребоваться предметы, которые имеют решающее значение для вашего бизнеса или качества жизни. По этим вопросам мы просим вас звонить заранее, и мы приложим все разумные усилия, чтобы ваш заказ был готов и доставлен к вашему автомобилю. При покупке за наличные мы хотели бы потребовать оплату кредитной картой по телефону до прибытия.
Нью-Бедфорд Расположение 508-997-2051
Тонтон Расположение 508-824-2790
North Smithfield RI 401-769-0200
- На данный момент UPS и FedEx все еще обрабатывают посылки, и мы можем доставить их к вам, если вы хотите ограничить взаимодействие.
- NBWS просит по возможности стараться использовать кредитную карту для всех операций с наличными, чтобы ограничить взаимодействие.
Еще раз мы хотим поблагодарить вас за вашу постоянную поддержку и, пожалуйста, не стесняйтесь обращаться с любыми вопросами или проблемами. Если ситуация изменится в любом направлении, мы сделаем все возможное, чтобы держать всех в курсе.
Будь здоров и береги себя,
Персонал отдела сварочных работ New Bedford
Смена карьеры: от сервировочных столов к сварке
Андреа Кук, студентка непрерывного образования Сан-Диего и сертифицированный сварщик.(Фото любезно предоставлено SDCE)Андреа Кук, любитель театра, стала сертифицированным сварщиком
Андреа Кук, бывшая театральная студентка из Грэма, штат Техас, переехала в Калифорнию, чтобы начать новую карьеру.
Она поступила в программу непрерывного образования в Сан-Диего по программе бесплатного получения сертификата сварщика. 32-летний Кук собирается начать бизнес по дизайну архитектурного освещения.
«Я собирался стать учителем театра, но у меня возникли проблемы со здоровьем, поэтому я ушел и больше не возвращался», — сказал Кук.«У меня большое ремесло, и я всегда хотел заниматься сваркой. Раньше я строил освещение и сцену для художественного факультета моей школы ».
SDCE — крупнейший провайдер некредитного образования в Калифорнии и предлагает более 70 бесплатных программ профессионального обучения, включая пять сертификатов сварщика; Дуговая сварка защитного металла, Дуговая сварка металла и порошковой проволоки, Дуговая сварка газом вольфрамовым электродом, Сварка труб и изготовление металлов. Программы признаны в отрасли и одобрены государством.
«Мы начали урок с изучения температуры и плавления металла, а затем перешли к чертежам и символам», — сказала Кук, вспоминая свой первый семестр.Потенциальные студенты могут рассчитывать на то, что в течение 24 недель они изучат ряд сварочных практик, а также математику, коммуникативные и бизнес-навыки, необходимые для работы в отрасли.
Этой осенью Кук стал сертифицированным сварщиком, выполнив программу сертификации SDCE по дуговой сварке защитных металлов и дуговой сварке вольфрамовым электродом.
По данным Бюро статистики труда, в 2016 году женщины составляли 4 процента сварщиков, паяльщиков и паяльщиков в Соединенных Штатах. Средняя годовая заработная плата по этой профессии в мае 2017 года составляла 40 240 долларов США.
«Мужчины не ждут, что я буду здесь и выживу», — шутит Кук. «Вот что заставляет меня хотеть этого больше».
SDCE предлагает освобождение от проезда, учебников и оборудования для студентов, обучающихся в нетрадиционной области обучения через центр New Horizons / Gender Equity при образовательном учреждении.
«Дальновидные работодатели поощряют гендерное разнообразие на рабочем месте», — сказал Карлос О. Тернер Кортез, доктор философии, президент SDCE. «По мере выхода на пенсию старшего поколения сварщиков дефицит рабочей силы в стране увеличивается, и потребность в квалифицированных рабочих становится острой, особенно для женщин.”
SDCE объединил усилия с колледжами округа Сан-Диего и округа Империал и некредитными программами в рамках общегосударственной кампании под названием «Узнай больше, зарабатывай больше», чтобы привлечь больше взрослых учащихся к рабочим местам со средним уровнем квалификации в сфере передового производства, энергетики, строительства и коммунальных услуг, здравоохранения, информации и коммуникации Технологии.
Повар много лет работал сервировочным столом. «Я всю жизнь официантка. У меня это хорошо получается, но мне негде расти », — сказала она. «Со сваркой я всегда могу узнать что-то новое.”Начинающий светотехник завершит обучение по дуговой сварке металлов и порошковой проволоки и дуговой сварке вольфрамовым электродом осенью 2019 года.
Андреа Кук работает над проектомпо дуговой сварке экранированного металла. «Вы можете сказать, что Андреа искренне ценит свой опыт в SDCE, и это проявляется в качестве выполняемой работы», — сказал Брэд Доршель, мастер сварки и преподаватель SDCE.